JP2010142817A - 管体の3次元曲げ加工シミュレーションシステム - Google Patents
管体の3次元曲げ加工シミュレーションシステム Download PDFInfo
- Publication number
- JP2010142817A JP2010142817A JP2008319468A JP2008319468A JP2010142817A JP 2010142817 A JP2010142817 A JP 2010142817A JP 2008319468 A JP2008319468 A JP 2008319468A JP 2008319468 A JP2008319468 A JP 2008319468A JP 2010142817 A JP2010142817 A JP 2010142817A
- Authority
- JP
- Japan
- Prior art keywords
- bending
- tubular body
- interference
- angle
- axis
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000005452 bending Methods 0.000 title claims abstract description 171
- 238000004088 simulation Methods 0.000 title claims abstract description 47
- 238000000034 method Methods 0.000 claims description 51
- 238000012545 processing Methods 0.000 claims description 32
- 230000002093 peripheral effect Effects 0.000 claims description 27
- 238000003754 machining Methods 0.000 claims description 19
- 230000009466 transformation Effects 0.000 claims description 10
- 238000013461 design Methods 0.000 abstract description 16
- 238000006073 displacement reaction Methods 0.000 abstract description 2
- 238000006243 chemical reaction Methods 0.000 description 12
- 238000004364 calculation method Methods 0.000 description 9
- 238000012840 feeding operation Methods 0.000 description 4
- 238000003672 processing method Methods 0.000 description 3
- 230000002452 interceptive effect Effects 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 239000011159 matrix material Substances 0.000 description 2
- 238000013519 translation Methods 0.000 description 2
- 238000013459 approach Methods 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 238000012790 confirmation Methods 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 230000017105 transposition Effects 0.000 description 1
Images











Landscapes
- Bending Of Plates, Rods, And Pipes (AREA)
Abstract
【課題】計算時間を短縮するとともに、障害物との干渉の有無を精度良く判定して設計変更することができる管体の3次元曲げ加工シミュレーションシステムを提供する。
【解決手段】曲げ加工機の加工動作による管体の曲げ加工ポイント毎に、管体の切断長、送り長さ、回転角、曲げ角、曲げ円弧長、曲げ半径からなるデータを用いてX、Y、Z軸の3次元座標を算出して曲げ加工シミュレーションを行うとともに、前記送り長さ、回転角、曲げ角がそれぞれ平行移動、原点を共有した第1の軸の軸まわりの座標軸の回転、原点を共有した第2の軸の軸まわりの座標軸の回転に座標変換され、前記管体の実長とともに先端座標と節点座標を算出しながら曲げ加工シミュレーションを行う。
【選択図】図7
【解決手段】曲げ加工機の加工動作による管体の曲げ加工ポイント毎に、管体の切断長、送り長さ、回転角、曲げ角、曲げ円弧長、曲げ半径からなるデータを用いてX、Y、Z軸の3次元座標を算出して曲げ加工シミュレーションを行うとともに、前記送り長さ、回転角、曲げ角がそれぞれ平行移動、原点を共有した第1の軸の軸まわりの座標軸の回転、原点を共有した第2の軸の軸まわりの座標軸の回転に座標変換され、前記管体の実長とともに先端座標と節点座標を算出しながら曲げ加工シミュレーションを行う。
【選択図】図7
Description
本発明は、管体を3次元的な曲げ形状に成形する曲げ加工機の加工動作を再現することによって、前記加工動作により3次元的に曲げ加工された管体と同管体の周辺に存在する周辺部材との間に干渉が生じるか否かを判定する管体の3次元曲げ加工シミュレーションシステムに関する。
棒材、配管などの長尺物の曲げ加工では、一本の長尺物に複数の曲げ点が存在し、且つ同一平面上になく複雑な3次元形状をなす場合には、曲げ途中の素材の通過経路が容易に把握できず、工場レベルでは実機にて曲げ加工を行い、実際に障害物又は曲げ途中の製品との干渉があるかどうかを確認していた。このため、曲げ加工が可能かどうかの判断のために大きな時間がかかっていた。
そこで、従来では、曲げ加工のシミュレーションを行って干渉チェックをする特許文献1、2が知られている。
そこで、従来では、曲げ加工のシミュレーションを行って干渉チェックをする特許文献1、2が知られている。
特許文献1(特開2007−14972号公報)は、曲げ加工機を構成する複数の部材のうち、少なくとも曲げ加工される管体の周辺に存在する周辺部材の形状を、多角形を用いて近似して表示し、前記曲げ加工機の加工動作を定めるための加工動作量を表す加工データを入力し、同加工データに基づく加工動作に伴って変化する管体の形状を、直線を用いて近似して表示し、前記多角形を用いて近似した周辺部材と、前記直線を用いて近似した管体との間の干渉の有無を、前記多角形による近似に関連して形成される面と前記直線との交点の有無に基づいて判定し、前記判定によって前記周辺部材と前記管体との間に干渉があれば、同干渉の生じた部位を表示するようにした発明である。
また、特許文献2(特開平1−95819号公報)は、CADデータを内蔵しているコンピュータと、前記コンピュータから離れた作業原座に配置されて前記コンピュータとオンラインにて接続された対話型端末と、配管加工機とを備えており、前記コンピュータは、前記端末にて入力された図番に基づいて該当する図形データを選択し、前記端末にて入力された配管の仕様データに基づいて、前記図番に対応する対応する図形データに変更をする場合に修正されたCAMデータを作成し、このCAMデータに基づいて加工手順を決定し、得られた加工手順に基づいて配管曲げ加工のシミュレーションによる干渉チェックを行い、前記配管加工機は前記シミュレーションにおいて干渉が生じないと判定された前記CAMデータに基づいて制御される。
特許文献1、2に開示される発明では、管体曲げ加工製品の設計データまたは設計データから作成された加工データに基づき、管体の曲げ過程を3次元的に表示させている。
設計データとは、図12に示すように、x座標、y座標、z座標、曲げ半径rとから構成される3次元的に曲げ加工された管体の形状を表し、先端としてのポイントP1から終端としてのポイントP5までのあいだに曲げポイント(節点)P2、P3、P4が設定されている。そして、各曲げポイントP2、P3、P4にて曲げ半径R1、R2、R3で曲げ加工されることにより、管体が3次元的な形状に成形される。
設計データとは、図12に示すように、x座標、y座標、z座標、曲げ半径rとから構成される3次元的に曲げ加工された管体の形状を表し、先端としてのポイントP1から終端としてのポイントP5までのあいだに曲げポイント(節点)P2、P3、P4が設定されている。そして、各曲げポイントP2、P3、P4にて曲げ半径R1、R2、R3で曲げ加工されることにより、管体が3次元的な形状に成形される。
一方、図13で示される加工データは、x座標、y座標、z座標、曲げ半径rの他に、加工動作の要素である送り、回転、曲げを含んで構成される。図中の送り長さとは、実長から曲げ形状部分を除いた直線要素の長さを表すものである。また、回転角とは曲げ形状部分を含んで決定される2面の夫々の法線の角度差を表すものである。さらに、曲げ角とは、曲げポイントを含む3つのポイントで形成される角度に対する補角を表すものである。
しかしながら、特許文献1に開示される発明では、設計データに基づいて自動的に作成した加工データを用いてシミュレーションを行っているため、データ容量、演算量の増大によりシミュレーションに時間を要してしまう。また特許文献2に開示される発明では、加工過程を動画で表示しており、それによりデータ容量が増大するため、シミュレーションに時間を要する。
さらに、特許文献1、2ともに管体のフランジについては考慮されておらず、実機に近い形で模擬されていないため干渉チェックの精度が十分できず、また管体を曲げるときの伸びが考慮されないまま干渉のチェックが行われているため、管体の曲げ部の頂点位置が正確に求められず、実際に現場で管体を配置する際に障害物と干渉してしまう可能性があった。
また、加工データが設計データとして与えられている場合のアプローチがないため、設計変更が生じた場合、どのように変更すれば良いのか目処がつけにくい。
また、加工データが設計データとして与えられている場合のアプローチがないため、設計変更が生じた場合、どのように変更すれば良いのか目処がつけにくい。
そこで、本発明はかかる従来技術の課題に鑑み、計算時間を短縮するとともに、障害物との干渉の有無を精度良く判定して設計変更することができる管体の3次元曲げ加工シミュレーションシステムを提供することを課題とする。
かかる課題を解決するため、管体を3次元的な曲げ形状に成形する曲げ加工機の加工動作を再現することによって、前記加工動作により3次元的に曲げ加工された管体と同管体の周辺に存在する周辺部材との間に干渉が生じるか否かを確認する管体の3次元曲げ加工シミュレーションシステムにおいて、前記加工動作による管体の曲げ加工ポイント毎に、管体の切断長、送り長さ、回転角、曲げ角、曲げ円弧長、曲げ半径からなるデータを用いてX、Y、Z軸の3次元座標を算出して曲げ加工シミュレーションを行うとともに、前記送り長さ、回転角、曲げ角がそれぞれ平行移動、原点を共有した第1の軸の軸まわりの座標軸の回転、原点を共有した第2の軸の軸まわりの座標軸の回転に座標変換され、前記管体の実長とともに先端座標と節点座標を算出しながら曲げ加工シミュレーションを行うことを特徴とする。
かかる発明によれば、前記送り長さ、回転角、曲げ角がそれぞれ平行移動、原点を共有した第1の軸の軸まわりの座標軸の回転、原点を共有した第2の軸の軸まわりの座標軸の回転に座標変換され、前記管体の実長とともに先端座標と節点座標を算出しながら曲げ加工シミュレーションを行うことにより、曲げ加工動作の手順通りに計算していくことができ、曲げ、回転の加工動作も座標変換で表現できることから設計変更が生じた場合でも、どの程度の角度までなら曲げられるかを得ることができる。
また、曲げ角、回転角の分割数を大きくすることも容易にできることにより、干渉判定の精度が高まる。
また、曲げ角、回転角の分割数を大きくすることも容易にできることにより、干渉判定の精度が高まる。
前記管体の曲げ加工ポイントで、該管体曲げ時の軸線に対するオフセット量を加味して前記送り長さが設定されることを特徴とする。
これにより、管体の曲げ時の伸びを考慮して曲げ加工ポイントの頂点座標(節点座標)および先端座標が正確に求めることができ、各頂点座標を算出することができる。
これにより、管体の曲げ時の伸びを考慮して曲げ加工ポイントの頂点座標(節点座標)および先端座標が正確に求めることができ、各頂点座標を算出することができる。
また、前記管体を直線、該管体に設けられるフランジを円板として模擬し、該管体の周辺に存在する周辺部材の形状を多角形及び円柱を用いて近似して表示することを特徴とする。
これにより、曲げ加工機等をより実機に近い形に模擬することができるため、管体と曲げ加工機の干渉の有無の判定を行うことができる。よって干渉チェックの精度が上がる。
なお、多角形で表現できない周辺部材とは、例えば曲げ加工機の他に、管体に設けられるフランジなどが挙げられる。
これにより、曲げ加工機等をより実機に近い形に模擬することができるため、管体と曲げ加工機の干渉の有無の判定を行うことができる。よって干渉チェックの精度が上がる。
なお、多角形で表現できない周辺部材とは、例えば曲げ加工機の他に、管体に設けられるフランジなどが挙げられる。
また、前記管体と同管体の周辺に存在する周辺部材との間の干渉の有無の判定が、前記座標変換により算出された節点における管体の送り長さ、回転角、曲げ角について夫々行われることを特徴とする。
これにより、節点における管体の送り長さ、回転角、曲げ角について夫々干渉の有無を判定することにより、設計変更が生じた場合でもどのように変更すれば良いかの目処を立てやすくなる。
これにより、節点における管体の送り長さ、回転角、曲げ角について夫々干渉の有無を判定することにより、設計変更が生じた場合でもどのように変更すれば良いかの目処を立てやすくなる。
さらに、前記干渉の有無の判定が、前記周辺部材内に節点が存在するか否かを確認するステップと、前記節点間を結ぶ線分に周辺部材が存在するか否かを確認するステップと、前記周辺部材と該節点間を結ぶ線分との距離が管体の半径以内に存在するか否かを確認するステップと、で構成されることを特徴とする。
これにより、前記管体と同管体の周辺に存在する周辺部材との間の干渉の有無が節点、先端、終端の各頂点と面の位置関係から交点を判定することができるとともに、干渉有りと判定された場合、次のステップを実行する必要が無いことにより計算時間が短縮する。
これにより、前記管体と同管体の周辺に存在する周辺部材との間の干渉の有無が節点、先端、終端の各頂点と面の位置関係から交点を判定することができるとともに、干渉有りと判定された場合、次のステップを実行する必要が無いことにより計算時間が短縮する。
また、前記管体と周辺部材との干渉が生じた干渉部位、動作、角度を表示し、前記干渉部位の座標を反転若しくは前記周辺部材から離間する方向に管体の回転角度と曲げ角度を漸次変更することを特徴とする。
このように、干渉部位を干渉部位の座標を反転若しくは前記周辺部材から離間する方向に管体の回転角度と曲げ角度を漸次変更することにより、干渉を回避した形状を得ることができる。また、途中経過で干渉が生じた場合でも、干渉部位、動作、角度を表示することにより逆方向から曲げるなど加工方法の違うシミュレーションを自動で行って指定の曲げ回数分のシミュレーションを実行することが可能となる。
このように、干渉部位を干渉部位の座標を反転若しくは前記周辺部材から離間する方向に管体の回転角度と曲げ角度を漸次変更することにより、干渉を回避した形状を得ることができる。また、途中経過で干渉が生じた場合でも、干渉部位、動作、角度を表示することにより逆方向から曲げるなど加工方法の違うシミュレーションを自動で行って指定の曲げ回数分のシミュレーションを実行することが可能となる。
さらに、前記管体と周辺部材との干渉が生じた干渉部位、動作、角度を表示し、前記干渉部位に存在し管体に設けられるフランジを取り外すことを特徴とする。
前記管体の曲げ加工手順として、まずフランジを設けたまま管体を前から曲げたり後ろから曲げたりする。このとき干渉が生じれば、次にフランジを取り外して管体を曲げる。このように、例えばフランジが管体の両端に設けられている場合、前方端、後方端の順にフランジを取り外して段階的に加工手順を変えることにより、干渉を回避するようにシミュレーションを自動で行って指定の曲げ回数分のシミュレーションを実行することが可能となる。
前記管体の曲げ加工手順として、まずフランジを設けたまま管体を前から曲げたり後ろから曲げたりする。このとき干渉が生じれば、次にフランジを取り外して管体を曲げる。このように、例えばフランジが管体の両端に設けられている場合、前方端、後方端の順にフランジを取り外して段階的に加工手順を変えることにより、干渉を回避するようにシミュレーションを自動で行って指定の曲げ回数分のシミュレーションを実行することが可能となる。
本発明によれば、計算時間を短縮するとともに、障害物との干渉の有無を精度良く判定して設計変更することができる管体の3次元曲げ加工シミュレーションシステムを提供できる。
以下、本発明を図に示した実施例を用いて詳細に説明する。但し、この実施例に記載されている構成部品の寸法、材質、形状、その相対配置などは特に特定的な記載がない限り、この発明の範囲をそれのみに限定する趣旨ではなく、単なる説明例にすぎない。
ここで3次元曲げ加工する管体は、棒材、配管などの長尺物であり、長尺物にフランジやスリーブがついたものも含む。また管体の周辺に存在する周辺部材として、壁、天井、床、曲げ加工機、他設備が挙げられ、本実施形態では障害物と称す。
ここで3次元曲げ加工する管体は、棒材、配管などの長尺物であり、長尺物にフランジやスリーブがついたものも含む。また管体の周辺に存在する周辺部材として、壁、天井、床、曲げ加工機、他設備が挙げられ、本実施形態では障害物と称す。
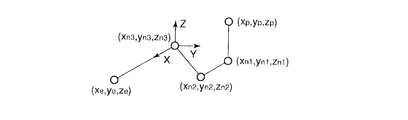
まず、管体の座標表現について図1を用いて説明する。図1は0−XYZ座標系での管体の初期状態を示す。
曲げる前の管体の初期状態を以下のように表現する。
先端座標(添え字:p)=原点 → (xp,yp,zp)=(0,0,0)
終端座標(添え字:e)=X軸上 → (xe,ye,ze)=(L,0,0)
ただし、簡略化するためzp、ze=0とした。
曲げる前の管体の初期状態を以下のように表現する。
先端座標(添え字:p)=原点 → (xp,yp,zp)=(0,0,0)
終端座標(添え字:e)=X軸上 → (xe,ye,ze)=(L,0,0)
ただし、簡略化するためzp、ze=0とした。
ここで、先端とは曲げ側を指し、その他端を終端とする。Lは管体の切断長とし、先端、終端座標以外とする。また、先端座標、終端座標以外に曲げ加工を施す位置を示す座標として節点座標(添え字:n)を(xn,yn,zn)とした。
次に、図2、図3を用いて曲げ加工動作の詳細とそれに対応する座標変換を以下に述べる。
管体を曲げ加工機で曲げるために必要な動作は、(A)曲げ加工を施す位置まで管体を送る、(B)管体を曲げる、のように2つある。この曲げ加工動作を直交座標系上の座標変換に対応させると、動作(A)はX軸方向への管体の平行移動、動作(B)はZ軸まわりの回転、のように数式的に表現することができる。この動作を図2(a),(b)に示し、動作(A)、(B)を矢印A、Bで表す。
ただし、平行移動は常にX軸の負方向とし、Z軸まわりの回転すなわち管体の曲げによる曲げ角度は0<t≦π(rad)の範囲を取り得る。
管体を曲げ加工機で曲げるために必要な動作は、(A)曲げ加工を施す位置まで管体を送る、(B)管体を曲げる、のように2つある。この曲げ加工動作を直交座標系上の座標変換に対応させると、動作(A)はX軸方向への管体の平行移動、動作(B)はZ軸まわりの回転、のように数式的に表現することができる。この動作を図2(a),(b)に示し、動作(A)、(B)を矢印A、Bで表す。
ただし、平行移動は常にX軸の負方向とし、Z軸まわりの回転すなわち管体の曲げによる曲げ角度は0<t≦π(rad)の範囲を取り得る。
さらに、管体の曲げ回数が2回以上になった場合、上述する(A)の送り動作の後に管体を回転し、その後(B)の曲げ動作を行う(図3(a)〜(c)参照)。この回転動作によって、管体の先端位置を決定する。管体の先端位置を決定する回転動作を(B)’として直交座標系上の座標変換に対応させると、動作(B)’はX軸まわりの回転、として表現することができる。この動作を図3(b)に示すように矢印B’とする。なお、X軸まわりの回転による回転角は0≦td≦2πの範囲を取り得る。
よって、1回目の曲げ加工から2回目以降の曲げ加工動作に対応する座標変換は以下のようになる。
・1回目の曲げ加工
(A)X軸方向への管体の平行移動
(B)Z軸まわりの回転
・2回目以降の曲げ加工
(A)X軸方向への管体の平行移動
(B)’X軸まわりの回転
(B)Z軸まわりの回転
以下、1回目の曲げ加工、2回目以降の曲げ加工に対応する座標変換に関して夫々説明する。
・1回目の曲げ加工
(A)X軸方向への管体の平行移動
(B)Z軸まわりの回転
・2回目以降の曲げ加工
(A)X軸方向への管体の平行移動
(B)’X軸まわりの回転
(B)Z軸まわりの回転
以下、1回目の曲げ加工、2回目以降の曲げ加工に対応する座標変換に関して夫々説明する。
(1回目の曲げ加工に対応する座標変換)
管体の先端座標(xp,yp,zp)がX軸方向へ(x’a,y’a,z’a)だけ平行移動した後の座標である(x’pa,y’pa,z’pa)は次式のようになる。

管体の先端座標(xp,yp,zp)がX軸方向へ(x’a,y’a,z’a)だけ平行移動した後の座標である(x’pa,y’pa,z’pa)は次式のようになる。
また、曲げ加工は曲げ加工機コマ部に沿って曲げられる。コマ部は、図4の符号1のように円柱で模擬する。その円柱の円弧上の点は曲げ角度に応じて以下のように表すことができる。図4で示される円弧上の点の座標は(xs,ys,zs)であり、tは所定の最終曲げ角度を示す。
管体は前記コマ部に沿って曲げられるため、その円弧長分管体は伸びることになる。つまり、原点を基準に曲げるとすると、初期状態の原点から先端までの長さと曲げ途中の円弧上の点(添え字:s)から先端座標までの長さは常に等しくなるということである。このことから、管体を円弧上の点が原点となるように更に平行移動させ、その点を中心にしてZ軸回りに回転させることで管体の曲げを表現することができる(時計まわりを正とする)。まず、円弧上の点が原点になるように直交座標系0−XYZの各座標軸を平行移動させた後の先端座標は以下のようになる。
次に、曲げ動作について考える。曲げ動作は、円弧上の点が原点となるように平行移動させた直交座標系0−XYZにある管体が、原点を共有しZ軸まわりにtk(時計まわりを正とする角度)回転させた0−X’Y’Z’座標系ではどの位置にあるかを考えることに等しい。0−XYZ座標成分から0−X’Y’Z’座標成分への座標変換行列T1は、
となることから、曲げ途中を含む曲げ時の管体の先端座標(x’p,y’p,z’p)は次式のように表すことができる。
なお、右肩記号Tは転置を表す。
このようにして算出された先端座標と円弧上の点を結ぶ直線はその円の接線となる。よって、接線とX軸とが交わる交点を節点座標n1とする。
(2回目以降の曲げ加工に対応する座標変換)
1回目の曲げ加工に対応する座標変換と同様にして、管体の平行移動後の先端座標を次のように表す。
1回目の曲げ加工に対応する座標変換と同様にして、管体の平行移動後の先端座標を次のように表す。
管体の先端位置を決定するためのX軸まわりの回転(回転動作)、すなわち、0−X’Y’Z’座標成分から0−X’dY’dZ’d座標成分への座標変換を考えると、その行列Td2は、
と表すことができる。
よって、X軸まわりの回転後の先端座標は以下のようになる。
よって、X軸まわりの回転後の先端座標は以下のようになる。
さらに、管体の曲げ途中を含む曲げ時の先端座標は、
ただし、曲げ途中の先端座標を示す(x”t,y”t,z”t)は次式となる。
となる。
2回目以降の曲げ加工に対しても、上述したように座標変換を繰り返し用いることにより、先端、終端、節点座標を算出することができる。
ここで、3回曲げの管体の先端、終端及びそれ以外の節点ni(i=1,2,3)は、以下に示す式のように表すことができる。なお、図5に示すように、iは先端に近いほうから1、2・・・としている。
ここで、3回曲げの管体の先端、終端及びそれ以外の節点ni(i=1,2,3)は、以下に示す式のように表すことができる。なお、図5に示すように、iは先端に近いほうから1、2・・・としている。
終端座標は、X軸上を移動することから、
節点座標は、先端座標に近いn1、n2に関しては、先端座標と同様にして求めることができる。
節点座標n3は、節点座標n2と円弧上の点(添え字:s)を通る直線のX軸との交点であることから、
また、節点座標n3は曲げ位置であることから原点となる。
以上述べた曲げ動作に対応する座標変換をフローチャートにすると、図6のようになる。
すなわち、ステップS1で座標変換を開始すると、ステップS2で曲げ回数n回として以下の手順をループさせる。ステップS3でX軸方向への管体の平行移動を行い、ステップS4で回転動作の有無を判定する。回転動作有りの場合は、ステップS5で座標系をX軸まわりに所定角度回転させる。回転動作無しの場合は、ステップS5を行わない。
すなわち、ステップS1で座標変換を開始すると、ステップS2で曲げ回数n回として以下の手順をループさせる。ステップS3でX軸方向への管体の平行移動を行い、ステップS4で回転動作の有無を判定する。回転動作有りの場合は、ステップS5で座標系をX軸まわりに所定角度回転させる。回転動作無しの場合は、ステップS5を行わない。
その後、ステップS6で曲げ動作の有無を判定する。曲げ動作有りの場合は、ステップS7で曲げ半径、角度を考慮したY軸の平行移動を行い、ステップS8で座標系をZ軸まわりに所定角度回転させる。曲げ動作無しの場合は、ステップS7、S8を行わない。
曲げ回数n回まで前記手順をループさせると、ステップS9でループを終了させ、ステップS10で座標変換を終了させる。
曲げ回数n回まで前記手順をループさせると、ステップS9でループを終了させ、ステップS10で座標変換を終了させる。
このように、曲げ加工動作の手順通りに計算していくことができ、また管体の送り、回転、曲げの一連の加工動作を直交座標系上の座標変換に対応させることができるので、設計変更が生じた場合でもどの程度の角度までなら曲げられるかがわかるようになる。また、曲げ角、回転角の分割数を大きくすることも容易にできるようになり、干渉判定の精度が高まる。さらに、障害物に接近した場合にだけ分割数を大きくして計算の高速化を図れる。
なお、回転方向の回転方向は時計回り、反時計回りのどちらでも可能であるため、干渉を防止することができる。
なお、回転方向の回転方向は時計回り、反時計回りのどちらでも可能であるため、干渉を防止することができる。
次に、得られた直交座標系を表現して管体の曲げによる干渉をチェックするためにシミュレーションを行う。このフローチャートを図7に示す。
ステップS11でシミュレーションを開始すると、ステップS12で従来の設計データを読み込んで、ステップS13で管体と障害物を直交座標系で表現する(図6参照)。
ステップS11でシミュレーションを開始すると、ステップS12で従来の設計データを読み込んで、ステップS13で管体と障害物を直交座標系で表現する(図6参照)。
次いで、加工手順の方法をステップS14で選択する。管体の曲げ加工を行う加工手順は管体に設けられるフランジによりその数は変動する。例えば、フランジが両端についている場合は8種類あり、加工手順1〜8として以下に示す。
加工手順1:フランジをつけたまま前から曲げる。
加工手順2:フランジをつけたまま後から曲げる。
加工手順3:前方のフランジを外して前から曲げる。
加工手順4:前方のフランジを外して後から曲げる。
加工手順5:後方のフランジを外して前から曲げる。
加工手順6:後方のフランジを外して後から曲げる。
加工手順7:両方のフランジを外して(フランジがない状態で)前から曲げる。
加工手順8:両方のフランジを外して(フランジがない状態で)後から曲げる。
ステップS14では、これらの加工手順を加工手順1から順番に選択する。
加工手順1:フランジをつけたまま前から曲げる。
加工手順2:フランジをつけたまま後から曲げる。
加工手順3:前方のフランジを外して前から曲げる。
加工手順4:前方のフランジを外して後から曲げる。
加工手順5:後方のフランジを外して前から曲げる。
加工手順6:後方のフランジを外して後から曲げる。
加工手順7:両方のフランジを外して(フランジがない状態で)前から曲げる。
加工手順8:両方のフランジを外して(フランジがない状態で)後から曲げる。
ステップS14では、これらの加工手順を加工手順1から順番に選択する。
ステップS14で選択された加工手順について、ステップS15で曲げ回数n回として後述するループ1を繰り返す。まずステップS16で管送り動作の有無を判定し、管送り動作有りと判定されると、ステップS17で管体を所定量送って平行移動させ、ステップS18で回転動作の有無を判定する。回転動作有りと判定されると、ステップS19で管体を刻み角度ずつX軸まわりを回転させて所定角度までひねる。ステップS20で回転動作での干渉チェックを行い、ステップS21でループさせながら所定角度までひねる(ループ2)。なお、回転動作無しと判定されると、ステップS19〜ステップS21は行われない。
回転動作の有無を確認した後、ステップS22で曲げ動作の有無を判定する。曲げ動作有りと判定されると、ステップS23で管体を刻み角度ずつZ軸まわりを回転させて所定角度までひねる。ステップS24で曲げ動作での干渉チェックを行い、ステップS25でループさせながら所定角度まで曲げる(ループ3)。なお、曲げ動作無しと判定されると、ステップS23〜ステップS25は行われない。
ステップ26では、ステップS16〜ステップS25まで行われるとステップS15へ返すループ1を実行する。なお、ステップS16で管送り動作無しと判断されるとステップS16〜ステップS25は行われない。このようにして、曲げ回数n回まで前記手順を実行させると、ステップS26でループ1を終了する。
その後、ステップS27で全ての干渉チェックを通して干渉の有無を判定し、干渉有りと判定されると、ステップS28で前記加工手順8が終了しているか否かを判定する。ステップS28で加工手順8が終了していないと判定されると、ステップS14に戻って次の加工手順を選択する。一方、ステップS27で干渉無しと判定される場合、またステップS28で前記加工手順8が終了していると判定される場合は、ステップS29でシミュレーションを終了させる。
このようにして、加工手順1から順番にループを回して干渉チェックを行うことができる。シミュレーションは全干渉チェックを通して干渉が無いと終了するが、フランジを設けない状態の加工手順8までループを回した場合は干渉の有無に関わらず終了することができる。
このようにして、加工手順1から順番にループを回して干渉チェックを行うことができる。シミュレーションは全干渉チェックを通して干渉が無いと終了するが、フランジを設けない状態の加工手順8までループを回した場合は干渉の有無に関わらず終了することができる。
上述した干渉のチェックは、障害物の面と先端、節点、終端の各点との位置関係から交点の有無を判定することにより確認できる。
管体と障害物の干渉問題には2つの状況が考えられ、(i)管体を所定の位置に設定することができるか、(ii)所定の位置に管体を設定後、管体を所定の角度までひねる、若しくは曲げることができるかである。(i)、(ii)ともに管体を2回以上曲げる場合に起こり、曲げ終わった部分が曲げ加工機と干渉するか否かという問題であることは共通である。単に、曲げる前に干渉するか、曲げる途中に干渉するかの違いである。すなわち、干渉するか否かは、(i)、(ii)の順番で判定することによって判別することができる。
管体と障害物の干渉問題には2つの状況が考えられ、(i)管体を所定の位置に設定することができるか、(ii)所定の位置に管体を設定後、管体を所定の角度までひねる、若しくは曲げることができるかである。(i)、(ii)ともに管体を2回以上曲げる場合に起こり、曲げ終わった部分が曲げ加工機と干渉するか否かという問題であることは共通である。単に、曲げる前に干渉するか、曲げる途中に干渉するかの違いである。すなわち、干渉するか否かは、(i)、(ii)の順番で判定することによって判別することができる。
さらに、(i)、(ii)の干渉状況を詳細に説明すると、以下の3つの干渉パターンに分類することが可能である。
1)障害物内部に先端座標または節点座標が存在する。
2)先端座標及び節点座標は存在しないが、節点間の線分が障害物内部を通る。
3)各節点から最も近い障害物と管体の中心軸との距離が管体の半径よりも小さい、若しくは先端に取り付けられたフランジが障害物内に存在するである。
1)障害物内部に先端座標または節点座標が存在する。
2)先端座標及び節点座標は存在しないが、節点間の線分が障害物内部を通る。
3)各節点から最も近い障害物と管体の中心軸との距離が管体の半径よりも小さい、若しくは先端に取り付けられたフランジが障害物内に存在するである。
干渉の有無は、これらの干渉パターンは1)〜3)の順番通りに確認する。この干渉の有無の確認手順について図8及び図9を用いて説明する。なお、図8では節点に着目して説明しているが、先端、終端も節点と同じように考慮してチェックを行う。図9の符号10は障害物である。
まず、図8に示すように、ステップS31で干渉チェックを開始すると、ステップS33で障害物内に節点が存在するかしないか判定する(図9(a))。障害物内に節点が存在しないと判定された場合、ステップS34で節点間を結ぶ線分が障害物内に存在するかしないか判定する(図9(b))。
まず、図8に示すように、ステップS31で干渉チェックを開始すると、ステップS33で障害物内に節点が存在するかしないか判定する(図9(a))。障害物内に節点が存在しないと判定された場合、ステップS34で節点間を結ぶ線分が障害物内に存在するかしないか判定する(図9(b))。
障害物内に前記線分が存在しないと判定された場合、ステップS35で障害物と線分との距離が管体の半径rよりも小さいかどうか判定する(図9(c))。障害物と線分との距離が管体の半径rよりも小さいと判定された場合、ステップS32に戻って上述した手順を所定角度の分割数分だけループさせ、ステップS36でループを終了し、ステップS37で干渉チェックを終了する。
なお図示しないが、ステップS35では上述した干渉パターン3)のように先端に取り付けられたフランジが障害物内に存在するかしないかを判定してもよい。その際、先端に取り付けられたフランジが障害物内に存在しないと判定された場合、同様にループする。
なお図示しないが、ステップS35では上述した干渉パターン3)のように先端に取り付けられたフランジが障害物内に存在するかしないかを判定してもよい。その際、先端に取り付けられたフランジが障害物内に存在しないと判定された場合、同様にループする。
なお、ステップS33で障害物内に節点が存在すると判定される場合、ステップS34で節点間を結ぶ線分が障害物内に存在すると判定される場合、ステップS35で障害物と線分との距離が配管の半径r以内に存在する、若しくは先端に取り付けられたフランジが障害物内に存在すると判定される場合は、ステップS38で所定角度に到達するよう管体を刻んで回転動作若しくは曲げ動作を行う(図7参照)。
ステップS38で所定角度に到達しないと判定される場合は、ステップS32の前段まで戻って上述した手順を行い、所定角度に到達したと判定される場合は、ステップS37で干渉チェックを終了する。
このようにして、障害物の面と先端、節点、終端の各点との位置関係から交点の有無を判定することにより確認することができるため、計算時間の短縮に繋がる。
ステップS38で所定角度に到達しないと判定される場合は、ステップS32の前段まで戻って上述した手順を行い、所定角度に到達したと判定される場合は、ステップS37で干渉チェックを終了する。
このようにして、障害物の面と先端、節点、終端の各点との位置関係から交点の有無を判定することにより確認することができるため、計算時間の短縮に繋がる。
さらに、本実施形態のシミュレーションでは、加工動作の送り、回転、曲げといった要素を含んで管体の軸方向の変位や、曲げ加工時に生じる管体の軸方向の伸び等が考慮されて行われ、干渉しない各頂点位置を正確に求めることができる。
また、本実施形態では、干渉が生じた場合でも指定の曲げ回数n回分のシミュレーションを実行できる。ここで、図7に示した手順で曲げ回数n回の管体の干渉チェックのシミュレーションを行って干渉が生じた場合について図10を用いて説明する。
図10は、障害物10と、管体6とで構成されており、管体6は先端2と、節点4と、終端8とを有している。このような構成により、干渉が生じた干渉部位、動作、角度がシミュレーション結果として表示される。
図11は曲げ回数3回(n=3)のシミュレーション結果を示しており、例えば、図11(a)は曲げ回数3回目が終わった時点で干渉無しと判定されたものの、途中の曲げ回数2回目で干渉有りと判定された場合を表している。
図10は、障害物10と、管体6とで構成されており、管体6は先端2と、節点4と、終端8とを有している。このような構成により、干渉が生じた干渉部位、動作、角度がシミュレーション結果として表示される。
図11は曲げ回数3回(n=3)のシミュレーション結果を示しており、例えば、図11(a)は曲げ回数3回目が終わった時点で干渉無しと判定されたものの、途中の曲げ回数2回目で干渉有りと判定された場合を表している。
このように2回目の曲げ時に干渉有りと判定された場合、2回目の曲げ角度を設計変更することを考える。
ここでは、図11(b)のように2回目の曲げを反転させる。よって、2回目、3回目の曲げともに干渉無しと判定され目標の形状を得ることができる。このようにして、干渉が生じた場合でも、曲げ角度を変更したり曲げを反転したり、またフランジを取り外したりして加工途中の加工方法を変えることで目標形状を干渉せずに作ることができる。また、何回目の回転時、曲げ時に干渉するかがわかることで、干渉した曲げポイントの曲げ角度をどのように変更すれば良いかの目処を容易につけることができる。
ここでは、図11(b)のように2回目の曲げを反転させる。よって、2回目、3回目の曲げともに干渉無しと判定され目標の形状を得ることができる。このようにして、干渉が生じた場合でも、曲げ角度を変更したり曲げを反転したり、またフランジを取り外したりして加工途中の加工方法を変えることで目標形状を干渉せずに作ることができる。また、何回目の回転時、曲げ時に干渉するかがわかることで、干渉した曲げポイントの曲げ角度をどのように変更すれば良いかの目処を容易につけることができる。
このとき、角度を少しずつずらして計算させていけば、曲がっている経過毎に干渉をチェックすることができる。本実施形態では、全座標値を記憶する必要はなく、1つ前の曲げの座標ポイントだけを記憶していれば良いので記憶すべきデータが非常に少なく、計算速度を短縮することができる。
このようにして途中経過で干渉が生じた場合でも、干渉部位、動作、角度を表示することにより逆方向から曲げたりフランジを取り外したり、またフランジを取り外したりといった加工方法の違うシミュレーションを自動で行って指定の曲げ回数分のシミュレーションを実行している。
このようにして途中経過で干渉が生じた場合でも、干渉部位、動作、角度を表示することにより逆方向から曲げたりフランジを取り外したり、またフランジを取り外したりといった加工方法の違うシミュレーションを自動で行って指定の曲げ回数分のシミュレーションを実行している。
また、以上に述べたシミュレーションは障害物として、多角形を用いて近似して行っているが、本実施形態では円柱を用いて近似することも可能である。図11に示すように、曲げ加工機12とフランジ14は多角形で表現できないが、円柱を用いることにより実機に近い形に模擬することができる。符号6は管体である。ここでフランジ14は先端座標を通る管体直線部が垂線となるような平面を求め、その平面から先端座標が円の中心となるような円を計算している。
よって、多角形で表現できない周辺部材の形状を円柱とすることにより、曲げ加工機やフランジ等をより実機に近い形に模擬することができるため、管体と障害物の干渉チェックの精度が多角形のみを用いる場合よりも上がる。
よって、多角形で表現できない周辺部材の形状を円柱とすることにより、曲げ加工機やフランジ等をより実機に近い形に模擬することができるため、管体と障害物の干渉チェックの精度が多角形のみを用いる場合よりも上がる。
本発明によれば、計算時間を短縮するとともに、障害物との干渉の有無を精度良く判定して設計変更することができるので、管体の3次元曲げ加工シミュレーションシステムへの適用に際して有益である。
1 コマ部
2 先端
4 節点
6 管体
8 終端
10 障害物
12 曲げ加工機
14 フランジ
2 先端
4 節点
6 管体
8 終端
10 障害物
12 曲げ加工機
14 フランジ
Claims (7)
- 管体を3次元的な曲げ形状に成形する曲げ加工機の加工動作を再現することによって、前記加工動作により3次元的に曲げ加工された管体と同管体の周辺に存在する周辺部材との間に干渉が生じるか否かを確認する管体の3次元曲げ加工シミュレーションシステムにおいて、
前記加工動作による管体の曲げ加工ポイント毎に、管体の切断長、送り長さ、回転角、曲げ角、曲げ円弧長、曲げ半径からなるデータを用いてX、Y、Z軸の3次元座標を算出して曲げ加工シミュレーションを行うとともに、前記送り長さ、回転角、曲げ角がそれぞれ平行移動、原点を共有した第1の軸の軸まわりの座標軸の回転、原点を共有した第2の軸の軸まわりの座標軸の回転に座標変換され、前記管体の実長とともに先端座標と節点座標を算出しながら曲げ加工シミュレーションを行うことを特徴とする3次元曲げ加工シミュレーションシステム。 - 前記管体の曲げ加工ポイントで、該管体曲げ時の軸線に対するオフセット量を加味して前記送り長さが設定されることを特徴とする請求項1記載の3次元曲げ加工シミュレーションシステム。
- 前記管体を直線、該管体に設けられるフランジを円板として模擬し、該管体の周辺に存在する周辺部材の形状を多角形及び円柱を用いて近似して表示することを特徴とする請求項1記載の3次元曲げ加工シミュレーションシステム。
- 前記管体と同管体の周辺に存在する周辺部材との間の干渉の有無の判定が、前記座標変換により算出された節点における管体の送り長さ、回転角、曲げ角について夫々行われることを特徴とする請求項1記載の3次元曲げ加工シミュレーションシステム。
- 前記干渉の有無の判定が、前記周辺部材内に節点が存在するか否かを確認するステップと、前記節点間を結ぶ線分に周辺部材が存在するか否かを確認するステップと、前記周辺部材と該節点間を結ぶ線分との距離が管体の半径以内に存在するか否かを確認するステップと、で構成されることを特徴とする請求項4記載の3次元曲げ加工シミュレーションシステム。
- 前記管体と周辺部材との干渉が生じた干渉部位、動作、角度を表示し、前記干渉部位の座標を反転若しくは前記周辺部材から離間する方向に管体の回転角度と曲げ角度を漸次変更することを特徴とする請求項5記載の3次元曲げ加工シミュレーションシステム。
- 前記管体と周辺部材との干渉が生じた干渉部位、動作、角度を表示し、前記干渉部位に存在し管体に設けられるフランジを取り外すことを特徴とする請求項6記載の3次元曲げ加工シミュレーションシステム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008319468A JP2010142817A (ja) | 2008-12-16 | 2008-12-16 | 管体の3次元曲げ加工シミュレーションシステム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008319468A JP2010142817A (ja) | 2008-12-16 | 2008-12-16 | 管体の3次元曲げ加工シミュレーションシステム |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2010142817A true JP2010142817A (ja) | 2010-07-01 |
Family
ID=42563792
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008319468A Withdrawn JP2010142817A (ja) | 2008-12-16 | 2008-12-16 | 管体の3次元曲げ加工シミュレーションシステム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2010142817A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104331022A (zh) * | 2014-10-14 | 2015-02-04 | 福建骏鹏通信科技有限公司 | 一种工业机器人折弯快速编程系统 |
| WO2021002682A1 (ko) * | 2019-07-01 | 2021-01-07 | (주)케이씨이앤씨 | 자동으로 파이프를 성형하기 위한 장치, 방법 및 시스템 |
| CN112270079A (zh) * | 2020-10-22 | 2021-01-26 | 南京航空航天大学 | 一种三维自由弯曲主动式弯曲模运动位姿解析方法 |
| CN113059039A (zh) * | 2021-05-19 | 2021-07-02 | 南京航空航天大学 | 通过弯曲模偏转实现三维自由弯曲成形避干涉的方法 |
-
2008
- 2008-12-16 JP JP2008319468A patent/JP2010142817A/ja not_active Withdrawn
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104331022A (zh) * | 2014-10-14 | 2015-02-04 | 福建骏鹏通信科技有限公司 | 一种工业机器人折弯快速编程系统 |
| WO2021002682A1 (ko) * | 2019-07-01 | 2021-01-07 | (주)케이씨이앤씨 | 자동으로 파이프를 성형하기 위한 장치, 방법 및 시스템 |
| KR20210002987A (ko) * | 2019-07-01 | 2021-01-11 | (주)케이씨이앤씨 | 자동으로 파이프를 성형하기 위한 장치, 방법 및 시스템 |
| KR102253050B1 (ko) | 2019-07-01 | 2021-05-17 | (주)케이씨이앤씨 | 자동으로 파이프를 성형하기 위한 장치, 방법 및 시스템 |
| US12530509B2 (en) | 2019-07-01 | 2026-01-20 | K.C.Enc Co., Ltd. | Apparatus, method and system for automatically forming pipe |
| CN112270079A (zh) * | 2020-10-22 | 2021-01-26 | 南京航空航天大学 | 一种三维自由弯曲主动式弯曲模运动位姿解析方法 |
| CN112270079B (zh) * | 2020-10-22 | 2024-03-29 | 南京航空航天大学 | 一种三维自由弯曲主动式弯曲模运动位姿解析方法 |
| CN113059039A (zh) * | 2021-05-19 | 2021-07-02 | 南京航空航天大学 | 通过弯曲模偏转实现三维自由弯曲成形避干涉的方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102242138B1 (ko) | 디지털 트윈 기반의 배관 설계 모델링 장치 및 방법 | |
| CN100537156C (zh) | 机器人的离线示教装置 | |
| CN101894176B (zh) | 在采样点重建扫过容积的距离场的方法 | |
| EP2486462B1 (en) | Method, computer system and computer program product for machining simulation and for visually presenting such simulation | |
| JP4662959B2 (ja) | デザイン最適化のための自由形状変形(FreeFormDeformation)表現の進化的直接操作(EvolutionaryDirectManipulation) | |
| CN104793560A (zh) | 用于生成轨迹的方法和系统 | |
| JP6825026B2 (ja) | 情報処理装置、情報処理方法及びロボットシステム | |
| JP4942924B2 (ja) | 仮想多関節物体を仮想環境で動きの連続により動かす方法 | |
| CN105867310B (zh) | 基于occ实现t样条模型的数控加工方法及系统 | |
| JP2009274148A (ja) | シミュレーション装置 | |
| JP2021059012A (ja) | 情報処理装置、情報処理方法及びロボットシステム | |
| Lacharnay et al. | A physically-based model for global collision avoidance in 5-axis point milling | |
| JP2010142817A (ja) | 管体の3次元曲げ加工シミュレーションシステム | |
| Choi et al. | Visualisation of rapid prototyping | |
| JP7596073B2 (ja) | 設計システム、設計方法、プログラム、および記録媒体 | |
| Shen et al. | Research on adaptive adjustment of welding torch pose in wire and arc additive remanufacturing of hot-forging dies | |
| JP2007265402A (ja) | 自由形状変形(FreeFormDeformation)の拡張直接操作(ExtendDirectManipulation)法による進化的デザイン最適化(EvolutionaryDesignOptimisation) | |
| US20020019727A1 (en) | System and method for designing, synthesizing and analyzing computer generated mechanisms | |
| KR100632915B1 (ko) | 선로의 3차원 영상 구현 방법 및 선로의 3차원 영상 표시시스템 | |
| JP7475841B2 (ja) | 情報処理方法、ロボットシステム、物品の製造方法、および情報処理装置 | |
| CN113674294A (zh) | 一种3d模型切片处理方法及装置 | |
| JP2000048065A (ja) | 仮想3次元パイプライン作図方法 | |
| JP2009211255A (ja) | 金型加工データ変更方法 | |
| JP4949953B2 (ja) | 曲面形状と基準面との距離算出方法 | |
| JPH0253825B2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20120306 |