JP2010142817A - Simulation system of three-dimensional bending work of tubular body - Google Patents
Simulation system of three-dimensional bending work of tubular body Download PDFInfo
- Publication number
- JP2010142817A JP2010142817A JP2008319468A JP2008319468A JP2010142817A JP 2010142817 A JP2010142817 A JP 2010142817A JP 2008319468 A JP2008319468 A JP 2008319468A JP 2008319468 A JP2008319468 A JP 2008319468A JP 2010142817 A JP2010142817 A JP 2010142817A
- Authority
- JP
- Japan
- Prior art keywords
- bending
- tubular body
- interference
- angle
- axis
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images











Landscapes
- Bending Of Plates, Rods, And Pipes (AREA)
Abstract
Description
本発明は、管体を3次元的な曲げ形状に成形する曲げ加工機の加工動作を再現することによって、前記加工動作により3次元的に曲げ加工された管体と同管体の周辺に存在する周辺部材との間に干渉が生じるか否かを判定する管体の3次元曲げ加工シミュレーションシステムに関する。 The present invention reproduces the processing operation of a bending machine that forms a tubular body into a three-dimensional bending shape, thereby existing in the periphery of the tubular body that is three-dimensionally bent by the processing operation. The present invention relates to a tubular body three-dimensional bending simulation system for determining whether or not interference occurs with a peripheral member.
棒材、配管などの長尺物の曲げ加工では、一本の長尺物に複数の曲げ点が存在し、且つ同一平面上になく複雑な3次元形状をなす場合には、曲げ途中の素材の通過経路が容易に把握できず、工場レベルでは実機にて曲げ加工を行い、実際に障害物又は曲げ途中の製品との干渉があるかどうかを確認していた。このため、曲げ加工が可能かどうかの判断のために大きな時間がかかっていた。
そこで、従来では、曲げ加工のシミュレーションを行って干渉チェックをする特許文献1、2が知られている。
When bending a long object such as a rod or pipe, if there are multiple bending points on a single long object and it is not on the same plane and has a complicated three-dimensional shape, the material being bent It was difficult to ascertain the passage route, and at the factory level, bending was performed with an actual machine to check whether there was any actual interference with the obstacle or the product being bent. For this reason, it took a long time to determine whether or not bending is possible.
Therefore, conventionally,
特許文献1(特開2007−14972号公報)は、曲げ加工機を構成する複数の部材のうち、少なくとも曲げ加工される管体の周辺に存在する周辺部材の形状を、多角形を用いて近似して表示し、前記曲げ加工機の加工動作を定めるための加工動作量を表す加工データを入力し、同加工データに基づく加工動作に伴って変化する管体の形状を、直線を用いて近似して表示し、前記多角形を用いて近似した周辺部材と、前記直線を用いて近似した管体との間の干渉の有無を、前記多角形による近似に関連して形成される面と前記直線との交点の有無に基づいて判定し、前記判定によって前記周辺部材と前記管体との間に干渉があれば、同干渉の生じた部位を表示するようにした発明である。 Patent Document 1 (Japanese Patent Application Laid-Open No. 2007-14972) approximates the shape of a peripheral member existing at least around a tube to be bent among a plurality of members constituting a bending machine using a polygon. Display the machining data representing the machining operation amount for determining the machining operation of the bending machine, and approximate the shape of the tube that changes with the machining operation based on the machining data using a straight line The presence or absence of interference between the peripheral member approximated using the polygon and the tube approximated using the straight line, and the surface formed in relation to the approximation by the polygon This is an invention in which a determination is made based on the presence or absence of an intersection with a straight line, and if there is interference between the peripheral member and the tubular body by the determination, a site where the interference has occurred is displayed.
また、特許文献2(特開平1−95819号公報)は、CADデータを内蔵しているコンピュータと、前記コンピュータから離れた作業原座に配置されて前記コンピュータとオンラインにて接続された対話型端末と、配管加工機とを備えており、前記コンピュータは、前記端末にて入力された図番に基づいて該当する図形データを選択し、前記端末にて入力された配管の仕様データに基づいて、前記図番に対応する対応する図形データに変更をする場合に修正されたCAMデータを作成し、このCAMデータに基づいて加工手順を決定し、得られた加工手順に基づいて配管曲げ加工のシミュレーションによる干渉チェックを行い、前記配管加工機は前記シミュレーションにおいて干渉が生じないと判定された前記CAMデータに基づいて制御される。 Patent Document 2 (Japanese Patent Laid-Open No. 1-95819) discloses a computer incorporating CAD data, and an interactive terminal that is placed on a work base remote from the computer and connected to the computer online. And a piping processing machine, the computer selects the corresponding graphic data based on the figure number input at the terminal, based on the specification data of the piping input at the terminal, A modified CAM data is created when the corresponding graphic data corresponding to the figure number is changed, a machining procedure is determined based on the CAM data, and a pipe bending simulation is performed based on the obtained machining procedure. The pipe processing machine is controlled based on the CAM data determined not to cause interference in the simulation. It is.
特許文献1、2に開示される発明では、管体曲げ加工製品の設計データまたは設計データから作成された加工データに基づき、管体の曲げ過程を3次元的に表示させている。
設計データとは、図12に示すように、x座標、y座標、z座標、曲げ半径rとから構成される3次元的に曲げ加工された管体の形状を表し、先端としてのポイントP1から終端としてのポイントP5までのあいだに曲げポイント(節点)P2、P3、P4が設定されている。そして、各曲げポイントP2、P3、P4にて曲げ半径R1、R2、R3で曲げ加工されることにより、管体が3次元的な形状に成形される。
In the inventions disclosed in
As shown in FIG. 12, the design data represents the shape of a three-dimensionally bent tube composed of an x-coordinate, a y-coordinate, a z-coordinate, and a bending radius r, and from the point P1 as the tip. Bending points (nodes) P2, P3, and P4 are set up to the point P5 as the end point. Then, the pipe body is formed into a three-dimensional shape by being bent at the bending radii R1, R2, and R3 at the bending points P2, P3, and P4.
一方、図13で示される加工データは、x座標、y座標、z座標、曲げ半径rの他に、加工動作の要素である送り、回転、曲げを含んで構成される。図中の送り長さとは、実長から曲げ形状部分を除いた直線要素の長さを表すものである。また、回転角とは曲げ形状部分を含んで決定される2面の夫々の法線の角度差を表すものである。さらに、曲げ角とは、曲げポイントを含む3つのポイントで形成される角度に対する補角を表すものである。 On the other hand, the machining data shown in FIG. 13 includes feed, rotation, and bending, which are elements of the machining operation, in addition to the x coordinate, the y coordinate, the z coordinate, and the bending radius r. The feed length in the figure represents the length of the linear element excluding the bent portion from the actual length. The rotation angle represents an angle difference between the normals of the two surfaces determined including the bent portion. Further, the bending angle represents a complementary angle with respect to an angle formed by three points including the bending point.
しかしながら、特許文献1に開示される発明では、設計データに基づいて自動的に作成した加工データを用いてシミュレーションを行っているため、データ容量、演算量の増大によりシミュレーションに時間を要してしまう。また特許文献2に開示される発明では、加工過程を動画で表示しており、それによりデータ容量が増大するため、シミュレーションに時間を要する。
However, in the invention disclosed in Patent Document 1, since the simulation is performed using the machining data automatically created based on the design data, the simulation takes time due to an increase in data capacity and calculation amount. . In the invention disclosed in
さらに、特許文献1、2ともに管体のフランジについては考慮されておらず、実機に近い形で模擬されていないため干渉チェックの精度が十分できず、また管体を曲げるときの伸びが考慮されないまま干渉のチェックが行われているため、管体の曲げ部の頂点位置が正確に求められず、実際に現場で管体を配置する際に障害物と干渉してしまう可能性があった。
また、加工データが設計データとして与えられている場合のアプローチがないため、設計変更が生じた場合、どのように変更すれば良いのか目処がつけにくい。
Furthermore, neither Patent Document 1 nor
In addition, since there is no approach when machining data is given as design data, it is difficult to determine how to change the design when a design change occurs.
そこで、本発明はかかる従来技術の課題に鑑み、計算時間を短縮するとともに、障害物との干渉の有無を精度良く判定して設計変更することができる管体の3次元曲げ加工シミュレーションシステムを提供することを課題とする。 Therefore, in view of the problems of the prior art, the present invention provides a three-dimensional bending simulation system for a tubular body capable of reducing calculation time and making a design change by accurately determining the presence or absence of interference with an obstacle. The task is to do.
かかる課題を解決するため、管体を3次元的な曲げ形状に成形する曲げ加工機の加工動作を再現することによって、前記加工動作により3次元的に曲げ加工された管体と同管体の周辺に存在する周辺部材との間に干渉が生じるか否かを確認する管体の3次元曲げ加工シミュレーションシステムにおいて、前記加工動作による管体の曲げ加工ポイント毎に、管体の切断長、送り長さ、回転角、曲げ角、曲げ円弧長、曲げ半径からなるデータを用いてX、Y、Z軸の3次元座標を算出して曲げ加工シミュレーションを行うとともに、前記送り長さ、回転角、曲げ角がそれぞれ平行移動、原点を共有した第1の軸の軸まわりの座標軸の回転、原点を共有した第2の軸の軸まわりの座標軸の回転に座標変換され、前記管体の実長とともに先端座標と節点座標を算出しながら曲げ加工シミュレーションを行うことを特徴とする。 In order to solve such a problem, by reproducing the processing operation of a bending machine for forming a tubular body into a three-dimensional bending shape, the tubular body that has been three-dimensionally bent by the processing operation and the same tubular body In the tubular body three-dimensional bending simulation system for confirming whether or not there is interference with peripheral members existing in the periphery, the cutting length and feed of the tubular body at each bending point of the tubular body by the machining operation. Using the data composed of the length, rotation angle, bending angle, bending arc length, and bending radius, the three-dimensional coordinates of the X, Y, and Z axes are calculated to perform a bending simulation, and the feed length, rotation angle, The bend angle is translated into parallel translation, rotation of the coordinate axis around the axis of the first axis sharing the origin, and rotation of the coordinate axis around the axis of the second axis sharing the origin, along with the actual length of the tube Tip coordinates and nodes And performing the machining simulation bending while calculating the coordinates.
かかる発明によれば、前記送り長さ、回転角、曲げ角がそれぞれ平行移動、原点を共有した第1の軸の軸まわりの座標軸の回転、原点を共有した第2の軸の軸まわりの座標軸の回転に座標変換され、前記管体の実長とともに先端座標と節点座標を算出しながら曲げ加工シミュレーションを行うことにより、曲げ加工動作の手順通りに計算していくことができ、曲げ、回転の加工動作も座標変換で表現できることから設計変更が生じた場合でも、どの程度の角度までなら曲げられるかを得ることができる。
また、曲げ角、回転角の分割数を大きくすることも容易にできることにより、干渉判定の精度が高まる。
According to this invention, the feed length, the rotation angle, and the bending angle are each translated, the rotation of the coordinate axis around the axis of the first axis sharing the origin, and the coordinate axis around the axis of the second axis sharing the origin By performing the bending simulation while calculating the tip and nodal coordinates along with the actual length of the tube, it can be calculated according to the procedure of the bending operation. Since the machining operation can also be expressed by coordinate conversion, even when a design change occurs, it is possible to obtain the degree of bending up to which angle.
In addition, since the number of bending angle and rotation angle divisions can be easily increased, the accuracy of interference determination is increased.
前記管体の曲げ加工ポイントで、該管体曲げ時の軸線に対するオフセット量を加味して前記送り長さが設定されることを特徴とする。
これにより、管体の曲げ時の伸びを考慮して曲げ加工ポイントの頂点座標(節点座標)および先端座標が正確に求めることができ、各頂点座標を算出することができる。
The feeding length is set at a bending point of the tubular body in consideration of an offset amount with respect to an axis when the tubular body is bent.
Thereby, the vertex coordinates (node coordinates) and the tip coordinates of the bending point can be accurately obtained in consideration of the elongation at the time of bending of the tubular body, and each vertex coordinate can be calculated.
また、前記管体を直線、該管体に設けられるフランジを円板として模擬し、該管体の周辺に存在する周辺部材の形状を多角形及び円柱を用いて近似して表示することを特徴とする。
これにより、曲げ加工機等をより実機に近い形に模擬することができるため、管体と曲げ加工機の干渉の有無の判定を行うことができる。よって干渉チェックの精度が上がる。
なお、多角形で表現できない周辺部材とは、例えば曲げ加工機の他に、管体に設けられるフランジなどが挙げられる。
In addition, the tubular body is simulated as a straight line, and a flange provided on the tubular body as a disk, and the shape of peripheral members existing around the tubular body is approximated and displayed using polygons and cylinders. And
Thereby, since a bending machine etc. can be simulated in the form close | similar to a real machine, the presence or absence of the interference of a pipe body and a bending machine can be determined. Therefore, the accuracy of the interference check is improved.
In addition, the peripheral member which cannot be expressed with a polygon includes, for example, a flange provided on a pipe body in addition to a bending machine.
また、前記管体と同管体の周辺に存在する周辺部材との間の干渉の有無の判定が、前記座標変換により算出された節点における管体の送り長さ、回転角、曲げ角について夫々行われることを特徴とする。
これにより、節点における管体の送り長さ、回転角、曲げ角について夫々干渉の有無を判定することにより、設計変更が生じた場合でもどのように変更すれば良いかの目処を立てやすくなる。
Further, the determination of the presence or absence of interference between the tubular body and the peripheral members existing around the tubular body is performed for the feeding length, the rotation angle, and the bending angle of the tubular body at the nodes calculated by the coordinate transformation, respectively. It is performed.
Thus, by determining whether or not there is interference with respect to the feed length, rotation angle, and bending angle of the tube at the node, it is easy to make a plan for how to change the design even when a design change occurs.
さらに、前記干渉の有無の判定が、前記周辺部材内に節点が存在するか否かを確認するステップと、前記節点間を結ぶ線分に周辺部材が存在するか否かを確認するステップと、前記周辺部材と該節点間を結ぶ線分との距離が管体の半径以内に存在するか否かを確認するステップと、で構成されることを特徴とする。
これにより、前記管体と同管体の周辺に存在する周辺部材との間の干渉の有無が節点、先端、終端の各頂点と面の位置関係から交点を判定することができるとともに、干渉有りと判定された場合、次のステップを実行する必要が無いことにより計算時間が短縮する。
Further, the determination of the presence or absence of the interference is to confirm whether there is a node in the peripheral member, and to check whether there is a peripheral member in a line segment connecting the nodes; And confirming whether or not the distance between the peripheral member and the line segment connecting the nodes is within the radius of the tubular body.
As a result, the presence or absence of interference between the tubular body and the peripheral members existing around the tubular body can determine the intersection point from the positional relationship between each vertex of the node, tip, and end and the surface, and there is interference. Is determined, the calculation time is shortened by not having to execute the next step.
また、前記管体と周辺部材との干渉が生じた干渉部位、動作、角度を表示し、前記干渉部位の座標を反転若しくは前記周辺部材から離間する方向に管体の回転角度と曲げ角度を漸次変更することを特徴とする。
このように、干渉部位を干渉部位の座標を反転若しくは前記周辺部材から離間する方向に管体の回転角度と曲げ角度を漸次変更することにより、干渉を回避した形状を得ることができる。また、途中経過で干渉が生じた場合でも、干渉部位、動作、角度を表示することにより逆方向から曲げるなど加工方法の違うシミュレーションを自動で行って指定の曲げ回数分のシミュレーションを実行することが可能となる。
In addition, the interference part, operation, and angle where the interference between the tube and the peripheral member is displayed, and the rotation angle and the bending angle of the pipe body are gradually changed in the direction in which the coordinates of the interference part are reversed or separated from the peripheral member. It is characterized by changing.
In this way, by reversing the rotation angle and bending angle of the tubular body in the direction of reversing the coordinates of the interference site or separating the interference site from the peripheral member, a shape avoiding interference can be obtained. Even if interference occurs in the middle of the process, it is possible to automatically perform simulations with different processing methods, such as bending from the opposite direction by displaying the interference site, motion, and angle, and executing simulation for the specified number of bendings. It becomes possible.
さらに、前記管体と周辺部材との干渉が生じた干渉部位、動作、角度を表示し、前記干渉部位に存在し管体に設けられるフランジを取り外すことを特徴とする。
前記管体の曲げ加工手順として、まずフランジを設けたまま管体を前から曲げたり後ろから曲げたりする。このとき干渉が生じれば、次にフランジを取り外して管体を曲げる。このように、例えばフランジが管体の両端に設けられている場合、前方端、後方端の順にフランジを取り外して段階的に加工手順を変えることにより、干渉を回避するようにシミュレーションを自動で行って指定の曲げ回数分のシミュレーションを実行することが可能となる。
Furthermore, the interference part, operation | movement, and angle which the interference with the said pipe body and the peripheral member produced are displayed, The flange which exists in the said interference part and is provided in a pipe body is removed, It is characterized by the above-mentioned.
As a procedure for bending the tubular body, first, the tubular body is bent from the front or from the back with the flanges provided. If interference occurs at this time, the flange is then removed and the tube is bent. In this way, for example, when flanges are provided at both ends of the pipe body, the simulation is automatically performed so as to avoid interference by removing the flanges in the order of the front end and the rear end and changing the processing procedure step by step. Thus, it is possible to execute a simulation for a specified number of bending times.
本発明によれば、計算時間を短縮するとともに、障害物との干渉の有無を精度良く判定して設計変更することができる管体の3次元曲げ加工シミュレーションシステムを提供できる。 ADVANTAGE OF THE INVENTION According to this invention, while shortening calculation time, the presence or absence of the interference with an obstacle can be determined accurately and a 3D bending simulation system of a tubular body can be provided.
以下、本発明を図に示した実施例を用いて詳細に説明する。但し、この実施例に記載されている構成部品の寸法、材質、形状、その相対配置などは特に特定的な記載がない限り、この発明の範囲をそれのみに限定する趣旨ではなく、単なる説明例にすぎない。
ここで3次元曲げ加工する管体は、棒材、配管などの長尺物であり、長尺物にフランジやスリーブがついたものも含む。また管体の周辺に存在する周辺部材として、壁、天井、床、曲げ加工機、他設備が挙げられ、本実施形態では障害物と称す。
Hereinafter, the present invention will be described in detail with reference to the embodiments shown in the drawings. However, the dimensions, materials, shapes, relative arrangements, and the like of the component parts described in this example are not intended to limit the scope of the present invention only to specific examples unless otherwise specified. Only.
Here, the pipe body to be three-dimensionally bent is a long object such as a bar or a pipe, and includes a long object with a flange or a sleeve. In addition, examples of the peripheral member existing around the tube include a wall, a ceiling, a floor, a bending machine, and other equipment, and are referred to as an obstacle in this embodiment.
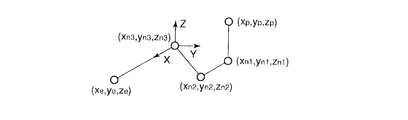
まず、管体の座標表現について図1を用いて説明する。図1は0−XYZ座標系での管体の初期状態を示す。
曲げる前の管体の初期状態を以下のように表現する。
先端座標(添え字:p)=原点 → (xp,yp,zp)=(0,0,0)
終端座標(添え字:e)=X軸上 → (xe,ye,ze)=(L,0,0)
ただし、簡略化するためzp、ze=0とした。
First, the coordinate expression of the tube will be described with reference to FIG. FIG. 1 shows the initial state of the tube in the 0-XYZ coordinate system.
The initial state of the tube before bending is expressed as follows.
Tip coordinates (subscript: p) = origin → (x p , y p , z p ) = (0, 0, 0)
End coordinates (subscript: e) = on the X axis → (x e , y e , z e ) = (L, 0, 0)
However, z p and z e = 0 are set for simplification.
ここで、先端とは曲げ側を指し、その他端を終端とする。Lは管体の切断長とし、先端、終端座標以外とする。また、先端座標、終端座標以外に曲げ加工を施す位置を示す座標として節点座標(添え字:n)を(xn,yn,zn)とした。 Here, the tip refers to the bending side, and the other end is the end. L is the cut length of the tube, and other than the tip and end coordinates. Further, the node coordinates (subscript: n) are (x n , y n , z n ) as coordinates indicating the position to bend in addition to the front end coordinates and the end coordinates.
次に、図2、図3を用いて曲げ加工動作の詳細とそれに対応する座標変換を以下に述べる。
管体を曲げ加工機で曲げるために必要な動作は、(A)曲げ加工を施す位置まで管体を送る、(B)管体を曲げる、のように2つある。この曲げ加工動作を直交座標系上の座標変換に対応させると、動作(A)はX軸方向への管体の平行移動、動作(B)はZ軸まわりの回転、のように数式的に表現することができる。この動作を図2(a),(b)に示し、動作(A)、(B)を矢印A、Bで表す。
ただし、平行移動は常にX軸の負方向とし、Z軸まわりの回転すなわち管体の曲げによる曲げ角度は0<t≦π(rad)の範囲を取り得る。
Next, details of the bending operation and corresponding coordinate transformation will be described below with reference to FIGS.
There are two operations required to bend the tube with a bending machine, such as (A) sending the tube to a bending position and (B) bending the tube. When this bending operation is made to correspond to the coordinate transformation on the Cartesian coordinate system, the motion (A) is mathematically translated as the tube moves in the X-axis direction, and the motion (B) is rotated around the Z-axis. Can be expressed. This operation is shown in FIGS. 2A and 2B, and operations (A) and (B) are represented by arrows A and B. FIG.
However, the translation is always in the negative direction of the X axis, and the bending angle due to the rotation around the Z axis, that is, the bending of the tube, can be in the range of 0 <t ≦ π (rad).
さらに、管体の曲げ回数が2回以上になった場合、上述する(A)の送り動作の後に管体を回転し、その後(B)の曲げ動作を行う(図3(a)〜(c)参照)。この回転動作によって、管体の先端位置を決定する。管体の先端位置を決定する回転動作を(B)’として直交座標系上の座標変換に対応させると、動作(B)’はX軸まわりの回転、として表現することができる。この動作を図3(b)に示すように矢印B’とする。なお、X軸まわりの回転による回転角は0≦td≦2πの範囲を取り得る。 Further, when the number of times of bending of the tubular body is two times or more, the tubular body is rotated after the feeding operation of (A) described above, and then the bending operation of (B) is performed (FIGS. 3A to 3C). )reference). By this rotation operation, the tip position of the tube body is determined. When the rotation operation for determining the tip position of the tubular body is taken as (B) ′ and corresponds to the coordinate transformation on the orthogonal coordinate system, the operation (B) ′ can be expressed as rotation around the X axis. This operation is indicated by an arrow B ′ as shown in FIG. Note that the rotation angle due to the rotation around the X axis can be in the range of 0 ≦ t d ≦ 2π.
よって、1回目の曲げ加工から2回目以降の曲げ加工動作に対応する座標変換は以下のようになる。
・1回目の曲げ加工
(A)X軸方向への管体の平行移動
(B)Z軸まわりの回転
・2回目以降の曲げ加工
(A)X軸方向への管体の平行移動
(B)’X軸まわりの回転
(B)Z軸まわりの回転
以下、1回目の曲げ加工、2回目以降の曲げ加工に対応する座標変換に関して夫々説明する。
Therefore, the coordinate conversion corresponding to the second and subsequent bending operations from the first bending is as follows.
-First bending (A) Parallel movement of the tube in the X-axis direction (B) Rotation around the Z-axis-Second and subsequent bending operations (A) Parallel movement of the tube in the X-axis direction (B) 'Rotation around X-axis (B) Rotation around Z-axis Hereinafter, coordinate conversion corresponding to the first bending process and the second and subsequent bending processes will be described.
(1回目の曲げ加工に対応する座標変換)
管体の先端座標(xp,yp,zp)がX軸方向へ(x’a,y’a,z’a)だけ平行移動した後の座標である(x’pa,y’pa,z’pa)は次式のようになる。

The coordinates (x ′ pa , y ′ pa ) after the tip coordinates (x p , y p , z p ) of the tube are translated in the X axis direction by (x ′ a , y ′ a , z ′ a ) , Z ′ pa ) is as follows:
また、曲げ加工は曲げ加工機コマ部に沿って曲げられる。コマ部は、図4の符号1のように円柱で模擬する。その円柱の円弧上の点は曲げ角度に応じて以下のように表すことができる。図4で示される円弧上の点の座標は(xs,ys,zs)であり、tは所定の最終曲げ角度を示す。
管体は前記コマ部に沿って曲げられるため、その円弧長分管体は伸びることになる。つまり、原点を基準に曲げるとすると、初期状態の原点から先端までの長さと曲げ途中の円弧上の点(添え字:s)から先端座標までの長さは常に等しくなるということである。このことから、管体を円弧上の点が原点となるように更に平行移動させ、その点を中心にしてZ軸回りに回転させることで管体の曲げを表現することができる(時計まわりを正とする)。まず、円弧上の点が原点になるように直交座標系0−XYZの各座標軸を平行移動させた後の先端座標は以下のようになる。
次に、曲げ動作について考える。曲げ動作は、円弧上の点が原点となるように平行移動させた直交座標系0−XYZにある管体が、原点を共有しZ軸まわりにtk(時計まわりを正とする角度)回転させた0−X’Y’Z’座標系ではどの位置にあるかを考えることに等しい。0−XYZ座標成分から0−X’Y’Z’座標成分への座標変換行列T1は、
このようにして算出された先端座標と円弧上の点を結ぶ直線はその円の接線となる。よって、接線とX軸とが交わる交点を節点座標n1とする。
(2回目以降の曲げ加工に対応する座標変換)
1回目の曲げ加工に対応する座標変換と同様にして、管体の平行移動後の先端座標を次のように表す。
Similarly to the coordinate conversion corresponding to the first bending process, the tip coordinates after the parallel movement of the tube are expressed as follows.
管体の先端位置を決定するためのX軸まわりの回転(回転動作)、すなわち、0−X’Y’Z’座標成分から0−X’dY’dZ’d座標成分への座標変換を考えると、その行列Td2は、
よって、X軸まわりの回転後の先端座標は以下のようになる。
Therefore, the tip coordinates after rotation around the X axis are as follows.
さらに、管体の曲げ途中を含む曲げ時の先端座標は、
2回目以降の曲げ加工に対しても、上述したように座標変換を繰り返し用いることにより、先端、終端、節点座標を算出することができる。
ここで、3回曲げの管体の先端、終端及びそれ以外の節点ni(i=1,2,3)は、以下に示す式のように表すことができる。なお、図5に示すように、iは先端に近いほうから1、2・・・としている。
Here, the tip, end, and other nodes ni (i = 1, 2, 3) of the tube body bent three times can be expressed by the following equations. As shown in FIG. 5, i is 1, 2,...
終端座標は、X軸上を移動することから、
節点座標n3は、節点座標n2と円弧上の点(添え字:s)を通る直線のX軸との交点であることから、
以上述べた曲げ動作に対応する座標変換をフローチャートにすると、図6のようになる。
すなわち、ステップS1で座標変換を開始すると、ステップS2で曲げ回数n回として以下の手順をループさせる。ステップS3でX軸方向への管体の平行移動を行い、ステップS4で回転動作の有無を判定する。回転動作有りの場合は、ステップS5で座標系をX軸まわりに所定角度回転させる。回転動作無しの場合は、ステップS5を行わない。
FIG. 6 is a flowchart of the coordinate conversion corresponding to the bending operation described above.
That is, when coordinate conversion is started in step S1, the following procedure is looped with the number of bendings being n in step S2. In step S3, the tube is translated in the X-axis direction. In step S4, it is determined whether or not there is a rotating operation. If there is a rotation operation, the coordinate system is rotated around the X axis by a predetermined angle in step S5. If there is no rotation operation, step S5 is not performed.
その後、ステップS6で曲げ動作の有無を判定する。曲げ動作有りの場合は、ステップS7で曲げ半径、角度を考慮したY軸の平行移動を行い、ステップS8で座標系をZ軸まわりに所定角度回転させる。曲げ動作無しの場合は、ステップS7、S8を行わない。
曲げ回数n回まで前記手順をループさせると、ステップS9でループを終了させ、ステップS10で座標変換を終了させる。
Then, the presence or absence of a bending operation is determined in step S6. If there is a bending operation, the Y axis is translated in consideration of the bending radius and angle in step S7, and the coordinate system is rotated by a predetermined angle around the Z axis in step S8. If there is no bending operation, steps S7 and S8 are not performed.
When the procedure is looped up to n times of bending, the loop is terminated in step S9, and the coordinate conversion is terminated in step S10.
このように、曲げ加工動作の手順通りに計算していくことができ、また管体の送り、回転、曲げの一連の加工動作を直交座標系上の座標変換に対応させることができるので、設計変更が生じた場合でもどの程度の角度までなら曲げられるかがわかるようになる。また、曲げ角、回転角の分割数を大きくすることも容易にできるようになり、干渉判定の精度が高まる。さらに、障害物に接近した場合にだけ分割数を大きくして計算の高速化を図れる。
なお、回転方向の回転方向は時計回り、反時計回りのどちらでも可能であるため、干渉を防止することができる。
In this way, calculation can be performed according to the procedure of bending operation, and a series of processing operations such as feeding, rotating, and bending of the tube can be made to correspond to coordinate conversion on the Cartesian coordinate system. Even if a change occurs, you can see how much angle you can bend. In addition, the number of bending angle and rotation angle divisions can be easily increased, and the accuracy of interference determination is increased. Furthermore, the number of divisions can be increased only when approaching an obstacle to speed up the calculation.
In addition, since the rotation direction of the rotation direction can be either clockwise or counterclockwise, interference can be prevented.
次に、得られた直交座標系を表現して管体の曲げによる干渉をチェックするためにシミュレーションを行う。このフローチャートを図7に示す。
ステップS11でシミュレーションを開始すると、ステップS12で従来の設計データを読み込んで、ステップS13で管体と障害物を直交座標系で表現する(図6参照)。
Next, a simulation is performed in order to check the interference due to bending of the tubular body by expressing the obtained orthogonal coordinate system. This flowchart is shown in FIG.
When the simulation is started in step S11, the conventional design data is read in step S12, and the tubular body and the obstacle are expressed in an orthogonal coordinate system in step S13 (see FIG. 6).
次いで、加工手順の方法をステップS14で選択する。管体の曲げ加工を行う加工手順は管体に設けられるフランジによりその数は変動する。例えば、フランジが両端についている場合は8種類あり、加工手順1〜8として以下に示す。
加工手順1:フランジをつけたまま前から曲げる。
加工手順2:フランジをつけたまま後から曲げる。
加工手順3:前方のフランジを外して前から曲げる。
加工手順4:前方のフランジを外して後から曲げる。
加工手順5:後方のフランジを外して前から曲げる。
加工手順6:後方のフランジを外して後から曲げる。
加工手順7:両方のフランジを外して(フランジがない状態で)前から曲げる。
加工手順8:両方のフランジを外して(フランジがない状態で)後から曲げる。
ステップS14では、これらの加工手順を加工手順1から順番に選択する。
Next, a processing procedure method is selected in step S14. The number of processing procedures for bending the tube varies depending on the flange provided on the tube. For example, when the flange is attached to both ends, there are eight types, which are shown as processing procedures 1 to 8 below.
Processing procedure 1: Bend from the front with the flange attached.
Processing procedure 2: Bend later with the flange attached.
Processing procedure 3: Remove the front flange and bend from the front.
Processing procedure 4: Remove the front flange and bend it later.
Processing procedure 5: Remove the rear flange and bend from the front.
Processing procedure 6: The rear flange is removed and bent later.
Processing procedure 7: Remove both flanges (without flange) and bend from the front.
Processing procedure 8: Remove both flanges (without flange) and bend them later.
In step S14, these processing procedures are selected in order from processing procedure 1.
ステップS14で選択された加工手順について、ステップS15で曲げ回数n回として後述するループ1を繰り返す。まずステップS16で管送り動作の有無を判定し、管送り動作有りと判定されると、ステップS17で管体を所定量送って平行移動させ、ステップS18で回転動作の有無を判定する。回転動作有りと判定されると、ステップS19で管体を刻み角度ずつX軸まわりを回転させて所定角度までひねる。ステップS20で回転動作での干渉チェックを行い、ステップS21でループさせながら所定角度までひねる(ループ2)。なお、回転動作無しと判定されると、ステップS19〜ステップS21は行われない。 For the processing procedure selected in step S14, loop 1 to be described later is repeated with n times of bending in step S15. First, in step S16, it is determined whether or not there is a tube feeding operation. If it is determined that there is a tube feeding operation, a predetermined amount is fed and translated in step S17, and whether or not a rotating operation is performed is determined in step S18. If it is determined that there is a rotating operation, in step S19, the tube is rotated around the X axis by the increment angle and twisted to a predetermined angle. In step S20, an interference check is performed in the rotating operation, and the loop is twisted to a predetermined angle while looping in step S21 (loop 2). If it is determined that there is no rotation operation, steps S19 to S21 are not performed.
回転動作の有無を確認した後、ステップS22で曲げ動作の有無を判定する。曲げ動作有りと判定されると、ステップS23で管体を刻み角度ずつZ軸まわりを回転させて所定角度までひねる。ステップS24で曲げ動作での干渉チェックを行い、ステップS25でループさせながら所定角度まで曲げる(ループ3)。なお、曲げ動作無しと判定されると、ステップS23〜ステップS25は行われない。 After confirming the presence / absence of the rotation operation, the presence / absence of the bending operation is determined in step S22. If it is determined that there is a bending operation, in step S23, the tube body is rotated around the Z axis by a chopping angle and twisted to a predetermined angle. In step S24, an interference check in the bending operation is performed, and in step S25, the loop is bent to a predetermined angle while being looped (loop 3). If it is determined that there is no bending operation, steps S23 to S25 are not performed.
ステップ26では、ステップS16〜ステップS25まで行われるとステップS15へ返すループ1を実行する。なお、ステップS16で管送り動作無しと判断されるとステップS16〜ステップS25は行われない。このようにして、曲げ回数n回まで前記手順を実行させると、ステップS26でループ1を終了する。 In step 26, when steps S16 to S25 are performed, loop 1 is returned to step S15. If it is determined in step S16 that there is no tube feeding operation, steps S16 to S25 are not performed. In this way, when the above procedure is executed up to n times of bending, the loop 1 is terminated in step S26.
その後、ステップS27で全ての干渉チェックを通して干渉の有無を判定し、干渉有りと判定されると、ステップS28で前記加工手順8が終了しているか否かを判定する。ステップS28で加工手順8が終了していないと判定されると、ステップS14に戻って次の加工手順を選択する。一方、ステップS27で干渉無しと判定される場合、またステップS28で前記加工手順8が終了していると判定される場合は、ステップS29でシミュレーションを終了させる。
このようにして、加工手順1から順番にループを回して干渉チェックを行うことができる。シミュレーションは全干渉チェックを通して干渉が無いと終了するが、フランジを設けない状態の加工手順8までループを回した場合は干渉の有無に関わらず終了することができる。
Thereafter, in step S27, the presence / absence of interference is determined through all interference checks. If it is determined that there is interference, it is determined in step S28 whether the
In this way, the interference check can be performed by rotating the loop in order from the processing procedure 1. The simulation ends when there is no interference through all interference checks. However, the simulation can be ended regardless of the presence or absence of interference when the loop is turned to the
上述した干渉のチェックは、障害物の面と先端、節点、終端の各点との位置関係から交点の有無を判定することにより確認できる。
管体と障害物の干渉問題には2つの状況が考えられ、(i)管体を所定の位置に設定することができるか、(ii)所定の位置に管体を設定後、管体を所定の角度までひねる、若しくは曲げることができるかである。(i)、(ii)ともに管体を2回以上曲げる場合に起こり、曲げ終わった部分が曲げ加工機と干渉するか否かという問題であることは共通である。単に、曲げる前に干渉するか、曲げる途中に干渉するかの違いである。すなわち、干渉するか否かは、(i)、(ii)の順番で判定することによって判別することができる。
The interference check described above can be confirmed by determining the presence or absence of an intersection from the positional relationship between the surface of the obstacle and each of the tip, node, and terminal points.
There are two situations for the interference problem between the tube and the obstacle. (I) Can the tube be set at a predetermined position, or (ii) After setting the tube at a predetermined position, It can be twisted or bent to a predetermined angle. It is common that both (i) and (ii) occur when the pipe body is bent twice or more, and the problem is whether the bent portion interferes with the bending machine. It is simply the difference between interference before bending or interference during bending. That is, whether or not interference occurs can be determined by determining in the order of (i) and (ii).
さらに、(i)、(ii)の干渉状況を詳細に説明すると、以下の3つの干渉パターンに分類することが可能である。
1)障害物内部に先端座標または節点座標が存在する。
2)先端座標及び節点座標は存在しないが、節点間の線分が障害物内部を通る。
3)各節点から最も近い障害物と管体の中心軸との距離が管体の半径よりも小さい、若しくは先端に取り付けられたフランジが障害物内に存在するである。
Furthermore, when the interference situation of (i) and (ii) is described in detail, it can be classified into the following three interference patterns.
1) Tip coordinates or node coordinates exist inside the obstacle.
2) Although there are no tip coordinates and nodal coordinates, the line segment between the nodes passes through the inside of the obstacle.
3) The distance between the obstacle closest to each node and the central axis of the tube is smaller than the radius of the tube, or a flange attached to the tip is present in the obstacle.
干渉の有無は、これらの干渉パターンは1)〜3)の順番通りに確認する。この干渉の有無の確認手順について図8及び図9を用いて説明する。なお、図8では節点に着目して説明しているが、先端、終端も節点と同じように考慮してチェックを行う。図9の符号10は障害物である。
まず、図8に示すように、ステップS31で干渉チェックを開始すると、ステップS33で障害物内に節点が存在するかしないか判定する(図9(a))。障害物内に節点が存在しないと判定された場合、ステップS34で節点間を結ぶ線分が障害物内に存在するかしないか判定する(図9(b))。
The presence or absence of interference is confirmed in the order of 1) to 3). The confirmation procedure for the presence or absence of interference will be described with reference to FIGS. In FIG. 8, the description is focused on the nodes, but the check is performed with the tip and end taken into consideration in the same way as the nodes.
First, as shown in FIG. 8, when the interference check is started in step S31, it is determined in step S33 whether or not there is a node in the obstacle (FIG. 9A). If it is determined that there is no node in the obstacle, it is determined in step S34 whether or not a line segment connecting the nodes exists in the obstacle (FIG. 9B).
障害物内に前記線分が存在しないと判定された場合、ステップS35で障害物と線分との距離が管体の半径rよりも小さいかどうか判定する(図9(c))。障害物と線分との距離が管体の半径rよりも小さいと判定された場合、ステップS32に戻って上述した手順を所定角度の分割数分だけループさせ、ステップS36でループを終了し、ステップS37で干渉チェックを終了する。
なお図示しないが、ステップS35では上述した干渉パターン3)のように先端に取り付けられたフランジが障害物内に存在するかしないかを判定してもよい。その際、先端に取り付けられたフランジが障害物内に存在しないと判定された場合、同様にループする。
When it is determined that the line segment does not exist in the obstacle, it is determined in step S35 whether the distance between the obstacle and the line segment is smaller than the radius r of the tubular body (FIG. 9C). If it is determined that the distance between the obstacle and the line segment is smaller than the radius r of the tube, the process returns to step S32 to loop the above-described procedure by the number of divisions of a predetermined angle, and the loop is terminated in step S36. In step S37, the interference check is terminated.
Although not shown, in step S35, it may be determined whether or not the flange attached to the tip exists in the obstacle as in the interference pattern 3) described above. At that time, if it is determined that the flange attached to the tip does not exist in the obstacle, the same loop is performed.
なお、ステップS33で障害物内に節点が存在すると判定される場合、ステップS34で節点間を結ぶ線分が障害物内に存在すると判定される場合、ステップS35で障害物と線分との距離が配管の半径r以内に存在する、若しくは先端に取り付けられたフランジが障害物内に存在すると判定される場合は、ステップS38で所定角度に到達するよう管体を刻んで回転動作若しくは曲げ動作を行う(図7参照)。
ステップS38で所定角度に到達しないと判定される場合は、ステップS32の前段まで戻って上述した手順を行い、所定角度に到達したと判定される場合は、ステップS37で干渉チェックを終了する。
このようにして、障害物の面と先端、節点、終端の各点との位置関係から交点の有無を判定することにより確認することができるため、計算時間の短縮に繋がる。
If it is determined in step S33 that a node is present in the obstacle, if it is determined in step S34 that a line segment connecting the nodes exists in the obstacle, the distance between the obstacle and the line segment is determined in step S35. Is within the radius r of the pipe, or the flange attached to the tip is present in the obstacle, in step S38, the tube body is engraved so as to reach a predetermined angle, and the rotation operation or bending operation is performed. Perform (see FIG. 7).
If it is determined in step S38 that the predetermined angle has not been reached, the process returns to the previous stage of step S32 and the above-described procedure is performed. If it is determined that the predetermined angle has been reached, the interference check is terminated in step S37.
In this way, since it can be confirmed by determining the presence / absence of an intersection from the positional relationship between the surface of the obstacle and each of the tip, node, and terminal points, the calculation time is shortened.
さらに、本実施形態のシミュレーションでは、加工動作の送り、回転、曲げといった要素を含んで管体の軸方向の変位や、曲げ加工時に生じる管体の軸方向の伸び等が考慮されて行われ、干渉しない各頂点位置を正確に求めることができる。 Furthermore, in the simulation of the present embodiment, the axial displacement of the tubular body including elements such as feeding, rotation, and bending of the machining operation, the axial elongation of the tubular body that occurs during bending, and the like are taken into consideration. Each vertex position that does not interfere can be accurately obtained.
また、本実施形態では、干渉が生じた場合でも指定の曲げ回数n回分のシミュレーションを実行できる。ここで、図7に示した手順で曲げ回数n回の管体の干渉チェックのシミュレーションを行って干渉が生じた場合について図10を用いて説明する。
図10は、障害物10と、管体6とで構成されており、管体6は先端2と、節点4と、終端8とを有している。このような構成により、干渉が生じた干渉部位、動作、角度がシミュレーション結果として表示される。
図11は曲げ回数3回(n=3)のシミュレーション結果を示しており、例えば、図11(a)は曲げ回数3回目が終わった時点で干渉無しと判定されたものの、途中の曲げ回数2回目で干渉有りと判定された場合を表している。
Moreover, in this embodiment, even when interference arises, the simulation for n times of the designated bending times can be executed. Here, a case where interference occurs by performing a simulation of interference check of a tube body with the number of bendings n times in the procedure shown in FIG. 7 will be described with reference to FIG.
FIG. 10 includes an
FIG. 11 shows a simulation result of the number of bendings 3 times (n = 3). For example, FIG. 11A shows that there is no interference at the end of the third bending time, but the number of bending
このように2回目の曲げ時に干渉有りと判定された場合、2回目の曲げ角度を設計変更することを考える。
ここでは、図11(b)のように2回目の曲げを反転させる。よって、2回目、3回目の曲げともに干渉無しと判定され目標の形状を得ることができる。このようにして、干渉が生じた場合でも、曲げ角度を変更したり曲げを反転したり、またフランジを取り外したりして加工途中の加工方法を変えることで目標形状を干渉せずに作ることができる。また、何回目の回転時、曲げ時に干渉するかがわかることで、干渉した曲げポイントの曲げ角度をどのように変更すれば良いかの目処を容易につけることができる。
When it is determined that there is interference during the second bending as described above, it is considered to change the design of the second bending angle.
Here, the second bending is reversed as shown in FIG. Therefore, it is determined that there is no interference in both the second and third bendings, and the target shape can be obtained. In this way, even when interference occurs, the target shape can be made without interference by changing the bending angle, reversing the bending, or removing the flange to change the processing method during processing. it can. In addition, by knowing how many times the rotation interferes during bending, it is possible to easily determine how to change the bending angle of the interfering bending point.
このとき、角度を少しずつずらして計算させていけば、曲がっている経過毎に干渉をチェックすることができる。本実施形態では、全座標値を記憶する必要はなく、1つ前の曲げの座標ポイントだけを記憶していれば良いので記憶すべきデータが非常に少なく、計算速度を短縮することができる。
このようにして途中経過で干渉が生じた場合でも、干渉部位、動作、角度を表示することにより逆方向から曲げたりフランジを取り外したり、またフランジを取り外したりといった加工方法の違うシミュレーションを自動で行って指定の曲げ回数分のシミュレーションを実行している。
At this time, if the angle is shifted little by little and calculated, interference can be checked every time a curve is made. In this embodiment, it is not necessary to store all coordinate values, and it is sufficient to store only the coordinate point of the previous bend, so there is very little data to be stored, and the calculation speed can be shortened.
Even if interference occurs in the middle of the process in this way, simulations with different processing methods, such as bending from the opposite direction, removing the flange, and removing the flange, are automatically performed by displaying the interference site, motion, and angle. The simulation for the specified number of bendings is executed.
また、以上に述べたシミュレーションは障害物として、多角形を用いて近似して行っているが、本実施形態では円柱を用いて近似することも可能である。図11に示すように、曲げ加工機12とフランジ14は多角形で表現できないが、円柱を用いることにより実機に近い形に模擬することができる。符号6は管体である。ここでフランジ14は先端座標を通る管体直線部が垂線となるような平面を求め、その平面から先端座標が円の中心となるような円を計算している。
よって、多角形で表現できない周辺部材の形状を円柱とすることにより、曲げ加工機やフランジ等をより実機に近い形に模擬することができるため、管体と障害物の干渉チェックの精度が多角形のみを用いる場合よりも上がる。
Further, although the simulation described above is performed by approximation using a polygon as an obstacle, in the present embodiment, it can be approximated by using a cylinder. As shown in FIG. 11, the bending
Therefore, by making the shape of the peripheral member that cannot be expressed in a polygon as a cylinder, it is possible to simulate a bending machine, flange, etc. in a shape closer to the actual machine, so the accuracy of interference check between the tube and the obstacle is high. It is higher than when only the square is used.
本発明によれば、計算時間を短縮するとともに、障害物との干渉の有無を精度良く判定して設計変更することができるので、管体の3次元曲げ加工シミュレーションシステムへの適用に際して有益である。 According to the present invention, the calculation time can be shortened and the design can be changed by accurately determining the presence or absence of interference with an obstacle, which is advantageous when applied to a three-dimensional bending simulation system for a tubular body. .
1 コマ部
2 先端
4 節点
6 管体
8 終端
10 障害物
12 曲げ加工機
14 フランジ
1
Claims (7)
前記加工動作による管体の曲げ加工ポイント毎に、管体の切断長、送り長さ、回転角、曲げ角、曲げ円弧長、曲げ半径からなるデータを用いてX、Y、Z軸の3次元座標を算出して曲げ加工シミュレーションを行うとともに、前記送り長さ、回転角、曲げ角がそれぞれ平行移動、原点を共有した第1の軸の軸まわりの座標軸の回転、原点を共有した第2の軸の軸まわりの座標軸の回転に座標変換され、前記管体の実長とともに先端座標と節点座標を算出しながら曲げ加工シミュレーションを行うことを特徴とする3次元曲げ加工シミュレーションシステム。 By reproducing the processing operation of a bending machine that forms a tubular body into a three-dimensional bending shape, a tubular body that is three-dimensionally bent by the processing operation and a peripheral member that exists around the tubular body; In a three-dimensional bending simulation system for a pipe that checks whether or not interference occurs between
Three-dimensional X, Y, and Z axes using data consisting of the cutting length, feed length, rotation angle, bending angle, bending arc length, and bending radius of the tubular body for each bending point of the tubular body by the machining operation. Bending simulation is performed by calculating coordinates, and the feed length, rotation angle, and bending angle are each translated, the rotation of the coordinate axis around the axis of the first axis sharing the origin, and the second sharing the origin A three-dimensional bending simulation system characterized in that a coordinate transformation is performed to rotation of a coordinate axis around an axis of the axis, and a bending simulation is performed while calculating a tip coordinate and a node coordinate together with an actual length of the tubular body.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008319468A JP2010142817A (en) | 2008-12-16 | 2008-12-16 | Simulation system of three-dimensional bending work of tubular body |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008319468A JP2010142817A (en) | 2008-12-16 | 2008-12-16 | Simulation system of three-dimensional bending work of tubular body |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2010142817A true JP2010142817A (en) | 2010-07-01 |
Family
ID=42563792
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008319468A Withdrawn JP2010142817A (en) | 2008-12-16 | 2008-12-16 | Simulation system of three-dimensional bending work of tubular body |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2010142817A (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104331022A (en) * | 2014-10-14 | 2015-02-04 | 福建骏鹏通信科技有限公司 | Industrial robot bending fast programming system |
| WO2021002682A1 (en) * | 2019-07-01 | 2021-01-07 | (주)케이씨이앤씨 | Apparatus, method and system for automatically forming pipe |
| CN112270079A (en) * | 2020-10-22 | 2021-01-26 | 南京航空航天大学 | Three-dimensional free bending active bending die motion pose analysis method |
| CN113059039A (en) * | 2021-05-19 | 2021-07-02 | 南京航空航天大学 | Method for avoiding interference by realizing three-dimensional free bending forming through bending die deflection |
-
2008
- 2008-12-16 JP JP2008319468A patent/JP2010142817A/en not_active Withdrawn
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104331022A (en) * | 2014-10-14 | 2015-02-04 | 福建骏鹏通信科技有限公司 | Industrial robot bending fast programming system |
| WO2021002682A1 (en) * | 2019-07-01 | 2021-01-07 | (주)케이씨이앤씨 | Apparatus, method and system for automatically forming pipe |
| KR20210002987A (en) * | 2019-07-01 | 2021-01-11 | (주)케이씨이앤씨 | Device, method and system for automatically forming pipes |
| KR102253050B1 (en) | 2019-07-01 | 2021-05-17 | (주)케이씨이앤씨 | Device, method and system for automatically forming pipes |
| CN112270079A (en) * | 2020-10-22 | 2021-01-26 | 南京航空航天大学 | Three-dimensional free bending active bending die motion pose analysis method |
| CN112270079B (en) * | 2020-10-22 | 2024-03-29 | 南京航空航天大学 | Three-dimensional free bending active bending die movement pose analysis method |
| CN113059039A (en) * | 2021-05-19 | 2021-07-02 | 南京航空航天大学 | Method for avoiding interference by realizing three-dimensional free bending forming through bending die deflection |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1777600B1 (en) | Offline teaching apparatus for robot | |
| EP2486462B1 (en) | Method, computer system and computer program product for machining simulation and for visually presenting such simulation | |
| CN101894176B (en) | Method for reconstructing a distance field of a swept volume at a sample point | |
| JP2016140958A (en) | Offline teaching device, offline teaching method, and robot system | |
| CN104793560A (en) | Method and system for generating a trajectory | |
| CN103649856A (en) | Method for simulating machining of objects by motion of tool and system and computer program product therefor | |
| US20210097218A1 (en) | Data processing system and method | |
| JP6825026B2 (en) | Information processing equipment, information processing methods and robot systems | |
| KR100632915B1 (en) | Method of 3 dimension image display and system of 3 dimension image display | |
| JP4942924B2 (en) | A method of moving a virtual articulated object in a virtual environment by continuous motion | |
| Lacharnay et al. | A physically-based model for global collision avoidance in 5-axis point milling | |
| JP2010142817A (en) | Simulation system of three-dimensional bending work of tubular body | |
| JP2005202927A (en) | Movement of virtual articulated object in virtual environment while avoiding internal collision between junction elements of articulated object | |
| Shen et al. | Research on adaptive adjustment of welding torch pose in wire and arc additive remanufacturing of hot-forging dies | |
| US7088377B2 (en) | System and method for designing, synthesizing and analyzing computer generated mechanisms | |
| JP2021082222A (en) | Information processing method, robot system, article manufacturing method, and information processing unit | |
| JP2000048065A (en) | Virtual three-dimensional pipeline plotting method | |
| JP2009211255A (en) | Die working data changing method | |
| CA2854724C (en) | Designing a folded sheet object | |
| Docampo-Sánchez et al. | A regularization approach for automatic quad mesh generation | |
| JP2007156604A (en) | Curved surface creation method, curved surface creation program and three-dimensional shape processor | |
| Said et al. | Mathematic formulation for the generation of combined paths for mounting parts in assembly | |
| CN113674294A (en) | 3D model slice processing method and device | |
| JP2006338119A (en) | Production examination support device | |
| JP2010044440A (en) | Three-dimensional shape processing apparatus and processing method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20120306 |