JP2010084268A - 多層抄き塗工板紙 - Google Patents
多層抄き塗工板紙 Download PDFInfo
- Publication number
- JP2010084268A JP2010084268A JP2008254181A JP2008254181A JP2010084268A JP 2010084268 A JP2010084268 A JP 2010084268A JP 2008254181 A JP2008254181 A JP 2008254181A JP 2008254181 A JP2008254181 A JP 2008254181A JP 2010084268 A JP2010084268 A JP 2010084268A
- Authority
- JP
- Japan
- Prior art keywords
- paper
- coating
- layer
- printing
- multilayer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Landscapes
- Paper (AREA)
Abstract
【解決手段】基紙の少なくとも片面に、有機顔料(プラスチックピグメント)を主成分とする塗工液で、好ましくはバインダー成分として、アクリルアミド系樹脂を含有する塗工液を塗工して塗工層を形成したことを特徴とする多層抄き塗工板紙。
【選択図】なし
Description
以下の原料を用いて、下記の製造法に従い、表面層、3層の中層、裏面層から成る5層構造の多層抄き塗工板紙を得た。
<基紙>
・表面層
針葉樹晒クラフトパルプ(NBKP)50質量%(dry)と、上白古紙50重量%(dry)を配合した後に、ダブルディスクレファイナーにより、カナディアンスタンダードフリーネス(CSF)を400ccに調整した。このパルプ中に、無機顔料として、タルク(日本タルク(株)製、ナノエースD1000、平均粒子径1.0μm)を、原料パルプの重量に対して固形分で8重量%添加し、原料パルプスラリーを得た。
・中層
上白古紙と中白古紙とを1:1の重量比で配合したものを主成分とした原料パルプスラリーを用いた。
・裏面層
地券古紙を主成分とした原料スラリーを用いた。
これらの原料パルプスラリーを用い、円網抄紙機にて、表面層、3層の中層、及び裏面層の紙層を抄き合わせて、坪量が210g/m2である5層抄きの多層抄き塗工板紙の基紙を得た。この基紙を、湿紙状態で水分51%に調整し、鏡面仕上げされたヤンキ−ドライヤー表面に圧接しながら、乾燥した。さらに、グロスカレンダーの加圧条件を変え、基紙の紙密度を0.98g/cm3に調整した。
<塗工液>
次に、表1に示すように、有機顔料として、粒子径が300nmである真球状のプラスチックピグメント(商品名「V1004」、日本ゼオン(株)製)を100重量部配合し、バインダーとして、アクルリルアミド系樹脂(商品名「ハリコートG50」、ハリマ化成学工業(株)製)を10重量部配合した塗工液を作製する。なお、塗工液の配合量の数値は、乾燥状態における数値である。
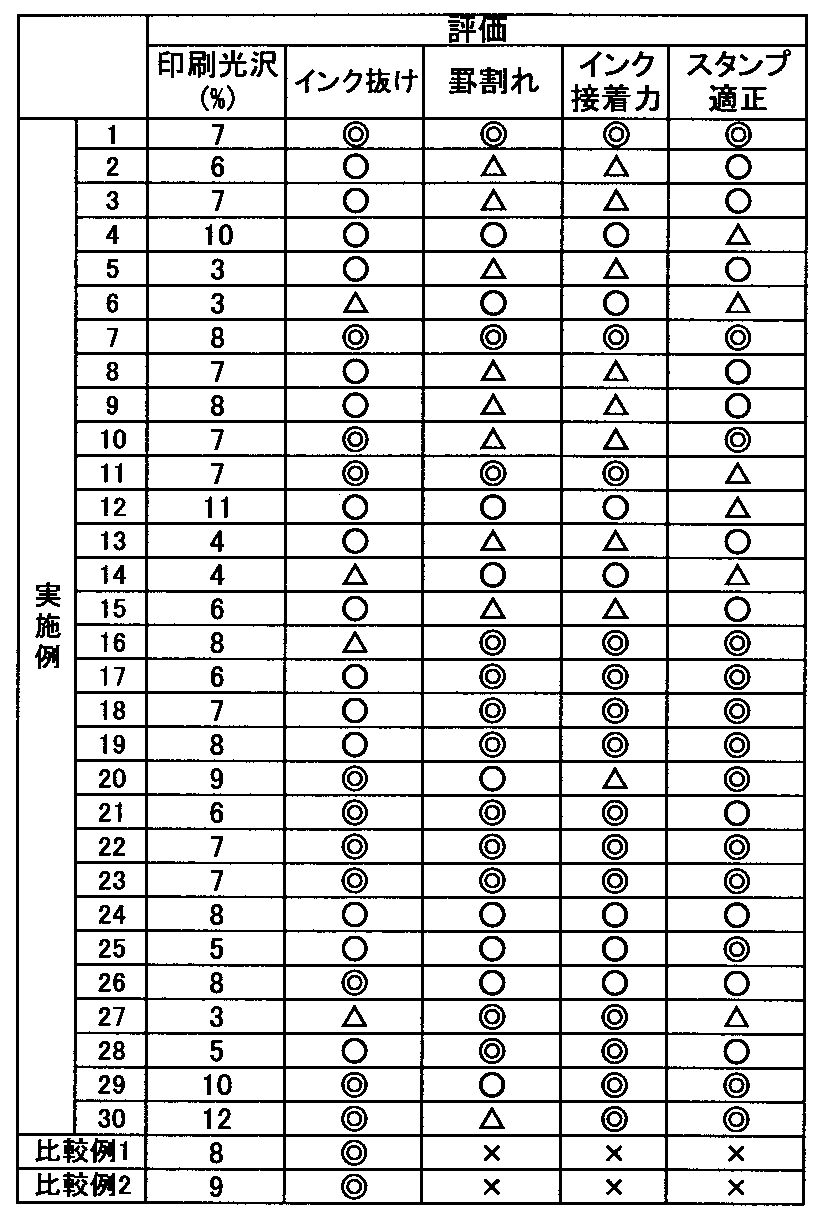
この塗工液をバーコーターにて、基紙の表面層上に2.2g/m2の塗工量で塗工して塗工層を形成し、多層抄き塗工板紙(実施例1)を得た。
◎:ピンホールの数が5個以下である。
○:ピンホールの数が6個〜10個である。
△:ピンホールの数が11個〜20個である。
×:ピンホールの数が20個を超えている。
◎:ひび割れが発生していない。
○:折り目長さに対して、総全長が15%未満であるひび割れが発生する。
△:折り目長さに対して、総全長が15%以上30%未満であるひび割れが発生する。
×:折り目長さに対して、総全長が30%以上であるひび割れが発生する。
◎:表面の毛羽立ち又は紙むけが認められない。
○:0.5mm以上の毛羽立ち又は紙むけが2箇所以下である。
△:0.5mm以上の毛羽立ち又は紙むけが3〜5箇所である。
×:0.5mm以上の毛羽立ち、紙むけが6箇所以上である。
◎:インキの擦れ汚れがまったく発生していない。
○:殆どインクの擦れ汚れが発生していない。
△:インクの擦れ汚れが発生している。
×:インクが擦り取られてしまう。
Claims (4)
- 基紙の少なくとも片面に、有機顔料を主成分とする塗工液を塗工して塗工層を形成したことを特徴とする多層抄き塗工板紙。
- 前記有機顔料は、プラスチックピグメントであることを特徴とする請求項1に記載の多層抄き塗工板紙。
- 前記塗工液は、バインダー成分としてアクリルアミド系樹脂を含有することを特徴とする請求項1又は請求項2に記載の多層抄き塗工板紙。
- 前記有機顔料は、体積平均粒子径が150〜500nmであることを特徴とする請求項1ないし請求項3に記載の多層抄き塗工板紙。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008254181A JP5574594B2 (ja) | 2008-09-30 | 2008-09-30 | 多層抄き塗工板紙 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008254181A JP5574594B2 (ja) | 2008-09-30 | 2008-09-30 | 多層抄き塗工板紙 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010084268A true JP2010084268A (ja) | 2010-04-15 |
| JP5574594B2 JP5574594B2 (ja) | 2014-08-20 |
Family
ID=42248510
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008254181A Active JP5574594B2 (ja) | 2008-09-30 | 2008-09-30 | 多層抄き塗工板紙 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5574594B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014226834A (ja) * | 2013-05-21 | 2014-12-08 | サカタインクス株式会社 | フレキソ印刷物の製造方法 |
| JP2016097549A (ja) * | 2014-11-20 | 2016-05-30 | サカタインクス株式会社 | フレキソ印刷物の製造方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005105490A (ja) * | 2003-10-01 | 2005-04-21 | Daio Paper Corp | 多層抄き板紙 |
| JP2005133009A (ja) * | 2003-10-31 | 2005-05-26 | Nippon Zeon Co Ltd | 有機顔料、紙塗工用組成物及びこれを用いた塗工紙 |
| JP2006322081A (ja) * | 2005-05-17 | 2006-11-30 | Daio Paper Corp | 印刷用板紙 |
| WO2008102811A1 (ja) * | 2007-02-21 | 2008-08-28 | Nippon Paper Industries Co., Ltd. | オフセット印刷用塗工紙 |
| JP2008214782A (ja) * | 2007-02-28 | 2008-09-18 | Nippon Paper Industries Co Ltd | グラビア印刷用塗工紙 |
| JP2009293139A (ja) * | 2008-06-03 | 2009-12-17 | Daio Paper Corp | 印刷用板紙 |
-
2008
- 2008-09-30 JP JP2008254181A patent/JP5574594B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005105490A (ja) * | 2003-10-01 | 2005-04-21 | Daio Paper Corp | 多層抄き板紙 |
| JP2005133009A (ja) * | 2003-10-31 | 2005-05-26 | Nippon Zeon Co Ltd | 有機顔料、紙塗工用組成物及びこれを用いた塗工紙 |
| JP2006322081A (ja) * | 2005-05-17 | 2006-11-30 | Daio Paper Corp | 印刷用板紙 |
| WO2008102811A1 (ja) * | 2007-02-21 | 2008-08-28 | Nippon Paper Industries Co., Ltd. | オフセット印刷用塗工紙 |
| JP2008214782A (ja) * | 2007-02-28 | 2008-09-18 | Nippon Paper Industries Co Ltd | グラビア印刷用塗工紙 |
| JP2009293139A (ja) * | 2008-06-03 | 2009-12-17 | Daio Paper Corp | 印刷用板紙 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014226834A (ja) * | 2013-05-21 | 2014-12-08 | サカタインクス株式会社 | フレキソ印刷物の製造方法 |
| JP2016097549A (ja) * | 2014-11-20 | 2016-05-30 | サカタインクス株式会社 | フレキソ印刷物の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5574594B2 (ja) | 2014-08-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5344681B2 (ja) | 多層抄き塗工板紙 | |
| JP5406438B2 (ja) | 吸湿・耐油板紙 | |
| EP1857517A2 (en) | Self-Releasing Lint Tape | |
| JP2005200773A (ja) | ライナー | |
| JP5574594B2 (ja) | 多層抄き塗工板紙 | |
| JP2009293139A (ja) | 印刷用板紙 | |
| JP2009167540A (ja) | コールドオフセット用新聞印刷用紙 | |
| JP2005179821A (ja) | グラビア印刷用塗工紙 | |
| JP5140373B2 (ja) | 多層抄き板紙 | |
| JP5937866B2 (ja) | 塗工紙 | |
| JP6921042B2 (ja) | 紙包装容器用原紙 | |
| JP2024133280A (ja) | 防水段ボール箱 | |
| JP4344930B2 (ja) | 印刷用塗被紙 | |
| JP2009133028A (ja) | 塗工紙 | |
| JP6503666B2 (ja) | 塗工白板紙 | |
| JP6507539B2 (ja) | 塗工白板紙 | |
| JP2019189977A (ja) | 塗工板紙の製造方法 | |
| JP2013053377A (ja) | 塗工紙 | |
| JP7611681B2 (ja) | 後糊圧着記録用原紙及び後糊圧着記録用紙 | |
| JP4222164B2 (ja) | オフセット印刷用紙 | |
| JP4952628B2 (ja) | 塗工ライナー及びそれを用いた段ボールシート | |
| JP2008248434A (ja) | 印刷用塗工紙 | |
| JP2020056131A (ja) | 包装容器用塗工紙及び包装容器 | |
| JP6341018B2 (ja) | 塗工白板紙 | |
| JP2002317397A (ja) | 環境対応型インキ用のオフセット印刷用塗工紙および易脱墨性印刷物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110915 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120927 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121009 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121207 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130723 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130920 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140603 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140701 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5574594 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |