JP2010083971A - 発泡成形体、およびその製造方法 - Google Patents
発泡成形体、およびその製造方法 Download PDFInfo
- Publication number
- JP2010083971A JP2010083971A JP2008253500A JP2008253500A JP2010083971A JP 2010083971 A JP2010083971 A JP 2010083971A JP 2008253500 A JP2008253500 A JP 2008253500A JP 2008253500 A JP2008253500 A JP 2008253500A JP 2010083971 A JP2010083971 A JP 2010083971A
- Authority
- JP
- Japan
- Prior art keywords
- mass
- flame retardant
- carbon
- parts
- polypropylene resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Landscapes
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
【解決手段】 カーボン、ポリプロピレン系樹脂、及びポリスチレン系樹脂を有する複合樹脂と、該複合樹脂100質量部に対して1.5〜5質量部の難燃剤及び0.5〜2質量部の難燃助剤とを備えてなる難燃剤含有複合樹脂粒子を予備発泡させて予備発泡粒子を形成し、該予備発泡粒子をゲージ圧力0.22〜0.35MPaの蒸気圧で発泡成形させて形成されてなり、
前記カーボンが、前記ポリプロピレン系樹脂及び前記カーボンの合計量に対して0.5〜8質量%含有され、
前記ポリスチレン系樹脂が、前記カーボンと前記ポリプロピレン系樹脂との合計量100質量部に対して100〜400質量部含有され、
前記難燃剤及び前記難燃助剤が、合計量で、前記複合樹脂100質量部に対して5.5質量部以下含浸されてなることを特徴とする発泡成形体を提供する。
【選択図】 なし
Description
すなわち、本発明は、カーボン、ポリプロピレン系樹脂、及びポリスチレン系樹脂を有する複合樹脂と、該複合樹脂100質量部に対して1.5〜5質量部の難燃剤及び0.5〜2質量部の難燃助剤とを備えてなる難燃剤含有複合樹脂粒子を予備発泡させて予備発泡粒子を形成し、該予備発泡粒子をゲージ圧力0.22〜0.35MPaの蒸気圧で発泡成形させて形成されてなり、
前記カーボンが、前記ポリプロピレン系樹脂及び前記カーボンの合計量に対して0.5〜8質量%含有され、
前記ポリスチレン系樹脂が、前記カーボンと前記ポリプロピレン系樹脂との合計量100質量部に対して100〜400質量部含有され、
前記難燃剤及び前記難燃助剤が、合計量で、前記複合樹脂100質量部に対して5.5質量部以下含浸されてなることを特徴とする発泡成形体にある。
また、前記カーボン及び前記ポリプロピレン系樹脂の合計量100質量部に対してポリスチレン系樹脂が400質量部以下、前記複合樹脂100質量部に対して、前記難燃剤が5質量部以下、前記難燃助剤が2質量部以下含有され、前記複合樹脂100質量部に対して、前記難燃剤及び前記難燃助剤が5.5質量部以下であり、前記発泡成形がゲージ圧0.22MPa以上の蒸気圧で実施されてなることにより、優れた耐熱性を有することができる。
さらに、前記ポリプロピレン系樹脂及び前記カーボンの合計量に対して前記カーボンが0.5質量%以上含有されてなることにより、黒色を十分に呈することができる。
前記カーボンが、前記ポリプロピレン系樹脂及び前記カーボンの合計量に対して0.5〜8質量%含有され、
前記ポリスチレン系樹脂が、前記カーボンと前記ポリプロピレン系樹脂との合計量100質量部に対して100〜400質量部含有され、
前記難燃剤及び前記難燃助剤が、合計量で、前記複合樹脂100質量部に対して5.5質量部以下含浸されてなることを特徴とする発泡成形体の製造方法にある。
本実施形態に係る発泡成形体は、カーボン、ポリプロピレン系樹脂、及びポリスチレン系樹脂を有する複合樹脂と、難燃剤と、難燃助剤とを備えてなる難燃剤含有複合樹脂粒子を予備発泡させて予備発泡粒子を形成し、該予備発泡粒子を発泡成形させて形成されてなる。
尚、「複合樹脂」は、単に「複合樹脂」と記載されている場合、難燃剤、難燃助剤、発泡剤を含んでいない複合樹脂を意味する。
また、「ポリプロピレン系樹脂」は、単に「ポリプロピレン系樹脂」と記載されている場合は、カーボンを含んでいないポリプロピレン系樹脂を意味する。
このプロピレン−エチレン共重合体は、エチレンとプロピレンとの共重合体を主成分(エチレン単位およびプロピレン単位との合計量が90質量%以上)とするものであるが、エチレンまたはプロピレンと共重合し得る他の単量体を分子内に含有するものであってもよい。そのような単量体としては、α−オレフィン、環状オレフィン、ジエン系単量体から選択された一種または二種以上のものが挙げられる。
また、このエチレン−プロピレン共重合体は、融点が120〜140℃かつメルトフローレイトが0.1〜10g/10分であることが好ましく、ランダム、ブロック及び三元共重合の何れの重合方法により形成されたものであっても良い。尚、エチレン−プロピレン共重合体における融点が複数存在する場合は、最も低い方の温度を融点とする。
この分析方法は、高い屈折率を持つATRプリズムを試料に密着させ、ATRプリズムを通して赤外線を試料に照射し、ATRプリズムからの反射光を分光分析する方法である。
このATR法赤外分光分析は、試料とATRプリズムとを密着させるだけでスペクトルを測定できるという簡便さ、深さ数μmまでの表面分析が可能であるなどの理由で高分子材料などの有機物をはじめ、種々の物質の表面分析に広く利用されている。
また、赤外吸収スペクトルから得られる1376cm-1における吸光度D1376は、ポリプロピレン系樹脂に含まれる−C−CH3炭化水素のCH3の対称変角振動に由来する1376cm-1付近に現われるピークの高さをいう。
まず、組成割合(ポリスチレン系樹脂/ポリプロピレン系樹脂)が下記比率になるように測定しようとする難燃剤含有複合樹脂粒子に含まれるものと同じ組成のポリスチレン系樹脂およびポリプロピレン系樹脂を合計2g精秤する。
組成割合(ポリスチレン系樹脂/ポリプロピレン系樹脂;質量比):
0/10、1/9、2/8、3/7、4/6、5/5、6/4、7/3、8/2、9/1、10/0
これを小型射出成形機にて下記条件下に加熱混練して、直径が25mmでかつ高さが2mmの円柱状に成形することによって標準試料が得られる。
なお、小型射出成形機としては、例えば、CSI社から商品名「CS−183」で販売されているものを用い、例えば、下記の条件で成形することができる。
射出成形条件:加熱温度200℃〜250℃、混練時間10分
尚、「粒子表面」とは、ATR法赤外分光分析により測定することができる深さまでの表面部分のことであり、通常、表面から深さ数μmまでの領域を含む「表層」のことである。
また、吸光度比を0.1以上とすることにより、難燃剤含有複合樹脂粒子に発泡剤を含浸し予備発泡して得られる予備発泡粒子から発泡剤が散逸され難くなり、該予備発泡粒子が発泡成形される際に粒子同士が融着されやすくなる。その結果、形成される発泡成形体の耐衝撃性や、外観の仕上がりが向上される。
また、前記カーボン及び前記ポリプロピレン系樹脂の合計量100質量部に対してポリスチレン系樹脂が400質量部以下、前記複合樹脂100質量部に対して、前記難燃剤が5質量部以下、前記難燃助剤が2質量部以下含有され、前記複合樹脂100質量部に対して、前記難燃剤及び前記難燃助剤が5.5質量部以下であり、前記発泡成形がゲージ圧0.22MPa以上の蒸気圧で実施されてなることにより、優れた耐熱性を有することができる。
さらに、前記ポリプロピレン系樹脂及び前記カーボンの合計量に対して前記カーボンが0.5質量%以上含有されてなることにより、黒色を十分に呈することができる。
該融点が120℃以上であることにより、形成される発泡成形体の耐熱性がより一層優れたものとなる。
また、該融点が140℃以下であることにより、前記含浸・重合工程に於いて、比較的低い温度でスチレン系単量体の重合を実施することが容易となり、大掛かりな設備を必要せず、また、用いられるエネルギーの量を抑制することが可能となるため、コスト的に有利となる。
該メルトフローレイトが0.1g/10分以上であることにより、カーボン含有ポリプロピレン系樹脂粒子を所望の粒子径に造粒ペレット化することが容易となる。
また、該メルトフローレイトが10g/10分以下であることにより、カーボン含有ポリプロピレン系樹脂粒子を所望の粒子径に造粒ペレット化することが容易となると共に、前記発泡剤含浸工程に於いて、前記難燃剤含有複合樹脂粒子に発泡剤を含有させることが容易となる。
尚、メルトフローレイトは、JIS K 7210:1999「プラスチック−熱可塑性プラスチックのメルトマスフローレイト(MFR)及びメルトボリュームフローレイト(MVR)の試験方法」B法記載の方法により測定することができる。
カーボンが粒子状の場合、カーボンの粒子径は、好ましくは、5〜100nmであり、より好ましくは、10〜80nmである。
尚、カーボンの粒子径は、カーボンの集合体を構成する粒子を電子顕微鏡で測定した最長部分の長さの算術平均値(試料数:100個以上)のことである。
重合溶液含浸段階は、この加熱温度が45℃以上であることにより、スチレン系単量体がより一層カーボン含有ポリプロピレン系樹脂粒子に含浸されるという利点がある。また、この加熱温度が70℃以下であることにより、スチレン系単量体が含浸される前に重合してしまうことを抑制することができるという利点がある。
前記温度範囲で重合を行うことにより、樹脂粒子中心部は、ポリスチレン系樹脂の存在量が多く(つまり、表層にカーボン含有ポリプロピレン系樹脂の存在量が多い)なり、その結果として、ポリプロピレン系樹脂とポリスチレン系樹脂のそれぞれの長所が生かされ、剛性、発泡成形性、耐薬品性、耐熱性および黒度を良好に保持しつつ、自己消火性を有しうる複合樹脂粒子を提供することができる。
すなわち、重合温度が前記温度範囲の下限値よりも高いことにより、得られる樹脂粒子中心部にポリスチレン系樹脂の存在量が高くなり、良好な物性を示す発泡成形体が得られる。また、重合温度が前記温度範囲の上限値よりも低いことにより、スチレン系単量体がカーボン含有ポリプロピレン系樹脂粒子に十分含浸されてから重合が開始するので、良好な物性を示す発泡成形体が得られ、また、重合設備への負荷を抑制することができる。
したがって、本実施形態の発泡成形体の製造方法は、前記含浸・重合工程がスチレン系単量体の重合を、前記第1重合段階、及び前記第2重合段階の二段階に分けて実施することにより、前記難燃剤含有複合樹脂粒子に於いて、ATR法赤外分光分析により測定された粒子中心部の赤外線吸収スペクトルから得られる698cm-1および1376cm-1における吸光度比(D698/D1376)より算出される粒子中心部のポリスチレン系樹脂比率が、粒子全体のポリスチレン系樹脂比率に対して1.2倍以上である難燃剤含有複合樹脂粒子を形成し得る。
前記溶媒としては、水や、水と水に可溶な有機溶媒(例えば、低級アルコール)との混合溶媒等が挙げられる。
前記分散剤としては、例えば、部分ケン化ポリビニルアルコール、ポリアクリル酸塩、ポリビニルピロリドン、カルボキシメチルセルロース、メチルセルロースなどの有機系分散剤、ピロリン酸マグネシウム、ピロリン酸カルシウム、リン酸カルシウム、炭酸カルシウム、リン酸マグネシウム、炭酸マグネシウム、酸化マグネシウムなどの無機系分散剤が挙げられる。この内、無機系分散剤が好ましい。無機系分散剤を用いる場合、界面活性剤を併用することが好ましい。このような界面活性剤としては、例えば、ドデシルベンゼンスルホン酸ソーダ、α−オレフィンスルホン酸ソーダなどが挙げられる。
また、難燃剤及び難燃助剤を投入した後の温度は、難燃剤または難燃助剤の融点のうち、高い方の融点をt℃としたとき、t℃〜(t+30)℃の温度範囲が好ましい。
難燃剤及び難燃助剤を投入した後の温度が、t℃以上であることにより、前記複合樹脂粒子に難燃剤及び難燃助剤をより一層含浸させることができるという利点がある。また、難燃剤及び難燃助剤を投入した後の温度が、(t+30)℃以下であることにより、重合設備への熱による負荷を抑制することができるという利点がある。
このようにして、前記含浸・重合工程では、前記複合樹脂粒子に前記難燃剤及び前記難燃助剤を含浸して、難燃剤含有複合樹脂粒子を形成する。
前記懸濁液としては、分散溶液を用いることができる。
発泡剤の含浸量は、本発明の効果を損ねない範囲であれば、特に限定されるものではないが、例えば、複合樹脂粒子100質量部に対して5〜25質量部が例示される。
発泡助剤の含浸量は、本発明の効果を損ねない範囲であれば、特に限定されるものではなく、例えば、複合樹脂粒子100質量部に対して0.2〜2.5質量部が例示される。
結合防止剤は、本発明の効果を損ねない範囲であれば、特に限定されるものではなく、タルク、炭酸カルシウム、ステアリン酸亜鉛、水酸化アルミニウム、エチレンビスステアリン酸アミド、第三リン酸カルシウム、ジメチルシロキサン等が挙げられる。
融着促進剤は、本発明の効果を損ねない範囲であれば、特に限定されるものではなく、ステアリン酸、ステアリン酸トリグリセリド、ヒドロキシステアリン酸トリグリセリド、ステアリン酸ソルビタンエステル等が挙げられる。
前記嵩密度が0.0166g/cm3以上であることにより、予備発泡粒子を発泡させて得られる発泡成形体の強度が高くなるという利点がある。また、前記嵩密度が0.2g/cm3以下であることにより、予備発泡粒子を発泡させて得られる発泡成形体の単位体積あたりの質量が軽くなるため、取り扱いが容易となるという利点がある。
自動車室内の構造部材に使用することを考慮すると、前記嵩密度が0.025〜0.05g/cm3(嵩倍数20〜40倍)となるように形成することが好ましい。
前記発泡剤の量が0.1質量%以上であることにより、前記発泡成形工程において、予備発泡粒子同士が融着されやすくなるという利点がある。また、前記ガスの量が7質量%以下であることにより、表面がより一層美麗な発泡成形体を形成し得るという利点がある。
前記嵩密度が0.025g/cm3以上であることにより、形成された発泡成形体の成形性がより一層良好なものとなるという利点がある。また、前記嵩密度が0.050g/cm3以下であることにより、形成された発泡成形体の成形性がより一層良好なものとなり、また、耐熱性及び遅燃性がより一層向上されるという利点がある。
JIS K7122:1987「プラスチックの転移熱測定方法」記載の方法により、ポリプロピレン系樹脂の融点を測定した。
すなわち、示差走査熱量計装置DSC220型(セイコー電子工業社製)を用い、測定容器に試料を7mg充填して、窒素ガス流量30ml/minのもと、室温から220℃の間で10℃/minの昇・降温スピードにより昇温、降温、昇温を繰り返し、2回目の昇温時のDSC曲線の融解ピーク温度を融点とした。また、融解ピークが2つ以上ある場合は、低い側のピーク温度を融点とした。
吸光度比(D698/D1376)は下記の要領で測定した。
すなわち、無作為に選択した10個の各予備発泡粒子の粒子中心部または表面を、ATR法赤外分光分析を行なって赤外線吸収スペクトルを得た。
ここで、粒子中心部の測定では、各予備発泡粒子を二等分(例えば、粒径5mmの予備発泡粒子を2.5±0.5mmに切断する。)し、さらにその切断面の中心(少なくとも円の中心から1/4より内側)にATRプリズムを密着させて測定した。
また、表面の測定では、各予備発泡粒子の表面にATRプリズムを密着させて測定する。
各赤外線吸収スペクトルから吸光度比(D698/D1376)をそれぞれ算出し、最小の吸光度比と最大の吸光度比を除外した。そして、残余の8個の吸光度比の相加平均を吸光度比(D698/D1376)とした。なお、吸光度比(D698/D1376)は、例えば、Nicolet社(現在の社名:Thermofisher社)から商品名「フーリエ変換赤外分光光度計 MAGMA560」で販売されている測定装置を用いて測定した。
吸光度比(D698/D1376)から、ポリスチレン系樹脂比率を算出すべく、以下の要領で標準試料を測定し、検量線を作成した。
標準試料は、次の方法により得た。まず、組成割合(ポリスチレン系樹脂/ポリプロピレン系樹脂)が下記比率になるように測定しようとする難燃剤含有複合樹脂粒子に含まれるものと同じ組成のポリスチレン系樹脂およびポリプロピレン系樹脂を合計2g精秤した。
組成割合(ポリスチレン系樹脂/ポリプロピレン系樹脂;質量比):
0/10、1/9、2/8、3/7、4/6、5/5、6/4、7/3、8/2、9/1、10/0
これを小型射出成形機にて下記条件下に加熱混練して、直径が25mmでかつ高さが2mmの円柱状に成形することによって標準試料を得た。
なお、小型射出成形機としては、例えば、CSI社から商品名「CS−183」で販売されているものを用い、例えば、下記の条件で成形することができる。
射出成形条件:加熱温度200℃〜250℃、混練時間10分
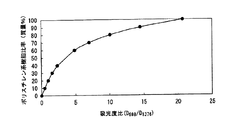
上記比率の標準試料の吸光度比を前記測定装置で測定し、ポリスチレン系樹脂比率(質量%)と吸光度比(D698/D1376)の関係をグラフ化することで、図1の検量線が得られた。
図1において、ポリスチレン系樹脂比率が40質量%以下の場合、検量線は下記の式(1)で近似された。
Y=-2.5119X2+22.966X (1)
また、図1において、ポリスチレン系樹脂比率が40質量%以上の場合、検量線は下記の式(2)で近似された。
Y=27.591Ln(X)+16.225 (2)
尚、上記式において、Xは、吸光度比(D698/D1376)を示し、Yは、ポリスチレン系樹脂比率を示す。
試料のポリスチレン系樹脂比率(質量%)は、図1の検量線をもとに算出した。
吸光度比(D698/D1376)は下記の要領で測定した。
すなわち、予備発泡粒子を加熱温度200℃〜250℃で加熱減容し、冷却した後に粉砕し、粉砕物を2g精秤した。
この粉砕物を小型射出成形機にて下記条件下に加熱混練して、直径が25mmでかつ高さが2mmの円柱状に成形することによって測定試料を得た。
なお、小型射出成形機としては、例えば、CSI社から商品名「CS−183」で販売されているものを用いた。
射出成形条件:加熱温度200℃〜250℃、混練時間10分
測定試料の表面を、ATR法赤外分光分析を行なって赤外吸収スペクトルを得た。
各赤外吸収スペクトルから吸光度比(D698/D1376)を算出した。なお、吸光度比(D698/D1376)は、例えば、Nicolet社(現在の社名:Thermofisher社)から商品名「フーリエ変換赤外分光光度計 MAGMA560」で販売されている測定装置を用いて測定した。
ポリスチレン系樹脂比率(質量%)は、図1の検量線をもとに算出した。
発泡成形体の密度は下記の要領で測定した。
JIS K7222:2005「発泡プラスチック及びゴム−見掛け密度の測定」記載の方法で測定した。
50cm3以上(半硬質および軟質材料の場合は100cm3以上)の発泡成形体の試験片を材料の元のセル構造を変えない様に切断し、その質量を測定し、次式により算出した。
嵩密度(g/cm3) = 試験片質量(g)/試験片体積(cm3)
試験片状態調節、測定用試験片は、成形後72時間以上経過した試料から切り取り、温度23℃±2℃、相対湿度50%±5%、または温度27℃±2℃、相対湿度65%±5%の雰囲気条件に16時間以上放置したものである。
燃焼速度は、米国自動車安全基準FMVSS 302に準拠した方法で測定した。
試験片は、350mm×100mm×12mm(厚み)とし、少なくとも350mm×100mmの二面には表皮が存在するものとした。
燃焼速度は、以下の基準で評価した。
○: 80mm/min以下
×: 80mm/minより大きい
加熱寸法変化率はJIS K 6767:1999K「発泡プラスチック−ポリエチレン−試験方法」記載のB法にて測定した。
試験片は150×150×原厚み(mm)として、その中央部に縦および横方向にそれぞれ互いに平行に3本の直線を50mm間隔になるよう記入し、85℃の熱風循環式乾燥機の中に168時間置いた後に取出し、標準状態の場所に1時間放置後、縦および横線の寸法を下記式によって測定した。
S=|(L1−L0)|/L0×100
式中、Sは加熱寸法変化率(%)、L1は加熱後の平均寸法(mm)、L0は加熱前の平均寸法(mm)をそれぞれ表す。
加熱寸法変化率Sは、以下の基準で評価した。
○:加熱寸法変化率1.0%以下
×:加熱寸法変化率1.0%より大きい
発泡成形体から縦100mm×横100mm×厚み20mmの平面長方形状の板状試験片を切り出し、23℃、湿度50%の条件下で24時間放置した。なお、試験片の上面全面が発泡成形体の表面から形成されるように試験片を発泡成形体から切り出した。
次に、薬品としてガソリン1gを均一に塗布し、23℃、湿度50%の条件で60分放置した。
その後、試験片の上面から薬品を拭き取り、試験片の上面を目視観察して下記基準に基づいて判断した。
○:良好 変化なし
△:やや悪い 表面軟化
×:悪い 表面陥没(収縮)
以下のようにして、表1の実施例1の構成を有する発泡成形体を作製した。
先ず、ポリプロピレン系樹脂(プライムポリマー社製、商品名「F−744NP」、融点:140℃、プロピレン単位:96質量%)1900gと、カーボンとしてファーネスブラック(三菱化学社製、商品名「#650B」)100gとを混合し、この混合物を押出機に供給して溶融混練してストランドカットにより造粒ペレット化して、カーボン含有ポリプロピレン系樹脂粒子を得た。
このときのカーボン含有ポリプロピレン系樹脂粒子を100粒あたり80mg、平均粒子径約1mmに調整した。
次に、攪拌機付5Lオートクレーブに、前記カーボン含有ポリプロピレン系樹脂粒子800gを入れ、水性媒体として純水2kg、分散剤としてピロリン酸マグネシウム20g、分散剤と併用する界面活性剤としてドデシルベンゼンスルホン酸ソーダ0.5gを加え、攪拌して水性媒体中に懸濁させ、10分間保持し、その後60℃に昇温して水系懸濁液とした。
この懸濁液中に、重合開始剤であるジクミルパーオキサイド0.7gを溶解させたスチレン単量体340gを30分で滴下した。滴下後30分保持し、カーボン含有ポリプロピレン系樹脂粒子にスチレン単量体を吸収させた。
反応系の温度をカーボン含有ポリプロピレン系樹脂粒子の融点よりも5℃低い135℃に昇温して2時間保持し、スチレン単量体をカーボン含有ポリプロピレン系樹脂粒子中で重合(第1重合段階)させた。
第1重合段階の反応液をカーボン含有ポリプロピレン系樹脂粒子の融点より20℃低い120℃にして、この懸濁液中に、界面活性剤としてドデシルベンゼンスルホン酸ソーダ1.5gを加えた後、重合開始剤としてジクミルパーオキサイド(日本油脂社製)3.6gを溶解したスチレン単量体860gを4.25時間かけて滴下し、カーボン含有ポリプロピレン系樹脂粒子に吸収させながら重合を行った。そして、この滴下終了後、120℃で1時間保持した後に140℃に昇温し3時間保持して重合を完結し(第2重合段階)、複合樹脂粒子を得た。
その後、反応系の温度を60℃にして、この懸濁液中に、難燃剤としてトリ(2,3−ジブロモプロピル)イソシアネート(日本化成社製)60gと、難燃助剤として2,3−ジメチル−2,3−ジフェニルブタン(化薬アクゾ社製)30gとを投入し、投入後、反応系の温度を140℃に昇温し、4時間攪拌を続け、難燃剤含有複合樹脂粒子を得た。
次に、常温まで冷却し、該難燃剤含有複合樹脂粒子を5Lオートクレーブから取り出した。取り出し後の難燃剤含有複合樹脂粒子2kgと水2Lとを再び攪拌機付5Lオートクレーブに投入し、発泡剤としてブタン300gを攪拌機付5Lオートクレーブに注入した。注入後、70℃に昇温し、4時間攪拌を続けた。
その後、常温まで冷却して5Lオートクレーブから取り出し、脱水乾燥した後に発泡性複合樹脂粒子を得た。
その後、得られた予備発泡粒子を用いて、吸光度の測定を行い、ポリスチレン系樹脂比率を算出した。
次に、得られた予備発泡粒子を24時間、常温、常圧下で放置した後、400mm×300mm×50mmの大きさのキャビティを有する成形型の該キャビティ内に充填し、成形型にゲージ圧力0.25MPaの水蒸気を温度139℃で50秒間導入して加熱し、その後、発泡成形体の最高面圧がゲージ圧力0.001MPaに低下するまで冷却して、発泡成形体を得た。
前記ポリプロピレン系樹脂1960gと、前記カーボン40gとを混合して、カーボン含有ポリプロピレン系樹脂粒子を得たこと以外は、実施例1と同様にして、発泡成形体を作製した。
前記ポリプロピレン系樹脂1840gと、前記カーボン160gとを混合して、カーボン含有ポリプロピレン系樹脂粒子を得たこと以外は、実施例1と同様にして、発泡成形体を作製した。
前記ポリプロピレン系樹脂1950gと、前記カーボン10gとを混合して、カーボン含有ポリプロピレン系樹脂粒子を得たこと以外は、実施例1と同様にして、発泡成形体を作製した。
実施例1と同様にして形成したカーボン含有ポリプロピレン系樹脂粒子400gを攪拌機付5Lオートクレーブに入れ、水性媒体として純水2kg、前記分散剤20g、前記界面活性剤0.5gを加え、攪拌して水性媒体中に懸濁させ、10分間保持し、その後60℃に昇温して水系懸濁液とした。
この懸濁液中に、前記重合開始剤0.3gを溶解させたスチレン単量体170gを30分で滴下した。滴下後30分保持し、カーボン含有ポリプロピレン系樹脂粒子にスチレン単量体を吸収させた。
反応系の温度をカーボン含有ポリプロピレン系樹脂粒子の融点よりも5℃低い135℃に昇温して2時間保持し、スチレン単量体をカーボン含有ポリプロピレン系樹脂粒子中で重合(第1重合段階)させた。
第1重合段階の反応液をカーボン含有ポリプロピレン系樹脂粒子の融点より20℃低い120℃にして、この懸濁液中に、前記界面活性剤1.5gを加えた後、重合開始剤4.8gを溶解したスチレン単量体1430gを5.4時間かけて滴下し、カーボン含有ポリプロピレン系樹脂粒子に吸収させながら重合を行った。そして、この滴下終了後、120℃で1時間保持した後に140℃に昇温し3時間保持して重合を完結し(第2重合段階)、複合樹脂粒子を得た。
その後、反応系の温度を60℃にして、この懸濁液中に、前記難燃剤60gと、前記難燃助剤30gを投入し、投入後、反応系の温度を140℃に昇温し、4時間攪拌を続け、難燃剤含有複合樹脂粒子を得た。
この難燃剤含有複合樹脂粒子を用いたこと以外は、実施例1と同様にして、発泡成形体を作製した。
実施例1と同様にして形成したカーボン含有ポリプロピレン系樹脂粒子1000gを攪拌機付5Lオートクレーブに入れ、水性媒体として純水2kg、前記分散剤20g、前記界面活性剤0.5gを加え、攪拌して水性媒体中に懸濁させ、10分間保持し、その後60℃に昇温して水系懸濁液とした。
この懸濁液中に、前記重合開始剤0.2gを溶解させたスチレン単量体420gを30分で滴下した。滴下後30分保持し、カーボン含有ポリプロピレン系樹脂粒子にスチレン単量体を吸収させた。
反応系の温度をカーボン含有ポリプロピレン系樹脂粒子の融点よりも5℃低い135℃に昇温して2時間保持し、スチレン単量体をカーボン含有ポリプロピレン系樹脂粒子中で重合(第1重合段階)させた。
第1重合段階の反応液をカーボン含有ポリプロピレン系樹脂粒子の融点より20℃低い120℃にして、この懸濁液中に、前記界面活性剤1.5gを加えた後、重合開始剤3gを溶解したスチレン単量体580gを2.25時間かけて滴下し、カーボン含有ポリプロピレン系樹脂粒子に吸収させながら重合を行った。そして、この滴下終了後、120℃で1時間保持した後に140℃に昇温し3時間保持して重合を完結し(第2重合段階)、複合樹脂粒子を得た。
その後、反応系の温度を60℃にして、この懸濁液中に、前記難燃剤60gと、前記難燃助剤30gを投入し、投入後、反応系の温度を140℃に昇温し、4時間攪拌を続け、難燃剤含有複合樹脂粒子を得た。
この難燃剤含有複合樹脂粒子を用いたこと以外は、実施例1と同様にして、発泡成形体を作製した。
実施例1と同様にして形成した複合樹脂粒子2000gに、前記難燃剤60gと、前記難燃助剤10gとを含浸させたこと以外は、実施例1と同様にして、発泡成形体を作製した。
実施例1と同様にして形成した複合樹脂粒子2000gに、前記難燃剤60gと、前記難燃助剤40gとを含浸させたこと以外は、実施例1と同様にして、発泡成形体を作製した。
実施例1と同様にして形成した複合樹脂粒子2000gに、前記難燃剤40gと、前記難燃助剤20gとを含浸させたこと以外は、実施例1と同様にして、発泡成形体を作製した。
実施例1と同様にして形成した複合樹脂粒子2000gに、前記難燃剤100gと、前記難燃助剤10gとを含浸させたこと以外は、実施例1と同様にして、発泡成形体を作製した。
実施例1と同様にして形成した発泡性複合樹脂粒子を嵩密度0.050g/cm2に予備発泡させ、予備発泡粒子を形成したこと以外は、実施例1と同様にして、発泡成形体を作製した。
実施例1と同様にして形成した発泡性複合樹脂粒子を嵩密度0.025g/cm2に予備発泡させ、予備発泡粒子を形成したこと以外は、実施例1と同様にして、発泡成形体を作製した。
実施例1と同様にして形成した発泡性複合樹脂粒子を嵩密度0.067g/cm2に予備発泡させ、予備発泡粒子を形成したこと以外は、実施例1と同様にして、発泡成形体を作製した。
実施例1と同様にして形成した予備発泡粒子をゲージ圧力0.22MPaの水蒸気で発泡成形したこと以外は、実施例1と同様にして、発泡成形体を作製した。
実施例1と同様にして形成した予備発泡粒子をゲージ圧力0.30MPaの水蒸気で発泡成形したこと以外は、実施例1と同様にして、発泡成形体を作製した。
実施例1と同様にして形成した予備発泡粒子をゲージ圧0.35MPaの水蒸気で発泡成形したこと以外は、実施例1と同様にして、発泡成形体を作製した。
前記ポリプロピレン系樹脂1800gと、前記カーボン200gとを混合して、カーボン含有ポリプロピレン系樹脂粒子を得たこと以外は、実施例1と同様にして、発泡成形体を作製した。
実施例1と同様にして形成したカーボン含有ポリプロピレン系樹脂粒子200gを攪拌機付5Lオートクレーブに入れ、水性媒体として純水2kg、前記分散剤20g、前記界面活性剤0.5gを加え、攪拌して水性媒体中に懸濁させ、10分間保持し、その後60℃に昇温して水系懸濁液とした。
この懸濁液中に、前記重合開始剤0.2gを溶解させたスチレン単量体85gを30分で滴下した。滴下後30分保持し、カーボン含有ポリプロピレン系樹脂粒子にスチレン単量体を吸収させた。
反応系の温度をカーボン含有ポリプロピレン系樹脂粒子の融点よりも5℃低い135℃に昇温して2時間保持し、スチレン単量体をカーボン含有ポリプロピレン系樹脂粒子中で重合(第1重合段階)させた。
第1重合段階の反応液をカーボン含有ポリプロピレン系樹脂粒子の融点より20℃低い120℃にして、この懸濁液中に、前記界面活性剤1.5gを加えた後、重合開始剤5.4gを溶解したスチレン単量体1715gを6.5時間かけて滴下し、カーボン含有ポリプロピレン系樹脂粒子に吸収させながら重合を行った。そして、この滴下終了後、120℃で1時間保持した後に140℃に昇温し3時間保持して重合を完結し(第2重合段階)、複合樹脂粒子を得た。
その後、反応系の温度を60℃にして、この懸濁液中に、前記難燃剤60gと、前記難燃助剤30gを投入し、投入後、反応系の温度を140℃に昇温し、4時間攪拌を続け、難燃剤含有複合樹脂粒子を得た。
この難燃剤含有複合樹脂粒子を用いたこと以外は、実施例1と同様にして、発泡成形体を作製した。
実施例1と同様にして形成したカーボン含有ポリプロピレン系樹脂粒子1200gを攪拌機付5Lオートクレーブに入れ、水性媒体として純水2kg、前記分散剤20g、前記界面活性剤0.5gを加え、攪拌して水性媒体中に懸濁させ、10分間保持し、その後60℃に昇温して水系懸濁液とした。
この懸濁液中に、前記重合開始剤1gを溶解させたスチレン単量体505gを30分で滴下した。滴下後30分保持し、カーボン含有ポリプロピレン系樹脂粒子にスチレン単量体を吸収させた。
反応系の温度をカーボン含有ポリプロピレン系樹脂粒子の融点よりも5℃低い135℃に昇温して2時間保持し、スチレン単量体をカーボン含有ポリプロピレン系樹脂粒子中で重合(第1重合段階)させた。
第1重合段階の反応液をカーボン含有ポリプロピレン系樹脂粒子の融点より20℃低い120℃にして、この懸濁液中に、前記界面活性剤1.5gを加えた後、重合開始剤2.4gを溶解したスチレン単量体295gを1.25時間かけて滴下し、カーボン含有ポリプロピレン系樹脂粒子に吸収させながら重合を行った。そして、この滴下終了後、120℃で1時間保持した後に140℃に昇温し3時間保持して重合を完結し(第2重合段階)、複合樹脂粒子を得た。
その後、反応系の温度を60℃にして、この懸濁液中に、前記難燃剤60gと、前記難燃助剤30gを投入し、投入後、反応系の温度を140℃に昇温し、4時間攪拌を続け、難燃剤含有複合樹脂粒子を得た。
この難燃剤含有複合樹脂粒子を用いたこと以外は、実施例1と同様にして、発泡成形体を作製した。
実施例1と同様にして形成した複合樹脂粒子2000gに、前記難燃剤60gと、前記難燃助剤64gとを含浸させたこと以外は、実施例1と同様にして、発泡成形体を作製した。
実施例1と同様にして形成した複合樹脂粒子2000gに、前記難燃剤20gと、前記難燃助剤40gとを含浸させたこと以外は、実施例1と同様にして、発泡成形体を作製した。
実施例1と同様にして形成した複合樹脂粒子2000gに、前記難燃剤110gと、前記難燃助剤4gとを含浸させたこと以外は、実施例1と同様にして、発泡成形体を作製した。
実施例1と同様にして形成した予備発泡粒子をゲージ圧力0.20MPaの水蒸気で発泡成形したこと以外は、実施例1と同様にして、発泡成形体を作製した。
実施例1と同様にして形成した予備発泡粒子をゲージ圧力0.37MPaの水蒸気で発泡成形したこと以外は、実施例1と同様にして、発泡成形体を作製した。
カーボン含有ポリプロピレン系樹脂粒子の代わりに、ポリプロピレン系樹脂粒子を用い、ポリプロピレン系樹脂粒子2000gに、前記難燃剤40gと、前記難燃助剤10gとを含浸させたこと以外は、実施例1と同様にして、発泡成形体を作製した。
カーボン含有ポリプロピレン系樹脂粒子の代わりに、ポリプロピレン系樹脂粒子を用い、ポリプロピレン系樹脂粒子2000gに、前記難燃剤30gを含浸させ、前記難燃助剤を含浸させなかったこと以外は、実施例1と同様にして、発泡成形体を作製した。
尚、以下において、「ポリプロピレン系樹脂及びカーボンの合計量に対する、カーボンの含有率」を「カーボンの含有率」と示し、「カーボンとポリプロピレン系樹脂(PP)との合計量100質量部に対するポリスチレン系樹脂(PS)の量」を「カーボンとPPとの合計量100質量部に対するPSの量」と示す。

Claims (2)
- カーボン、ポリプロピレン系樹脂、及びポリスチレン系樹脂を有する複合樹脂と、該複合樹脂100質量部に対して1.5〜5質量部の難燃剤及び0.5〜2質量部の難燃助剤とを備えてなる難燃剤含有複合樹脂粒子を予備発泡させて予備発泡粒子を形成し、該予備発泡粒子をゲージ圧力0.22〜0.35MPaの蒸気圧で発泡成形させて形成されてなり、
前記カーボンが、前記ポリプロピレン系樹脂及び前記カーボンの合計量に対して0.5〜8質量%含有され、
前記ポリスチレン系樹脂が、前記カーボンと前記ポリプロピレン系樹脂との合計量100質量部に対して100〜400質量部含有され、
前記難燃剤及び前記難燃助剤が、合計量で、前記複合樹脂100質量部に対して5.5質量部以下含浸されてなることを特徴とする発泡成形体。 - カーボン、ポリプロピレン系樹脂、及びポリスチレン系樹脂を有する複合樹脂と、該複合樹脂100質量部に対して1.5〜5質量部の難燃剤及び0.5〜2質量部の難燃助剤とを備えてなる難燃剤含有複合樹脂粒子を予備発泡させて予備発泡粒子を形成する予備発泡工程と、該予備発泡粒子をゲージ圧力0.22〜0.35MPaの蒸気圧で発泡成形させて発泡成形体を形成する発泡成形工程とを備えてなり、
前記カーボンが、前記ポリプロピレン系樹脂及び前記カーボンの合計量に対して0.5〜8質量%含有され、
前記ポリスチレン系樹脂が、前記カーボンと前記ポリプロピレン系樹脂との合計量100質量部に対して100〜400質量部含有され、
前記難燃剤及び前記難燃助剤が、合計量で、前記複合樹脂100質量部に対して5.5質量部以下含浸されてなることを特徴とする発泡成形体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008253500A JP5337442B2 (ja) | 2008-09-30 | 2008-09-30 | 発泡成形体、およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008253500A JP5337442B2 (ja) | 2008-09-30 | 2008-09-30 | 発泡成形体、およびその製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013056979A Division JP2013117037A (ja) | 2013-03-19 | 2013-03-19 | 発泡成形体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010083971A true JP2010083971A (ja) | 2010-04-15 |
| JP5337442B2 JP5337442B2 (ja) | 2013-11-06 |
Family
ID=42248253
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008253500A Active JP5337442B2 (ja) | 2008-09-30 | 2008-09-30 | 発泡成形体、およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5337442B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013117037A (ja) * | 2013-03-19 | 2013-06-13 | Sekisui Plastics Co Ltd | 発泡成形体 |
| WO2014157643A1 (ja) * | 2013-03-29 | 2014-10-02 | 積水化成品工業株式会社 | 発泡粒子の製造方法、発泡粒子の製造装置及び発泡粒子 |
| WO2024181351A1 (ja) * | 2023-02-27 | 2024-09-06 | 積水化成品工業株式会社 | カーボン成分含有複合樹脂粒子、発泡粒子、発泡成形体、及び当該複合樹脂粒子の製造方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004211042A (ja) * | 2002-11-12 | 2004-07-29 | Sekisui Plastics Co Ltd | 自己消火型発泡性スチレン系樹脂粒子、予備発泡粒子及び発泡成形体 |
| JP2008075076A (ja) * | 2006-08-25 | 2008-04-03 | Sekisui Plastics Co Ltd | スチレン改質ポリプロピレン系樹脂粒子及びその発泡性樹脂粒子、それらの製造方法、予備発泡粒子及び発泡成形体 |
-
2008
- 2008-09-30 JP JP2008253500A patent/JP5337442B2/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004211042A (ja) * | 2002-11-12 | 2004-07-29 | Sekisui Plastics Co Ltd | 自己消火型発泡性スチレン系樹脂粒子、予備発泡粒子及び発泡成形体 |
| JP2008075076A (ja) * | 2006-08-25 | 2008-04-03 | Sekisui Plastics Co Ltd | スチレン改質ポリプロピレン系樹脂粒子及びその発泡性樹脂粒子、それらの製造方法、予備発泡粒子及び発泡成形体 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013117037A (ja) * | 2013-03-19 | 2013-06-13 | Sekisui Plastics Co Ltd | 発泡成形体 |
| WO2014157643A1 (ja) * | 2013-03-29 | 2014-10-02 | 積水化成品工業株式会社 | 発泡粒子の製造方法、発泡粒子の製造装置及び発泡粒子 |
| WO2024181351A1 (ja) * | 2023-02-27 | 2024-09-06 | 積水化成品工業株式会社 | カーボン成分含有複合樹脂粒子、発泡粒子、発泡成形体、及び当該複合樹脂粒子の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5337442B2 (ja) | 2013-11-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5138254B2 (ja) | 自己消火性カーボン含有改質ポリスチレン系樹脂粒子、発泡性自己消火性カーボン含有改質ポリスチレン系樹脂粒子、自己消火性カーボン含有改質ポリスチレン系樹脂発泡粒子、自己消火性カーボン含有改質ポリスチレン系樹脂発泡成形体およびこれらの製造方法 | |
| JP4718645B2 (ja) | スチレン改質ポリプロピレン系樹脂粒子、発泡性スチレン改質ポリプロピレン系樹脂粒子、スチレン改質ポリプロピレン系樹脂発泡粒子及びスチレン改質ポリプロピレン系樹脂発泡成形体の製造方法 | |
| JP5345329B2 (ja) | カーボン含有改質ポリスチレン系樹脂粒子、発泡性カーボン含有改質ポリスチレン系樹脂粒子、カーボン含有改質ポリスチレン系樹脂発泡粒子、カーボン含有改質ポリスチレン系樹脂発泡成形体およびこれらの製造方法 | |
| US8841353B2 (en) | Carbon-containing modified polystyrene type resin particle, foamable carbon-containing modified polystyrene type resin particle, carbon-containing modified polystyrene type resin foamed particle, carbon-containing modified polystyrene type resin foamed molded product, and production methods thereof | |
| JP5254103B2 (ja) | カーボン含有改質ポリスチレン系樹脂発泡粒子とその製造方法、カーボン含有改質ポリスチレン系樹脂発泡成形体とその製造方法 | |
| JP6170703B2 (ja) | ポリスチレン系複合樹脂粒子とその製造方法、発泡性粒子、発泡粒子及び発泡成形体 | |
| JP5053675B2 (ja) | 改質ポリスチレン系樹脂粒子、発泡性改質ポリスチレン系樹脂粒子、改質ポリスチレン系樹脂発泡粒子、改質ポリスチレン系樹脂発泡成形体 | |
| JP5918905B2 (ja) | 複合樹脂粒子ならびにその発泡性複合樹脂粒子、予備発泡粒子および発泡成形体 | |
| JP6453995B2 (ja) | 複合樹脂粒子とその発泡性粒子、発泡粒子及び発泡成形体 | |
| JP5337442B2 (ja) | 発泡成形体、およびその製造方法 | |
| JP5545972B2 (ja) | 発泡成形体の製造方法 | |
| JP2013117037A (ja) | 発泡成形体 | |
| JP2011068776A (ja) | 発泡成形体 | |
| JP5690632B2 (ja) | シード重合用ポリプロピレン系樹脂粒子、その製造方法、複合樹脂粒子、発泡性複合樹脂粒子、予備発泡粒子および発泡成形体 | |
| JP5208818B2 (ja) | 吸音性改質ポリスチレン系樹脂発泡成形体とその製造方法 | |
| WO2016047526A1 (ja) | 発泡性スチレン複合ポリオレフィン系樹脂粒子とその製造方法、予備発泡粒子および発泡成形体 | |
| JP2012131057A (ja) | 発泡成形体及びその製造方法 | |
| JP7015226B2 (ja) | スチレン複合ポリエチレン系樹脂発泡粒子、その製造方法及び発泡成形体 | |
| JP5785735B2 (ja) | 鉄道車両用内装材 | |
| JP6209116B2 (ja) | 複合樹脂粒子とその製造方法、発泡性複合樹脂粒子、予備発泡複合樹脂粒子、及び複合樹脂発泡成形体 | |
| JP2011012136A (ja) | 発泡成形体及び発泡成形体からなる車両用ラゲージボックス |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110407 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121115 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121130 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130108 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130301 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130319 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130719 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130805 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5337442 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |