JP2010083066A - 光学素子成形用金型およびこれを用いた光学素子の製造方法 - Google Patents
光学素子成形用金型およびこれを用いた光学素子の製造方法 Download PDFInfo
- Publication number
- JP2010083066A JP2010083066A JP2008256265A JP2008256265A JP2010083066A JP 2010083066 A JP2010083066 A JP 2010083066A JP 2008256265 A JP2008256265 A JP 2008256265A JP 2008256265 A JP2008256265 A JP 2008256265A JP 2010083066 A JP2010083066 A JP 2010083066A
- Authority
- JP
- Japan
- Prior art keywords
- optical
- lens
- optical element
- mold
- transfer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 230000003287 optical effect Effects 0.000 title claims abstract description 176
- 238000000465 moulding Methods 0.000 title claims abstract description 41
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 13
- 239000002184 metal Substances 0.000 title claims abstract description 8
- 238000000034 method Methods 0.000 title abstract description 4
- 238000009792 diffusion process Methods 0.000 claims abstract description 12
- 238000005422 blasting Methods 0.000 claims description 4
- 238000004049 embossing Methods 0.000 claims description 4
- 230000001747 exhibiting effect Effects 0.000 abstract description 2
- 239000000463 material Substances 0.000 description 11
- 239000011347 resin Substances 0.000 description 11
- 229920005989 resin Polymers 0.000 description 11
- 238000010586 diagram Methods 0.000 description 3
- 238000001746 injection moulding Methods 0.000 description 3
- 238000001816 cooling Methods 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 230000002411 adverse Effects 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 238000003384 imaging method Methods 0.000 description 1
- 231100000989 no adverse effect Toxicity 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images


Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
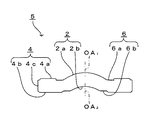
【解決手段】第2の転写面14が、第1の光学機能面2aの光軸に相当する第1の転写面12の中心軸に直交するとともに光拡散用の粗面形状を有するような面形状に形成され、第5の転写面20が、第2の光学機能面2bの光軸に相当する第4の転写面18の中心軸に直交するとともに光拡散用の粗面形状を有するような面形状に形成されていること。
【選択図】図1
Description
2b 第2レンズ面
12 第1転写面
14 第2転写面
18 第4転写面
20 第5転写面
Claims (4)
- 互いに接離可能とされた第1の金型および第2の金型を備え、接触状態における前記第1の金型と前記第2の金型との間の空間内に光学素子を成形可能とされた光学素子成形用金型であって、
前記第1の金型は、
前記光学素子における第1の光学機能面を成形するための第1の転写面、および前記第1の光学機能面の外周に隣接する前記光学素子における第1の非光学機能面を成形するための第2の転写面が形成された第1の金型駒と、
この第1の金型駒の外側に周設され、前記第1の非光学機能面を包囲する前記光学素子における第1のフランジ面を成形するための第3の転写面が形成された第2の金型駒と
を備え、
前記第2の金型は、
前記第1の光学機能面に前記光学素子の厚み方向において対向する前記光学素子における第2の光学機能面を成形するための第4の転写面、および前記第2の光学機能面の外周に隣接する前記光学素子における第2の非光学機能面を成形するための第5の転写面が形成された第3の金型駒と、
この第3の金型駒の外側に周設され、前記第2の非光学機能面を包囲する前記光学素子における第2のフランジ面を成形するための第6の転写面が形成された第4の金型駒と
を備え、
前記第2の転写面は、前記第1の光学機能面の光軸に相当する前記第1の転写面の中心軸に直交するとともに光拡散用の粗面形状を有するような面形状に形成され、
前記第5の転写面は、前記第2の光学機能面の光軸に相当する前記第4の転写面の中心軸に直交するとともに光拡散用の粗面形状を有するような面形状に形成されていること
を特徴とする光学素子成形用金型。 - 前記第2の転写面および前記第5の転写面が、平坦な金属面上にブラスト加工またはシボ加工を施してなること
を特徴とする請求項1に記載の光学素子成形用金型。 - 前記光学素子としてのレンズの成形に用いられることを特徴とする請求項1または2に記載の光学素子成形用金型。
- 請求項1〜3のいずれか1項に記載の光学素子成形用金型を用いて光学素子を成形することを特徴とする光学素子の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008256265A JP5254731B2 (ja) | 2008-10-01 | 2008-10-01 | 光学素子成形用金型およびこれを用いた光学素子の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008256265A JP5254731B2 (ja) | 2008-10-01 | 2008-10-01 | 光学素子成形用金型およびこれを用いた光学素子の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010083066A true JP2010083066A (ja) | 2010-04-15 |
| JP5254731B2 JP5254731B2 (ja) | 2013-08-07 |
Family
ID=42247495
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008256265A Expired - Fee Related JP5254731B2 (ja) | 2008-10-01 | 2008-10-01 | 光学素子成形用金型およびこれを用いた光学素子の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5254731B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2013153940A1 (ja) * | 2012-04-09 | 2015-12-17 | コニカミノルタ株式会社 | 光学部品の製造方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02157810A (ja) * | 1988-12-12 | 1990-06-18 | Omron Tateisi Electron Co | 光学素子 |
| JPH10332906A (ja) * | 1997-06-03 | 1998-12-18 | Sharp Corp | 複合レンズ体および光ピックアップ |
| WO2008053692A1 (en) * | 2006-11-01 | 2008-05-08 | Konica Minolta Opto, Inc. | Optical element, resin molding metal die and optical element manufacturing method |
| JP2008188845A (ja) * | 2007-02-03 | 2008-08-21 | Fujinon Corp | レンズ成形用金型の製造方法、及びレンズの製造方法 |
-
2008
- 2008-10-01 JP JP2008256265A patent/JP5254731B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02157810A (ja) * | 1988-12-12 | 1990-06-18 | Omron Tateisi Electron Co | 光学素子 |
| JPH10332906A (ja) * | 1997-06-03 | 1998-12-18 | Sharp Corp | 複合レンズ体および光ピックアップ |
| WO2008053692A1 (en) * | 2006-11-01 | 2008-05-08 | Konica Minolta Opto, Inc. | Optical element, resin molding metal die and optical element manufacturing method |
| JP2008188845A (ja) * | 2007-02-03 | 2008-08-21 | Fujinon Corp | レンズ成形用金型の製造方法、及びレンズの製造方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2013153940A1 (ja) * | 2012-04-09 | 2015-12-17 | コニカミノルタ株式会社 | 光学部品の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5254731B2 (ja) | 2013-08-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI484239B (zh) | 塑膠鏡筒製造方法 | |
| US8842376B2 (en) | Plastic optical lens | |
| US20130265660A1 (en) | Lens unit and imaging apparatus | |
| CN104093548A (zh) | 光学元件的制造方法 | |
| TWI437304B (zh) | 光學透鏡元件和該塑膠透鏡成型模具及塑膠透鏡的製造方法 | |
| CN104718482A (zh) | 模制透镜的透镜单元结构与模制透镜的成型模具 | |
| JP5254731B2 (ja) | 光学素子成形用金型およびこれを用いた光学素子の製造方法 | |
| US20140055868A1 (en) | Plastic Lens with Improved Eccentricity and Method for Manufacturing the Same | |
| JP2006281765A (ja) | 光学素子の表面精度改善方法及びその装置 | |
| JP2007199107A (ja) | レンズ及びそれを用いた撮像装置 | |
| JP2009259393A (ja) | 成形レンズ | |
| JP5835473B2 (ja) | 光学部品の製造方法 | |
| JP2008100481A (ja) | 絞り一体型レンズ、及び、その製造方法 | |
| JP2008296538A (ja) | 光学素子および光学素子の成形金型ならびに光学素子の成形方法 | |
| JP4168705B2 (ja) | 光学素子及びこれを成形するための金型 | |
| CN110978428A (zh) | 一种精密的模具脱模机构及模具 | |
| US8294885B2 (en) | Auxiliary device for helping to measure coaxiality of lenses | |
| JP6278195B2 (ja) | レンズ保持部材の製造方法、その製造方法に用いるスライドコア金型 | |
| JP6357904B2 (ja) | 型装置及び光学素子 | |
| JP2008076834A (ja) | プラスチックレンズ | |
| KR20150060023A (ko) | 렌즈 성형용 금형 | |
| CN110709227B (zh) | 成型模具 | |
| JP2019177575A (ja) | レンズ成形金型 | |
| JP2011177925A (ja) | 光学素子の成形装置 | |
| JP2006058850A (ja) | 光学レンズ及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20111003 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130311 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130319 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130418 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5254731 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160426 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |