JP2010057704A - 針状体製造方法、針状体、および研削刃 - Google Patents
針状体製造方法、針状体、および研削刃 Download PDFInfo
- Publication number
- JP2010057704A JP2010057704A JP2008226784A JP2008226784A JP2010057704A JP 2010057704 A JP2010057704 A JP 2010057704A JP 2008226784 A JP2008226784 A JP 2008226784A JP 2008226784 A JP2008226784 A JP 2008226784A JP 2010057704 A JP2010057704 A JP 2010057704A
- Authority
- JP
- Japan
- Prior art keywords
- grinding blade
- needle
- inclined surface
- grinding
- groove
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000227 grinding Methods 0.000 title claims abstract description 113
- 238000000034 method Methods 0.000 title claims abstract description 57
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 35
- 239000000758 substrate Substances 0.000 claims description 17
- 238000000465 moulding Methods 0.000 claims description 9
- 238000005459 micromachining Methods 0.000 claims description 2
- 230000015572 biosynthetic process Effects 0.000 abstract description 5
- 239000000463 material Substances 0.000 description 42
- 239000000654 additive Substances 0.000 description 11
- 230000010076 replication Effects 0.000 description 11
- 230000000996 additive effect Effects 0.000 description 10
- 229940079593 drug Drugs 0.000 description 9
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 8
- 239000003814 drug Substances 0.000 description 8
- 229910003460 diamond Inorganic materials 0.000 description 7
- 239000010432 diamond Substances 0.000 description 7
- 210000003491 skin Anatomy 0.000 description 7
- 238000001721 transfer moulding Methods 0.000 description 7
- 239000000919 ceramic Substances 0.000 description 6
- 238000011049 filling Methods 0.000 description 6
- 239000000560 biocompatible material Substances 0.000 description 5
- 239000012778 molding material Substances 0.000 description 5
- 229920005989 resin Polymers 0.000 description 5
- 239000011347 resin Substances 0.000 description 5
- 210000000434 stratum corneum Anatomy 0.000 description 5
- 229910052759 nickel Inorganic materials 0.000 description 4
- 229920000515 polycarbonate Polymers 0.000 description 4
- 239000004417 polycarbonate Substances 0.000 description 4
- 230000003746 surface roughness Effects 0.000 description 4
- 230000000694 effects Effects 0.000 description 3
- 238000007689 inspection Methods 0.000 description 3
- 238000005498 polishing Methods 0.000 description 3
- OWEGMIWEEQEYGQ-UHFFFAOYSA-N 100676-05-9 Natural products OC1C(O)C(O)C(CO)OC1OCC1C(O)C(O)C(O)C(OC2C(OC(O)C(O)C2O)CO)O1 OWEGMIWEEQEYGQ-UHFFFAOYSA-N 0.000 description 2
- 229920002101 Chitin Polymers 0.000 description 2
- 229920001661 Chitosan Polymers 0.000 description 2
- 229920002307 Dextran Polymers 0.000 description 2
- GUBGYTABKSRVRQ-PICCSMPSSA-N Maltose Natural products O[C@@H]1[C@@H](O)[C@H](O)[C@@H](CO)O[C@@H]1O[C@@H]1[C@@H](CO)OC(O)[C@H](O)[C@H]1O GUBGYTABKSRVRQ-PICCSMPSSA-N 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 210000002615 epidermis Anatomy 0.000 description 2
- 239000010408 film Substances 0.000 description 2
- 238000001746 injection moulding Methods 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 229920002529 medical grade silicone Polymers 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 238000007747 plating Methods 0.000 description 2
- 229920000747 poly(lactic acid) Polymers 0.000 description 2
- 239000004626 polylactic acid Substances 0.000 description 2
- 239000000523 sample Substances 0.000 description 2
- 239000004065 semiconductor Substances 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 208000031872 Body Remains Diseases 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- 229930182556 Polyacetal Natural products 0.000 description 1
- 239000006061 abrasive grain Substances 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 239000008280 blood Substances 0.000 description 1
- 210000004369 blood Anatomy 0.000 description 1
- 150000001720 carbohydrates Chemical class 0.000 description 1
- 238000004113 cell culture Methods 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000005229 chemical vapour deposition Methods 0.000 description 1
- PMHQVHHXPFUNSP-UHFFFAOYSA-M copper(1+);methylsulfanylmethane;bromide Chemical compound Br[Cu].CSC PMHQVHHXPFUNSP-UHFFFAOYSA-M 0.000 description 1
- 239000002537 cosmetic Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000013500 data storage Methods 0.000 description 1
- 210000004207 dermis Anatomy 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000007876 drug discovery Methods 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 230000009931 harmful effect Effects 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- 239000011147 inorganic material Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 210000005036 nerve Anatomy 0.000 description 1
- 239000011368 organic material Substances 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 229920006324 polyoxymethylene Polymers 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 238000000746 purification Methods 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 229920002050 silicone resin Polymers 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images



Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M37/00—Other apparatus for introducing media into the body; Percutany, i.e. introducing medicines into the body by diffusion through the skin
- A61M37/0015—Other apparatus for introducing media into the body; Percutany, i.e. introducing medicines into the body by diffusion through the skin by using microneedles
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M37/00—Other apparatus for introducing media into the body; Percutany, i.e. introducing medicines into the body by diffusion through the skin
- A61M37/0015—Other apparatus for introducing media into the body; Percutany, i.e. introducing medicines into the body by diffusion through the skin by using microneedles
- A61M2037/0053—Methods for producing microneedles
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Dermatology (AREA)
- Medical Informatics (AREA)
- Anesthesiology (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Hematology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
- Polishing Bodies And Polishing Tools (AREA)
- Media Introduction/Drainage Providing Device (AREA)
Abstract
【解決手段】本発明の針状体製造方法によれば、段差を備えた研削刃を用いることにより、多段構造の針状体が簡易な工程で作製可能となる。また、特に転写成形時の欠損が発生しやすい針状体先端の近傍のみ接触面積を低減させた構造を作製することができることから、転写時に版と成形品とが張り付くことによって生じる先端欠損を低減させることが可能となる。
【選択図】 図1
Description
しかしながら、機械加工等を用いて原版を作製した場合、その加工面は大きな表面粗さを持つ。そのため、このような原版をもとに転写成形を行った場合、枠型と成形品が張り付く現象が発生するという問題がある。特に、強度面で比較的脆弱となる針状体先端部の領域では、枠型からの剥離時に先端部が欠損する現象が発生するという問題も生じる。
以下、本発明の研削刃について、具体的に説明を行う。
このため、従来の研削刃を用いて研削加工を行っても、傾斜面を備えた構造体を形成できないことから、錐形状の針状体を形成することは出来ない。
傾斜面を備えた研削刃を用いることにより、加工対象に傾斜面を形成することが出来ることから、錐形状の針状体を形成することが出来る。
また、本発明の研削刃は、傾斜面に段差段面を備えることから、特に、図4に示すような、多段の針状体を好適に形成することが出来る。多段の針状体形状は、転写成形時の欠損が発生しやすい針状体先端の近傍のみ接触面積を低減させた構造であるから、転写時に複製版と成形品とが張り付くことによって生じる先端欠損を低減させることが可能であり、転写加工成形を行うときの針状体原版として、好適である。
段差段面の前後で傾斜面の傾斜角度が異なることにより、形成される針状体の各段の傾斜角度を各段ごとに異ならせることが出来る。これにより、例えば、針状体の先端部形状の傾斜角度を狭め、針状体の根元形状の傾斜角度を広げた、針状体を形成することが出来る。このような針状体は、先端が鋭利なことから穿刺が容易であり、根元が広がっていることから穿刺するときの応力を拡散することが出来る。
また、当然のことながら、所望する針状体形状によっては、本発明の研削刃の一形態は、斜面A12と斜面B13との斜面の傾斜角度が同等程度であっても良い。
以下、本発明の針状体製造方法について、具体的に説明を行う。
このとき、基材としては、材質は特に制限されず、加工適正や、材料の入手容易性などから材質を選択してよい。例えば、具体的には、アルミナ、窒化アルミニウム、マシナブルセラミックスなどのセラミックス、また、シリコンやガラスなどの硬脆性材料、アクリルやポリアセタールなどの有機材料、を用いても良い。
このとき、溝Aは直線状に形成するのに限定されず、曲線状に形成してもよい。曲線状に溝Aを設けた場合、底面が曲線で閉じられた多角形の形状である針状体を製造することが可能となる。
また、研削刃の回転数や研削速度などの研削条件は特に制限されず、研削刃11および基材1の材質を考慮したうえで、所望する形状の加工性に優れた条件に最適化することが望ましい。
図2(d)に示すように、溝A21の隣に、研削刃11によって溝A´22を加工する。このとき、研削刃11は、溝A21に対して、一部に重なりを持つようにして溝を加工することが望ましい。これにより、研削加工されてできる凸部の先端部が平坦となることがなく、鋭利にすることが出来、穿刺性に優れた針状体を製造することが可能となる。
このとき、形成する凸部2の数により、製造されるアレイ状に配列された針状体の列数が決定する。
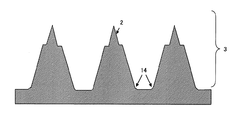
図3に示す通り、凸部2の断面形状は、研削刃11の先端に形成された傾斜面(斜面A12および斜面B13および段差面14)の傾きに一致する側壁形状を有し、側壁面と底面が交わる部分は、図2研削刃11の先端に形成された角取り面8に対応した裾を持った形状14となる。
また、針状体は用いられる研削面の形状によって様々な側面形状を形成することが可能となる。図3では、二段の段差形状を持つ針状体の例を示したが、もちろんこれに限定されるわけではない。あらかじめ研削刃の形状を多段構造に加工することで、針状体もそれに準じた多段構造を形成することができる。
加えて、この研削面の斜面間はエッジが存在しない滑らかな形状によって繋がっていても良い。この場合、底面から頂点にかけて曲線的な形状変化を持った針状体を形成することができ、これも用いる研削刃の形状によって適宜選択することが可能である。
例えば、交差溝Bおよび交差溝と平行な交差溝B’を設ける工程を一回行い、2方向の研削加工をそれぞれ60°ずらして実施する場合、底面がひし形である四角錐形状が得られる。このとき、ひし形の頂角は、対向する頂点が60°および120°に成る。
また、交差溝および交差溝と平行な交差溝’を設ける工程を二回行い、3方向に研削加工を行えば、底面が六角錐形状の針状体が得られる。
本発明の針状体製造方法は、更に、形成された針状体を原版として転写加工成形を行っても良い。
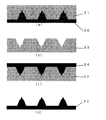
以下、転写加工成形について図5を用いながら具体的に、説明を行う。
図5(c)では、複製版33に成形材34を充填する。成形材は特に制限されないが、穿刺部となる複製針状体においては生体適合性材料である医療用シリコーン樹脂や、マルトース、ポリ乳酸、デキストラン、キチン、キトサン、糖質、ポリカーボネート等を用いることが好ましい。生体適合性材料を用いれば、針状体が折れて体内に取り残された場合も、無害であるという効果を有する。このときの成形材34の充填方法についての制限は無いが、生産性の観点から、インプリント法、ホットエンボス法、射出成形法、押し出し成形法およびキャスティング法を好適に用いることが出来る。
図1は円盤状の研削刃先端の部分断面図である。図1(a)に示す通り、研磨加工前の研削刃12の断面形状は、研削刃側壁面4と研削刃先端面5が90°の角を成して交わり、頂点6を形成している。
この研削刃12を、ダイヤモンド砥石を用いて加工し、研削刃11を得た。
研削刃11は、図1(b)に示す通り、斜面A12および斜面B13および段面14を有し、且つ傾斜面7と研削刃先端面5が交わって成す頂点部分は概角取り面8を有する形状に加工された。
本実施例では、厚みが1mmの研削刃を用い、研削刃先端面5が幅180μmとなり、研削刃側壁面4と傾斜面7との成す角度が160°となるように、研削刃の先端を研磨加工した。このとき、段面14の幅は10μmとなるように加工した。また、斜面Aの角度15と斜面Bの角度16は同一の角度となるようにした。
まず図2(a)に示す通り、一辺が30mmの正方形で、厚さ3mmのセラミックス基材を準備し、続いて図2(b)に示す通り、研削刃を回転させながらセラミックス基材の表面を深さ300μmとなるように研削加工し、長さ30mmの溝を形成した。
溝Aの側壁面の傾きは、研削刃の先端に形成された傾斜面の傾きに対応し、本実施例ではセラミックス基材の表面と溝Aの側壁面との成す角度は110°となった。同様に、溝Aの側壁面と底面が交わる部分は、研削刃の先端に形成された角取り面に対応した裾を持った形状となった。
図2(d)に示すように、溝Aの隣に、溝Aと同一の条件で研削刃によって溝を加工した。このとき、溝Aに対して、平行に研削した。これにより、図2(e)に示す通り、深さ300μmで長さ3mmの溝A´が、溝Aに隣接して形成された。溝Aと溝A´の間には、先端形状が先鋭な凸部が形成された。
まず、メッキ法によって、針状体の表面にニッケル膜を600μm形成した。次に前記ニッケル膜を針状体から剥離し、複製版を作製した。次に、上記複製版に対し、インプリント法を用いて複製針状体の作製を行った。充填する複製針状体材料として、生体適合性材料であるポリカーボネートを用いた。以上の工程により、生体適合性樹脂であるポリカーボネートで構成された先鋭な複製針状体を製造することが出来た。
前記広範な分野としては、例えば、半導体デバイス、光学素子、配線回路、データストレージメディア(ハードディスク、光学メディアなど)、医療用部材(分析検査用チップ、マイクロニードルなど)、化粧品用途マイクローニードル、バイオデバイス(バイオセンサ、細胞培養基板など)、精密検査機器用部材(検査プローブ、試料保持部材など)、ディスプレイパネル、パネル部材、エネルギーデバイス(太陽電池、燃料電池など)、マイクロ流路、マイクロリアクタ、MEMSデバイスなどが挙げられる。
2…凸部
3…凸部が表面に形成された基材
4…研削刃側壁面
5…研削刃先端面
6…研削刃先端部の直行頂点
7…傾斜面
8…部分的円弧形状
10…従来の研削刃先端部断面
11…先端を加工した研削刃先端部断面
12…斜面A
13…斜面B
14…段差段面
15…斜面Aの角度
16…斜面Bの角度
21…溝A
22…溝A´
23…針状体の支持基板、
24…針状体、
25…アレイ状に配列された針状体
30…原版金型
31…複製材料
33…複製版
34…成形材
35…針状体
Claims (5)
- 研削加工を用いて基板に第1の方向に沿って互いに平行な複数の第1の線状溝を形成する工程と、
研削加工を用いて基板に第1の方向と交差する第2の方向に沿って互いに平行な複数の第2の線状溝を形成する工程と、を備え、
前記研削加工に用いる研削刃の断面形状は、先端面と側面との間に傾斜面が形成された形状であり、前記傾斜面に段差段面を有する研削刃であること
を特徴とする針状体製造方法。 - 請求項1に記載の針状体製造方法を用いて製造された針状体を原版とした複製版を形成し、該複製版を用いて転写加工成形を行うこと
を特徴とした針状体製造方法。 - 微細加工に用いる研削刃であって、
研削刃の断面形状は、先端面と側面との間に傾斜面が形成された形状であり、
前記傾斜面に段差段面を有する断面形状であること
を特徴とする研削刃。 - 請求項3に記載の研削刃であって、
前記段差段面の前後で、傾斜面の傾斜角度が異なること
を特徴とする研削刃。 - 傾斜面に段差段面を備え、
該段差により先鋭部側の傾斜面と根元部側の傾斜面とが区別され、
前記先鋭部側の傾斜面の傾斜角度と前記根元部側の傾斜面の傾斜角度とが異なることを
特徴とした針状体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008226784A JP5401061B2 (ja) | 2008-09-04 | 2008-09-04 | 針状体製造方法、および研削刃 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008226784A JP5401061B2 (ja) | 2008-09-04 | 2008-09-04 | 針状体製造方法、および研削刃 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010057704A true JP2010057704A (ja) | 2010-03-18 |
| JP5401061B2 JP5401061B2 (ja) | 2014-01-29 |
Family
ID=42185201
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008226784A Active JP5401061B2 (ja) | 2008-09-04 | 2008-09-04 | 針状体製造方法、および研削刃 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5401061B2 (ja) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013171907A1 (ja) * | 2012-05-18 | 2013-11-21 | 大勝 明 | 注射針、および、キット製剤 |
| JP2013248299A (ja) * | 2012-06-01 | 2013-12-12 | Dainippon Printing Co Ltd | マイクロニードルデバイス |
| JP2014079557A (ja) * | 2012-09-28 | 2014-05-08 | Kosumedei Seiyaku Kk | 段差に薬物を保持したマイクロニードル |
| JP2014188329A (ja) * | 2013-03-28 | 2014-10-06 | Toppan Printing Co Ltd | 針状体の製造方法 |
| JP2017071109A (ja) * | 2015-10-06 | 2017-04-13 | 富士フイルム株式会社 | 樹脂成形用金型、及びこれを用いた樹脂製モールドの作製方法 |
| JP2017094180A (ja) * | 2017-01-27 | 2017-06-01 | 大日本印刷株式会社 | マイクロニードルデバイス |
| JP2017144307A (ja) * | 2017-06-01 | 2017-08-24 | 大日本印刷株式会社 | マイクロニードルデバイス |
| JP2018015662A (ja) * | 2017-11-06 | 2018-02-01 | 大日本印刷株式会社 | マイクロニードルデバイス |
| DE102011005515B4 (de) | 2010-03-15 | 2018-06-28 | Denso Corporation | Kommunikationsnetzwerksystem mit einem Netzwerk hohen Ranges und Netzwerken niedrigen Ranges, Austauschanschluss zur Verbindung des Netzwerks hohen Ranges und eines Netzwerks niedrigen Ranges, Mikrocomputer zur Steuerung der Verbindung zwischen einer Übertragungsleitung eines Netzwerks niedrigen Ranges und einer Übertragungsleitung des Netzwerks hohen Ranges, und Kommunikations-Sender/Empfänger, der mit der Übertragungsleitung eines Netzwerks niedrigen Ranges und der Übertragungsleitung des Netzwerks hohen Ranges verbunden ist |
| JP2020508801A (ja) * | 2017-09-08 | 2020-03-26 | エス‐スキン.カンパニー リミテッド | マイクロニードルテンプレート及びこれを用いて製造されるマイクロニードル |
| CN111035849A (zh) * | 2018-10-15 | 2020-04-21 | 富士胶片株式会社 | 具有针状凸起的原版的制造方法及微针阵列的制造方法 |
| CN114828936A (zh) * | 2019-12-26 | 2022-07-29 | 富士胶片株式会社 | 微针阵列的制造方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003238347A (ja) * | 2002-02-18 | 2003-08-27 | Nano Device & System Research Inc | 機能性マイクロパイル及びその製造方法 |
| WO2008013282A1 (en) * | 2006-07-27 | 2008-01-31 | Toppan Printing Co., Ltd. | Method for producing microneedle |
-
2008
- 2008-09-04 JP JP2008226784A patent/JP5401061B2/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003238347A (ja) * | 2002-02-18 | 2003-08-27 | Nano Device & System Research Inc | 機能性マイクロパイル及びその製造方法 |
| WO2008013282A1 (en) * | 2006-07-27 | 2008-01-31 | Toppan Printing Co., Ltd. | Method for producing microneedle |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102011005515B4 (de) | 2010-03-15 | 2018-06-28 | Denso Corporation | Kommunikationsnetzwerksystem mit einem Netzwerk hohen Ranges und Netzwerken niedrigen Ranges, Austauschanschluss zur Verbindung des Netzwerks hohen Ranges und eines Netzwerks niedrigen Ranges, Mikrocomputer zur Steuerung der Verbindung zwischen einer Übertragungsleitung eines Netzwerks niedrigen Ranges und einer Übertragungsleitung des Netzwerks hohen Ranges, und Kommunikations-Sender/Empfänger, der mit der Übertragungsleitung eines Netzwerks niedrigen Ranges und der Übertragungsleitung des Netzwerks hohen Ranges verbunden ist |
| WO2013171907A1 (ja) * | 2012-05-18 | 2013-11-21 | 大勝 明 | 注射針、および、キット製剤 |
| JP2013248299A (ja) * | 2012-06-01 | 2013-12-12 | Dainippon Printing Co Ltd | マイクロニードルデバイス |
| JP2014079557A (ja) * | 2012-09-28 | 2014-05-08 | Kosumedei Seiyaku Kk | 段差に薬物を保持したマイクロニードル |
| US10994111B2 (en) | 2013-02-14 | 2021-05-04 | Cosmed Pharmaceutical Co., Ltd. | Drug-holding microneedle array and manufacturing method thereof |
| WO2014126052A1 (ja) * | 2013-02-14 | 2014-08-21 | コスメディ製薬株式会社 | 薬物保持マイクロニードルアレイ及びその製造方法 |
| US20160001053A1 (en) * | 2013-02-14 | 2016-01-07 | Cosmed Pharmaceutical Co., Ltd. | Drug-holding microneedle array and manufacturing method thereof |
| US12048824B2 (en) | 2013-02-14 | 2024-07-30 | Cosmed Pharmaceutical Co., Ltd. | Drug-holding microneedle array and manufacturing method thereof |
| JP2014188329A (ja) * | 2013-03-28 | 2014-10-06 | Toppan Printing Co Ltd | 針状体の製造方法 |
| JP2017071109A (ja) * | 2015-10-06 | 2017-04-13 | 富士フイルム株式会社 | 樹脂成形用金型、及びこれを用いた樹脂製モールドの作製方法 |
| JP2017094180A (ja) * | 2017-01-27 | 2017-06-01 | 大日本印刷株式会社 | マイクロニードルデバイス |
| JP2017144307A (ja) * | 2017-06-01 | 2017-08-24 | 大日本印刷株式会社 | マイクロニードルデバイス |
| JP2020508801A (ja) * | 2017-09-08 | 2020-03-26 | エス‐スキン.カンパニー リミテッド | マイクロニードルテンプレート及びこれを用いて製造されるマイクロニードル |
| JP2018015662A (ja) * | 2017-11-06 | 2018-02-01 | 大日本印刷株式会社 | マイクロニードルデバイス |
| CN111035849A (zh) * | 2018-10-15 | 2020-04-21 | 富士胶片株式会社 | 具有针状凸起的原版的制造方法及微针阵列的制造方法 |
| US11597122B2 (en) | 2018-10-15 | 2023-03-07 | Fujifilm Corporation | Manufacturing method of plate precursor having needle-like protrusion, and manufacturing method of microneedle array |
| CN114828936A (zh) * | 2019-12-26 | 2022-07-29 | 富士胶片株式会社 | 微针阵列的制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5401061B2 (ja) | 2014-01-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5401061B2 (ja) | 針状体製造方法、および研削刃 | |
| JP5538457B2 (ja) | マイクロニードルの製造方法 | |
| KR102187985B1 (ko) | 바늘 형상 구조체 및 그 제조 방법 | |
| JP2008237673A (ja) | 針状体およびその製造方法 | |
| JP5568324B2 (ja) | マイクロニードル製造方法 | |
| EP3646919B1 (en) | Manufacturing method of plate precursor having needle-like protrusion, and manufacturing method of microneedle array | |
| JP2009207733A (ja) | 針状体 | |
| JP5173331B2 (ja) | 針状体チップおよびその製造方法 | |
| JP2009233793A (ja) | 針状体ならびに複製針状体の製造方法および針状体の製造装置 | |
| JP2010030201A (ja) | 針状体製造方法、針状体および針状体複製版 | |
| JP2010075374A (ja) | 針状体デバイスおよび針状体デバイスの製造方法 | |
| JP2009225987A (ja) | 針状体 | |
| JP5515254B2 (ja) | 針状体製造方法および針状体 | |
| JP2017074196A (ja) | 針状体デバイス及びこれを備えるアプリケータ | |
| JP2014023699A (ja) | 針状体の製造方法 | |
| JP5205016B2 (ja) | 針状体、針状体製造方法 | |
| JP5593355B2 (ja) | 針状体および針状体製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20100625 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20110527 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110825 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121220 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130108 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130311 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131001 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131028 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5401061 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |