JP2010035274A - 繊維機械用圧電アクチュエータ素子およびその製造方法 - Google Patents
繊維機械用圧電アクチュエータ素子およびその製造方法 Download PDFInfo
- Publication number
- JP2010035274A JP2010035274A JP2008192257A JP2008192257A JP2010035274A JP 2010035274 A JP2010035274 A JP 2010035274A JP 2008192257 A JP2008192257 A JP 2008192257A JP 2008192257 A JP2008192257 A JP 2008192257A JP 2010035274 A JP2010035274 A JP 2010035274A
- Authority
- JP
- Japan
- Prior art keywords
- support portion
- piezoelectric
- piezoelectric element
- piezoelectric actuator
- actuator element
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Landscapes
- General Electrical Machinery Utilizing Piezoelectricity, Electrostriction Or Magnetostriction (AREA)
Abstract
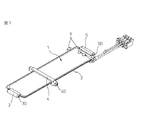
【解決手段】反りのある圧電素子を含む圧電アクチュエータ素子において、前記圧電素子は、繊維機械に接続される一方の端部に設けられた先端支持部3、中間部に設けられた中間支持部4及び他方の端部に設けられた後端支持部5を備え、電極膜に電気絶縁膜が被覆され、前記中間支持部の中央に形成された空洞部内に前記圧電素子が挿入され、充填、硬化した接着剤8によって先端支持部と中間支持部と後端支持部との各々の中心軸30,40,50が一直線上にあるように圧電素子が固定され、取り付けられているように構成する。
【選択図】図5
Description
従って、本発明の目的は、電圧が印加されていない状態で反りのある通常の圧電素子を用いた作動の正確性、位置調整の容易さおよび低保持力による作動可能性の高い繊維機械用圧電アクチュエータ素子、および製造工程が簡略化された繊維機械用圧電アクチュエータ素子の製造方法を提供することである。
プレートと、該プレートの両面に積層された、両面に電極膜を有する圧電セラミックスとを有する反りのある圧電素子を作製することと、
前記圧電素子の中間部に、その中央に空洞部が形成された中間支持部を、空洞部に圧電素子を挿入して配置することと、
前記圧電素子において、繊維機械に接続される一方の端部に先端支持部を、他方の端部に後端支持部を、それぞれ取り付けることと、
前記先端支持部と中間支持部と後端支持部との各々の中心軸が一直線上にあるように前記空洞部に接着剤を充填し、硬化して、前記圧電素子に中間支持部を取り付けること、そして、
電極膜を電気絶縁膜によって被覆すること
を含むことを特徴とする繊維機械用圧電アクチュエータ素子の製造方法にある。
また、本発明によれば、反りのある圧電素子であっても正確な作動、先端支持部の位置調整の容易さおよび低保持力による作動が可能性である繊維機械用圧電アクチュエータ素子を簡略された工程によって製造することができる。
(1)両面に電極膜11を有する圧電セラミックス12を用意し、電極膜11を有する圧 電セラミックスを分極する(図2(A))。
(2)プレート13の両面に接着剤によって電極膜11を有する圧電セラミックス12を 接着して上下の電極膜のいずれかを内側に反りのある圧電素子2を用意する(図2 (B))。
(3)中央に空洞部7が形成されている中間支持部4を圧電素子2の中間部に空洞部内に 圧電素子を挿入して配置する(図2(C))。
(4)樹脂成形して圧電素子2の一方の端部に繊維機械に接続される先端支持部3および 他方の端部の後端支持部5を取り付ける(図2(D))。
(6)圧電素子の他方の端部に、外側両面の電極膜11、11とプレート13に電流を供 給する導線6a、6a、6b(端部にコネクター(図示せず)が接続されている) を接続する半田9a、9a、9b設ける(図2(F))。
(7)CVD法により両面の電極膜11、11と導線6a、6a、6b上に電気絶縁膜を 被覆する(図2(G))。
両面に電極膜を有する圧電セラミックスは、例えば圧電セラミックスの両面の薄膜に蒸着法あるいは塗布法によって電極材料の薄膜を形成することによって得ることができる。
本発明においては、電極膜を有する圧電セラミックスは一般的には分極させて用いられる。
本発明においては、両面に電極膜を有する圧電セラミックスをプレートの両面に積層、例えば接着剤によって積層したものが用いられる。前記の接着剤としては特に制限はなく、例えばエポキシ樹脂、ポリフェノール樹脂など任意の熱硬化型接着剤、好適にはエポキシ樹脂が挙げられる。この接着剤の厚みは1〜15μm、特に3〜10μmであることが好ましい。
両面に電極膜を有する圧電セラミックスのプレートの両面への接着は、工程(2)において、前記の接着剤を用いて加熱、加圧硬化させることによって行うことができる。前記の加熱、加圧硬化の条件は使用する接着剤によって適宜選択されるが、前記の熱硬化樹脂を使用する場合は通常60〜120℃程度の加熱温度が適当である。
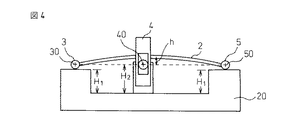
本発明における圧電素子の反りhは、次のようにして求めることができる。すなわち、水平な台の上に圧電素子を電極膜の中央部が上に凸状となるように置いて、圧電素子の中間支持部の配置されている所の高さh(図4に示すように圧電素子の中間層までの距離、mm、四捨五入して小数点以下3桁まで表示)をレーザーマイクロメータを用いて測定して圧電素子の反り値とする。
本発明の方法においては、反りのある圧電素子を用意し、工程(3)の前処理として、電極膜上の半田付け部をシールし、シールしなかった電極膜を洗浄した後、電極膜にソルダーレジストの薄膜を形成してもよい。
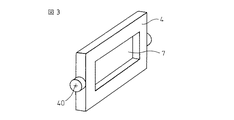
本発明における中間支持部として、図3に示すように、中央部に圧電素子を挿入する大きさ以上の空洞部であって、好適には支持部の中央に矩形の縦断面形状の空洞を有し、かつ中心軸40を有するものが用いられる。前記の中間支持部の中央に形成された空洞部という意味は、通常は中間支持部の上下左右に略対称の位置に空洞部が形成されていることを意味する。
そして、本発明の方法においては、工程(7)において、図2(G)に示すように、電極膜11、11と導線に電気絶縁膜10が被覆して、本発明の繊維機械用圧電アクチュエータ素子を得ることができる。
蒸着法、特にCVD法による電気絶縁膜の形成によって、ピンホールの生成を防止した絶縁性の良好な高分子薄膜を得ることができる。電気絶縁膜は、例えばp−キシレンを加熱してジパラキシレン(diXと略記することもある)を生成させ、このジパラキシリレンを昇華させて、CVDにより重合させて膜形成すべき材料の表面にポリパラキシリレン薄膜を形成することによって得ることができる。
電気絶縁膜は環境特性および高速運動を考慮して厚みが5μmより大きく10μm以下であるものが好適である。
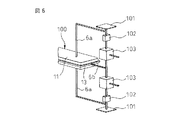
本発明により得られる繊維機械用圧電アクチュエータ素子を、図6における繊維機械用圧電アクチュエータ素子100に代えて用いることによって、例えば上側の面および下側の面に、導線6aにより上下の電極膜11に各々+48V、−48Vを印加することで、正バイアス面および負バイアス面として働き、駆動信号線である導線6bによりプレート13に例えば+48Vを印加すると、上側の面が同電位となり駆動せず、下側の面が電位差96Vとなり屈曲する。逆に導線6bに−48Vを印加すると、上側の面が電位差96Vとなり屈曲して、下側の面が同電位となり駆動しない。この場合、繊維機械用圧電アクチュエータ素子は、動作するのは片面ずつであるため構造的にはバイモルフ型であるが一般的呼称からすればユニモルフ型の駆動を与える。しかし、本発明の繊維機械用圧電アクチュエータ素子は、この駆動方法に限定されるものではなく、印加する電圧の種類を変えることによって任意の駆動方法を取りえる。
例えば、本発明の繊維機械用圧電アクチュエータ素子を1個〜16個、通常は4個、6個、8個、12個又は16個用いて、繊維機械用圧電アクチュエータ素子が1〜16段の編機用選針装置を得ることができる。
前記の繊維機械用圧電アクチュエータ素子は、例えば公知の編機用選針装置を示す図8および図9において、先端支持部にはフィンガ21が接続され、後端支持部が可動可能に支持され、中間支持部は回動のみが可能であって圧電素子を支持し繊維機械用圧電アクチュエータ素子の長時間連続運転による強度低下を抑制する。
特に、電気絶縁膜がポリパラキシリレン膜を含み、電極膜および導線が一体として被覆されている繊維機械用圧電アクチュエータ素子は、耐環境性が良好である。
さらに、本発明の方法によれば、前記の特長を有する繊維機械用圧電アクチュエータ素子を簡略化された製造工程によって得ることができる。
繊維機械用圧電アクチュエータ素子の作製
両面に厚み1μmのAgの電極膜を有する厚み180μmのPZT系圧電セラミックスを分極した後、厚み100μmのプレート(SUS又は42Alloy)の両面に接着剤(3〜5μmのエポキシ樹脂)によって接着して厚さ0.55mmの圧電素子を用意した。この圧電素子には高さhが0.45mmの反りが発生していた。電極膜上の半田付け部をシールし、アルコール洗浄して清浄化し、シールしなかった電極膜上にソルダーレジスト膜を形成した。次いで、圧電素子の中間部に、別途にポリアセタールで樹脂成形して作製した中央に縦1.55mm及び圧電素子の幅とほぼ等しい幅の空洞部が形成された図1の4の形状を有する中間支持部を挿入して配置した後、繊維機械に接続される一方の端部に先端支持部、他方の端部に後端支持部をポリアセタールで樹脂成形して取り付け、両端部の支持部を治具の両端の台上に、中間支持部を治具の中央の台上に各々置いて配置した。治具の中央の台上における各部材の位置は、図4に示すように、両端部の支持部の中心軸が台上1.0mmであり、両端部の支持部の高さを示すH1は1mmで、H2は2.0mmであった。
繊維機械用圧電アクチュエータ素子としての評価
(1)高速可動の評価
先に図6を参照して説明した駆動方法に従って、前記の繊維機械用圧電アクチュエータ用素子について高速可動を評価した。その結果、最高200Hz、平均100Hzで問題なく可動した。
(2)耐環境性の評価
高温多湿の条件(60℃、80%RH)下で、圧電アクチュエータ素子について、連続運転(96V、240時間連続印加)後、リーク電流値は閾値(1μA)以下であり、良好な耐環境性を有していることが確認された。
(3)作動の正確性および低保持力の評価
得られた圧電アクチュエータ素子について、図7に示す素子の振動状況から、76Vの電圧を印加した場合の振幅量(Stroke)を示すSt=0.64mm、保持力(Brocking Force)を示すBf=224mNであり、作動の正確性および低保持力を示す。
比較するために、中間支持部を、接着剤で固定しないで他の先端支持部および後端支持部と同様にポリアセタールで樹脂成形して圧電素子に取り付けた他は実施例1との手法を繰り返して、従来技術による圧電アクチュエータ素子を作製した。
得られた圧電アクチュエータ素子について、上記と同様にして、図7に示す素子の振動状況から求めた振幅量(Stroke)を示すSt=0.8mm、保持力(Brocking Force)を示すBf=280mNであり、作動の正確性および低保持力は不十分であった。
2 圧電素子
3 先端支持部
4 中間支持部
5 後端支持部
6 導線
7 空洞部
8 接着剤
9 半田
10 電気絶縁膜
11 電極膜
12 圧電セラミックス
13 プレート
20 治具
21 フィンガ
30 先端支持部の中心軸
40 中間支持部の中心軸
50 後端支持部の中心軸
100 圧電素子
Claims (13)
- プレートと、該プレートの両面に積層された、両面に電極膜を有する圧電セラミックスとを有する反りのある圧電素子を含む圧電アクチュエータ素子であって、
前記圧電素子は、繊維機械に接続される一方の端部に設けられた先端支持部、中間部に設けられた中間支持部及び他方の端部に設けられた後端支持部を備え、
電極膜に電気絶縁膜が被覆され、
前記中間支持部の中央に形成された空洞部内に前記圧電素子が挿入され、充填、硬化した接着剤によって、先端支持部と中間支持部と後端支持部との各々の中心軸が一直線上にあるように圧電素子が固定され、取り付けられていることを特徴とする繊維機械用圧電アクチュエータ素子。 - 外側両面の電極膜およびプレートに電流を供給する導線が設置されている請求項1に記載の繊維機械用圧電アクチュエータ素子。
- 前記反りが0.5mm以内の範囲内である請求項1又は2に記載の繊維機械用圧電アクチュエータ素子。
- 前記空洞部が中間支持部のほぼ中央に形成された矩形断面の貫通開口である請求項1〜3のいずれか1項に記載の繊維機械用圧電アクチュエータ素子。
- 電気絶縁膜がポリパラキシリレン膜を含む請求項1〜4のいずれか1項に記載の繊維機械用圧電アクチュエータ素子。
- 編機用選針装置のフィンガに係合させて、編針の上下動を行わせるために使用される請求項1〜5のいずれか1項に記載の繊維機械用圧電アクチュエータ素子。
- プレートと、該プレートの両面に積層された、両面に電極膜を有する圧電セラミックスとを有する反りのある圧電素子を含む圧電アクチュエータ素子の製造方法であって、
プレートと、該プレートの両面に積層された、両面に電極膜を有する圧電セラミックスとを有する反りのある圧電素子を作製することと、
前記圧電素子の中間部に、その中央に空洞部が形成された中間支持部を、空洞部に圧電素子を挿入して配置することと、
前記圧電素子において、繊維機械に接続される一方の端部に先端支持部を、他方の端部に後端支持部を、それぞれ取り付けることと、
前記先端支持部と中間支持部と後端支持部との各々の中心軸が一直線上にあるように前記空洞部に接着剤を充填し、硬化して、前記圧電素子に中間支持部を取り付けること、そして、
電極膜を電気絶縁膜によって被覆すること
を含むことを特徴とする繊維機械用圧電アクチュエータ素子の製造方法。 - 中間支持部を取り付ける工程の後に、圧電素子の他方の端部に、外側両面の電極膜とプレートに電流を供給する導線を設置する工程をさらに含む請求項7に記載の製造方法。
- 前記反りが0.5mm以内の範囲内である請求項7又は8に記載の製造方法。
- 前記空洞部が中間支持部のほぼ中央に形成された矩形縦断面の貫通開口である請求項7〜9のいずれか1項に記載の製造方法。
- 先端支持部と後端支持部とを樹脂成形して圧電素子に取り付ける請求項7〜10のいずれか1項に記載の製造方法。
- 前記電気絶縁膜を高分子材料の蒸着により形成する請求項7〜11のいずれか1項に記載の製造方法。
- 電気絶縁膜がポリパラキシリレン膜を含む請求項7〜12のいずれか1項に記載の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008192257A JP5173644B2 (ja) | 2008-07-25 | 2008-07-25 | 繊維機械用圧電アクチュエータ素子およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008192257A JP5173644B2 (ja) | 2008-07-25 | 2008-07-25 | 繊維機械用圧電アクチュエータ素子およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010035274A true JP2010035274A (ja) | 2010-02-12 |
| JP5173644B2 JP5173644B2 (ja) | 2013-04-03 |
Family
ID=41739111
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008192257A Expired - Fee Related JP5173644B2 (ja) | 2008-07-25 | 2008-07-25 | 繊維機械用圧電アクチュエータ素子およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5173644B2 (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06169116A (ja) * | 1992-04-13 | 1994-06-14 | Wac Data Service Kk | 圧電体の二点支持方式 |
| JPH10245752A (ja) * | 1997-02-20 | 1998-09-14 | Siemens Ag | 織機又は編機の針を制御するための制御モジュール |
| JP2002105817A (ja) * | 2000-09-27 | 2002-04-10 | Nippon Mayer Ltd | 経編機における圧電変位ジャカードガイド構造 |
-
2008
- 2008-07-25 JP JP2008192257A patent/JP5173644B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06169116A (ja) * | 1992-04-13 | 1994-06-14 | Wac Data Service Kk | 圧電体の二点支持方式 |
| JPH10245752A (ja) * | 1997-02-20 | 1998-09-14 | Siemens Ag | 織機又は編機の針を制御するための制御モジュール |
| JP2002105817A (ja) * | 2000-09-27 | 2002-04-10 | Nippon Mayer Ltd | 経編機における圧電変位ジャカードガイド構造 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5173644B2 (ja) | 2013-04-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5291535B2 (ja) | ヘッドサスペンション | |
| CN101673555B (zh) | 用于压电元件的电连接结构、压电致动器、头悬架、以及用于导电部件的电连接结构 | |
| CN101506666B (zh) | 导电性接触件及导电性接触件单元 | |
| JP6155460B2 (ja) | 駆動部材、リニア駆動装置、カメラ装置及び電子機器 | |
| CN107968149B (zh) | 压电元件单元 | |
| JP2010165406A (ja) | 圧電素子の配線接続部構造、圧電アクチュエータ、及びヘッドサスペンション | |
| US20080309363A1 (en) | Probe assembly with wire probes | |
| JP2002218771A (ja) | アクチュエータおよびその製造方法 | |
| US9691964B2 (en) | Piezoelectric element unit and driving device | |
| US12061367B2 (en) | Apparatus arranged for aligning an optical component with an on-chip port as well as a corresponding system and method | |
| JP2010015144A (ja) | 2段構造ロッドレンズアレイの製造方法 | |
| JP5173644B2 (ja) | 繊維機械用圧電アクチュエータ素子およびその製造方法 | |
| KR20190015155A (ko) | 나노로드 구조를 이용한 초음파 지문센서의 제조방법 | |
| WO2014061194A1 (ja) | 駆動装置および撮像装置 | |
| JP2015088615A (ja) | 圧電素子 | |
| US20250147267A1 (en) | Driving mechanism | |
| KR100822775B1 (ko) | 가속도 센서 및 그것을 이용한 자기 디스크 장치 | |
| JP2010034148A (ja) | 繊維機械用圧電アクチュエータ素子およびその製造方法 | |
| JP5371728B2 (ja) | 圧電部品 | |
| WO2008020565A1 (fr) | Unité contacteur conducteur | |
| WO2013099298A1 (ja) | 圧電駆動装置 | |
| JP2007064649A (ja) | 加速度センサ | |
| US20130088101A1 (en) | Precision molded flexure assembly for a rotational actuator | |
| CN210807111U (zh) | 一种压电陶瓷驱动结构 | |
| JP2000110055A (ja) | 編機用選針装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110719 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121204 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121205 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121227 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5173644 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |