JP2010034223A - Coil component - Google Patents
Coil component Download PDFInfo
- Publication number
- JP2010034223A JP2010034223A JP2008193690A JP2008193690A JP2010034223A JP 2010034223 A JP2010034223 A JP 2010034223A JP 2008193690 A JP2008193690 A JP 2008193690A JP 2008193690 A JP2008193690 A JP 2008193690A JP 2010034223 A JP2010034223 A JP 2010034223A
- Authority
- JP
- Japan
- Prior art keywords
- terminal
- bobbin
- resin
- metal
- metal terminal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229920005989 resin Polymers 0.000 claims abstract description 169
- 239000011347 resin Substances 0.000 claims abstract description 169
- 239000002184 metal Substances 0.000 claims abstract description 157
- 229910052751 metal Inorganic materials 0.000 claims abstract description 157
- 238000003780 insertion Methods 0.000 claims abstract description 96
- 230000037431 insertion Effects 0.000 claims abstract description 96
- 238000004804 winding Methods 0.000 claims abstract description 22
- 238000000465 moulding Methods 0.000 abstract description 10
- 238000003860 storage Methods 0.000 abstract description 6
- 230000008602 contraction Effects 0.000 description 11
- 230000000694 effects Effects 0.000 description 8
- 238000001746 injection moulding Methods 0.000 description 6
- 230000002093 peripheral effect Effects 0.000 description 5
- 238000007789 sealing Methods 0.000 description 5
- 238000004891 communication Methods 0.000 description 4
- 238000000034 method Methods 0.000 description 4
- 238000005476 soldering Methods 0.000 description 4
- 238000003466 welding Methods 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 3
- 239000012783 reinforcing fiber Substances 0.000 description 3
- 238000009825 accumulation Methods 0.000 description 2
- 239000000428 dust Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 238000009751 slip forming Methods 0.000 description 2
- 229910001369 Brass Inorganic materials 0.000 description 1
- 229910000906 Bronze Inorganic materials 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 1
- 230000004308 accommodation Effects 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 239000010951 brass Substances 0.000 description 1
- 239000010974 bronze Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- KUNSUQLRTQLHQQ-UHFFFAOYSA-N copper tin Chemical compound [Cu].[Sn] KUNSUQLRTQLHQQ-UHFFFAOYSA-N 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 231100000989 no adverse effect Toxicity 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
Images




Landscapes
- Coils Of Transformers For General Uses (AREA)
- Electromagnets (AREA)
- Coils Or Transformers For Communication (AREA)
Abstract
Description
本発明は、巻線コイルを樹脂部材で封止して製造するコイル部品に関し、特に自動車のABSコイルなど用いる場合に好適なコイル部品に関する。 The present invention relates to a coil component that is manufactured by sealing a winding coil with a resin member, and more particularly to a coil component that is suitable when using an ABS coil of an automobile.
近年は、ABS(Antilock braking system)を搭載した自動車が普及してきている。ABSは、緊急回避等の操舵性を確保するために、タイヤをロックさせることなく急制動できるシステムである。 ABSには、ブレーキオイルを加減圧する油圧バルブを作動させるために、コイル部品(ソレノイドコイルとも称する。)が用いられている。このコイル部品は、自動車のエンジンルーム内に設置される。 In recent years, automobiles equipped with ABS (Antilock braking system) have become widespread. ABS is a system capable of sudden braking without locking tires in order to ensure steering performance such as emergency avoidance. In the ABS, a coil component (also referred to as a solenoid coil) is used to operate a hydraulic valve that pressurizes and depressurizes brake oil. This coil component is installed in the engine room of an automobile.
このようなコイル部品は、中央部に透孔が設けられた樹脂製のボビンと、ボビンに固定される金属端子と、ボビンに巻回されることにより巻線コイルを形成し、端部が金属端子に接続される導電線と、巻線コイルを封止する樹脂部材とを備えている。樹脂部材は、オーバーモールド成形によってボビンと一体に形成される。 Such a coil component has a resin bobbin with a through hole in the center, a metal terminal fixed to the bobbin, and a winding coil formed by being wound around the bobbin. A conductive wire connected to the terminal and a resin member for sealing the winding coil are provided. The resin member is formed integrally with the bobbin by overmolding.
従来のコイル部品としては、射出成形により形成したボビンに金属端子を圧入固定して製造するものがある(例えば、特許文献1を参照)。この場合、金属端子を圧入固定したボビンに導電線を巻いて巻線コイルを形成する巻線工程、導電線の端部を金属端子に接続する半田付け工程、オーバーモールド成形により樹脂部材で巻線コイルを封止する封止工程を行うことによりコイル部品が製造される。 A conventional coil component is manufactured by press-fitting and fixing a metal terminal on a bobbin formed by injection molding (see, for example, Patent Document 1). In this case, a winding step of forming a winding coil by winding a conductive wire around a bobbin in which a metal terminal is press-fitted and fixed, a soldering step of connecting the end of the conductive wire to the metal terminal, and winding with a resin member by overmolding A coil component is manufactured by performing a sealing process for sealing the coil.
また、従来のコイル部品としては、インサート成形によってボビンと金属端子とを一体化して製造するものもある(例えば、特許文献2を参照)。この場合、金属端子と一体化されたボビンに、上述した巻線工程、半田付け工程及び封止工程を行うことによりコイル部品が製造される。 In addition, as a conventional coil component, there is one in which a bobbin and a metal terminal are integrally manufactured by insert molding (see, for example, Patent Document 2). In this case, a coil component is manufactured by performing the winding process, the soldering process, and the sealing process described above on the bobbin integrated with the metal terminal.
しかしながら、射出成形により形成したボビンに金属端子を圧入して製造されるコイル部品は、導電線の断線が生じ易くなる。
ここで、導電線の断線について説明する。
However, a coil component manufactured by press-fitting a metal terminal into a bobbin formed by injection molding is likely to cause disconnection of a conductive wire.
Here, the disconnection of the conductive wire will be described.
自動車のエンジンルーム内に設置されたコイル部品は、温度、湿度、衝撃、振動、塵埃等の外的環境による負荷を受ける。エンジンルーム内には高熱を発するエンジンが配置されるため、上述した外的環境による負荷のうち、特に温度(熱)による負荷が大きくなる。また、寒暖差の大きな地域で自動車を使用する場合にも温度による負荷が大きくなる。そして、コイル部品が温度による負荷を受けると、各構成部位に膨張/収縮が生じる。 Coil components installed in the engine room of an automobile are subjected to a load caused by an external environment such as temperature, humidity, impact, vibration, and dust. Since an engine that generates high heat is disposed in the engine room, among the loads caused by the external environment described above, the load due to temperature (heat) is particularly large. Also, when a vehicle is used in an area where the temperature difference is large, the load due to temperature increases. And when a coil component receives the load by temperature, expansion / contraction will arise in each component part.
図8Aは、従来のコイル部品の縦断面図を示すものである。
このコイル部品101は、樹脂製のボビン102と、金属端子103と、導電線104と、樹脂部材105とを備えている。
FIG. 8A is a longitudinal sectional view of a conventional coil component.
The
ボビン102は、射出成形によって形成されており、このボビン102に金属端子103が圧入固定されている。導電線104は、ボビン102に巻回されることにより巻線コイル106を形成している。この導電線104の端部は、金属端子103に設けられた接続部107に接続されている。樹脂部材105は、オーバーモールド成形によりボビン102と一体に形成されており、巻線コイル106及び導電線104の端部を封止している。また、樹脂部材105は、先端部を除いて金属端子103の略全体を覆っている。
The
ところで、上述したコイル部品100に対して熱負荷を与えると、コイル部品100の各構成部位が、それぞれの材料の特有な線膨張係数に応じて膨張/収縮する。樹脂部材105の線膨張係数は、金属端子103や導電線104を構成する金属材料の線膨張係数に比べて非常に大きい。そのため、樹脂部材105に生じる膨張/収縮の挙動は、金属端子103や巻線コイル106に生じる膨張/収縮の挙動よりも非常に大きくなる。したがって、ここでは、樹脂部材105に生じる膨張/収縮の挙動について説明する。
By the way, when a thermal load is applied to the coil component 100 described above, each component part of the coil component 100 expands / contracts according to a specific linear expansion coefficient of each material. The linear expansion coefficient of the
熱負荷によって樹脂部材105に膨張/収縮の挙動が生じると、ボビン102に圧入されているだけの金属端子103は、樹脂部材105の挙動に応じて動いてしまう。そして、金属端子103が動くことにより、その金属端子103に接続された導電線104に応力が発生し、導電線104が断線してしまう。
When expansion / contraction behavior occurs in the
次に、樹脂部材105の挙動に応じた金属端子103の移動について図8Bを参照して説明する。
図8Bは、図8Aに示す領域Tの拡大図である。
Next, the movement of the
FIG. 8B is an enlarged view of the region T shown in FIG. 8A.
図8Bに示すように、導電線104の端部は、ボビン102の外面に沿って案内され、金属端子103の接続部107に接続されている。上述したように、コイル部品100が熱負荷を受けると、樹脂部材105に膨張/収縮の挙動が生じる。
As shown in FIG. 8B, the end portion of the
樹脂部材105の金属端子103近傍において、例えば、金属端子103の挿入(圧入)方向と反対の方向であるY方向に挙動が生じると、ボビン102に圧入固定された金属端子103がY方向に移動する。つまり、金属端子103は、挿入方向と反対の方向に移動する。
In the vicinity of the
金属端子103が挿入方向と反対の方向に移動すると、ボビン102の外面に沿って案内された導電線104の端部に応力が発生する。そのため、導電線104の端部が断線してしまう。このように、射出成形により形成したボビンに金属端子を圧入して製造されるコイル部品は、温度(熱)による負荷を受けると、導電線の断線が生じ易くなる。
When the
一方、インサート成形により金属端子とボビンを一体化して製造されるコイル部品は、温度(熱)による負荷を受けて樹脂部材に膨張/収縮の挙動が生じても、金属端子103の移動が少ない。したがって、導電線の断線を防止或いは抑制することができる。
On the other hand, a coil component manufactured by integrating a metal terminal and a bobbin by insert molding has little movement of the
ところが、インサート成形により金属端子とボビンを一体化して製造されるコイル部品は、複雑で高価な金型が必要になり、コストアップを招いてしまう。また、インサート成形は、成形タクト(時間)が長くなるため、生産性の向上を妨げるという問題があった。 However, coil parts manufactured by integrating metal terminals and bobbins by insert molding require a complicated and expensive mold, which increases costs. In addition, insert molding has a problem of hindering improvement in productivity because the molding tact (time) becomes long.
本発明は、上述した問題に鑑みてなされたものであり、その目的とするところは、金属端子とボビンをインサート成形によって一体化しなくても、導電線の断線を抑制することができるコイル部品を提供することである。 The present invention has been made in view of the above-described problems, and an object of the present invention is to provide a coil component that can suppress disconnection of a conductive wire without integrating a metal terminal and a bobbin by insert molding. Is to provide.
本発明のコイル部品は、ボビンと、金属端子と、導電線と、樹脂部材と、を備える。ボビンは、金属端子が挿入される端子挿入部とその端子挿入部に連通する樹脂収容部とを有する。金属端子は、ボビンの樹脂収容部に露出する固定部を有する。導電線は、ボビンに巻回されて巻線コイルを形成し、端部が金属端子に接続される。樹脂部材は、オーバーモールド成形によりボビンと一体に形成されている。そして、樹脂部材は、ボビンの樹脂収容部内に入り込んで金属端子の固定部に係合することにより、その金属端子の移動を抑制する。 The coil component of the present invention includes a bobbin, a metal terminal, a conductive wire, and a resin member. The bobbin has a terminal insertion part into which a metal terminal is inserted and a resin housing part that communicates with the terminal insertion part. The metal terminal has a fixing portion exposed to the resin housing portion of the bobbin. The conductive wire is wound around a bobbin to form a winding coil, and the end is connected to a metal terminal. The resin member is formed integrally with the bobbin by overmolding. And a resin member suppresses a movement of the metal terminal by entering in the resin accommodating part of a bobbin, and engaging with the fixing | fixed part of a metal terminal.
本発明のコイル部品では、オーバーモールド成形により形成された樹脂部材がボビンの樹脂収容部内に入り込んで金属端子の移動を抑制する。これにより、コイル部品が外的環境による負荷を受けて樹脂部材に膨張/収縮の挙動が生じても、金属端子の移動が少ない。その結果、金属端子に接続された導電線の端部に応力が発生することを防ぐことができ、導電線の断線を抑制することができる。 In the coil component of the present invention, the resin member formed by overmolding enters the resin housing portion of the bobbin and suppresses the movement of the metal terminal. Accordingly, even when the coil component receives a load due to the external environment and the resin member undergoes expansion / contraction behavior, the movement of the metal terminal is small. As a result, it is possible to prevent stress from being generated at the end portion of the conductive wire connected to the metal terminal, and it is possible to suppress disconnection of the conductive wire.
本発明のコイル部品によれば、金属端子とボビンをインサート成形によって一体化しなくても、導電線の断線を抑制することができる。 According to the coil component of the present invention, disconnection of the conductive wire can be suppressed without integrating the metal terminal and the bobbin by insert molding.
以下、本発明のコイル部品を実施するための最良の形態について、図面を参照して説明するが、本発明は以下の形態に限定されるものではない。また、以下の形態は、本発明のコイル部品をABSシステムの一部を構成するABSコイルに適用した例として説明する。 Hereinafter, the best mode for carrying out the coil component of the present invention will be described with reference to the drawings. However, the present invention is not limited to the following mode. Moreover, the following form demonstrates as an example which applied the coil components of this invention to the ABS coil which comprises some ABS systems.
1.第1の実施形態
[コイル部品の構成例]
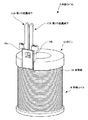
図1は、本発明のコイル部品の第1の実施の形態の構成から樹脂部材を除いた内部コイル2を示す斜視図である。第1の実施の形態のコイル部品1は、内部コイル2と樹脂部材3(図4を参照)を備えている。
1. First Embodiment [Configuration Example of Coil Parts]
FIG. 1 is a perspective view showing an internal coil 2 obtained by removing a resin member from the configuration of the first embodiment of the coil component of the present invention. The coil component 1 according to the first embodiment includes an internal coil 2 and a resin member 3 (see FIG. 4).
内部コイル2は、射出成形によって形成された樹脂性のボビン12と、ボビン12に取り付けられた第1の金属端子13A及び第2の金属端子13Bと、ボビン12に巻回されることにより巻線コイル16を形成する導電線14から構成されている。
The internal coil 2 is wound by being wound around the
導電線14は、銅、アルミニウム等により形成された線材からなり、所望の電磁気特性が得られるようにボビン12に巻回されている。導電線14の端部14a,14bは、金属端子13A,13Bにそれぞれ接続されている。
The conductive wire 14 is made of a wire made of copper, aluminum, or the like, and is wound around the
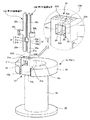
図2は、ボビン12と、第1及び第2金属端子13A,13Bを示す分解斜視図である。
図2に示すように、ボビン12は、導電線14が巻回される巻芯部18と、巻芯部18の両端に形成された鍔部19,20と、鍔部19に設けられた端子取付部21からなっている。巻芯部18は、円筒状に形成されている。この巻芯部18の筒孔18aには、ABSシステムの一部を構成する油圧バルブ(図示せず)が移動可能に挿入される。巻線コイル16に電流を流すことにより油圧バルブが筒孔18aの軸方向に移動し、油圧配管(図示せず)を開閉するようになっている。
FIG. 2 is an exploded perspective view showing the
As shown in FIG. 2, the
鍔部19,20は、巻芯部18の周面から半径方向外側に突出するリング状に形成されている。図2において、巻芯部18の上端に形成された鍔部19の厚さは、巻芯部18の下端に形成された鍔部20の厚さよりも厚くなっている。鍔部19には、端子取付部21の一部を露出させる切欠き19aが設けられている。切欠き19aは、鍔部19の厚み方向に延びており、端子取付部21との間に導電線14の両端部を案内するガイド部を形成している。
The
端子取付部21は、鍔部19の厚み方向に延びる縦長の直方体状に形成されおり、上部が鍔部19の上方に突出している。つまり、端子取付部21は、鍔部19の平面部と平行な上面21aと、鍔部19の中心から半径方向に延びる線と直交する正面21b及び背面21cと、左右の側面21d,21eを有している。
The
端子取付部21には、第1の金属端子13Aが挿入される第1の端子挿入部22Aと、第2の金属端子13Bが挿入される端子挿入部22Bと、これら端子挿入部22A,22Bに連通する樹脂収容部23が設けられている。
The
各端子挿入部22A,22Bは、端子取付部21の上面21aに開口された長方形の角孔として形成されており、端子取付部21の左右の側面21d,21eに直交する方向に適当な間隔をあけて配置されている。これら端子挿入部22A,22Bは、左右の側面21d,21eに直交する方向に延びる2つの長辺と、これら2つの長辺に直交する2つの短辺を有し、上面21aに直交する方向(鍔部19の厚み方向)に延在されている。
Each of the
樹脂収容部23は、端子取付部21の正面21b及び背面21cを貫通する四角形の貫通孔として形成されている。この樹脂収容部23は、上面23aと、下面23bと、左右の側面23c,23dを有し、金属端子13A,13Bの挿脱方向に対して略垂直な方向に延在されている。
The
樹脂収容部23は、端子挿入部22A,22Bの一部と垂直に交わるような大きさに設定されている。そのため、樹脂収容部23には、第1の端子挿入部22Aとの連通部分となる第1の開口部24と、第2の端子挿入部22Bとの連通部分となる第2の開口部25が形成されている。第1の開口部24は、樹脂収容部23の上面23aと左側面23cと下面23bに連続して形成され、縦断面の形状がコ字状となっている。同様に、第2の開口部25は、樹脂収容部23の上面23aと右側面23dと下面23bに連続して形成され、縦断面の形状がコ字状となっている。
The
第1及び第2の金属端子13A,13Bは、リン青銅、真鍮等からなる導電性の一枚板を打ち抜き加工することによって形成されている。
The first and
第1の金属端子13Aは、第1の端子挿入部22Aに挿入される挿入片28aと、導電線14の一端部が接続される接続片28bと、外部機器と電気的に接続される端子片28cを有している。同様に、第2の金属端子13Bは、第2の端子挿入部22Bに挿入される挿入片29aと、導電線14の他端部が接続される接続片29bと、外部機器と電気的に接続される端子片29cを有している。
The
接続片28b,29bは、折り曲げられることにより、それぞれ導電線14の端部を挟持するようになっている。そして、導電線14の両端部と接続片28b,29bとは、接続片28b,29bが導電線14の端部を挟持した状態で抵抗溶接や半田付けなどの溶着手段によって溶着される。これにより、接続片28b,29bと導電線14の両端部とは、強固に接続され、信頼性の高い接続部として形成される。また、端子片28c,29cは、後述するオーバーモールド成形によって樹脂部材3を形成する前に、鍔部19の半径方向内側に約90度折り曲げられる(図4を参照)。
The connecting
挿入片28a,29aは、それぞれ端子挿入部22A,22Bに対応した大きさに設定されており、端子挿入部22A,22Bに圧入される。これら挿入片28a,29aには、樹脂収容部23に露出する固定部31,32が設けられている。固定部31,32は、挿入片29a,29bの互いに対向する面をそれぞれ長方形に切り欠くことによって形成されている。
The
固定部31は、樹脂収容部23の第1の開口部24に対応した大きさに設定されおり、第1の金属端子13Aの挿脱方向に直交する第1平面31a及び第2平面31bと、第1の金属端子13Aの挿脱方向に平行な第3平面31cを有している。一方、固定部32は、樹脂収容部23の第2の開口部25に対応した大きさに設定されており、第2の金属端子13Bの挿脱方向に直交する第1平面32a及び第2平面32bと、第2の金属端子13Bの挿脱方向に平行な第3平面32cを有している。
The fixing
次に、ボビン12に対して各金属端子13A,13Bを取り付けた状態について、図3を参照して説明する。図3は、図1に示すA−A線部分の断面図である。
Next, a state where the
第1の金属端子13Aをボビン12の端子挿入部22Aに圧入すると、固定部31は、第1の開口部24(図2を参照)から露出して樹脂収容部23の内面と同一の平面を形成する。つまり、固定部31の第1平面31a及び第2平面31bが、樹脂収容部23の上面23a及び下面23bとそれぞれ同一の平面を形成し、固定部31の第3平面31cが、樹脂収容部23の左側面23cと同一の平面を形成する。
When the
また、第2の金属端子13Bをボビン12の端子挿入部22Bに圧入すると、固定部32は、第2の開口部25(図2を参照)から露出して樹脂収容部23の内面と同一の平面を形成する。つまり、固定部32の第1平面32a及び第2平面32bが、樹脂収容部23の上面23a及び下面23bとそれぞれ同一の平面を形成し、固定部32の第3平面32cが、樹脂収容部23の右側面23d(図2を参照)と同一の平面を形成する。
When the
次に、樹脂部材3について、図4を参照して説明する。
図4は、コイル部品1の縦断面図である。
Next, the resin member 3 will be described with reference to FIG.
FIG. 4 is a longitudinal sectional view of the coil component 1.
樹脂部材3は、内部コイル2に対してオーバーモールド成形を行うことにより形成されている。この樹脂部材3は、ボビン12と一体となっており、巻線コイル16及び導電線14の端部14a,14bを封止している。また、樹脂部材3は、端子片28c,29cの先端部を除いて各金属端子13A,13Bの略全体を覆っている。
The resin member 3 is formed by overmolding the internal coil 2. The resin member 3 is integrated with the
樹脂部材3は、温度、湿度、衝撃、振動、塵埃等の外的な環境条件から内部コイル2を保護するための耐性を有する。この樹脂部材3としては、例えば、ポリアミド系樹脂等の熱可塑性樹脂を適用することができる。 The resin member 3 has resistance to protect the internal coil 2 from external environmental conditions such as temperature, humidity, impact, vibration, and dust. As the resin member 3, for example, a thermoplastic resin such as a polyamide-based resin can be applied.
内部コイル2に対してオーバーモールド成形を行うと、樹脂部材3が樹脂収容部23内に入り込む。樹脂収容部23には、各金属端子13A,13Bに設けた固定部31,32が露出されている(図3を参照)。そのため、樹脂収容部23内に入り込んだ樹脂部材3は、固定部31,32と係合する。そして、オーバーモールド成形が完了した状態において、樹脂収容部23内に入り込んだ樹脂部材3は、2つの金属端子13A,13Bの移動を抑制する。
When overmolding is performed on the internal coil 2, the resin member 3 enters the
つまり、固定部31の第1平面31a(図3を参照)と樹脂部材3が係合することにより、第1の金属端子13Aの挿入方向への移動が抑制される。また、固定部31の第2平面31bと樹脂部材3が係合することにより、第1の金属端子13Aの離脱方向への移動が抑制される。そして、固定部31の第3平面31cと樹脂部材3が係合することにより、第1の金属端子13Aの第3平面31cに直交する方向への移動が抑制される。
That is, when the first
一方、固定部32の第1平面32aと樹脂部材3が係合することにより、第2の金属端子13Bの挿入方向への移動が抑制される。また、固定部32の第2平面32bと樹脂部材3が係合することにより、第2の金属端子13Bの離脱方向への移動が抑制される。そして、固定部32の第3平面32cと樹脂部材3が係合することにより、第2の金属端子13Bの第3平面32cに直交する方向への移動が抑制される。
On the other hand, when the first
その結果、熱負荷によって樹脂部材3に膨張/収縮の挙動が生じても、2つの金属端子13A,13Bの移動を抑制し、各金属端子13A,13Bに接続された導電線14の端部14a,14bに応力が発生することを抑えることができる。
As a result, even when the expansion / contraction behavior occurs in the resin member 3 due to the thermal load, the movement of the two
なお、導電線14の端部14a,14bは、弛まないように引っ張られた状態で各金属端子13A,13Bの接続片28b,29bに接続される。そのため、導電線14の断線は、金属端子13A,13Bが離脱方向に移動した場合に生じ易い。そこで、本実施の形態のコイル部品1では、固定部31,32の平面31b,32bと樹脂部材3とを係合させることにより、金属端子13A,13Bの離脱方向への移動を抑制する。
Note that the
[コイル部品の製造方法]
次に、本実施の形態のコイル部品1の製造方法の一例を説明する。
[Manufacturing method of coil parts]
Next, an example of the manufacturing method of the coil component 1 of this Embodiment is demonstrated.
まず、ボビン12を射出成形により製造する。このとき、ボビン12の端子取付部21には、端子挿入部22A,22Bと、樹脂収容部23が形成される(図2を参照)。
次に、金属端子13A,13Bを製造する。製造された金属端子13A,13Bの挿入片28a,28bには、固定部31,32が設けられている。なお、金属端子13A,13Bの製造は、ボビン12を製造する前に行ってもよい。
First, the
Next, the
次に、ボビン12の端子挿入部22A,22Bに金属端子13A,13Bを圧入する。これにより、金属端子13A,13Bの固定部31,32が、ボビン12の樹脂収容部23に露出される(図3を参照)。
Next, the
次に、ボビン12の巻芯部18に導電線14を巻回し、巻線コイル16を形成する。そして、導電線14の端部14a,14bを金属端子13A,13Bの接続片28b,29bに接続する。つまり、接続片28b,29bを折り曲げて導電線14の端部14a,14bを挟持させ、両者を抵抗溶接や半田付けなどの溶着手段によって溶着する。これにより、ボビン12と、金属端子13A,13Bと、導電線14からなる内部コイル2(図1を参照)が製造される。
Next, the conductive wire 14 is wound around the
次に、図示しない金型を用いてオーバーモールド成形を行うことにより、内部コイル2を覆う樹脂部材3を形成する。これにより、巻線コイル16及び導電線14の端部14a,14bが樹脂部材3によって封止され、コイル部品1が製造される(図4を参照)。
Next, the resin member 3 that covers the internal coil 2 is formed by overmolding using a mold (not shown). Thereby, the
このとき、樹脂部材3は、ボビン12の樹脂収容部23内に入り込み、金属端子13A,13Bの固定部31,32と係合する。その結果、樹脂部材3によって金属端子13A,13Bの移動が抑制され、熱負荷によって樹脂部材3に膨張/収縮の挙動が生じても、金属端子13A,13Bに接続された導電線14の端部14a,14bに応力が発生することを抑えることができる。
At this time, the resin member 3 enters the
コイル部品1が製造された状態において、樹脂収容部23近傍の断面を観察すると、樹脂収容部23と樹脂部材3との間に界面が形成されていることが確認できる。また、ボビン12および樹脂部材3の強度を上げるために樹脂部材3に強化繊維を付加した場合には、樹脂収容部23近傍において、強化繊維の配向状態が互いに異なっていることが確認できる。
When the cross section in the vicinity of the
しかしながら、樹脂収容部23と樹脂部材3との間に界面が形成されたり、強化繊維の配向状態が互いに異なったりしても、樹脂部材3によって金属端子13A,13Bの移動が抑制されるため、金属端子13A,13Bの移動に対して悪影響を生じることはない。その結果、金属端子13A,13Bをボビン12にインサート成形した場合と同等の効果を確保することが可能である。
However, even if an interface is formed between the
[第1の実施の形態の効果]
第1の実施の形態を示すコイル部品1によれば、オーバーモールド成形により樹脂部材3を形成すると、樹脂部材3の一部が樹脂収容部23内に入り込む。そして、樹脂収容部23内に入り込んだ樹脂部材3は、各金属端子13A,13Bの固定部31,32と係合し、各金属端子13A,13Bの移動を抑制する。その結果、樹脂部材3に膨張/収縮の挙動が生じても、各金属端子13A,13Bに接続された導電線14の端部14a,14bに応力が発生することを防ぐことができる。
[Effect of the first embodiment]
According to the coil component 1 showing the first embodiment, when the resin member 3 is formed by overmolding, a part of the resin member 3 enters the
したがって、各金属端子13A,13Bとボビン12をインサート成形によって一体化しなくても、導電線14の断線を抑制することができる。しかも、各金属端子13A,13Bとボビン12をインサート成形によって一体化する必要が無いため、歩留まりを高くすることができ、生産効率を向上させることができる。
Therefore, disconnection of the conductive wire 14 can be suppressed without integrating the
また、第1の実施の形態のコイル部品1では、第1の金属端子13Aに設けられた固定部31が第1の金属端子13Aの挿脱方向に直交する2つの平面31a,31bを有する。そして、第2の金属端子13Bに設けられた固定部32が、第2の金属端子13Bの挿脱方向に直交する2つの平面32a,32bを有する。そのため、各金属端子13A,13Bの固定部31,32に樹脂部材3を係合させることにより、各金属端子13A,13Bの挿脱方向への移動を確実に抑制することができる。
In the coil component 1 according to the first embodiment, the fixing
また、第1の実施の形態のコイル部品1では、樹脂収容部23が端子取付部21を貫通する貫通孔として形成されている。そのため、樹脂部材3が樹脂収容部23内に入り込んだときに、樹脂部材3が入り込む開口部とは反対側の開口部から空気が抜ける。したがって、樹脂収容部23と樹脂部材3との間に空気が密閉された状態、いわゆる空気だまりが生じることを防ぐことができる。
Further, in the coil component 1 of the first embodiment, the
また、第1の実施の形態のコイル部品1では、樹脂収容部23に露出した各金属端子13A,13Bの固定部31,32が、樹脂収容部23と同一の平面となる。そのため、オーバーモールド成形において、樹脂部材3を樹脂収容部23に速やかに流し込むことができ、オーバーモールド成形の作業効率を向上させることができる。
In the coil component 1 of the first embodiment, the fixing
2.第2の実施形態
[コイル部品の構成例]
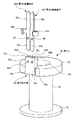
図5は、本発明のコイル部品の第2の実施の形態を説明するものであり、ボビンと、金属端子を示す分解斜視図である。
2. Second Embodiment [Configuration Example of Coil Parts]
FIG. 5 explains the second embodiment of the coil component of the present invention and is an exploded perspective view showing a bobbin and a metal terminal.
本発明のコイル部品の第2の実施の形態は、第1の実施の形態のコイル部品1と同様な構成を有しており、異なるところは、ボビン42の端子取付部43みである。そのため、ここでは、ボビン42の端子取付部43について説明し、第1の実施の形態のコイル部品1と共通する部分には、同一の符号を付して重複した説明を省略する。
The second embodiment of the coil component of the present invention has a configuration similar to that of the coil component 1 of the first embodiment, and the only difference is the
第2の実施の形態に係るボビン42の端子取付部43は、鍔部19の厚み方向に延びる縦長の直方体状に形成されおり、上部が鍔部19の上方に突出している。つまり、端子取付部43は、鍔部19の平面部と平行な上面43aと、鍔部19の中心から半径方向に延びる線と直交する正面43b及び背面43cと、左右の側面43d,43eを有している。
The
端子取付部43には、第1の金属端子13Aが挿入される第1の端子挿入部45Aと、第2の金属端子13Bが挿入される第2の端子挿入部45Bと、これら端子挿入部45A,45Bに連通する樹脂収容部46が設けられている。各端子挿入部45A,45Bは、端子取付部43の上面43aに開口されており、第1の実施の形態の端子挿入部22A,22Bと同一に形成されている。
The
樹脂収容部46は、端子取付部43の正面43bに開口された四角形の凹部として形成されている。つまり、樹脂収容部46は、上面46aと、下面46bと、左右の側面46c,46dと、底面46eを有し、金属端子13A,13Bの挿脱方向に対して略垂直な方向に延在されている。
The
樹脂収容部46は、端子挿入部22A,22Bの一部と交わるような大きさに設定されている。そのため、樹脂収容部46には、第1の端子挿入部22Aとの連通部分となる第1の開口部47と、第2の端子挿入部22Bとの連通部分となる第2の開口部48が形成されている。第1の開口部47は、樹脂収容部46の上面46aと左側面46cと下面46bに連続して形成され、縦断面の形状がコ字状となっている。同様に、第2の開口部48は、樹脂収容部46の上面46aと右側面46dと下面46bに連続して形成され、縦断面の形状がコ字状となっている。
The
第1の金属端子13Aを第1の端子挿入部45Aに圧入すると、固定部31は、第1の開口部47から露出して樹脂収容部46の内面と同一の平面を形成する。また、第2の金属端子13Bを第2の端子挿入部45Bに圧入すると、固定部32は、第2の開口部48から露出して樹脂収容部46の内面と同一の平面を形成する。
When the first metal terminal 13 </ b> A is press-fitted into the first terminal insertion portion 45 </ b> A, the fixing
[第2の実施の形態の効果]
コイル部品の第2の実施の形態によれば、第1の実施の形態のコイル部品1と同様の効果を得ることができる。つまり、第2の実施の形態に係る内部コイルに対してオーバーモールド成形を行うと、樹脂部材(図示せず)が樹脂収容部46内に入り込む。そして、樹脂収容部46内に入り込んだ樹脂部材が固定部31,32と係合し、金属端子13A,13Bの移動を抑制する。その結果、金属端子13A,13Bに接続された導電線14の端部14a,14b(図1を参照)に応力が発生することを防ぐことができ、導電線14の断線を抑制することができる。
[Effect of the second embodiment]
According to the second embodiment of the coil component, the same effect as that of the coil component 1 of the first embodiment can be obtained. That is, when overmolding is performed on the internal coil according to the second embodiment, a resin member (not shown) enters the
第2の実施の形態では、例えば、金型内を減圧した状態でオーバーモールド成形を行う。これにより、樹脂収容部46を凹部として形成しても、樹脂収容部46と樹脂部材との間に空気だまりが生じることを防ぐことができる。
In the second embodiment, for example, overmolding is performed in a state where the inside of the mold is decompressed. Thereby, even if the
3.第3の実施形態
[コイル部品の構成例]
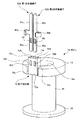
図6は、本発明のコイル部品の第3の実施の形態を説明するものであり、ボビンと、金属端子を示す分解斜視図である。
3. Third Embodiment [Configuration Example of Coil Parts]
FIG. 6 explains a third embodiment of the coil component of the present invention, and is an exploded perspective view showing a bobbin and a metal terminal.
本発明のコイル部品の第3の実施の形態は、第1の実施の形態のコイル部品1と同様な構成を有しており、異なるところは、ボビン52の端子取付部53と、第1及び第2の金属端子63A,63Bである。そのため、ここでは、ボビン52の端子取付部53と、各金属端子63A,63Bについて説明し、第1の実施の形態のコイル部品1と共通する部分には、同一の符号を付して重複した説明を省略する。 The third embodiment of the coil component of the present invention has a configuration similar to that of the coil component 1 of the first embodiment, except that the terminal mounting portion 53 of the bobbin 52, the first and Second metal terminals 63A and 63B. Therefore, here, the terminal mounting portion 53 of the bobbin 52 and each of the metal terminals 63A and 63B will be described, and portions common to the coil component 1 of the first embodiment are denoted by the same reference numerals and overlapped. Description is omitted.
第3の実施の形態に係るボビン52の端子取付部53は、鍔部19の厚み方向に延びる縦長の直方体状に形成されおり、上部が鍔部19の上方に突出している。つまり、端子取付部53は、鍔部19の平面部と平行な上面53aと、鍔部19の中心から半径方向に延びる線と直交する正面53b及び背面53cと、左右の側面53d,53eを有している。
The terminal mounting portion 53 of the bobbin 52 according to the third embodiment is formed in a vertically long rectangular parallelepiped shape extending in the thickness direction of the
端子取付部53には、第1の金属端子63Aが挿入される第1の端子挿入部55Aと、第2の金属端子63Bが挿入される第2の端子挿入部55Bと、これら端子挿入部55A,55Bにそれぞれ連通する第1及び第2の樹脂収容部56A,56Bが設けられている。各端子挿入部55A,55Bは、端子取付部53の上面53aに開口されており、第1の実施の形態の端子挿入部22A,22Bと同一に形成されている。
The terminal mounting portion 53 includes a first
樹脂収容部56A,56Bは、端子取付部53の正面53b及び背面53cを貫通する円形の貫通孔として形成されている。つまり、樹脂収容部56A,56Bは、金属端子63A,63Bの挿脱方向に対して略垂直な方向に延在されている。これら樹脂収容部56A,56Bは、その直径が端子挿入部55A,55Bの長辺よりも小さく設定されており、それぞれ端子挿入部55A,55Bと垂直に交わっている。
The
第1の金属端子63Aは、挿入片64aと、接続片64bと、端子片64cを有している。また、第2の金属端子63Bは、挿入片65aと、接続片65bと、端子片65cを有している。接続片64b,65bは、第1の実施の形態に係る接続片28b,29bと同一に形成され、端子片64c,65cは、第1の実施の形態に係る端子片28c,29cと同一に形成されている。
The first metal terminal 63A has an
挿入片64a,65aは、それぞれ端子挿入部55A,55Bに対応した大きさに設定されており、端子挿入部55A,55Bに圧入される。これら挿入片64a,65aには、樹脂収容部56A,56Bに露出する固定部67,68が設けられている。固定部67,68は、挿入片64a,65aを貫通する円形の貫通孔であり、それぞれ樹脂収容部56A,56Bと同一の直径に形成されている。
The
第1の金属端子63Aを第1の端子挿入部55Aに圧入すると、固定部67は、第1の樹脂収容部56Aに対向され、その樹脂収容部56Aの周面と同一の周面を形成する。また、第2の金属端子63Bを第2の端子挿入部55Bに圧入すると、固定部68は、第2の樹脂収容部56Bに対向され、その樹脂収容部56Bの周面と同一の周面を形成する。
When the first metal terminal 63A is press-fitted into the first
[第3の実施の形態の効果]
コイル部品の第3の実施の形態によれば、第1の実施の形態のコイル部品1と同様の効果を得ることができる。つまり、第3の実施の形態に係る内部コイルに対してオーバーモールド成形を行うと、樹脂部材(図示せず)が樹脂収容部56A,56B内に入り込む。そして、樹脂収容部56A,56B内に入り込んだ樹脂部材が固定部67,68と係合し、金属端子63A,63Bの移動を抑制する。その結果、金属端子63A,63Bに接続された導電線14の端部14a,14b(図1を参照)に応力が発生することを防ぐことができ、導電線14の断線を抑制することができる。
[Effect of the third embodiment]
According to the third embodiment of the coil component, an effect similar to that of the coil component 1 of the first embodiment can be obtained. That is, when overmolding is performed on the internal coil according to the third embodiment, a resin member (not shown) enters the
コイル部品の第3の実施の形態では、金属端子63A,63Bの固定部67,68を円形の貫通孔として形成した。そして、樹脂部材が固定部67,68内に入り込むことにより、両者が係合した状態となる。したがって、固定部67,68の各中心軸が延在される方向に対して直交する全方向で金属端子63A,63Bの移動を抑制することができる。
In the third embodiment of the coil component, the fixing
4.第4の実施形態
[コイル部品の構成例]
図7は、本発明のコイル部品の第4の実施の形態を説明するものであり、ボビンと、金属端子を示す分解斜視図である。
4). Fourth Embodiment [Configuration Example of Coil Parts]
FIG. 7 explains a fourth embodiment of the coil component of the present invention, and is an exploded perspective view showing a bobbin and a metal terminal.
本発明のコイル部品の第4の実施の形態は、第1の実施の形態のコイル部品1と同様な構成を有しており、異なるところは、ボビン72の端子取付部73と、第1及び第2の金属端子83A,83Bである。そのため、ここでは、ボビン72の端子取付部73と、各金属端子83A,83Bについて説明し、第1の実施の形態のコイル部品1と共通する部分には、同一の符号を付して重複した説明を省略する。 The fourth embodiment of the coil component of the present invention has the same configuration as that of the coil component 1 of the first embodiment, except that the terminal mounting portion 73 of the bobbin 72 is different from the first and second embodiments. Second metal terminals 83A and 83B. Therefore, here, the terminal mounting portion 73 of the bobbin 72 and each of the metal terminals 83A and 83B will be described, and portions common to the coil component 1 of the first embodiment are denoted by the same reference numerals and overlapped. Description is omitted.
第4の実施の形態に係るボビン72の端子取付部73は、鍔部19の厚み方向に延びる縦長の直方体状に形成されおり、上部が鍔部19の上方に突出している。つまり、端子取付部73は、鍔部19の平面部と平行な上面73aと、鍔部19の中心から半径方向に延びる線と直交する正面73b及び背面73cと、左右の側面73d,73eを有している。
The terminal mounting portion 73 of the bobbin 72 according to the fourth embodiment is formed in a vertically long rectangular parallelepiped shape extending in the thickness direction of the
端子取付部73には、第1の金属端子83Aが挿入される第1の端子挿入部75Aと、第2の金属端子83Bが挿入される第2の端子挿入部75Bと、これら端子挿入部75A,75Bにそれぞれ連通する第1及び第2の樹脂収容部76A,76Bが設けられている。各端子挿入部75A,75Bは、端子取付部73の上面73aに開口されており、第1の実施の形態の端子挿入部22A,22Bと同一に形成されている。
The terminal mounting portion 73 includes a first
第1及び第2の樹脂収容部76A,76Bは、端子取付部73の正面73b及び背面73cを貫通する長方形の貫通孔として形成されている。つまり、樹脂収容部76A,76Bは、端子取付部73の上面73aに直交する方向(鍔部19の厚み方向)に延びる2つの長辺と、これら2つの長辺に直交する2つの短辺を有し、金属端子83A,83Bの挿脱方向に対して略垂直な方向に延在されている。そして、樹脂収容部76A,76Bは、短辺が端子挿入部75A,75Bの長辺よりも小さく設定されており、それぞれ端子挿入部75A,75Bと垂直に交わっている。
The first and second
第1の金属端子83Aは、挿入片84aと、接続片84bと、端子片84cを有している。また、第2の金属端子83Bは、挿入片85aと、接続片85bと、端子片85cを有している。接続片84b,85bは、第1の実施の形態に係る接続片28b,29bと同一に形成され、端子片84c,85cは、第1の実施の形態に係る端子片28c,29cと同一に形成されている。
The first metal terminal 83A includes an
挿入片84a,85aは、それぞれ端子挿入部75A,75Bに対応した大きさに設定されており、端子挿入部75A,75Bに圧入される。これら挿入片84a,85aには、樹脂収容部76A,76Bに露出する固定部87,88が設けられている。固定部87,88は、挿入片84a,85aを貫通する貫通孔であり、樹脂収容部76A,76Bと同じ大きさの長方形に形成されている。したがって、固定部87,88は、金属端子83A,83Bの挿脱方向に直交する平面(短辺を形成する平面)を有している。
The
第1の金属端子83Aを第1の端子挿入部75Aに圧入すると、固定部87は、第1の樹脂収容部76Aに対向され、その樹脂収容部76Aの内面と同一の平面を形成する。また、第2の金属端子83Bを第2の端子挿入部75Bに圧入すると、固定部88は、第2の樹脂収容部76Bに対向され、その樹脂収容部76Bの内面と同一の平面を形成する。
When the first metal terminal 83A is press-fitted into the first
[第4の実施の形態の効果]
コイル部品の第4の実施の形態によれば、第1の実施の形態のコイル部品1と同様の効果を得ることができる。つまり、第4の実施の形態に係る内部コイルに対してオーバーモールド成形を行うと、樹脂部材が2つの樹脂収容部76A,76B内に入り込む。そして、樹脂収容部76A,76B内に入り込んだ樹脂部材が固定部87,88と係合し、金属端子83A,83Bの移動を抑制する。その結果、金属端子83A,83Bに接続された導電線14の端部14a,14b(図1を参照)に応力が発生することを防ぐことができ、導電線14(図1を参照)の断線を抑制することができる。
[Effect of the fourth embodiment]
According to the fourth embodiment of the coil component, the same effect as that of the coil component 1 of the first embodiment can be obtained. That is, when overmolding is performed on the internal coil according to the fourth embodiment, the resin member enters the two
コイル部品の第4の実施の形態では、金属端子83A,83Bの固定部87,88を長方形(四角形)の貫通孔として形成した。そして、樹脂部材が固定部87,88内に入り込むことにより、両者が係合した状態となる。したがって、固定部87,88のか各中心軸が延在される方向に対して直交する全方向で金属端子83A,83Bの移動を抑制することができる。
In the fourth embodiment of the coil component, the fixing
[実施の形態の変形例]
本発明は、前述しかつ図面に示した実施の形態に限定されるものではなく、その要旨を逸脱しない範囲内で種々の変形実施が可能である。前記第1〜第4の実施の形態では、樹脂収容部を金属端子の挿脱方向と直交する方向に延在させたが、本発明に係る樹脂収容部としては、金属端子の挿脱方向に対して傾斜する方向に延在させてもよい。
[Modification of Embodiment]
The present invention is not limited to the embodiment described above and shown in the drawings, and various modifications can be made without departing from the scope of the invention. In the first to fourth embodiments, the resin accommodating portion is extended in a direction orthogonal to the insertion / removal direction of the metal terminal. However, as the resin accommodation portion according to the present invention, in the insertion / removal direction of the metal terminal. Alternatively, it may be extended in a direction inclined with respect to it.
また、第1〜第4の実施の形態では、樹脂収容部に露出した金属端子の固定部が樹脂収容部と同一の面を形成する構成としたが、本発明に係る金属端子の固定部としては、樹脂収容部に突出するように形成してもよい。 In the first to fourth embodiments, the fixed portion of the metal terminal exposed to the resin accommodating portion forms the same surface as the resin accommodating portion. However, as the fixed portion of the metal terminal according to the present invention, May be formed so as to protrude into the resin container.
また、第1〜第4の実施の形態では、金属端子をボビンの端子挿入部に圧入する構成としたが、金属端子を端子挿入部に圧入せずに挿入するのみとしてもよい。この場合においても、樹脂収容部に入り込んだ樹脂部材によって金属端子の移動が抑制されるため、導電線の断線を抑制することができる。 In the first to fourth embodiments, the metal terminal is press-fitted into the terminal insertion portion of the bobbin. However, the metal terminal may be inserted without being press-fitted into the terminal insertion portion. Also in this case, since the movement of the metal terminal is suppressed by the resin member that has entered the resin housing portion, disconnection of the conductive wire can be suppressed.
1…コイル部品、 2…内部コイル、 3…樹脂部材、 12…ボビン、 13A…第1の金属端子、 13B…第2の金属端子、 14…導電線、 16…巻線コイル、 21…端子取付部、 22A…第1の端子挿入部、 22B…第2の端子挿入部、 23…樹脂収容部、 31,32…固定部 DESCRIPTION OF SYMBOLS 1 ... Coil component, 2 ... Internal coil, 3 ... Resin member, 12 ... Bobbin, 13A ... 1st metal terminal, 13B ... 2nd metal terminal, 14 ... Conductive wire, 16 ... Winding coil, 21 ... Terminal attachment Part, 22A ... 1st terminal insertion part, 22B ... 2nd terminal insertion part, 23 ... Resin accommodating part, 31, 32 ... Fixing part
Claims (3)
前記端子挿入部に挿入され、前記樹脂収容部に露出する固定部を有する金属端子と、
前記ボビンに巻回されて巻線コイルを形成し、端部が前記金属端子に接続される導電線と、
オーバーモールド成形により前記ボビンと一体に形成され、前記ボビンの前記樹脂収容部内に入り込んで前記金属端子の前記固定部に係合することにより、前記金属端子の移動を抑制する樹脂部材と、を備える
ことを特徴とするコイル部品。 A bobbin having a terminal insertion portion and a resin accommodating portion communicating with the terminal insertion portion;
A metal terminal inserted into the terminal insertion portion and having a fixing portion exposed to the resin accommodating portion;
A conductive wire wound around the bobbin to form a winding coil, and an end connected to the metal terminal;
A resin member that is integrally formed with the bobbin by overmolding, and that enters the resin accommodating portion of the bobbin and engages with the fixing portion of the metal terminal, thereby suppressing the movement of the metal terminal. Coil parts characterized by that.
ことを特徴とする請求項1記載のコイル部品。 The coil component according to claim 1, wherein the resin accommodating portion is a through hole formed in a direction substantially perpendicular to the insertion / removal direction of the metal terminal.
ことを特徴とする請求項2記載のコイル部品。 The coil component according to claim 2, wherein the fixing portion of the metal terminal has a plane perpendicular to the insertion / removal direction of the metal terminal.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008193690A JP5278795B2 (en) | 2008-07-28 | 2008-07-28 | Coil parts |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008193690A JP5278795B2 (en) | 2008-07-28 | 2008-07-28 | Coil parts |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010034223A true JP2010034223A (en) | 2010-02-12 |
| JP5278795B2 JP5278795B2 (en) | 2013-09-04 |
Family
ID=41738368
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008193690A Active JP5278795B2 (en) | 2008-07-28 | 2008-07-28 | Coil parts |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5278795B2 (en) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012178420A (en) * | 2011-02-25 | 2012-09-13 | Sumitomo Wiring Syst Ltd | Coil device |
| JP2012204625A (en) * | 2011-03-25 | 2012-10-22 | Denso Corp | Voltage converter |
| JP2014123432A (en) * | 2012-12-20 | 2014-07-03 | Hiroshi Iketani | Electromagnetic relay device |
| JP2017195286A (en) * | 2016-04-20 | 2017-10-26 | スミダコーポレーション株式会社 | Coil component and manufacturing method of coil component |
| EP3261102A1 (en) * | 2016-06-23 | 2017-12-27 | Rain Bird Corporation | Universal solenoid |
| US10980120B2 (en) | 2017-06-15 | 2021-04-13 | Rain Bird Corporation | Compact printed circuit board |
| US11503782B2 (en) | 2018-04-11 | 2022-11-22 | Rain Bird Corporation | Smart drip irrigation emitter |
| US11721465B2 (en) | 2020-04-24 | 2023-08-08 | Rain Bird Corporation | Solenoid apparatus and methods of assembly |
| JP7438073B2 (en) | 2020-09-18 | 2024-02-26 | 株式会社タムラ製作所 | Terminal blocks, bobbins and coil devices |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54119654U (en) * | 1978-02-10 | 1979-08-22 | ||
| JPS5588207U (en) * | 1978-12-14 | 1980-06-18 | ||
| JPS62174304U (en) * | 1986-04-24 | 1987-11-05 | ||
| JPH03199786A (en) * | 1989-12-28 | 1991-08-30 | Aisin Aw Co Ltd | Resin molded coil device |
| JPH05190348A (en) * | 1992-01-17 | 1993-07-30 | Sumitomo Wiring Syst Ltd | Coil device and manufacture thereof |
| JPH0729721A (en) * | 1993-07-08 | 1995-01-31 | Zexel Corp | Stepping motor |
-
2008
- 2008-07-28 JP JP2008193690A patent/JP5278795B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54119654U (en) * | 1978-02-10 | 1979-08-22 | ||
| JPS5588207U (en) * | 1978-12-14 | 1980-06-18 | ||
| JPS62174304U (en) * | 1986-04-24 | 1987-11-05 | ||
| JPH03199786A (en) * | 1989-12-28 | 1991-08-30 | Aisin Aw Co Ltd | Resin molded coil device |
| JPH05190348A (en) * | 1992-01-17 | 1993-07-30 | Sumitomo Wiring Syst Ltd | Coil device and manufacture thereof |
| JPH0729721A (en) * | 1993-07-08 | 1995-01-31 | Zexel Corp | Stepping motor |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012178420A (en) * | 2011-02-25 | 2012-09-13 | Sumitomo Wiring Syst Ltd | Coil device |
| JP2012204625A (en) * | 2011-03-25 | 2012-10-22 | Denso Corp | Voltage converter |
| JP2014123432A (en) * | 2012-12-20 | 2014-07-03 | Hiroshi Iketani | Electromagnetic relay device |
| JP2017195286A (en) * | 2016-04-20 | 2017-10-26 | スミダコーポレーション株式会社 | Coil component and manufacturing method of coil component |
| EP3261102A1 (en) * | 2016-06-23 | 2017-12-27 | Rain Bird Corporation | Universal solenoid |
| US10871242B2 (en) | 2016-06-23 | 2020-12-22 | Rain Bird Corporation | Solenoid and method of manufacture |
| US10980120B2 (en) | 2017-06-15 | 2021-04-13 | Rain Bird Corporation | Compact printed circuit board |
| US11503782B2 (en) | 2018-04-11 | 2022-11-22 | Rain Bird Corporation | Smart drip irrigation emitter |
| US11917956B2 (en) | 2018-04-11 | 2024-03-05 | Rain Bird Corporation | Smart drip irrigation emitter |
| US11721465B2 (en) | 2020-04-24 | 2023-08-08 | Rain Bird Corporation | Solenoid apparatus and methods of assembly |
| JP7438073B2 (en) | 2020-09-18 | 2024-02-26 | 株式会社タムラ製作所 | Terminal blocks, bobbins and coil devices |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5278795B2 (en) | 2013-09-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5278795B2 (en) | Coil parts | |
| CN102800470B (en) | Internal combustion engine ignition coil | |
| US9786433B2 (en) | Reactor and manufacturing method thereof | |
| JP4855239B2 (en) | Insulation housing for motor | |
| US9343221B2 (en) | Resin-mold core and reactor using the same | |
| US8164230B2 (en) | Stator | |
| JP6166025B2 (en) | Motor stator core and method of manufacturing the same | |
| JP2010135430A (en) | Solenoid coil | |
| JP5004243B2 (en) | Electromagnetic relay | |
| JP6677059B2 (en) | Coil component and method for manufacturing coil component | |
| JP4607911B2 (en) | Motor stator, motor and air conditioner | |
| CN110894891B (en) | Solenoid, solenoid valve and assembly method | |
| US20170084391A1 (en) | Connection structure for electrical component assembly, hydraulic pressure control apparatus, and method for producing electrically conductive member | |
| JP2023144142A (en) | electromagnetic relay | |
| EP3236563B1 (en) | Driving motor for environmentally friendly vehicles | |
| JP2008098506A (en) | Coil component and method for manufacturing coil component | |
| JP5007361B2 (en) | Electrical component assembly connection structure, hydraulic control device, and conductive member manufacturing method | |
| JP2010198811A (en) | Shield connector | |
| JP7277895B2 (en) | Solenoid Bobbins and Solenoids | |
| JP2009093973A (en) | Electromagnetic switch for starter | |
| JP2018041680A (en) | Shield connector | |
| JP4385932B2 (en) | Board connector | |
| JP6491887B2 (en) | Ignition coil for internal combustion engine | |
| JP4066745B2 (en) | Stator core and housing fixing structure | |
| CN114715094A (en) | Coil assembly for braking vehicle and braking device with same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110526 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120903 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120911 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121030 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130423 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130509 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5278795 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |