JP2010012489A - 熱間プレス成形用金型の製造方法及び製造装置 - Google Patents
熱間プレス成形用金型の製造方法及び製造装置 Download PDFInfo
- Publication number
- JP2010012489A JP2010012489A JP2008173834A JP2008173834A JP2010012489A JP 2010012489 A JP2010012489 A JP 2010012489A JP 2008173834 A JP2008173834 A JP 2008173834A JP 2008173834 A JP2008173834 A JP 2008173834A JP 2010012489 A JP2010012489 A JP 2010012489A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- mold surface
- temperature
- etching
- shape
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images













Landscapes
- Mounting, Exchange, And Manufacturing Of Dies (AREA)
Abstract
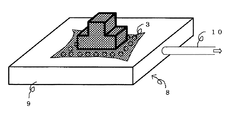
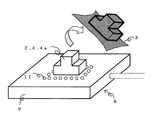
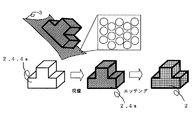
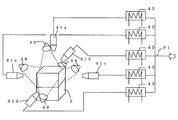
【解決手段】加工形状のパターンを形成した印刷シートを軟化し、軟化シートを形成する。軟化シートを金型形状加工後の金型2またはそれと同形状の型の表面に密着後、硬化し、3次元形状の3次元マスキングを形成する。レジスト膜が成膜された金型2に3次元マスキングを密着させ、露光により加工形状のパターンをレジスト膜に転写、現像し、複数のノズルから噴射するエッチング5液により前記金型の不要な表面を除去する。その際、エッチング液5の温度等を制御してエッチングを制御する。
【選択図】図10
Description
(1)金型の表面に施す加工形状のパターンを形成したシートを軟化し、前記軟化したシートを、前記金型またはそれと同形状の型の表面に密着し、その後当該シートを硬化して3次元形状のマスキングを形成し、前記3次元形状のマスキングを、レジスト膜が成膜された前記金型に密着させ、露光により前記加工形状のパターンを前記レジスト膜に転写、現像し、その後、エッチング液により前記金型に転写された前記加工形状のパターンを前記金型表面に形成する熱間プレス成形用金型の製造方法であって、複数の噴射ノズルによりエッチング液を金型表面に噴射し、次の(a)から(e)の1種または2種以上を制御することを特徴とする熱間プレス成形用金型の製造方法。
(a)エッチング液の前記金型表面上での温度
(b)エッチング液の濃度
(c)エッチング液の前記金型表面上での流れ
(d)エッチング液の前記金型表面上での滞留時間
(e)金型表面温度
(2)前記(a)の制御は、前記噴射ノズルにより噴射する前記エッチング液の温度を制御することを特徴とする、請求項1に記載の熱間プレス成形用金型の製造方法。
(3)前記金型表面へのエッチング液の噴射は、空気若しくは水の噴射と同時に行うか、または空気若しくは水を噴射した後に行い、前記噴射する空気若しくは水の温度を制御することにより、次の(a)から(e)の1種または2種以上をさらに制御することを特徴とする、請求項1または2に記載の熱間プレス成形用金型の製造方法。
(a)エッチング液の前記金型表面上での温度
(b)エッチング液の濃度
(c)エッチング液の前記金型表面上での流れ
(d)エッチング液の前記金型表面上での滞留時間
(e)金型表面温度
(4)前記金型表面へのエッチング液の噴射は、所定の時間間隔の空気の噴射と同時に行い、前記噴射する空気を制御することにより、次の(a)、(c)、(d)、(e)の1種または2種以上をさらに制御することを特徴とする、請求項1〜3の何れかに記載の熱間プレス成形用金型の製造方法。
(a)エッチング液の前記金型表面上での温度
(c)エッチング液の前記金型表面上での流れ
(d)エッチング液の前記金型表面上での滞留時間
(e)金型表面温度
(5)前記金型表面へのエッチング液の噴射は、前記金型表面への輻射加熱と同時に行い、前記輻射加熱を制御することにより、次の(a)、(e)の1種または2種をさらに制御することを特徴とする請求項1〜4の何れかに記載の熱間プレス成形用金型の製造方法。
(a)エッチング液の前記金型表面上での温度
(e)金型表面温度
(6)前記金型は、回転させることにより遠心力を付与され、前記金型表面へのエッチング液の噴射は、前記金型への遠心力の付与と同時に、または遠心力の付与後に行い、前記遠心力を制御することにより、次の(c)、(d)の1種または2種をさらに制御することを特徴とする、請求項1〜5の何れかに記載の熱間プレス成形用金型の製造方法。
(c)エッチング液の前記金型表面上での流れ
(d)エッチング液の前記金型表面上での滞留時間
(7)前記シートに形成した加工形状のパターンは、前記シートに前記加工形状のパターンを印刷することで形成されることを特徴とする、請求項1〜6の何れかに記載の熱間プレス成形用金型の製造方法。
(8)熱間プレス成形用金型の型形状加工後に、金型表面に所定の形状を加工する装置であって、前記金型の表面に施す加工形状のパターンを形成したシートを軟化する装置と、前記軟化したシートを真空成形により3次元形状に成形する装置と、露光により前記3次元形状に成形されたシートの加工形状のパターンを、前記金型表面に成膜したレジスト膜に転写、現像する装置と、請求項1〜6のいずれかに記載のエッチング方法により金型表面の不要な表面を除去し、金型表面に凹凸形状を加工する装置と、を有することを特徴とする熱間プレス成形用金型の製造装置。

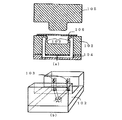
1a 印刷シート
1b 軟化シート
2 金型
3 3次元マスキング
4 レジスト膜
4a 硬化・定着レジスト膜
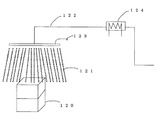
5 エッチング液
6 光
7 現像液
8 真空形成装置
9 台座
10 吸引孔
11 開口部
15 露光ランプ
21 台座
22 軟化装置
23 露光装置
24 マスキング成形装置
31 真空空間
32 レール
33 スライド装置
34 クランプ
35 ヒーター
36 レフ板
37 ケース
38 ガイド装置
41 噴射ノズル
43 熱交換器
45 吸引ノズル
46 流体
47 温度調節ノズル
48 熱交換器
49 照射ランプ
51 回転テーブル
55 ガス流体
56 液切ノズル
P1 配管
P2 配管
P3 配管
P4 配管
Claims (8)
- 金型の表面に施す加工形状のパターンを形成したシートを軟化し、
前記軟化したシートを、前記金型またはそれと同形状の型の表面に密着し、その後当該シートを硬化して3次元形状のマスキングを形成し、
前記3次元形状のマスキングを、レジスト膜が成膜された前記金型に密着させ、露光により前記加工形状のパターンを前記レジスト膜に転写、現像し、その後、
エッチング液により前記金型に転写された前記加工形状のパターンを前記金型表面に形成する熱間プレス成形用金型の製造方法であって、
複数の噴射ノズルによりエッチング液を金型表面に噴射し、次の(a)から(e)の1種または2種以上を制御することを特徴とする熱間プレス成形用金型の製造方法。
(a)エッチング液の前記金型表面上での温度
(b)エッチング液の濃度
(c)エッチング液の前記金型表面上での流速
(d)エッチング液の前記金型表面上での滞留時間
(e)金型表面温度 - 前記(a)の制御は、
前記噴射ノズルにより噴射する前記エッチング液の温度を制御することを特徴とする、請求項1に記載の熱間プレス成形用金型の製造方法。 - 前記金型表面へのエッチング液の噴射は、
空気若しくは水の噴射と同時に行うか、または空気若しくは水を噴射した後に行い、
前記噴射する空気若しくは前記水の温度を制御することにより、次の(a)から(e)の1種または2種以上をさらに制御することを特徴とする、請求項1または2に記載の熱間プレス成形用金型の製造方法。
(a)エッチング液の前記金型表面上での温度
(b)エッチング液の濃度
(c)エッチング液の前記金型表面上での流速
(d)エッチング液の前記金型表面上での滞留時間
(e)金型表面温度 - 前記金型表面へのエッチング液の噴射は、所定の時間間隔の空気の噴射と同時に行い、
前記噴射する空気を制御することにより、次の(a)、(c)、(d)、(e)の1種または2種以上をさらに制御することを特徴とする、請求項1〜3の何れかに記載の熱間プレス成形用金型の製造方法。
(a)エッチング液の前記金型表面上での温度
(c)エッチング液の前記金型表面上での流速
(d)エッチング液の前記金型表面上での滞留時間
(e)金型表面温度 - 前記金型表面へのエッチング液の噴射は、
前記金型表面への輻射加熱と同時に行い、
前記輻射加熱を制御することにより、次の(a)、(e)の1種または2種をさらに制御することを特徴とする請求項1〜4の何れかに記載の熱間プレス成形用金型の製造方法。
(a)エッチング液の前記金型表面上での温度
(e)金型表面温度 - 前記金型は、回転させることにより遠心力を付与され、
前記金型表面へのエッチング液の噴射は、前記金型への遠心力の付与と同時に、または遠心力の付与後に行い、
前記遠心力を制御することにより、次の(c)、(d)、の1種または2種をさらに制御することを特徴とする、請求項1〜5の何れかに記載の熱間プレス成形用金型の製造方法。
(c)エッチング液の前記金型表面上での流速
(d)エッチング液の前記金型表面上での滞留時間 - 前記シートに形成した加工形状のパターンは、
前記シートに前記加工形状のパターンを印刷することで形成されることを特徴とする、請求項1〜6の何れかに記載の熱間プレス成形用金型の製造方法。 - 熱間プレス成形用金型の型形状加工後に、金型表面に所定の形状を加工する装置であって、
前記金型の表面に施す加工形状のパターンを形成したシートを軟化する装置と、
前記軟化したシートを真空成形により3次元形状に成形する装置と、
露光により前記3次元形状に成形されたシートの加工形状のパターンを、前記金型表面に成膜したレジスト膜に転写、現像する装置と、
請求項1〜6のいずれかに記載のエッチング方法により金型表面の不要な表面を除去し、金型表面に凹凸形状を加工する装置と、を有することを特徴とする熱間プレス成形用金型の製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008173834A JP4966262B2 (ja) | 2008-07-02 | 2008-07-02 | 熱間プレス成形用金型の製造方法及び製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008173834A JP4966262B2 (ja) | 2008-07-02 | 2008-07-02 | 熱間プレス成形用金型の製造方法及び製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010012489A true JP2010012489A (ja) | 2010-01-21 |
| JP4966262B2 JP4966262B2 (ja) | 2012-07-04 |
Family
ID=41699119
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008173834A Active JP4966262B2 (ja) | 2008-07-02 | 2008-07-02 | 熱間プレス成形用金型の製造方法及び製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4966262B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011230188A (ja) * | 2010-04-27 | 2011-11-17 | Ichia Technologies Inc | 金属板微細成形プロセス及び成形型の細線を形成する方法 |
| CN104175553A (zh) * | 2014-07-18 | 2014-12-03 | 上海交通大学医学院附属第九人民医院 | 一种新型义齿蜡型三维打印成形试验机 |
| CN110732597A (zh) * | 2018-07-19 | 2020-01-31 | 南京诺瑞特铸造有限公司 | 一种冲压式模具生产的制造工艺 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62224688A (ja) * | 1986-03-26 | 1987-10-02 | Toshiba Corp | レ−ザを併用した加工装置 |
| JPH01147076A (ja) * | 1987-12-02 | 1989-06-08 | Sumitomo Metal Ind Ltd | 塗装外観性およびプレス性に優れた鋼板 |
| JPH08283964A (ja) * | 1995-04-14 | 1996-10-29 | Toppan Printing Co Ltd | エッチング部品の製造方法 |
| JPH10140375A (ja) * | 1996-11-07 | 1998-05-26 | Mitsubishi Chem Corp | アルミニウム帯板の連続表面処理装置及びアルミニウム帯板の洗浄方法 |
| JP2000119874A (ja) * | 1998-10-07 | 2000-04-25 | Toshiba Corp | 基板処理装置 |
| JP2000276505A (ja) * | 1999-03-25 | 2000-10-06 | Ngk Spark Plug Co Ltd | 電子回路基板設計用cadシステムとそれに使用するプログラムを記憶した記録媒体、及び電子回路基板の製造方法 |
| JP2000328266A (ja) * | 1999-05-21 | 2000-11-28 | Seiko Epson Corp | エッチング方法、インクジェットヘッドの製造方法、インクジェットヘッドおよびインクジェット記録装置 |
| JP2004345286A (ja) * | 2003-05-23 | 2004-12-09 | Sony Corp | 金型表面装飾方法及び金型 |
| JP2005169394A (ja) * | 2003-10-02 | 2005-06-30 | Nippon Steel Corp | 金属板材の熱間プレス成形装置及び熱間プレス成形方法 |
-
2008
- 2008-07-02 JP JP2008173834A patent/JP4966262B2/ja active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62224688A (ja) * | 1986-03-26 | 1987-10-02 | Toshiba Corp | レ−ザを併用した加工装置 |
| JPH01147076A (ja) * | 1987-12-02 | 1989-06-08 | Sumitomo Metal Ind Ltd | 塗装外観性およびプレス性に優れた鋼板 |
| JPH08283964A (ja) * | 1995-04-14 | 1996-10-29 | Toppan Printing Co Ltd | エッチング部品の製造方法 |
| JPH10140375A (ja) * | 1996-11-07 | 1998-05-26 | Mitsubishi Chem Corp | アルミニウム帯板の連続表面処理装置及びアルミニウム帯板の洗浄方法 |
| JP2000119874A (ja) * | 1998-10-07 | 2000-04-25 | Toshiba Corp | 基板処理装置 |
| JP2000276505A (ja) * | 1999-03-25 | 2000-10-06 | Ngk Spark Plug Co Ltd | 電子回路基板設計用cadシステムとそれに使用するプログラムを記憶した記録媒体、及び電子回路基板の製造方法 |
| JP2000328266A (ja) * | 1999-05-21 | 2000-11-28 | Seiko Epson Corp | エッチング方法、インクジェットヘッドの製造方法、インクジェットヘッドおよびインクジェット記録装置 |
| JP2004345286A (ja) * | 2003-05-23 | 2004-12-09 | Sony Corp | 金型表面装飾方法及び金型 |
| JP2005169394A (ja) * | 2003-10-02 | 2005-06-30 | Nippon Steel Corp | 金属板材の熱間プレス成形装置及び熱間プレス成形方法 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011230188A (ja) * | 2010-04-27 | 2011-11-17 | Ichia Technologies Inc | 金属板微細成形プロセス及び成形型の細線を形成する方法 |
| CN104175553A (zh) * | 2014-07-18 | 2014-12-03 | 上海交通大学医学院附属第九人民医院 | 一种新型义齿蜡型三维打印成形试验机 |
| CN110732597A (zh) * | 2018-07-19 | 2020-01-31 | 南京诺瑞特铸造有限公司 | 一种冲压式模具生产的制造工艺 |
| CN110732597B (zh) * | 2018-07-19 | 2021-10-08 | 安徽诺瑞特智能科技股份有限公司 | 一种冲压式模具生产的制造工艺 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4966262B2 (ja) | 2012-07-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101301507B1 (ko) | 반도체 제조장치용 히터 제조방법 및 그에 따라 제조된 히터 | |
| US6850334B1 (en) | System and method for three dimensional model printing | |
| KR20050083801A (ko) | 금속 표면의 장식 마무리 방법 | |
| JP4966262B2 (ja) | 熱間プレス成形用金型の製造方法及び製造装置 | |
| TW201836861A (zh) | 壓印方法 | |
| CN1136792A (zh) | 采用紧贴光刻技术烧蚀成象 | |
| KR102022074B1 (ko) | 임프린트용의 템플릿 제조 장치 | |
| US10828805B2 (en) | Imprint apparatus, control method, and method for manufacturing article | |
| CN103231619A (zh) | 一种大尺幅精细花纹金属浮雕板制备设备 | |
| TW592894B (en) | Method of fabricating a polishing pad | |
| TW201923831A (zh) | 壓印裝置及物品的製造方法 | |
| CN105892230A (zh) | 模具、压印设备和制造物品的方法 | |
| JP2007313439A (ja) | 樹脂塗布装置及び樹脂塗布方法 | |
| CN111873407A (zh) | 一种3d打印方法及用于该方法的3d打印组件和3d打印平台 | |
| US4020535A (en) | Method of making an electro-discharge electrode | |
| WO2014012314A1 (zh) | 导光板模板的加工装置及对其进行加工的方法 | |
| KR102123097B1 (ko) | 컬러 콘택트렌즈 인쇄를 위한 레이저 각인용 지그 | |
| JP6533457B2 (ja) | 射出成形金型におけるシボ模様転写面の製造方法 | |
| CN105093822A (zh) | 压印装置及物品制造方法 | |
| JPH1034752A (ja) | 三次元造形方法およびそれに用いる装置 | |
| JP2009178961A (ja) | 圧空成形装置 | |
| US20160200127A1 (en) | Imprinting apparatus and method for operating imprinting apparatus | |
| KR20190029825A (ko) | 기판 처리 장치 및 기판 처리 방법 | |
| CN102275447A (zh) | 一种镜面花纹板生产方法 | |
| JP7512132B2 (ja) | 平坦化装置、平坦化方法、物品の製造方法及びコンピュータプログラム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100723 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111019 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111101 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111228 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120306 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120330 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4966262 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150406 Year of fee payment: 3 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150406 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313117 |
|
| R371 | Transfer withdrawn |
Free format text: JAPANESE INTERMEDIATE CODE: R371 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313117 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |