JP2010000600A - スクリーン印刷装置およびスクリーン印刷用のスキージホルダ - Google Patents
スクリーン印刷装置およびスクリーン印刷用のスキージホルダInfo
- Publication number
- JP2010000600A JP2010000600A JP2008158666A JP2008158666A JP2010000600A JP 2010000600 A JP2010000600 A JP 2010000600A JP 2008158666 A JP2008158666 A JP 2008158666A JP 2008158666 A JP2008158666 A JP 2008158666A JP 2010000600 A JP2010000600 A JP 2010000600A
- Authority
- JP
- Japan
- Prior art keywords
- squeegee
- backup
- holding surface
- backup member
- state
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Landscapes
- Screen Printers (AREA)
- Manufacturing Of Printed Wiring (AREA)
Abstract
【解決手段】スクリーン印刷装置に用いられるスキージホルダにおいて、ボルト29によって締結される第1部材27と第2部材28とが対向した装着隙間にスキージ部材17とともに介装されるバックアップ部材30の垂直断面の形状を、介装状態においてスキージ部材17の背面と接触しない非接触部をコーナカットにより各コーナ部ごとに異なる非接触寸法で設けた形状とする。スキージ部材17の延出代を変更する際には、バックアップ部材30の装着方向を変えて非接触寸法を変更することにより、スキージ部材17がバックアップ部材30から片持ち状態で下方に延出する延出代La、Lb、Lcを選択する。
【選択図】図8
Description
ングを行う場合には右側のスキージユニット16を下降させてスキージング動作を行う。
面17aとし、その反対方向側を背面17bと定義している。
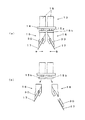
、第2面30bをそれぞれ第1部材27、スキージ部材17に当接させ、且つコーナ部SC4を下方に向けてコーナ部SC1を第2保持部28bの上端部に当接させた装着方向で、バックアップ部材30をスキージ部材17と第1部材27との間に介在させる。この場合には、図7に示すコーナ部SC3にはエッジ部E2までの範囲の非接触部N2が設けられていることから、エッジ部E2からスキージ部材17の下端部までの距離が、スキージ部材17が片持ち状態で下方に延出する延出代Lcとなる。すなわち、この場合の延出代Lcは、延出代Laよりも図7に示す非接触寸法Ln2だけ大きくなる。
ボス嵌合孔33a、33b、33cがそれぞれ設けられる。これらのピン嵌合孔31a、31b、31cおよびボス嵌合孔33a、33b、33cは、図8に示すバックアップ部材30と第1部材27との相対位置が正しく再現されるような位置に設けられる。これらの嵌合孔には、それぞれがどの延出代に対応したものであるかを示す表示が刻印などで付される。そして延出代が指定されると、作業者はこれらの表示にしたがって使用すべき嵌合孔を特定する。
複数種類の印刷条件に対応することができる。
10 基板
12 マスクプレート
12a パターン孔
13 スキージヘッド
15 スキージ昇降機構
16 スキージユニット
16a スキージホルダ
17 スキージ部材
27 第1部材
27b 第1の保持面
28 第2部材
28b 第2の保持面
30 バックアップ部材
SC,SC1,SC2,SC3,SC4 コーナ部
N,N1,N2 非接触部
Ln1,Ln2 非接触寸法
Claims (4)
- パターン孔が設けられたマスクプレートに基板を当接させ、ペーストが供給された前記マスクプレートに対して昇降手段によって板状のスキージ部材を昇降させ、このスキージ部材をスキージ移動手段によって前記マスクプレート上で摺動させるスキージング動作により、前記パターン孔を介して基板にペーストを印刷するスクリーン印刷装置であって、
前記スキージ部材を保持して前記昇降手段に結合するスキージホルダは、前記昇降手段に結合され前記スキージング動作における前記スキージ部材の進行方向にオーバーハング状態で傾斜した第1の保持面が設けられた第1部材と、
前記第1部材に対して着脱自在に構成されこの第1部材と結合された状態において前記第1の保持面と対向して前記スキージ部材の厚みよりも大きい装着隙間を形成する第2の保持面が設けられた第2部材と、
前記スキージ部材の前記進行方向についての背面側と前記第1の保持面との間に介装される矩形板状のバックアップ部材と、
前記バックアップ部材、前記スキージ部材の前記進行方向についての前面側を前記第1の保持面、第2の保持面にそれぞれ保持させた状態で前記第1部材と第2部材とを締結することにより、前記スキージ部材を前記第1部材に前記バックアップ部材を介して固定する締結手段とを備え、
前記装着隙間に介装された状態における前記バックアップ部材の垂直断面の形状は4つのコーナ部を有する矩形状であり、前記コーナ部のうちの少なくとも1つには、前記装着隙間に介装された状態において前記スキージ部材の前記背面と接触しない非接触部が前記各コーナ部ごとに異なる非接触寸法で設けられており、
前記バックアップ部材を前記装着隙間に介装する際の装着方向を変えることにより、前記スキージ部材が前記バックアップ部材から片持ち状態で下方に延出する延出代を変更することを特徴とするスクリーン印刷装置。 - 前記バックアップ部材の装着方向を変えて前記延出代を変更する際に、前記バックアップ部材および前記第1の保持面に前記装着方向に対応して設けられた嵌合部および被嵌合部を嵌合させることにより、前記バックアップ部材の前記第1の保持面に対する正しい相対位置を合わせる位置合わせ手段を備えたことを特徴とする請求項1記載のスクリーン印刷装置。
- ペーストが供給されたマスクプレートに対して昇降手段によって板状のスキージ部材を昇降させ、このスキージ部材を移動手段によって前記マスクプレート上で摺動させるスキージング動作により、前記マスクプレートに設けられたパターン孔を介して基板にペーストを印刷するスクリーン印刷装置において、前記スキージ部材を保持して前記昇降手段に結合するスクリーン印刷用のスキージホルダであって、
前記昇降手段に結合され前記スキージング動作における前記スキージ部材の進行方向にオーバーハング状態で傾斜した第1の保持面が設けられた第1部材と、
前記第1部材に対して着脱自在に構成されこの第1部材と結合された状態において前記第1の保持面と対向して前記スキージ部材の厚みよりも大きい装着隙間を形成する第2の保持面が設けられた第2部材と、
前記スキージ部材の前記進行方向についての背面側と前記第1の保持面との間に介装される矩形板状のバックアップ部材と、
前記バックアップ部材、前記スキージ部材の前記進行方向についての前面側を前記第1の保持面、第2の保持面にそれぞれ保持させた状態で前記第1部材と第2部材とを締結することにより、前記スキージ部材を前記第1部材に前記バックアップ部材を介して固定する締結手段とを備え、
前記装着隙間に介装された状態における前記バックアップ部材の垂直断面の形状は4つのコーナ部を有する矩形状であり、前記コーナ部のうちの少なくとも1つには、前記装着
隙間に介装された状態において前記スキージ部材の前記背面と接触しない非接触部が前記各コーナ部ごとに異なる非接触寸法で設けられており、
前記バックアップ部材を前記装着隙間に介装する際の装着方向を変えることにより、前記スキージ部材が前記バックアップ部材から片持ち状態で下方に延出する延出代を変更することを特徴とするスクリーン印刷用のスキージホルダ。 - 前記バックアップ部材の装着方向を変えて前記延出代を変更する際に、前記バックアップ部材および前記第1の保持面に前記装着方向に対応して設けられた嵌合部および被嵌合部を嵌合させることにより、前記バックアップ部材の前記第1の保持面に対する正しい相対位置を合わせる位置合わせ手段を備えたことを特徴とする請求項3記載のスクリーン印刷用のスキージホルダ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008158666A JP5051016B2 (ja) | 2008-06-18 | 2008-06-18 | スクリーン印刷装置およびスクリーン印刷用のスキージホルダ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008158666A JP5051016B2 (ja) | 2008-06-18 | 2008-06-18 | スクリーン印刷装置およびスクリーン印刷用のスキージホルダ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010000600A true JP2010000600A (ja) | 2010-01-07 |
| JP5051016B2 JP5051016B2 (ja) | 2012-10-17 |
Family
ID=41582729
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008158666A Active JP5051016B2 (ja) | 2008-06-18 | 2008-06-18 | スクリーン印刷装置およびスクリーン印刷用のスキージホルダ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5051016B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102922869A (zh) * | 2012-11-10 | 2013-02-13 | 大连太平洋电子有限公司 | 一种刮胶高度可调式丝网印刷刮刀 |
| JP2017149147A (ja) * | 2017-03-03 | 2017-08-31 | パナソニックIpマネジメント株式会社 | スクリーン印刷機 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1095100A (ja) * | 1996-09-24 | 1998-04-14 | Noritake Co Ltd | スクリーン印刷用スキージ |
| JP2007168283A (ja) * | 2005-12-22 | 2007-07-05 | Matsushita Electric Ind Co Ltd | スクリーン印刷装置およびスクリーン印刷用のスキージホルダ |
-
2008
- 2008-06-18 JP JP2008158666A patent/JP5051016B2/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1095100A (ja) * | 1996-09-24 | 1998-04-14 | Noritake Co Ltd | スクリーン印刷用スキージ |
| JP2007168283A (ja) * | 2005-12-22 | 2007-07-05 | Matsushita Electric Ind Co Ltd | スクリーン印刷装置およびスクリーン印刷用のスキージホルダ |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102922869A (zh) * | 2012-11-10 | 2013-02-13 | 大连太平洋电子有限公司 | 一种刮胶高度可调式丝网印刷刮刀 |
| JP2017149147A (ja) * | 2017-03-03 | 2017-08-31 | パナソニックIpマネジメント株式会社 | スクリーン印刷機 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5051016B2 (ja) | 2012-10-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4356769B2 (ja) | スクリーン印刷装置およびスクリーン印刷方法 | |
| EP3527374B1 (en) | Screen printer | |
| CN103587228B (zh) | 丝网印刷设备、印刷物制造方法和基板制造方法 | |
| JP5681695B2 (ja) | 基板印刷装置 | |
| JP4857828B2 (ja) | スクリーン印刷装置およびスクリーン印刷方法 | |
| JP5877328B2 (ja) | スクリーン印刷装置およびスクリーン印刷装置における基板のクランプポジションの設定方法 | |
| JP4946364B2 (ja) | スクリーン印刷装置およびスクリーン印刷装置における下受交換作業方法 | |
| JP5816813B2 (ja) | スクリーン印刷装置およびスクリーン印刷方法 | |
| US20130239830A1 (en) | Screen printing device and screen printing method | |
| JP5051016B2 (ja) | スクリーン印刷装置およびスクリーン印刷用のスキージホルダ | |
| JP6307086B2 (ja) | スクリーン印刷機 | |
| US8800442B2 (en) | Screen printing apparatus | |
| JP6722269B2 (ja) | スクリーン印刷機 | |
| JP2010280222A (ja) | スクリーン印刷装置 | |
| JP4696369B2 (ja) | スクリーン印刷装置 | |
| JP2018202691A (ja) | スクリーン印刷システムおよびスクリーン印刷方法 | |
| WO2017216948A1 (ja) | スクリーン印刷装置 | |
| CN111093996B (zh) | 丝网印刷机 | |
| JP5304919B2 (ja) | 電子部品実装ラインおよび電子部品実装方法 | |
| JP4985634B2 (ja) | スクリーン印刷装置およびスクリーン印刷方法 | |
| JP3888442B2 (ja) | スクリーン印刷装置およびスクリーン印刷方法 | |
| JP2007168283A (ja) | スクリーン印刷装置およびスクリーン印刷用のスキージホルダ | |
| JP5251585B2 (ja) | 基板支持装置、電子部品実装用装置、基板支持方法及び電子部品実装用装置による作業方法 | |
| JP2010247545A (ja) | スクリーン印刷装置 | |
| JP2018113291A (ja) | 製造作業機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100223 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20100312 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120124 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120220 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120626 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120709 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5051016 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150803 Year of fee payment: 3 |