JP2009291925A - Cutting insert and insert detachable cutting tool - Google Patents
Cutting insert and insert detachable cutting tool Download PDFInfo
- Publication number
- JP2009291925A JP2009291925A JP2008150995A JP2008150995A JP2009291925A JP 2009291925 A JP2009291925 A JP 2009291925A JP 2008150995 A JP2008150995 A JP 2008150995A JP 2008150995 A JP2008150995 A JP 2008150995A JP 2009291925 A JP2009291925 A JP 2009291925A
- Authority
- JP
- Japan
- Prior art keywords
- cutting
- insert
- seating surface
- cutting edge
- longitudinal direction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
































Abstract
Description
本発明は、旋削加工において被削材の溝入れや突っ切り、あるいは倣い加工に用いられる切削インサート、および該切削インサートが着脱可能に装着されたインサート着脱式切削工具に関するものである。 The present invention relates to a cutting insert used for grooving, parting off or copying of a work material in turning, and an insert detachable cutting tool to which the cutting insert is detachably mounted.
このような溝入れ加工や突っ切り加工に用いられる切削インサートとしては、例えば特許文献1に、軸状のインサート本体の長手方向両端部に切刃を有する一対の切刃部が形成されるとともに、このインサート本体の長手方向に延びる底面が、インサート着脱式切削工具の工具本体に形成されたインサート取付座への着座面とされて、この着座面が上記長手方向に直交する断面において凹V字状をなすように形成され、この着座面をインサート取付座の断面凸V字状をなす当接面に当接させて着座させるようにしたものが提案されている。
As a cutting insert used for such grooving or parting-off processing, for example, in
ところが、この特許文献1に記載の切削インサートでは、インサート本体の長手方向を向く一対の切刃部の両端面は、切刃の逃げ面を除いて単なる平坦面とされていて、この平坦面をインサート取付座の奥に形成された平坦面に当接させて装着されるだけであるので、例えば旋削加工において回転する被削材の回転軸線方向に向けて切削インサートを送り出して加工溝の溝幅を拡げたり倣い加工を行ったりする場合には、切削インサートがこの回転軸線方向にずれたりして加工精度や加工品質を損なうおそれがあった。
However, in the cutting insert described in
そこで、例えば特許文献2、3には、これらインサート本体の長手方向を向く一対の切刃部の両端面にも、該切刃部のすくい面に平行な断面が凹V字状をなすように凹む凹部を形成するとともに、インサート取付座奥にはこの凹部に当接する凸部を設け、一方の切刃部を切削に用いるときには他方の切刃部端面の凹部を凸部に当接させることにより、切削インサートを上記被削材の回転軸線方向にも位置決めされるようにしてインサート取付強度や安定性を確保するようにしたものが提案されている。
しかしながら、このうち特許文献2に記載の切削インサートにおいては、断面V字状の上記凹部が、切刃部の端面において切刃の逃げ面直下から凹む深さや幅が一定とされたV字溝であるため、切削時に主分力が作用する方向においてこの切刃の直下の端面が大きく凹むことにより、インサート本体の肉厚が削がれることになる。このため、切刃部の剛性や強度が損なわれて切削中に振動等が生じ易くなったり、切刃部の欠損を招いたりするおそれがある。
However, among these, in the cutting insert described in
一方、特許文献3に記載の切削インサートでは、一対の切刃部のすくい面同士が互いに反対側を向くように形成されていて、切削に使用する切刃部を替えるには、これらのすく面の表裏を反転させるようにインサート本体を回転するようにしており、従って着座面も各すくい面の裏側に一対の切刃部で互いに反対向きにそれぞれ一つずつ形成され、更に端面に形成される凹部も、その断面がなすV字の谷底線が互いに平行になるように延びることになる。ところが、このような切削インサートでは、一方の切刃部を切削に使用するときには、他方の切刃部の着座面がこの一方の切刃部のすくい面に連なって配置されることになるので、その際に生成された切屑によってこの他方の切刃部の着座面が摩耗したりすると、次に他方の切刃部によって切削を行う際のインサート着座性が不安定となるおそれがある。
On the other hand, in the cutting insert described in
本発明は、このような背景の下になされたもので、上述のように一対の切刃部の端面に凹部を形成して切削インサートの取付強度や安定性を確保するのに、切刃部の剛性や強度を損なうことなく、また切削に使用する切刃部を替えたときに着座安定性が損なわれることもない切削インサートおよびインサート着脱式切削工具を提供することを目的としている。 The present invention has been made under such a background. As described above, the cutting edge portion is used to form the recesses on the end surfaces of the pair of cutting edge portions to ensure the mounting strength and stability of the cutting insert. It is an object of the present invention to provide a cutting insert and an insert detachable cutting tool which do not impair the seating stability when the cutting edge portion used for cutting is changed without impairing the rigidity and strength of the cutting tool.
上記課題を解決して、このような目的を達成するために、本発明の切削インサートは、軸状をなすインサート本体の長手方向に延びる1つの底面が着座面とされるとともに、該インサート本体の上記長手方向の両端部には、上記着座面とは反対側を向くすくい面を備えた切刃を有する一対の切刃部がそれぞれ形成された切削インサートであって、上記一対の切刃部の上記長手方向を向く両端面には、上記切刃の逃げ面よりも上記着座面側に、上記すくい面に平行な断面がV字状をなすようにして上記長手方向に凹み、かつその凹み量と上記端面側での上記断面における開口幅とが上記着座面側に向かうに従い漸次大きくなる凹部がそれぞれ形成されていて、これらの凹部の上記断面がなすV字の谷底線の上記着座面側への延長線同士が互いに交差する方向に延びていることを特徴とする。 In order to solve the above problems and achieve such an object, a cutting insert according to the present invention has a bottom surface extending in the longitudinal direction of an insert body having an axial shape as a seating surface. A cutting insert in which a pair of cutting blade portions each having a cutting edge having a rake face facing away from the seating surface is formed at both ends in the longitudinal direction, and the cutting inserts of the pair of cutting blade portions The both end faces facing the longitudinal direction are recessed in the longitudinal direction so that the cross section parallel to the rake face is V-shaped on the seating surface side of the flank face of the cutting blade, and the amount of the recess And the opening width in the cross section on the end face side is formed with a concave portion that gradually increases toward the seating surface side, and the V-shaped valley line formed by the cross section of these concave portions toward the seating surface side. Extension lines of each other Characterized in that it extends in a direction difference.
また、本発明のインサート着脱式切削工具は、このような本発明の切削インサートが、工具本体に形成されたインサート取付座に、上記着座面を着座させるとともに上記一対の切刃部のうち一方の切刃部を突出させて着脱可能に装着されたインサート着脱式切削工具であって、上記インサート取付座には、上記切削インサートの他方の切刃部の上記端面に形成された上記凹部に当接する凸部が形成されていることを特徴とする。 Further, the insert detachable cutting tool of the present invention is such that the cutting insert of the present invention seats the seating surface on the insert mounting seat formed on the tool body and one of the pair of cutting blade portions. An insert detachable cutting tool that is detachably mounted with a cutting edge projecting, wherein the insert mounting seat abuts on the recess formed on the end face of the other cutting edge of the cutting insert. A convex portion is formed.
上記構成の切削インサートでは、インサート本体の1つの底面が着座面とされていて、長手方向両端部の切刃部端面に形成される凹部が、その上記断面がなすV字の谷底線の着座面側への延長線同士が互いに交差する方向に延びており、従って上記構成のインサート着脱式切削工具において切削に使用する切刃部を替える際には、これら交差する延長線の二等分線回りにインサート本体を回転させてインサート取付座に取り付け直すことで、着座面は共通のまま凹部を凸部に当接させることができる。このため、いずれの切刃部を切削に使用しても、着座面が切屑によって摩耗したりすることはない。 In the cutting insert having the above configuration, one bottom surface of the insert body is used as a seating surface, and a recess formed on the end surface of the cutting edge at both longitudinal ends is a seating surface of a V-shaped valley bottom line formed by the cross section. The extension lines to the sides extend in a direction intersecting each other. Therefore, when changing the cutting edge portion used for cutting in the insert detachable cutting tool having the above configuration, the bisectors of these intersecting extension lines are rotated. By rotating the insert body and reattaching it to the insert mounting seat, the concave portion can be brought into contact with the convex portion while the seating surface is common. For this reason, no matter which cutting edge part is used for cutting, the seating surface is not worn by chips.
そして、この凹部は、その凹み量と上記端面側での上記断面における開口幅とが着座面側に向かうに従い漸次大きくなるように形成されており、逆にこの着座面とは反対の切刃側では凹み量および開口幅ともに小さくなるようにされているので、この切刃の直下において端面が大きく凹んでインサート本体の肉厚が削がれるのを避けることができる。このため、切削に使用される一方の切刃部の切刃剛性や強度を十分に確保することができ、他方の切刃部における凹部によってインサート取付強度や安定性が確保されることとも相俟って、高精度かつ高品位の切削を行うことが可能となる。 And this recessed part is formed so that the amount of the recessed part and the opening width in the said cross section in the said end surface side may become large gradually as it goes to the seating surface side, conversely, the cutting blade side opposite to this seating surface Since both the dent amount and the opening width are made small, it is possible to avoid the end face from being greatly recessed immediately below the cutting edge and the thickness of the insert body from being shaved. For this reason, the cutting edge rigidity and strength of one of the cutting edges used for cutting can be sufficiently ensured, and the insert mounting strength and stability can be ensured by the recess in the other cutting edge. Therefore, it becomes possible to perform high-precision and high-quality cutting.
ここで、上記谷底線の着座面側への延長線同士の交差角は30〜120°の範囲内とされるのが望ましく、この範囲よりも交差角が小さいと着座面側でも凹部の凹み量が小さくなって取付強度や安定性を十分に確保できなくなるおそれがある一方、この範囲よりも交差角が大きいと着座面側での凹み量も大きくなってしまい、如何に切刃の直下における剛性や強度が確保されても、切刃部全体としては振動や破損を生じ易くなるおそれがある。 Here, it is desirable that the crossing angle between the extended lines to the seating surface side of the valley bottom line is within a range of 30 to 120 °, and when the crossing angle is smaller than this range, the dent amount of the recess also on the seating surface side. However, if the crossing angle is larger than this range, the amount of dent on the seating surface side will increase, and how the rigidity just below the cutting edge will increase. Even if the strength is ensured, there is a risk that the entire cutting edge portion is likely to be vibrated or damaged.
また、上記切刃と、上記凹部の該切刃側の開口端との間隔は、上記長手方向に垂直な方向において1.5〜3mmの範囲内とされるのが望ましく、この範囲よりも上記間隔が小さく、すなわち凹部の開口端が切刃に近すぎると、やはり振動や破損を生じ易くなるほか、切刃の逃げ面摩耗によって凹部が変形したりするおそれもあり、逆にこの範囲よりも上記間隔が大きいと、端面の大きさにもよるが十分な大きさの凹部を形成することができなくなるおそれが生じる。 The distance between the cutting edge and the opening end of the concave portion on the cutting edge side is preferably within a range of 1.5 to 3 mm in a direction perpendicular to the longitudinal direction. If the interval is small, that is, if the opening end of the recess is too close to the cutting edge, vibration and damage are likely to occur, and the recess may be deformed due to wear of the flank of the cutting edge. If the distance is large, there is a risk that a sufficiently large concave portion cannot be formed depending on the size of the end face.
さらに、上記一対の切刃部の上記端面において、上記切刃の逃げ面よりも着座面側における上記凹部の開口部周辺は、上記長手方向に垂直な方向に延びる平坦面とされるのが望ましく、これにより切刃直下の逃げ面よりも着座面側におけるインサート本体の肉厚をより確実に確保して、切刃剛性や強度の向上を図ることができる。さらにまた、インサート本体の着座面、または該着座面に交差して上記長手方向に延びるインサート本体の側面に、これら着座面または側面から凹む凹所を形成すれば、端面に形成された上記凹部と相俟ってインサート本体の軽量化や、インサート本体の表面積増大による切削熱の放散性向上などを促すことができる。 Further, in the end surfaces of the pair of cutting blade portions, it is desirable that the periphery of the opening of the concave portion on the seating surface side with respect to the flank surface of the cutting blade is a flat surface extending in a direction perpendicular to the longitudinal direction. As a result, the thickness of the insert body on the seating surface side of the flank just below the cutting edge can be more reliably ensured, and the rigidity and strength of the cutting edge can be improved. Furthermore, if a recess recessed from the seating surface or the side surface is formed on the seating surface of the insert body or the side surface of the insert body that intersects the seating surface and extends in the longitudinal direction, the recess formed on the end surface In combination, it is possible to promote weight reduction of the insert body and improvement of heat dissipation of the cutting heat by increasing the surface area of the insert body.
以上説明したように、本発明の切削インサートおよびインサート着脱式切削工具によれば、インサート本体の1の底面に形成された着座面が切屑によって摩耗したりすることがないため、常に切削インサートの着座安定性を維持することができ、さらに端面に形成された凹部によって、切削インサートの取付剛性や取付強度を確保するとともに、切削に使用される切刃部における切刃剛性や強度も確保することができ、これにより加工精度や加工品位の向上を図ることが可能となる。
As described above, according to the cutting insert and the insert detachable cutting tool of the present invention, the seating surface formed on the bottom surface of the
図1ないし図6は、本発明の切削インサートの第1の実施形態を示すものである。本実施形態においてインサート本体1は、超硬合金等の硬質材料により形成されて軸線Lに沿って延びる概略方形軸状(方形柱状)をなし、この軸線Lに直交してインサート本体1の長手方向(軸線L方向。図2〜図4における左右方向)の中央に位置する平面Mに関して略対称に形成されるとともに、この平面Mに直交してインサート本体1の幅方向(図2および図4における上下方向。図5においては左右方向)中央に位置し、軸線Lを含んでインサート本体1の厚さ方向(図3および図5における上下方向)に延びる平面Nに関しても対称な形状とされ、従ってこれらの平面M、Nの交線となるインサート本体1の長手方向の中心線Cに対しても180°回転対称に形成される。
1 to 6 show a first embodiment of a cutting insert of the present invention. In the present embodiment, the
このインサート本体1の長手方向の両端部にはそれぞれ切刃部2が形成されており、これらの切刃部2には、上記長手方向に延びる一対の横切刃3と、これらの横切刃3の先端同士の間に上記幅方向に延びる正面切刃4との切刃を辺稜部に備えた、上記長手方向に延びる概略長方形状のすくい面5が、一対の切刃部2同士で上記厚さ方向に同じ側を向くように、本実施形態では軸線Lに平行に形成されている。なお、これら正面切刃4と横切刃3とが交差するコーナ部6は、上記長手方向に直交してすくい面5に対向する方向から見た平面視において、これら正面切刃4と横切刃3に滑らかに接する凸円弧状に形成されている。
Cutting
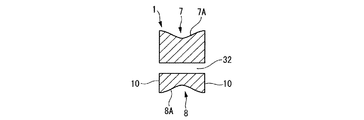
また、長手方向両端の切刃部2の間において、上記厚さ方向にすくい面5と同じ側を向くインサート本体1の上面部7は、図3に示すようにこれら切刃部2よりも厚さ方向に一段突出するようにされている。さらに、この上面部7と、該上面部7とは反対のインサート本体1の1の底面とには、その長手方向全長に亙って断面凹V字状をなす取付溝部7A,8Aが形成されており、これらの取付溝部7A,8Aが、後述するインサート着脱式切削工具の工具本体に形成されたインサート取付座の互いに対向して断面凸V字状をなす取付凸部を備えた一対の顎部に挟み込まれることにより、当該切削インサートはこのインサート取付座に保持される。従って、上記底面はこのインサート取付座への着座面8となり、この着座面8は一対の切刃部2同士で共通したものとなる。なお、上面部7の上記長手方向を向く端面7Bは、それぞれ切刃部2側に向かうにしたがい着座面8側に向かって傾斜する傾斜面とされている。
Further, the
さらにまた、切刃部2の上記長手方向を向く先端面と幅方向を向く両側面とは、それぞれ正面切刃4と一対の横切刃3の逃げ面9とされ、本実施形態の切削インサートは、これらの逃げ面9が、上記コーナ部6に連なる交差稜線部も含めてすくい面5から離間して上記着座面8側に向かうに従い漸次後退するように傾斜させられたポジティブタイプのインサートとされている。なお、この切刃部2の逃げ面9以外の、インサート本体1の上記着座面8に交差して長手方向に延びる一対の側面10と、上記長手方向を向く切刃部2の端面11とは上記厚さ方向に平行に延びる平面状とされ、すなわち本実施形態では端面11は上記長手方向に垂直に延びる平坦面とされている。
Furthermore, the front end surface facing the longitudinal direction and the both side surfaces facing the width direction of the
そして、さらにこの端面11には、正面切刃4の上記逃げ面9よりも着座面8側に、凹部12が形成されている。この凹部12は、すくい面5に平行な断面がV字状をなすようにして長手方向に凹むとともに、この長手方向に垂直な断面もV字状をなすようにしてすくい面5側に凹むように形成されたものであって、すなわち端面11から着座面8にかけてのインサート本体1の端部を、上記平面N上に谷底線Oを有して着座面8側に向かうに従い上記長手方向に後退するように傾斜して延びるV字溝により切り欠いたものとされている。
Further, a
従って、この凹部12の上記端面11から谷底線Oまでの凹み量は、図3に示すように着座面8側に向かうに従い漸次大きくなるとともに、端面11側での上記断面における開口幅すなわち上記幅方向における開口幅も図5に示すように着座面8側に向かうに従い漸次大きくなり、この開口幅は着座面8との交差部において上記取付溝部8Aの溝幅と等しくされている。また、上記端面11においては、逃げ面9よりも着座面8側における該凹部11の開口部周辺が、上記長手方向に垂直な方向に延びる平坦面とされる。さらに、一対の切刃部2に形成された凹部12の上記谷底線O同士は、図3に示すようにその着座面8側への延長線が上記中心線C上において中心線Cと互いに等しい角度で交差する方向に延び、その交差角θは本実施形態では30〜120°の範囲内とされている。
Therefore, the amount of the
また、上記切刃(正面切刃4)と、凹部12の該切刃側の開口端すなわち端面11と谷底線Oとの交点との間隔Pは、図5に示すように上記長手方向に垂直な方向において1.5〜3mmの範囲内とされている。なお、この凹部12がなすV字を形成する一対の傾斜面は、後述するインサート取付座の凸部への当接面12Aとされて、本実施形態では着座面8の断面凹V字状をなす取付溝部8Aの一対の傾斜面にそれぞれ交差させられるとともに、これらの当接面12Aが交差する上記谷底線Oに沿った凹部12の谷底12Bは、該当接面12Aに滑らかに接する断面凹円弧状とされている。
The interval P between the cutting edge (front cutting edge 4) and the opening end of the
このように構成された切削インサートは、図7ないし図10に示すように、インサート着脱式切削工具の工具本体21に装着されて使用される。この工具本体21は、鋼材などから形成され、図11ないし図13に示すように後端側(図7ないし図9および図11、図12、図14において右側)が正四角柱状のシャンク部22とされるとともに、先端側(図7ないし図9および図11、図12、図14において左側)に、上部がシャンク部22の上面から盛り上がるように突出したヘッド部23を有して構成されている。
As shown in FIGS. 7 to 10, the cutting insert configured as described above is used by being mounted on a
ヘッド部23には、その先端からシャンク部22の上面の延長面に沿うように延びるスリット24が形成されており、このスリット24よりも上側の部分が上顎部25とされるとともに下側の部分が下顎部26とされ、これら上下顎部25、26によって上記一対の顎部が構成されている。ここで、下顎部26は、工具本体21の先端面から上記シャンク部22の1の側面に沿って延びる方形の板状部26Aを有し、この板状部26Aの上面は工具本体21の長手方向(先後端方向)に向けて、インサート本体1の着座面8の上記取付溝部8Bの断面がなす凹V字と等しい挟角で凹凸が逆の断面凸V字状をなすように延びる上記取付凸部26Bとされている。
The
一方、上顎部25には、その先端部に、この取付凸部26B上に延びる三角形の板状部25Aが形成され、この板状部25Aの取付凸部26Bに対向する下面は、やはり工具本体21の長手方向に向けて、インサート本体1の上面部7の上記取付溝部7Aの断面がなす凹V字とは等しい挟角で凹凸が逆の断面凸V字状に形成された上記取付凸部25Bとされており、これら上下顎部25、26の取付凸部25B、26B間の間隔部分がインサート取付座27とされている。
On the other hand, the
そして、このインサート取付座27の奥側(後端側)には、下顎部26の取付凸部26Bとの間に凹状の逃げ部27Aを介して該取付凸部26Bの後端側への延長面から上側に、インサート本体1の上記凹部12と係合する凸部28が形成されている。すなわち、この凸部28は、その先端側を向く面が、凹部12が上記谷底線Oに直交する断面においてなす凹V字と等しい挟角で凹凸が逆の断面凸V字状をなすように形成されており、ただしその稜線部分は上記谷底12Bと干渉しないように平面状に面取りされている。
Then, on the back side (rear end side) of the
さらに、この凸部28は、その上記稜線が、上記取付凸部26Bの断面がなす凹V字の2等分線に対して、上記交差角θの1/2の角度で交差するように、後端側に向かうに従い上側(上顎部25側)に延びるように形成されている。従って、取付凸部26Bに着座面8の取付溝部8Aが互いの断面の凹凸V字が一致するようにしてインサート本体1をインサート取付座27に載置し、そのまま工具本体21の後端側に押し込むと、この後端側を向くインサート本体1の切刃部2の端面11に形成された凹部12が、その一対の当接面12Aを凸部28の凸V字状をなす上記先端側を向く面に当接させるようにして該凸部28と係合させられ、切削インサートがインサート取付座27に着座させられる。
Further, the
また、ヘッド部23には、上記板状部25A、26Aから該板状部25A、26Aの厚さ方向(図8における上下方向、図10および図13における左右方向)に離れた位置に、上顎部25側にはクランプネジ29が挿通される挿通穴25Cが、下顎部26側には該クランプネジ29がねじ込まれる図示されないネジ穴が、互いに同軸に、かつ上記スリット24に略垂直に形成されている。
Further, the
従って、このクランプネジ29をねじ込んで、その頭部によって上顎部25を押圧することにより、上顎部25がスリット24後端側の上下顎部25、26の連設部を中心に下顎部26側に撓み、その板状部25A下面の上記取付凸部25Bが、上述のようにインサート取付座27に着座させられた切削インサートのインサート本体1の上面部7における取付溝部7Aに当接して、さらにインサート本体1を下顎部26側に押し付けるようにクランプし、切削インサートが固定されて装着される。
Therefore, by screwing the
なお、インサート取付座27の上記凸部28の稜線と、断面凸V字状をなす取付凸部25B、26Bの稜線とは、板状部25A、26Aの上記厚さ方向の中心を通る1つの平面上に位置するようにされて、上述のように切削インサートが装着された際に、この平面とインサート本体1の上記幅方向中央に位置する平面Nとが一致するようにされている。ただし、取付凸部25B、26Bの稜線部分もインサート本体1の取付溝部7A、8Aとの干渉を避けるため、平面状に面取されている。
Note that the ridge line of the
また、下顎部26の上記板状部26Aの先端面には、この平面上に2等分線を有する断面V字状の凹溝26Cが、板状部26A上面の上記取付凸部26Bに交差し、下方に向けて該先端面の中程までに延びるように形成されている。ここで、この凹溝26Cの断面V字を構成する一対の溝面は、上述のように装着された切削インサートの工具本体21先端側に向けられた凹部12の上記一対の当接面12Aと交差するようにされている。
Further, on the front end surface of the plate-
従って、このように切削インサートを装着したインサート着脱式切削工具によれば、インサート本体1の一対の切刃部2のうち一方の切刃部2を切削に使用する際には、これとは反対の他方の切刃部2側の端面11に形成された凹部12がインサート取付座27の上記凸部28と面同士の当接により係合するので、例えば溝入れ加工後に工具本体21を被削材の回転軸線方向(インサート本体1の幅方向、インサート着脱式切削工具においては板状部25A、26Aの厚さ方向)に送り出して溝幅を拡げる加工を行ったり、あるいは被削材外周を回転軸線方向に沿って倣い切削したりするような場合でも、切削インサートの取付強度や取付安定性を確保して、インサート本体1がこの回転軸線方向にずれ動いたりするのを防ぐことができ、これにより高精度で高品質の加工面を被削材に形成することができる。
Therefore, according to the insert detachable cutting tool equipped with the cutting insert in this way, when one of the pair of
また、上記構成の切削インサートにおいては、インサート本体1の1つの底面がインサート取付座27への着座面8とされていて、インサート本体1の長手方向両端の切刃部2に形成される上記凹部12は、この1つの着座面8と交差するように該着座面8側に形成され、その上記断面がなすV字の谷底線Oの着座面8側への延長線同士が、互いに交差する方向に延びている。従って、該切削インサートを装着したインサート着脱式切削工具において切削に使用する切刃部2を替える際には、これら交差する延長線Oの二等分線である上記中心線C回りにインサート本体1を回転させてインサート取付座27に取り付け直すことにより、着座面8は共通としたまま、工具本体21の後端側を向いた切刃部2の凹部12をインサート取付座27の凸部28に当接させて係合させることができる。
Moreover, in the cutting insert of the said structure, the one bottom face of the insert
そして、このように1つの底面が一対の切刃部2の着座面8として共通していて、該切刃部2のすくい面5は常にこの着座面8とは反対側を向いているので、いずれの切刃部2を切削に使用したとしても、切削時に生成される切屑によってこの着座面8が摩耗したりすることはない。このため、上記切削インサートによれば、安定した着座性を維持することができ、上述のように凹凸部12、28の係合によって切削インサートの取付強度や安定性が確保されることとも相俟って、一層の加工精度や加工品位の向上を図ることができる。
And, since one bottom surface is common as the
一方、上記凹部12は、その端面11からの凹み量すなわち上記谷底12Bまでの深さと、該端面11におけるインサート本体1の上記幅方向の開口幅とが、この着座面8側に向かいに従い大きくなるようにされており、言い換えればこれとは反対の切刃(正面切刃4)側ではこれら凹み量および開口幅ともに小さくなるようにされているため、切削時に主分力が作用するこの切刃の直下においては、インサート本体1の肉厚が大きく削がれてしまうのを防ぐことができる。そして、これにより該切刃の剛性や強度を十分に確保することが可能となるので、上記構成の切削インサートによれば、切削時に切刃部2に振動が生じたり、あるいは強度不足によって切刃部2に欠損等の損傷が生じたりするのを防ぐことができ、上述のような高精度、高品位の切削加工を円滑かつ安定して行うことが可能となる。
On the other hand, the
特に、本実施形態の切削インサートでは、一対の切刃部2の端面11において、切刃(正面切刃4)の逃げ面9よりも着座面8側の凹部12の開口部周辺が、インサート本体1の長手方向に垂直な方向に延びる平坦面とされており、これによって上記切刃の逃げ量は維持しながらも、この切刃の直下におけるインサート本体1の肉厚をより大きく確保することができ、一層の切刃剛性や強度の向上を促すことができる。
In particular, in the cutting insert of this embodiment, in the end surfaces 11 of the pair of cutting
また、本実施形態では、上述のように着座面8側への延長線同士が交差するようにされたインサート本体1両端部の一対の凹部12の上記谷底線Oの交差角θが30〜120°の範囲内とされており、切削に使用される切刃部2においてはこのように切刃剛性や強度を確保しつつも、これとは反対の切刃部2側においては凸部28との係合による確実な着座安定性を得ることができる。すなわち、交差角θが上記範囲より小さいと、着座面8側でも凹部12の凹み量が小さくなりすぎて凸部28との係合が不十分となり、十分な取付強度や安定性を確保することができなくなるおそれがある一方、上記範囲よりも交差角θが大きいと、逆に着座面8側で凹部12の凹み量が大きくなりすぎ、切刃部2全体として剛性や強度不足となって振動や破損を生じ易くなるおそれがある。
Further, in the present embodiment, as described above, the crossing angle θ of the valley bottom line O of the pair of
さらに、本実施形態では、上記切刃(正面切刃4)と、該切刃側の凹部12の開口端との間隔Pが、上記長手方向に垂直な方向において1.5〜3mmの範囲内とされており、これによっても切刃剛性や強度の確保と着座安定性の向上とを両立させることができる。すなわち、上記間隔Pがこの範囲よりも小さく、凹部12の開口端が切刃に近すぎると、やはり切刃剛性や強度が不足して切削主分力を確実に受け止められずに振動や破損が生じ易くなるとともに、場合によっては切刃の逃げ面摩耗がこの凹部12のまで達して、凹部12の開口部周縁に変形を招いたりするおそれもあり、逆にこの範囲よりも上記間隔Pが大きいと、凹部12が小さくなりすぎて凸部28との係合による安定性を十分に確保することができなくなるおそれが生じる。
Furthermore, in this embodiment, the space | interval P of the said cutting blade (front cutting blade 4) and the opening end of the recessed
次に、図14および図15ないし図19は、それぞれ上述した第1の実施形態の切削インサートの第1、第2変形例を示すものであり、これらの変形例および後述する第2の実施形態およびその変形例の切削インサートにおいても、第1の実施形態と共通する部分には同一の符号を配して説明を省略する。このうち、図14に示す第1変形例は、上記正面切刃4がインサート本体1の上記幅方向に向けて傾斜した、いわゆる勝手付きの切削インサートに本発明を適用したものであり、また図15ないし図18に示す第2変形例は、切刃が円形に形成された切削インサートに本発明を適用したものである。
Next, FIGS. 14 and 15 to 19 show first and second modified examples of the cutting insert of the first embodiment described above, respectively, and these modified examples and a second embodiment to be described later. Also in the cutting insert of the modified example, the same reference numerals are assigned to the portions common to the first embodiment, and description thereof is omitted. Among these, the 1st modification shown in FIG. 14 applies this invention to the so-called cutting insert with which the said
すなわち、図14に示す第1変形例では、上記正面切刃4が、すくい面5に対向する方向から見て、インサート本体1の幅方向の一端から他端に向かうに従い一定の傾斜で突出するように傾斜している。このような切削インサートは、専ら被削材の突っ切り加工に用いられ、突っ切りの最終工程で被削材の切断面にその回転軸線に沿った芯が残されたりするのを防ぐことができる。
That is, in the first modified example shown in FIG. 14, the
また、図15ないし図19に示す第2変形例では、特に図16に示されるようにすくい面5が円形をなしており、これに伴い切刃30も該すくい面5に対向する方向から見て円周状をなしている。このような切削インサートは、例えば被削材外周面の倣い切削など、その回転軸線方向に切削インサートを送り出して加工を行う場合に、加工面を滑らかに仕上げることができる。
In addition, in the second modification shown in FIGS. 15 to 19, the
次いで、図20ないし図22に示す第2の実施形態では、インサート本体1の上記一対の切刃部2を除いた側面10に、この側面10から凹む凹所31が形成されていることを特徴とする。すなわち、この第2の実施形態では、図22に示すようにインサート本体1の一対の側面10間を貫通する複数の凹所31が、該側面10に対向する方向から見て上記長手方向に間隔をあけて並ぶように形成されている。ここで、個々の凹所31は、本実施形態では着座面8側に開口して上面部7側に凸となる半円弧状とされている。
Next, in the second embodiment shown in FIGS. 20 to 22, a
また、図23ないし図25は、この第2の実施形態の第1変形例であって、一対の側面10間を貫通する凹所32が、該側面10に対向する方向から見て上記長手方向に延びる長円状をなしている。さらに、図26ないし図28に示す第2変形例では、側面10に対向する方向から見て円形をなす凹所33が上記長手方向に複数並んで一対の側面10間を貫通するように形成されている。さらにまた、図29ないし図31に示す第3変形例では、両側面10に形成された凹所34が貫通しておらず、インサート本体1の幅方向を向く底面34Aを有している。
23 to 25 show a first modification of the second embodiment in which the
一方、図33ないし図34に示す第4変形例では、インサート本体1の側面10ではなく、着座面8とされる底面に該着座面8から上面部7側に向けて凹む凹所35が形成されている。この凹所35は、上記平面N上に中心を有する断面円形の止まり穴状のものであって、当該第4変形例では同形同大の複数のこのような凹所35が上記長手方向に間隔をあけて並ぶように形成されている。
On the other hand, in the fourth modification shown in FIGS. 33 to 34, a
このような第2の実施形態およびその変形例の切削インサートによれば、上記第1の実施形態と同様の効果が得られるほか、凹所31〜35が形成されることによってインサート本体1の軽量化を図ることができる。また、この凹所31〜35の分だけ、インサート本体1の材料費を削減して低コスト化を図ることもでき、さらには凹所31〜35によってインサート本体1の表面積が大きくなるので、切削時に使用される切刃から伝播する切削熱を効率的に発散することができ、切削熱によるインサート本体1の損傷なども効果的に防止することができる。
According to the cutting insert of such 2nd Embodiment and its modification, the effect similar to the said 1st Embodiment is acquired, and the lightweight of the insert
1 インサート本体
2 切刃部
4 正面切刃(切刃)
5 すくい面
8 着座面
9 正面切刃4の逃げ面
10 側面
11 端面
12 凹部
21 工具本体
27 インサート取付座
28 凸部
31〜35 凹所
L インサート本体1の軸線
C インサート本体1の中心線
O 凹部12の谷底線
P 正面切刃4と凹部12の開口端との間隔
θ 谷底線Oの着座面8側への延長線の交差角
1
DESCRIPTION OF
Claims (6)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008150995A JP5157660B2 (en) | 2008-06-09 | 2008-06-09 | Cutting insert and insert detachable cutting tool |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008150995A JP5157660B2 (en) | 2008-06-09 | 2008-06-09 | Cutting insert and insert detachable cutting tool |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009291925A true JP2009291925A (en) | 2009-12-17 |
| JP5157660B2 JP5157660B2 (en) | 2013-03-06 |
Family
ID=41540582
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008150995A Expired - Fee Related JP5157660B2 (en) | 2008-06-09 | 2008-06-09 | Cutting insert and insert detachable cutting tool |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5157660B2 (en) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012024910A (en) * | 2010-07-28 | 2012-02-09 | Tani Tec:Kk | Cut-off tool |
| EP2708298A3 (en) * | 2012-09-13 | 2016-06-08 | Iscar Ltd. | Cutting Insert with flexibility aperture and cutting tool therefor |
| JP2016124079A (en) * | 2015-01-06 | 2016-07-11 | 中村留精密工業株式会社 | Turning tool and sphericity processing method |
| US20180281076A1 (en) * | 2017-03-31 | 2018-10-04 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Gelling reduction tool for grooving chemical mechanical planarization polishing pads |
| EP3450063A1 (en) * | 2017-08-30 | 2019-03-06 | Tungaloy Corporation | Cutting tool |
| KR20190051068A (en) * | 2016-12-27 | 2019-05-14 | 미츠비시 히타치 쓰루 가부시키가이샤 | Cutting inserts and cutting blades |
| JP7112684B1 (en) | 2022-03-23 | 2022-08-04 | 株式会社タンガロイ | Cutting inserts and turning tools |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3301919A1 (en) * | 1983-01-21 | 1984-07-26 | Werner 6967 Buchen Keller | Device for the clamping of cutting bits |
| JPH0166904U (en) * | 1987-10-22 | 1989-04-28 | ||
| JPH03170205A (en) * | 1989-10-16 | 1991-07-23 | Dijet Ind Co Ltd | Throw-away tip |
| JPH10315012A (en) * | 1997-03-19 | 1998-12-02 | Sandvik Ab | Clamping device for inserting tool for cutting |
| JPH1110411A (en) * | 1997-03-27 | 1999-01-19 | Sandvik Ab | Tool for grooving and parting and manufacture therefor |
| US5921724A (en) * | 1997-12-18 | 1999-07-13 | Kennametal Inc. | Insert and toolholder for machining operations |
| JPH11508194A (en) * | 1995-09-19 | 1999-07-21 | ケンナメタル インコーポレイテッド | Cutting tool with insert tightening mechanism |
| JP2001162431A (en) * | 1999-11-10 | 2001-06-19 | Plansee Tizit Ag | Cutting tool |
| JP2007203436A (en) * | 2006-02-06 | 2007-08-16 | Mitsubishi Materials Corp | Clamp mechanism for cutting insert, insert attachment and detachment type cutting tool, and cutting insert |
| JP2007532332A (en) * | 2004-04-14 | 2007-11-15 | イスカーリミテッド | Cutting tools and cutting inserts for cutting tools |
-
2008
- 2008-06-09 JP JP2008150995A patent/JP5157660B2/en not_active Expired - Fee Related
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3301919A1 (en) * | 1983-01-21 | 1984-07-26 | Werner 6967 Buchen Keller | Device for the clamping of cutting bits |
| JPH0166904U (en) * | 1987-10-22 | 1989-04-28 | ||
| JPH03170205A (en) * | 1989-10-16 | 1991-07-23 | Dijet Ind Co Ltd | Throw-away tip |
| JPH11508194A (en) * | 1995-09-19 | 1999-07-21 | ケンナメタル インコーポレイテッド | Cutting tool with insert tightening mechanism |
| JPH10315012A (en) * | 1997-03-19 | 1998-12-02 | Sandvik Ab | Clamping device for inserting tool for cutting |
| JPH1110411A (en) * | 1997-03-27 | 1999-01-19 | Sandvik Ab | Tool for grooving and parting and manufacture therefor |
| US5921724A (en) * | 1997-12-18 | 1999-07-13 | Kennametal Inc. | Insert and toolholder for machining operations |
| JP2001162431A (en) * | 1999-11-10 | 2001-06-19 | Plansee Tizit Ag | Cutting tool |
| JP2007532332A (en) * | 2004-04-14 | 2007-11-15 | イスカーリミテッド | Cutting tools and cutting inserts for cutting tools |
| JP2007203436A (en) * | 2006-02-06 | 2007-08-16 | Mitsubishi Materials Corp | Clamp mechanism for cutting insert, insert attachment and detachment type cutting tool, and cutting insert |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012024910A (en) * | 2010-07-28 | 2012-02-09 | Tani Tec:Kk | Cut-off tool |
| EP2708298A3 (en) * | 2012-09-13 | 2016-06-08 | Iscar Ltd. | Cutting Insert with flexibility aperture and cutting tool therefor |
| JP2016124079A (en) * | 2015-01-06 | 2016-07-11 | 中村留精密工業株式会社 | Turning tool and sphericity processing method |
| KR20190051068A (en) * | 2016-12-27 | 2019-05-14 | 미츠비시 히타치 쓰루 가부시키가이샤 | Cutting inserts and cutting blades |
| KR102034490B1 (en) * | 2016-12-27 | 2019-10-21 | 미츠비시 히타치 쓰루 가부시키가이샤 | Cutting inserts and blade tip interchangeable rotary cutting tools |
| US11052472B2 (en) | 2016-12-27 | 2021-07-06 | Moldino Tool Engineering, Ltd. | Cutting insert and indexable edge rotary cutting tool |
| US20180281076A1 (en) * | 2017-03-31 | 2018-10-04 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Gelling reduction tool for grooving chemical mechanical planarization polishing pads |
| EP3450063A1 (en) * | 2017-08-30 | 2019-03-06 | Tungaloy Corporation | Cutting tool |
| JP7112684B1 (en) | 2022-03-23 | 2022-08-04 | 株式会社タンガロイ | Cutting inserts and turning tools |
| WO2023181901A1 (en) * | 2022-03-23 | 2023-09-28 | 株式会社タンガロイ | Cutting insert and turning tool |
| JP2023141115A (en) * | 2022-03-23 | 2023-10-05 | 株式会社タンガロイ | Cutting insert and turning tool |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5157660B2 (en) | 2013-03-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5451612B2 (en) | Cutting tool and cutting insert therefor | |
| JP6119916B2 (en) | Cutting inserts and cutting tools | |
| JP6374884B2 (en) | Rectangular cutting inserts and cutting tools that can be indexed on one side | |
| JP6023822B2 (en) | Cutting tool and cutting insert | |
| JP6172624B2 (en) | Tool block, clamp member, and cutting tool | |
| JP5157660B2 (en) | Cutting insert and insert detachable cutting tool | |
| WO2011046045A1 (en) | Cutting insert | |
| KR20130052561A (en) | Cutting tool | |
| US10780505B2 (en) | Face grooving tool body for metal cutting | |
| JP6361948B2 (en) | Cutting inserts and cutting tools | |
| JP5141081B2 (en) | Throw-away insert and throw-away turning tool using the same | |
| WO2017135291A1 (en) | Holder for blade-tip-replaceable byte | |
| JP6964092B2 (en) | Metal cutting grooving insert for face grooving | |
| JP2019018288A (en) | Cutting insert | |
| TWI734825B (en) | Cutting tool having an indexable cutting insert retained by a moment force about a pivot axis | |
| JP4952068B2 (en) | Throw-away rotary tool | |
| IL268581B2 (en) | Cutting insert having two peripheral abutment ridges and cutting tool | |
| JP7242997B2 (en) | End mill body of indexable end mill | |
| JP6201735B2 (en) | Replaceable cutting tool | |
| JP7008905B2 (en) | Cutting insert clamp mechanism and cutting insert | |
| JP5564958B2 (en) | Replaceable cutting edge grooving tool and end face grooving method | |
| JP5082457B2 (en) | Throwaway tip | |
| JP2007331081A (en) | Throw-away rotary tool | |
| JP2008290214A (en) | Tip for boring and boring tool using the same | |
| JP2006187820A (en) | Insert detachable cutting tool |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110427 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121113 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121126 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5157660 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151221 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |