超電導ケーブルにおいても、超電導シールド層に対する処理が必要であり、超電導シールド層を接地することが望まれる。しかし、仮に、超電導ケーブルにおいて超電導シールド層の接地に常電導ケーブルにおける接地方法を適用しても、以下のような問題がある。まず、超電導層を構成する超電導線材は、圧縮接合に耐え得る程度の機械的強度を具えていないため、常電導ケーブルのように圧縮接合を行うことができない。一方、超電導ケーブルの超電導シールド層へのアース線の取り付けに上記通常のハンダを用いると、このハンダの融点が超電導シールド層の下層に具える電気絶縁層の耐熱温度よりも高いことから、ハンダを溶融する際の熱により、電気絶縁層の絶縁性能を劣化させるという問題がある。
また、超電導ケーブルにおいて超電導シールド層に直接アース線を取り付けると、超電導シールド層を構成する超電導線材が損傷する恐れや、上記のように電気絶縁層の絶縁性能を劣化させる恐れがあるため、超電導シールド層に直接アース線を取り付けるのではなく、間接的にアース線を取り付けることが望まれる。
そこで、本発明の主目的は、超電導層、特に超電導シールド層の特性や、電気絶縁層の絶縁性能を劣化させることなく、超電導層の接地をとることができる超電導ケーブルの端末構造の製造方法を提供することにある。また、本発明の他の目的は、多相ケーブルにおいて、誘導電流を流すべく超電導シールド層に適切な処理が施されている超電導ケーブルの端末構造の製造方法を提供することにある。更に、本発明の他の目的は、電気絶縁層の絶縁性能を劣化させることなく、超電導層が接地された超電導ケーブルの端末構造を提供することにある。
本発明は、接地をとるための電極(接地電極)を超電導層の外周に配置すると共に、超電導層と接地電極との接続に融点が低いハンダを用いることで上記の目的を達成する。
本発明の第一の製造方法は、超電導導体層の外周に電気絶縁層を介して超電導シールド層を有するケーブルコアを具える超電導ケーブルの端末構造の製造に係るものであり、以下の工程を具える。
(1)上記超電導シールド層の接地をとるための接地電極を用意する工程。
(2)上記接地電極にアース線を取り付ける工程。
(3)上記超電導シールド層の外周に低融点ハンダにて、上記アース線が取り付けられた接地電極を接続する工程。
本発明の第二の製造方法は、超電導導体層の外周に電気絶縁層を介して超電導シールド層を有する複数のケーブルコアを具える超電導ケーブルの端末構造の製造に係るものであり、以下の工程を具える。
(I)上記超電導シールド層の接地をとるための接地電極、及び上記超電導シールド層に取り付けられる接続電極を用意する工程。
(II)上記接地電極にアース線を取り付ける工程。
(III)上記複数のケーブルコアのうち、一つのケーブルコアの一端において超電導シールド層の外周に低融点ハンダにて、上記アース線が取り付けられた接地電極を接続する工程。
(IV)上記接地電極が取り付けられたケーブルコア以外の各ケーブルコアの一端において、超電導シールド層の外周に低融点ハンダにて接続電極を接続する工程。
(V)上記接地電極と上記接続電極とを導電性の連結部材により連結して、上記超電導シールド層同士を短絡させる工程。
本発明の超電導ケーブルの端末構造は、超電導層と電気絶縁層とを有するケーブルコアを具える超電導ケーブルの端末構造であって、前記超電導層の外周に接地電極が配置され、前記接地電極と超電導層とが低融点ハンダにて接続されている。上記超電導層は、超電導導体層、及び超電導導体の外周に電気絶縁層を介して設けられた超電導シールド層であり、接地電極は、超電導シールド層の外周に配置され、この接地電極にアース線が取り付けられている。また、超電導ケーブルがケーブルコアを複数具える多相ケーブルである場合、上記アース線が取り付けられた接地電極は、複数のケーブルコアのうち、一つのケーブルコアの一端において超電導シールド層の外周に配置され、このコア以外の各コアの一端において超電導シールド層の外周にそれぞれ接続電極が低融点ハンダにて接続されている。そして、各コアの超電導シールド層に配置された接地電極と接続電極とが導電性の連結部材にて連結されている。
本発明は、超電導ケーブルの超電導層に導電性の接続部材(接地電極、接続電極)を配置し、この接続部材を超電導層に固定するのに、低融点ハンダを用いることで、接続部材の取り付けの際、電気絶縁層の絶縁性能が劣化するのを防止することができる。そして、接地電極に予めアース線を取り付けておき、アース線を具える接地電極を超電導層、特に超電導シールド層に取り付けることで、超電導シールド層に直接アース線を取り付ける必要が無く、アース線の取り付けにより超電導シールド層が損傷したり、電気絶縁層の絶縁性能が劣化することを防止することができる。
また、超電導ケーブルがケーブルコアを複数具える多相ケーブルの場合、各コアの超電導シールド層の外周に接地電極をそれぞれ配置し、超電導シールド層と接地電極とを低融点ハンダにて接続し、各コアの超電導シールド層をそれぞれ接地することが考えられる。しかし、本発明者らが検討した結果、各ケーブルコアの超電導シールド層をそれぞれ接地した場合、以下の不具合があるとの知見を得た。即ち、超電導ケーブルは、常電導ケーブルよりも非常に大きな電流を流すため、各ケーブルコアの超電導シールド層をそれぞれ接地すると、各コアの超電導シールド層がアース(大地)を通して接続される恐れがある。アースを介して各ケーブルコアの超電導シールド層間を接続させた場合、超電導シールド層の接続間抵抗が大きいことから、超電導シールド層に流れる電流の大きさが超電導導体層に流れる電流よりも小さくなる。このため、各ケーブルコアの超電導シールド層は、各コアの超電導導体層から発生する磁場を打ち消す程度の磁場を形成できず、各コアの外部に大きな磁場が発生する。そこで、本発明では、各ケーブルコアの超電導シールド層の外周にそれぞれ取り付けた接地電極と接続電極や接続電極同士を導電性の連結部材にて接続することで、接続間抵抗を小さくして超電導シールド層間を短絡させる。この構成により、各ケーブルコアの超電導導体層から生じる磁場を相殺するような磁場を各超電導シールド層に発生させることができるため、各コアからの漏れ磁場の発生を抑制することができる。
以下、本発明をより詳しく説明する。
本発明では、超電導層と電気絶縁層とを有するケーブルコアを具える超電導ケーブルを対象とする。従って、上記ケーブルコアを1本具える単相ケーブルでもよいし、上記コアを複数具える多相ケーブルでもよい。多相ケーブルの場合、例えば、3本のケーブルコアを撚り合わせて断熱管に収納された三芯一括型の三相超電導ケーブルが挙げられる。公知の超電導ケーブルでもよい。
超電導層としては、超電導導体層及び超電導シールド層が挙げられる。これら超電導層は、例えば、Bi2223系超電導材料からなる線材を螺旋状に巻回することで形成するとよく、単層でも多層でもよい。多層とする場合、層間に半合成絶縁紙を巻回して絶縁層を設ける。また、超電導導体層と超電導シールド層間には、電気絶縁層を具える。電気絶縁層は、PPLP(登録商標)などの半合成絶縁紙を巻回して形成するとよい。そして、本発明では、上記超電導層の外周に接地電極や、多相ケーブルの場合、当該ケーブルの超電導シールド層同士を接続するための接続電極を配置する。かつ、超電導層と接続電極、接続電極との接合を低融点ハンダにて行う。
ハンダは、その化学成分により融点が変化する。本発明では、通常用いられている融点が190℃程度のハンダ(以下、通常のハンダと呼ぶ)よりも融点が低いハンダ、即ち、低融点ハンダを用いる。具体的には、電気絶縁層の耐熱温度よりも融点が低いハンダを用いる。電気絶縁層の形成材料として使用されているPPLP(登録商標)などの半合成絶縁紙の耐熱温度は、130℃程度である。即ち、上記通常のハンダでは、融点が電気絶縁層の耐熱温度よりも高いため、電気絶縁層の絶縁性能の劣化を招く。そこで、電気絶縁層の絶縁性能の劣化を抑制するために、用いるハンダの融点は、130℃未満、より好ましくは、120℃以下である。一方、常温から冷媒による冷却が行われている極低温の状態において、溶融せず、かつある程度の機械的強度を具えるハンダが望まれる。上記特性を具えるハンダとしては、融点が60℃以上のものが挙げられる。このような低融点ハンダは、市販のものを用いてもよい。
また、接地電極及び接続電極の取り付けの際には、電気絶縁層上や超電導シールド層上に温度センサを取り付け、各層の温度を確認しながら行うと、電気絶縁層の絶縁性能の劣化をより防止することができる。温度センサとしては、熱電対などが挙げられる。温度センサの取り付けは、テープやハンダなどにより行うとよく、低融点ハンダにより接地電極及び接続電極を超電導層の外周に取り付けた後、取り外すとよい。
上記電極は、アース線を連結したり、超電導層同士を連結するのに用いる。多相ケーブルの場合、接地電極は、アース線の連結と超電導シールド層同士の連結との機能を兼ね具え、接続電極は、超電導シールド層同士の連結に利用される。このような接地電極及び接続電極は、銅やアルミニウム(共に、77Kの比抵抗ρ=2×10-7Ω・cm)などのように、超電導ケーブルが使用される冷媒温度、例えば、冷媒として液体窒素を用いる場合、液体窒素の温度近傍においても電気的抵抗が小さい金属などの導電性材料にて形成するとよい。接地電極及び接続電極の形状としては、超電導層の周方向に対して少なくとも一部に接する形状、特に超電導層を複数の超電導線材にて形成する場合、構成する全ての超電導線材と電気的に接続可能な形状であることが好ましい。例えば、超電導層の外周を全周に亘って覆うことが可能な円筒状が挙げられる。接地電極及び接続電極を円筒状とする場合、断面円弧状の分割片を組み合わせて円筒状になる構成とすると、超電導層の外周に取り付け易く好ましい。具体的には、断面半円弧状の半割れの分割片を組み合わせる構成が挙げられる。
上記接地電極には、アース線を連結しておく。そして、アース線を取り付けた接地電極を超電導層の外周に装着させることで、アース線の取り付けにより生じる超電導層、特に超電導シールド層の損傷や電気絶縁層の絶縁性能の低下を防止することができる。また、このようなアース線付きの接地電極を用いることで、超電導シールド層の接地を容易にとることができる。接地電極へのアース線の取り付けには、ハンダによる接続、ボルトを介した接続や圧縮接続などの機械的な接続が挙げられる。本発明では、接地電極を介して超電導層にアース線を取り付けるため、上記のような機械的な接続を行うことも可能であり、容易に、かつ確実にアース線の取り付けを行うことができる。また、接地電極は、超電導ケーブルの任意の個所に取り付けることができるため、多相ケーブルにおいて、接地電極と接続電極、接続電極同士を連結する位置の自由度が大きく、施工性に優れる。
複数のケーブルコアを具える多相ケーブルの場合、各ケーブルコアの超電導層、特に超電導シールド層にそれぞれ上記接地電極や接続電極を配置して、これらの電極同士を導電性の連結部材により連結して、超電導シールド層間を短絡させる。そして、いずれか一つのケーブルコアに配置された接地電極に取り付けてあるアース線により接地をとることで、複数のコアを一括で接地させることができる。なお、アース線付き接地電極は、いずれか1本のケーブルコアに配置されていればよく、その他のケーブルコアには、アース線を取り付けていない接続電極が配置される。
接地電極、接続電極と連結部材との接続形態としては、例えば、3本のケーブルコアを具える三相超電導ケーブルの場合、各コアの外周に配置したそれぞれの上記電極に連結部材の一端を取り付け、上記電極を頂点とする三角形の中心に向かって連結部材の他端同士を連結する形態、いわゆるY型の形態が挙げられる。また、各ケーブルコアの外周に配置したそれぞれの上記電極を頂点とし、連結部材がこれら頂点(接地電極、接続電極)を連結する辺となるようにこれらの電極間を連結した形態、いわゆるΔ型の形態が挙げられる。Y型の形態において、連結部材の他端同士を接続するのに、別途中心電極を用い、この中心電極にそれぞれの連結部材の他端を接続させてもよい。
上記連結部材は、可撓性を有する材料にて形成されたものが好ましい。具体的には、例えば、編組材にて形成されたものが挙げられる。フレキシブルな連結部材を用いることで、冷却収縮に伴うケーブルコアの移動にも追従することができる。しかも、ケーブルコアの収縮に伴う張力は、可撓性を有する連結部材に主に加えられ、機械的強度が上記通常のハンダよりも小さい傾向にある低融点ハンダ部分に加わりにくいため、低融点ハンダ部分を効果的に保護することができる。また、可撓性を有する連結部材を用いることで、例えば、多相ケーブルである本発明端末構造を分岐箱に収納させている場合、分岐箱内といったスペースの限られた場所において連結の際の作業性に優れると共に、連結作業により生じる寸法誤差(例えば、位置関係のずれやねじれなど)を吸収することができる。このような可撓性を有する連結部材を用いる場合で、例えば、接地電極、接続電極と連結部材との連結を上記Y型の形態とする場合、上記電極における連結部材の取付部分と連結部材同士の接続部分(中心電極)とをケーブルコアの長手方向においてほぼ同位置となるように連結部材を取り付けてもよいが、同取付部分と接続部分とをコアの長手方向にずらしてやると、連結部材が取り付け易い。
接地電極、接続電極の取り付けは、保護層を除去し、超電導層、特に超電導シールド層を露出させた状態で行うとよい。このとき、電気絶縁層の絶縁性能の劣化をより効果的に防止するために、接地電極、接続電極と電気絶縁層間は、熱絶縁されていることが好ましい。例えば、超電導シールド層と電気絶縁層間に熱絶縁性材料からなるテープやシートなどを巻回することが挙げられる。熱絶縁性材料としては、ガラスや繊維強化樹脂(FRP)などが挙げられる。超電導シールド層が多層の場合、各層において接地電極、接続電極に接続される部分の軸方向の長さが異なると、接続抵抗が異なって電流分布に偏りが生じる恐れがあるため、上記接続される部分の軸方向の長さを等しくすることが望まれる。そこで、超電導シールド層が多層の場合は、接地電極、接続電極と接続される個所において各層を段剥ぎすると共に、最内層(最も電気絶縁層側に位置する層)が段剥ぎされたその他の層と軸方向の長さが等しくなるように最内層を分断して、部分的に電気絶縁層を露出させた状態としてもよい。このとき、露出している電気絶縁層の外周に上記熱絶縁性材料からなるテープなどを巻回しておき、接地電極、接続電極を取り付けることが好ましい。また、露出させた電気絶縁層上にも上記と同様に、温度センサを取り付けておき、低融点ハンダにて接地電極、接続電極を超電導層の外周に取り付ける際、電気絶縁層の温度が確認できるようにしておいてもよい。
本発明端末構造は、超電導ケーブル線路において、超電導ケーブルと常電導ケーブルとを連結する接続部、超電導ケーブル同士を連結する接続部、終端構造の形成部などで、超電導ケーブルの両端末に具えることが挙げられる。これらの箇所は、接続構造、終端構造を形成するためにケーブル端末を処理する部分であり、接地電極、接続電極を配置し易い。
複数のケーブルコアを具える多相ケーブルの場合、上記接続構造や終端構造の形成は、各相に、即ち、ケーブルコア毎に分岐させて行う。ケーブルコア毎に分岐させたコアの収納には、分岐箱を用いる。分岐箱は、多相ケーブルを構成する複数のケーブルコアが集合された集合部から、各コア間を広げた状態にコアを収納すると共に、液体窒素などの冷媒を満たしてコアを冷却し超電導状態に維持するべく断熱構造である。上記接地電極、接続電極は、分岐箱から引き出された各ケーブルコアの超電導層にそれぞれ取り付けてもよいが、箱から突出された各コアには、箱内と同様に超電導状態を維持するべく、液体窒素などの冷媒が満たされる断熱管がそれぞれ配置される。従って、分岐箱から突出された各ケーブルコアの超電導シールド層に接地電極、接続電極を取り付ける構成は、非常に煩雑になるため、分岐箱内のコアに接地電極、接続電極を取り付けると、取付作業性に優れて好ましい。
分岐箱内において各ケーブルコアの保持は、保持具を用いて行うとよい。保持具は、各ケーブルコアを保持可能であると共に、各コア間を広げた状態に保持できるものが挙げられる。特に、ケーブルコアの伸縮に伴って分岐箱内を移動可能な構成を具える保持具が好ましい。
また、多相ケーブルの場合、超電導層、特に、超電導シールド層の接地は、ケーブル端末の一端側のみ行い、他端側では行わないことが好ましい。超電導ケーブルの場合、両端末でそれぞれ接地をとると、大地を介して閉ループが形成され、超電導シールド層同士が大地を介して接続される恐れがあるからである。
以上、説明したように本発明超電導ケーブルの端末構造及びその製造方法によれば、ケーブルコアの超電導層の外周に接地電極を配置し、この接地電極にアース線を取り付けることで、アース線の取り付けに伴う超電導層の損傷や、電気絶縁層の絶縁性能の劣化を防止することができるという優れた効果を奏し得る。また、多相ケーブルの場合、接地電極と接続電極とを連結することで超電導シールド層間を短絡させることができるため、各ケーブルコアの超電導シールド層は、各超電導導体層から発生する磁場を打ち消すことができる磁場を形成可能であり、各コアの外部に大きな磁場が生じることを抑制することが可能である。特に、本発明では、超電導層と接地電極、接続電極とを低融点ハンダにて接続させているため、これらの電極の取り付けにより、電気絶縁層の絶縁性能を劣化させることがない。
以下、本発明の実施の形態を説明する。
図1は、本発明超電導ケーブルの端末構造を示す概略構成図である。この端末構造は、超電導層と電気絶縁層とを有するケーブルコア102を複数具える多相超電導ケーブルの端末構造であり、各コア102の超電導層(本例では超電導シールド層)の外周にそれぞれ電極(接地電極、接続電極)1が配置されている。そして、各ケーブルコア102の超電導シールド層と電極1とを低融点ハンダにて接続している。本例では、3本のケーブルコア102を具える三相超電導ケーブル100を例にして説明する。
本例で用いた三相超電導ケーブル100は、図5に示すものと同様の構成のものである。即ち、中心から順にフォーマ200、超電導導体層201、電気絶縁層202、超電導シールド層203、保護層204を具えるケーブルコア102を3本撚り合わせて断熱管101内に収納された構成のものである。フォーマ200は、絶縁被覆された銅線を複数本撚り合わせたものを用いた。超電導導体層201及び超電導シールド層203は、それぞれフォーマ200の外周、電気絶縁層202の外周にBi2223系超電導テープ線(Ag-Mnシース線)を多層に螺旋状に巻回して構成した。電気絶縁層202は、超電導導体層201の外周に半合成絶縁紙(住友電気工業株式会社製PPLP:登録商標)を巻回して構成した。保護層204は、超電導シールド層203の外周にクラフト紙を巻回して構成した。断熱管101は、SUSコルゲート管を用い、外管101aと内管101b間に断熱材を多層に配置して真空引きした真空多層断熱構造とした。断熱管101の外周には、ポリ塩化ビニルからなる防食層104を設けた。
上記三相超電導ケーブル100は、撚り合わされた状態で断熱管101に収納され、端末部分において、各ケーブルコア102をそれぞれ別個に取り扱い易くするべく、各コア102間の間隔を広げられて分岐され、分岐箱300に収納される。そして、分岐された各ケーブルコア102の超電導シールド層の外周にそれぞれ電極(接地電極、接続電極)1を配置し、これらの電極1同士を導電性の連結部材2にて連結させることで、超電導シールド層同士を電気的に接続させている、即ち、短絡させている。
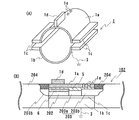
図2(A)は、超電導シールド層の外周に配置する接地電極、接続電極の概略構成図、(B)は、超電導シールド層の外周に接地電極、接続電極を配置した状態を示す部分切欠き図である。電極1は、断面半円弧状の分割片1a、1bを組み合わせて円筒状とする構成であり、各片1a、1bの開口縁には、電極1の長手方向にフランジ1cを設けており、各片1a、1bのフランジ1c同士を対向させ、ボルト孔(図示せず)にボルトなどの締付具を挿通し、ナットを締め付けることで円筒状を形成する。一方の分割片1aには、後述する連結部材2が連結される固定部1dと、電極1と超電導シールド層間に低融点ハンダを流し込むための流入孔1eとを具える。本例では、流入孔1eを二つ具える例を示しているが、一つでもよい。本例において電極1は、銅にて形成した。
上記電極1は、ケーブルコア102の保護層204を除去して超電導シールド層203を露出させた状態にして取り付ける。本例において超電導シールド層203は、内層203aと、外層203bの二層構成としているため、各層203a、203bを構成する超電導線材が低融点ハンダ5と接触できるように段剥ぎするとよい。
また、3つの電極1のうち1つの電極(接地電極)には、超電導シールド層同士を短絡させるだけでなく、図2に示すようにアース線3を取り付ける。本例では、分割片1bにアース線3を取り付けているが、分割片1aに取り付けてもよい。アース線3の取り付けは、通常のハンダを用いて行った。
本例において連結部材2は、銅製の編組材からなるものを用いた。また、本例において3つの電極1と連結部材2との連結形態は、Y型としており、連結部材2同士の接続に別途用意した中心電極4を用いる。そして、本例では、図1に示すように電極1の分割片1aに具える固定部1dの位置と、中心電極4の位置を長手方向にずらしており、連結部材2がケーブルコア102の長手方向に沿って配置されるように、連結部材2の一端側を固定部1dに連結し、他端側を中心電極4に連結する。
上記中心電極4は、導電性材料(本例では銅)で形成され、中心にリング体4aと、リング体4aの外周に等間隔で配置され、連結部材2を連結する取付部4bとを具える。このリング体4aは、後述するケーブルコア102の保持具である第一保持具301b、第二保持具302間に固定される長ボルト305が挿通され、中心電極4は、この長ボルト305に固定される。従って、冷却収縮によりケーブルコア102が移動する際、3つの電極1及び中心電極4は、固定された状態で連結部材2が撓んだり伸びたりすることでコア102の移動に追従することができる。また、ケーブルコア102の伸縮に伴う張力の大部分は、可撓性を有する連結部材2に加えられるため、低融点ハンダ部分にほとんど張力が加わることがない。従って、ケーブルコア102の伸縮により、電極1が超電導シールド層203から剥離することを防止する。
次に、上記3つの電極1を超電導シールド層の外周に配置する手順を説明する。超電導ケーブルの端末部分においてケーブルコア102毎を分岐させ、各コア102において電極1を配置する個所の保護層を除去して、超電導シールド層を露出させる。本例では、超電導シールド層203の内層203a、外層203bがそれぞれ露出した状態になるように段剥ぎし、内層203a、外層203b間に存在する層間絶縁層(電気絶縁紙を巻回して構成される層)を除去しておく。また、本例では、内層203aにおける電極1に接続される部分の軸方向の長さが外層203bと等しくなるように、内層203aを分断して電気絶縁層202の一部を露出させている。露出させた超電導シールド層203上、電気絶縁層202上には、熱電対を取り付けて、各層の温度が確認できるようにしておいてもよい。
上記露出させている電気絶縁層202の外周には、ハンダ付けの際の熱が伝わって、絶縁性能が劣化するのを防止できるように熱絶縁層6を形成することが好ましい。熱絶縁層6の形成材料としては、ガラス繊維クロステープなどが挙げられる。また、超電導シールド層203において、低融点ハンダ5を付けない箇所がある場合には、その箇所にマスキングを行っておくとよい。一方、低融点ハンダ5を付ける箇所には、ハンダめっきを行っておくと、低融点ハンダ5が付着し易く好ましい。また、ハンダめっきが行い易いように超電導シールド層の表面を研磨したり洗浄しておいてもよい。ハンダめっきを行う際は、熱電対により各層の温度を確認しながら行ってもよい。
上記超電導シールド層203の外周に電極1を配置する。このとき、電極1から超電導シールド層203への電流は、電極1の固定部1dから流入するため、電極1の固定部1dに近いほど、接続抵抗が小さくなる。従って、超電導シールド層203の内層203a、外層203bを構成する超電導テープ線において、固定部1dの近傍に位置する線材ほど接続抵抗が小さく、固定部1dから離れた箇所に位置する線材ほど接続抵抗が大きくなる。即ち、内層203a、外層203bはいずれも、固定部1dとの位置により周方向の接続抵抗が異なる。そこで、本例では、図2(B)に示すようにできるだけ固定部1dから離れた箇所で電極1と超電導シールド層203とが接続されるように電極1を配置している。また、本例では、分割片1a、1bにて超電導シールド層203を覆うように配置し、両片1a、1bのフランジ1cを対向させ、ボルトにて締め付けることで、超電導シールド層203の外周に電極1を固定する。このとき、電極1に具える低融点ハンダを流し込む流入孔1e付近に熱電対をテープなどにて取り付け、電極1の温度が確認できるようにしてもよい。また、対向させた両分割片1a、1bのフランジ1c間や電極1の両端部から低融点ハンダが漏れないように、パッキンを介在させたり、耐熱性テープを巻回させるなどのシール処理を施してもよい。フランジ1c間に配置するパッキンとしては、銀シートやインジウムシートなどの柔らかい材料が挙げられる。耐熱性テープとしては、ガラステープなどが挙げられる。
そして、電極1の流入孔1eより低融点ハンダを流し込む。このとき、低融点ハンダを液相状態にするための加熱手段が必要である。加熱手段としてバーナーやハンダゴテを用いると、電極1が局所的に高温となる部分ができて、その下部にある電気絶縁層202の絶縁性能を劣化させる恐れがある。そこで、加熱手段としてヒータを用い、電極1の外周を覆うようにヒータを取り付け、電極1が均一的に加熱されるようにすると加熱ムラを防止することができる。また、低融点ハンダを流し込む際は、熱電対をモニタし、電気絶縁層202の温度が130℃を超えない、好ましくは120℃以下となるようにヒータの出力を調整しながら行うことが望ましい。本例では、低融点ハンダとして、融点が約78℃のハンダ(化学成分;Sn:9.3質量%、Pb:34.5質量%、Bi:50質量%、Cd:6.2質量%)を用いた。低融点ハンダを充填した後、熱電対やシール処理を取り除く。以上により、電極1と超電導シールド層とを低融点ハンダにより接続した構造を形成することができる。
各ケーブルコア102の超電導シールド層の外周にそれぞれ電極1を配置したら、これらの電極1同士を連結部材2により連結して、超電導シールド層203を短絡させる作業を行う。具体的には、各電極1の固定部1dに連結部材2の一端をボルトにより連結し、連結部材2の他端を中心電極4の取付部4bにボルトにより連結する。この作業により、各ケーブルコア102の超電導シールド層203同士を短絡することができる。
本例に示す三相超電導ケーブルの場合、3本のケーブルコア102のうち、いずれか1本のケーブルコア102に配置する電極(接地電極)1には、予めアース線3を取り付けておき、アース線付き電極を超電導シールド層に取り付ける。そして、3本のケーブルコア102の超電導シールド層203は、電極1、連結部材2、及び中心電極4により短絡された状態にあるため、このアース線3を接地することで、3本のコア102の超電導シールド層203を一括で接地することができる。なお、図1に示す端末構造は、超電導ケーブル100の両端において設けておき、接地は、一端側のみ行うことが好ましい。超電導ケーブル100の一端側のみ接地することで、各ケーブルコア102の超電導シールド層203間がアースを介して接続されることがない。
本発明端末構造は、接地電極を超電導シールド層の外周に配置し、この接地電極にアース線を取り付けることで、アース線の取り付けに伴う超電導シールド層の損傷や、超電導シールド層の下層に存在する電気絶縁層の絶縁性能の劣化を防止することができる。特に、接地電極と超電導シールド層とを低融点ハンダにより接続することで、接地電極の取り付けに伴う電気絶縁層の絶縁性能の劣化を効果的に防止することができる。また、接地電極、接続電極と導電性の連結部材とにより、各ケーブルコアの超電導シールド層を連結することで、ケーブルに電流を流すと、超電導シールド層間は短絡された状態となる。即ち、本発明では、超電導シールド層間を接続間抵抗が小さい状態で接続していることから、各超電導シールド層に流れる電流の大きさを各超電導導体層に流れる電流とそれぞれほぼ同等とすることができる。そのため、各超電導導体層から発生する磁場を打ち消すのに十分な磁場を形成することができ、各コアの外部に大きな磁場が発生することを防止する。更に、超電導シールド層間を短絡させることで、一括して接地をとることができ、作業性に優れる。
なお、上記電極1が配置されるケーブルコア102を分岐させた部分は、分岐箱300内に収納する。分岐箱300は、3本のケーブルコア102間の間隔を徐々に広げた状態にして収納する。また、分岐箱300は、液体窒素などの冷媒が満たされ、収納されたコア102を冷却するため、断熱構造とすることが好ましい。本例において、分岐箱300は円筒状とした。3つの電極1のうち、1つの電極(接続電極)に取り付けたアース線3は、この分岐箱300の外部に引き出して接地する。アース線3と分岐箱300とのシールには、ハーメチックシールを用いて気密を保持するとよい。
分岐箱300内に収納されるケーブルコア102は、箱300の一方側(コア102の集合部側、図1において右側)から箱300の他方側(コア102の分岐端側、図1において左側)に向かって、各コア102間の間隔が徐々に広げられ、一定の間隔が保持されている。図1に示す例では、集合部側を保持する第一保持具301aと、中間部を保持する第一保持具301b、分岐端側を保持する第二保持具302と、第一保持具301a、301b間のケーブルコア102を保持する中間保持具303とでコア102の保持を行う。
第一保持具301aは、中心に環状部を具え、この環状部の外周に等間隔に三つの中間保持具303と、中間保持具303間に配置される扇状部材とが固定される。この第一保持具301aは、3本のケーブルコア102で囲まれる空間のほぼ中心部に環状部の中心が位置するようにコア102間に配置し、各中間保持具303にそれぞれコア102を配置することで、コア102間の間隔を広げた状態に保持する。また、本例では、ケーブルコア102の伸縮に伴って第一保持具301aも分岐箱300内を移動できるように、箱300の内周面にほぼ点接触するような摺動部304を扇状部材に具える。第一保持具301bは、基本的構成は、第一保持具301aとほぼ同様の構成であり、環状部の径を第一保持具301aよりも大きくしたものである。これら第一保持具301a、301b間は、中間保持具303により連結される構成である。
第二保持具302の基本的構成は、第一保持具301bとほぼ同様の構成である。第一保持具301b、第二保持具302間は、複数の長ボルト306により連結され、一定の間隔に保持される。また、第一保持具301b、第二保持具302の環状部には、FRPなどの絶縁材料からなる筒状の絶縁部材307を配置し、この絶縁部材307に長ボルト305を挿通させる構成としている。
中間保持具303は、第一保持具301a、301bの環状部の外周に固定される長尺な半円弧状の部材:樋状部材303aと、この樋状部材303aと組み合わせてケーブルコア102の外周を覆って円筒状となる複数の短尺な半円弧状部材303bとを具える。本例では、樋状部材303aと複数の半円弧状部材303bとをケーブルコア102の外周に配置した後、その外周をバンド(図示せず)などの締付具を用いてコア102の外周に固定し、コア102を保持する。中間保持具303には、その内側に収納されるケーブルコア102が冷媒と接触し易いように、適宜貫通孔を設けてもよい。
図1に示す例では、各ケーブルコア間が十分に広げられた状態にある分岐端側に接地電極及び接続電極を取り付けているため、接地電極及び接続電極の取り付け作業を容易に行うことができ、取り付け作業性に優れる。
上記図1に示す構成では、中心電極4の位置と電極1の固定部1dの位置とをケーブルコア102の長手方向にずらした構成としたが、図3に示すように電極1の固定部1dの位置と中心電極4の取付部4bの位置とを同位置にして、固定部1dと取付部4bとを連結部材2にて連結させたY型の連結形態としてもよい。即ち、各ケーブルコア102の外周に配置した3つの電極1の固定部1dと、中心電極4のリング体4aに具える取付部4bとを対向させて配置し、固定部1dと取付部4b間を連結部材2にて連結させてもよい。或いは、図4に示すように中心電極を用いず、電極1を構成する分割片1a、1bのそれぞれに固定部1dを具えたもの、又は一方の分割片に固定部1dを二つ具えたものを用いて、ある電極1の固定部1dと別の電極1の固定部1d間を連結部材2にて連結させてΔ型の連結形態としてもよい。即ち、3本の連結部材2が、各ケーブルコア102の外周に配置した3つの電極1を頂点とする三角形の3辺となるように連結してもよい。