JP2008290116A - Fillet welded joint and fillet welding method - Google Patents
Fillet welded joint and fillet welding method Download PDFInfo
- Publication number
- JP2008290116A JP2008290116A JP2007138232A JP2007138232A JP2008290116A JP 2008290116 A JP2008290116 A JP 2008290116A JP 2007138232 A JP2007138232 A JP 2007138232A JP 2007138232 A JP2007138232 A JP 2007138232A JP 2008290116 A JP2008290116 A JP 2008290116A
- Authority
- JP
- Japan
- Prior art keywords
- fillet
- vertical plate
- plate
- welded joint
- welding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Butt Welding And Welding Of Specific Article (AREA)
- Arc Welding In General (AREA)
Abstract
Description
本発明は、ガスシールドアーク溶接法を用いた略T字型の隅肉溶接継手に関し、疲労強度に優れ、橋梁の鋼床版とその補強に用いられるリブ材の隅肉溶接継手およびその溶接方法に好適なものに関する。 The present invention relates to a substantially T-shaped fillet welded joint using a gas shielded arc welding method, and is excellent in fatigue strength, and is a steel floor slab of a bridge and a fillet welded joint of a rib material used for reinforcement thereof, and a welding method thereof It is related with what is suitable for.
自動車、建機、橋梁など繰返し載荷を受ける溶接構造物の疲労強度は、溶接継手部への応力集中や溶接の引張り残留応力によって大きな影響を受け、構造物全体の疲労強度は溶接継手部の疲労強度に支配されているといっても過言ではない。 The fatigue strength of welded structures that are repeatedly loaded, such as automobiles, construction equipment, and bridges, is greatly affected by the stress concentration on the welded joint and the tensile residual stress of the weld. The fatigue strength of the entire structure is the fatigue strength of the welded joint. It is no exaggeration to say that it is controlled by strength.
溶接部の疲労強度向上を目的として応力集中の緩和や残留応力のコントロールが研究され、溶接止端部をグラインダー等で機械的に滑らかにすることや、TIGやプラズマで溶接止端部を再溶融すること(例えば、特許文献1)が提案されているがこれらの方法は施工能率が大幅に低下する。 In order to improve the fatigue strength of welds, stress concentration relaxation and residual stress control have been studied. The weld toes are mechanically smoothed with a grinder, etc., and the weld toes are remelted with TIG or plasma. (For example, Patent Document 1) has been proposed, but these methods significantly reduce the construction efficiency.
また、残留応力のコントロールを目的とした止端部処理として、溶接止端部を球形のショット材を用いてピーニング処理し機械的に圧縮残留応力を付与する方法が良く知られている。 As a toe portion treatment for the purpose of controlling the residual stress, a method of mechanically imparting a compressive residual stress by peening the weld toe portion using a spherical shot material is well known.
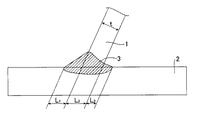
溶接構造物が橋梁の場合、図3に示すように鋼床版2には補強のため、リブ材1がガスシールドアーク溶接法による隅肉溶接で取り付けられる。
When the welded structure is a bridge, as shown in FIG. 3, the
鋼床版2とリブ材1の隅肉溶接継手では、疲労強度の確保を目的として、リブ材の隅肉溶接部の溶込みを75〜100%に管理する手法が用いられているが、使用年数によっては図4に示すような、リブ材1の隅肉溶接部3の溶け込み先端を起点とし鋼床版2に伝播する疲労による亀裂が観察されることがある。
In the fillet welded joint between the
特許文献2,3は隅肉溶接継手の疲労強度を向上させる方法に関し、特許文献2は、レーザ溶接による隅肉溶接を、ウエブの片側から高出力のレーザを照射し、ウエブを貫通する完全溶込みとする方法が記載されている。
特許文献3は、疲労強度に優れる隅肉溶接継手に関し、隅肉溶接のルート部のリブ板および/または主板に雲母など薄片の耐熱物を固着し、その後溶接することにより溶接ルード部に未溶着部を導入して必要な脚長を確保しながら止端部の応力集中を低減することが記載されている。
しかしながら、特許文献2記載の方法は、レーザ溶接設備が高価であることと、溶加材を用いないことから接合部の強度低下や溶接止端部への応力集中が懸念され、特許文献3記載の方法は、溶接継手に未溶着部が生じることから継手強度が低下する。
However, in the method described in
そこで、本発明は、橋梁の補強に用いられるリブ材の隅肉溶接継手に好適な、疲労強度に優れる隅肉溶接継手を提供することを目的とする。 Then, an object of this invention is to provide the fillet welded joint excellent in the fatigue strength suitable for the fillet welded joint of the rib material used for reinforcement of a bridge.
発明者等は、鋼床版とリブ材の隅肉溶接を対象に、施工能率や施工の安定性を損なわずに、入熱を低減し、疲労強度を向上させる隅肉溶接方法および隅肉溶接継手について鋭意検討し、以下の知見を得た。 The inventors, for fillet welding of steel slabs and ribs, reduce the heat input and improve the fatigue strength and fillet welding without impairing the construction efficiency and construction stability. The joints have been intensively studied and the following knowledge has been obtained.
(1)鋼床版とリブ材の未溶融部をなくし溶込み先端への応力集中を低減させる溶接として、溶接部においてリブ材全厚を完全に溶融させ、裏波ビードを得ることが有効である。 (1) As a weld that eliminates the unmelted portion of the steel deck and rib material and reduces stress concentration at the penetration tip, it is effective to completely melt the rib material at the welded portion to obtain a back bead. is there.
(2)ガスシールドアーク溶接を用いて、溶接用ワイヤをマイナス極とする正極性とし、溶接用鋼ワイヤに質量%でREM:0.015〜0.100質量%含有したワイヤを用い、適切な開先角度を選定した場合、容易にリブ材を完全に溶融させ、裏波ビードを得ることができる。 (2) Using gas shielded arc welding, the welding wire is made positive with a negative electrode, and a wire containing REM: 0.015 to 0.100% by mass in the steel wire for welding is used appropriately. When the groove angle is selected, the rib material can be easily melted completely and a back bead can be obtained.
(3)更に、シールドガスにAr,He,H2,O2,CO2の2種または3種以上よりなる混合ガスを用い、混合ガス中のCO2比率を60%以上、あるいは、シールドガスに100%CO2を用いることによって、コストを抑え、裏波ビードを得ることができる。 (3) Furthermore, a mixed gas composed of two or more of Ar, He, H2, O2, and CO2 is used as the shielding gas, and the CO2 ratio in the mixed gas is 60% or more, or 100% CO2 is used as the shielding gas. By using this, the cost can be reduced and a back bead can be obtained.
(4)上記隅肉溶接方法による隅肉溶接継手で、一定の条件を満たす溶接部が特に疲労強度に優れる。 (4) In the fillet welded joint by the fillet welding method, a welded part that satisfies a certain condition is particularly excellent in fatigue strength.
本発明は、これらの知見に基づいて更に検討を加えてなされたもので、すなわち、本発明は
1.平板と縦板の隅肉溶接継手であって、前記隅肉溶接継手はレ開先を片面側から、裏波ビードが得られるように溶接した完全溶け込み溶接部を備え、前記完全溶け込み溶接部は、表ビード側脚長が縦板板厚の1/2以上、4倍以下であることを特徴とする平板と縦板の隅肉溶接継手。
2.1記載の隅肉溶接継手において更に裏波ビード側脚長を2mm以上、縦板板厚以下とすることを特徴とする平板と縦板の隅肉溶接継手。
3.平板と縦板の突合せ部にレ開先(くさび状空隙)を有する略T字型の隅肉溶接継手を以下の条件で完全溶け込み溶接し、裏波ビードを形成する隅肉溶接方法であって、表ビード側脚長が縦板板厚1/2以上、4倍以下であることを特徴とする平板と縦板の隅肉溶接方法。
(1)溶接方法:正極性ガスメタルアーク溶接
(2)シールドガス:CO2比率が60%以上で残部がAr,He,H2,O2の2種または3種以上からなる混合ガス、あるいは、100%CO2ガス
(3)溶接ワイヤ:成分組成が質量%でREM:0.015〜0.100%を含有するソリッドワイヤ
4.更に裏波ビード側脚長を2mm以上、縦板板厚以下とすることを特徴とする3記載の平板と縦板の隅肉溶接方法。
5.平板および/または縦板が耐疲労亀裂伝播鋼であることを特徴とする1または2記載の隅肉溶接継手。
6.平板および/または縦板が耐疲労亀裂伝播鋼であることを特徴とする3または4記載の隅肉溶接方法。
7.平板が橋梁における鋼床版で、縦板がリブ板であることを特徴とする1、2または5のいずれか一つに記載の隅肉溶接継手。
8.平板が橋梁における鋼床版で、縦板がリブ板であることを特徴とする3、4または6のいずれか一つに記載の隅肉溶接方法。
The present invention has been made by further investigation based on these findings. A fillet welded joint of a flat plate and a vertical plate, wherein the fillet welded joint includes a complete penetration weld welded so that a back bead is obtained from one side, and the complete penetration weld is A fillet welded joint between a flat plate and a vertical plate, wherein the leg length on the front bead side is not less than 1/2 and not more than 4 times the thickness of the vertical plate.
The fillet welded joint of the flat plate and the vertical plate characterized in that, in the fillet welded joint described in 2.1, the back bead side leg length is 2 mm or more and the vertical plate thickness or less.
3. A fillet welding method in which a substantially T-shaped fillet welded joint having a recess (wedge-shaped gap) at the butt portion of a flat plate and a vertical plate is completely melt welded under the following conditions to form a back bead. The fillet welding method for a flat plate and a vertical plate, wherein the leg length on the front bead side is 1/2 to 4 times the thickness of the vertical plate.
(1) Welding method: Positive gas metal arc welding (2) Shield gas: Mixed gas consisting of two or more of Ar, He, H 2 and O 2 with a CO 2 ratio of 60% or more, or 3. 100% CO 2 gas (3) Welding wire: Solid wire containing REM: 0.015 to 0.100% with a component composition of mass% 4. The fillet welding method for flat plate and vertical plate according to 3, wherein the back bead side leg length is 2 mm or more and the vertical plate thickness or less.
5. The fillet welded joint according to 1 or 2, wherein the flat plate and / or the longitudinal plate is fatigue-resistant crack propagation steel.
6). The fillet welding method according to 3 or 4, wherein the flat plate and / or the vertical plate is fatigue-resistant crack propagation steel.
7). The fillet welded joint according to any one of 1, 2, or 5, wherein the flat plate is a steel deck in a bridge and the vertical plate is a rib plate.
8). The fillet welding method according to any one of 3, 4 and 6, wherein the flat plate is a steel deck in a bridge and the vertical plate is a rib plate.
本発明によれば、橋梁の補強に用いられるリブ材の略T字型の隅肉溶接継手において溶接部への応力集中が低減し、溶接による引張り残留応力が減少するので疲労強度が向上する。更に、溶接施工能率および溶接部ビード外観にも優れ産業上極めて有用である。 According to the present invention, in a substantially T-shaped fillet welded joint of rib material used for reinforcing a bridge, stress concentration on the welded portion is reduced, and tensile residual stress due to welding is reduced, so that fatigue strength is improved. Furthermore, it is excellent in welding construction efficiency and weld bead appearance, and is extremely useful industrially.
本発明は、平板と縦板の突合せ部にレ開先を有する略T字型の隅肉溶接継手を、深溶け込みが得られる正極性ガスメタルアーク溶接とソリッドワイヤの組合せで溶接し、裏波ビードが形成される完全溶込み溶接継手とすることを特徴とする。以下、本発明を、略T字型隅肉溶接における平板を橋梁における鋼床版とし、縦板を前記鋼床版を補強するU字型リブ材の一端(以下、リブ板)として、図面を用いて詳細に説明する。尚、本発明において略T字型とは平板に対して縦板が傾いている場合と直立している場合のいずれも含むものとする。 The present invention welds a substantially T-shaped fillet welded joint having a groove at the abutting portion of a flat plate and a vertical plate by a combination of positive gas metal arc welding and solid wire that can achieve deep penetration, It is characterized by being a fully-penetrating welded joint in which a bead is formed. Hereinafter, the present invention will be described with the flat plate in substantially T-shaped fillet welding as a steel deck in a bridge, and the vertical plate as one end of a U-shaped rib member (hereinafter referred to as a rib plate) that reinforces the steel deck. The details will be described. In the present invention, the substantially T-shape includes both the case where the vertical plate is inclined with respect to the flat plate and the case where it is upright.
図1は、本発明に係る略T字型隅肉溶接継手を説明する概略断面図を示し、鋼床版2にリブ板1が完全溶け込み溶接で溶接され、溶接金属3は裏波ビードを形成する。
FIG. 1 is a schematic cross-sectional view illustrating a substantially T-shaped fillet welded joint according to the present invention. A
鋼床版2とリブ板1の隅肉溶接において、リブ板1のルート部の全厚L2を完全に溶融させ、裏波ビードを得ることで鋼床版2とリブ板1の間に未溶融部を残存させず、溶込み先端への応力集中を緩和する。
In the fillet welding of the
リブ板1のルート部の全厚L2を完全に溶融させず、裏波ビードが得られない溶接では、溶け込み先端に残存する未溶融部に応力が集中し、構造部材として疲労強度の向上が図れない。
In welding where the entire thickness L2 of the root portion of the
また、溶込み先端には、スラグ巻込みやピットによる欠陥も生じやすいが、裏波ビードを得ることでこれらスラグ巻込みやピット等の欠陥の発生が回避できる。よって、完全溶込み溶接とする。 In addition, defects due to slag entrainment and pits are likely to occur at the penetration tip, but the occurrence of defects such as slag entrainment and pits can be avoided by obtaining a back bead. Therefore, complete penetration welding is used.
更に、溶接トーチ側である、表側の溶接ビードの脚長(以下、溶接ビード表側脚長、図1中、L1)をリブ材の板厚tの1/2以上、4倍以下とする。溶接ビード表面側の止端部への応力集中が低減され、完全溶け込み溶接と相俟って疲労強度が向上する。溶接ビード表側下脚長(図1中、L1)がリブ厚tの1/2未満では表側の溶接ビードの止端部への応力集中により構造部材としての疲労強度が向上しない。 Furthermore, the leg length of the front-side weld bead (hereinafter referred to as the weld bead front-side leg length, L1 in FIG. 1), which is the welding torch side, is set to 1/2 or more and 4 times or less the plate thickness t of the rib material. Stress concentration at the toe portion on the surface of the weld bead is reduced, and fatigue strength is improved in combination with complete penetration welding. If the weld bead front lower leg length (L1 in FIG. 1) is less than ½ of the rib thickness t, the fatigue strength as a structural member is not improved due to stress concentration on the toe of the front weld bead.
一方、多パス溶接により、溶接ビード表側下脚長(図1中、L1)がリブ厚tの4倍超えになると、溶接数が増加して作業能率が著しく低下するようになるので4倍以下とする。 On the other hand, if the weld bead front lower leg length (L1 in FIG. 1) exceeds 4 times the rib thickness t by multi-pass welding, the number of welds will increase and the work efficiency will decrease significantly. To do.
尚、本発明では完全溶け込み溶接継手として裏波ビードを得るが、裏波ビードの脚長(以下、裏面脚長、図1中、L3)を2mm以上とすることが止端部への応力集中をより緩和するが、裏面脚長がリブ材の板厚tを超えると裏波ビード形状が不揃いとなり、かつ、オーバーラップ等の溶接欠陥が発生し易い、よって、裏面脚長は、2mm以上、リブ材の板厚t以下とすることで構造部材としての疲労向上に対して好ましい。 In the present invention, a back bead is obtained as a fully-penetrating welded joint. However, if the leg length of the back bead (hereinafter referred to as the back leg length, L3 in FIG. 1) is 2 mm or more, the stress concentration at the toe is further increased. However, if the back leg length exceeds the rib material thickness t, the back bead shape becomes uneven and welding defects such as overlap are likely to occur. Therefore, the back leg length is 2 mm or more, and the rib material plate The thickness t or less is preferable for improving fatigue as a structural member.
安定した完全溶け込み溶接とするため、本発明ではガスメタルアーク溶接において深溶け込み溶接が可能なように、極性は正極性(溶接ワイヤ:マイナス極)として高電流溶接条件とし、更に、略T字型の隅肉溶接部に開先加工を施し、シールドガス、溶接ワイヤを選定するのが好ましい。 In order to achieve stable full penetration welding, in the present invention, the polarity is positive (welding wire: negative pole) and high current welding conditions so that deep penetration welding is possible in gas metal arc welding. It is preferable to perform groove processing on the fillet welded portion and select a shielding gas and a welding wire.
1.開先形状
鋼床版に対しリブ材が直立する完全なT字型隅肉継手の場合、リブ材の片面側からの溶接で完全溶け込みとし、裏波ビードを形成するためにリブ材に開先加工を施し、溶接部にレ開先を形成するのが好ましい。
1. In the case of a complete T-shaped fillet joint where the rib material stands upright with respect to the groove-shaped steel floor slab, the rib material is completely melted by welding from one side of the rib material, and a groove is formed in the rib material to form a back bead. It is preferable to form a groove at the welded portion by processing.
前記開先加工は、開先角度θが20°以上35°以下の狭開先とすることが好ましい。ルートフェイスは溶け込み部先端に未溶着部が残存しないように0mmとすることが好ましい。 The groove processing is preferably a narrow groove having a groove angle θ of 20 ° to 35 °. The root face is preferably 0 mm so that an unwelded portion does not remain at the end of the melted portion.
鋼床版に取り付けるリブ材は平板をU字状断面に曲げ加工するため、U字の開口部で両端部が平行にならず、鋼床版(平板)に対してリブ板(縦板)が溶接側と反対方向に倒れることで自然とレ形開先が形成される。 Since the rib material attached to the steel slab is formed by bending a flat plate into a U-shaped cross section, both ends of the U-shaped opening are not parallel to each other, and the rib plate (vertical plate) is against the steel slab (flat plate). By forming it in the opposite direction to the welding side, a re-shaped groove is formed naturally.
当該レ開先の場合も、開先角度20°以上、35°以下となるようにリブ板(縦板)に開先加工を施すことが好ましい。 Also in the case of the groove, it is preferable to perform groove processing on the rib plate (vertical plate) so that the groove angle is 20 ° or more and 35 ° or less.
2.シールドガス
逆極性ガスメタルアーク溶接では、シールドガス中のCO2ガス比率が高くなるとアーク不安定となり溶接施工性が低下していたが、正極性ガスメタルアーク溶接法では、最も安価なCO2100%あるいは、60%以上の混合ガスにおいて安定かつ深溶け込みの溶接施工が可能である。混合ガスの残部はAr,He,H2,O2の2種または3種以上とする。尚、%は体積%とする。
2. In shield gas reverse polarity gas metal arc welding, when the CO 2 gas ratio in the shield gas is high, the arc becomes unstable and welding workability is reduced. However, in the positive gas metal arc welding method, the cheapest CO 2 100 is used. % Or 60% or more of the mixed gas can be stably and deeply welded. The balance of the mixed gas is Ar, He, H 2 , O 2 or two or more. Note that% is volume%.
3.溶接ワイヤ
溶接ワイヤはフラックス入りワイヤと比較して深溶け込みが得られるソリッドワイヤとする。鋼素線の表面にめっきを施し、あるいは潤滑剤を塗布したソリッドワイヤも支障なく使用できる。溶接ワイヤは高電流かつ深い溶込み溶接が可能なように0.8mm径以上、1.6mm径以下とする。以下、溶接ワイヤの化学成分について説明する。説明において含有量%はmass%とする。
3. Welding wire The welding wire is a solid wire that provides deep penetration as compared with a flux-cored wire. A solid wire in which the surface of the steel wire is plated or a lubricant is applied can be used without any problem. The welding wire has a diameter of 0.8 mm or more and 1.6 mm or less so that high current and deep penetration welding is possible. Hereinafter, chemical components of the welding wire will be described. In the description, the content% is mass%.
溶接ワイヤはスパッタ発生量の低減に加えて、溶接ビード下端形状の平滑化や上端アンダーカットの低減が可能な希土類元素(以下、REMという):0.015〜0.100%を含有するものが好ましい。 The welding wire contains a rare earth element (hereinafter referred to as REM): 0.015 to 0.100% capable of smoothing the bottom shape of the weld bead and reducing the upper end undercut in addition to reducing the amount of spatter generated. preferable.
溶接用ワイヤにREMを添加すると、溶滴移行が安定化するとともに、アーク点の安定と集中により溶融池の揺動を抑制し、平滑なビード形状を得ることが可能となる。 When REM is added to the welding wire, the droplet transfer is stabilized, and the oscillation of the molten pool is suppressed by the stability and concentration of the arc point, and a smooth bead shape can be obtained.
この効果により、従来のガスシールドアーク溶接用ワイヤを用いたグロビュール移行では得られなかったアーク安定性、スパッタ低減、深溶込み、平滑なビード形状とアンダーカットの低減が可能である。 This effect makes it possible to reduce arc stability, spatter reduction, deep penetration, smooth bead shape, and undercut, which cannot be obtained by the globule transition using the conventional gas shielded arc welding wire.
REM含有量が0.015%未満では上記のアーク安定化と溶接ビード平滑化の効果はなく0.100%を超えて添加するとワイヤ製造工程中の割れ、溶接金属の靭性低下を招く。よって、REM量は0.010〜0.100%の範囲を満足するのが好ましい。なお好ましくは0.025〜0.050%である。 When the REM content is less than 0.015%, there is no effect of the above-mentioned arc stabilization and welding bead smoothing, and addition exceeding 0.100% leads to cracks in the wire manufacturing process and toughness of the weld metal. Therefore, it is preferable that the amount of REM satisfies the range of 0.010 to 0.100%. It is preferably 0.025 to 0.050%.
REMは、周期表の3族に属する元素の総称である。本発明では、原子番号57〜71の元素を使用するのが好ましく、特にCe,Laが好適である。これらの元素を混合して使用する場合は、Ce:45〜80%、La:10〜45%含有する混合物が好ましい。更に、所望する特性に応じて下記の元素を含有する。
REM is a general term for elements belonging to
Ti:0.02〜0.50%,Zr:0.02〜0.50%の1種または2種以上
Ti,Zrは、いずれも強脱酸剤として作用し、さらに溶接金属の強度を増加する元素である。さらに溶融メタルの脱酸による粘性向上によって溶滴の挙動を安定化(すなわちハンピングビードを抑制)に加えて溶接ビード形状を平滑化する作用も有する。このような効果を有する故に高電流溶接においては有効な元素であり、Ti,Zrは、1種または2種以上添加する。
One or more of Ti: 0.02-0.50%, Zr: 0.02-0.50% Ti and Zr both act as strong deoxidizers and further increase the strength of the weld metal Element. Furthermore, it has the effect | action which smoothes the shape of a weld bead in addition to stabilizing the behavior of a droplet by suppressing the viscosity by deoxidation of molten metal (that is, suppressing a humping bead). Since it has such an effect, it is an effective element in high-current welding, and Ti and Zr are added in one kind or two or more kinds.
Tiが0.02%未満、Zrが0.02%未満では、上述した効果が得られない。一方、Tiが0.50%を超える場合、Zrが0.50%を超える場合は、溶滴が粗大化して大粒のスパッタが多量に発生する。従って、Tiを0.02%以上、0.50%以下、および/または、Zrを0.02%以上、0.50%以下を含有するのが好ましい。 If Ti is less than 0.02% and Zr is less than 0.02%, the above-described effects cannot be obtained. On the other hand, when Ti exceeds 0.50% and Zr exceeds 0.50%, the droplets become coarse and a large amount of large spatter is generated. Therefore, it is preferable to contain 0.02% or more and 0.50% or less of Ti and / or Zr of 0.02% or more and 0.50% or less.
O: 0.0080%以下
Oは、正極性のCO2ガスメタルアーク溶接において溶接ワイヤ先端に懸垂した溶滴に発生するアーク点を不安定にするとともに、溶滴の挙動を不安定にする働きがある。よって、溶接ワイヤの酸素量を高くすると高電流溶接におけるREMのアーク安定化効果を低下させ、鋼中のO量が0.0080%を超えると高電流溶接においてスパッタを多発させる。また、Oは、製鋼(溶鋼)においてREMと激しく反応してスラグを形成する性質を有する。
O: 0.0080% or less O works to make the arc point generated in the droplet suspended from the tip of the welding wire unstable in the positive polarity CO 2 gas metal arc welding and to make the behavior of the droplet unstable. There is. Therefore, if the oxygen amount of the welding wire is increased, the arc stabilization effect of REM in high current welding is reduced, and if the amount of O in the steel exceeds 0.0080%, spattering occurs frequently in high current welding. Moreover, O has the property of reacting violently with REM in steel making (molten steel) to form slag.
したがって、好適には、鋼中のO量は、0.0080%以下が好ましい。より好ましくは0.0010%以上、0.0050%以下に調整するのが好ましい。 Therefore, suitably, the amount of O in steel is preferably 0.0080% or less. More preferably, the content is adjusted to 0.0010% or more and 0.0050% or less.
Ca:0.0008%以下
Caは、製鋼および鋳造時およびに伸線加工時に鋼素線に混入、付着する不純物である。しかし、CO2ガスメタルアーク溶接では、高電流溶接においてアークの安定性を阻害する作用を有する。Ca含有量が0.0008%を超えると、REM 添加による安定化効果を阻害するので、0.0008%以下が好ましい。
Ca: 0.0008% or less Ca is an impurity mixed and adhering to the steel wire during steelmaking and casting and during wire drawing. However, CO 2 gas metal arc welding has an effect of inhibiting arc stability in high current welding. If the Ca content exceeds 0.0008%, the stabilizing effect due to the addition of REM is inhibited, so 0.0008% or less is preferable.
Al:0.005〜3.00%
Alは強脱酸剤として作用し、さらに溶接金属の強度を増加する元素である。さらに、溶融メタルの脱酸による粘性向上によって溶滴挙動を安定化させハンピングビードを抑制し、溶融プールを安定化し、隅肉溶接ビードにおけるアンダーカットの抑制に効果がある。
Al: 0.005 to 3.00%
Al is an element that acts as a strong deoxidizer and further increases the strength of the weld metal. Further, the viscosity improvement by deoxidation of the molten metal stabilizes the droplet behavior and suppresses the humping bead, stabilizes the molten pool, and is effective in suppressing undercut in the fillet weld bead.
上述した効果は、Al含有量が0.005%未満では得られず、一方、Al含有量が3.00%を超える場合は、溶接金属結晶粒の粗大化と靭性を著しく低下させるため、0.005%以上、3.00%以下が好ましい。 The above-described effects cannot be obtained when the Al content is less than 0.005%. On the other hand, when the Al content exceeds 3.00%, the coarsening and toughness of the weld metal crystal grains are significantly reduced. 0.005% or more and 3.00% or less is preferable.
C:0.20%以下
Cは、溶接金属の強度を確保するために重要な元素であり、さらに溶鋼の粘性を低下させて流動性を向上する効果がある。C含有量が0.20%を超えると、溶滴および溶融プールの挙動が不安定となるのみならず、溶接金属の靭性低下を招く。
従って、好適には、C含有量は0.20%以下で、さらに、好適には、0.01〜0.10%である。
C: 0.20% or less C is an important element for securing the strength of the weld metal, and further has an effect of improving the fluidity by lowering the viscosity of the molten steel. When the C content exceeds 0.20%, not only the behavior of the droplets and the molten pool becomes unstable, but also the toughness of the weld metal decreases.
Therefore, the C content is preferably 0.20% or less, and more preferably 0.01 to 0.10%.
Si:0.05〜2.5%
Siは、脱酸作用を有し、溶接金属の脱酸のためには不可欠な元素である。Si含有量が0.05%未満では、溶融メタルの脱酸が不足し、溶接金属にブローホールが発生する。
Si: 0.05 to 2.5%
Si has a deoxidizing action and is an indispensable element for deoxidizing weld metal. When the Si content is less than 0.05%, deoxidation of the molten metal is insufficient, and blow holes are generated in the weld metal.
さらに正極性溶接におけるアークの広がりを抑え、溶滴を微細にし挙動を安定化する効果を有するが、添加とともに微細なスパッタが増す傾向にあり、0.65%以下の添加が望ましい。 Further, it has the effect of suppressing the spread of arc in positive polarity welding and stabilizing the behavior by making the droplets finer, but there is a tendency that fine spatter increases with the addition, and the addition of 0.65% or less is desirable.
また、2.5%を超えると、溶接金属の靭性が著しく低下する。従って、好適には、Siは0.05〜2.5%、さらに、好適には、0.05〜0.65%が望ましい。 On the other hand, if it exceeds 2.5%, the toughness of the weld metal is significantly lowered. Therefore, Si is preferably 0.05 to 2.5%, and more preferably 0.05 to 0.65%.
Mn:0.25〜3.5%
Mnは、Siと同様に、脱酸作用を有し、 溶融メタルの脱酸のためには不可欠な元素である。Mn含有量が0.25%未満では、溶融メタルの脱酸が不足し、溶接金属にブローホールが発生する。
Mn: 0.25 to 3.5%
Mn, like Si, has a deoxidizing action and is an indispensable element for deoxidizing molten metal. If the Mn content is less than 0.25%, deoxidation of the molten metal is insufficient, and blow holes are generated in the weld metal.
一方、3.5%を超えると、溶接金属の靭性が低下する。従って、好適には、Mnは0.25〜3.5%、さらに、好適には、0.45〜3.5%が望ましい。 On the other hand, if it exceeds 3.5%, the toughness of the weld metal decreases. Therefore, Mn is preferably 0.25 to 3.5%, more preferably 0.45 to 3.5%.
P:0.050%以下
Pは、鋼の融点を低下させるとともに電気抵抗率を向上させ、溶融効率を向上させる元素である。さらに正極性の炭酸ガスシールドアーク溶接において溶滴を微細化しアークを安定化させる作用も有する。
P: 0.050% or less P is an element that lowers the melting point of steel and improves electrical resistivity and improves melting efficiency. Furthermore, it has the effect | action which refines a droplet and stabilizes an arc in positive polarity carbon dioxide shielded arc welding.
P含有量が0.050%を超えると、正極性の炭酸ガスシールドアーク溶接における溶融金属の粘性が低下しすぎてアークが不安定となり、小粒のスパッタが多量に発生するのみならず、溶接金属に高温割れを生じる危険性が向上する。
従って、Pは、好適には、0.050%以下、より好ましくは0.002%以上、0.030%以下である。
When the P content exceeds 0.050%, the viscosity of the molten metal in the positive carbon dioxide shielded arc welding is too low, the arc becomes unstable, and not only a large amount of small spatter is generated, but also the weld metal. This increases the risk of hot cracking.
Therefore, P is suitably 0.050% or less, more preferably 0.002% or more and 0.030% or less.
S:0.020%以下
Sは、溶融金属の粘性を低下させ、ワイヤ先端に懸垂した溶滴の離脱を助け、正極性の炭酸ガスシールドアーク溶接においてアークを安定化する。
S: 0.020% or less S lowers the viscosity of the molten metal, helps detachment of the droplet suspended from the wire tip, and stabilizes the arc in positive polarity carbon dioxide shielded arc welding.
また、Sは、正極性の溶接においてアークを広げ溶融金属の粘性を低下させてビードを平滑にする働きを有する。S含有量が0.020%を超えると、小粒のスパッタが発生するのみならず、REM析出物が粗大化し加工性および鋼片の歩留りが低下する。
従って、Sは好適には、0.020%以下、より好ましくは0.002以上、0.020%以下である。更に、所望する特性に応じて以下の元素を含有させてもよい。
Further, S has a function of smoothing the bead by spreading the arc in the positive polarity welding and lowering the viscosity of the molten metal. When the S content exceeds 0.020%, not only small spatters are generated, but also the REM precipitates are coarsened and the workability and the yield of the steel slab are reduced.
Therefore, S is suitably 0.020% or less, more preferably 0.002 or more and 0.020% or less. Furthermore, you may contain the following elements according to the desired characteristic.
Cr:3.0%以下,Ni:3.0%以下,Mo:1.5%以下,Cu:3.0量%以下,B:0.015%以下,Mg:0.20%以下、Nb:0.5%以下,V:0.5%以下の一種または二種以上
Cr,Ni,Mo,Cu,B,Mgは、いずれも溶接金属の強度を増加させ、かつ耐候性を向上させる元素である。これらの元素の含有量が微少である場合は、このような効果が得られない。
Cr: 3.0% or less, Ni: 3.0% or less, Mo: 1.5% or less, Cu: 3.0% or less, B: 0.015% or less, Mg: 0.20% or less, Nb : 0.5% or less, V: 0.5% or less, one or two or more Cr, Ni, Mo, Cu, B, and Mg are all elements that increase the strength of the weld metal and improve the weather resistance. It is. When the content of these elements is very small, such an effect cannot be obtained.
一方、過剰に含有させると、溶接金属の靭性低下を招く。従って、Cr,Ni,Mo,Cu,B,Mgを含有させる場合は、それぞれCr:0.02〜3.0%,Ni:0.05〜3.0%,Mo:0.05〜1.5%,Cu:0.05〜3.0%,B:0.0005〜0.015%,Mg:0.001〜0.20%の範囲内を満足するのが好ましい。 On the other hand, when it contains excessively, the toughness of a weld metal will be reduced. Therefore, when Cr, Ni, Mo, Cu, B, and Mg are contained, Cr: 0.02 to 3.0%, Ni: 0.05 to 3.0%, and Mo: 0.05 to 1. It is preferable to satisfy the ranges of 5%, Cu: 0.05 to 3.0%, B: 0.0005 to 0.015%, and Mg: 0.001 to 0.20%.
Nb,Vは、いずれも溶接金属の強度,靭性を増加させ、かつアークの安定性を向上させる元素である。これらの元素の含有量が微少である場合は、上述の効果が得られない。一方、過剰に含有させると、溶接金属の靭性低下を招く。
従って、Nb,Vを含有させる場合、好ましくは、それぞれNb:0.005〜0.5%,V:0.005〜0.5%である。
Nb and V are elements that increase the strength and toughness of the weld metal and improve the stability of the arc. When the content of these elements is very small, the above effects cannot be obtained. On the other hand, when it contains excessively, the toughness of a weld metal will be reduced.
Therefore, when Nb and V are contained, Nb is preferably 0.005 to 0.5% and V is 0.005 to 0.5%, respectively.
上記した鋼素線の成分以外の残部は、Feおよび不可避的不純物であるが、鋼材を溶製する段階や鋼素線を製造する段階で不可避的に混入するNは、0.0200%以下に低減するのが好ましい。 The balance other than the components of the steel strand described above is Fe and inevitable impurities, but N inevitably mixed in the stage of melting the steel material and the stage of manufacturing the steel strand is 0.0200% or less. It is preferable to reduce.
溶接ワイヤの製造方法は以下のようである。常法により転炉または電気炉等を用いて、上記した組成を有する溶鋼を溶製する。次いで、得られた溶鋼を、連続鋳造法や造塊法等によって鋼材(たとえばビレット等)を製造する。 The manufacturing method of the welding wire is as follows. The molten steel having the above-described composition is melted using a converter or an electric furnace according to a conventional method. Next, a steel material (for example, billet) is manufactured from the obtained molten steel by a continuous casting method, an ingot-making method, or the like.
鋼材は加熱後、熱間圧延を施し、さらに乾式の冷間圧延(すなわち伸線)を施して鋼素線を製造する。熱間圧延や冷間圧延の操業条件は、特定の条件に限定せず、所望の寸法形状の鋼素線を製造する条件であれば良い。 A steel material is subjected to hot rolling after heating, and further subjected to dry cold rolling (ie, wire drawing) to produce a steel strand. The operating conditions for hot rolling and cold rolling are not limited to specific conditions, and may be any conditions as long as they produce a steel wire having a desired size and shape.
さらに鋼素線は、必要に応じて焼鈍−酸洗され、冷間で乾式あるいは湿式伸線加工した後、最後に潤滑油を塗布して、所定の製品すなわち溶接ワイヤとなる。 Further, the steel wire is annealed and pickled as necessary, and after cold or dry or wet wire drawing, a lubricating oil is finally applied to form a predetermined product, that is, a welding wire.
本発明に係るCO2ガスメタルアーク溶接の好適な溶接条件は、溶接速度20〜35cm/min、溶接電流250〜350A、アーク電圧28〜35V、トーチの傾き30〜60°、後退角5〜45°で、高能率化を目的としたタンデム溶接技術の採用は高能率、高品位な溶接部が得られる溶接法として有効である。 Suitable welding conditions for the CO 2 gas metal arc welding according to the present invention include a welding speed of 20 to 35 cm / min, a welding current of 250 to 350 A, an arc voltage of 28 to 35 V, a torch inclination of 30 to 60 °, and a receding angle of 5 to 45. The adoption of tandem welding technology for the purpose of improving efficiency is effective as a welding method for obtaining high-efficiency and high-quality welds.
本発明によれば、優れた疲労強度を備えた、溶接施工能率および溶接部ビード外観に優れる鋼床版とリブ材の略T字型の隅肉溶接継手が得ることが可能であるが、更に、安全性を向上させる場合、鋼床版および/またはリブ材に耐疲労亀裂伝播特性に優れる耐疲労鋼を用いることが有効である。 According to the present invention, it is possible to obtain an approximately T-shaped fillet welded joint of a steel deck and rib material having excellent fatigue strength, excellent welding work efficiency and weld bead appearance, In order to improve safety, it is effective to use fatigue-resistant steel having excellent fatigue crack propagation characteristics for the steel deck and / or rib material.
耐疲労鋼は例えば、AFD(anti−fatigue damage)鋼(登録商標:JFEスチール社製、JFE技報、No.5,2004年8月、P13−18参照)が使用可能である。図2はAFD鋼の性能を示す試験結果の一例で、普通鋼と比較して亀裂伝播速度が遅く、疲労亀裂の進展が抑制される。 For example, AFD (anti-fatigue damage) steel (registered trademark: manufactured by JFE Steel, JFE Technical Report, No. 5, August 2004, P13-18) can be used as the fatigue resistant steel. FIG. 2 shows an example of test results showing the performance of AFD steel. The crack propagation speed is slower than that of ordinary steel, and the progress of fatigue cracks is suppressed.
図2はデッキプレート(板厚12mm)を表1に示す成分組成の普通鋼とAFD鋼で製造し、繰り返し応力範囲134MPaで応力集中部に半楕円状疲労亀裂(深さ2mm、長さ10mm)が発生した場合の亀裂伝播速度を求めた結果を示す。 Fig. 2 shows a deck plate (thickness 12mm) manufactured from ordinary steel and AFD steel with the composition shown in Table 1, and a semi-elliptical fatigue crack (depth 2mm, length 10mm) in the stress concentration area with a repeated stress range of 134MPa. The result of having calculated the crack propagation speed in case of occurrence of cracks is shown.

尚、鋼床版および/またはリブ材にSi−Mn系のJIS G3106に規定された溶接構造用圧延鋼材(SM材)、やJISG3136に規定された建築構造用鋼材(SN材)を用いても本発明の効果が損なわれることはない。 Note that the steel floor slab and / or rib material may be a rolled steel material for welded structure (SM material) defined in JIS G3106 of Si-Mn type, or a steel material for building structure (SN material) defined in JIS G3136. The effect of the present invention is not impaired.
表2に示す成分組成の鋼床版(板厚12mm)にUリブ材(板厚6mm)の隅肉溶接を行ない図1に示す疲労試験体を製作し、疲労試験に供した。表5に疲労試験条件を示す。 A fillet weld of a U-rib material (plate thickness 6 mm) was performed on a steel slab having a composition shown in Table 2 (plate thickness 12 mm) to produce a fatigue test body shown in FIG. 1 and subjected to a fatigue test. Table 5 shows the fatigue test conditions.
隅肉溶接は種々の開先角度のレ開先を、種々の組成の溶接ワイヤ(ワイヤ径1.4mm)を用い、CO2ガスメタルアーク溶接で極性を変化させて行った。溶接後、溶接部の形状を測定した。裏波の認められない溶接部は、疲労試験後に切断し溶込み深さを測定した。 Fillet welding was performed by changing the polarity of the groove with various groove angles using a welding wire (wire diameter: 1.4 mm) with various compositions and CO 2 gas metal arc welding. After welding, the shape of the weld was measured. The weld where no back wave was observed was cut after the fatigue test and the penetration depth was measured.
表3に溶接ワイヤ(Cuめっきを含む)の化学成分を、表4にCO2ガスメタルアーク溶接の溶接電流、溶接電圧、溶接速度を示す。 Table 3 shows chemical components of the welding wire (including Cu plating), and Table 4 shows the welding current, welding voltage, and welding speed of CO 2 gas metal arc welding.
表6に溶接条件、溶接部形状評価結果に併せて疲労試験結果を示す。疲労試験結果は
40万回の疲労試験において1mm以上の亀裂発生のないものを優(○)、貫通には至っていないが1mm以上の亀裂が発生したものを良(△)、板厚12mmの鋼床板あるいは溶接ビードに貫通亀裂の発生したものを不可(×)として評価した。
Table 6 shows fatigue test results together with welding conditions and weld shape evaluation results. The fatigue test results are excellent (○) when there is no cracking of 1 mm or more in a fatigue test of 400,000 times, and good (△) when cracks of 1 mm or more have not occurred but are not penetrated. The case where the through crack occurred in the floor board or the weld bead was evaluated as impossible (×).
No.1〜5は、完全溶込み(リブ材の溶込み率100%)かつ表側脚長をリブ材厚の1/2以上(3mm以上)の継手とすることで疲労試験において貫通亀裂のない良好な部材特性が得られた。更に、No.1〜3は、裏面脚長を2mm以上、リブ材厚以下(6mm以下)とすることで亀裂発生のない優れた部材特性が得られた。 No. Nos. 1 to 5 are good members with no penetration cracks in fatigue tests by making joints with full penetration (rib material penetration rate 100%) and front side leg length of 1/2 or more (3 mm or more) of the rib material thickness. Characteristics were obtained. Furthermore, no. In Nos. 1 to 3, excellent member characteristics without cracking were obtained by setting the back leg length to 2 mm or more and the rib material thickness or less (6 mm or less).
No.6はリブ材の溶込み率80%と浅く、No.7は表側脚長が2mm(リブ材厚の1/2未満)と短く疲労試験において貫通亀裂が認められており、部材として十分な特性が得らなかった。 No. No. 6 is a shallow rib material penetration rate of 80%. No. 7 had a front leg length of 2 mm (less than 1/2 of the rib material thickness), and through cracks were observed in the fatigue test, and sufficient characteristics as a member were not obtained.
1 リブ材
2 鋼床版
3 溶接金属
1
Claims (8)
(1)溶接方法:正極性ガスメタルアーク溶接
(2)シールドガス:CO2比率が60%以上で残部がAr,He,H2,O2の2種または3種以上からなる混合ガス、あるいは、100%CO2ガス
(3)溶接ワイヤ:成分組成が質量%でREM:0.015〜0.100%を含有するソリッドワイヤ A fillet welding method in which a substantially T-shaped fillet welded joint having a recess (wedge-shaped gap) at the butt portion of a flat plate and a vertical plate is completely melt welded under the following conditions to form a back bead. The fillet welding method for a flat plate and a vertical plate, wherein the leg length on the front bead side is 1/2 to 4 times the thickness of the vertical plate.
(1) Welding method: Positive gas metal arc welding (2) Shield gas: Mixed gas consisting of two or more of Ar, He, H 2 and O 2 with a CO 2 ratio of 60% or more, or , 100% CO 2 gas (3) Welding wire: Solid wire containing REM: 0.015 to 0.100% with a component composition of mass%
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007138232A JP2008290116A (en) | 2007-05-24 | 2007-05-24 | Fillet welded joint and fillet welding method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007138232A JP2008290116A (en) | 2007-05-24 | 2007-05-24 | Fillet welded joint and fillet welding method |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2008290116A true JP2008290116A (en) | 2008-12-04 |
Family
ID=40165386
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007138232A Pending JP2008290116A (en) | 2007-05-24 | 2007-05-24 | Fillet welded joint and fillet welding method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2008290116A (en) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012130967A (en) * | 2010-11-30 | 2012-07-12 | Jfe Steel Corp | Welding steel wire used for gas shielded arc welding and gas shielded arc welding method using the same |
| CN103659044A (en) * | 2012-09-12 | 2014-03-26 | 昆山京群焊材科技有限公司 | T-type series-connected double-wire type combined welding wire for CO2 gas shield high-speed flat fillet weld |
| CN103962693A (en) * | 2013-01-28 | 2014-08-06 | 昆山华德宝通力扶梯设备有限公司 | Metal active gas shielded arc welding process for escalator truss |
| JP2016536211A (en) * | 2013-09-13 | 2016-11-24 | ツェットエフ、フリードリッヒスハーフェン、アクチエンゲゼルシャフトZf Friedrichshafen Ag | Motorized vehicle stabilizer and method for manufacturing the stabilizer |
| CN106181114A (en) * | 2015-04-29 | 2016-12-07 | 海宁瑞奥金属科技有限公司 | The low spatter gas shield welding wire that arc stability is excellent |
| WO2018037754A1 (en) * | 2016-08-24 | 2018-03-01 | Jfeスチール株式会社 | Upright narrow groove gas shielded arc welding method |
| CN112719517A (en) * | 2020-12-16 | 2021-04-30 | 中车眉山车辆有限公司 | Fusion welding connection process for special-shaped welding seams of steel structure car body |
| CN114515891A (en) * | 2022-02-24 | 2022-05-20 | 南京钢铁股份有限公司 | Welding process for normalized marine low-temperature angle steel T-shaped joint |
| CN114769923A (en) * | 2022-04-20 | 2022-07-22 | 中国三峡建工(集团)有限公司 | Welding method for cantilever structure with rib plate |
| CN115430887A (en) * | 2021-06-04 | 2022-12-06 | 南通振华重型装备制造有限公司 | Full penetration welding method for 16mmU rib with hot-rolled variable cross section of extra-large bridge |
| CN118081166A (en) * | 2024-04-26 | 2024-05-28 | 洛阳船舶材料研究所(中国船舶集团有限公司第七二五研究所) | Welding process for 460 MPa-level hull steel small-assembly fillet welding structure |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003080396A (en) * | 2001-09-07 | 2003-03-18 | Nippon Steel & Sumikin Welding Co Ltd | One side horizontal fillet gas shield arc welding method |
| JP2003136238A (en) * | 2001-10-25 | 2003-05-14 | Hitachi Constr Mach Co Ltd | Welding method |
| JP2007107072A (en) * | 2005-10-17 | 2007-04-26 | Jfe Steel Kk | Steel material excellent in fatigue cracking propagation resistance |
| JP2007118032A (en) * | 2005-10-27 | 2007-05-17 | Takada Kiko Kk | Method and structure for reinforcing deck plate |
-
2007
- 2007-05-24 JP JP2007138232A patent/JP2008290116A/en active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003080396A (en) * | 2001-09-07 | 2003-03-18 | Nippon Steel & Sumikin Welding Co Ltd | One side horizontal fillet gas shield arc welding method |
| JP2003136238A (en) * | 2001-10-25 | 2003-05-14 | Hitachi Constr Mach Co Ltd | Welding method |
| JP2007107072A (en) * | 2005-10-17 | 2007-04-26 | Jfe Steel Kk | Steel material excellent in fatigue cracking propagation resistance |
| JP2007118032A (en) * | 2005-10-27 | 2007-05-17 | Takada Kiko Kk | Method and structure for reinforcing deck plate |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012130967A (en) * | 2010-11-30 | 2012-07-12 | Jfe Steel Corp | Welding steel wire used for gas shielded arc welding and gas shielded arc welding method using the same |
| CN103659044A (en) * | 2012-09-12 | 2014-03-26 | 昆山京群焊材科技有限公司 | T-type series-connected double-wire type combined welding wire for CO2 gas shield high-speed flat fillet weld |
| CN103962693A (en) * | 2013-01-28 | 2014-08-06 | 昆山华德宝通力扶梯设备有限公司 | Metal active gas shielded arc welding process for escalator truss |
| JP2016536211A (en) * | 2013-09-13 | 2016-11-24 | ツェットエフ、フリードリッヒスハーフェン、アクチエンゲゼルシャフトZf Friedrichshafen Ag | Motorized vehicle stabilizer and method for manufacturing the stabilizer |
| CN106181114A (en) * | 2015-04-29 | 2016-12-07 | 海宁瑞奥金属科技有限公司 | The low spatter gas shield welding wire that arc stability is excellent |
| KR102126667B1 (en) * | 2016-08-24 | 2020-06-25 | 제이에프이 스틸 가부시키가이샤 | Method for vertical narrow gas shield arc welding |
| JPWO2018037754A1 (en) * | 2016-08-24 | 2018-08-23 | Jfeスチール株式会社 | Vertical narrow groove gas shielded arc welding method |
| KR20190039755A (en) * | 2016-08-24 | 2019-04-15 | 제이에프이 스틸 가부시키가이샤 | Vertical narrowing improvement Gas shield arc welding method |
| WO2018037754A1 (en) * | 2016-08-24 | 2018-03-01 | Jfeスチール株式会社 | Upright narrow groove gas shielded arc welding method |
| CN112719517A (en) * | 2020-12-16 | 2021-04-30 | 中车眉山车辆有限公司 | Fusion welding connection process for special-shaped welding seams of steel structure car body |
| CN112719517B (en) * | 2020-12-16 | 2022-08-02 | 中车眉山车辆有限公司 | Fusion welding connection process for special-shaped welding seams of steel structure car body |
| CN115430887A (en) * | 2021-06-04 | 2022-12-06 | 南通振华重型装备制造有限公司 | Full penetration welding method for 16mmU rib with hot-rolled variable cross section of extra-large bridge |
| CN114515891A (en) * | 2022-02-24 | 2022-05-20 | 南京钢铁股份有限公司 | Welding process for normalized marine low-temperature angle steel T-shaped joint |
| CN114769923A (en) * | 2022-04-20 | 2022-07-22 | 中国三峡建工(集团)有限公司 | Welding method for cantilever structure with rib plate |
| CN114769923B (en) * | 2022-04-20 | 2023-06-09 | 中国三峡建工(集团)有限公司 | Welding method of cantilever structure with rib plates |
| CN118081166A (en) * | 2024-04-26 | 2024-05-28 | 洛阳船舶材料研究所(中国船舶集团有限公司第七二五研究所) | Welding process for 460 MPa-level hull steel small-assembly fillet welding structure |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2008290116A (en) | Fillet welded joint and fillet welding method | |
| JP5104037B2 (en) | Fillet welding method and fillet welded joint | |
| US8044324B2 (en) | Solid wire | |
| JP4857015B2 (en) | Gas shielded arc welding flux cored wire and welding method | |
| US20040140303A1 (en) | Steel wire for carbon dioxide shielded arc welding and welding process using the same | |
| US6784402B2 (en) | Steel wire for MAG welding and MAG welding method using the same | |
| JP4930048B2 (en) | Plasma arc hybrid welding method to improve joint fatigue strength of lap fillet welded joint | |
| JP4427416B2 (en) | Large heat input submerged arc welding method with excellent weld metal toughness. | |
| JP2007118068A (en) | Narrow groove butt welding method for thick steel plate | |
| JP4830308B2 (en) | Multi-layer carbon dioxide shielded arc welding method for thick steel plates | |
| JP6969705B1 (en) | Steel wire for gas shielded arc welding, gas shielded arc welding method, and manufacturing method of gas shielded arc welded joint | |
| KR102032106B1 (en) | Vertical direction narrow gas shielded arc welding method | |
| JP6257489B2 (en) | Gas shield arc welding method | |
| JP4486528B2 (en) | Electrogas arc welding method with excellent brittle fracture resistance of welds | |
| JP2711130B2 (en) | Gas shielded arc welding wire | |
| JPH0768380A (en) | High efficiency fillet welding method for thick steel plates | |
| JP2003225792A (en) | Wire for carbon dioxide gas shielded arc welding | |
| JP3945396B2 (en) | Steel wire for carbon dioxide shielded arc welding and welding method using the same | |
| JP2018144077A (en) | Lap fillet welded joint and manufacturing method of lap fillet welded joint | |
| JP4529482B2 (en) | Fillet welding method | |
| JP3718323B2 (en) | Flux-cored wire for multi-electrode vertical electrogas arc welding for extra heavy steel | |
| JP5280060B2 (en) | Gas shield arc welding method | |
| JP2005219062A (en) | Yag-laser and arc hybrid welding method | |
| KR102425296B1 (en) | Manufacturing method of vertical narrow line weld joint and vertical direction narrow line weld joint | |
| JP2005271032A (en) | Flux cored wire for electroslag welding |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100422 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111219 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120110 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120308 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20120321 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20120327 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120828 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121025 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130312 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130610 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20130618 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20130823 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140821 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141125 |