(第1の実施形態)
以下、本発明を具体化した一実施形態を図1〜図11に従って説明する。
図1に示すように、本実施形態におけるインクジェット式記録装置としてのプリンタ11は、上側が開口する略直方体形状のフレーム12を備え、そのフレーム12に紙送り部材13が架設されており、図示しない紙送り機構により、この紙送り部材13上を紙が給送されるようになっている。そして、フレーム12には前記紙送り部材13に平行にガイド部材14が架設されており、このガイド部材14には、前記キャリッジ15がガイド部材14の軸線方向に移動可能に挿通支持されている。また、このキャリッジ15は、タイミングベルト16を介してキャリッジモータ17に接続されており、キャリッジモータ17の駆動によってガイド部材14に沿って往復移動されるようになっている。
キャリッジ15の紙送り部材13に対向する面には、記録ヘッド20が搭載されている。そして、キャリッジ15上には記録ヘッド20に液体としてのインクを供給するバルブユニット21K,21C,21M,21Y(なお、以下においては各バルブユニットを代表して、単に「バルブユニット21」として示す場合もある)が搭載されている。このバルブユニット21K,21C,21M,21Yは、本実施形態においては、その内部にインクを一時的に貯留するために、インクの色(ブラックインクKと、シアンC、マゼンタM、イエローYの各カラーインク)に対応して4個具備されている。
なお、記録ヘッド20の下面には図示しないノズル吐出口が設けられており、図示しない圧電素子の駆動により、前記バルブユニット21K,21C,21M,21Yから記録ヘッド20にインクが供給され、紙上にインク滴が吐出され、印刷が行われるようになっている。
フレーム12の右端にはカートリッジホルダ22が形成されている。そして、このカートリッジホルダ22には、インクカートリッジ23K,23C,23M,23Y(なお、以下においては各インクカートリッジを代表して、単に「インクカートリッジ23」として示す場合もある)が着脱可能に備えられている。このインクカートリッジ23K,23C,23M,23Yは、それぞれ、内部が気密状態となっている外郭ケース24と、その内側に設けられた液体収容体としてのインクパック25(図2参照)とによって構成されている。インクパック25には、前記したブラックインクKおよび各カラーインクC,M,Yがそれぞれ貯留されているが、その詳細な説明については後述する。
インクカートリッジ23のインクパック25と前記バルブユニット21とは、可撓性を有する供給チューブ28K,28C,28M,28Y(なお、以下においては各供給チューブを代表して、単に「供給チューブ28」として示す場合もある)を介して接続されている。
また、イエローインクYを貯留するインクカートリッジ23Yの上には、加圧ポンプ33が備えられており、この加圧ポンプ33は、空気供給チューブ34K,34C,34M,34Yを介して前記インクカートリッジ23K,23C,23M,23Yの各外郭ケース24と接続されている。従って、加圧ポンプ33により加圧された空気は、空気供給チューブ34K,34C,34M,34Yを介して各インクカートリッジ23K,23C,23M,23Yの外郭ケース24内に導入され、外郭ケース24とインクパック25との間に形成された図示しない空間に導入されるようになっている。
すなわち、加圧ポンプ33が駆動されることにより、外郭ケース24内に空気が導入されると、インクパック25は加圧空気によって押し潰されるようになる。そして、インクパック25に貯留されている各インクは、供給チューブ28K,28C,28M,28Yを介してバルブユニット21K,21C,21M,21Yに供給されるようになる。
次に、前記インクパック25について、図2〜図9に従って詳しく説明する。
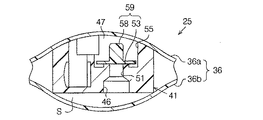
図2に示すように、本実施形態におけるインクパック25は、液体収容部としての袋部36と導出部37とを備える。袋部36は、本実施形態では、同じ大きさの2枚の長方形形状を有する第1の可撓性部材としてのラミネートフィルム36aとラミネートフィルム36bとを備え、これらラミネートフィルム36a,36bを重ね合わせて、その4辺の縁を熱溶着することにより袋状に形成されている。また、袋部36の4辺のうちの1つである辺38には、前記導出部37が、各ラミネートフィルム36a,36bに挟まれた状態で熱溶着されている。そして、これにより、袋部36の内部空間S(図5参照)は封止されるようになっており、その内部空間Sには、インクが収容されている。なお、ラミネートフィルム36a,36bは、例えば、ガスバリア性を有するポリエチレンフィルムにアルミニウムを蒸着することにより形成されている。
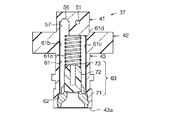
導出部37は、前記袋部36の内部空間Sに収容されているインクを外部に流出させるためのものとなっており、図3に示すように、軸線Aに沿って、順に、第1の流路形成部材41、第2の流路形成部材42、第3の流路形成部材43を備える。そして、これら各流路形成部材41〜43はプラスチック等の合成樹脂等によって一体に形成されている。
第1の流路形成部材41は、本実施形態では、軸線Aと直交する断面形状が、舟形形状の両端を直線状に切断したような形状を有している。そして第1の流路形成部材41には、その一側面41aから、軸線Aと直交する方向に向かって、大凹部45が凹設されている。また、第1の流路形成部材41には、その上面41bから軸線Aと平行な方向に向かって、第1のインク流路46が凹設されている。
図3〜図5に示すように、大凹部45は、断面円形形状を有する弁体収容用凹部としての第1の凹部47と、この第1の凹部47より小径の断面円形形状を有する第2の凹部48と、第1の凹部47と第2の凹部48とを連通する第3の凹部49とを備える。図5に示すように、第1の凹部47の底面47aからは、第1の凹部47よりも小径の第2のインク流路51が、前記軸線A(図3参照)と直交する方向に形成されている。そして、この第2のインク流路51は、前記第1のインク流路46に連通されている。また、第1の凹部47の底面47aには、前記第2のインク流路51の出口を囲むようにして、環状の弁座53が突設されている。
そして、前記大凹部45は、導出部37が前記袋部36に熱溶着されている場合には、ラミネートフィルム36aによってその開口が封止された状態となっている。従って、前記第1の凹部47とラミネートフィルム36aによって、弁体収容室55が形成されるようになっている。また、前記第2の凹部48及び第3の凹部49と、ラミネートフィルム36aとによって、第3のインク流路56が形成されるようになっている。そして、図5及び図6に示すように、この第3のインク流路56からは、第4のインク流路57が前記軸線A(図3参照)に沿った方向に向かって延設されている。そして、前記第1のインク流路46、第2のインク流路51、弁体収容室55、第3のインク流路56、第4のインク流路57によって、液体流路が形成されるようになっている。
なお、前記弁体収容室55内には、弁体としての第1の弁体58が移動可能に収容されている。詳しくは、図3に示すように、第1の弁体58は、前記第1の凹部47の内壁面よりもわずかに小径で、かつ、前記弁座53よりも大径の円盤部58aと、同円盤部58aよりも小径の規制手段としての円柱部58bとを備える。そして、図5に示すように、第1の弁体58は、前記弁体収容室55内において、円盤部58aが前記弁座53に当接可能に、かつ、前記円柱部58bが前記ラミネートフィルム36aに当接可能となるように収容されている。
そして、本実施形態においては、この第1の弁体58と前記弁座53とによって、第1の弁装置59が構成されている。そして、この第1の弁体58は、前記第2のインク流路51における流体の圧力が、弁体収容室55内の流体の圧力よりも高い場合、すなわち、第2のインク流路51から弁体収容室55へと流体が流れようとしている場合には、円盤部58aが流体によって押圧され、弁座53から離間するようになっている。そして、第2のインク流路51と弁体収容室55との間の流れを連通状態とするようになっている。
一方、第1の弁体58は、前記第2のインク流路51における流体の圧力が、弁体収容室55内の流体の圧力よりも小さい場合、すなわち、弁体収容室55から第2のインク流路51へと流体が流れようとしている場合には、円盤部58aが流体によって押圧され、弁座53に当接するようになっている。そして、第2のインク流路51と弁体収容室55との間の流れを非連通状態とするようになっている。すなわち、第1の弁装置59は、第2のインク流路51から弁体収容室55への流体の流れを許容するとともに、その逆の流体の流れを遮断する逆止弁として機能するようになっている。
なお、第1の弁体58は、第1の凹部47の内壁面によって、前記弁座53に対して当接及び離間する方向と直交する方向における移動が、規制されるようになっている。
図3に示すように、第2の流路形成部材42は、本実施形態では、軸線Aと直交する断面形状が、舟形形状となるように形成されている。また、第3の流路形成部材43は、本実施形態では、軸線Aと直交する断面形状が、円形形状となるように形成されている。
そして、図6に示すように、これら第2及び第3の流路形成部材42,43には、前記軸線A(図3参照)に沿って、前記第1の流路形成部材41側から順に、第5のインク流路61と第6のインク流路62が設けられている。第5のインク流路61は、前記第1の流路形成部材41に形成されている第4のインク流路57と連通している。そして、図7に示すように、第5のインク流路61は、断面円形形状を有する円形部61aに、対向する2つの溝61b,61cを凹設することにより形成されている。
また、図6に示すように、第6のインク流路62は、一端が前記第5のインク流路61と連通しているとともに、他端が第3の流路形成部材43の底面43aを介して外部と連通している。そして、本実施形態においては、断面円形形状を有するように形成されている。
従って、導出部37には、前記第1のインク流路46、第2のインク流路51、弁体収容室55、第3のインク流路56、第4のインク流路57、第5のインク流路61、第6のインク流路62によって形成される、一連の流路が形成されている。
そして、この第5及び第6のインク流路61,62内には、第2の弁装置63が設けられている。詳しくは、第2の弁装置63は、ゴムパッキン71,第2の弁体72、コイルばね73を備える。ゴムパッキン71は、本実施形態においては、円環状に形成されており、第6のインク流路62に内に、同心円に位置するようにして埋め込まれている。
第2の弁体72は、本実施形態においては、略円柱形状に形成されており、前記第5のインク流路61内に位置している。そして、第2の弁体72は、第5のインク流路61の円形部61aに沿って摺動可能となるような大きさを有しており、摺動することによって、その一端が前記ゴムパッキン71に対して当接したり離間したりすることが可能となっている。その結果、前記ゴムパッキン71は、開口が封止されたり開放されたりするようになっており、第5のインク流路61と第6のインク流路62との間の流路を遮断したり連通させたりするようになっている。また、第2の弁体72は、その他端がテーパ状となっている。
コイルばね73は、圧縮ばねとなっており、前記第5のインク流路61内において、前記第2の弁体72よりも第1の流路形成部材41側に位置している。そして、コイルばね73は、その外径が、前記第2の弁体72とほぼ同じ大きさとなっており、その一端が前記第5のインク流路61の底面61dに当接するとともに、他端が前記第2の弁体72のテーパ状となっている部分に当接している。
すなわち、コイルばね73は、第5のインク流路61の内部において、伸縮可能となっており、前記第2の弁体72を前記ゴムパッキン71に当接する方向に付勢している。また、コイルばね73に対して外部から力が加わっていない状態においては、前記第2の弁体72は、コイルばね73の付勢力によってゴムパッキン71に当接した状態とされており、第5のインク流路61が遮断された状態となっている。
そして、以上のように構成された導出部37は、図2及び図5に示すように、その第1の流路形成部材41の側面41a,41c、及び第2の流路形成部材42の側面42a、42b(図7参照)に、前記ラミネートフィルム36a,36bが熱溶着されることにより、前記袋部36に固定される。そして、このとき、図2に示すように、第3の流路形成部材43のみが外部に露出した状態となり、第1の流路形成部材41に形成されている第1のインク流路46(図3参照)は、袋部36の内部空間Sと連通した状態となっており、袋部36の内部空間Sに収容されているインクが流入するようになっている。
また、以上のように構成されているインクパック25は、その導出部37に前記供給チューブ28(図1参照)が接続されていない状態においては、インクパック25の第2の弁装置63は、閉じた状態となっている。従って、この状態においては、インクパック25内のインクは、導出部37を介して外部に流出しないようになっている。
さらに、図8に示すように、インクパック25の導出部37に対して、供給針77を挿入させた場合には、前記第2の弁体72が、供給針77によって第1の流路形成部材41の方向に向かって押圧され、移動する。そして、第2の弁装置63が開状態となる。なお、供給針77は、供給チューブ28(図1参照)の端部に設けられている中空状の針であり、その先端部に複数の供給孔77aが形成されている。従って、この状態においては、第5のインク流路61と供給針77の供給孔77aとが連通状態となる。
そして、この状態において、前記加圧ポンプ33(図1参照)が駆動されることにより、インクパック25の袋部36(図2及び図3参照)が押し潰されると、袋部36内のインクの圧力が高まる。すると、図9に示すように、袋部36内のインクが流入している第1のインク流路46及び第2のインク流路51におけるインクの圧力も高まり、インクによって第1の弁体58が弁座53から離間する方向に押圧される。そして、第1の弁体58は、弁体収容室55内を、その円柱部58bがラミネートフィルム36aに当接する位置まで移動される。
その結果、第1の弁装置59は開状態とされ、図8及び図9に示すように、袋部36の内部空間Sは、第1〜第2のインク流路46,51、弁体収容室55、第3〜第5のインク流路56,57,61に対して全て連通状態となる。袋部36の内部空間Sに充填されていたインクは、これら第1〜第2のインク流路46,51、弁体収容室55、第3〜第5のインク流路56,57,61を介して供給チューブ28(図1参照)へと供給されるようになる。
なお、このとき、供給針77の外径は、前記ゴムパッキン71の内径に対してしまり嵌めとなるような大きさを有しており、ゴムパッキン71と供給針77との間の隙間からインクが外部に漏れ出すことが防がれるようになっている。
他方、インクパック25の導出部37に対して、前記供給針77ではなく、図示しないスクリュードライバ等が強制的に挿入された場合にも、第2の弁装置63は開状態となる。しかし、このような場合には、前記第1の弁装置59を閉状態に維持することにより、袋部36内のインクが外部に流出することを防ぐことが可能となっている。
次に、上記のように構成されたインクパック25を形成するための液体収容体形成用部材としてのインクパック形成用部材について、図10及び図11に従って説明する。なお、このインクパック形成用部材81は、加工されることによってインクパック25となるものであり、インクパック25と同様の部分については、同一の符号を付し、その詳細な説明は省略する。
図10及に示すように、本実施形態におけるインクパック形成用部材81は、導出部37及び袋部36を備え、その内部空間S(図11参照)には、インクが充填されていない状態となっている。そして、導出部37の第2の流路形成部材42には、その側面42a、42b(図7参照)に、袋部36を構成するラミネートフィルム36a,36bが熱溶着されている。
また、図11に示すように、導出部37の第1の流路形成部材41については、一側面41aについては、前記ラミネートフィルム36aが熱溶着されておらず、他側面41cのみが、前記ラミネートフィルム36bに熱溶着された状態となっている。従って、導出部37の第1の流路形成部材41の一側面41aに設けられている大凹部45は、ラミネートフィルム36bによって封止されていない状態となっている。その結果、このインクパック形成用部材81においては、第1の弁体58を収容する弁体収容室55が形成されていない状態となっている。
そして、前記インクパック25においては、袋部36の内部空間Sは、第1の弁装置59が開状態とならなければ、第1及び第2のインク流路46,51を介して弁体収容室55に対して連通することができないようになっていた。しかし、このインクパック形成用部材81については、袋部36の内部空間Sは、第1及び第2のインク流路46,51を介さなくても、大凹部45の開口と連通するようになっている。
すなわち、袋部36の内部空間Sは、第1の弁装置59を通ることなく、導出部37の第5のインク流路54に連通可能となっている。その結果、このインクパック形成用部材81においては、袋部36の内部から外部への流体の流れだけでなく、袋部36の外部から内部への流体の流れも許容されるようになっている。
次に、上記のように構成されたインクパック形成用部材81を使用して、インクパック25を製造するためのインク注入装置について、図12に従って説明する。
図12に示すように、インク注入装置85は、インクタンク86、気液分離ユニット87、計量管88、廃タンク89を備える。インクタンク86は、インクを貯留している。気液分離ユニット87は、真空ポンプ87aと、図示しない中空糸束を備え、インクの脱気を行うためのユニットとなっている。そして、前記インクタンク86と気液分離ユニット87とは、第1のインク配管91を介して接続されており、第1のインク配管91上には、インク圧送用ポンプ92が設けられている。
また、計量管88は、シリンダ88aとピストン88bとを備える。そして、計量管88と前記気液分離ユニット87とは、第2のインク配管93を介して接続されている。そして、第2のインク配管93の流路途中には、第1の止弁94が設けられている。また、第2のインク配管93からは、第1の止弁94よりもシリンダ88a寄りの位置において、第3のインク配管95が分岐するようにして設けられている。そして、第3のインク配管95の流路途中には、第2の止弁96が設けられている。
廃タンク89は、不要となったインク等を貯留するためのものである。そして、廃タンク89には、第4のインク配管97の一端が接続されており、この第4のインク配管97の流路途中には、廃タンク89側から順に、吸引ポンプ98と第3の止弁99とが設けられている。そして、この第4のインク配管97の他端は、前記第3のインク配管95の終端と接続されており、第3のインク配管95と第4のインク配管97との接続部分からは、第5のインク配管100が分岐している。
第5のインク配管100の終端には、図示しない中空針が設けられている。この中空針は、前記供給チューブ28に設けられている供給針77(図8参照)と同様のものである。
次に、以上ように構成されたインク注入装置85を使用して、インクパック25を製造する方法について、図11及び図12に従って説明する。
まず、図12に示すように、インクパック形成用部材81を用意し、インクパック形成用部材81の導出部37と、第5のインク配管100の他端に設けられている中空針を挿入する。なお、本実施形態においては、このインクパック形成用部材81は、導出部37が、重力方向に最も上部に位置するようにして中空針に挿入されるものとする。
そして、排出段階に移り、第1の止弁94を閉弁状態とするとともに、第2及び第3の止弁96,99を開弁状態とし、前記吸引ポンプ98を稼働させる。すると、前記第4のインク配管97、第5のインク配管100、インクパック形成用部材81、第3のインク配管95、第2のインク配管93、計量管88の内部が順次減圧される。そして、所定の圧力までの減圧が進行されると、第2及び第3の止弁96,99を閉弁状態とした後に、第1の止弁94を開弁状態とする。
そして、インク圧送用ポンプ92を稼働させると、前記インクタンク86に貯留されているインクが、第1のインク配管91を介して気液分離ユニット87に供給され脱気される。そして、脱気されたインクが、第2のインク配管93を介して計量管88に供給される。続いて、少量液体注入段階に移り、第1の止弁94を閉弁状態とするとともに、第2の止弁96を開弁状態とし、計量管88のピストン88bを所定量押圧して、微量のインクを排出する。
すると、排出された微量のインクは、第2〜第4のインク配管93,95,100を介してインクパック形成用部材81内に供給される。なお、このとき、インクパック形成用部材81においては、図11に示すように、第5のインク流路54に流入したインクは、大凹部45の開口を介して、直接、袋部36の内部空間Sに供給されるようになっている。そして、インクパック形成用部材81の第1の弁装置59は逆止弁として機能しないようになっている。
続いて、図12に示すように、インクパック形成用部材81内に、微量のインクが供給されると、少量液体排出段階に移り、第2の止弁96を閉弁状態とした後に、第3の止弁99を開弁状態とし、吸引ポンプ98を稼働させる。すると、インクパック形成用部材81内に存在するインクが、第5のインク配管100及び第4のインク配管97を介して廃タンク89に移送される。なお、このとき、インクとともに、インクパック形成用部材81内にわずかに存在していた、塵埃や空気等も廃タンク89に移送され、インクパック形成用部材81内の脱気度及びクリーン度が向上するようになっている。
続いて、注入段階に移り、第3の止弁99を閉弁状態とするとともに、第2の止弁96を開弁状態とし、計量管88のピストン88bを押圧して、シリンダ88a内のインクを全てインクパック形成用部材81に移送する。そして、インクパック形成用部材81の導出部37から前記中空針を抜き取る。
その後、閉塞段階に移り、図示しない熱圧着具にて、図11に示す、インクパック形成用部材81の第1の流路形成部材41の一側面41aに、ラミネートフィルム36aを熱圧着させる。すると、この結果、図2〜図9に示すようなインクパック25が完成される。そして、このインクパック25においては、第1の流路形成部材41の大凹部45とラミネートフィルム36aとによって、弁体収容室55が形成されており、インクパック25の導出部37は、袋部36の内部から外部へのインクの排出のみを許容し、その逆のインクの流れを遮断するようになる。
上記第1の実施形態によれば、以下のような効果を得ることができる。
(1)上記第1の実施形態では、インクパック25に設けられている第1の弁装置59の第1の弁体58を収容する弁体収容室55が、導出部37の第1の流路形成部材41に凹設された第1の凹部47と、これを閉塞するラミネートフィルム36aによって形成されるようにした。その結果、弁体収容室55は、剛体と可撓性部材との接合により形成されるようになり、接合性が増す。そして、その密閉性が増す。なお、例えば、弁体収容室55を、剛体同士のかしめ等によって形成する場合には、寸法誤差によって隙間等が生じて密閉性が低下するおそれがあるが、本実施形態においては、そのようなことがない。その結果、弁体収容室55は、インクパック25の内部空間Sに対してより確実に遮断されるようになり、逆止弁の性能が一定となる。
(2)上記第1の実施形態では、インクパック25を製造するときに、インクパック形成用部材81の第1の凹部47を、ラミネートフィルム36aによって閉塞されない状態とすることにより、第1の凹部47を介して内部空間Sへとインクを注入させることができるようにした。そして、インクの注入が完了してから、第1の凹部47をラミネートフィルム36aによって閉塞して弁体収容室55を形成するようにした。これにより、インクパック形成用部材81によって形成されるインクパック25は、第1の弁装置59が、インクパック25の内部空間Sから外部への流体の流れのみを許容するものとして機能させることができるようにした。
従って、完成形としてのインクパック25に、第1の弁装置59を設ける場合でも、インクパック形成用部材81において、第1の凹部47をラミネートフィルム36aにて閉塞しない状態とすることで、インクパック25の導出部37から内部空間Sへとインクを注入することができる。その結果、インクパック25を製造するときには、インクパック形成用部材81の内部空間Sを、導出部37を介して減圧させたのちに、再び導出部37を介してインクを内部空間Sに対して注入することで、純度の高いインクが注入されたインクパック25を形成することができる。従って、純度の高いインクが注入されたインクパック25を形成するために、インクパック形成用部材81の周囲全体を減圧するような大がかりな減圧装置等を設ける必要がなく、低コストでインクパック25を製造することができる。
(3)上記第1の実施形態では、インクパック25の弁体収容室55は、第1の流路形成部材41とラミネートフィルム36aとを熱溶着することにより形成するようにした。従って、弁体収容室55の、内部空間Sに対する閉塞性をより高めることができ、第1の弁装置59の性能を一定とさせることができる。
(4)上記第1の実施形態では、弁体収容室55を形成するために、袋部36を構成するラミネートフィルム36aを使用するようにした。これによれば、ラミネートフィルム36aを、袋部36を形成するための部材と、弁体収容室55を形成する部材との両方に兼用されるようになり、インクパック25の部品点数を減らすことができる。その結果、インクパック25の製造コストを低減させることができる。
(5)上記第1の実施形態では、第1の弁体は、弁座53から離間する方向の移動を規制する円柱部58bを備えるようにした。これによれば、第1の弁体の移動が安定し、第1の弁装置59の開閉が安定して行われるようになる。その結果、第1の弁装置59の性能を良好なものとすることができる。
(6)上記第1の実施形態では、弁座53は、第1の弁体58側に突出するようにして形成するようにした。これによれば、第1の弁体58と弁座53との密着性が増し、第1の弁装置59の性能を良好なものとすることができる。
(7)上記第1の実施形態では、第1の流路形成部材41には、第1の凹部47が、軸線Aと直交する方向、すなわち、第1のインク流路46、第4のインク流路57と直交する方向に向かって凹設されるようにした。従って、第1の凹部47は、第1の流路形成部材41の一側面41aから凹設されるようになり、第1の凹部47に第1の弁体58を収容することが容易となる。その結果、インクパック25の製造を容易にすることができる。
(第2の実施形態)
以下、本発明を具体化した第2の実施形態を図13〜図15に従って説明する。なお、第2の実施形態は、第1の実施形態におけるインクパック25の導出部37の構成を変更したのみの構成であるため、同様の部分についてはその詳細な説明を省略する。
図13に示すように、本実施液体における導出部103は、第1の流路形成部材104、第2の流路形成部材42、第3の流路形成部材43を備える。そして、第2及び第3の流路形成部材42,43については、その構成が第1の実施形態と同様であるので、その詳細な説明を省略する。
第1の流路形成部材104は、その一側面104aから、軸線Aと直交する方向に向かって、大凹部105が凹設されている。大凹部105は、断面楕円形形状を有する弁体収容用凹部としての第1の凹部106と、第2の凹部48と、第3の凹部49とによって構成されている。そして、図14に示すように、第1の凹部106の底面106aには、弁座53の右側に、第1の凸部108が形成され、この第1の凸部108の上には第2の凸部109が形成されている。第1の凸部108は、図13に示すように、円柱形状に形成され、底面106aからのその高さは、弁座53と等しくなっている。また、第2の凸部109は、断面楕円形形状に形成されている。
そして、図14に示すように、前記大凹部105は、導出部103が前記袋部36に熱溶着されている場合には、ラミネートフィルム36aによってその開口が封止された状態となっている。従って、第1の凹部106とラミネートフィルム36aとによって、弁体収容室111が形成されるようになっている。そして、この第1の流路形成部材104には、第1のインク流路46、第2のインク流路51、弁体収容室111、第3のインク流路56、第4のインク流路57によって、一連の流路が形成されるようになっている。
なお、弁体収容室111には、弁体としての第1の弁体113が変形可能に収容されている。詳しくは、図13に示すように、第1の弁体113は、楕円形形状を有する板状の弾性材料によって形成されており、その右側の部分には、略長方形形状の嵌合孔113aが貫通形成されている。そして、この嵌合孔113aは、前記第1の凹部106に形成されている第2の凸部109を内嵌可能な大きさとなっている。また、第1の弁体113の中央部分には、貫通孔113bが形成されている。そして、第1の弁体113は、この貫通孔113bが形成されることにより、左側の部分に、円形形状の円形部113cが形成されるようになっている。なお、この円形部113cは、前記弁座53よりも大径となるように形成されている。
そして、以上のように構成された第1の弁体113は、図14に示すように、前記弁体収容室55内に収容され、その嵌合孔113aに、前記第2の凸部109を内嵌させることにより片持ち支持された状態で固定される。なお、このとき、第1の弁体113は、外部から力が加わっていない状態では、自身の弾性力により、その円形部113cが前記弁座53に当接し、第2のインク流路51と弁体収容室111との間を遮断する。
そして、本実施形態においては、この第1の弁体113と弁座53とによって、第1の弁装置115が構成されている。そして、図15に示すように、この第1の弁体113は、前記第2のインク流路51における流体の圧力が、弁体収容室111内の流体の圧力よりも高い場合、すなわち、第2のインク流路51から弁体収容室111へと流体が流れようとしている場合には、円形部113cが流体によって押圧される。その結果、第1の弁体113は、その中央部が、貫通孔113bが形成されているために、撓みやすくなっており、この中央部において撓むようになっている。そして、第1の弁体113の円形部113cは上方に移動され、弁座53から離間するようになっている。その結果、第2のインク流路51と弁体収容室111との間の流れが連通状態となる。
一方、第1の弁体113は、前記第2のインク流路51における流体の圧力が、弁体収容室111内の流体の圧力よりも小さい場合、すなわち、弁体収容室111から第2のインク流路51へと流体が流れようとしている場合には、円形部113cが流体によって押圧され、弁座53と当接したままとなる。そして、第2のインク流路51と弁体収容室111との間の流れを非連通状態とするようになっている。すなわち、第1の弁装置115は、第2のインク流路51から弁体収容室111への流体の流れを許容するとともに、その逆の流体の流れを遮断する逆止弁として機能するようになっている。
上記第2の実施形態によれば、第1の実施形態の(1)〜(4)、(6)、(7)の効果に加えて、以下のような効果を得ることができる。
(8)上記第2の実施形態では、第1の弁体113を、弾性材料により形成するようにし、その一端に形成された嵌合孔113aに、第1の流路形成部材104に形成された第2の凸部109を嵌入させることにより、片持ち支持されるようにした。そして、自身の弾性力によって、外部から力が加わっていない状態にいては、常に弁座53に当接するようにした。従って、第1の弁装置115の開閉の制御をより簡易なものとすることができる。
(第3の実施形態)
以下、本発明を具体化した第3の実施形態を図16及び図17に従って説明する。なお、第3の実施形態は、第1の実施形態におけるインクパック25の構成を変更したのみの構成であるため、同様の部分についてはその詳細な説明を省略する。
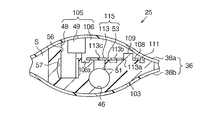
図16に示すように、本実施形態における液体収容体としてのインクパック121は、上側が開口する液体収容部形成用部材としての箱体122と、同箱体122の上側の開口を閉塞する第3の可撓性部材としてのフィルム材123とを備える。箱体122は、その内部が仕切板122aによって2つに区画されており、第1の部屋124と液体収容用凹部としての第2の部屋125とが形成されている。
そして、第1の部屋124には、第1の部屋124の中央において横切るようにして、筒体126が形成されている。そして、この筒体126の内部には、上記第1の実施形態における第5のインク流路61と第6のインク流路62とに相当するインク流路(図示しない)が設けられており、このインク流路は、前記箱体122の外部と、前記第2の部屋125とを連通するようにして設けられている。また、筒体126の内部には、上記第1の実施形態における第2の弁装置63に相当する弁装置(図示しない)が設けられている。従って、この筒体126に対して、第1の実施形態における供給針77(図8参照)を挿入させることにより、筒体126の内部に設けられている弁装置が開状態となり、供給チューブ28(図1参照)と第2の部屋125とが連通するようになっている。
また、第2の部屋には、前記第1の部屋124の前記筒体126に隣接するようにして第1の流路形成部材128が設けられている。なお、本実施形態においては、筒体126と第1の流路形成部材128とによって、流路形成部材を構成している。そして、この第1の流路形成部材128は、第1の実施形態における第1の流路形成部材41に相当するものであり、本実施形態においては、前記箱体122と一体に形成されている。また、第1の流路形成部材128の高さは、前記箱体122の各辺の高さとほぼ等しい高さとなっている。
そして、図16及び図17に示すように、第1の流路形成部材128は、その上面128aから、大凹部131が凹設されている。また第1の流路形成部材128には、その側面128b(図16参照)から、前記筒体126に平行な方向に向かって、第1のインク流路133が凹設されている。なお、この第1のインク流路133は、第2の部屋125の内部空間と連通された状態となるように設けられている。
大凹部131は、断面正方形形状を有する弁体収容用凹部としての第1の凹部134と、断面円形形状の第2の凹部135と、第1の凹部134と第2の凹部135とを連通する第3の凹部136とを備える。そして、第1の凹部134の底面134aからは、第2のインク流路138が形成されている。なお、この第2のインク流路138は、前記第1のインク流路133に連通されている。また、第1の凹部134の底面134aには、前記第2のインク流路138の出口を囲むようにして、環状の弁座139が突設されている。
フィルム材123は、第1の流路形成部材128の上面128a全体と、第2の部屋125の開口全体とを同時に閉塞可能な大きさに形成されている。そして、本実施形態においては、フィルム材123のうち、第1の流路形成部材128の上面128aを覆う部分が第1の可撓性部材に対応し、その残りの部分、すなわち第2の部屋125の開口を覆う部分が第2の可撓性部材に対応している。そして、フィルム材123は、第1の流路形成部材128の上面128a及び第2の部屋125の開口に対して熱溶着されている。
そして、図17に示すように、第1の流路形成部材128の上面128aが、フィルム材123によって閉塞されることによって、第1の凹部134と、フィルム材123とによって、弁体収容室141が形成されるようになっている。また、前記第2及び第3の凹部135,136と、フィルム材123とによって、第3のインク流路143が形成されるようになっている。そして、第1の流路形成部材128には、前記筒体126に形成されているインク流路と連通する第4のインク流路145が形成されている。そして、第3のインク流路143は、この第4のインク流路145と連通されている。
従って、前記第1のインク流路133、第2のインク流路138、弁体収容室141、第3のインク流路143、第4のインク流路145によって、一連の流路が形成されるようになっている。
なお、前記弁体収容室141内には、弁体としての第1の弁体147が移動可能に収容されている。この第1の弁体147は、前記第1の実施形態における第1の弁体58と同様のものとなっている。そして、本実施形態においては、この第1の弁体147と弁座139とによって、第1の弁装置148が構成されている。すなわち、第1の弁体147は、第2のインク流路138から弁体収容室141への流体の流れを許容するとともに、その逆の流れを遮断する逆止弁として機能するようになっている。
また、図16及び図17に示すように、第2の部屋125は、前記フィルム材123によって閉塞されることにより、内部空間Sが形成されるようになっている。すなわち、本実施形態においては、液体収容部は、第2の部屋125とフィルム材123とによって形成されている。そして、この内部空間Sは、第1の流路形成部材128に形成されている第1のインク流路133と連通している。なお、内部空間Sには、インクが収容されており、第1のインク流路133にも、インクが流入された状態となっている。
そして、以上のように構成されているインクパック121は、前記筒体126に前記供給チューブ28が接続されていない状態においては、筒体126内の弁装置は閉じた状態となっている。従って、この状態においては、インクパック121内のインクは、第1の流路形成部材128及び筒体126を介して外部に流出しないようになっている。
さらに、インクパック121の筒体126に対して、供給針77を挿入させた場合には、筒体126内の弁装置が開状態となり、筒体126内に形成されているインク流路と供給針とが連通状態となる。そして、この状態において、加圧ポンプ33(図1参照)が駆動されることにより、インクパック121のフィルム材123が押圧され、内部空間S内に収容されているインクの圧力が高まる。これにより、第1の弁装置148が開状態となり、内部空間Sは、供給チューブに対して連通状態となる。この結果、内部空間Sに充填されたインクは、供給チューブ28へと供給されるようになっている。
次に、上記のように構成されたインクパック121を形成するためのインクパック形成用部材について説明する。なお、このインクパック形成用部材は、加工されることによってインクパック121となるものであり、インクパック121を表す図16及び図17を用いてその説明を行う。そして、インクパック121と同様の部分については、同一の符号を付し、その詳細な説明は省略する。
本実施形態におけるインクパック形成用部材は、図16及び図17に示すインクパック121の内部空間Sに、インクを充填させないようにしたものとなっている。また、インクパック121においては、その第1の流路形成部材128の上面128aに、フィルム材123が熱溶着されている状態となっていたが、このインクパック形成用部材においては、第1の流路形成部材128の上面128aにフィルム材123が熱溶着されていない状態となっている。この結果、このインクパック形成用部材においては、弁体収容室141が形成されていない状態となっており、第1の凹部134は、内部空間Sと連通した状態となっている。
すなわち、内部空間Sは、第1の弁装置148を通ることなく、筒体126に形成されているインク流路と連通可能となっている。この結果、このインクパック形成用部材においては、内部空間Sから外部への流体の流れだけでなく、外部から内部空間Sへの流体の流れも許容されるようになっている。
従って、本実施形態においても、上記インクパック形成用部材を用いて、前記第1の実施形態と同様の手順を行うことにより、インクパック121を製造することができるようになっている。
上記第3の実施形態によれば、第1の実施形態の(1)〜(3),(5)〜(7)の効果に加えて、以下のような効果を得ることができる。
(9)上記第3の実施形態においては、第1の流路形成部材128と第2の部屋125とのそれぞれの高さをほぼ等しい高さとするようにし、フィルム材123は、第2の部屋125と、第1の流路形成部材128の大凹部131との両方を同時に封止可能に形成するようにした。従って、内部空間Sを形成するためのフィルム材123による第2の部屋125の封止と、弁体収容室141を形成するための大凹部131の封止とを、1枚のフィルム材123によって、同時に行うことが可能となっている。その結果、インクパック121を製造する手間が軽減し、製造コストを低減させることができる。
なお、上記第1〜第3の実施形態は以下のように変更してもよい。
・上記第1及び第2の実施形態では、弁体収容室55,111を形成するためのラミネートフィルム36aは、袋部36を形成するための部材を兼用されるようにした。これを、袋部36を形成するための部材と別体となるようにしてもよい。
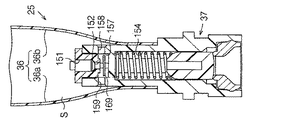
・上記第1〜第3の実施形態では、インクパック25,121に形成される第1のインク流路46,133、第2のインク流路51,138、弁体収容室55,111,141、第3のインク流路56、第4のインク流路57、第5のインク流路61等の液体流路は、一直線上に並ばないようにした。これを、図18に示すように、第1のインク流路151、第2のインク流路152,弁体収容室153、第5のインク流路154等が一直線上に並ぶようにしてもよい。
そして、このような場合には、弁体収容室153は、図19に示すように、弁体収容用凹部としての収容室157をラミネートフィルム36a,36bによって内部空間Sと連通不能に閉塞することにより形成するようにしてもよい。なお、この収容室157は、内部空間Sと連通する、相対峙する2つの連通孔158,159を備えるようにして、これらの連通孔158、159を、それぞれラミネートフィルム36a,36bによって、閉塞することによって形成するようにしてもよい。
・上記第1〜第3の実施形態では、第1のインク流路46,133は、弁体収容室55,111,141を形成する第1の凹部47,106,134の凹設方向と直交する方向に向かって延びるようにして形成されるようにした。これを、図20に示すように、第1のインク流路46を、第1の凹部47の凹設方向とを一致させ、第1の凹部47、第2のインク流路51、第1のインク流路46とが、一直線上に並ぶようにして設けるようにしてもよい。このようにすれば、第1の流路形成部材41に、1つの貫通孔を形成することで、第1の凹部47と第2のインク流路51,第1のインク流路46を同時に形成することができ、インクパック25の製造を容易にすることができる。
・上記第1の実施形態においては、第1の流路形成部材41に形成される第1の凹部47は第1の弁体58の円盤部58aよりも若干大きな径を有する断面円形形状に形成するようにした。これを、第1の凹部47内を第1の弁体58が移動可能であり、かつ、第1の凹部47と第1の弁体58との間にインクが流れることが可能な隙間が形成されるのであれば、第1の凹部47と第1の弁体58との形状をそれぞれ変更するようにしてもよい。
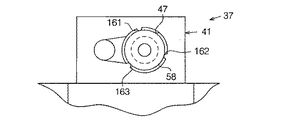
例えば、図21に示すように、第1の凹部47を断面四角形状となるように形成するようにしてもよい。さらに、図22に示すように、第1の凹部47の内周面に、第1の弁体58に当接する溝161,162,163を設けるようにしてもよい。このようにすれば、第1の弁体58の移動がより正確になる。
さらに、図23に示すように、第1の弁体58の外周に、第1の凹部47に当接する突起165,166,167を設けるようにしてもよい。このようにしても、第1の弁体58の移動をより正確にすることができる。
・上記第1及び第3の実施形態においては、第1の弁体58,147は、円盤部58a,147aと、規制手段としての円柱部58b,147bを備えるようにした。これを、図18及び図19に示すように、規制手段を設けず、円盤形状の第1の弁体169としてもよい。また、図24に示すように、円盤部171と、その円盤部171の縁から突接されている、規制手段としての突部172,173,174によって形成されるようにしてもよい。
・上記第1〜第3の実施形態では、弁座53,139は、第1の弁体58,113,147に向かって突出するようにして形成したが、突出しないようにして形成してもよい。
・上記第1〜第3の実施形態では、閉塞段階は、第1の流路形成部材41の一側面41aをラミネートフィルム36aにて熱溶着したり、第1の流路形成部材128の上面128aをフィルム材123にて熱溶着したりすることにより閉塞する段階としたが、その他の手段によって閉塞するようにしてもよい。例えば、接着剤により閉塞するようにしてもよい。
・上記第1及び第2の実施形態では、インクパック25を製造する方法として、注入段階と閉塞段階に加えて、排出段階及び少量液体注入段階、少量液体排出段階を備えるようにした。これを、注入段階と閉塞段階のみとしてもよい。また、注入段階と閉塞段階に加えて、排出段階のみを備えるようにしてもよい。さらに、注入段階と閉塞段階に加えて、少量液体注入段階、少量液体排出段階のみを備えるようにしてもよい。
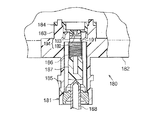
・上記第3の実施形態では、インクパック25の製造は、第1の実施形態と同様の手順にて行うようにした。これを、注入段階を閉塞段階の後に行うようにしてもよい。すなわち、注入段階の前に、閉塞段階に移り、インクパック形成用部材の、第1の流路形成部材128及び第2の部屋125を、フィルム材123によって閉塞するようにしてもよい。なお、このとき、第2の部屋125の一部分は、フィルム材123によって閉塞されないようにし、開口を設けるようにする。そして、注入段階に移り、この開口からインクパック形成用部材の内部空間Sにインクを注入するようにしてもよい。そして、インクの注入が終了後、開口を塞ぐようにしてもよい。このようにしても、注入段階において、インクを第1の弁装置148を通らないようにして内部空間Sに注入させることができる。
・上記第1〜第3の実施形態では、液体収容体及び液体収容体形成用部材として、インクを吐出するプリンタ11(ファックス、コピア等の印刷装置を含む)に備えられているインクパック25,121及びインクパック形成用部材81を用いて説明した。これを、他の液体を噴射する液体噴射装置に備えられている液体収容体及び液体収容体形成用部材に具体化するようにしてもよい。例えば、他の液体を噴射する液体噴射装置として、液晶ディスプレイ、ELディスプレイ及び面発光ディスプレイの製造などに用いられる電極材や色材などの液体を噴射する液体噴射装置、バイオチップ製造に用いられる生体有機物を噴射する液体噴射装置、精密ピペットとしての試料噴射装置であってもよい。また、液体もインク以外の液体を使用するようにしてももちろんよい。
11…インクジェット式記録装置としてのプリンタ、25,121…液体収容体としてのインクパック、36…液体収容部としての袋部、36a…第1の可撓性部材としてのラミネートフィルム、37…流路形成部材としての導出部、46…第1の液体流路としての第1のインク流路、47,106,134…弁体収容用凹部としての第1の凹部、53,139…弁座、55,111,141,153…弁体収容室、58,113,147…弁体としての第1の弁体、58b,147b…規制手段としての円柱部、59,105,148…逆止弁としての第1の弁装置、81…液体収容体形成用部材としてのインクパック形成用部材、122…液体収容部形成用部材としての箱体、123…第3の可撓性部材としてのフィルム材、125…液体収容用凹部としての第2の部屋、157…弁体収容用凹部としての収容室。