JP2007285691A - Heat exchanger - Google Patents
Heat exchanger Download PDFInfo
- Publication number
- JP2007285691A JP2007285691A JP2007064768A JP2007064768A JP2007285691A JP 2007285691 A JP2007285691 A JP 2007285691A JP 2007064768 A JP2007064768 A JP 2007064768A JP 2007064768 A JP2007064768 A JP 2007064768A JP 2007285691 A JP2007285691 A JP 2007285691A
- Authority
- JP
- Japan
- Prior art keywords
- rib
- shielding
- heat exchanger
- unit elements
- ribs
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images














Abstract
Description
本発明は、家庭用の熱交換型換気扇やビルなどの全熱交換型換気装置に使用する積層構造の熱交換器に関するものである。 The present invention relates to a heat exchanger having a laminated structure used for a total heat exchange type ventilation device such as a heat exchange type ventilation fan or a building for home use.
従来、この種の熱交換器は、通風抵抗や熱交換効率などの基本的機能を向上しつつ製造コストを抑えるために、伝熱板とスペーサーとを接合せずに積層することによって熱交換器を形成したものもある(例えば、特許文献1参照)。 Conventionally, this type of heat exchanger is a heat exchanger by laminating heat transfer plates and spacers without joining them, in order to improve the basic functions such as ventilation resistance and heat exchange efficiency and to suppress the manufacturing cost. Some of them are formed (see, for example, Patent Document 1).
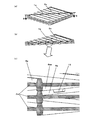
以下、その熱交換器について、図21(a)、図21(b)、図22を参照しながら説明する。 Hereinafter, the heat exchanger will be described with reference to FIGS. 21 (a), 21 (b), and 22.
図に示すように、合成樹脂よりなるスペーサー101は、伝熱板102間の間隔を保持する間隔リブ103と、間隔リブ103同士を連結する連結リブ104と、間隔リブ103および連結リブ104上に配置された小突起105と、上下に積層したスペーサーの相対する面に、互いに嵌合する凸部106と凹部107を一体成形することによって得られる。伝熱性と透湿性または伝熱性のみを有する伝熱板102は、位置合わせ用穴108を備えたものである。また、位置合わせ用穴108は、スペーサー101と伝熱板102を積層した際に小突起105と嵌合するものである。
As shown in the figure, the
熱交換器109はスペーサー101を交互に90度ずらしながら積層し、スペーサー101間に伝熱板102を介在させることによって得られる。また、熱交換器109はスペーサー101の四隅に設けた凸部106と凹部107が嵌合しながらスペーサー101同士を連結保持する。
The
上記構成において、一次気流Aと二次気流Bを流通すると、伝熱板102を介して一次気流Aと二次気流Bの間で熱交換する。
このような従来の熱交換器109はスペーサー101と伝熱板102を接合せずに積層したものであるため、積層のずれに起因する密封性の低下による気流の漏れが増加するという課題があり、積層のずれに起因する密封性の低下による気流の漏れを防止することが要求されている。
Since such a
また、スペーサー101は射出成形などの成形手段を用いて合成樹脂から形成されるが、溶融樹脂が注入される注入口においてバリが発生した場合、スペーサー101を積層した際に隣接するスペーサー101同士が干渉し、スペーサー101と伝熱板4または隣接するスペーサー101との間に隙間ができ、密封性の低下による気流の漏れが増加するという課題があり、バリによって生じる単位素子間の隙間を無くすことによる気流の漏れを防止することが要求されている。
In addition, the
また、熱交換器109は合成樹脂よりなるスペーサー101と伝熱板102の二つの部品を別々に用いて形成されるため、部品点数が多く、加工工程が多くなるため、製造コストが高く、量産性が低くなるという課題があり、製造コストを低減することおよび量産性を向上することが要求されている。
Further, since the
また、スペーサー101は射出成形などの成形手段を用いて合成樹脂から形成されるが、スペーサー101の複数の間隔リブ103は連結リブ104によって連結しているため、複数の間隔リブ103同士は連結部が無く、溶融樹脂を射出成形する注入口を間隔リブ103に隣接する部分に設けた場合、射出成形金型内において注入口から注入された溶融樹脂は、間隔リブ103から連結リブ104に流れ、更に他の間隔リブ103へ流れるので、樹脂成形する射出圧力が高くなり、大型の成形機が必要になって設備投資が高額になり、製造コストが高くなる。
The
また溶融樹脂を射出成形する注入口を連結リブ104に隣接する部分に設けた場合、射出成形金型内において注入口から注入された溶融樹脂は、連結リブ104から複数の間隔リブ103に順々に流れるので、樹脂成形する射出圧力が高くなり、大型の成形機が必要になって設備投資が高額になり、製造コストが高くなるという課題があり、樹脂成形機の能力を小さくすることによって設備投資を小さくし、製造コストを低減することが要求されている。
Further, when an injection port for injection molding of the molten resin is provided in a portion adjacent to the connecting
本発明は、このような従来の課題を解決するものであり、量産性を向上することができ、また部品点数が少なく、加工工程を少なくすることによる量産性を向上することができ、また製造コストを低減することができ、また部品点数が少なく、加工工程を少なくすることによる製造コストを低減することができ、また樹脂成形機の能力を小さくすることによって設備投資を小さくし、製造コストを低減することができ、また気流の漏れを防止することができ、またバリによって生じる単位素子間の隙間を無くすことによる気流の漏れを防止することができる熱交換器を提供することを目的としている。 The present invention solves such a conventional problem, can improve mass productivity, can reduce the number of parts, can improve mass productivity by reducing processing steps, and can be manufactured. The cost can be reduced, the number of parts can be reduced, the manufacturing cost can be reduced by reducing the number of processing steps, and the equipment investment can be reduced by reducing the capacity of the resin molding machine. An object of the present invention is to provide a heat exchanger capable of reducing airflow leakage and preventing airflow leakage by eliminating gaps between unit elements caused by burrs. .
本発明の熱交換器は上記目的を達成するために、伝熱板と前記伝熱板の間隔を保持するための間隔リブと気流の漏れを遮蔽するための遮蔽リブとを樹脂にて一体成形して単位素子を形成し、この単位素子を複数積層することにより前記伝熱板間に通風路が形成され、一次気流と二次気流を前記通風路に流通することにより、前記伝熱板を介して熱交換するようにした熱交換器において、前記間隔リブまたは前記遮蔽リブの少なくとも何れか、または前記間隔リブまたは前記遮蔽リブの少なくとも何れかに連結する位置に溶融樹脂を注入する注入口を設け、前記間隔リブおよび前記遮蔽リブが何れかで連結しているものである。 In order to achieve the above object, the heat exchanger according to the present invention integrally forms a heat transfer plate, a spacing rib for maintaining a space between the heat transfer plate and a shielding rib for shielding airflow leakage with resin. A unit element is formed, and a plurality of unit elements are stacked to form a ventilation path between the heat transfer plates, and a primary airflow and a secondary airflow are circulated through the ventilation path, whereby the heat transfer plate is In the heat exchanger configured to exchange heat via, an inlet for injecting molten resin into a position connected to at least one of the spacing rib or the shielding rib, or at least one of the spacing rib or the shielding rib The spacing ribs and the shielding ribs are connected to each other.
この手段により部品点数が少なく、加工工程を少なくすることによる量産性を向上することができ、また部品点数が少なく、加工工程を少なくすることによる製造コストを低減することができる熱交換器が得られる。 By this means, a heat exchanger can be obtained in which the number of parts is small and mass productivity can be improved by reducing the number of processing steps, and the number of parts is small and manufacturing costs can be reduced by reducing the number of processing steps. It is done.
また他の手段は、注入口は、単位素子を積層した時に隣接する前記単位素子が干渉しないように逃がす手段を備えたものである。 As another means, the injection port is provided with means for allowing the adjacent unit elements to escape when they are stacked so as not to interfere with each other.
この手段によりバリによって生じる単位素子間の隙間を無くすことによる気流の漏れを防止することができる熱交換器が得られる。 By this means, it is possible to obtain a heat exchanger that can prevent airflow leakage due to elimination of gaps between unit elements caused by burrs.
また他の手段は、逃がす手段として、間隔リブまたは遮蔽リブの少なくとも何れかに段落としを設けたものである。 The other means is provided with a paragraph as at least one of the spacing rib and the shielding rib as the escape means.
この手段によりバリによって生じる単位素子間の隙間を無くすことによる気流の漏れを防止することができる熱交換器が得られる。 By this means, it is possible to obtain a heat exchanger that can prevent airflow leakage due to elimination of gaps between unit elements caused by burrs.
また他の手段は、段落としは、間隔リブまたは遮蔽リブの少なくとも何れかに連結し、通風路内に設けたものである。 Another means is that the paragraph is connected to at least one of the interval rib and the shielding rib and provided in the ventilation path.
この手段によりバリによって生じる単位素子間の隙間を無くすことによる気流の漏れを防止することができる熱交換器が得られる。 By this means, it is possible to obtain a heat exchanger that can prevent airflow leakage due to elimination of gaps between unit elements caused by burrs.
また他の手段は、段落としは、遮蔽リブに連結し、通風路外に設けたものである。 As another means, the paragraph is connected to the shielding rib and provided outside the ventilation path.
この手段によりバリによって生じる単位素子間の隙間を無くすことによる気流の漏れを防止することができる熱交換器が得られる。 By this means, it is possible to obtain a heat exchanger that can prevent airflow leakage due to elimination of gaps between unit elements caused by burrs.
また他の手段は、段落としは、遮蔽リブと間隔リブが交差する位置に設けたものである。 Another means is that the paragraph is provided at a position where the shielding rib and the spacing rib intersect.
この手段により製造コストを低減することができる熱交換器が得られる。 By this means, a heat exchanger capable of reducing the manufacturing cost can be obtained.
また他の手段は、複数の間隔リブは何れかの間隔リブで連結しているものである。 In another means, the plurality of spacing ribs are connected by any spacing rib.
この手段により製造コストを低減することができる熱交換器が得られる。 By this means, a heat exchanger capable of reducing the manufacturing cost can be obtained.
本発明によれば量産性を向上することができるという効果のある熱交換器を提供できる。 ADVANTAGE OF THE INVENTION According to this invention, the heat exchanger with the effect that mass productivity can be improved can be provided.
また、部品点数が少なく、加工工程を少なくすることによる量産性を向上することができるという効果のある熱交換器を提供できる。 In addition, it is possible to provide a heat exchanger that has an effect of reducing the number of parts and improving the mass productivity by reducing the number of processing steps.
また、製造コストを低減することができるという効果のある熱交換器を提供できる。 In addition, it is possible to provide a heat exchanger that has an effect of reducing the manufacturing cost.
また、部品点数が少なく、加工工程を少なくすることによる製造コストを低減することができるという効果のある熱交換器を提供できる。 Further, it is possible to provide a heat exchanger that has an effect that the number of parts is small and the manufacturing cost can be reduced by reducing the number of processing steps.
また、樹脂成形機の能力を小さくすることによって設備投資を小さくし、製造コストを低減することができるという効果のある熱交換器を提供できる。 Further, by reducing the capacity of the resin molding machine, it is possible to provide a heat exchanger that has the effect of reducing capital investment and reducing manufacturing costs.
また、気流の漏れを防止することができるという効果のある熱交換器を提供できる。 Moreover, the heat exchanger with the effect that the leakage of an airflow can be prevented can be provided.
また、バリによって生じる単位素子間の隙間を無くすことによる気流の漏れを防止することができるという効果のある熱交換器を提供できる。 In addition, it is possible to provide a heat exchanger that can prevent airflow leakage due to elimination of the gap between the unit elements caused by burrs.
本発明の請求項1記載の発明は、伝熱板と前記伝熱板の間隔を保持するための間隔リブと気流の漏れを遮蔽するための遮蔽リブとを樹脂にて一体成形して単位素子を形成し、この単位素子を複数積層することにより前記伝熱板間に通風路が形成され、一次気流と二次気流を前記通風路に流通することにより、前記伝熱板を介して熱交換するようにした熱交換器において、前記間隔リブまたは前記遮蔽リブの少なくとも何れか、または前記間隔リブまたは前記遮蔽リブの少なくとも何れかに連結する位置に溶融樹脂を注入する注入口を設け、前記間隔リブおよび前記遮蔽リブが何れかで連結しているものであり、単位素子の間隔リブおよび遮蔽リブは何れかで連結し、且つ樹脂で構成されているため、間隔リブまたは遮蔽リブの少なくとも何れか、または間隔リブまたは遮蔽リブの少なくとも何れかに連結する位置の注入口から溶融樹脂を注入することにより、間隔リブおよび遮蔽リブを有する単位素子が一回の樹脂成形で一体に形成でき、量産性を向上することができ、更に金型内に伝熱板を挿入してから射出成形するインサート射出成形を用いると、一回の成形で伝熱板と間隔リブと遮蔽リブが一体成形され、単位素子を形成できることにより加工工程が少なくでき、更に量産性を向上することができ、また、部品点数が少なく、製造コストを低減することができる。 According to a first aspect of the present invention, a unit element is formed by integrally molding a heat transfer plate, a spacing rib for maintaining a space between the heat transfer plate, and a shielding rib for shielding airflow leakage with resin. By forming a plurality of unit elements, a ventilation path is formed between the heat transfer plates, and a primary airflow and a secondary airflow are circulated through the ventilation path to exchange heat through the heat transfer plate. In the heat exchanger, an injection port for injecting molten resin is provided at a position connected to at least one of the interval rib or the shielding rib, or at least one of the interval rib or the shielding rib, and the interval The ribs and the shielding ribs are connected to each other, and the interval ribs and the shielding ribs of the unit elements are connected to each other and are made of resin. Therefore, at least one of the interval ribs and the shielding ribs is used. Alternatively, by injecting molten resin from an injection port at a position connected to at least one of the spacing rib and the shielding rib, unit elements having the spacing rib and the shielding rib can be integrally formed by a single resin molding, and mass production is possible. Furthermore, when insert injection molding is used in which the heat transfer plate is inserted into the mold and then injection molding is used, the heat transfer plate, the spacing rib, and the shielding rib are integrally formed in a single molding. By forming an element, the number of processing steps can be reduced, the mass productivity can be further improved, the number of parts can be reduced, and the manufacturing cost can be reduced.
また、本発明の請求項2記載の発明は、注入口は、単位素子を積層した時に隣接する前記単位素子が干渉しないように逃がす手段を備えたものであり、注入口は、単位素子を積層した際に隣接する単位素子が干渉しないように逃がす手段を備えているため、溶融樹脂が金型から注入される単位素子の注入口においてバリが万一発生しても、単位素子を積層した際に隣接する単位素子同士は逃がす手段によってバリを逃がすことにより干渉せず、隙間無く単位素子を積層することができ、気流の漏れを防止することができる。 Further, in the invention according to claim 2 of the present invention, the injection port is provided with means for allowing the adjacent unit elements to escape when the unit elements are stacked, and the injection port stacks the unit elements. When the unit elements are stacked, even if burrs are generated at the injection port of the unit elements through which the molten resin is injected from the mold, the adjacent unit elements do not interfere with each other. The unit elements adjacent to each other do not interfere with each other by escaping burrs by means of escaping, so that the unit elements can be stacked without gaps, and airflow leakage can be prevented.
また、本発明の請求項3記載の発明は、逃がす手段として、間隔リブまたは遮蔽リブの少なくとも何れかに段落としを設けたものであり、注入口は、間隔リブまたは遮蔽リブの少なくとも何れかに段落としを設けたことにより、溶融樹脂が金型から注入される単位素子の注入口においてバリが万一発生しても、単位素子を積層した際に隣接する単位素子同士は段落しによってバリを逃がすことにより干渉せず、隙間無く単位素子を積層することができ、気流の漏れを防止することができる。
In the invention according to
また、本発明の請求項4記載の発明は、段落としは、間隔リブまたは遮蔽リブの少なくとも何れかに連結し、通風路内に設けたものであり、注入口は、間隔リブまたは遮蔽リブの少なくとも何れかに連結し、通風路内に段落としを設けたことにより、溶融樹脂が金型から注入される単位素子の注入口においてバリが万一発生しても、単位素子を積層した際に隣接する単位素子同士は段落しによってバリを逃がすことにより干渉せず、更に前記バリは通風路内に位置するため、隣接する単位素子との通風路空間によってバリを逃がすことにより更に干渉せず、隙間無く単位素子を積層することができ、気流の漏れを防止することができる。
In the invention according to
また、本発明の請求項5記載の発明は、段落としは、遮蔽リブに連結し、通風路外に設けたものであり、注入口は、遮蔽リブに連結し、通風路外に段落としを設けたことにより、溶融樹脂が金型から注入される単位素子の注入口においてバリが万一発生しても、単位素子を積層した際に隣接する単位素子同士は段落しによってバリを逃がすことにより干渉せず、更に前記バリは通風路外に位置するため、隣接する単位素子との空間を大きくでき、バリを逃がすことにより更に干渉せず、隙間無く単位素子を積層することができ、気流の漏れを防止することができる。
In the invention according to
また、本発明の請求項6記載の発明は、段落としは、遮蔽リブと間隔リブが交差する位置に設けたことにより、注入口は、遮蔽リブと間隔リブが交差する位置に配設されるため、金型内において注入口から注入された溶融樹脂は、単位素子を樹脂で形成する遮蔽リブと間隔リブに同時に流れるため樹脂成形性が良好である。また遮蔽リブと間隔リブが交差する位置は単位素子において樹脂の肉厚(容積)が大きいため、この位置に注入口を設けたことにより、樹脂成形する射出圧力を低くすることができ、樹脂成形機の能力を小さくすることができるため、設備投資を小さくすることができるので、製造コストを低減することができる。 Further, according to the sixth aspect of the present invention, as the paragraph, the injection port is disposed at the position where the shielding rib and the spacing rib intersect by providing the shielding rib and the spacing rib at the intersecting position. Therefore, since the molten resin injected from the injection port in the mold flows simultaneously to the shielding rib and the spacing rib that form the unit element with resin, the resin moldability is good. In addition, since the thickness (volume) of the resin in the unit element is large at the position where the shielding rib and the spacing rib intersect, the injection pressure for resin molding can be lowered by providing an injection port at this position, and the resin molding Since the capacity of the machine can be reduced, the equipment investment can be reduced, so that the manufacturing cost can be reduced.
また、本発明の請求項7記載の発明は、複数の間隔リブは何れかの間隔リブで連結していることにより、金型内において注入口から注入された溶融樹脂は、単位素子を樹脂で形成する遮蔽リブと間隔リブに同時に流れることに加え、間隔リブは何れかで連結しているため、間隔リブに流れ込んできた溶融樹脂は間隔リブ同士が連結している部分から分岐して流れるため樹脂成形性が良好であり、樹脂成形する射出圧力を低くすることができ、樹脂成形機の能力を小さくすることができるため、設備投資を小さくすることができるので、製造コストを低減することができる。
Further, in the invention according to
(実施の形態1)
図1は熱交換器の概略斜視図、図2(a)はX方向から見た単位素子の概略斜視図、図2(b)はY方向から見た単位素子の概略斜視図、図3は熱交換器の概略分解斜視図、図4(a)は単位素子を正しく積層した熱交換器の概略斜視図、図4(b)はA−A断面の熱交換器の概略斜視図、図4(c)はA−A断面の熱交換器の概略拡大斜視図、図5(a)は単位素子を誤って積層した熱交換器の概略斜視図、図5bは熱交換器の概略拡大斜視図、図6(a)は単位素子を正しく積層した熱交換器の概略斜視図、図6(b)はB−B断面の熱交換器の概略斜視図、図6(c)はB−B断面の熱交換器の概略拡大斜視図、図7(a)は単位素子を誤って積層した熱交換器の概略斜視図、図7(b)はC−C断面の熱交換器の概略斜視図、図7(c)はC−C断面の熱交換器の概略拡大斜視図、図8は伝熱板の概略斜視図、図9(a)は単位素子を正しく積層した熱交換器の概略斜視図、図9(b)はB−B断面の熱交換器の概略斜視図、図9cはB−B断面の熱交換器の概略拡大斜視図、図10(a)は単位素子を誤って積層した熱交換器の概略斜視図、図10(b)はC−C断面の熱交換器の概略斜視図、図10(c)はC−C断面の熱交換器の概略拡大斜視図、図11は熱交換器の概略量産工程図、図12は射出成形金型の概略断面図、図13(a)は単位素子を正しく積層した熱交換器の概略斜視図、図13(b)はB−B断面の熱交換器の概略斜視図、図13(c)はB−B断面の熱交換器の概略拡大斜視図である。
(Embodiment 1)
1 is a schematic perspective view of a heat exchanger, FIG. 2A is a schematic perspective view of a unit element viewed from the X direction, FIG. 2B is a schematic perspective view of a unit element viewed from the Y direction, and FIG. 4 is a schematic exploded perspective view of the heat exchanger, FIG. 4A is a schematic perspective view of a heat exchanger in which unit elements are correctly stacked, and FIG. 4B is a schematic perspective view of a heat exchanger taken along the line AA. FIG. 5C is a schematic enlarged perspective view of a heat exchanger having an AA cross section, FIG. 5A is a schematic perspective view of a heat exchanger in which unit elements are mistakenly stacked, and FIG. 5B is a schematic enlarged perspective view of the heat exchanger. 6 (a) is a schematic perspective view of a heat exchanger in which unit elements are correctly stacked, FIG. 6 (b) is a schematic perspective view of a heat exchanger with a BB cross section, and FIG. 6 (c) is a BB cross section. FIG. 7A is a schematic perspective view of a heat exchanger in which unit elements are mistakenly stacked, and FIG. 7B is a schematic perspective view of a heat exchanger having a CC cross section. FIG. ) Is a schematic enlarged perspective view of a heat exchanger having a CC cross section, FIG. 8 is a schematic perspective view of a heat transfer plate, FIG. 9A is a schematic perspective view of a heat exchanger in which unit elements are correctly stacked, and FIG. b) is a schematic perspective view of a heat exchanger having a B-B cross section, FIG. 9c is a schematic enlarged perspective view of a heat exchanger having a B-B cross section, and FIG. 10A is a heat exchanger in which unit elements are mistakenly stacked. FIG. 10B is a schematic perspective view of a heat exchanger having a CC cross section, FIG. 10C is a schematic enlarged perspective view of a heat exchanger having a CC cross section, and FIG. FIG. 12 is a schematic sectional view of an injection mold, FIG. 13 (a) is a schematic perspective view of a heat exchanger in which unit elements are correctly stacked, and FIG. 13 (b) is a heat exchange of a BB cross section. FIG. 13C is a schematic enlarged perspective view of a heat exchanger having a BB cross section.
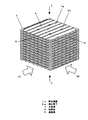
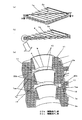
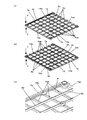
図1、図2(a)、図2(b)、図3、図4(a)、図4(b)、図4(c)において、熱交換器1aは一辺が120mmの方形で厚みが2.5mmの単位素子2aを交互に90度回転しながら積層し、支持棒3にて単位素子2a同士を結束することにより構成され、伝熱板4の間に形成された通風路5に、一次気流Aと二次気流Bを流通すると、一次気流Aと二次気流Bとは伝熱板4を介して直交しながら熱交換を行う。
1, 2 (a), 2 (b), 3, 4 (a), 4 (b), and 4 (c), the
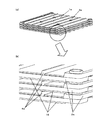
図2(a)および図2(b)の単位素子2aは、伝熱板4のX方向表面に間隔リブ6a、遮蔽リブ7a、遮蔽リブ凹部8、貫通穴9、貫通穴凸部10、積層確認凸部11、位置決め凸部12、位置決め貫通穴13a、遮蔽リブ注入口14a、間隔リブ注入口15を備え、伝熱板4のY方向表面に間隔リブ6aa、遮蔽リブ7aa、貫通穴9、位置決め貫通穴13aa、遮蔽リブ凸部16、貫通穴凹部17、積層確認凹部18、位置決め平面部19を備え、間隔リブ6a、6aaおよび遮蔽リブ7a、7aaが伝熱板4を間に挟むように、樹脂にて一体成形して得られる。
2A and 2B, the
伝熱板4のX方向表面において、間隔リブ6aは高さ1mm、幅1mmで所定間隔に6本形成し、遮蔽リブ7aは伝熱板4の向かい合う一組の両端で間隔リブ6aと平行に高さ1mm、幅5mmに形成する。遮蔽リブ凹部8は遮蔽リブ7aの上面に、凹高さ0.5mm、幅2.5mmに通風路5に沿って凹形状に形成し、遮蔽リブ7aと遮蔽リブ凹部8の断面は階段状に形成される。遮蔽リブ注入口14aは台形状で遮蔽リブ7aと連結し、通風路5内に形成し、遮蔽リブ凹部8と同じ凸高さに形成する。貫通穴9は単位素子2aの四隅であって、遮蔽リブ7aに穴を設け、この貫通穴9の穴の周囲に凸高さ0.4mmの貫通穴凸部10を設ける。積層確認凸部11は貫通穴凸部10に連結し、方形の単位素子2aの対角する2箇所に凸高さ0.4mmで設ける。位置決め凸部12は間隔リブ6aの上面に凸高さ1.7mmで2個設け、位置決め貫通穴13aは間隔リブ6aに凸高さ1.0mmで2個の円筒を設け、間隔リブ注入口15は間隔リブ6aの上面に凹高さ0.5mmに間隔リブ6aの段を落とすような形状に形成する。
On the surface of the
伝熱板4のY方向表面において、間隔リブ6aaは間隔リブ6aと直交し、高さ1mm、幅1mmで所定間隔に6本形成し、遮蔽リブ7aaは伝熱板4の向かい合う一組の両端で間隔リブ6aaと平行に高さ1mm、幅5mmに形成する。遮蔽リブ凸部16は遮蔽リブ7aaの上面に、凸高さ0.4mm、幅2.4mmに通風路5に沿って凸形状に形成し、遮蔽リブ7aaと遮蔽リブ凸部16の断面は階段状に形成される。貫通穴9は単位素子2aの四隅であって、遮蔽リブ7aaに穴を設け、この貫通穴9の穴の周囲に凹高さ0.5mmの貫通穴凹部17を設ける。積層確認凹部18は貫通穴凹部17に連結し、方形の単位素子2aの対角する2箇所に凹高さ0.5mmで設ける。位置決め平面部19は伝熱板4を挟んで位置決め凸部12の反対側に凸高さ1.0mmの円柱を2箇所設け、位置決め貫通穴13aaは伝熱板4を挟んで位置決め貫通穴13aの反対側に凸高さ1.0mmで2個の円筒を設ける。
On the surface in the Y direction of the
図4(a)、図4(b)、図4(c)に示すように、間隔リブ6aと間隔リブ6aaは単位素子2aを交互に90度回転しながら積層した時に、隣接する間隔リブ6aと間隔リブ6aaが重なり合うように形成され、伝熱板4を一定の間隔に保持する働がある。本実施の形態では、間隔リブ6aおよび間隔リブ6aaの凸高さを1mmとしたので、伝熱板4は2mm毎に積層される。
As shown in FIG. 4A, FIG. 4B, and FIG. 4C, the
図4(a)、図4(b)、図4(c)に示すように、遮蔽リブ7aと遮蔽リブ7aaは単位素子2aを交互に90度回転しながら積層した時に、隣接する遮蔽リブ7aと遮蔽リブ7aaが重なり合うように形成され、熱交換器1aの通風路5を流通する一次気流Aおよび二次気流Bが熱交換器1aの端面から気流が漏れないように遮蔽する働きと、伝熱板4を一定の間隔に保持する働きがある。
As shown in FIGS. 4 (a), 4 (b), and 4 (c), the shielding
なお遮蔽リブ7a、7aaは熱交換器1aの伝熱板4を一定容積内で広く取るために、方形の単位素子2aの両端部に形成する構成としたが、熱交換器の設計や量産性などにより適宜決定する。
The shielding
図4(a)、図4(b)、図4(c)に示すように、遮蔽リブ凹部8と遮蔽リブ凸部16は単位素子2aを交互に90度回転しながら正しく積層した時には、隣接する遮蔽リブ凹部8の凹部と遮蔽リブ凸部16の凸部が嵌合するよう形成される。熱交換器1aは遮蔽リブ7aおよび遮蔽リブ7aaに設けた遮蔽リブ凹部8と遮蔽リブ凸部16の嵌合により、単位素子2a同士が互いに固定化され、且つ単位素子2aを積層する際に発生する位置ずれを防止する。熱交換器1aの側面における気流の遮蔽は、図4(c)に示すように隣接する遮蔽リブ7aおよび遮蔽リブ7aa同士が重なり合うことにより行われ、遮蔽リブ凹部8の凹部と遮蔽リブ凸部16の凸部の嵌合も気流の遮蔽を行う。本実施の形態では、金型の製造精度と樹脂成形の精度を考慮して、遮蔽リブ7aおよび遮蔽リブ7aaは必ず重なり合うようにし、遮蔽リブ凹部8と遮蔽リブ凸部16の嵌合は、気流が漏れない程度に高さ方向に0.1mmの積層逃がし部20aを設けた。なお0.1mmの高さ方向の積層逃がし部20aを設けたが、単位素子2aを正しく積層した時には、熱交換器1aの側面における気流の遮蔽と単位素子2a同士の嵌合ができれば良く、熱交換器の設計や製造精度により適宜決定する。
As shown in FIGS. 4 (a), 4 (b), and 4 (c), the shielding
図5(a)、図5(b)に示すように、単位素子2aを交互に90度回転せず、誤って積層した時には、遮蔽リブ凸部16の凸部は隣接する間隔リブ6aと干渉し、隣接する単位素子2a同士が嵌合できず、熱交換器1aの側面から確認すると単位素子2a同士に隙間があり、容易に単位素子2aの積み間違いを確認することができる構成となっている。
As shown in FIG. 5A and FIG. 5B, when the
なお遮蔽リブ凹部8および遮蔽リブ凸部16は単位素子2aの遮蔽リブ7aおよび遮蔽リブ7aaに設けたが、単位素子を正しく積層した時には隣接する単位素子の凹部と凸部が嵌合し、誤って積層した時には凸部と隣接する単位素子の一部が干渉する構造であれば、その他の構成の熱交換器を用いても同様の作用効果を得ることができる。
The
この明細書における干渉とは、単位素子2aを誤って積層した時に凸部と隣接する単位素子2aの一部が当たり、隣接する単位素子2a同士が嵌合できず隙間ができる状態のことである。また、単位素子2aを正しく積層するとは、単位素子2aに備えた凹部と凸部の嵌合構造が互いに嵌合し、気流の漏れが無く、熱交換器の基本性能が発揮できる状態のことであり、単位素子2aを誤って積層するとは、単位素子2aに備えた凸部と単位素子2aの一部が干渉し、隣接する単位素子2aの間に隙間ができ、気流の漏れが有り、熱交換器の基本性能が発揮できない状態のことである。
The interference in this specification is a state in which when the
図6(a)、図6(b)、図6(c)に示すように、貫通穴凹部17と貫通穴凸部10は単位素子2aを交互に90度回転しながら正しく積層した時には、隣接する貫通穴凹部17の凹部と貫通穴凸部10の凸部が嵌合するよう形成される。熱交換器1aは単位素子2aの四隅に設けた貫通穴凹部17と貫通穴凸部10の嵌合により、単位素子2a同士が互いに固定化され、且つ単位素子2aを積層する際に発生する位置ずれを防止する。熱交換器1aの四隅における気流の遮蔽は、図6(c)に示すように隣接する遮蔽リブ7aおよび遮蔽リブ7aa同士が重なり合うことにより行われ、貫通穴凹部17の凹部と貫通穴凸部10の凸部の嵌合も気流の遮蔽を行う。この明細書では、金型の製造精度と樹脂成形の精度を考慮して、遮蔽リブ7aおよび遮蔽リブ7aaは必ず重なり合うようにし、貫通穴凹部17と貫通穴凸部10の嵌合は、気流が漏れない程度に高さ方向に0.1mmの積層逃がし部20bを設けた。
As shown in FIGS. 6 (a), 6 (b), and 6 (c), the through-
なお0.1mmの高さ方向の積層逃がし部20bを設けたが、単位素子2aを正しく積層した時には、熱交換器1aの四隅における気流の遮蔽と単位素子2a同士の嵌合ができれば良く、熱交換器の設計や製造精度により適宜決定する。
Although the stacking
なお貫通穴凹部17および貫通穴凸部10は単位素子2aの単位素子2aの四隅に設けたが、単位素子を正しく積層した時には隣接する単位素子の凹部と凸部が嵌合し、間隔リブまたは遮蔽リブの少なくとも何れか、または間隔リブまたは遮蔽リブの少なくとも何れかに連結する構造であれば、その他の構成の熱交換器を用いても同様の作用効果を得ることができる。
The through-hole
また、図6(a)、図6(b)、図6(c)に示すように、積層確認凹部18と積層確認凸部11は単位素子2aを交互に90度回転しながら正しく積層した時には、隣接する積層確認凹部18の凹部と積層確認凸部11の凸部が嵌合するよう形成される。熱交換器1aは方形の単位素子2aの対角する2箇所に設けた積層確認凹部18と積層確認凸部11の嵌合により、単位素子2a同士が互いに固定化され、且つ単位素子2aを積層する際に発生する位置ずれを防止する。熱交換器1aの四隅における気流の遮蔽は、図6(c)に示すように隣接する遮蔽リブ7aおよび遮蔽リブ7aa同士が重なり合うことにより行われ、積層確認凹部18の凹部と積層確認凸部11の凸部の嵌合も気流の遮蔽を行う。この明細書では、金型の製造精度と樹脂成形の精度を考慮して、遮蔽リブ7aおよび遮蔽リブ7aaは必ず重なり合うようにし、積層確認凹部18と積層確認凸部11の嵌合は、気流が漏れない程度に高さ方向に0.1mmの積層逃がし部20cを設けた。
Further, as shown in FIGS. 6A, 6B, and 6C, when the stacking confirmation
なお0.1mmの高さ方向の積層逃がし部20cを設けたが、単位素子2aを正しく積層した時には、熱交換器1aの四隅における気流の遮蔽と単位素子2a同士の嵌合ができれば良く、熱交換器の設計や製造精度により適宜決定する。
Although the stacking
図7(a)、図7(b)、図7(c)に示すように、単位素子2aを交互に90度回転せず、誤って積層した時には、積層確認凸部11の凸部は隣接する遮蔽リブ7aaと干渉し、隣接する単位素子2a同士が嵌合できず、熱交換器1aの側面から確認すると単位素子2a同士に隙間があり、容易に単位素子2aの積み間違いを確認することができる構成となっている。
As shown in FIG. 7A, FIG. 7B, and FIG. 7C, when the
なお積層確認凹部18および積層確認凸部11は単位素子2aの対角にそれぞれ2個設けたが、単位素子を正しく積層した時には隣接する単位素子の凹部と凸部が嵌合し、誤って積層した時には凸部と隣接する単位素子の一部が干渉する構造であれば、その他の構成の熱交換器を用いても同様の作用効果を得ることができる。
Although the stacking
図8に示す伝熱板4は一辺が119mmの方形で、厚さが0.2〜0.01mm、好ましくは0.1〜0.01mmの和紙、防燃紙、伝熱性と透湿性と気体遮蔽性を有する特殊加工紙、透湿膜、または伝熱性のみを有するポリエステル系、ポリスチレン系のABS、AS、PS、ポリオレフィン系のPP、PEなどの樹脂シート、樹脂フィルムなどで構成される。伝熱板4の四隅には貫通穴9を4個設け、方形の伝熱板4の一つの対角線上に位置決め穴21を2個設け、この伝熱板4を樹脂金型に挿入し、インサート射出成形を用いて単位素子2aを一体成形する。伝熱板4を樹脂金型内に挿入する際、伝熱板4を位置決め、固定するためのピンを樹脂金型に設けておき、樹脂金型のピンと伝熱板4の位置決め穴21によって伝熱板4の位置決めを行う。
The
図9(a)、図9(b)、図9(c)に示すように、位置決め貫通穴13a、13aaは伝熱板4の位置決め穴21の周囲に形成され、位置決め凸部12の凸部は単位素子2aを交互に90度回転しながら正しく積層した時には、隣接する位置決め貫通穴13a、13aaと嵌合するように形成され、位置決め平面部19は隣接する位置決め貫通穴13aの穴を塞ぐように形成される。
9 (a), 9 (b), and 9 (c), the positioning through
熱交換器1aは単位素子2aの対角線上に設けた位置決め貫通穴13a、13aaと位置決め凸部12の嵌合により、単位素子2a同士が互いに固定化され、且つ単位素子2aを積層する際に発生する位置ずれを防止する。熱交換器1aの中央部における気流の遮蔽は、図9(c)に示すように隣接する位置決め平面部19と位置決め貫通穴13aおよび位置決め凸部12の凸部下面と位置決め貫通穴13aaが重なり合うことにより行われ、位置決め貫通穴13a、13aaの穴と位置決め凸部12の凸部の嵌合も気流の遮蔽を行う。この明細書では、金型の製造精度と樹脂成形の精度を考慮して、位置決め平面部19と位置決め貫通穴13aおよび位置決め凸部12の凸部下面と位置決め貫通穴13aaは必ず重なり合うようにし、位置決め貫通穴13a、13aaと位置決め凸部12の嵌合は、気流が漏れない程度に高さ方向に0.3mmの積層逃がし部20dを設けた。なお0.3mmの高さ方向の積層逃がし部20dを設けたが、単位素子2aを正しく積層した時には、熱交換器1aの中央部における気流の遮蔽と単位素子2a同士の嵌合ができれば良く、熱交換器の設計や製造精度により適宜決定する。
The
図10(a)、図10(b)、図10(c)に示すように、単位素子2aを交互に90度回転せず、誤って積層した時には、位置決め凸部12の凸部は隣接する位置決め平面部19と干渉し、隣接する単位素子2a同士が嵌合できず、熱交換器1aの側面から確認すると単位素子2a同士に隙間があり、容易に単位素子2aの積み間違いを確認することができる構成となっている。
As shown in FIGS. 10 (a), 10 (b), and 10 (c), when the
なお、位置決め貫通穴13a、13aa、位置決め凸部12および位置決め平面部19は単位素子2aの対角線上にそれぞれ2個設けたが、単位素子を正しく積層した時には隣接する単位素子の穴と凸部が嵌合し、誤って積層した時には凸部と隣接する単位素子の一部が干渉する構造であれば、その他の構成の熱交換器を用いても同様の作用効果を得ることができる。
The positioning through-
図6(c)と図8に示すように、伝熱板4と樹脂を一体成形して形成された単位素子2aにおいて、伝熱板4の貫通穴9は遮蔽リブ7a、7aaの貫通穴9と同じ位置で、単位素子2aに貫通する穴が形成され、この穴の周囲に貫通穴凸部10および貫通穴凹部17が形成される。
As shown in FIGS. 6C and 8, in the
図6(c)と図9(c)に示すように、貫通穴9、貫通穴凸部10および貫通穴凹部17は遮蔽リブ7a、7aaに連結する位置に構成し、位置決め貫通穴13a、13aa、位置決め凸部12および位置決め平面部19は間隔リブ6a、6aaに連結する位置に構成しているため、一回の樹脂成形でこれらを有する単位素子2aが形成できる。
As shown in FIGS. 6 (c) and 9 (c), the through
なお、貫通穴9、貫通穴凸部10および貫通穴凹部17は遮蔽リブ7a、7aaに連結する位置に形成し、位置決め貫通穴13a、13aa、位置決め凸部12および位置決め平面部19は間隔リブ6a、6aaに連結する位置に形成したが、貫通穴9、貫通穴凸部10、貫通穴凹部17、位置決め貫通穴13a、13aa、位置決め凸部12および位置決め平面部19は間隔リブ6a、6aaまたは遮蔽リブ7a、7aaの少なくとも何れか、または間隔リブ6a、6aaまたは遮蔽リブ7a、7aaの少なくとも何れかに連結する位置に設け、伝熱板4と樹脂を一体成形して単位素子2aを得る際に、一回の樹脂成形で一体に形成できれば良く、その他の構成を用いても同様の作用効果を得ることができる。
The through-
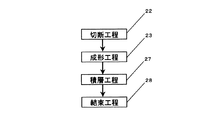
図11と図12に熱交換器1aの製造工程および製造方法を示す。切断工程22は伝熱板4を所定の大きさに切断する。
11 and 12 show a manufacturing process and a manufacturing method of the
次の成形工程23は伝熱板4を射出成形金型24に挿入し、射出成形機にて伝熱板4と樹脂を一体成形するインサート射出成形工法で単位素子2aが得られる。この樹脂としては熱可塑性樹脂を適用し、樹脂の種類としては、ポリエステル系、ポリスチレン系のABS、AS、PS、またはポリオレフィン系のPP、PEなどが用いられる。また熱可塑性樹脂の中にガラス繊維または炭素繊維の無機充填剤を添加した樹脂を用いても良い。無機充填剤の添加量は樹脂の重量に対して1〜50重量%、更に好ましくは10〜30重量%であり、樹脂に無機充填剤を添加すると、樹脂成形品の単位素子2aは強度と反りや収縮性の物性が向上することと、一体成形する伝熱板4と樹脂との接着性が向上する。これは化学結合による接着性が向上するのではなく、無機充填剤と伝熱板4との繊維の絡まりが強くなった物理結合が向上するものである。
In the
無機充填剤の添加量は樹脂の重量に対して多く混入すると、樹脂成形品の強度と反りや収縮性の物性が向上するが、50重量%以上になると、射出成形する時の溶融した樹脂の流動性が低下するため、樹脂成形品が得られない場合があり、無機充填剤の添加量は樹脂成形品の必要強度、樹脂物性、射出成形機の仕様などにより適宜決定する。 If a large amount of the inorganic filler is added relative to the weight of the resin, the strength, warpage and shrinkage properties of the resin molded product will be improved. Since the fluidity decreases, a resin molded product may not be obtained, and the amount of the inorganic filler added is appropriately determined depending on the required strength of the resin molded product, the physical properties of the resin, the specifications of the injection molding machine, and the like.
この成形工程23は、溶融した樹脂を伝熱板4のX方向からから射出成形金型24内に射出すると、樹脂流路を通り、金型のゲート部から単位素子2aに設けた遮蔽リブ注入口14aおよび間隔リブ注入口15から流入し、更に溶融した樹脂は射出圧力が高いため、伝熱板4のX方向表面の間隔リブ6aおよび遮蔽リブ7aを成形すると共に、和紙などの紙類で構成された伝熱板4を貫通し、伝熱板4Y方向表面の間隔リブ6aaおよび遮蔽リブ7aaと連結する形で形成することができるので、一回の成形で伝熱板4と間隔リブ6a、6aaと遮蔽リブ7a、7aaを有する単位素子2aを形成することができる。
In this
単位素子2aを樹脂成形する射出成形金型24はランナーレスにする手段を備え、ランナーレスにする手段として、オープンゲート式またはバルブゲート式のホットランナーを使用する。ヒータ25によりランナー・ゲート部を加熱制御して溶融樹脂を常に流動化状態に保てるため、樹脂成形時に廃材となるスプル・ランナー26が出ず、樹脂材料費削減と省資源化することができる。また成形品の単位素子2aのみを射出成形金型24から連続的に取り出せるので成形サイクルを短縮することができる。
The
この明細書のスプルとは、射出成形金型24において成形材料の流路の一部で円錐形の部分を指し、ランナーとは射出成形金型24においてキャビティに溶融樹脂を流し込む径路のうち、スプルからゲートまでの部分を指す。
The sprue in this specification refers to a conical part of the flow path of the molding material in the
またバルブゲート式のホットランナーはゲート開閉機能を有するので、溶融樹脂が射出成形金型24から注入される単位素子2aの遮蔽リブ注入口14aおよび間隔リブ注入口15においてバリができないため、単位素子2aを積層した際に隣接する単位素子2a同士がバリによって干渉することがなく、隙間無く単位素子2aを積層することができる。
Further, since the valve gate type hot runner has a gate opening / closing function, the burr cannot be formed at the shielding
次の積層工程27は単位素子2aを交互に90度回転しながら積層し、単位素子2aの四隅に設けた貫通穴9に支持棒3を挿入する工程である。
The
次の結束工程28は貫通穴9に挿入した支持棒3の両端に止め具を付設し単位素子2a同士を結束することによって熱交換器1aを得る工程である。また、支持棒3は熱可塑性樹脂などよりなるものであって、支持棒3の両端を熱によって溶融し単位素子2a同士を締め付けた状態で固化させることにより結束するものであってもよい。なお本発明における結束とは、単位素子2a同士を機械的拘束により固定化したものである。
The
熱交換器1aは間隔リブ6aおよび遮蔽リブ7aに連結する位置に溶融樹脂を注入する遮蔽リブ注入口14aおよび間隔リブ注入口15を備え、間隔リブ6a、6aaおよび遮蔽リブ7a、7aaが何れかで連結している構成である。また遮蔽リブ注入口14aおよび間隔リブ注入口15は、単位素子2aを積層した時に隣接する単位素子2aが干渉しないように逃がす手段を備え、逃がす手段として、間隔リブ6aおよび遮蔽リブ7aに段落としを設ける。また段落としとして遮蔽リブ7aに連結し、通風路5内に遮蔽リブ注入口14aを設ける。
The
図4(a)、図4(b)、図4(c)に示すように、遮蔽リブ注入口14aは通風路5内に段落としを設けたことにより、溶融樹脂が金型から注入される遮蔽リブ注入口14aにおいてバリが万一発生しても、単位素子2aを積層した際に隣接する単位素子2a同士は段落しによってバリを逃がすことにより干渉せず、更に前記バリは通風路5内に位置するため、隣接する単位素子2aとの通風路5空間によってバリを逃がすことにより更に干渉せず、隙間無く単位素子2aを積層することができる。
As shown in FIGS. 4 (a), 4 (b), and 4 (c), the shielding
図13(a)、図13(b)、図13(c)に示すように、間隔リブ6aに設けた間隔リブ注入口15は単位素子2aを交互に90度回転しながら正しく積層した時には、隣接する間隔リブ6aaと重なり合うが、間隔リブ注入口15は間隔リブ6aの上面に凹高さ0.5mmに間隔リブ6aを段落しするような形状のため、溶融樹脂が金型から注入される間隔リブ注入口15においてバリが万一発生しても、単位素子2aを積層した際に隣接する単位素子2a同士は逃がす手段によってバリを逃がすことにより干渉せず、隙間無く単位素子2aを積層することができる。
As shown in FIGS. 13 (a), 13 (b), and 13 (c), when the interval
この明細書における段落しとは、溶融樹脂が金型から単位素子2aに注入される注入口において、バリが万一発生しても、単位素子2aを積層した際に隣接する単位素子2a同士が干渉しないように、周囲の樹脂リブより凸高さを下げることである。
In this specification, the term “paragraph” means that even if burrs occur at the injection port through which molten resin is injected from the mold into the
なお、間隔リブ注入口15の段落しは間隔リブ6aの上面に設け、遮蔽リブ注入口14aの段落しは遮蔽リブ7aに連結するように設けたが、溶融樹脂を注入する注入口は、間隔リブ6aまたは遮蔽リブ7aの少なくとも何れかに連結し、通風路5内に設け、バリを逃がすように段落しにする構成であれば良く、その他の構成を用いても同様の作用効果を得ることができる。
The
上記構成により、熱交換器1aは、単位素子2aを積層した際に積み間違いが分かる手段として、遮蔽リブ7a、7aaに遮蔽リブ凹部8と遮蔽リブ凸部16を備えたことにより、単位素子2aを正しく積層した時には隣接する単位素子2aの遮蔽リブ凹部8の凹部と遮蔽リブ凸部16の凸部が嵌合し、誤って積層した時には遮蔽リブ凸部16の凸部と隣接する単位素子2aの一部(間隔リブ6a)が干渉するため、単位素子2aの積み間違いを容易に確認することができ、積み間違いを修正することによって生産工程の不良を低減することができ、量産性を向上することができる。また単位素子2aの積み間違いに起因する密封性の低下を防止することができ、気流の漏れを防止することができる。また遮蔽リブ凹部8の凹部と遮蔽リブ凸部16の凸部は単位素子2aを積層した際に凹部と凸部が嵌合することにより、単位素子2a同士が互いに固定するため、単位素子2aのずれに起因する密封性の低下を防止することができ、気流の漏れを防止することができ、また前記嵌合構造が単位素子2aを積層する際に発生する位置ずれを防止することにより、量産性を向上することができる。
With the above configuration, the
また単位素子2aの積み間違いによって、伝熱板4毎に同じ方向に通風路5が形成され、一次気流Aと二次気流Bを熱交換器1aに流通すると、誤って積層した部分については熱交換がされない。単位素子2aを積層した際に積み間違いが分かる手段を備えたことにより、単位素子2aの積み間違いによって、伝熱板4毎に正しく通風路5が形成できないことに起因する熱交換効率の低下を防止することができる。
Further, when the
また熱交換器1aは、単位素子2aに貫通穴9と、第一の凹部(1)と第一の凸部(1)として貫通穴凹部17および貫通穴凸部10と、第二の凹部(2)と第二の凸部(2)として積層確認凹部18および積層確認凸部11を備えたことにより、第一の凹部(1)と第一の凸部(1)は単位素子2aを積層した際に貫通穴凹部17と貫通穴凸部10が嵌合することにより、単位素子2a同士が互いに固定するため、単位素子2aのずれに起因する密封性の低下を防止することができ、気流の漏れを防止することができる。
In addition, the
また貫通穴9の周囲に設けた前記第一の嵌合構造が、単位素子2aを積層する際に発生する位置ずれを防止することにより量産性を向上することができる。更に第二の凹部(2)と第二の凸部(2)は単位素子2aを正しく積層した時には隣接する単位素子2aの積層確認凹部18と積層確認凸部11が嵌合し、誤って積層した時には積層確認凸部11と隣接する単位素子2aの一部(遮蔽リブ7aa)が干渉するため、単位素子2aの積み間違いを容易に確認することができ、積み間違いを修正することによって生産工程の不良を低減することができ、量産性を向上することができる。また単位素子2aの積み間違いに起因する密封性の低下を防止することができ、気流の漏れを防止することができる。また第二の凹部(2)と第二の凸部(2)は単位素子2aを積層した際に積層確認凹部18と積層確認凸部11が嵌合することにより、単位素子2a同士が互いに固定するため、単位素子2aのずれに起因する密封性の低下を防止することができ、気流の漏れを防止することができ、また前記第二の嵌合構造が単位素子2aを積層する際に発生する位置ずれを防止することにより、量産性を向上することができる。
Further, the first fitting structure provided around the through
また熱交換器1aは、単位素子2aを積層した際に貫通穴9に支持棒3を通し、単位素子2a同士を結束したことにより、単位素子2aのずれに起因する密封性の低下を防止することができ、気流の漏れを防止することができる。
Moreover, the
また熱交換器1aは、伝熱板4に位置決め穴21を備え、単位素子2aに位置決め貫通穴13a、13aaと位置決め凸部12と位置決め平面部19を備えたことにより、金型内に伝熱板4を挿入してから射出成形するインサート射出成形を用いた場合、伝熱板4に設けた位置決め穴21の穴は、樹脂金型に伝熱板4を挿入する際の位置決めを容易に行うことができ、量産性を向上することができる。また単位素子2aを正しく積層した時には隣接する単位素子2aの位置決め貫通穴13a、13aaの穴と位置決め凸部12の凸部が嵌合し、誤って積層した時には位置決め凸部12の凸部と隣接する単位素子2aの一部(位置決め平面部19)が干渉するため、単位素子2aの積み間違いを容易に確認することができ、積み間違いを修正することによって生産工程の不良を低減することができ、量産性を向上することができる。また単位素子2aの積み間違いに起因する密封性の低下を防止することができ、気流の漏れを防止することができる。また貫通穴と凸部は単位素子2aを積層した際に位置決め貫通穴13a、13aaの穴と位置決め凸部12の凸部が嵌合することにより、単位素子2a同士が互いに固定するため、単位素子2aのずれに起因する密封性の低下を防止することができ、気流の漏れを防止することができ、また前記嵌合構造が単位素子2aを積層する際に発生する位置ずれを防止することにより、量産性を向上することができる。
Further, the
また熱交換器1aは、単位素子2aの間隔リブ6a、6aaおよび遮蔽リブ7a、7aaは何れかで連結しているため、間隔リブ6a、6aaおよび遮蔽リブ7a、7aaを有する単位素子2aが一回の樹脂成形で一体に形成でき、量産性を向上することができ、更に金型内に伝熱板4を挿入してから射出成形するインサート射出成形を用いると、一回の成形で伝熱板4と間隔リブ6a、6aaと遮蔽リブ7a、7aaが一体成形され、単位素子2aを形成できることにより加工工程が少なくでき、更に量産性を向上することができ、また、部品点数が少なく、製造コストを低減することができる。
Further, in the
また熱交換器1aは、溶融した樹脂を伝熱板4のX方向からから射出成形金型24内に射出すると、樹脂流路を通り、金型のゲート部から単位素子2aに設けた遮蔽リブ注入口14aおよび間隔リブ注入口15から流入し、更に溶融した樹脂は射出圧力が高いため、伝熱板4のX方向表面の間隔リブ6aおよび遮蔽リブ7aを成形すると共に、和紙などの紙類で構成された伝熱板4を貫通し、伝熱板4Y方向表面の間隔リブ6aaおよび遮蔽リブ7aaと連結する形で形成することができるので、一回の成形で伝熱板4と間隔リブ6a、6aaと遮蔽リブ7a、7aaを有する単位素子2aを形成することができることにより、加工工程が少なくでき、量産性を向上することができ、また、部品点数が少なく、製造コストを低減することができる。また伝熱板4X方向表面の間隔リブ6aおよび遮蔽リブ7aと伝熱板Y方向表面の間隔リブ6aaおよび遮蔽リブ7aaがインサート射出成形する際に伝熱板4を間に挟んで一体形成されるので、気密性の高い単位素子2aが形成でき、この単位素子2aを積層することにより、気流の漏れを防止することができる熱交換器1aが得られる。
Further, when the
また熱交換器1aは、単位素子2aの間隔リブ6a、6aaおよび遮蔽リブ7a、7aaは何れかで連結し、且つ樹脂で構成されているため、間隔リブ6a、6aaまたは遮蔽リブ7a、7aaの少なくとも何れか、または間隔リブ6a、6aaまたは遮蔽リブ7a、7aaの少なくとも何れかに連結する位置に貫通穴9を設けたことにより、間隔リブ6a、6aaと遮蔽リブ7a、7aaと貫通穴9を有する単位素子2aが一回の樹脂成形で一体に形成でき、量産性を向上することができる。
Moreover, since the
また熱交換器1aは、単位素子2aを方形に構成したために、一つの単位素子2aを90度回転しながら交互に積層するだけで熱交換器1aが形成できるため、一つの金型を設けるだけでよく、製造コストを低減することができる。
In addition, since the
また熱交換器1aは、貫通穴9を方形の単位素子2aの四隅に設けたことにより、単位素子2aを誤って積層した時には、貫通穴9の周囲に設けた積層確認凸部11と隣接する単位素子2aの一部(遮蔽リブ7aa)が干渉している状態が、熱交換器1a側面から容易に確認することができ、積み間違いを修正することによって生産工程の不良を低減することができ、量産性を向上することができる。
Further, the
また熱交換器1aは、単位素子2aの間隔リブ6a、6aaおよび遮蔽リブ7a、7aaは何れかで連結し、且つ樹脂で構成されているため、間隔リブ6aに間隔リブ注入口15を設け、遮蔽リブ7aに連結する位置に遮蔽リブ注入口14aを設けたことにより、成形工程23において、伝熱板4を射出成形金型24に挿入し、射出成形機にて伝熱板4と樹脂を一体成形するインサート射出成形工法で単位素子2aを成形する際、間隔リブ注入口15および遮蔽リブ注入口14aから溶融樹脂が注入することによって、間隔リブ6a、6aaおよび遮蔽リブ7a、7aaを有する単位素子2aが一回の樹脂成形で一体に形成でき、量産性を向上することができる。またインサート射出成形工法を用いたことにより、一回の成形で伝熱板4と間隔リブ6a、6aaと遮蔽リブ7a、7aaが一体成形され、単位素子2aを形成できることにより加工工程が少なくでき、更に量産性を向上することができ、また、部品点数が少なく、製造コストを低減することができる。
Further, since the
また間隔リブ注入口15および遮蔽リブ注入口14aは、単位素子2aを積層した際に隣接する単位素子2aが干渉しないように逃がす手段として、間隔リブ6aおよび遮蔽リブ7aに段落としを備えているため、溶融樹脂が射出成形金型24から注入される単位素子2aの間隔リブ注入口15および遮蔽リブ注入口14aにおいてバリが万一発生しても、単位素子2aを積層した際に隣接する単位素子2a同士は逃がす手段によってバリを逃がすことにより干渉せず、隙間無く単位素子2aを積層することができ、気流の漏れを防止することができる。
The spacing
また遮蔽リブ注入口14aの段落としは、遮蔽リブ7aに連結し、通風路5内に設けたことにより、溶融樹脂が射出成形金型24から注入される単位素子2aの注入口においてバリが万一発生しても、単位素子2aを積層した際に隣接する単位素子2a同士は段落しによってバリを逃がすことにより干渉せず、更に前記バリは通風路5内に位置するため、隣接する単位素子との通風路5空間によってバリを逃がすことにより更に干渉せず、隙間無く単位素子2aを積層することができ、気流の漏れを防止することができる。
Further, as the paragraph of the shielding
また単位素子2aを樹脂成形する射出成形金型24にランナーレスにする手段を備えたことにより、樹脂成形時に廃材となるスプル・ランナー26が出ず、樹脂材料費削減により製造コストを低減することができ、また省資源化することができる。
Further, by providing the
またランナーレスにする手段として、ホットランナーを使用したことにより、射出成形金型24のランナー・ゲート部をヒータ25で加熱制御して常に流動化状態に保てるため、樹脂成形時に廃材となるスプル・ランナー26が出ず、樹脂材料費削減により製造コストを低減することができ、また省資源化することができる。また成形品の単位素子2aのみを射出成形金型24から連続的に取り出せるので成形サイクルの短縮ができ、量産性を向上することができる。
In addition, as a means to make runnerless, by using a hot runner, the runner gate part of the
またオープンゲート式のホットランナーを使用したことにより、射出成形金型24のランナー・ゲート部をヒータ25で加熱制御して常に流動化状態に保てるため、樹脂成形時に廃材となるスプル・ランナー26が出ず、樹脂材料費削減により製造コストを低減することができ、また省資源化することができる。また成形品の単位素子2aのみを射出成形金型24から連続的に取り出せるので成形サイクルの短縮ができ、量産性を向上することができる。
In addition, the use of an open gate type hot runner allows the runner gate portion of the
またゲート開閉機能を有するバルブゲート式のホットランナーを使用したことにより、溶融樹脂が射出成形金型24から注入される単位素子2aの間隔リブ注入口15および遮蔽リブ注入口14aにおいてバリができないため、単位素子2aを積層した際に隣接する単位素子2a同士がバリによって干渉することがなく、隙間無く単位素子2aを積層することができ、気流の漏れを防止することができる。
Further, since a valve gate type hot runner having a gate opening / closing function is used, burrs cannot be formed at the interval
(実施の形態2)
図14は熱交換器の概略斜視図、図15(a)はX方向から見た単位素子の概略斜視図、図15(b)はY方向から見た単位素子の概略斜視図、図16(a)は単位素子を正しく積層した熱交換器の概略斜視図、図16(b)はD−D断面の熱交換器の概略斜視図、図16(c)はD−D断面の熱交換器の概略拡大斜視図、図17(a)は単位素子を誤って積層した熱交換器の概略斜視図、図17(b)はE−E断面の熱交換器の概略斜視図、図17cはE−E断面の熱交換器の概略拡大斜視図、図18(a)は単位素子を正しく積層した熱交換器の概略斜視図、図18(b)はF−F断面の熱交換器の概略斜視図、図18(c)はF−F断面の熱交換器の概略拡大斜視図、図19(a)は単位素子を誤って積層した熱交換器の概略斜視図、図19(b)はG−G断面の熱交換器の概略斜視図、図19(c)はG−G断面の熱交換器の概略拡大斜視図である。
(Embodiment 2)
14 is a schematic perspective view of the heat exchanger, FIG. 15A is a schematic perspective view of the unit element viewed from the X direction, FIG. 15B is a schematic perspective view of the unit element viewed from the Y direction, and FIG. a) is a schematic perspective view of a heat exchanger in which unit elements are correctly stacked, FIG. 16B is a schematic perspective view of a heat exchanger having a DD section, and FIG. 16C is a heat exchanger having a DD section. 17 (a) is a schematic perspective view of a heat exchanger in which unit elements are stacked by mistake, FIG. 17 (b) is a schematic perspective view of a heat exchanger with an EE cross section, and FIG. FIG. 18 (a) is a schematic perspective view of a heat exchanger in which unit elements are correctly stacked, and FIG. 18 (b) is a schematic perspective view of a heat exchanger of FF cross section. FIG. 18 (c) is a schematic enlarged perspective view of a heat exchanger having an F-F cross section, FIG. 19 (a) is a schematic perspective view of a heat exchanger in which unit elements are mistakenly stacked, . 19 (b) schematic perspective view of a heat exchanger of cross-section G-G, FIG. 19 (c) is a schematic enlarged perspective view of a heat exchanger of cross-section G-G.
実施の形態1と同一部分は同一符号を附し詳細な説明は省略する。同一の作用効果を有する。 The same parts as those in the first embodiment are denoted by the same reference numerals, and detailed description thereof is omitted. Has the same effect.
図14、図15(a)、図15(b)、図16(a)、図16(b)、図16(c)において、熱交換器1bは一辺が120mmの方形で厚みが2.0mmの単位素子2bを交互に90度回転しながら積層し、支持棒3にて単位素子2b同士を結束することにより構成され、伝熱板4の間に形成された通風路5に、一次気流Aと二次気流Bを流通すると、一次気流Aと二次気流Bとは伝熱板4を介して直交しながら熱交換を行う。
14, FIG. 15 (a), FIG. 15 (b), FIG. 16 (a), FIG. 16 (b), and FIG. 16 (c), the
図15(a)および図15(b)の単位素子2bは、伝熱板4のX方向表面に間隔リブ6a、間隔リブ凸部29、遮蔽リブ7a、貫通穴9、貫通穴凸部10、位置決め凸部12、位置決め貫通穴13a、遮蔽リブ注入口14b、間隔リブ注入口15を備え、伝熱板4のY方向表面に間隔リブ6aa、間隔リブ凹部30、遮蔽リブ7aa、貫通穴9、位置決め貫通穴13aa、貫通穴凹部17、位置決め平面部19を備え、間隔リブ6a、6aaおよび遮蔽リブ7a、7aaが伝熱板4を間に挟むように、樹脂にて一体成形して得られる。
The
伝熱板4のX方向表面において、間隔リブ6aは高さ1mm、幅1mmで所定間隔に6本形成し、遮蔽リブ7aは伝熱板4の向かい合う一組の両端で間隔リブ6aと平行に高さ1mm、幅5mmに形成する。間隔リブ凸部29は間隔リブ6aの上面の両端に、凸高さ0.4mm、幅1mm、長さ15mmに凸形状に形成する。遮蔽リブ注入口14bは台形状で遮蔽リブ7aと連結し、通風路5の外側に、伝熱板4から凸高さ0.5mmに形成する。貫通穴9は単位素子2bの四隅であって、遮蔽リブ7aに4箇所穴を設ける。貫通穴凸部10は貫通穴9の4箇所の穴の一部として、方形の単位素子2bの対角する2箇所に、貫通穴9の穴の周囲に凸高さ0.4mmの凸形状を形成する。位置決め凸部12は間隔リブ6aの上面に凸高さ1.7mmで2個設け、位置決め貫通穴13aは間隔リブ6aに凸高さ1.0mmで2個の円筒を設け、間隔リブ注入口15は間隔リブ6aの上面に凹高さ0.5mmに間隔リブ6aの段を落とすような形状に形成する。
On the surface of the
伝熱板4のY方向表面において、間隔リブ6aaは間隔リブ6aと直交し、高さ1mm、幅1mmで所定間隔に6本形成し、遮蔽リブ7aaは伝熱板4の向かい合う一組の両端で間隔リブ6aaと平行に高さ1mm、幅5mmに形成する。間隔リブ凹部30は間隔リブ6aaの上面の両端に、凹高さ0.5mm、幅1mm、長さ15.1mmに凹形状に形成する。貫通穴9は単位素子2bの四隅であって、遮蔽リブ7aaに4箇所穴を設ける。貫通穴凹部17は貫通穴9の4箇所の穴の一部として、方形の単位素子2bの対角する2箇所に、貫通穴9の穴の周囲に凹高さ0.5mmの凹形状を形成する。位置決め平面部19は伝熱板4を挟んで位置決め凸部12の反対側に凸高さ1.0mmの円柱を2箇所設け、位置決め貫通穴13aaは伝熱板4を挟んで位置決め貫通穴13aの反対側に凸高さ1.0mmで2個の円筒を設ける。
On the surface in the Y direction of the
図16(a)、図16(b)、図16(c)に示すように、間隔リブ6aと間隔リブ6aaは単位素子2aを交互に90度回転しながら積層した時に、隣接する間隔リブ6aと間隔リブ6aaが重なり合うように形成され、伝熱板4を一定の間隔に保持する働がある。本実施の形態では、間隔リブ6aおよび間隔リブ6aaの凸高さを1mmとしたので、伝熱板4は2mm毎に積層される。
As shown in FIGS. 16 (a), 16 (b), and 16 (c), the
図16(a)、図16(b)、図16(c)に示すように、間隔リブ凸部29と間隔リブ凹部30は単位素子2bを交互に90度回転しながら正しく積層した時には、隣接する間隔リブ凸部29の凸部と間隔リブ凹部30の凹部が嵌合するよう形成される。熱交換器1bは間隔リブ6aおよび間隔リブ6aaに設けた間隔リブ凸部29と間隔リブ凹部30の嵌合により、単位素子2b同士が互いに固定化され、且つ単位素子2bを積層する際に発生する位置ずれを防止する。熱交換器1bの伝熱板4を一定の間隔に保持する構成は、図16(c)に示すように隣接する間隔リブ6aおよび間隔リブ6aa同士が重なり合うことにより行われ、間隔リブ凸部29の凸部と間隔リブ凹部30の凹部の嵌合も伝熱板4を一定の間隔に保持する。この明細書では、金型の製造精度と樹脂成形の精度を考慮して、間隔リブ6aおよび間隔リブ6aaは必ず重なり合うようにし、間隔リブ凸部29と間隔リブ凹部30の嵌合は、高さ方向に0.1mmの積層逃がし部20eを設けた。なお0.1mmの高さ方向の積層逃がし部20eを設けたが、単位素子2bを正しく積層した時に、熱交換器1bの伝熱板4が一定の間隔に保たれれば良く、熱交換器の設計や製造精度により適宜決定する。
As shown in FIGS. 16 (a), 16 (b), and 16 (c), the
図17(a)、図17(b)、図17(c)に示すように、単位素子2bを交互に90度回転せず、誤って積層した時には、間隔リブ凸部29の凸部は隣接する遮蔽リブ7aaと干渉し、隣接する単位素子2b同士が嵌合できず、熱交換器1bの側面から確認すると単位素子2b同士に隙間があり、容易に単位素子2bの積み間違いを確認することができる構成となっている。
As shown in FIG. 17A, FIG. 17B, and FIG. 17C, when the
なお間隔リブ凸部29および間隔リブ凹部30は単位素子2bの間隔リブ6aおよび間隔リブ6aaに設けたが、単位素子を正しく積層した時には隣接する単位素子の凹部と凸部が嵌合し、誤って積層した時には凸部と隣接する単位素子の一部が干渉する構造であれば、その他の構成の熱交換器を用いても同様の作用効果を得ることができる。
The
図18(a)、図18(b)、図18(c)に示すように、貫通穴凹部17と貫通穴凸部10は単位素子2bを交互に90度回転しながら正しく積層した時には、隣接する貫通穴凹部17の凹部と貫通穴凸部10の凸部が嵌合するよう形成される。熱交換器1bは方形の単位素子2bの対角する2箇所に設けた貫通穴凹部17と貫通穴凸部10の嵌合により、単位素子2b同士が互いに固定化され、且つ単位素子2bを積層する際に発生する位置ずれを防止する。熱交換器1bの四隅における気流の遮蔽は、図18(c)に示すように隣接する遮蔽リブ7aおよび遮蔽リブ7aa同士が重なり合うことにより行われ、貫通穴凹部17の凹部と貫通穴凸部10の凸部の嵌合も気流の遮蔽を行う。
As shown in FIGS. 18 (a), 18 (b), and 18 (c), the through-hole
この明細書では、金型の製造精度と樹脂成形の精度を考慮して、遮蔽リブ7aおよび遮蔽リブ7aaは必ず重なり合うようにし、貫通穴凹部17と貫通穴凸部10の嵌合は、気流が漏れない程度に高さ方向に0.1mmの積層逃がし部20fを設けた。なお0.1mmの高さ方向の積層逃がし部20fを設けたが、単位素子2bを正しく積層した時には、熱交換器1bの四隅における気流の遮蔽と単位素子2b同士の嵌合ができれば良く、熱交換器の設計や製造精度により適宜決定する。
In this specification, in consideration of the manufacturing accuracy of the mold and the accuracy of resin molding, the shielding
図19(a)、図19(b)、図19(c)に示すように、単位素子2bを交互に90度回転せず、誤って積層した時には、貫通穴凸部10の凸部は隣接する遮蔽リブ7aaと干渉し、隣接する単位素子2b同士が嵌合できず、熱交換器1bの側面から確認すると単位素子2b同士に隙間があり、容易に単位素子2bの積み間違いを確認することができる構成となっている。
As shown in FIGS. 19 (a), 19 (b), and 19 (c), when the
なお貫通穴凹部17および貫通穴凸部10は貫通穴9の4箇所の穴の一部として、方形の単位素子2bの対角する2箇所に設けた。例えば、貫通穴9の4箇所に貫通穴凹部17の凹部と貫通穴凸部10の凸部を設けた場合、誤って単位素子2aを積層した時にも隣接する単位素子2aの貫通穴凹部17の凹部と貫通穴凸部10の凸部が嵌合し、単位素子2aの積み間違いが分からないため、貫通穴凹部17および貫通穴凸部10は貫通穴9の4箇所の穴の一部に備えた。この明細書では貫通穴9の4箇所の穴の一部として、方形の単位素子2bの対角する2箇所に設けが、貫通穴9の穴の一部とは、単位素子を正しく積層した時には隣接する単位素子の凹部と凸部が嵌合し、誤って積層した時には凸部と隣接する単位素子の一部が干渉する構造であれば、その他の構成の熱交換器を用いても同様の作用効果を得ることができる。
The through-hole
熱交換器1bは単位素子2bを積層した時に隣接する単位素子2bが干渉しないように逃がす手段を備え、逃がす手段として、遮蔽リブ7aに連結し、通風路5の外側に遮蔽リブ注入口14bの段落としを設けた構成である。
The
図14に示すように、遮蔽リブ注入口14bは通風路5の外側に段落としを設けたことにより、溶融樹脂が金型から注入される遮蔽リブ注入口14bにおいてバリが万一発生しても、単位素子2bを積層した際に隣接する単位素2b同士は段落しによってバリを逃がすことにより干渉せず、更に前記バリは通風路5の外側に位置するため、隣接する単位素子2bとの空間を大きくでき、バリを逃がすことにより更に干渉せず、隙間無く単位素子2bを積層することができる。
As shown in FIG. 14, the shielding
なお、遮蔽リブ注入口14bの段落しは遮蔽リブ7aに連結するように設けたが、溶融樹脂を注入する注入口は、遮蔽リブ7aの少なくとも何れかに連結し、通風路5の外側に設け、バリを逃がすように段落しにする構成であれば良く、その他の構成を用いても同様の作用効果を得ることができる。
Although the shielding
上記構成により、熱交換器1bは、単位素子2bを積層した際に積み間違いが分かる手段として、間隔リブ6a、6aaに間隔リブ凸部29と間隔リブ凹部30を備えたことにより、単位素子2bを正しく積層した時には隣接する単位素子2bの間隔リブ凸部29の凸部と間隔リブ凹部30の凹部が嵌合し、誤って積層した時には間隔リブ凸部29の凸部と隣接する単位素子2bの一部(遮蔽リブ7aa)が干渉するため、単位素子2bの積み間違いを容易に確認することができ、積み間違いを修正することによって生産工程の不良を低減することができ、量産性を向上することができる。また単位素子2bの積み間違いに起因する密封性の低下を防止することができ、気流の漏れを防止することができる。また間隔リブ凸部29の凸部と間隔リブ凹部30の凹部は単位素子2bを積層した際に凹部と凸部が嵌合することにより、単位素子2b同士が互いに固定するため、単位素子2bのずれに起因する密封性の低下を防止することができ、気流の漏れを防止することができ、また前記嵌合構造が単位素子2bを積層する際に発生する位置ずれを防止することにより、量産性を向上することができる。
With the above configuration, the
また熱交換器1bは、単位素子2bに貫通穴9を備え、この貫通穴9の一部の周囲として、方形の単位素子2bの対角する2箇所に貫通穴凹部17および貫通穴凸部10を備えたことにより、単位素子2bを正しく積層した時には隣接する単位素子2bの貫通穴凹部17と貫通穴凸部10が嵌合し、誤って積層した時には貫通穴凸部10と隣接する単位素子2bの一部(遮蔽リブ7aa)が干渉するため、単位素子2bの積み間違いを容易に確認することができ、積み間違いを修正することによって生産工程の不良を低減することができ、量産性を向上することができる。また単位素子2bの積み間違いに起因する密封性の低下を防止することができ、気流の漏れを防止することができる。また単位素子2bを積層した際に貫通穴凹部17と貫通穴凸部10が嵌合することにより、単位素子2b同士が互いに固定するため、単位素子2bのずれに起因する密封性の低下を防止することができ、気流の漏れを防止することができ、また前記嵌合構造が単位素子2bを積層する際に発生する位置ずれを防止することにより、量産性を向上することができる。
The
また遮蔽リブ注入口14bの段落としは、遮蔽リブ7aに連結し、通風路5の外側に設けたことにより、溶融樹脂が射出成形金型24から注入される単位素子2bの注入口においてバリが万一発生しても、単位素子2bを積層した際に隣接する単位素子2b同士は段落しによってバリを逃がすことにより干渉せず、更に前記バリは通風路5の外側に位置するため、隣接する単位素子2bとの空間を大きくでき、バリを逃がすことにより更に干渉せず、隙間無く単位素子2bを積層することができ、気流の漏れを防止することができる。
Further, as the paragraph of the shielding
(実施の形態3)
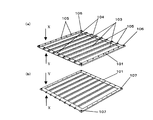
図20(a)はX方向から見た単位素子の概略斜視図、図20(b)はY方向から見た単位素子の概略斜視図、図20(c)は遮蔽リブ注入口14aの概略拡大斜視図である。
(Embodiment 3)
20A is a schematic perspective view of the unit element viewed from the X direction, FIG. 20B is a schematic perspective view of the unit element viewed from the Y direction, and FIG. 20C is a schematic enlarged view of the shielding
実施の形態1、2と同一部分は同一符号を附し詳細な説明は省略する。同一の作用効果を有する。 The same parts as those in the first and second embodiments are denoted by the same reference numerals, and detailed description thereof is omitted. Has the same effect.
図20(a)、図20(b)、図20(c)は図2(a)、図2(b)と同じ形状であり、遮蔽リブ注入口14aの位置を説明するために、単位素子2aの伝熱板4を除いた図である。図20(a)、図20(b)、図20(c)の単位素子2aの遮蔽リブ注入口14aおよび間隔リブ注入口15は、単位素子2aを積層した時に隣接する単位素子2aが干渉しないように逃がす手段を備え、逃がす手段として、間隔リブ6aおよび遮蔽リブ7aに段落としを設け、段落としとして遮蔽リブ7aに連結し、通風路5内に遮蔽リブ注入口14aを設ける。遮蔽リブ注入口14aは遮蔽リブ7aと間隔リブ6aaが交差する位置に2箇所設けた構成である。また間隔リブ6aと間隔リブ6aaは何れかで連結するように構成し、6本の間隔リブ6aと6本の間隔リブ6aaは直交するように交差して連結する構成とする。
20 (a), 20 (b), and 20 (c) have the same shape as FIGS. 2 (a) and 2 (b), and in order to explain the position of the shielding
成形工程23において、溶融した樹脂は単位素子2aのX方向からから射出成形金型24内に射出すると、樹脂流路を通り、金型のゲート部から単位素子2aに設けた遮蔽リブ注入口14aおよび間隔リブ注入口15から流入し、間隔リブ6aおよび遮蔽リブ7aを成形すると共に、間隔リブ6aaおよび遮蔽リブ7aaと連結する形で形成する。遮蔽リブ注入口14aは遮蔽リブ7aと間隔リブ6aaが交差する位置に設けたことにより、射出成形金型24内において遮蔽リブ注入口14aから注入された溶融樹脂は、単位素子2aを樹脂で形成する遮蔽リブ7a、7aaと間隔リブ6a、6aaに同時に流れるため樹脂成形性が良好である。また、間隔リブ6aと間隔リブ6aaは何れかで連結しているため、間隔リブ6a、6aaに流れ込んできた溶融樹脂は間隔リブ6aと間隔リブ6aaが連結している部分から分岐して流れるため樹脂成形性は更に良好になり、樹脂成形する射出圧力を低くすることができ、樹脂成形機の能力を小さくすることができるため、設備投資を小さくすることができるので、製造コストを低減することができる。
In the
なお実施の形態3では遮蔽リブ注入口14aおよび間隔リブ注入口15を設けて説明したが、間隔リブ注入口15を除き、遮蔽リブ注入口14aだけの構成としても、遮蔽リブ注入口14aは遮蔽リブ7aと間隔リブ6aaが交差する位置に設けたことにより、成形工程23の射出成形金型24内において遮蔽リブ注入口14aから注入された溶融樹脂は、単位素子2aを樹脂で形成する遮蔽リブ7a、7aaと間隔リブ6a、6aaに同時に流れるため樹脂成形性を良好にすることができる。
In the third embodiment, the shielding
上記構成により、熱交換器1aは、段落としとして設けた遮蔽リブ注入口14aを遮蔽リブ7aと間隔リブ6aaが交差する位置に設けたことにより、射出成形金型24内において遮蔽リブ注入口14aから注入された溶融樹脂は、単位素子2aを樹脂で形成する遮蔽リブ7a、7aaと間隔リブ6a、6aaに同時に流れるため樹脂成形性が良好である。また遮蔽リブ7aと間隔リブ6aaが交差する位置は単位素子2aにおいて樹脂の肉厚(容積)が大きいため、この位置に遮蔽リブ注入口14aを設けたことにより、樹脂成形する射出圧力を低くすることができ、樹脂成形機の能力を小さくすることができるため、設備投資を小さくすることができるので、製造コストを低減することができる。
With the above configuration, the
また、熱交換器1aは、間隔リブ6aと間隔リブ6aaは何れかで連結していることにより、射出成形金型24内において遮蔽リブ注入口14aから注入された溶融樹脂は、単位素子2aを樹脂で形成する遮蔽リブ7a、7aaと間隔リブ6a、6aaに同時に流れることに加え、間隔リブ6aと間隔リブ6aaは何れかで連結しているため、間隔リブ6a、6aaに流れ込んできた溶融樹脂は間隔リブ6aと間隔リブ6aaが連結している部分から分岐して流れるため樹脂成形性が良好であり、樹脂成形する射出圧力を低くすることができ、樹脂成形機の能力を小さくすることができるため、設備投資を小さくすることができるので、製造コストを低減することができる。
Further, in the
また、遮蔽リブ注入口14aを遮蔽リブ7aと間隔リブ6aaが交差する位置に設けたことや間隔リブ6aと間隔リブ6aaは何れかで連結していることにより、樹脂成形する射出圧力を低くすることができるため、遮蔽リブ注入口14aや間隔リブ注入口15などのゲート部を減少することができ、射出成形金型24にランナーレスにする手段として、オープンゲート式またはバルブゲート式のホットランナーを使用する場合、ホットランナーの数を減少することができため、設備投資を小さくすることができるので、製造コストを低減することができる。また樹脂成形する射出圧力を低くすることができるため、遮蔽リブ注入口14aや間隔リブ注入口15などのゲート部を減少することができため、樹脂成形した際の合流部(ウエルド)が減少するため、樹脂成形品の強度を高めることができる。
Further, the injection pressure for resin molding is lowered by providing the shielding
本発明は、家庭用の熱交換型換気扇やビルなどの全熱交換型換気装置などに使用する積層構造の熱交換器などの用途に関するものである。 The present invention relates to a use of a heat exchanger having a laminated structure used for a heat exchange type ventilation fan for home use or a total heat exchange type ventilation device such as a building.
1a 熱交換器
1b 熱交換器
2a 単位素子
2b 単位素子
3 支持棒
4 伝熱板
5 通風路
6a 間隔リブ
6aa 間隔リブ
7a 遮蔽リブ
7aa 遮蔽リブ
8 遮蔽リブ凹部
9 貫通穴
10 貫通穴凸部
11 積層確認凸部
12 位置決め凸部
13a 位置決め貫通穴
13aa 位置決め貫通穴
14a 遮蔽リブ注入口
14b 遮蔽リブ注入口
15 間隔リブ注入口
16 遮蔽リブ凸部
17 貫通穴凹部
18 積層確認凹部
19 位置決め平面部
20a 積層逃がし部
20b 積層逃がし部
20c 積層逃がし部
20d 積層逃がし部
20e 積層逃がし部
20f 積層逃がし部
21 位置決め穴
22 切断工程
23 成形工程
24 射出成形金型
25 ヒータ
26 スプル・ランナー
27 積層工程
28 結束工程
29 間隔リブ凸部
30 間隔リブ凹部
DESCRIPTION OF
Claims (7)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007064768A JP2007285691A (en) | 2006-03-22 | 2007-03-14 | Heat exchanger |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006078432 | 2006-03-22 | ||
| JP2007064768A JP2007285691A (en) | 2006-03-22 | 2007-03-14 | Heat exchanger |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007285691A true JP2007285691A (en) | 2007-11-01 |
| JP2007285691A5 JP2007285691A5 (en) | 2010-04-22 |
Family
ID=38757629
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007064768A Pending JP2007285691A (en) | 2006-03-22 | 2007-03-14 | Heat exchanger |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007285691A (en) |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009078168A1 (en) * | 2007-12-17 | 2009-06-25 | Panasonic Corporation | Heat exchange device and device for receiving heat generation body |
| JP2009168435A (en) * | 2007-12-17 | 2009-07-30 | Panasonic Corp | Heat exchanging device and heating element storage device using the same |
| WO2012090748A1 (en) * | 2010-12-28 | 2012-07-05 | 三菱重工業株式会社 | Method for manufacturing hot-water heater, and hot-water heater manufactured thereby |
| JP2012167847A (en) * | 2011-02-14 | 2012-09-06 | Mitsubishi Electric Corp | Plate heat exchanger and heat pump device |
| WO2013157055A1 (en) * | 2012-04-18 | 2013-10-24 | 三菱電機株式会社 | Heat-exchange element and air conditioner |
| WO2013157045A1 (en) * | 2012-04-20 | 2013-10-24 | 三菱電機株式会社 | Heat exchange element |
| JP5797328B2 (en) * | 2012-04-20 | 2015-10-21 | 三菱電機株式会社 | Heat exchange element |
| WO2017169410A1 (en) * | 2016-03-28 | 2017-10-05 | パナソニックIpマネジメント株式会社 | Heat exchanger |
| AU2014231681B2 (en) * | 2013-03-14 | 2018-06-28 | Nortek Air Solutions Canada, Inc. | Membrane-integrated energy exchange assembly |
| WO2020203556A1 (en) * | 2019-04-05 | 2020-10-08 | ダイキン工業株式会社 | Heat exchanger |
| JP2020169780A (en) * | 2019-04-05 | 2020-10-15 | ダイキン工業株式会社 | Heat exchanger |
| JP2020169781A (en) * | 2019-04-05 | 2020-10-15 | ダイキン工業株式会社 | Heat exchanger |
| JP2021042902A (en) * | 2019-09-11 | 2021-03-18 | ダイキン工業株式会社 | Heat exchanger |
| CN113864891A (en) * | 2021-08-31 | 2021-12-31 | 华为数字能源技术有限公司 | Heat exchange chip, heat exchange core and air conditioning box |
| WO2023286110A1 (en) * | 2021-07-12 | 2023-01-19 | 三菱電機株式会社 | Heat exchange element |
| WO2023243313A1 (en) * | 2022-06-15 | 2023-12-21 | パナソニックIpマネジメント株式会社 | Stacked structure, and heat-exchange-type ventilation device and air purification device using same |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63205833A (en) * | 1987-02-20 | 1988-08-25 | Matsushita Electric Ind Co Ltd | Production of optical disk substrate |
| JPH05322048A (en) * | 1992-05-22 | 1993-12-07 | Kubota Corp | Seal ring and its manufacture |
| JPH08110076A (en) * | 1994-10-11 | 1996-04-30 | Matsushita Seiko Co Ltd | Heat exchanging element |
| JP2000024843A (en) * | 1998-07-09 | 2000-01-25 | Matsushita Seiko Co Ltd | Manufacture of heat exchanger |
| JP2001167956A (en) * | 1999-12-08 | 2001-06-22 | Toyota Autom Loom Works Ltd | Device for supporting paddle for feeding |
| JP2002326257A (en) * | 2001-05-07 | 2002-11-12 | Mitsubishi Electric Corp | Injection molding machine for seal member |
| JP2003025379A (en) * | 2001-07-11 | 2003-01-29 | Nakanishi Metal Works Co Ltd | Method for manufacturing precise resin product, and seal for bearing |
| JP2003287387A (en) * | 2002-03-28 | 2003-10-10 | Matsushita Ecology Systems Co Ltd | Heat exchange membrane and heat exchange element |
| JP2004144148A (en) * | 2002-10-22 | 2004-05-20 | Nsk Ltd | Plastic seal for bearing |
| JP2005282907A (en) * | 2004-03-29 | 2005-10-13 | Matsushita Electric Ind Co Ltd | Heat exchanger |
| JP2006029692A (en) * | 2004-07-16 | 2006-02-02 | Matsushita Electric Ind Co Ltd | Heat exchanger |
-
2007
- 2007-03-14 JP JP2007064768A patent/JP2007285691A/en active Pending
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63205833A (en) * | 1987-02-20 | 1988-08-25 | Matsushita Electric Ind Co Ltd | Production of optical disk substrate |
| JPH05322048A (en) * | 1992-05-22 | 1993-12-07 | Kubota Corp | Seal ring and its manufacture |
| JPH08110076A (en) * | 1994-10-11 | 1996-04-30 | Matsushita Seiko Co Ltd | Heat exchanging element |
| JP2000024843A (en) * | 1998-07-09 | 2000-01-25 | Matsushita Seiko Co Ltd | Manufacture of heat exchanger |
| JP2001167956A (en) * | 1999-12-08 | 2001-06-22 | Toyota Autom Loom Works Ltd | Device for supporting paddle for feeding |
| JP2002326257A (en) * | 2001-05-07 | 2002-11-12 | Mitsubishi Electric Corp | Injection molding machine for seal member |
| JP2003025379A (en) * | 2001-07-11 | 2003-01-29 | Nakanishi Metal Works Co Ltd | Method for manufacturing precise resin product, and seal for bearing |
| JP2003287387A (en) * | 2002-03-28 | 2003-10-10 | Matsushita Ecology Systems Co Ltd | Heat exchange membrane and heat exchange element |
| JP2004144148A (en) * | 2002-10-22 | 2004-05-20 | Nsk Ltd | Plastic seal for bearing |
| JP2005282907A (en) * | 2004-03-29 | 2005-10-13 | Matsushita Electric Ind Co Ltd | Heat exchanger |
| JP2006029692A (en) * | 2004-07-16 | 2006-02-02 | Matsushita Electric Ind Co Ltd | Heat exchanger |
Cited By (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009168435A (en) * | 2007-12-17 | 2009-07-30 | Panasonic Corp | Heat exchanging device and heating element storage device using the same |
| EP2233875A1 (en) * | 2007-12-17 | 2010-09-29 | Panasonic Corporation | Heat exchange device and device for receiving heat generation body |
| CN101903737B (en) * | 2007-12-17 | 2012-05-23 | 松下电器产业株式会社 | Heat exchange device and device for receiving heat generation body by using the heat exchange device |
| WO2009078168A1 (en) * | 2007-12-17 | 2009-06-25 | Panasonic Corporation | Heat exchange device and device for receiving heat generation body |
| EP2233875A4 (en) * | 2007-12-17 | 2014-04-02 | Panasonic Corp | Heat exchange device and device for receiving heat generation body |
| WO2012090748A1 (en) * | 2010-12-28 | 2012-07-05 | 三菱重工業株式会社 | Method for manufacturing hot-water heater, and hot-water heater manufactured thereby |
| JP2012167847A (en) * | 2011-02-14 | 2012-09-06 | Mitsubishi Electric Corp | Plate heat exchanger and heat pump device |
| EP2851642A4 (en) * | 2012-04-18 | 2016-03-02 | Mitsubishi Electric Corp | Heat-exchange element and air conditioner |
| WO2013157055A1 (en) * | 2012-04-18 | 2013-10-24 | 三菱電機株式会社 | Heat-exchange element and air conditioner |
| US9903669B2 (en) | 2012-04-18 | 2018-02-27 | Mitsubishi Electric Corporation | Heat exchange element and air conditioner |
| WO2013157040A1 (en) * | 2012-04-18 | 2013-10-24 | 三菱電機株式会社 | Heat-exchange element and air conditioner |
| US9664452B2 (en) | 2012-04-20 | 2017-05-30 | Mitsubishi Electric Corporation | Heat exchange element |
| JPWO2013157056A1 (en) * | 2012-04-20 | 2015-12-21 | 三菱電機株式会社 | Heat exchange element |
| JP5797328B2 (en) * | 2012-04-20 | 2015-10-21 | 三菱電機株式会社 | Heat exchange element |
| WO2013157056A1 (en) * | 2012-04-20 | 2013-10-24 | 三菱電機株式会社 | Heat exchange element |
| WO2013157045A1 (en) * | 2012-04-20 | 2013-10-24 | 三菱電機株式会社 | Heat exchange element |
| US10352629B2 (en) | 2012-04-20 | 2019-07-16 | Mitsubishi Electric Corporation | Heat exchange element |
| AU2014231681B2 (en) * | 2013-03-14 | 2018-06-28 | Nortek Air Solutions Canada, Inc. | Membrane-integrated energy exchange assembly |
| WO2017169410A1 (en) * | 2016-03-28 | 2017-10-05 | パナソニックIpマネジメント株式会社 | Heat exchanger |
| JP2017180856A (en) * | 2016-03-28 | 2017-10-05 | パナソニックIpマネジメント株式会社 | Heat exchanger |
| WO2020203556A1 (en) * | 2019-04-05 | 2020-10-08 | ダイキン工業株式会社 | Heat exchanger |
| JP2020169780A (en) * | 2019-04-05 | 2020-10-15 | ダイキン工業株式会社 | Heat exchanger |
| JP2020169781A (en) * | 2019-04-05 | 2020-10-15 | ダイキン工業株式会社 | Heat exchanger |
| JP2021042902A (en) * | 2019-09-11 | 2021-03-18 | ダイキン工業株式会社 | Heat exchanger |
| WO2023286110A1 (en) * | 2021-07-12 | 2023-01-19 | 三菱電機株式会社 | Heat exchange element |
| CN113864891A (en) * | 2021-08-31 | 2021-12-31 | 华为数字能源技术有限公司 | Heat exchange chip, heat exchange core and air conditioning box |
| CN113864891B (en) * | 2021-08-31 | 2023-03-03 | 华为数字能源技术有限公司 | Heat exchange chip, heat exchange core and air conditioning box |
| WO2023243313A1 (en) * | 2022-06-15 | 2023-12-21 | パナソニックIpマネジメント株式会社 | Stacked structure, and heat-exchange-type ventilation device and air purification device using same |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4770534B2 (en) | Heat exchanger | |
| JP2007285691A (en) | Heat exchanger | |
| US8002023B2 (en) | Heat exchanger and its manufacturing method | |
| JP4816517B2 (en) | Heat exchange element | |
| JP2008070046A (en) | Heat exchange element | |
| JP2018018582A (en) | Fuel battery single cell and manufacturing method thereof | |
| KR101114786B1 (en) | Heat exchange element | |
| JP4765706B2 (en) | Manufacturing method of heat exchanger | |
| KR101574036B1 (en) | Total heat exchange element and method for manufacturing same | |
| JP2007213971A (en) | Cell for polymer electrolyte fuel cell and polymer electrolyte fuel cell using it | |
| WO2015037688A1 (en) | Tank structure for header-plate-less heat exchanger | |
| JP2007093137A (en) | Heat exchanger | |
| JP6249611B2 (en) | Laminated structure | |
| US20080264852A1 (en) | Filtration Cassettes | |
| KR20190006104A (en) | Manufacturing method of counter-flow type heat exchanger | |
| JP2017062094A (en) | Heat exchange element | |
| JP4466156B2 (en) | Heat exchanger | |
| JP2007101053A (en) | Heat exchanging element | |
| JP2008141904A (en) | Manufacturing method for stator core | |
| WO2023243313A1 (en) | Stacked structure, and heat-exchange-type ventilation device and air purification device using same | |
| JP2014020649A (en) | Total heat-transfer element, and total heat-transfer equipment | |
| JP5206815B2 (en) | Heat exchanger | |
| CN210570173U (en) | Heat recovery device | |
| JP2015187953A (en) | Method of manufacturing fuel cell stack | |
| JP2011247464A (en) | Laminated heat exchanger |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100310 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100310 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20100413 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111028 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111129 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120119 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20120724 |