JP2006187801A - ウォーム用素材及びウォームの製造方法 - Google Patents
ウォーム用素材及びウォームの製造方法 Download PDFInfo
- Publication number
- JP2006187801A JP2006187801A JP2005003132A JP2005003132A JP2006187801A JP 2006187801 A JP2006187801 A JP 2006187801A JP 2005003132 A JP2005003132 A JP 2005003132A JP 2005003132 A JP2005003132 A JP 2005003132A JP 2006187801 A JP2006187801 A JP 2006187801A
- Authority
- JP
- Japan
- Prior art keywords
- worm
- screw tooth
- screw
- curved
- tooth
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Abstract
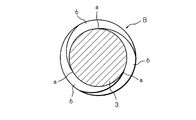
【解決手段】 転造により1条又は複数条のねじ歯が成形されるねじ歯成形部1の両端部に、ねじ歯の端縁となる位置を最深点aとして周方向両側へ凹に湾曲する湾曲凹所5,5を設け、隣合う湾曲凹所5,5の周方向の両端部が凸に湾曲する湾曲凸面5c,5cで連なる構成とした。
【選択図】 図1
Description
B ウォーム
1 ねじ歯成形部
5 湾曲凹所
5c 湾曲凸面
6 ねじ歯
6a 端縁
a 最深点
Claims (3)
- 転造によりねじ歯が成形されるねじ歯成形部を有するウォーム用素材において、前記ねじ歯成形部の端部は、前記ねじ歯の端縁となる位置を最深点として周方向両側へ凹に湾曲する湾曲凹所を有することを特徴とするウォーム用素材。
- 前記湾曲凹所は複数の周方向位置に等配されており、隣合う湾曲凹所の前記周方向の両端部は凸に湾曲する湾曲凸面で連なっている請求項1記載のウォーム用素材。
- 転造によりねじ歯が成形されるねじ歯成形部を有するウォーム用素材を形成した後、前記ねじ歯成形部の端部で、且つ前記ねじ歯の端縁となる位置を最深点として周方向両側へ凹に湾曲する湾曲凹所を形成し、次に前記ねじ歯成形部に転造によりねじ歯を成形することを特徴とするウォームの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005003132A JP2006187801A (ja) | 2005-01-07 | 2005-01-07 | ウォーム用素材及びウォームの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005003132A JP2006187801A (ja) | 2005-01-07 | 2005-01-07 | ウォーム用素材及びウォームの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006187801A true JP2006187801A (ja) | 2006-07-20 |
| JP2006187801A5 JP2006187801A5 (ja) | 2007-12-06 |
Family
ID=36795450
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005003132A Pending JP2006187801A (ja) | 2005-01-07 | 2005-01-07 | ウォーム用素材及びウォームの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2006187801A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110788262A (zh) * | 2019-08-23 | 2020-02-14 | 南通福乐华机械有限公司 | 一种用于薄壁件大螺距内螺纹面成型装置 |
| CN114341510A (zh) * | 2019-09-13 | 2022-04-12 | 日本精工株式会社 | 滚轧螺杆和滚轧螺杆的制造方法 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003340542A (ja) * | 2002-05-28 | 2003-12-02 | Showa Corp | ウォームの転造用素材 |
-
2005
- 2005-01-07 JP JP2005003132A patent/JP2006187801A/ja active Pending
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003340542A (ja) * | 2002-05-28 | 2003-12-02 | Showa Corp | ウォームの転造用素材 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110788262A (zh) * | 2019-08-23 | 2020-02-14 | 南通福乐华机械有限公司 | 一种用于薄壁件大螺距内螺纹面成型装置 |
| CN114341510A (zh) * | 2019-09-13 | 2022-04-12 | 日本精工株式会社 | 滚轧螺杆和滚轧螺杆的制造方法 |
| CN114341510B (zh) * | 2019-09-13 | 2023-11-17 | 日本精工株式会社 | 滚轧螺杆和滚轧螺杆的制造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4804167B2 (ja) | 転造工具及びねじ又はウォームと少数歯スプラインとの同時転造方法 | |
| JP6531021B2 (ja) | エルボ | |
| KR20120139595A (ko) | 복수의 다른 베벨 기어의 기어 예비절삭 방법과 부합하는 밀링 공구의 사용 | |
| JP2006264061A (ja) | 成形歯車の製造方法 | |
| CN107790759A (zh) | 用于在孔的圆筒表面中产生螺旋状延伸的梯形底切槽的切削元件、切削工具和切削方法 | |
| CN106660151B (zh) | 切削丝锥 | |
| JP2006187801A (ja) | ウォーム用素材及びウォームの製造方法 | |
| US9481044B2 (en) | Method for obtaining a complete threading profile by milling and milling tool | |
| JP5241196B2 (ja) | 太径雌ねじ加工用盛上げタップ | |
| JP5162920B2 (ja) | 歯車の加工方法及び歯車加工装置 | |
| JP3102889B2 (ja) | 改良された一体式の中ぐり及びねじ切り工具及び方法 | |
| JP2007130748A (ja) | 継手の製造方法 | |
| JP6977494B2 (ja) | 歯切り工具、歯車加工装置、歯切り工具の再研磨方法及び歯切り工具の設計方法 | |
| JP2007029978A (ja) | 転造ダイスおよびこれを用いたボール状部付き軸部品の製造方法 | |
| KR20160000495U (ko) | 수나사 절삭공구 | |
| JP2005144639A (ja) | 高精度歯厚上がり仕上げ刃を有するヘリカルブローチ。 | |
| JP2007111740A (ja) | ねじ軸形成方法及びボールねじ機構のねじ軸 | |
| JP2007210058A (ja) | シェービングカッター | |
| JP2008221418A (ja) | 内歯歯車加工用ブローチ | |
| JP2020059080A (ja) | エンドミル | |
| JP6676199B1 (ja) | スペーサー及びスペーサーの製造方法 | |
| US20150159796A1 (en) | Method of manufacturing an elbow, cutting tool, and elbow | |
| JP7430824B2 (ja) | ギヤスカイビング加工法 | |
| JP5228969B2 (ja) | フレージングカッタ | |
| JP2007253198A (ja) | 転造工具及びウォームとウォームに併存するスプラインとの同時転造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071022 |
|
| A621 | Written request for application examination |
Effective date: 20071022 Free format text: JAPANESE INTERMEDIATE CODE: A621 |
|
| A977 | Report on retrieval |
Effective date: 20090803 Free format text: JAPANESE INTERMEDIATE CODE: A971007 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101207 |
|
| A521 | Written amendment |
Effective date: 20110128 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| A02 | Decision of refusal |
Effective date: 20110322 Free format text: JAPANESE INTERMEDIATE CODE: A02 |