JP2006176877A - Annealing method for stainless steel sheet and annealing apparatus therefor - Google Patents
Annealing method for stainless steel sheet and annealing apparatus therefor Download PDFInfo
- Publication number
- JP2006176877A JP2006176877A JP2005359387A JP2005359387A JP2006176877A JP 2006176877 A JP2006176877 A JP 2006176877A JP 2005359387 A JP2005359387 A JP 2005359387A JP 2005359387 A JP2005359387 A JP 2005359387A JP 2006176877 A JP2006176877 A JP 2006176877A
- Authority
- JP
- Japan
- Prior art keywords
- stainless steel
- annealing
- steel strip
- roughness
- heating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
- C21D9/48—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals deep-drawing sheets
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing
- C21D8/0421—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing characterised by the working steps
- C21D8/0436—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing
- C21D8/0447—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing characterised by the heat treatment
- C21D8/0473—Final recrystallisation annealing
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
- Metal Rolling (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Heat Treatment Of Articles (AREA)
Abstract
Description
本発明は、ステンレス鋼帯の焼鈍方法および焼鈍装置に関する。 The present invention relates to a method and apparatus for annealing a stainless steel strip.
金属加工分野において、シートリールを作製するために、金属を1回または複数回の冷間圧延工程にかけることが知られている。 In the metal processing field, it is known to subject a metal to one or more cold rolling steps to produce a sheet reel.
そのためには、シート金属の帯を所定の走路を走らせて2つの円柱ロール間で圧延して厚さを減少させる。 For this purpose, a sheet metal strip is run on a predetermined track and rolled between two cylindrical rolls to reduce the thickness.
その結果、材料は硬化して延性が低下し高負荷に耐えるようになる。 As a result, the material hardens and becomes less ductile and can withstand high loads.
この金属帯の二次加工性を高めるために、焼鈍により軟化させ延性を回復させて材料を安定状態に戻す方法が知られている。 In order to improve the secondary workability of the metal strip, a method is known in which the material is softened by annealing and the ductility is recovered to return the material to a stable state.
その際、焼鈍には、いわゆる中間焼鈍およびいわゆる最終焼鈍の2つのタイプがある。 At that time, there are two types of annealing, so-called intermediate annealing and so-called final annealing.
ステンレス鋼帯を必要なシート厚さにするために、何回かの冷間圧延工程にかけることが多い。その場合、ステンレス鋼帯を閉ループに沿って循環させ、圧延ロール間を複数回通板させる。 Often, several cold rolling steps are applied to obtain the required sheet thickness for the stainless steel strip. In that case, the stainless steel strip is circulated along the closed loop, and a plurality of passes between the rolling rolls are passed.
しかし各1回の通板パスごとに、次のパスに備えて金属帯を軟化させる必要があり、そのために行なうのが中間焼鈍である。 However, it is necessary to soften the metal band in preparation for the next pass for each pass plate pass, and for this purpose, intermediate annealing is performed.
最終圧延工程の後に、シート金属またはステンレス鋼帯は軟化させて販売に適した美麗な仕上げにする必要があり、そのために行なうのが最終焼鈍である。 After the final rolling process, the sheet metal or stainless steel strip needs to be softened to a beautiful finish suitable for sale, for which final annealing is performed.
ここで、中間焼鈍後の仕上がり品質は最終焼鈍後の仕上がり品質と同等である必要は無い。そこで適した方法として、焼鈍後に化学媒体でエッチングする方法が知られている。 Here, the finished quality after the intermediate annealing does not have to be equal to the finished quality after the final annealing. Therefore, as a suitable method, a method of etching with a chemical medium after annealing is known.
最終焼鈍は光沢焼鈍すなわち上記の焼鈍+エッチングとすることができる。 The final annealing can be gloss annealing, that is, the above annealing + etching.
光輝焼鈍は、密閉チャンバ炉内で、N2の混合比上限を25%としたH2/N2混合ガスあるいは純粋H2の非酸化性の調整雰囲気中で行なう。 Bright annealing is performed in a non-oxidizing adjusted atmosphere of H 2 / N 2 mixed gas or pure H 2 in which the upper limit of the mixing ratio of N 2 is 25% in a closed chamber furnace.
これは従来から、電気抵抗炉、ガス式マッフル炉、更には、両者を組み合わせたハイドライド路を用いて行なっている。 Conventionally, this is performed by using an electric resistance furnace, a gas muffle furnace, and a hydride path combining both.
光輝焼鈍の別の方法として、横磁束誘導加熱法は、帯材の温度を直接上昇させることができる。 As another method of bright annealing, the transverse magnetic flux induction heating method can directly increase the temperature of the strip.
一般に、炉の後段には、外周面を鏡面研磨した少なくとも1対のロールがあって、いわゆる「スキンパス」により帯材の表面圧延を行なう。 Generally, there is at least one pair of rolls whose outer peripheral surfaces are mirror-polished at the subsequent stage of the furnace, and the surface of the strip is rolled by a so-called “skin pass”.
このように光輝焼鈍プロセスを行なうことにより、国際分類のBAに該当する高品質の仕上がりが得られる。 By performing the bright annealing process in this manner, a high-quality finish corresponding to the international classification of BA can be obtained.
しかし、高品質仕上げは表面粗度が余りに小さいので、シート製品の捺印が容易でない。実際に、過剰に平滑な表面は捺印には不適である。 However, high quality finishes are not easy to stamp on sheet products because the surface roughness is too small. In fact, an excessively smooth surface is not suitable for stamping.
その対策として、鋼帯に焼鈍・エッチング法を施すことにより捺印を容易にするのに十分な表面粗度を得ることができる。 As a countermeasure, it is possible to obtain a surface roughness sufficient to facilitate stamping by subjecting the steel strip to annealing / etching.
その場合、焼鈍は開放型のチャンバ炉で行なう。酸素含有量は鋼種に応じて3〜6%の範囲内で調整する。雰囲気が酸化性なので、化学エッチング処理して表面酸化膜もしくはスケールを除去する必要がある。 In that case, annealing is performed in an open chamber furnace. The oxygen content is adjusted within a range of 3 to 6% depending on the steel type. Since the atmosphere is oxidizing, it is necessary to remove the surface oxide film or scale by chemical etching.
この化学処理を行うと、処理対象鋼種に関係して種々の化学薬品を用いることになり、気体状や液体状の廃棄物が発生する。 When this chemical treatment is performed, various chemicals are used in relation to the steel type to be treated, and gaseous or liquid waste is generated.
例えば化学薬品として下記のものが知られている。 For example, the following chemicals are known.
◇ 硫酸ナトリウム:AISI 300およびAISI 400用の電解欲として用いられ、Cr+6が発生する。 ◇ Sodium sulfate: Used as electrolysis for AISI 300 and AISI 400, Cr +6 is generated.
◇ 硝酸(HNO3):AISI 400の不働態化処理に用いられ、硝酸塩が発生する。 ◇ Nitric acid (HNO 3 ): Used to passivate AISI 400, and nitrate is generated.
◇ フッ化水素酸(HF)と硝酸(HNO3)との混合酸:NOxヒューム(黄色)、硝酸塩、フッ化物が発生する。 ◇ Mixed acid of hydrofluoric acid (HF) and nitric acid (HNO 3 ): NOx fume (yellow), nitrate and fluoride are generated.
上記のエッチング処理を施すと、国際分類でいわゆる2Dの仕上げ品質が得られる。エッチング処理した鋼帯を鏡面研磨ロールにかけて非常に僅かな伸びが生ずる程度に圧延すると細かい粗面が得られる。 When the above etching process is performed, a so-called 2D finish quality is obtained in the international classification. When the etched steel strip is rolled on a mirror polishing roll and rolled to such an extent that very slight elongation occurs, a fine rough surface can be obtained.
これにより、いわゆる2Bの仕上げ品質になる。しかしながら、この方法では、エッチングに必要な化学薬品とそれを用いて化学薬品浴および電解浴を加熱するためのエネルギーに加えて、環境汚染防止のための処理も必要であり、操業コストが大幅に押し上げられる。 This results in a so-called 2B finish quality. However, in this method, in addition to the chemicals required for etching and the energy for heating the chemical bath and electrolytic bath using the chemicals, a treatment for preventing environmental pollution is also required, which greatly increases the operating cost. Pushed up.
上記の化学薬剤を用いた従来公知の焼鈍・エッチング法は、生産容量が概ね180,000トン/年〜230,000トン/年の範囲である。従来の炉を用いた光輝焼鈍は、それ自体の生産容量は小さくて、60,000トン/年〜100,000トン/年の範囲である。 Conventionally known annealing / etching methods using the above chemical agents have a production capacity in the range of about 180,000 tons / year to 230,000 tons / year. Bright annealing using a conventional furnace has a small production capacity of itself, ranging from 60,000 tons / year to 100,000 tons / year.
本発明は、上記従来技術の欠点を改良し、特に薬剤の使用を必要としない焼鈍方法および焼鈍装置を提供することを目的とする。 An object of the present invention is to provide an annealing method and an annealing apparatus that improve the above-mentioned drawbacks of the prior art and do not particularly require the use of chemicals.
本発明のもう1つの目的は、捺印操作を可能とする表面品質2Dまたは2Bが得られる、ステンレス鋼帯の最終焼鈍方法を提供することである。 Another object of the present invention is to provide a method of final annealing of a stainless steel strip that provides a surface quality 2D or 2B that allows a stamping operation.
本発明の上記以外の目的および利点については、非限定的な実施例を含めた以下の説明により詳述する。 Other objects and advantages of the present invention will be described in detail in the following description including non-limiting examples.
本発明のステンレス鋼帯の焼鈍方法は、少なくとも1回の圧延工程を経た後に、少なくとも下記の工程:
上記ステンレス鋼帯を還元性雰囲気中で加熱する工程、
上記ステンレス鋼帯を冷却する工程、
上記ステンレス鋼帯の表面に粗さを転写する工程
を、典型的には連続して、行なう。
The method for annealing a stainless steel strip of the present invention, after undergoing at least one rolling step, at least the following steps:
Heating the stainless steel strip in a reducing atmosphere;
Cooling the stainless steel strip,
The step of transferring the roughness to the surface of the stainless steel strip is typically performed continuously.
本発明のステンレス鋼帯の焼鈍装置は、
上記ステンレス鋼帯を還元性雰囲気中で加熱する手段、
上記ステンレス鋼帯を冷却する手段、
上記ステンレス鋼帯の表面に粗さを転写する手段
を含む。
The stainless steel strip annealing apparatus of the present invention,
Means for heating the stainless steel strip in a reducing atmosphere;
Means for cooling the stainless steel strip,
Means for transferring the roughness to the surface of the stainless steel strip.
図1に示す従来の焼鈍方法を含む圧延方法は、最初の焼鈍と化学薬剤によるエッチングとを行なう工程20を含む。図示したように、この工程を完了したステンレス鋼帯の品質は国際分類の2Dである。
The rolling method including the conventional annealing method shown in FIG. 1 includes a
次に、ステンレス鋼体を鏡面研磨ロール21による表層圧延にかける。この工程を出たステンレス鋼帯の品質は国際分類の2Bである。
Next, the stainless steel body is subjected to surface layer rolling with a
焼鈍工程20は焼鈍とエッチングとで構成されていて、中間焼鈍とすることができる。その場合は、鋼帯は閉ループに沿って圧延ロールに複数回かけて必要な厚さにする。
The
図2に、従来の光輝焼鈍タイプの最終焼鈍を含む圧延方法を模式的に示す。特筆すべきは、光輝焼鈍なので化学薬剤による処理が必要ないことである。望ましくは、個々の光輝焼鈍炉の露点はできる限り低くすべきである。 FIG. 2 schematically shows a rolling method including final bright annealing type final annealing. What should be noted is that it is a bright annealing and does not require chemical treatment. Desirably, the dew point of the individual bright annealing furnace should be as low as possible.
現在、光輝焼鈍炉には下記の3種類があって、どれも縦型炉である。 Currently, there are three types of bright annealing furnaces, all of which are vertical furnaces.
◇ 電気抵抗加熱によるレンガ炉:比較的旧い形態であり、汎用性が低く、露点が高い。処理容量は最大15トン/時間である。 ◇ Brick furnace by electric resistance heating: It is a relatively old form with low versatility and high dew point. The maximum processing capacity is 15 tons / hour.
◇ ガス加熱によるマッフル炉:最も信頼性が高い。ただし、マッフルの長さの上限が26〜27mであるため、処理容量は10トン/時間止まりである。 ◇ Muffle furnace with gas heating: Most reliable. However, since the upper limit of the muffle length is 26 to 27 m, the processing capacity is only 10 tons / hour.
◇ 混合型炉:上記2種類の型を複雑に組み合わせた形態であり、最大処理容量は12〜13トン/時間である。 ◇ Mixed furnace: A form in which the above two types are combined in a complicated manner, and the maximum processing capacity is 12 to 13 tons / hour.
横磁束誘導加熱炉も知られている。誘導加熱の主な利点は電力効率が高いことであり、高い表面電力によって金属帯材を所望温度にまで高速で加熱できる。 Transverse magnetic induction furnaces are also known. The main advantage of induction heating is high power efficiency, and the metal strip can be heated to a desired temperature at high speed with high surface power.
そこで本発明は、最初の圧延工程後にステンレス鋼帯に施す焼鈍方法4であって、少なくとも下記の工程:
上記ステンレス鋼帯を還元性雰囲気中で加熱する工程、
上記ステンレス鋼帯の表面に粗さを転写する工程
を、順序は限定せずに、行なう。
Therefore, the present invention is an annealing method 4 applied to the stainless steel strip after the first rolling step, and at least the following steps:
Heating the stainless steel strip in a reducing atmosphere;
The step of transferring the roughness to the surface of the stainless steel strip is performed without limiting the order.
一実施形態によれば、ステンレス鋼帯は上記加熱後に効率的に冷却される。 According to one embodiment, the stainless steel strip is efficiently cooled after the heating.
一実施形態によれば、下記の工程:
上記ステンレス鋼帯を還元性雰囲気中で加熱する工程、
上記ステンレス鋼帯を、望ましくは還元性雰囲気中で、冷却する工程、
上記ステンレス鋼帯の表面に粗さを転写する工程、
を、望ましくは連続して、行なう。
According to one embodiment, the following steps:
Heating the stainless steel strip in a reducing atmosphere;
Cooling the stainless steel strip, preferably in a reducing atmosphere,
Transferring the roughness to the surface of the stainless steel strip,
Are preferably performed continuously.
還元性雰囲気としては、最大25%のN2を含むH2/N2混合ガスまたは純粋H2を用いることができる。
As the reducing atmosphere, an H 2 / N 2 mixed gas containing up to 25% N 2 or
他の実施形態として、加熱は、ガス加熱炉、電気抵抗加熱、縦磁束または横磁束の誘導加熱を用いてもよい。 As another embodiment, the heating may be performed by using a gas heating furnace, electric resistance heating, induction heating of longitudinal magnetic flux or transverse magnetic flux.
帯材の加熱設備は縦型に設置される。 The strip heating equipment is installed vertically.
望ましくは、鋼帯は還元性ガスを循環させて冷却する。 Desirably, the steel strip is cooled by circulating a reducing gas.
本発明の方法によれば、生産能力を200,000トン/年以上にすることができる。加熱と急速冷却を行なうに際して、加熱パワーはメガワット/m2、冷却速度は100℃/秒である。 According to the method of the present invention, the production capacity can be increased to 200,000 tons / year or more. When performing heating and rapid cooling, the heating power is megawatt / m 2 and the cooling rate is 100 ° C./second.
望ましくは、表層圧延(スキンパス圧延)で粗さを転写するとステンレス鋼帯は僅かに伸びる。 Desirably, when the roughness is transferred by surface layer rolling (skin pass rolling), the stainless steel strip slightly extends.
一実施形態によれば、ステンレス鋼帯への捺印を容易にするのに十分な粗さを表層圧延により転写できる。 According to one embodiment, sufficient roughness can be transferred by surface rolling to facilitate stamping on the stainless steel strip.
一実施形態によれば、国際分類の品質2Dのステンレス鋼の粗さと同等の粗さを転写する。この品質のステンレス鋼は、従来技術の場合は焼鈍とエッチングを行なう方法で得ることができたものである。 According to one embodiment, a roughness equivalent to that of internationally classified quality 2D stainless steel is transferred. This quality stainless steel can be obtained by the method of annealing and etching in the case of the prior art.
他の実施形態によれば、国際分類の品質2Bのステンレス鋼の粗さと同等の粗さを転写する。この品質のステンレス鋼は、従来技術の焼鈍方法の場合は、焼鈍とエッチングを行なった後に鏡面研磨ロールで表層圧延を付加する方法で得ることができたものである。 According to another embodiment, a roughness equivalent to that of an internationally classified quality 2B stainless steel is transferred. In the case of the prior art annealing method, this quality stainless steel can be obtained by a method of adding surface rolling with a mirror polishing roll after annealing and etching.
本発明は更に上記本発明の方法を実施するための装置をも提供する。本発明の装置は、
上記ステンレス鋼帯を還元性雰囲気中で加熱する手段2、
上記ステンレス鋼帯を冷却する手段2、
上記ステンレス鋼帯の表面に粗さを転写する手段23
を備えている。
The present invention further provides an apparatus for carrying out the above-described method of the present invention. The device of the present invention
Means 23 for transferring roughness to the surface of the stainless steel strip
It has.
ステンレス鋼帯の表面に粗さを転写する手段は、粗面を持つ少なくとも1対のロールを含む圧延装置で構成される。 The means for transferring the roughness to the surface of the stainless steel strip is constituted by a rolling device including at least a pair of rolls having a rough surface.
一実施形態によれば、加熱手段は誘導加熱手段による縦型炉2で構成される。
According to one embodiment, the heating means comprises a
一実施形態によれば、縦型炉2は下記の構成要素:
入側シール手段、
ステンレス鋼帯の張力を制御および測定する手段、
ステンレス鋼帯の張力を調節する作動手段、
横磁束誘導加熱手段、
冷却手段、
出側シール手段
の全てまたは一部を備えている。
According to one embodiment, the
Entry side sealing means,
Means to control and measure the tension of the stainless steel strip,
Operating means to adjust the tension of the stainless steel strip,
Transverse magnetic induction heating means,
Cooling means,
All or part of the exit side sealing means is provided.
誘導加熱手段は、鋼帯を横切る磁場を発生でき鋼帯に平行な2つのリールから成ることが望ましい。この手段はステンレス鋼帯を1200℃まで加熱できる。 The induction heating means is preferably composed of two reels that can generate a magnetic field across the steel strip and are parallel to the steel strip. This means can heat the stainless steel strip to 1200 ° C.
冷却手段は鋼帯の温度降下を加速できる。冷却手段はガス循環手段の形と取ることが望ましい。この循環冷却ガスは非酸化性であることが望ましい。 The cooling means can accelerate the temperature drop of the steel strip. The cooling means is preferably in the form of a gas circulation means. This circulating cooling gas is preferably non-oxidizing.
望ましくは、冷却手段は100℃/秒以上の冷却速度で冷却できることが望ましい。 Desirably, the cooling means can cool at a cooling rate of 100 ° C./second or more.
一実施形態によれば、本発明の装置は更に、ステンレス鋼帯の表面粗さ測定手段および/または粗面ロールの加圧力制御手段を備えることができる。 According to one embodiment, the apparatus of the present invention may further comprise means for measuring the surface roughness of the stainless steel strip and / or means for controlling the pressure of the rough roll.
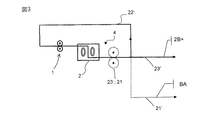
図3に示すように、圧延設備は、冷間圧延ロール1と本発明の焼鈍装置とを備えており、横磁束式誘導縦型炉2と、少なくとも1対の粗面ロール23を含む表層圧延装置とを備えている。
As shown in FIG. 3, the rolling equipment includes a cold rolling roll 1 and the annealing apparatus of the present invention, and a surface layer rolling including a transverse magnetic flux induction
焼鈍装置は上記圧延ロール1の下流側に配置することが望ましい。ステンレス鋼帯はまた、閉ループ22’を巡らせて、圧延ロール1によって複数回の圧延を行なうことができる。 It is desirable to arrange the annealing device on the downstream side of the rolling roll 1. The stainless steel strip can also be rolled multiple times by the rolling roll 1 around the closed loop 22 '.
粗面ロール23を通った後のステンレス鋼帯の品質は2B+である。これは従来、焼鈍・エッチング法で得られていた2Bの品質と同等の品質である。
The quality of the stainless steel strip after passing through the
この焼鈍工程は、圧延工程でステンレス鋼帯の軟化と延性回復を狙った中間焼鈍に適用できる。 This annealing process can be applied to intermediate annealing aiming at softening and ductility recovery of the stainless steel strip in the rolling process.
この焼鈍工程はまた、圧延工程で最終焼鈍にも適用できる。特に、捺印対象であるステンレス鋼帯の最終焼鈍に適用できる。この焼鈍工程を施す対象鋼としては2鋼種すなわちAISI 300、AISI 400がある。 This annealing process can also be applied to final annealing in the rolling process. In particular, it can be applied to the final annealing of a stainless steel strip to be stamped. As steels to be subjected to this annealing process, there are two steel types, namely AISI 300 and AISI 400.
従来の焼鈍・エッチングにより得られる品質2Bのステンレス鋼AISI 300と、品質2B+のステンレス鋼AISI 300との主な違いとして、品質2Bが乳白色であるのに対して品質2B+が無光沢灰色である。 The main difference between the quality 2B stainless steel AISI 300 obtained by conventional annealing and etching and the quality 2B + stainless steel AISI 300 is that the quality 2B + is milky white while the quality 2B + is matte gray. is there.
本発明の焼鈍工程によれば、高速昇温と高エネルギー効率が達成できる。 According to the annealing process of the present invention, high temperature increase and high energy efficiency can be achieved.
本発明の方法は環境汚染化学物質を発生させることがない。したがって、この焼鈍方法はエコロジーの観点からも望ましい。 The method of the present invention does not generate environmental pollutants. Therefore, this annealing method is desirable from the viewpoint of ecology.
既存の圧延設備をモジュール形式とすれば、用途に応じて粗面ロールまたは鏡面ロールを組み込むことができる。そのために、圧延ロールは用途に応じて交換できるように着脱可能とする。 If the existing rolling equipment is modular, a rough roll or a mirror roll can be incorporated depending on the application. Therefore, the rolling roll is made detachable so that it can be changed depending on the application.
そこで、図3に示す設備では、少なくとも1対の粗面ロール23を含む表層圧延装置を配備し、出口23’で品質2B+のステンレス鋼帯がえら得るようにしてある。
Therefore, in the facility shown in FIG. 3, a surface layer rolling device including at least one pair of rough surface rolls 23 is provided so that a quality 2B + stainless steel strip can be obtained at the
出口21’では品質BAの鋼が得られるように、粗面ロール23に替えて鏡面ロール21を組み込む。
At the outlet 21 ', a
一方、焼鈍が単に中間焼鈍であり鋼帯が閉ループ22’を辿って繰り返し圧延1を受ける場合には、粗面ロール23あるいは鏡面ロール21は開放状態にしておき鋼帯に表層圧延を施さない。
On the other hand, when the annealing is simply intermediate annealing and the steel strip is repeatedly rolled 1 following the closed loop 22 ', the
もちろん、特許請求の範囲の枠内で他の実施形態が可能であることは、当業者に理解されるであろう。 Of course, those skilled in the art will appreciate that other embodiments are possible within the scope of the claims.
Claims (13)
上記ステンレス鋼帯を還元性雰囲気中で加熱する工程(2)、
上記ステンレス鋼帯を冷却する工程(2)、
上記ステンレス鋼帯の表面に粗さを転写する工程(23)
を行なうことを特徴とするステンレス鋼帯の焼鈍方法。 In the stainless steel strip annealing method (4), after at least the first rolling step (1), at least the following steps:
Heating the stainless steel strip in a reducing atmosphere (2),
Step (2) of cooling the stainless steel strip,
Step of transferring roughness to the surface of the stainless steel strip (23)
A method of annealing a stainless steel strip, characterized in that
上記ステンレス鋼帯を還元性雰囲気中で加熱する手段(2)、
上記ステンレス鋼帯を冷却する手段(2)、
上記ステンレス鋼帯の表面に粗さを転写する手段(23)
を含むことを特徴とする焼鈍装置。 An annealing apparatus for carrying out the annealing method according to claim 1,
Means (2) for heating the stainless steel strip in a reducing atmosphere;
Means (2) for cooling the stainless steel strip,
Means for transferring roughness to the surface of the stainless steel strip (23)
An annealing apparatus comprising:
入側シール手段、
上記ステンレス鋼帯の張力を制御および測定する手段、
上記ステンレス鋼帯の張力を調節する作動手段、
横磁束誘導加熱手段、
冷却手段、
出側シール手段
の全部または一部を備えていることを特徴とする焼鈍装置。 The vertical furnace according to claim 6, wherein the vertical furnace includes the following elements:
Entry side sealing means,
Means for controlling and measuring the tension of the stainless steel strip,
Operating means for adjusting the tension of the stainless steel strip,
Transverse magnetic induction heating means,
Cooling means,
An annealing apparatus comprising all or part of the outlet side sealing means.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0413221A FR2879216B1 (en) | 2004-12-13 | 2004-12-13 | METHOD FOR REINFORCING A STAINLESS STEEL STRIP |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006176877A true JP2006176877A (en) | 2006-07-06 |
| JP2006176877A5 JP2006176877A5 (en) | 2009-02-05 |
Family
ID=34952041
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005359387A Pending JP2006176877A (en) | 2004-12-13 | 2005-12-13 | Annealing method for stainless steel sheet and annealing apparatus therefor |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20060124210A1 (en) |
| EP (1) | EP1669465B1 (en) |
| JP (1) | JP2006176877A (en) |
| CN (1) | CN100513591C (en) |
| AT (1) | ATE429520T1 (en) |
| BR (1) | BRPI0505369A (en) |
| DE (1) | DE602005014069D1 (en) |
| ES (1) | ES2326378T3 (en) |
| FR (1) | FR2879216B1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010530807A (en) * | 2007-06-22 | 2010-09-16 | エス・エム・エス・ジーマーク・アクチエンゲゼルシャフト | Hot rolling and heat treatment of steel strip |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102140574B (en) * | 2011-05-11 | 2012-09-05 | 北京冶金正源科技有限公司 | Annealing process for improving deep drawability of 430 ferrite stainless steel |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60177137A (en) * | 1984-02-22 | 1985-09-11 | Nisshin Steel Co Ltd | Annealing and pickling installation for stainless steel strip |
| JPH0732004A (en) * | 1993-07-15 | 1995-02-03 | Kawasaki Steel Corp | Production of ferrite base stainless steel sheet with excellent gloss |
| JP2002504434A (en) * | 1998-02-25 | 2002-02-12 | ユジヌ・ソシエテ・アノニム | Equipment for producing cold rolled stainless steel strip |
| JP2004074214A (en) * | 2002-08-16 | 2004-03-11 | Nikko Metal Manufacturing Co Ltd | Metallic rolled foil improved in peeling strength with laminated material |
| JP2006142343A (en) * | 2004-11-22 | 2006-06-08 | Jfe Steel Kk | METHOD FOR MANUFACTURING Mo-ADDED FERRITIC STAINLESS STEEL SHEET EXCELLENT IN ANTIDAZZLE CHARACTERISTIC |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3556874A (en) * | 1967-08-01 | 1971-01-19 | Republic Steel Corp | Metal articles with controlled finish |
| CA2097900C (en) * | 1992-06-08 | 1997-09-16 | Saiji Matsuoka | High-strength cold-rolled steel sheet excelling in deep drawability and method of producing the same |
| FR2753989B1 (en) * | 1996-10-02 | 1999-12-24 | Steel Authority Of India Limit | IMPROVED PROCESS FOR PRODUCING TWO-PHASE FERRITIC STAINLESS STEEL HAVING HIGH FORMATABILITY AND CONTAINING 17% CHROMIUM |
| AU5904098A (en) * | 1996-12-26 | 1998-07-31 | J&L Speciality Steel, Inc. | Brushing process for corrosion and oxidation resistance |
| US6200023B1 (en) * | 1999-03-15 | 2001-03-13 | Steag Rtp Systems, Inc. | Method for determining the temperature in a thermal processing chamber |
| DE60025703T2 (en) * | 1999-03-30 | 2006-08-31 | Jfe Steel Corp. | FERRITIC STAINLESS STEEL PLATE |
| US6301943B1 (en) | 1999-07-06 | 2001-10-16 | J&L Specialty Steel, Inc. | Method for finishing cold-rolled stainless steel |
| JP2001020045A (en) * | 1999-07-07 | 2001-01-23 | Nippon Steel Corp | Stainless steel sheet stock and its production |
| KR100762151B1 (en) * | 2001-10-31 | 2007-10-01 | 제이에프이 스틸 가부시키가이샤 | Ferritic stainless steel sheet having excellent deep-drawability and brittle resistance to secondary processing and method for making the same |
-
2004
- 2004-12-13 FR FR0413221A patent/FR2879216B1/en not_active Expired - Fee Related
-
2005
- 2005-11-23 ES ES05370037T patent/ES2326378T3/en active Active
- 2005-11-23 DE DE602005014069T patent/DE602005014069D1/en active Active
- 2005-11-23 EP EP05370037A patent/EP1669465B1/en active Active
- 2005-11-23 AT AT05370037T patent/ATE429520T1/en not_active IP Right Cessation
- 2005-11-30 US US11/290,269 patent/US20060124210A1/en not_active Abandoned
- 2005-12-01 BR BRPI0505369-2A patent/BRPI0505369A/en not_active Application Discontinuation
- 2005-12-13 JP JP2005359387A patent/JP2006176877A/en active Pending
- 2005-12-13 CN CNB2005101363836A patent/CN100513591C/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60177137A (en) * | 1984-02-22 | 1985-09-11 | Nisshin Steel Co Ltd | Annealing and pickling installation for stainless steel strip |
| JPH0732004A (en) * | 1993-07-15 | 1995-02-03 | Kawasaki Steel Corp | Production of ferrite base stainless steel sheet with excellent gloss |
| JP2002504434A (en) * | 1998-02-25 | 2002-02-12 | ユジヌ・ソシエテ・アノニム | Equipment for producing cold rolled stainless steel strip |
| JP2004074214A (en) * | 2002-08-16 | 2004-03-11 | Nikko Metal Manufacturing Co Ltd | Metallic rolled foil improved in peeling strength with laminated material |
| JP2006142343A (en) * | 2004-11-22 | 2006-06-08 | Jfe Steel Kk | METHOD FOR MANUFACTURING Mo-ADDED FERRITIC STAINLESS STEEL SHEET EXCELLENT IN ANTIDAZZLE CHARACTERISTIC |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010530807A (en) * | 2007-06-22 | 2010-09-16 | エス・エム・エス・ジーマーク・アクチエンゲゼルシャフト | Hot rolling and heat treatment of steel strip |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1669465A3 (en) | 2007-07-11 |
| DE602005014069D1 (en) | 2009-06-04 |
| EP1669465A2 (en) | 2006-06-14 |
| ES2326378T3 (en) | 2009-10-08 |
| EP1669465B1 (en) | 2009-04-22 |
| FR2879216B1 (en) | 2007-04-20 |
| CN100513591C (en) | 2009-07-15 |
| CN1800420A (en) | 2006-07-12 |
| BRPI0505369A (en) | 2006-09-12 |
| US20060124210A1 (en) | 2006-06-15 |
| FR2879216A1 (en) | 2006-06-16 |
| ATE429520T1 (en) | 2009-05-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3888396B2 (en) | Continuous production method of rolled stainless steel sheet and production line for carrying out it | |
| CN104525560B (en) | Effective control method of the 30mm cut deal pitted skins of straight carbon steel/Nb bearing steel 20 | |
| EP2102376B1 (en) | Annealing and pickling process | |
| CN109844143B (en) | Hot rolled plate annealing equipment, hot rolled plate annealing method and descaling method for Si-containing hot rolled steel plate | |
| EP2067541B1 (en) | Method for continuously manufacturing cold-rolled steel | |
| CN103341498A (en) | Method for reducing thickness of oxide scale on surface of hot-rolled steel sheet | |
| JPWO2020067236A1 (en) | Manufacturing method of grain-oriented electrical steel sheet and cold rolling equipment | |
| JP3337958B2 (en) | Method for manufacturing mirror-oriented unidirectional electrical steel sheet with excellent magnetic properties | |
| JPS5591945A (en) | Method and equipment for cooling of steel strip in continuous annealing line | |
| JP2006176877A (en) | Annealing method for stainless steel sheet and annealing apparatus therefor | |
| JP4813123B2 (en) | Method for producing austenitic stainless steel sheet with excellent surface quality | |
| JP2006224120A (en) | Method for improving pickling ability for hot rolled steel sheet, and pickling apparatus | |
| Li et al. | Kinetics of Carbon Partitioning during Non‐Isothermal Treatment and Mechanical Properties of the First Industrial Coils of Hot Rolled Quenched and Partitioned Steel | |
| JP7320512B2 (en) | Method for softening high-strength Q&P steel hot-rolled coil | |
| EP2708609A1 (en) | System and method for induction treatment of metals | |
| JPH11279781A (en) | Production of austenitic stailness steel plate not having pattern on surface | |
| JP2008261033A (en) | Manufacturing method of grain-oriented silicon steel sheet, and its continuous decarburizing-nitriding annealing apparatus | |
| RU2071990C1 (en) | Method of strip heat treatment | |
| JP2005230875A (en) | Method and apparatus for manufacturing hot-rolled steel sheet | |
| JPH11158699A (en) | Method for descaling stainless steel strip and its continuous production device | |
| JP4132973B2 (en) | Manufacturing method of stainless steel plate with smooth surface | |
| JPS5681629A (en) | Continuous annealing method of cold-rolled steel plate | |
| JP3457464B2 (en) | Method for smooth pickling of hot-rolled austenitic stainless steel strip | |
| JP2022095311A (en) | Cold rolled steel plate manufacturing method | |
| JPH11279658A (en) | Production of stainless steel strip and device therefor |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081211 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20081211 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120221 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20120717 |