JP2005536657A - 多成分繊維及びそれにより形成された不織ウエブ - Google Patents
多成分繊維及びそれにより形成された不織ウエブ Download PDFInfo
- Publication number
- JP2005536657A JP2005536657A JP2004530807A JP2004530807A JP2005536657A JP 2005536657 A JP2005536657 A JP 2005536657A JP 2004530807 A JP2004530807 A JP 2004530807A JP 2004530807 A JP2004530807 A JP 2004530807A JP 2005536657 A JP2005536657 A JP 2005536657A
- Authority
- JP
- Japan
- Prior art keywords
- polymer
- sheath
- nonwoven web
- core
- polypropylene
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F8/00—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof
- D01F8/04—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers
- D01F8/06—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers with at least one polyolefin as constituent
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/28—Formation of filaments, threads, or the like while mixing different spinning solutions or melts during the spinning operation; Spinnerette packs therefor
- D01D5/30—Conjugate filaments; Spinnerette packs therefor
- D01D5/34—Core-skin structure; Spinnerette packs therefor
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/14—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic yarns or filaments produced by welding
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/16—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic filaments produced in association with filament formation, e.g. immediately following extrusion
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/637—Including strand or fiber material which is a monofilament composed of two or more polymeric materials in physically distinct relationship [e.g., sheath-core, side-by-side, islands-in-sea, fibrils-in-matrix, etc.] or composed of physical blend of chemically different polymeric materials or a physical blend of a polymeric material and a filler material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/637—Including strand or fiber material which is a monofilament composed of two or more polymeric materials in physically distinct relationship [e.g., sheath-core, side-by-side, islands-in-sea, fibrils-in-matrix, etc.] or composed of physical blend of chemically different polymeric materials or a physical blend of a polymeric material and a filler material
- Y10T442/641—Sheath-core multicomponent strand or fiber material
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Multicomponent Fibers (AREA)
- Nonwoven Fabrics (AREA)
Abstract
Description
12 押し出し機
14 ホッパー
16 ポリマー導管
18 紡糸用口金
20 送風機
22 繊維引取りユニット
24 加熱機
26 形成表面
42 巻き上げロール
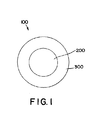
100 フィラメント
200 芯ポリマー
300 鞘ポリマー
Claims (29)
- 連続ポリマー性フィラメントを含む不織ウエブであって、前記ポリマー性フィラメントは鞘ポリマーと芯ポリマーとを含む多成分フィラメントからなり、前記鞘ポリマーはポリプロピレンポリマー及びモノマーのコポリマーからなり、前記芯ポリマーはポリプロピレンポリマーからなり、前記芯ポリマーは前記鞘ポリマーの溶融温度より少なくとも約15°F高い溶融温度を持ち、前記連続ポリマーフィラメントは互いに融着されたことを特徴とする不織ウエブ。
- 前記鞘ポリマーは、ランダムコポリマーを含むことを特徴とする請求項1に記載の不織ウエブ。
- 前記モノマーは、エチレンを含むことを特徴とする請求項2に記載の不織ウエブ。
- 前記モノマーは、約2重量%より小さい量で前記鞘ポリマーに存在することを特徴とする請求項2に記載の不織ウエブ。
- 前記モノマーは、約2重量%より小さい量で前記鞘ポリマーに存在することを特徴とする請求項3に記載の不織ウエブ。
- 前記連続したフィラメントは、スパンボンドフィラメントを含むことを特徴とする請求項1に記載の不織ウエブ。
- 前記鞘ポリマー及び前記芯ポリマーは、約30g/10分から約35g/10分の溶融流動速度を持つことを特徴とする請求項1に記載の不織ウエブ。
- 前記鞘ポリマーは、約110℃から約150℃の溶融温度を持つことを特徴とする請求項1に記載の不織ウエブ。
- 前記芯ポリマーは、メタロセン触媒ポリプロピレンを含むことを特徴とする請求項1に記載の不織ウエブ。
- 前記芯ポリマーは、少なくとも98重量%の量でポリプロピレンを含むことを特徴とする請求項1に記載の不織ウエブ。
- 前記鞘ポリマーは、約20重量%から約70重量%の連続したフィラメントを含むことを特徴とする請求項1に記載の不織ウエブ。
- ポリマー性繊維を含む不織ウエブであって、前記ポリマー性繊維は鞘ポリマーと芯ポリマーとを含む多成分繊維からなり、前記鞘ポリマーはポリプロピレンポリマー及びエチレンのランダムコポリマーからなり、前記エチレンは約2重量%より少ない量で前記鞘ポリマー内に存在し、前記芯ポリマーはポリプロピレンポリマーからなり、前記芯ポリマーは前記鞘ポリマーの溶融温度より少なくとも約15°F高い溶融温度を持ち、前記ポリマー性繊維は互いに融着されたことを特徴とする不織ウエブ。
- エチレンは、約1.8重量%より少ない量で前記鞘ポリマー内に存在することを特徴とする請求項12に記載の不織ウエブ。
- 前記多成分繊維は、連続フィラメントであることを特徴とする請求項12に記載の不織ウエブ。
- 前記多成分繊維はスパンボンド繊維であることを特徴とする請求項12に記載の不織ウエブ。
- 前記鞘ポリマー及び前記芯ポリマーは、約30g/10分間から約35g/10分間の溶融流動速度を持つことを特徴とする請求項12に記載の不織ウエブ。
- 前記鞘ポリマーは、約110℃から約150℃の溶融温度を持つことを特徴とする請求項12に記載の不織ウエブ。
- 前記芯ポリマーは、メタロセン触媒ポリプロピレンを含むことを特徴とする請求項12に記載の不織ウエブ。
- 連続ポリマー性フィラメントを含む不織ウエブであって、前記ポリマー性フィラメントは紡糸用口金を通して押し出されることによって形成され、鞘ポリマーと芯ポリマーとを含む多成分フィラメントからなり、前記鞘ポリマーは、ポリプロピレンポリマーエチレンのランダムコポリマーからなり、前記エチレンは約2重量%より小さい量で前記鞘ポリマー内に存在し、前記芯ポリマーはポリプロピレンポリマーからなり、前記ポリプロピレンは少なくとも95重量%の量で前記芯ポリマー内に存在し、前記芯ポリマーは、前記鞘ポリマーの溶融温度より少なくとも約15°F高い溶融温度を持ち、前記芯ポリマー及び前記鞘ポリマーは、少なくとも30g/10分間の溶融流動速度を持ち、前記連続ポリマー性フィラメントは、前記不織ウエブを形成するために互いに融着された、ことを特徴とする不織ウエブ。
- 前記鞘ポリマーは、約110℃から約150℃の溶融温度を持つことを特徴とする請求項19に記載の不織ウエブ。
- 前記芯ポリマーはメタロセン触媒ポリプロピレンを含むことを特徴とする請求項19に記載の不織ウエブ。
- 前記鞘ポリマーは、約20重量%から約70重量%の連続したフィラメントを含むことを特徴とする請求項19に記載の不織ウエブ。
- エチレンは、約1.8重量%より少ない量で前記鞘ポリマー内に存在することを特徴とする請求項19に記載の不織ウエブ。
- 鞘ポリマー及び芯ポリマーを含む二成分スパンボンドフィラメントからなる繊維であって、前記鞘ポリマーはポリプレンポリマー及びエチレンのランダムコポリマーからなり、前記エチレンは約2重量%より少ない量で前記鞘ポリマー内に存在し、前記芯ポリマーはポリプロピレンポリマーからなり、前記芯ポリマーは前記鞘ポリマーの溶融温度より少なくとも約15°F高い溶融温度を持つことを特徴とする繊維。
- エチレンは、約1.8重量%より少ない量で前記鞘ポリマー内に存在することを特徴とする請求項24に記載の繊維。
- 前記鞘ポリマー及び前記芯ポリマーは、約30g/10分間から約35g/10分間の溶融流動速度を持つことを特徴とする請求項24に記載の繊維。
- 前記鞘ポリマーは約110℃から約150℃の溶融温度を持つことを特徴とする請求項24に記載の繊維。
- 前記芯ポリマーは、メタロセン触媒ポリプロピレンを含むことを特徴とする請求項24に記載の繊維。
- 前記鞘ポリマーは、約20重量%から約70重量%の前記連続したフィラメントを含むことを特徴とする請求項24に記載の繊維。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/225,450 US20040038612A1 (en) | 2002-08-21 | 2002-08-21 | Multi-component fibers and non-woven webs made therefrom |
| PCT/US2003/020138 WO2004018746A1 (en) | 2002-08-21 | 2003-06-25 | Multi-component fibers and non-woven webs made therefrom |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005536657A true JP2005536657A (ja) | 2005-12-02 |
| JP2005536657A5 JP2005536657A5 (ja) | 2006-07-27 |
Family
ID=31887011
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004530807A Pending JP2005536657A (ja) | 2002-08-21 | 2003-06-25 | 多成分繊維及びそれにより形成された不織ウエブ |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20040038612A1 (ja) |
| EP (1) | EP1530655A1 (ja) |
| JP (1) | JP2005536657A (ja) |
| KR (1) | KR20050056950A (ja) |
| CN (1) | CN1311112C (ja) |
| AU (1) | AU2003253716B2 (ja) |
| BR (1) | BR0313263A (ja) |
| MX (1) | MXPA05001376A (ja) |
| WO (1) | WO2004018746A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011503367A (ja) * | 2007-10-11 | 2011-01-27 | ファイバーウェブ コロビン ゲーエムベーハー | ポリプロピレン混合物 |
| JP2017014648A (ja) * | 2015-06-30 | 2017-01-19 | ユニ・チャーム株式会社 | 吸収性シート |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| MY139729A (en) * | 2002-11-25 | 2009-10-30 | Mitsui Chemicals Inc | Nonwoven fabric capable of being elongated and composite nonwoven fabric comprising said nonwoven fabric laminated |
| AU2005207924B2 (en) * | 2004-01-26 | 2008-08-14 | The Procter & Gamble Company | Fibers and nonwovens comprising polyethylene blends and mixtures |
| CA2554103C (en) * | 2004-01-26 | 2010-09-21 | The Procter & Gamble Company | Fibers and nonwovens comprising polypropylene blends and mixtures |
| JP5094555B2 (ja) * | 2008-05-23 | 2012-12-12 | キヤノン株式会社 | インクタンク |
| US8007699B2 (en) * | 2008-08-20 | 2011-08-30 | Fina Technology, Inc. | Process of making bicomponent fiber |
| CN103007632B (zh) * | 2012-12-31 | 2015-10-28 | 上海博格工业用布有限公司 | 高效低阻非织造过滤材料及制作方法 |
| DE102013014918A1 (de) * | 2013-07-15 | 2015-01-15 | Ewald Dörken Ag | Bikomponentenfaser zur Herstellung von Spinnvliesen |
| DE102013014920A1 (de) * | 2013-07-15 | 2015-01-15 | Ewald Dörken Ag | Bikomponentenfaser zur Herstellung von Spinnvliesen |
| DE102013014917A1 (de) * | 2013-07-15 | 2015-01-15 | Ewald Dörken Ag | Bikomponentenfaser zur Herstellung von Spinnvliesen |
| US20150209469A1 (en) * | 2014-01-24 | 2015-07-30 | The Procter & Gamble Company | Web Comprising a Microorganism-Containing Fibrous Element and Methods for Making Same |
| CN107385683B (zh) * | 2017-08-11 | 2021-11-19 | 上海精发实业股份有限公司 | 一种无纺过滤介质及其制备方法和用途 |
| US20200362477A1 (en) * | 2017-09-29 | 2020-11-19 | Dow Global Technologies Llc | Bicomponent fibers, and nonwovens thereof, having improved elastic performance |
| TWI762739B (zh) * | 2017-11-13 | 2022-05-01 | 美商比瑞全球股份有限公司 | 包括具有改善成分間黏著的多成分纖維的非織布及其形成方法 |
| KR102278013B1 (ko) | 2017-12-21 | 2021-07-15 | 주식회사 엘지화학 | 폴리프로필렌 부직포 제조 방법 |
| KR102641112B1 (ko) * | 2018-09-28 | 2024-02-28 | 베리 글로벌 인코포레이티드 | 자가-크림프드(self-crimped) 다중 성분 섬유 및 이의 제조 방법 |
| WO2020107422A1 (en) | 2018-11-30 | 2020-06-04 | The Procter & Gamble Company | Methods of creating soft and lofty nonwoven webs |
| EP3887583A1 (en) | 2018-11-30 | 2021-10-06 | The Procter & Gamble Company | Methods for through-fluid bonding nonwoven webs |
| EP4074874B1 (en) | 2018-11-30 | 2024-01-03 | The Procter & Gamble Company | Methods for producing through-fluid bonded nonwoven webs |
| WO2021024204A1 (en) | 2019-08-07 | 2021-02-11 | 3M Innovative Properties Company | Core-sheath filaments and methods of printing an adhesive |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4340563A (en) * | 1980-05-05 | 1982-07-20 | Kimberly-Clark Corporation | Method for forming nonwoven webs |
| US4692618A (en) * | 1985-05-02 | 1987-09-08 | Hughes Aircraft Company | Detector signal conditioner |
| US5318552A (en) * | 1986-12-10 | 1994-06-07 | Kao Corporation | Absorbent article having an improved non-woven fabric layer |
| US5382400A (en) * | 1992-08-21 | 1995-01-17 | Kimberly-Clark Corporation | Nonwoven multicomponent polymeric fabric and method for making same |
| US5607551A (en) * | 1993-06-24 | 1997-03-04 | Kimberly-Clark Corporation | Soft tissue |
| US5451462A (en) * | 1994-04-07 | 1995-09-19 | Chisso Corporation | Polypropylene conjugate fiber |
| CA2129496A1 (en) * | 1994-04-12 | 1995-10-13 | Mary Lou Delucia | Strength improved single polymer conjugate fiber webs |
| US5556589A (en) * | 1994-09-07 | 1996-09-17 | Hercules Incorporated | Process of using a spin pack for multicomponent fibers |
| US5567798A (en) * | 1994-09-12 | 1996-10-22 | Georgia-Pacific Resins, Inc. | Repulpable wet strength resins for paper and paperboard |
| US5652051A (en) * | 1995-02-27 | 1997-07-29 | Kimberly-Clark Worldwide, Inc. | Nonwoven fabric from polymers containing particular types of copolymers and having an aesthetically pleasing hand |
| US5709921A (en) * | 1995-11-13 | 1998-01-20 | Kimberly-Clark Worldwide, Inc. | Controlled hysteresis nonwoven laminates |
| US5935612A (en) * | 1996-06-27 | 1999-08-10 | Kimberly-Clark Worldwide, Inc. | Pneumatic chamber having grooved walls for producing uniform nonwoven fabrics |
| US5874160A (en) * | 1996-12-20 | 1999-02-23 | Kimberly-Clark Worldwide, Inc. | Macrofiber nonwoven bundle |
| EP0891434B1 (en) * | 1996-12-25 | 2001-05-23 | Chisso Corporation | Heat-fusible composite fiber and non-woven fabric produced from the same |
| JPH1140772A (ja) * | 1997-07-22 | 1999-02-12 | Mitsubishi Electric Corp | 半導体装置及びその製造方法 |
| US6454989B1 (en) * | 1998-11-12 | 2002-09-24 | Kimberly-Clark Worldwide, Inc. | Process of making a crimped multicomponent fiber web |
-
2002
- 2002-08-21 US US10/225,450 patent/US20040038612A1/en not_active Abandoned
-
2003
- 2003-06-25 AU AU2003253716A patent/AU2003253716B2/en not_active Ceased
- 2003-06-25 CN CNB038191148A patent/CN1311112C/zh not_active Expired - Fee Related
- 2003-06-25 KR KR1020057002018A patent/KR20050056950A/ko not_active Application Discontinuation
- 2003-06-25 JP JP2004530807A patent/JP2005536657A/ja active Pending
- 2003-06-25 MX MXPA05001376A patent/MXPA05001376A/es unknown
- 2003-06-25 WO PCT/US2003/020138 patent/WO2004018746A1/en active Application Filing
- 2003-06-25 EP EP20030792951 patent/EP1530655A1/en not_active Withdrawn
- 2003-06-25 BR BR0313263A patent/BR0313263A/pt not_active IP Right Cessation
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011503367A (ja) * | 2007-10-11 | 2011-01-27 | ファイバーウェブ コロビン ゲーエムベーハー | ポリプロピレン混合物 |
| JP2017014648A (ja) * | 2015-06-30 | 2017-01-19 | ユニ・チャーム株式会社 | 吸収性シート |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2004018746A1 (en) | 2004-03-04 |
| AU2003253716A1 (en) | 2004-03-11 |
| MXPA05001376A (es) | 2005-04-28 |
| KR20050056950A (ko) | 2005-06-16 |
| EP1530655A1 (en) | 2005-05-18 |
| CN1675414A (zh) | 2005-09-28 |
| CN1311112C (zh) | 2007-04-18 |
| US20040038612A1 (en) | 2004-02-26 |
| BR0313263A (pt) | 2005-06-21 |
| AU2003253716B2 (en) | 2008-09-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2005536657A (ja) | 多成分繊維及びそれにより形成された不織ウエブ | |
| US6454989B1 (en) | Process of making a crimped multicomponent fiber web | |
| US5512358A (en) | Multi-component polymeric strands including a butene polymer and nonwoven fabric and articles made therewith | |
| KR100404288B1 (ko) | 저밀도 미세섬유 부직포 | |
| EP1348051B1 (en) | In-line heat treatment of homofilament crimp fibers | |
| US5336552A (en) | Nonwoven fabric made with multicomponent polymeric strands including a blend of polyolefin and ethylene alkyl acrylate copolymer | |
| KR100547549B1 (ko) | 크림프된 다성분 필라멘트 및 그로부터 제조된 스펀본드 웹 | |
| EP0586937B2 (en) | Nonwoven fabric made with multicomponent polymeric strands including a blend of polyolefin and elastomeric thermoplastic material | |
| KR100580983B1 (ko) | 미세 다성분 섬유 웹 및 그의 적층체 | |
| KR20040103953A (ko) | 표면 특징부를 갖는 표면 상의 부직 물질의 제조 방법 및표면 특징부를 갖는 부직 물질 | |
| JPH10251960A (ja) | 積層不織布 | |
| WO2002052073A1 (en) | Dual capillary spinneret for production of homofilament crimp fibers | |
| US7025914B2 (en) | Multilayer approach to producing homofilament crimp spunbond | |
| KR102373128B1 (ko) | 균일한 스펀본드 필라멘트 부직포 웹 제조 방법 | |
| KR20240115911A (ko) | 다성분 필라멘트로 제조된 부직포 웹 및 부직포 웹 형성 공정 | |
| ZA200103327B (en) | Crimped multicomponent fibers and methods of making same. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060607 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060607 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090316 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20090616 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20090623 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20090928 |