JP2005336524A - Thermal barrier coating material - Google Patents
Thermal barrier coating material Download PDFInfo
- Publication number
- JP2005336524A JP2005336524A JP2004154980A JP2004154980A JP2005336524A JP 2005336524 A JP2005336524 A JP 2005336524A JP 2004154980 A JP2004154980 A JP 2004154980A JP 2004154980 A JP2004154980 A JP 2004154980A JP 2005336524 A JP2005336524 A JP 2005336524A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- thermal barrier
- coating material
- barrier coating
- metal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/32—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer
- C23C28/321—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer with at least one metal alloy layer
- C23C28/3215—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer with at least one metal alloy layer at least one MCrAlX layer
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/34—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates
- C23C28/345—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates with at least one oxide layer
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/34—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates
- C23C28/345—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates with at least one oxide layer
- C23C28/3455—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates with at least one oxide layer with a refractory ceramic layer, e.g. refractory metal oxide, ZrO2, rare earth oxides or a thermal barrier system comprising at least one refractory oxide layer
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/40—Coatings including alternating layers following a pattern, a periodic or defined repetition
- C23C28/42—Coatings including alternating layers following a pattern, a periodic or defined repetition characterized by the composition of the alternating layers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T50/00—Aeronautics or air transport
- Y02T50/60—Efficient propulsion technologies, e.g. for aircraft
Abstract
Description
本発明は、ガスタービン、ジェットエンジン等の高温機器に適用される遮熱コーティング材料、その製造方法および同材料を用いた高温部品に関する。 The present invention relates to a thermal barrier coating material applied to high-temperature equipment such as a gas turbine and a jet engine, a manufacturing method thereof, and a high-temperature component using the material.
近年、ガスタービンやジェットエンジン等の高温機器の高効率化、高性能化が精力的に進められている。このような高性能化を達成するための最も有効な手段として機器運転温度の高温化が第一に挙げられるが、これにともなって動・静翼に用いられる材料には一層の高温強度と耐食・耐酸化性ならびに耐エロージョン性が要求される。 In recent years, high efficiency and high performance of high temperature equipment such as gas turbines and jet engines have been energetically advanced. The most effective means for achieving such high performance is to increase the operating temperature of the equipment, but with this, the materials used for moving and stationary blades have higher temperature strength and corrosion resistance.・ Oxidation resistance and erosion resistance are required.
しかしながら、すでにニッケル、コバルト、鉄をベースとした超合金単体の材料開発では、その材料特性の向上に限界が見えてきており、これら高強度合金への耐食・耐酸化コーティングが高温化を達成するために不可欠の技術として認知されている。また、さらなる高温環境下での使用を目的として、金属コーティング層の表面に熱伝導率の低いセラミックス層を形成し、基材の冷却効率を高める遮熱コーティング(TBC)も開発され、すでに応力負荷の低い静翼において実機への適用が進められている。 However, the development of single alloy materials based on nickel, cobalt, and iron has already seen limitations in improving the material properties, and the corrosion and oxidation resistant coatings on these high strength alloys achieve higher temperatures. It is recognized as an indispensable technology. In addition, a thermal barrier coating (TBC) has been developed to increase the cooling efficiency of the base material by forming a ceramic layer with low thermal conductivity on the surface of the metal coating layer for the purpose of use in a higher temperature environment. Application to actual machines is proceeding with low vanes.
TBCにおいて基材とセラミックス層と間に形成される金属結合層はコーティングの耐食・耐酸化性を担うとともに、基材とセラミックスの熱膨張係数の差に起因する熱応力を緩和させる役割も合わせ持っている。現在、これらの要求特性から金属層にはM−Cr−Al−Y合金(ここでMはニッケル、コバルト、鉄から選ばれる少なくとも一種の元素)が一般的に用いられている。一方、最外セラミックス層は熱伝導率の低さと熱膨張係数がセラミックスの中では金属に近い理由から、イットリウムにより構造を安定化したジルコニウム酸化物(Y2O3安定化ZrO2)が最も広く用いられている。 In TBC, the metal bonding layer formed between the substrate and the ceramic layer is responsible for the corrosion and oxidation resistance of the coating, and also has the role of relieving thermal stress caused by the difference in thermal expansion coefficient between the substrate and the ceramic. ing. Currently, M-Cr-Al-Y alloys (wherein M is at least one element selected from nickel, cobalt, and iron) are generally used for the metal layer because of these required characteristics. On the other hand, for the outermost ceramic layer, zirconium oxide (Y 2 O 3 stabilized ZrO 2 ) whose structure is stabilized by yttrium is the widest because ceramics have a low thermal conductivity and a thermal expansion coefficient close to that of metals. It is used.
コーティング層の形成方法としてはプラズマ溶射法、電子ビーム物理蒸着(EB−PVD)法、化学蒸着(CVD法)などが考えられるが、特にプラズマ溶射法は厚膜の形成が容易なことや、被覆材料の選択の幅が広いことなどからガスタービンやジェットエンジンの動・静翼用のコーティングとして一般的である。 As a method for forming the coating layer, plasma spraying, electron beam physical vapor deposition (EB-PVD), chemical vapor deposition (CVD), and the like can be considered. In particular, plasma spraying is easy to form a thick film, Because of the wide selection of materials, it is a common coating for moving and stationary blades of gas turbines and jet engines.
現在、溶射法で作製されたジルコニウム酸化物のコーティング層には、ボイドや貫通き裂などのマクロ欠陥が存在し、雰囲気中の酸素が容易に侵入するため、耐酸化効果はあまり見込めないが、将来的には溶射法の改善や物理蒸着法などの改善によって、大幅にボイドや貫通き裂を低減することが見込まれる。 Currently, the coating layer of zirconium oxide produced by the thermal spray method has macro defects such as voids and penetration cracks, and oxygen in the atmosphere easily penetrates, so the oxidation resistance effect is not expected much, In the future, it is expected that voids and penetration cracks will be greatly reduced by improving thermal spraying and physical vapor deposition.
しかしながら、ジルコニウム酸化物は酸素イオンを通しやすい酸素イオン伝導体であるため、マクロ欠陥を通じたガスの侵入に代わって、酸素イオン伝導によって金属結合層表面が酸化され材料劣化を引き起こす可能性が高い。 However, since zirconium oxide is an oxygen ion conductor that easily allows oxygen ions to pass therethrough, there is a high possibility that the metal bonding layer surface is oxidized by oxygen ion conduction to cause material deterioration instead of gas intrusion through macro defects.
以上述べたように、遮熱コーティング最表面のジルコニウム酸化物層は酸素イオンの伝導体であるため、酸素イオン伝導によって金属結合層表面が酸化され、材料劣化を引き起こす可能性が高く、現状では耐酸化抑止層として利用することができない。 As described above, since the zirconium oxide layer on the outermost surface of the thermal barrier coating is a conductor of oxygen ions, the surface of the metal bonding layer is likely to be oxidized by oxygen ion conduction and cause material deterioration. It cannot be used as a deterrence layer.
本発明はこのような事情に鑑みてなされたものであり、ジルコニウム酸化物中の酸素イオン伝導を妨げ、ジルコニウム酸化物層に耐酸化効果を付与することにより、耐酸化抑止層としての機能を高めた遮熱コーティング材料、その製造方法および同材料を用いた高温部品を提供することを目的とする。 The present invention has been made in view of such circumstances, and prevents oxygen ion conduction in zirconium oxide and enhances the function as an oxidation-resistant inhibiting layer by imparting an oxidation-resistant effect to the zirconium oxide layer. Another object of the present invention is to provide a thermal barrier coating material, a method for producing the same, and a high-temperature component using the material.
上述したように、溶射法で作製されたジルコニウム酸化物のコーティング層には、ボイドや貫通き裂などのマクロ欠陥が存在し、雰囲気中の酸素が容易に侵入し、耐酸化効果が少ない。また、ジルコニウム酸化物は酸素イオンを通しやすい酸素イオン伝導体であるため、マクロ欠陥を通じたガスの侵入に代わって、酸素イオン伝導によって金属結合層表面が酸化され材料劣化を引き起こす可能性が高い。 As described above, the zirconium oxide coating layer produced by the thermal spraying method has macro defects such as voids and through cracks, and oxygen in the atmosphere easily penetrates and has a low oxidation resistance effect. In addition, since zirconium oxide is an oxygen ion conductor that easily allows oxygen ions to pass therethrough, there is a high possibility that the metal bonding layer surface is oxidized by oxygen ion conduction to cause material deterioration instead of gas intrusion through macro defects.
発明者においては、この酸素の侵入機構を抑制すれば、遮熱コーティングトップ層に酸化抑止効果を付与することが可能になることに着目した。すなわち、ジルコニウム酸化物に薄い低酸素欠陥濃度化合物層を形成すると、金属結合層表面の酸素ポテンシャルは、ほぼ化合物の酸素平衡ポテンシャル近くまで低減することができる。したがって、金属結合層の酸化速度を低下させ、コーティング材料の長寿命化を達成することが可能になると想定される。 The inventor has paid attention to the fact that if this oxygen intrusion mechanism is suppressed, an oxidation inhibiting effect can be imparted to the thermal barrier coating top layer. That is, when a thin low oxygen defect concentration compound layer is formed on zirconium oxide, the oxygen potential on the surface of the metal bonding layer can be reduced to near the oxygen equilibrium potential of the compound. Therefore, it is assumed that it is possible to reduce the oxidation rate of the metal bonding layer and to extend the life of the coating material.
発明者において、ジルコニウム酸化物層内、もしくはジルコニウム酸化物層と金属結合層との界面に、酸素欠陥濃度がジルコニウム酸化物より低い酸化物からなる層を数μmの厚さで形成したところ、ジルコニウム酸化物層に酸素侵入の遮蔽効果を付与することができ、遮熱コーティング材料の耐酸化性を著しく向上することができることが認められた。なお、酸素欠陥濃度がジルコニウム酸化物より低い酸化物からなる層の厚さが10μm以上になると、熱サイクル寿命は低下するため、その厚さは10μm以下にすることが望ましい。 The inventor formed a layer made of an oxide having an oxygen defect concentration lower than that of zirconium oxide within the zirconium oxide layer or at the interface between the zirconium oxide layer and the metal bonding layer to a thickness of several μm. It was recognized that the oxide layer can be provided with a shielding effect against oxygen intrusion, and the oxidation resistance of the thermal barrier coating material can be significantly improved. Note that if the thickness of the layer made of an oxide having an oxygen defect concentration lower than that of zirconium oxide is 10 μm or more, the thermal cycle life is reduced. Therefore, the thickness is desirably 10 μm or less.
本発明は、以上の知見に基づいてなされたものであり、請求項1に係る発明では、ニッケル、コバルトもしくは鉄を主成分とする合金からなる基材の表面に、ジルコニウム酸化物からなる遮熱層を、ニッケル、コバルト、鉄のうち少なくとも1つを含み、これとクロム、アルミニウム、イットリウムの少なくとも1つの元素とからなる合金の金属結合層を介して形成した遮熱コーティング材料であって、前記遮熱層内、またはこの遮熱層と前記金属結合層との界面に、酸素欠陥濃度がジルコニウム酸化物よりも低い化合物からなる酸化抑止層を少なくとも1層形成したことを特徴とする遮熱コーティング材料を提供する。
The present invention has been made on the basis of the above knowledge. In the invention according to
請求項2に係る発明ではニッケル、コバルトもしくは鉄を主成分とする合金からなる基材の表面側に、2層以上のジルコニウム酸化物からなる遮熱層を、ニッケル、コバルト、鉄のうち少なくとも1つを含み、これとクロム、アルミニウム、イットリウムの少なくとも1つの元素とからなる合金の金属結合層および中間金属層をそれぞれ介して形成した遮熱コーティング材料であって、最表面側の前記遮熱層内、またはこの最表面側の遮熱層とその内側の前記中間金属層との界面に、酸素欠陥濃度がジルコニウム酸化物よりも低い化合物からなる酸化抑止層を形成したことを特徴とする遮熱コーティング材料を提供する。
In the invention according to
請求項5に係る発明では請求項1または2記載の遮熱コーティング材料で、前記酸化抑止層がアルミニウム酸化物、クロム酸化物もしくはチタン酸化物を主とするものを製造する遮熱コーティング材料の製造方法であって、前記酸化抑止層を形成する工程として、アルミニウム、クロム、チタンから選ばれる少なくとも1つの元素を含む金属・合金層を予め前記金属結合層または中間金属層の表面に形成する工程と、前記遮熱層としてのジルコニウム酸化物形成時に、またはその後に行なわれる大気中もしくは低真空中における熱処理により、前記金属・合金層を酸化物層とする工程とを備えることを特徴とする遮熱コーティング材料の製造方法を提供する。 According to a fifth aspect of the present invention, there is provided a thermal barrier coating material according to the first or second aspect, wherein the oxidation inhibiting layer is mainly composed of aluminum oxide, chromium oxide or titanium oxide. A method of forming the oxidation-inhibiting layer by previously forming a metal / alloy layer containing at least one element selected from aluminum, chromium, and titanium on the surface of the metal bonding layer or the intermediate metal layer; And a step of forming the metal / alloy layer as an oxide layer by heat treatment in the atmosphere or in a low vacuum performed at the time of forming the zirconium oxide as the heat shielding layer, or after that. A method for producing a coating material is provided.
請求項6に係る発明では請求項1または2記載の遮熱コーティング材料で、前記酸化抑止層がアルミニウム窒化物、クロム窒化物もしくはチタン窒化物を主とするものを製造する遮熱コーティング材料の製造方法であって、前記酸化抑止層を形成する工程として、アルミニウム、クロム、チタンから選ばれる少なくとも1つの元素を含む金属・合金層を予め前記金属結合層または中間金属層の表面に形成する工程と、窒素雰囲気中の熱処理により前記金属・合金層を窒化物層とする工程とを備えることを特徴とする遮熱コーティング材料の製造方法を提供する。 According to a sixth aspect of the present invention, there is provided the thermal barrier coating material according to the first or second aspect, wherein the oxidation inhibiting layer is mainly composed of aluminum nitride, chromium nitride or titanium nitride. A method of forming the oxidation-inhibiting layer by previously forming a metal / alloy layer containing at least one element selected from aluminum, chromium, and titanium on the surface of the metal bonding layer or the intermediate metal layer; And a step of forming the metal / alloy layer into a nitride layer by heat treatment in a nitrogen atmosphere.
請求項7に係る発明では前記金属・合金層を予め前記金属結合層または中間金属層の表面に形成する工程として、物理蒸着、化学蒸着、スパッタリング、溶射法、スピンコート法、スラリー法のいずれかの方法を用いることを特徴とする請求項5または6記載の遮熱コーティング材料の製造方法を提供する。
In the invention according to claim 7, any one of physical vapor deposition, chemical vapor deposition, sputtering, thermal spraying, spin coating, and slurry is used as the step of previously forming the metal / alloy layer on the surface of the metal bonding layer or the intermediate metal layer. The method for producing a thermal barrier coating material according to
請求項8に係る発明では請求項1から4までのいずれかに記載の遮熱コーティング材料を用いたことを特徴とする高温部品を提供する。
The invention according to claim 8 provides a high-temperature component using the thermal barrier coating material according to any one of
なお、高温部品としては、発電用ガスタービンの高温部品、航空機用ジェットエンジンの高温部品、ディーゼルエンジンの高温部品等が挙げられる。 Examples of the high-temperature parts include high-temperature parts for power generation gas turbines, high-temperature parts for aircraft jet engines, and high-temperature parts for diesel engines.
本発明によれば、遮熱コーティング層の最表面に形成されるジルコニウム酸化物層に酸素侵入の遮蔽効果を付与することができ、遮熱コーティング材料の耐酸化性を著しく向上することができる。 According to the present invention, the zirconium oxide layer formed on the outermost surface of the thermal barrier coating layer can be provided with an oxygen penetration shielding effect, and the oxidation resistance of the thermal barrier coating material can be significantly improved.
以下、本発明に係る遮熱コーティング材料およびその製造方法の実施形態について、図面を参照して説明する。 Hereinafter, embodiments of a thermal barrier coating material and a manufacturing method thereof according to the present invention will be described with reference to the drawings.
第1実施形態(図1〜図5)
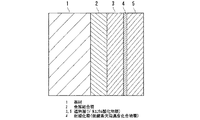
本実施形態では、ジルコニウム酸化物からなる遮熱層内に酸素欠陥濃度がジルコニウム酸化物よりも低い化合物からなる酸化抑止層を1層形成した遮熱コーティング材料について説明する。図1は、この遮熱コーティング材料の構成を示す断面図である。
1st Embodiment (FIGS. 1-5)
In the present embodiment, a thermal barrier coating material will be described in which one oxidation inhibiting layer made of a compound having a lower oxygen defect concentration than zirconium oxide is formed in the thermal barrier layer made of zirconium oxide. FIG. 1 is a cross-sectional view showing the configuration of this thermal barrier coating material.
図1に示すように、この遮熱コーティング材料では、Ni基超合金IN738LC(商品名)からなる基材1の表面に、M−Cr−Al−Y合金からなる金属結合層2が形成されている。なお、M−Cr−Al−Y合金のMはニッケル、コバルト、鉄から選ばれる少なくとも1つの元素からなり、本実施形態では具体的に、NiCoCrAlY合金からなる金属結合層2が形成されている。
As shown in FIG. 1, in this thermal barrier coating material, a
この金属結合層2の表面に、遮熱層としてジルコニウム酸化物層3,5が形成され、このジルコニウム酸化物層3、5内の厚さ方向中間位置に、酸素欠陥濃度がジルコニウム酸化物よりも低い化合物からなる酸化抑止層として、低酸素欠陥濃度化合物層4が形成されている。すなわち、基材1の表面側には、金属結合層2を介して金属結合層側ジルコニウム酸化物層3が形成され、その表面側に低酸素欠陥濃度化合物層4が形成され、さらに低酸素欠陥濃度化合物層4の表面側に、最表面ジルコニウム酸化物層5が形成されている。
ジルコニウム酸化物としては、現在最も広く適用されている8wt%Y2O3安定化ZrO2が好適であるが、安定化剤の量を5〜20wt%の範囲で変化させたり、安定化剤そのものをマグネシウム酸化物やカルシウム酸化物、セリウム酸化物、イッテルビウム酸化物、ユーロビウム酸化物などに代えることも可能である。 As the zirconium oxide, 8 wt% Y 2 O 3 stabilized ZrO 2 which is currently most widely applied is suitable, but the amount of the stabilizer may be changed in the range of 5 to 20 wt%, or the stabilizer itself. Can be replaced with magnesium oxide, calcium oxide, cerium oxide, ytterbium oxide, eurobium oxide, or the like.
また、低酸素欠陥濃度化合物層4としては、アルミニウム酸化物層が適用され、例えばスラリー法により形成されている。すなわち、金属結合層側ジルコニウム酸化物層3の表面にアルミニウムのスラリーにより形成し、低真空中における熱処理により、アルミニウム酸化物層(Al2O3)として形成した。
In addition, as the low oxygen defect
図2は、このような低酸素欠陥濃度化合物層4を形成した遮熱コーティング材料内の酸素ポテンシャル変化を示している。図2の縦軸に酸素ポテンシャルを表し、横軸に遮熱コーティング材料の層厚さを表している。この図2中、破線で示した特性線aは低酸素欠陥濃度化合物層4を形成しない場合の酸素ポテンシャルを示し、実線で示した特性線bは、低酸素欠陥濃度化合物層4を形成した場合の酸素ポテンシャルを示している。
FIG. 2 shows a change in oxygen potential in the thermal barrier coating material on which such a low oxygen defect
ジルコニウム酸化物層3,5内に低酸素欠陥濃度化合物層4を形成しない場合には、特性線aから明かなように、ジルコニウム酸化物内で酸素イオン伝導が容易に起こるため、ほとんどポテンシャル低下が見込めないのに対し、ジルコニウム酸化物層3,5内に薄い低酸素欠陥濃度化合物層4を形成した場合には、特性線bから明かなように、金属結合層2表面の酸素ポテンシャルを、ほぼ低酸素欠陥濃度化合物の酸素平衡ポテンシャル近くまで低減することができる。したがって、金属結合層2の酸化速度を低下させ、遮熱コーティング材料の長寿命化を達成することが可能である。
When the low oxygen defect
図3および図4は、低酸素欠陥濃度化合物層4を種々の厚さに設定した試料について、酸化量割合(図3)および剥離寿命の割合(図4)の測定結果を示すグラフである。
3 and 4 are graphs showing the measurement results of the oxidation amount ratio (FIG. 3) and the peel life ratio (FIG. 4) for samples in which the low oxygen defect
すなわち、本発明の実施例試料として、Ni基超合金IN738LCを基材1とし、その表面に金属結合層2として、厚さ150μmのNiCoCrAlY合金層を溶射法によって形成し、その表面に遮熱層として厚さ300μmの金属結合層側ジルコニウム酸化物層3を形成した試料を作成した。この試料のジルコニウム酸化物層3表面に、低酸素欠陥濃度化合物層4としてアルミニウム酸化物をスラリー法により、厚さ1μm(試料1)、5μm(試料2)、10μm(試料3)、20μm(試料4)および50μm(試料5)で形成し、その表面に最表面ジルコニウム酸化物層5を形成した。また、化合物層を含まない比較例としての試料を作成した。
That is, as an example sample of the present invention, a Ni-base superalloy IN738LC is used as the
これらの試料1〜5および比較例について、1000℃で500時間の加熱条件における酸化量(図3)と、室温および1200℃の熱サイクル下における金属結合層の剥離寿命(図4)とを比較した。なお、比較例として作成した化合物層を含まない試料の酸化量および剥離寿命を、図3および図4において「1」とした。
For these
この比較の結果、図3から明らかなように、試験片1〜5については、いずれも比較例に比べて、金属結合層2の酸化量が大きく低減していた。また、図4から明らかなように、低酸素欠陥濃度化合物層4の厚さが10μm以下の試料1、2については、熱サイクル寿命が比較例に比して殆ど変化しない。しかしながら、試料3〜5のように、低酸素欠陥濃度化合物層4の厚さが10μmを超えると、熱サイクル寿命が比較例に比して著しく低下する傾向がみられた。したがって、従来品と同等のサイクル寿命が得られる点から、低酸素欠陥濃度化合物層4の厚さは10μm以下とすることが望ましい。
As a result of this comparison, as is clear from FIG. 3, the amount of oxidation of the
また、本実施形態では、低酸素欠陥濃度化合物層4をジルコニウム酸化物層3,5間に挟まれた構成としたが、ジルコニウム酸化物層3と金属結合層2との界面に形成しても、略同様の機能を果たすことが認められた。なお、ジルコニウム酸化物と低酸素欠陥濃度化合物との熱膨張係数の違いが大きい場合には、温度の低い金属結合層2側の位置に配置した方が、熱応力のミスフィットを解消する上で望ましい。
In the present embodiment, the low oxygen defect
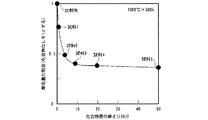
また、一般的に酸素イオン伝導度は低酸素欠陥濃度化合物層4内部の酸素欠陥と関連付けられる。本実施形態では、低酸素欠陥濃度化合物層4に適する材料を探索するため、図5に示すように、ジルコニウム酸化物単体、これよりも酸素欠陥濃度の低いアルミニウム酸化物(Al2O3)、チタン酸化物(TiO2)、クロム酸化物(Cr2O3)、シリコン炭化物(SiC)、チタン窒化物(TiN)およびアルミニウム窒化物(AlN)を、ジルコニウム酸化物層の中間に5μmの厚さで形成した試料について、1000℃×500hでの金属結合層の酸化量を比較した。
In general, the oxygen ion conductivity is associated with oxygen defects in the low oxygen defect
この図5に示した比較の結果、ジルコニウム酸化物単体の酸化量に比して、酸素欠陥濃度の低いアルミニウム酸化物、チタン酸化物、クロム酸化物、シリコン炭化物、チタン窒化物およびアルミニウム窒化物は、いずれも酸化量が2/3から1/2まで低減され、十分な耐酸化性向上効果を有することが明らかとなった。したがって、本発明による実施品として、上記いずれの材料も利用できることがわかった。とりわけ、アルミニウム酸化物は耐酸化性向上効果が高く、ジルコニウム酸化物層3,5内の中間位置に形成される低酸素欠陥濃度化合物層4として、最適であることが示唆された。
As a result of the comparison shown in FIG. 5, aluminum oxide, titanium oxide, chromium oxide, silicon carbide, titanium nitride and aluminum nitride having a low oxygen defect concentration as compared with the oxidation amount of zirconium oxide alone are In both cases, the oxidation amount was reduced from 2/3 to 1/2, and it was revealed that the oxidation resistance was sufficiently improved. Therefore, it was found that any of the above materials can be used as a product according to the present invention. In particular, aluminum oxide has a high effect of improving oxidation resistance, suggesting that it is optimal as the low oxygen defect
なお、低酸素欠陥濃度化合物層4の形成方法としてスラリー法のほか、物理蒸着法、化学蒸着法、スパッタリング法、溶射法、スピンコート法などを試みた。この結果、いずれの方法によっても層形成が可能であった。ただし、溶射法は層内の欠陥制御が困難であり、あまり効果が得られなかったのに対して、物理蒸着の一種であるEB−PVD法や、スパッタリング法、スラリー法はいずれも金属結合層の酸化量を従来品の2/3まで低減できることが確認された。
In addition to the slurry method, the low oxygen defect
以上の第1実施形態によれば、低酸素欠陥濃度化合物層4をジルコニウム酸化物層3,5内またはジルコニウム酸化物層3と金属結合層2との界面に形成することにより、金属結合層2の酸化量が大きく低減し、ジルコニウム酸化物層に耐酸化効果を付与することができ、耐酸化抑止層としての機能を高めた遮熱コーティング材料を得ることができた。
According to the first embodiment described above, the low oxygen defect
第2実施形態(図6〜図8)
本発明の第2実施形態では、基材の表面側に、2層以上のジルコニウム酸化物からなる遮熱層を、金属結合層および中間金属層をそれぞれ介して形成し、最表面側の遮熱層内、またはこの最表面側の遮熱層とその内側の中間金属層との界面に、酸素欠陥濃度がジルコニウム酸化物よりも低い化合物からなる酸化抑止層を形成した遮熱コーティング材料について説明する。
Second Embodiment (FIGS. 6 to 8)
In the second embodiment of the present invention, a heat shielding layer composed of two or more zirconium oxides is formed on the surface side of the base material via the metal bonding layer and the intermediate metal layer, respectively, and the heat shielding layer on the outermost surface side is formed. A thermal barrier coating material in which an oxidation inhibiting layer made of a compound having a lower oxygen defect concentration than zirconium oxide is formed in the layer or at the interface between the thermal barrier layer on the outermost surface side and the intermediate metal layer on the inner side will be described. .
図6は、本実施形態による遮熱コーティング材料の構成を具体的に示す断面図である。この遮熱コーティング材料では、図6に示すように、基材1の表面に金属結合層2を介して金属結合層側ジルコニウム酸化物層3が形成され、その表面側に中間金属層6が形成されている。中間金属層6の材料は、金属結合層2と同一である。この中間金属層6の表面に、低酸素欠陥濃度化合物層4が形成され、さらにその表面側に最表面ジルコニウム酸化物層5が形成されている。これら各構成材については、第1実施形態と同様である。
FIG. 6 is a cross-sectional view specifically showing the configuration of the thermal barrier coating material according to the present embodiment. In this thermal barrier coating material, as shown in FIG. 6, the metal bonding layer side
図7は、図6に示した遮熱コーティング部材の製造方法を説明するためのフローチャートである。この図7に示すように、本実施形態では、まず基材1を所定の寸法に加工し(S101)、この基材1に金属結合層2を形成する(S102)。次に、金属結合層2を介して結合層側ジルコニウム酸化物層3を形成し(S103)、その表面に中間金属層6を形成する(S104)。そして、中間金属層6の表面にアルミニウム、クロム、チタンなどの金属を第1実施形態と同様の方法で付着させ、金属・合金層を形成する(S105)。この後、図7に作成プロセス1として示したように、酸化または窒化処理を行なってアルミニウム、クロム、チタンなどを酸化または窒化させ、金属・合金層を酸化物または窒化物層とする(S106)。そして、最終的に、最表面ジルコニウム酸化物層5の形成(S107)を行なう。
FIG. 7 is a flowchart for explaining a method of manufacturing the thermal barrier coating member shown in FIG. As shown in FIG. 7, in this embodiment, the
なお、図7に製作プロセス2として示したように、酸化処理として大気加熱処理(S108)を行なう場合には、最表面ジルコニウム酸化層5を形成した後、大気中・低真空中で熱処置を施して、界面に酸化物を形成することも可能である。また、この図7に示した製造工程は、中間金属層の形成を除き、第1実施形態にも適用することができる。
As shown in
図8は、上記構成において、低酸素欠陥濃度化合物層4をジルコニウム酸化物単体、アルミニウム酸化物(Al2O3)、クロム酸化物(Cr2O3)およびアルミニウム窒化物(AlN)とし、5μmの厚さで形成した試料について、1000℃×500hで大気中酸化試験に供したときの金属結合層の酸化量を比較した結果を示している。
FIG. 8 shows that in the above configuration, the low oxygen defect
この図8に示したように、ジルコニウム酸化物単体に比し、アルミニウム酸化物、クロム酸化物およびアルミニウム窒化物の酸化量は2/3から1/2にまで低減された。したがって、中間金属層6を介してその表面側に低酸素欠陥濃度化合物層4を形成した本実施形態の遮熱コーティング材料においても、酸化物や窒化物をジルコニウム酸化物層3,5間に直接形成した第1実施形態と同様に、優れた耐酸化効果を発揮することが明かとなった。とりわけ、アルミニウム酸化物を形成したものは、最も優れた耐酸化性を示し、本発明の実施に最適であることがわかった。
As shown in FIG. 8, the oxidation amounts of aluminum oxide, chromium oxide, and aluminum nitride were reduced from 2/3 to 1/2 as compared with zirconium oxide alone. Therefore, even in the thermal barrier coating material of the present embodiment in which the low oxygen defect
なお、本実施形態においても、前記第1実施形態と同様に、低酸素欠陥濃度化合物層4形成のための金属・合金層の形成方法として物理蒸着法、化学蒸着法、スパッタリング法、溶射法、スピンコート法などを試みたが、いずれの方法によっても層形成が可能であった。ただし、溶射法は前述したものと同様、層内の欠陥制御が困難であり、あまり効果が得られなかったのに対して、物理蒸着の一種であるEB−PVD法や、スパッタリング法、スラリー法などはいずれも金属結合層の酸化量を大幅に低減できた。
Also in this embodiment, as in the first embodiment, physical vapor deposition, chemical vapor deposition, sputtering, thermal spraying, as a method for forming a metal / alloy layer for forming the low oxygen defect
以上の第1実施形態および第2実施形態で示したように、ジルコニウム酸化物層に酸素侵入の遮蔽効果を付与する本発明の遮熱コーティング材料は、現在遮熱コーティングが利用されている各種高温部品の全般を対象として、適用することができる。すなわち、発電用・舶用ガスタービンにおける動・静翼・燃焼器内面・トランジションピース・シュラウドセグメント、ジェットエンジンにおける動・静翼・燃焼器内面・トランジションピース、ディーゼルエンジンにおけるシリンダー内面・ピストン外面・バルブ等に適用することができる。 As shown in the first and second embodiments above, the thermal barrier coating material of the present invention that imparts a shielding effect against oxygen intrusion to the zirconium oxide layer includes various high-temperature coatings that currently use thermal barrier coatings. It can be applied to all parts. That is, dynamic / static blade / combustor inner surface / transition piece / shroud segment in power generation / marine gas turbine, dynamic / static blade / combustor inner surface / transition piece in jet engine, cylinder inner surface / piston outer surface / valve in diesel engine, etc. Can be applied to.
1…基材、2…金属結合層、3…遮熱層(基材側ジルコニウム酸化物層)、4…低酸素欠陥濃度化合物層(酸化抑止層)、5…遮熱層(最表面側ジルコニウム酸化物層)、6…中間金属層。
DESCRIPTION OF
Claims (8)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004154980A JP2005336524A (en) | 2004-05-25 | 2004-05-25 | Thermal barrier coating material |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004154980A JP2005336524A (en) | 2004-05-25 | 2004-05-25 | Thermal barrier coating material |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005336524A true JP2005336524A (en) | 2005-12-08 |
Family
ID=35490412
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004154980A Pending JP2005336524A (en) | 2004-05-25 | 2004-05-25 | Thermal barrier coating material |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005336524A (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7768080B2 (en) * | 2007-07-30 | 2010-08-03 | Hewlett-Packard Development Company, L.P. | Multilayer dielectric |
| US8541115B2 (en) * | 2009-01-30 | 2013-09-24 | United Technologies Corporation | Oxide coating foundation for promoting TBC adherence |
-
2004
- 2004-05-25 JP JP2004154980A patent/JP2005336524A/en active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7768080B2 (en) * | 2007-07-30 | 2010-08-03 | Hewlett-Packard Development Company, L.P. | Multilayer dielectric |
| US8143128B2 (en) | 2007-07-30 | 2012-03-27 | Hewlett-Packard Development Company, L.P. | Multilayer dielectric defect method |
| US8541115B2 (en) * | 2009-01-30 | 2013-09-24 | United Technologies Corporation | Oxide coating foundation for promoting TBC adherence |
| US20130344252A1 (en) * | 2009-01-30 | 2013-12-26 | United Technologies Corporation | Oxide Coating as Foundation for Promote TBC Adherence |
| US9005713B2 (en) * | 2009-01-30 | 2015-04-14 | United Technologies Corporation | Oxide coating foundation for promoting TBC adherence |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6730413B2 (en) | Thermal barrier coating | |
| EP1642993B1 (en) | Segmented gadolinia zirconia coatings | |
| US4639399A (en) | Nickel oxide, ceramic insulated, high temperature coating | |
| US9109279B2 (en) | Method for coating a blade and blade of a gas turbine | |
| US6960395B2 (en) | Ceramic compositions useful for thermal barrier coatings having reduced thermal conductivity | |
| US20100196615A1 (en) | Method for forming an oxidation-resistant film | |
| JP2002522646A (en) | Multi-layer thermal insulation coating system | |
| CA2548973A1 (en) | Use of a thermal barrier coating for a housing of a steam turbine, and a steam turbine | |
| JPH1088368A (en) | Thermal insulation coating member and its production | |
| JPH09296702A (en) | Heat insulating coated product and coating method | |
| JP6386740B2 (en) | Ceramic powder and method therefor | |
| JP2009242836A (en) | Alloy material having high temperature corrosion-resistance, heat-shielding coating material, turbine member and gas turbine | |
| US6231998B1 (en) | Thermal barrier coating | |
| US20100162715A1 (en) | Method and system for enhancing heat transfer of turbine engine components | |
| JP2014015666A (en) | Heat insulation coating for gas turbine blade for power generation, and gas turbine for power generation using the same | |
| US20160010471A1 (en) | Coating systems and methods therefor | |
| JP2018162506A (en) | High temperature member and manufacturing method of the same | |
| WO2012029540A1 (en) | Heat-masking coating film, process for production thereof, and heat-resistant alloy members using the same | |
| JP2006328499A (en) | Thermal barrier coating, gas turbine high-temperature component, and gas turbine | |
| FR2718464A1 (en) | Superalloy article and method of mfr. | |
| JP2005336524A (en) | Thermal barrier coating material | |
| EP2857638A1 (en) | A component for a turbomachine and a method for construction of the component | |
| JP5164250B2 (en) | Thermal barrier coating member and manufacturing method thereof | |
| JP5675087B2 (en) | Thermal barrier coating, turbine member, gas turbine, and method of manufacturing thermal barrier coating | |
| JP2006151720A (en) | Heat resistant material and method of manufacturing the same |