JP2005295699A - 金属黒鉛ブラシ - Google Patents
金属黒鉛ブラシ Download PDFInfo
- Publication number
- JP2005295699A JP2005295699A JP2004107650A JP2004107650A JP2005295699A JP 2005295699 A JP2005295699 A JP 2005295699A JP 2004107650 A JP2004107650 A JP 2004107650A JP 2004107650 A JP2004107650 A JP 2004107650A JP 2005295699 A JP2005295699 A JP 2005295699A
- Authority
- JP
- Japan
- Prior art keywords
- brush
- metal
- graphite brush
- corrosion resistance
- metal graphite
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Landscapes
- Motor Or Generator Current Collectors (AREA)
- Powder Metallurgy (AREA)
- Manufacture Of Alloys Or Alloy Compounds (AREA)
Abstract
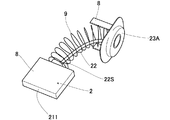
【解決手段】 黒鉛粉末と金属粉末とを含む原料粉末を加圧して圧粉体を形成し、この圧粉体を焼結してなる金属黒鉛ブラシ2において、質量で、Cu:4〜53%、Ni:1.5〜22%、Sn:0.5〜11%、を含有するから、強度と共に、硫黄やその化合物に対する耐食性と蟻酸や酢酸等の有機酸に対する耐食性の両者を備えた金属黒鉛ブラシが得られる。
【選択図】 図1
Description
実験例
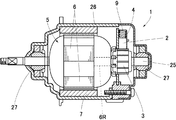
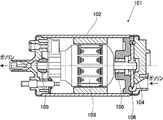
比較例の金属黒鉛ブラシは、質量で、Cu:10〜80%、Sn:1〜10%、を含有し、残りをCと不可避不純物からなる組成の原料粉末を用い、この原料粉末を加圧して圧粉体を形成し、この圧粉体を焼結してなる。この比較例のものと、実施例(後述する被覆層はなし)のものを用いたモータ1で、酢酸600ppm、蟻酸と酢酸1000ppm、アルコール5000ppm含むガソリンを使用して試験を行ったところ、比較例のものは数時間で腐食が原因によるガジリを発生し、使用不能となったのに対して、実施例のものは1000時間の耐久性が得られた。
2 金属黒鉛ブラシ
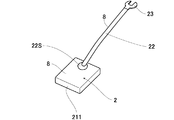
8 四フッ化エチレン樹脂層(被覆層)
17 金属黒鉛ブラシ
Claims (3)
- 黒鉛粉末と金属粉末とを含む原料粉末を加圧して圧粉体を形成し、この圧粉体を焼結してなる金属黒鉛ブラシにおいて、質量で、Cu:4〜53%、Ni:1.5〜22%、Sn:0.5〜11%、を含有することを特徴とする金属黒鉛ブラシ。
- 質量で、Zn:0.5〜11%、MoS2:0.5〜3%、C:残部を含有することを特徴とする請求項1記載の金属黒鉛ブラシ。
- 外面を被覆する被覆層を備え、この被覆層が四フッ化エチレン樹脂層であることを特徴とする請求項1又は2記載の金属黒鉛ブラシ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004107650A JP2005295699A (ja) | 2004-03-31 | 2004-03-31 | 金属黒鉛ブラシ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004107650A JP2005295699A (ja) | 2004-03-31 | 2004-03-31 | 金属黒鉛ブラシ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005295699A true JP2005295699A (ja) | 2005-10-20 |
Family
ID=35328022
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004107650A Pending JP2005295699A (ja) | 2004-03-31 | 2004-03-31 | 金属黒鉛ブラシ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005295699A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106464094A (zh) * | 2014-06-20 | 2017-02-22 | 株式会社村田制作所 | 滑动部件、旋转机、滑动部件的制造方法 |
| JP2023124185A (ja) * | 2022-02-25 | 2023-09-06 | 株式会社東芝 | 回転電機用ブラシ、回転電機用ブラシの製造方法及び回転電機 |
-
2004
- 2004-03-31 JP JP2004107650A patent/JP2005295699A/ja active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106464094A (zh) * | 2014-06-20 | 2017-02-22 | 株式会社村田制作所 | 滑动部件、旋转机、滑动部件的制造方法 |
| JPWO2015194444A1 (ja) * | 2014-06-20 | 2017-04-20 | 株式会社村田製作所 | 摺動部材、回転機、摺動部材の製造方法 |
| CN106464094B (zh) * | 2014-06-20 | 2019-10-25 | 株式会社村田制作所 | 滑动部件、旋转机、滑动部件的制造方法 |
| US10505328B2 (en) | 2014-06-20 | 2019-12-10 | Murata Manufacturing Co., Ltd. | Sliding member, rotary device, and method for manufacturing sliding member |
| JP2023124185A (ja) * | 2022-02-25 | 2023-09-06 | 株式会社東芝 | 回転電機用ブラシ、回転電機用ブラシの製造方法及び回転電機 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100326850B1 (ko) | 세라믹글로우플러그 | |
| KR19980042533A (ko) | 세라믹 글로우 플러그 | |
| JP4596404B2 (ja) | 燃料ポンプ用直流電動機の通電部材とその製造方法および燃料ポンプ | |
| JP2007277715A (ja) | めっき材料および前記めっき材料が用いられた電気電子部品 | |
| EP1496573B1 (en) | Commutating device for small-sized motor and manufacturing method therefore | |
| US8878417B2 (en) | Commutator | |
| US9882331B2 (en) | Low cost gold wire brushes | |
| US7799430B2 (en) | Carbon commutator and process for producing the same | |
| US7642688B2 (en) | Metal-graphite brush | |
| JP2005295699A (ja) | 金属黒鉛ブラシ | |
| JP3770476B2 (ja) | 金属黒鉛質ブラシ | |
| JP2003286922A (ja) | 燃料ポンプ用軸受とその製造方法および燃料ポンプ | |
| JP4253837B2 (ja) | 耐食性を備えたモータ用部品 | |
| JP5136840B2 (ja) | 回転電機 | |
| JP5101235B2 (ja) | 電子部品用Snめっき材及び電子部品 | |
| JP4598238B2 (ja) | 接点部材及びその製造方法 | |
| US10505328B2 (en) | Sliding member, rotary device, and method for manufacturing sliding member | |
| JP2005240159A (ja) | モータ式燃料ポンプのCu基焼結合金製軸受及びそれを用いたモータ式燃料ポンプ | |
| JP5136841B2 (ja) | 回転電機用ブラシおよび回転電機 | |
| JP2006149144A (ja) | マイクロモーター、マイクロモータ用摺動接点及びその製造方法 | |
| KR100879794B1 (ko) | 진동모터용 정류자, 진동모터 및 이에 사용되는 도금액 | |
| KR20080057026A (ko) | 진동모터용 정류자, 진동모터 및 이에 사용되는 도금액 | |
| JP2004300485A (ja) | 摺動部品とその製造方法 | |
| JP2008099457A (ja) | Dcモータ | |
| JP2005057859A (ja) | 小径モータ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20060125 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20060217 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061214 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20090525 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20091023 |