JP2005292005A - しごき加工時の損傷評価試験方法および損傷評価試験装置 - Google Patents
しごき加工時の損傷評価試験方法および損傷評価試験装置 Download PDFInfo
- Publication number
- JP2005292005A JP2005292005A JP2004109321A JP2004109321A JP2005292005A JP 2005292005 A JP2005292005 A JP 2005292005A JP 2004109321 A JP2004109321 A JP 2004109321A JP 2004109321 A JP2004109321 A JP 2004109321A JP 2005292005 A JP2005292005 A JP 2005292005A
- Authority
- JP
- Japan
- Prior art keywords
- ironing
- die
- evaluation test
- damage evaluation
- plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Landscapes
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
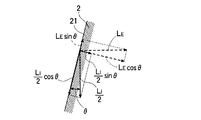
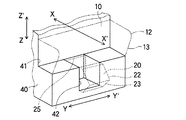
【解決手段】 本発明の装置は、対向する2つの成形面11を有する成形ダイス1と、成形ダイス1と同軸的に配置され対向する2つのしごきすべり面21を有するしごきダイス2と、厚さTの板状ワーク5を成形ダイス1およびしごきダイス2に押し込み、成形ダイス1で成形し、その後しごきダイス2でしごく、幅Wのパンチ3と、を有し、成形面11の対向面間隔は(2T+W)以上であって、しごきすべり面21の対向面間隔はWより大きく成形面11の対向面間隔より小さい。
そして、上記装置を用い、板状ワーク5をパンチ3により成形ダイス1に押し込む成形工程と、成形工程で成形された板状ワーク5’をパンチ3によりしごきダイス2に押し込んでしごく加工工程と、からなり、しごき加工工程中に発生する損傷を測定する。
【選択図】 図1
Description
本発明のしごき加工時の損傷評価試験方法は、厚さTの板状ワークを幅Wのパンチにより、(2T+W)以上の対向面間隔で対向する少なくとも2つの成形面を有する成形ダイスに押し込んで成形する成形工程と、該成形工程で成形された該板状ワークを該パンチにより、Wより大きく該成形面の対向面間隔より小さい対向面間隔で対向する少なくとも2つのしごきすべり面を有するしごきダイスに押し込んでしごき加工を行うしごき加工工程と、からなり、該しごき加工工程中に発生する損傷を測定することを特徴とする。
本発明のしごき加工時の損傷評価試験装置は、対向する少なくとも2つの成形面を有する成形ダイスと、該成形ダイスと同軸的に配置され、対向する少なくとも2つのしごきすべり面を有するしごきダイスと、厚さTの板状ワークを前記成形ダイスおよび前記しごきダイスに押し込み、該成形ダイスで成形し、その後該しごきダイスでしごく、幅Wのパンチと、を有し、前記成形面の対向面間隔は(2T+W)以上であって、前記しごきすべり面の対向面間隔はWより大きく該成形面の対向面間隔より小さいことを特徴とする。
本発明のしごき加工時の損傷評価試験方法は、成形工程としごき加工工程との2工程からなる。成形工程において板状ワークを予め成形してからしごくので、成形工程で要する力の影響がしごき加工工程に及ばない。その結果、しごき加工工程では、成形工程の影響を排除でき、しごき加工工程に起因して発生するしごきダイスの損傷を再現することができる。
本発明のしごき加工時の損傷評価試験装置は、成形ダイスと、成形ダイスとは別のしごきダイスと、を有する。成形ダイスとしごきダイスとを別々にしたことにより、成形に要する力の影響が、しごきダイスに及ばない。その結果、成形ダイスからしごきダイスへの影響を排除でき、しごきに起因して発生するしごきダイスの損傷を再現することができる。
本発明のしごき加工時の損傷評価試験方法は、成形工程と、しごき加工工程と、からなる。そして、しごき加工工程中に発生する損傷を測定する。
本発明のしごき加工時の損傷評価試験装置は、成形ダイスと、しごきダイスと、パンチと、からなり、板状ワークを被加工材(試験片)として塑性加工を行う装置である。

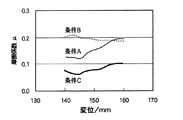
上記の試験装置を用い、条件A〜Cの潤滑剤を用いてしごき加工を1回行ったときの摩擦係数の変化の測定、および、試験後のしごきダイスの表面性状の評価を行った。
(1)板状ワークを試験装置(成形ダイス10上)に載置した。この際、板状ワーク50は、対向する各ダイス10の中央に位置するようにした。
(2)パンチ30をすべり速度190mm/sで押し込み、板状ワーク50に対してU字曲げ加工をおこなった(U字曲げ加工工程)。板状ワーク50は、対向する2つの側壁部52を有する断面U字形状体(板状ワーク50’とする)に変形した。
(3)引き続き、U字曲げ加工された板状ワーク50’に対し、しごき加工を行った(しごき加工工程)。しごき加工により、側壁面52の外側面がしごかれた。なお、しごき加工工程中の板状ワークの温度(試験温度)は、1200℃であった。また、試験例1の試験条件を表2に示す。
本試験例では、しごき加工工程中の板状ワークの温度を1080℃とした他は、試験例1と同様に試験を行った。なお、潤滑剤は、表1の条件Cとした。
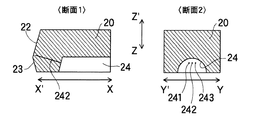
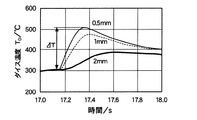
試験例3−I〜IVでは、接触時間、すべり速度、しごき加工工程中の板状ワークの温度(試験温度)、摩擦係数、を変更して、試験2と同様な試験を行い、しごきダイスの温度上昇量に対する各摩擦因子の寄与を評価した。また、しごきダイスの温度は、しごきすべり面22から0.5mmの深さ(孔242)での測定値を用いた。
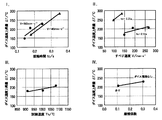
すべり速度を140mm/sまたは190mm/sとし、接触時間を変化させて試験を行った。なお、接触時間は、板状ワーク50の長さを50〜80mmの範囲で用い、すべり距離を変更することにより変化させた。図10のIに、接触時間に対するしごきダイスの温度上昇量を示す。接触時間は、しごきダイスの温度に大きく影響することがわかった。
長さ50〜80mmの範囲の板状ワーク50を用い、接触時間が0.22秒または0.42秒となるように、すべり速度を変化させて試験を行った。図10のIIに、すべり速度に対するしごきダイスの温度上昇量を示す。すべり速度は、しごきダイスの温度に影響することがわかった。
すべり速度、すべり距離、接触時間、を表2の値に設定し、試験温度を変化させて試験を行った。図10のIII に、試験温度に対するしごきダイスの温度上昇量を示す。試験温度は、しごきダイスの温度への影響が小さいことがわかった。通常、試験温度が低いほど板状ワークからの伝熱量は少なくなるが、面圧(しごき率)の影響により摩擦熱の発熱量が多かったために、試験温度が低い場合においてもしごきダイスの温度が上昇したのだと考えられる。
すべり速度、すべり距離、接触時間、を表2の値に設定し、摩擦係数を変化させ(潤滑剤の有無による)て試験を行った。図10のIVに、摩擦係数に対するしごきダイスの温度上昇量を示す。摩擦係数は、しごきダイスの温度に影響することがわかった。
11,12:成形面
2,20:しごきダイス
21、22:しごきすべり面
3,30:パンチ
4,40:ダイベース
5,50:板状ワーク
Claims (15)
- 厚さTの板状ワークを幅Wのパンチにより、(2T+W)以上の対向面間隔で対向する少なくとも2つの成形面を有する成形ダイスに押し込んで成形する成形工程と、
該成形工程で成形された該板状ワークを該パンチにより、Wより大きく該成形面の対向面間隔より小さい対向面間隔で対向する少なくとも2つのしごきすべり面を有するしごきダイスに押し込んでしごき加工を行うしごき加工工程と、
からなり、該しごき加工工程中に発生する損傷を測定することを特徴とするしごき加工時の損傷評価試験方法。 - 前記しごき加工工程は、前記パンチおよび前記しごきダイスに付加する荷重を測定するしごき荷重測定工程を含む請求項1記載のしごき加工時の損傷評価試験方法。
- 前記しごき加工工程は、前記しごきダイスの温度を測定する温度測定工程を含む請求項1または2に記載のしごき加工時の損傷評価試験方法。
- 前記成形工程は、前記板状ワークを断面U字形状に曲げ変形するU字曲げ加工工程である請求項1〜3のいずれかに記載のしごき加工時の損傷評価試験方法。
- さらに、前記成形工程の前に、前記しごきダイスに潤滑剤を塗布する潤滑剤塗布工程を有する請求項1〜4のいずれかに記載のしごき加工時の損傷評価試験方法。
- さらに、前記成形工程の前に、前記板状ワーク、前記パンチおよび前記しごきダイスのうちいずれか1以上を加熱する加熱工程を有する請求項1〜5のいずれかに記載のしごき加工時の損傷評価試験方法。
- さらに、前記しごき加工工程の後に前記板状ワークおよび/または前記しごきダイスの表面の性状の評価を行う請求項1〜6のいずれかに記載のしごき加工時の損傷評価試験方法。
- 対向する少なくとも2つの成形面を有する成形ダイスと、
該成形ダイスと同軸的に配置され、対向する少なくとも2つのしごきすべり面を有するしごきダイスと、
厚さTの板状ワークを前記成形ダイスおよび前記しごきダイスに押し込み、該成形ダイスで成形し、その後該しごきダイスでしごく、幅Wのパンチと、
を有し、前記成形面の対向面間隔は(2T+W)以上であって、前記しごきすべり面の対向面間隔はWより大きく該成形面の対向面間隔より小さいことを特徴とするしごき加工時の損傷評価試験装置。 - さらに、前記しごきダイスおよび前記パンチに付加する荷重を測定するしごき荷重測定手段を有する請求項8記載のしごき加工時の損傷評価試験装置。
- 前記荷重測定手段は、ロードセルである請求項9記載のしごき加工時の損傷評価試験装置。
- 前記しごきすべり面は、テーパ面である請求項8〜10のいずれかに記載のしごき加工時の損傷評価試験装置。
- 前記しごきダイスは、温度測定手段を有する請求項8〜11のいずれかに記載のしごき加工時の損傷評価試験装置。
- 前記しごきダイスは、前記しごきすべり面の対向面間の間隔を調整するスペーサーを有する請求項8〜12のいずれかに記載のしごき加工時の損傷評価試験装置。
- さらに、前記成形ダイスおよび/または前記しごきダイスを加熱する加熱手段を有する請求項8〜13のいずれかに記載のしごき加工時の損傷評価試験装置。
- 前記パンチは、前記板状ワークを押し込む速度を調整する速度調整手段を有する請求項8〜14のいずれかに記載のしごき加工時の損傷評価試験装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004109321A JP4093486B2 (ja) | 2004-04-01 | 2004-04-01 | しごき加工時の損傷評価試験方法および損傷評価試験装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004109321A JP4093486B2 (ja) | 2004-04-01 | 2004-04-01 | しごき加工時の損傷評価試験方法および損傷評価試験装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005292005A true JP2005292005A (ja) | 2005-10-20 |
| JP4093486B2 JP4093486B2 (ja) | 2008-06-04 |
Family
ID=35325087
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004109321A Expired - Fee Related JP4093486B2 (ja) | 2004-04-01 | 2004-04-01 | しごき加工時の損傷評価試験方法および損傷評価試験装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4093486B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110068500A (zh) * | 2019-04-17 | 2019-07-30 | 清华大学苏州汽车研究院(相城) | 一种极限减薄率测试机构 |
| JP2021089210A (ja) * | 2019-12-04 | 2021-06-10 | Toyo Tire株式会社 | 摩擦評価方法 |
-
2004
- 2004-04-01 JP JP2004109321A patent/JP4093486B2/ja not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110068500A (zh) * | 2019-04-17 | 2019-07-30 | 清华大学苏州汽车研究院(相城) | 一种极限减薄率测试机构 |
| JP2021089210A (ja) * | 2019-12-04 | 2021-06-10 | Toyo Tire株式会社 | 摩擦評価方法 |
| JP7359669B2 (ja) | 2019-12-04 | 2023-10-11 | Toyo Tire株式会社 | 摩擦評価方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4093486B2 (ja) | 2008-06-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Podgornik | Adhesive wear failures | |
| Kim et al. | Evaluation of stamping lubricants in forming advanced high strength steels (AHSS) using deep drawing and ironing tests | |
| Rosochowska et al. | Measurements of thermal contact conductance | |
| Okonkwo et al. | The effect of temperature on sliding wear of steel-tool steel pairs | |
| Pereira et al. | The effect of the die radius profile accuracy on wear in sheet metal stamping | |
| Wen et al. | Investigations on the interfacial heat transfer coefficient during hot stamping of ultra-high strength steel with Al-Si coating | |
| Wang et al. | Investigation of die radius arc profile on wear behaviour in sheet metal processing of advanced high strength steels | |
| CN110621976B (zh) | 在冷变形工艺中连续评估尤其是钢的金属材料的机械和微观结构特性的方法及相关设备 | |
| JP4093486B2 (ja) | しごき加工時の損傷評価試験方法および損傷評価試験装置 | |
| JP6717090B2 (ja) | 試験装置及び試験方法 | |
| Deng et al. | Influence of material modeling on simulation accuracy of aluminum stampings | |
| Ceretti et al. | Process parameters influence on friction coefficient in sheet forming operations | |
| CN109883944A (zh) | 一种拉拔变形摩擦系数的测试装置 | |
| Meng et al. | Drawability and frictional behavior of pure molybdenum sheet in deep-drawing process at elevated temperature | |
| Won et al. | Abrasive wear in punching pin with cryogenic treatment for GPa-grade steels | |
| Farahnak et al. | Influence of thickness reduction on forming limits of mild steel DC01 | |
| RU2397475C1 (ru) | Способ определения эффективности смазочных материалов для листовой штамповки | |
| KR20010064349A (ko) | 아이어닝공정에서의 강판 양면의 마찰시험장치 및 이것을이용한 마찰계수 측정방법 | |
| JP6874803B2 (ja) | 耐かじり性評価方法 | |
| JP2003285120A (ja) | 金属製薄板製品の残留応力低減方法および金型装置 | |
| RU2240532C1 (ru) | Способ испытания и оценки эффективности технологических смазок | |
| JP6911879B2 (ja) | ショックラインの評価方法および評価装置 | |
| Kelly et al. | The measurement of friction for superplastic forming of Ti-6Al-4V | |
| JP2006255741A (ja) | プレス金型の型かじり性評価方法およびその試験装置 | |
| JP6323142B2 (ja) | 熱間鍛造金型の摩耗評価試験法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060801 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080108 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080228 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080229 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110314 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4093486 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110314 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120314 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120314 Year of fee payment: 4 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313532 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120314 Year of fee payment: 4 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120314 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130314 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130314 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140314 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |