JP2005291114A - 水力機械のランナ、水力機械のランナ製造方法および水力機械 - Google Patents
水力機械のランナ、水力機械のランナ製造方法および水力機械 Download PDFInfo
- Publication number
- JP2005291114A JP2005291114A JP2004108313A JP2004108313A JP2005291114A JP 2005291114 A JP2005291114 A JP 2005291114A JP 2004108313 A JP2004108313 A JP 2004108313A JP 2004108313 A JP2004108313 A JP 2004108313A JP 2005291114 A JP2005291114 A JP 2005291114A
- Authority
- JP
- Japan
- Prior art keywords
- runner
- hydraulic machine
- piece
- vane
- crown
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E10/00—Energy generation through renewable energy sources
- Y02E10/20—Hydro energy
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Hydraulic Turbines (AREA)
Abstract
【課題】ランナベーン、クラウンおよびバンドで構成するランナを取付け、取外しが容易な構造にするとともに、取付け、取外しの作業がより一層短時間で行うことができる水力機械のランナおよび水力機械のランナ製造方法を提供する。
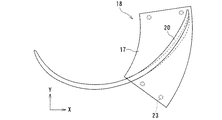
【解決手段】本発明に係る水力機械のランナは、ランナベーン13の両端を固設するクラウン片17とバンド片16とを備えたランナ11を分割する分割ランナ片18と、各分割ランナ片18のうち、一方の分割ランナ片18と隣りの分割ランナ片18とを着脱自在に接続する固定手段とを備えたものである。
【選択図】 図2
【解決手段】本発明に係る水力機械のランナは、ランナベーン13の両端を固設するクラウン片17とバンド片16とを備えたランナ11を分割する分割ランナ片18と、各分割ランナ片18のうち、一方の分割ランナ片18と隣りの分割ランナ片18とを着脱自在に接続する固定手段とを備えたものである。
【選択図】 図2
Description
本発明は、ランナを着脱可能な構造に改良を加えた水車またはポンプ水車等の水力機械のランナ、水力機械のランナ製造方法および水力機械に関する。
従来、例えばフランシス形の水車またはポンプ水車は、図7に示すように、主軸(回転軸)1の一端に発電電動機(図示せず)を接続させる一方、他端にランナ2を接続させる構成になっている。
ランナ2の外周側には、渦巻状のケーシング3が配置されており、その渦巻状のケーシング3の内周側にステーベーン4を備えるとともに、そのステーベーン4の下流側にガイドベーン5を備えている。
また、ランナ2の頭部側には上カバー6が設けられ、ランナ2の底部側には下カバー7が設けられている。さらに、ランナ2の下流側には、下カバー7に接続する吸出し管8が設けられている。
このような構成を備えたフランシス形の水車等において、上池(図示せず)から渦巻状のケーシング3に案内された水は、ステーベーン4で整流され、ガイドベーン5で流量調整されてランナ2のランナベーン9に流入し、ここでランナベーン9を回転駆動する。その際、主軸2に与えられる駆動力(回転トルク)で発電電動機を駆動する。
ランナベーン9で仕事を終えた水は、吸出し管8を経て下池(図示せず)に集められる。そして、下池に集められた水は、夜間のように電力需要の少ないとき、上述の経路とは逆に、吸出し管8、ランナベーン9、ガイドベーン5、ステーベーン4、渦巻状のケーシング3を経て上池に戻され、水車運転(発電運転)に待機させる。なお、ポンプ運転(揚水運転)のとき、発電電動機は、電動機として使用する。
なお、この種の技術に関連するものとして、特開平8−193568号公報が開示されている。
特開平8−193568号公報
ところで、水車ランナまたはポンプ水車ランナは、長年の使用の結果、キャビテーションを受けてランナベーン9が壊食し、これに伴って羽根効率が低下したり、あるいは部分負荷運転時、予定していた程には水車効率が向上していない場合、部分的にランナベーン9を新たなランナベーンに交換することがある。
この場合、水車ランナまたはポンプ水車ランナは、該当するランナベーン9を取り除き、その取り除いた位置に、例えば厚板状の素材ブロックを取り付けた後、その両端を支持するクラウンおよびバンドにはんだ等で肉盛り施工し、NC工作機械で設計指定された羽根形状に切削加工し、さらに、グラインダ等により羽根面の仕上げ加工を行っていた。
しかし、この肉盛り、切削加工、仕上げ加工等一連の加工工作を行って新たなランナベーンに交換するには、作業者に多くの労力を強い、いわゆる3K対策上、改善が求められていた。
例えば、素材ブロックのクラウンおよびバンドへの肉盛り施工やグラインダ等による羽根面の仕上げ加工には、作業者の無理な姿勢のまま長時間行わなければならない等の問題を抱えていた。
また、NC工作機械によるランナベーンの切削加工の場合、隣りのランナベーンとのカッタによる干渉を避けなければならず、そのために、NCデータ作成と検証に長時間を要する等の問題があった。
また、ランナベーンと隣りのランナベーンとの空間領域が狭いので、高速度で切削加工を行うことができず、長時間に亘って作業者に緊張感を強いていた。特に、最近の水車ランナは、ランナベーンの枚数を増加させる傾向にあるので、より短い時間で、より簡易な作業で新たなランナベーンに交換できる作業改善が求められていた。
本発明は、このような事情に基づいてなされたもので、ランナベーン、クラウンおよびバンドで構成するランナを取付け、取外しが容易な構造にするとともに、取付け、取外しの作業がより一層短時間で行うことができる水力機械のランナ、水力機械のランナ製造方法および製造方法を提供することを目的とする。
本発明に係る水力機械のランナは、上述の目的を達成するために、請求項1に記載したように、ランナベーンの両端を固設するクラウンとバンドとを備えたランナを分割する分割ランナ片と、各分割ランナ片のうち、一方の分割ランナ片と隣りの分割ランナ片とを着脱自在に接続する固定手段とを備えたものである。
また、本発明に係る水力機械のランナ製造方法は、上述の目的を達成するために、請求項2に記載したように、予め分割製作しておいたクラウン片およびバンド片に素材ブロックを固設し、固設した前記素材ブロックに機械加工を加えてランナベーンに成形加工して分割ランナ片を作製し、各分割ランナ片を着脱自在に接続する方法である。
また、本発明に係る水力機械のランナ製造方法は、上述の目的を達成するために、請求項3に記載したように、請求項1記載のランナを有することを特徴とするものである。
本発明は、ランナベーン、クラウンおよびバンドで構成するライナを取付け、取外しが容易な構造にするとともに、取付け、取外しの作業がより一層短時間で行うことが可能な水力機械のランナ、水力機械のランナ製造方法および水力機械を提供することができる。
以下、本発明に係る水力機械のランナおよび水力機械のランナ製造方法の実施形態を図面および図面に付した符号を引用して説明する。
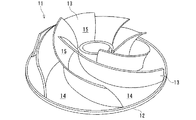
図1は、バンドを取り除いてランナベーンの入口側の斜め後方から見た本発明に係る水力機械のランナを示す斜視図である。なお、ランナは、説明の便宜上、6枚のランナベーンを備えている。
本実施形態に係る水力機械のランナ11は、円盤状に形成されたクラウン12に、一体として固設され、外周側から内周側に向って曲線状に配置され、例えば6枚のランナベーン13を備え、外周側の入口14から内周側の出口15に向って水が流れ、その際、水の持つエネルギを動力(回転トルク)に換え、主軸(図示せず)に与えるようになっている。
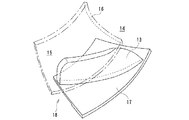
また、本実施形態に係る水力機械のランナ11は、図2に示すように、例えば1枚のランナベーン13の両側端のうち、一端側にバンド片16を製作一体として固設し、他端側にクラウン片17を製作一体として固設した分割ランナ片18を予め製作しておき、予め製作しておいた分割ランナ片18を、図1に示すように組み立てランナ11を構成する着脱自在な分割タイプになっている。
なお、分割ランナ片18に適用するランナベーン13は、プロファイル形状の異なる多種類のものが予め用意されている。
次に、水力機械のランナ製造方法を説明する。
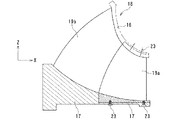
まず、例えば、CADシステムに、図3および図4に示すバンド片16、クラウン片17およびランナベーン片19a,19b等の形状を示すデータを予め記憶させておき、記憶させておいたデータの出力に基づいてNC工作機械のカッタを移動させて素材ブロックを切削加工し、分割ランナ片18を形成する。なお、分割ランナ片18の合わせ面は、図3に示すX−Y座標を基準に半径方向に向って延びる方向に形成している。
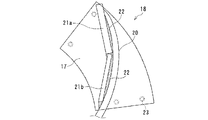
このように、NC工作機械の切削加工により形成された分割ランナ片18は、図4に示すように、ランナベーン片19aのバンド片16およびクラウン片17と別のランナベーン19bのバンド片16およびクラウン片17との位置合わせを行い、例えばボルト等の固定手段23で固定される。
このように形成された分割ランナ片18は、図3に示すように環状に組み立てられ、ボルト等の固定手段20で固定され、ランナ11として形成される。
このように、本実施形態は、素材ブロックをNC工作機械等で切削加工して分割ランナ片18を製作しておき、製作した分割ランナ片18を固定手段23で固定させる着脱自在な構造のランナ11に形成するので、取外し、取付けの作業時間をより一層短くすることができ、作業者の労力をより一層軽減することができる。
なお、本実施形態は、新設の実機ランナおよび模型用ランナについて説明したが、既設のランナを改造する場合、あるいは模型用ランナを改造する場合にも適用することができる。
従来、既設の水力機械のランナは、長年の使用の結果、ランナベーン等がキャビテーション等による壊食を受け水車効率が著しく低下することがある。また、部分負荷運転時の水車効率が製作当初に較べて低下する場合もある。さらに、模型を使ってデータを収集する場合、ランナベーンの異なったプロファイルを使用してデータを収集する場合がある。
本実施形態は、このような点を考慮したもので、図5で示す分割ランナ片18のうち、実線で示す位置にあった既設のランナベーン片20をNC工作機械等で削り取り、削り取った位置に沿って素材ブロック21a,21bをクラウン片17にはんだ盛り溶接部22で固設する。
素材ブロック21a,21bをクラウン片17に固設後、本実施形態は、図6に示すように、ランナベーン片20を破線で示す既設の位置から実線で示す位置になる形状に切削加工する。そして、ランナベーン片20の切削加工が終了すると、分割ランナ片18は、隣りの分割ランナ片と固定手段23で互いを固定させる。なお、ランナベーン片20を支持するバンド片について説明していないが、クラウン片17と同様な手法で溶接施工、切削加工が行われる。
なお、本実施形態は、素材ブロック21a,21bをクラウン片17およびバンド片16のそれぞれにはんだ盛り溶接部22で固設したが、この例に限らず、例えばランナベーン片を樹脂製にし、光造形により製作してもよい。
このように本発明に係る水力機械のランナ、水力機械のランナ製造方法および水力機械は、バンド、クラウン、ランナベーンで構成されるランナを、予め幾つかに区分けした分割ランナ片として作成し、各分割ランナ片を固定手段で固定する、いわゆる着脱自在なランナとして構成するので、新設の際、あるいは旧設のものを一部新設に交換する際、その作業時間をより一層短かくすることができ、作業者の労力をより一層軽減させることができる。
1 主軸
2 ランナ
3 ケーシング
4 ステーベーン
5 ガイドベーン
6 上カバー
7 下カバー
8 吸出し管
9 ランナベーン
11 ランナ
12 クラウン
13 ランナベーン
14 入口
15 出口
16 バンド片
17 クラウン片
18 分割ランナ片
19a,19b ランナベーン片
20 ランナベーン片
21a,21b 素材ブロック
22 はんだ盛り溶接部
23 固定手段
2 ランナ
3 ケーシング
4 ステーベーン
5 ガイドベーン
6 上カバー
7 下カバー
8 吸出し管
9 ランナベーン
11 ランナ
12 クラウン
13 ランナベーン
14 入口
15 出口
16 バンド片
17 クラウン片
18 分割ランナ片
19a,19b ランナベーン片
20 ランナベーン片
21a,21b 素材ブロック
22 はんだ盛り溶接部
23 固定手段
Claims (3)
- ランナベーンの両端を固設するクラウンとバンドとを備えたランナを分割する分割ランナ片と、各分割ランナ片のうち、一方の分割ランナ片と隣りの分割ランナ片とを着脱自在に接続する固定手段とを備えたことを特徴とする水力機械のランナ。
- 予め分割製作しておいたクラウン片およびバンド片に素材ブロックを固設し、固設した前記素材ブロックに機械加工を加えてランナベーンに成形加工して分割ランナ片を作製し、各分割ランナ片を着脱自在に接続することを特徴とする水力機械のランナ製造方法。
- 請求項1記載のランナを有することを特徴とする水力機械。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004108313A JP2005291114A (ja) | 2004-03-31 | 2004-03-31 | 水力機械のランナ、水力機械のランナ製造方法および水力機械 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004108313A JP2005291114A (ja) | 2004-03-31 | 2004-03-31 | 水力機械のランナ、水力機械のランナ製造方法および水力機械 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005291114A true JP2005291114A (ja) | 2005-10-20 |
Family
ID=35324323
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004108313A Pending JP2005291114A (ja) | 2004-03-31 | 2004-03-31 | 水力機械のランナ、水力機械のランナ製造方法および水力機械 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005291114A (ja) |
-
2004
- 2004-03-31 JP JP2004108313A patent/JP2005291114A/ja active Pending
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| AU2003236386B2 (en) | Improved method for production of a rotor of a centrifugal compressor | |
| US7761990B2 (en) | Method of repairing a stationary airfoil array directing three-dimensional flow | |
| CA2308062C (en) | A method for producing matched fluidic surfaces | |
| US8074866B2 (en) | Method or restoring turbine vane attachment systems in a turbine engine | |
| US20030138301A1 (en) | Method for milling fishbone-type notches | |
| CN103028917A (zh) | 燃气轮机低压一级静叶片加工工艺 | |
| CN108942107A (zh) | 一种冲击式水轮机转轮的制造方法 | |
| CN105108462B (zh) | 一种汽轮机隔板整圆焊接方法 | |
| CN105275865A (zh) | 旋转机的旋转部及其制造方法 | |
| CN111545993B (zh) | 一种冲击式水轮机转轮中斗叶的制造方法 | |
| CN201950298U (zh) | 可换式硬质合金刀片滚刀 | |
| EP2823149B1 (en) | Turbine diaphragm airfoil, diaphragm assembly, and method of repair | |
| JP2006348937A (ja) | タービンブレード及びそれを製造する方法 | |
| RU2749240C2 (ru) | Способ изготовления или ремонта детали ротационной машины, а также деталь, изготовленная или отремонтированная с использованием такого способа | |
| CN202123260U (zh) | 一种加工内扣式水带接口的组合刀具 | |
| JP2005291114A (ja) | 水力機械のランナ、水力機械のランナ製造方法および水力機械 | |
| JP4924170B2 (ja) | 水力機械のステーベーン | |
| US10914174B2 (en) | Method for the construction of bladed discs for radial turbomachines and a bladed disc obtained by means of this method | |
| KR100932395B1 (ko) | 인양기를 이용한 발전기 고정자의 코일 해체 방법 | |
| KR101418442B1 (ko) | 고성능 횡류수차용 러너의 제작방법 | |
| CN221322340U (zh) | 一种油气田套管除锈整形铣锥结构 | |
| EP3604793A1 (en) | Inter-blade profiles for hydraulic turbines with removable cover part | |
| JP2002310053A (ja) | 水車のランナ及びその製造方法並びに水車 | |
| CN217106915U (zh) | 一种磨铣鞋 | |
| KR102952144B1 (ko) | 돌출된 섹션을 갖는 부품을 형성 또는 보수하는 방법, 및 관련 터보기계 부품 |