JP2004338024A - 環状体保持装置,環状体保持方法,環状体加工装置,環状体加工方法 - Google Patents
環状体保持装置,環状体保持方法,環状体加工装置,環状体加工方法 Download PDFInfo
- Publication number
- JP2004338024A JP2004338024A JP2003136476A JP2003136476A JP2004338024A JP 2004338024 A JP2004338024 A JP 2004338024A JP 2003136476 A JP2003136476 A JP 2003136476A JP 2003136476 A JP2003136476 A JP 2003136476A JP 2004338024 A JP2004338024 A JP 2004338024A
- Authority
- JP
- Japan
- Prior art keywords
- annular body
- peripheral surface
- ring
- chuck
- holding device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2231/00—Details of chucks, toolholder shanks or tool shanks
- B23B2231/30—Chucks with four jaws
Abstract
【課題】環状体保持装置において,内周面と外周面の中心が異なる環状体の加工面の中心を回転機構の回転中心に合わせること。
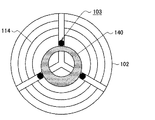
【解決手段】環状体を載置するチャックテーブル102に,独立に移動可能な3本のチャックピンから構成されるチャックピン群103を設ける。さらに,チャックテーブル102の載置面に,チャックテーブル102の回転中心を円の中心とした同心円の複数の環状位置決めマーク114を配置する。内周面と外周面の中心が異なる環状体の加工面を位置決めマークに合わせてチャックテーブルに載置し,非加工面側からチャックピン群103で固定する。
【選択図】 図4
【解決手段】環状体を載置するチャックテーブル102に,独立に移動可能な3本のチャックピンから構成されるチャックピン群103を設ける。さらに,チャックテーブル102の載置面に,チャックテーブル102の回転中心を円の中心とした同心円の複数の環状位置決めマーク114を配置する。内周面と外周面の中心が異なる環状体の加工面を位置決めマークに合わせてチャックテーブルに載置し,非加工面側からチャックピン群103で固定する。
【選択図】 図4
Description
【0001】
【発明の属する技術分野】
本発明は,環状体保持装置,環状体保持方法,環状体加工装置,および環状体加工方法に関するものである。
【0002】
【従来の技術】
従来,例えば結婚指輪の内側に名前のイニシャルを彫るなど,指輪等の被加工環状体(以下,環状体とも称する。)の表面に文字等を彫刻することが一般的に行われている。環状体に,例えばレーザマーキング装置で文字,記号または図形等を彫刻する際は,環状体を保持する必要がある。そのために,環状体をレーザマーキング装置のレーザ焦点位置に保持する環状体保持装置が提供されている。
【0003】
環状体に文字等を彫刻するためには,レーザ焦点を環状体表面の彫刻位置に合わせる必要がある。彫刻の手順は,環状体を環状体保持装置で保持し,彫刻面をレーザに対して垂直にし,レーザマーキング装置および環状体保持装置を操作して彫刻位置にレーザ焦点を合わせ,レーザで彫刻を開始する。
【0004】
全体的に厚さや幅が同じである指輪等の環状体の場合は,環状体の内周面と外周面の中心が同じである。従って,上記の彫刻手順により,最初にレーザ焦点を合わせた後に環状体保持装置を回転して環状体の彫刻位置を変更しても,レーザマーキング装置のレーザ出射口と彫刻位置との距離は変わらない。
【0005】
【発明が解決しようとする課題】
しかしながら,指輪等の環状体は,デザインによっては,部分的に厚さ,幅が異なることがある。部分的に厚さが異なる指輪等の場合は,環状体の内周面と外周面の中心が異なる。
【0006】
ところで,環状体の内周面側に彫刻する場合は,環状体の外周面側から固定するのが便利である。従来の環状体保持装置の場合,内周面と外周面の中心が異なる環状体を外周面側から保持すると,外周面の中心は回転中心と一致するが,内周面の中心は回転中心から外れる。加工面がある内周面の中心が回転中心から外れた状態で環状体の内周面側に文字等を彫刻すると,環状体保持装置の回転に伴いレーザマーキング装置のレーザ出射口から環状体の彫刻位置との距離が変化してしまう。よって,新たな彫刻位置は最初に設定したレーザ焦点から外れてしまうという問題点があった。
【0007】
同様に,環状体の外周面側に彫刻する場合は,環状体の内周面側から固定するのが便利である。従来の環状体保持装置の場合,内周面と外周面の中心が異なる環状体を環状体の内周面側から保持すると,内周面の中心は回転中心と一致するが,外周面の中心は回転中心から外れる。加工面がある外周面の中心が回転中心から外れた状態で環状体の外周面側に彫刻すると,環状体保持装置の回転に伴いレーザマーキング装置のレーザ出射口から環状体の彫刻位置との距離が変化してしまう。よって,新たな彫刻位置は最初に設定したレーザ焦点から外れるという問題点があった。
【0008】
また,部分的に幅の異なる指輪や,外周面が曲面に形成されている指輪等の環状体の場合,チャックテーブルの載置面に対して環状体の加工面を所望の角度に安定した状態で固定できないという問題点があった。
【0009】
本発明は,従来の環状体保持装置が有する上記問題点に鑑みてなされたものであり,本発明の目的は,内周面と外周面の中心が異なる環状体の加工面中心を,回転機構の回転中心に合わせることの可能な,新規かつ改良された環状体保持装置,および保持方法を提供することである。
【0010】
さらに,本発明の別の目的は,部分的に幅の異なる環状体,または外周面が曲面に形成されている環状体を,載置手段の載置面に対して所望の角度で安定的に固定することの可能な,新規かつ改良された環状体保持装置,および保持方法を提供することである。
【0011】
【課題を解決するための手段】
上記課題を解決するため,本発明の第1の観点によれば,被加工環状体を載置する回転自在の載置手段と,
上記載置手段に上記被加工環状体を固定する固定手段と,
を備える環状体保持装置であって,
上記固定手段は2つ以上のチャックピンを備え,
上記チャックピンは,それぞれ独立に上記載置手段の載置面を半径方向に移動して,上記被加工環状体の内周面または外周面のうち非加工面側に係止して,上記被加工環状体の加工面の中心と上記載置手段の回転中心とが合致するように上記被加工環状体を固定することを特徴とする,環状体保持装置が提供される。
【0012】
かかる構成により,内周面と外周面とで中心の異なる環状体を,加工面の中心が環状体保持装置の回転機構の回転中心と合致するようにチャックピンを調節して固定することができる。
【0013】
また,上記載置手段は,傾斜自在または被加工環状体の一部を押し上げる押し上げ手段を備えるように構成してもよい。かかる構成により,環状体の彫刻位置をレーザ焦点に容易に合わせることができる。
【0014】
また,上記載置手段の載置面には,上記載置手段の回転中心を中心とする同心円上に配置された複数の環状の位置決めマークを備えてもよい。かかる構成により,環状体の外周面または内周面を上記位置決めマークに合わせて配置することができる。このため,環状体の加工面の中心を環状体保持装置の回転機構の回転中心に容易に合わせることができる。
【0015】
また,上記課題を解決するため,本発明の第2の観点によれば,被加工環状体を載置手段に載置する載置工程と,
上記載置手段の載置面を半径方向にそれぞれ独立に移動する2つ以上のチャックピンを上記被加工環状体の内周面または外周面のうち非加工面に係止させて,上記被加工環状体の加工面の中心と上記載置手段の回転中心とが合致するように上記被加工環状体を上記載置手段の加工位置に固定する固定工程と,
を含むことを特徴とする,環状体保持方法が提供される。
【0016】
かかる構成により,内周面と外周面とで中心の異なる環状体を,加工面の中心が環状体保持装置の回転機構の回転中心と合致するようにチャックピンを調節して固定することができる。
【0017】
また,上記課題を解決するため,本発明の第3の観点によれば,上記に記載の環状体保持装置であって,さらに,被加工環状体の表面に文字,記号または図形を彫刻する手段を備えることを特徴とする,環状体加工装置が提供される。
【0018】
また,上記課題を解決するため,本発明の第4の観点によれば,上記に記載の環状体保持方法であって,さらに環状体の表面に文字,記号または図形を彫刻する工程を含むことを特徴とする,環状体加工方法が提供される。
【0019】
【発明の実施の形態】
以下に添付図面を参照しながら,本発明の好適な実施の形態について詳細に説明する。なお,本明細書及び図面において,実質的に同一の機能構成を有する構成要素については,同一の符号を付することにより重複説明を省略する。
【0020】
以下に,本発明の実施形態について説明する。以下では,本実施形態にかかる環状体保持装置を,指輪等の環状体を保持する指輪保持装置に適用して説明する。
【0021】
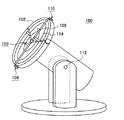
まず,図1に基づいて,本実施形態にかかる環状体保持装置の一例として構成された指輪保持装置100の全体構成について説明する。なお,図1は,本実施形態にかかる指輪保持装置100を示す全体斜視図である。
【0022】
図1に示すように,指輪保持装置100は,指輪などを載置する載置手段であるチャックテーブル102と,チャックテーブル102上に指輪を固定する固定手段とを主に備える。固定手段は,3本のチャックピン群103と,チャックピンの位置を調節する調節手段であるチャックピン調節機構106と,指輪の一部をチャックテーブルから押し上げる押し上げ手段である押し上げピン108と,押し上げピンの位置および高さを調節する調節手段である押し上げピン調節機構110とから構成される。なお,チャックピン群103は3本に限定されない。2本以上であれば構わない。
【0023】
指輪保持装置100は,回転機構を備えており,チャックテーブル102の載置面を回転することができる。また,指輪保持装置100は,チルト機構112を備えており,例えば水平位置から垂直位置まで,チャックテーブル102の載置面を傾斜することができる。さらに,チャックテーブル102の載置面には,チャックテーブル102の回転中心を中心とした同心円上に,複数の環状の位置決めマーク114を備える。指輪の加工面である内周面または外周面を位置決めマーク114に合わせてチャックテーブル102に載置し,チャックピン調節機構106,および押し上げピン調節機構110とを操作し,指輪をチャックテーブル102に固定することができる。
【0024】
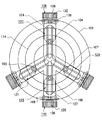
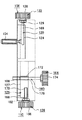
次に,図2および図3に基づいて,本実施形態にかかるチャックテーブル102,チャックピン調節機構106および押し上げピン調節機構110の構成について説明する。なお,図2は,本実施形態にかかるチャックテーブル102を示す一部透過平面図である。図3は,本実施形態にかかるチャックテーブル102を示す一部透過側面図である。
【0025】
図2および図3は,チャックピン調節機構106および押し上げピン調節機構110の構成をわかりやすく説明するため,一部透過図とした。
【0026】
図2に示すように,チャックピン調節機構106は,第1のクランク機構120と,第2のクランク機構121と,第3のクランク機構123とから構成される。3つのクランク機構は,チャックテーブル102の回転中心を基点として,120°おきに配置され,互いに独立して動作する。3つのクランク機構はそれぞれ,第1のチャックピン104,第2のチャックピン105,第3のチャックピン107と連結される。
【0027】
3つのクランク機構の構成および作用は同一であるため,代表して第1のクランク機構120について説明する。
【0028】
図2および図3に示すように,第1のクランク機構120は,半径方向に移動する移動部材124と,移動部材124の移動量を調節する調節部材122とから構成される。
【0029】
移動部材124は,例えばアルミニウムやステンレスのような剛性金属から成り,内部にはネジ溝169を備える。移動部材124は,第1のチャックピン104と連結し,ともに移動する。移動部材124の移動によって,第1のチャックピン104を,チャックテーブル102の中心点付近から半径方向外側に例えば12mm移動させることができる。なお移動部材124の移動量は,被加工体である環状体の寸法に応じて任意に設定することができる。
【0030】
調節部材122は,ネジ頭128と,ネジ山が刻まれた軸部129とから構成される。軸部129のネジ山は,移動部材124に形成されたネジ溝169に合うように刻まれている。従って,軸部129の動きに移動部材124は連動する。ネジ頭128を回転させることによって軸部129が回転し,軸部129の回転に連動して,移動部材124がチャックテーブル102の半径方向に沿って進退する。
【0031】
押し上げピン調節機構110は,チャックテーブル102の中心を基点にして,例えば第1のクランク機構120と対面配置されている。押し上げピン調節機構110は,水平移動クランク機構125と,垂直移動クランク機構160とから構成される。
【0032】
水平移動クランク機構125は,半径方向に移動する水平方向移動部材127と,水平方向移動部材127の移動量を調節する水平方向調節部材126とから構成される。なお,水平方向移動部材127の移動量は,被加工体である環状体の寸法に応じて任意に設定することができる。
【0033】
水平方向移動部材127は,例えばアルミニウムやステンレスのような剛性金属から成り,内部には第1のネジ溝170を備える。水平方向移動部材127は,押し上げピン108と連結し,ともに移動する。
【0034】
水平方向調節部材126は,第1のネジ頭166と,ネジ山が刻まれた第1の軸部168とから構成される。第1の軸部168のネジ山は,水平方向移動部材127に形成された第1のネジ溝170に合うように刻まれている。従って,第1の軸部168の動きに水平方向移動部材127は連動する。第1のネジ頭166を回転させることによって第1の軸部168が回転し,第1の軸部168の回転に連動して,水平方向移動部材127がチャックテーブル102の半径方向に沿って進退する。
【0035】
垂直移動クランク機構160は,水平移動クランク機構125に取り付けられ,チャックテーブル102の載置面に対して垂直方向に移動する第2の軸部176と,第2の軸部176の移動量を調節する垂直方向調節部材164とから構成される。なお,第2の軸部176の移動量は,被加工体である環状体の寸法に応じて任意に設定することができる。
【0036】
第2の軸部176は,水平方向移動部材127と連結し,ともに移動する。水平方向移動部材127の移動によって,垂直移動クランク機構160を,チャックテーブル102の載置面に対して水平方向に移動させることができる。
【0037】
垂直方向調節部材164は,第2のネジ頭174と,ネジ山が刻まれた第2の軸部176と,水平方向移動部材127の内部に,チャックテーブル102の載置面に対して垂直方向に備えられた第2のネジ溝172とから構成される。第2のネジ溝172は,第2の軸部176のネジ山に合うように刻まれている。第2の軸部176は,押し上げピン108と連結する。従って,第2の軸部176の動きに押し上げピン108は連動する。第2のネジ頭174を回転させることによって第2の軸部176が回転しながらチャックテーブル102の載置面に対して垂直方向に沿って進退する。第2の軸部176の進退に連動して,押し上げピン108がチャックテーブル102の載置面に対して垂直方向に沿って進退する。押し上げピン108の垂直移動によって,チャックテーブル102の載置面から押し上げピン108が突出する部分の長さが変化する。
【0038】
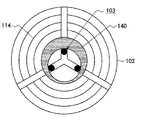
次に,図4に基づいて,本実施形態にかかるチャックピン群103を用いて偏心指輪140をチャックテーブル102に固定する態様について説明する。なお,図4は,本実施形態にかかるチャックピン群103で内周面と外周面の中心が異なる環状体,例えば部分的に厚さの異なる偏心指輪140を,偏心指輪140の内周面側からチャックテーブル102に固定したところを示す説明図である。
【0039】
図4に示すように,装飾用の指輪などには,部分的に厚さが異なるものがある。偏心指輪140は円周上の位置に応じて厚さが異なるため,内周面と外周面の中心が異なる。このような偏心指輪140の外周面に彫刻などの加工を施す場合には,外周面の中心をチャックテーブル102の回転中心に合わせる必要がある。その際には,加工の邪魔にならないように,非加工面である内周面側からチャックピン群103で固定する必要がある。以下にその手順について説明する。
【0040】
まず,チャックピン群103を,チャックテーブル102の中心付近に移動する。次いで,複数の位置決めマーク114の中で最も偏心指輪140の外周面の大きさに近いものを選択する。選択した位置決めマーク114の円周と指輪の外周面が沿うように偏心指輪140をチャックテーブル102に置く。この時点で,偏心指輪140の外周面の中心は,チャックテーブル102の回転中心と一致する。その後,チャックピン群103の位置を調節し,内周面側から偏心指輪140を固定する。本実施の形態によれば,チャックピン群103は,それぞれ個別に移動させることが可能なので,チャックピン群103の調節を各チャックピンごとに行う。チャックテーブル102の中心付近に予めセットされたチャックピンを,徐々に中心から離れるように移動する。偏心指輪140の内周面に達したところで移動をやめる。
【0041】
この作業を全てのチャックピンについて行う。その結果,予めチャックテーブル102に載置した偏心指輪140の位置を変えないで偏心指輪140を固定できる。チャックピン群103には,ゴム等の保護膜をかぶせてあるため,偏心指輪140を傷つけることはない。また,偏心指輪140が滑り落ちることもない。
【0042】
次に,図5に基づいて,本実施形態にかかるチャックピン群103を用いて偏心指輪140をチャックテーブル102に固定する別の態様について説明する。なお,図5は,本実施形態にかかるチャックピン群103で,内周面と外周面の中心が異なる環状体,例えば部分的に厚さの異なる偏心指輪140を,偏心指輪140の外周面側からチャックテーブル102に固定したところを示す説明図である。
【0043】
図5に示すように,偏心指輪140は,円周上の位置に応じて厚さが異なるため,内周面と外周面の中心が異なる。このような偏心指輪140の内周面に彫刻などの加工を施す場合には,内周面の中心をチャックテーブル102の回転中心に合わせる必要がある。その際には,加工の邪魔にならないように,非加工面である外周面側からチャックピン群103で固定する必要がある。以下にその手順について説明する。
【0044】
まず,チャックピン群103を,チャックテーブル102の中心から最も遠いところに移動する。次いで,複数の位置決めマーク114の中で最も偏心指輪140の内周面の大きさに近いものを選択する。選択した位置決めマーク114の円周と偏心指輪140の内周面が沿うように偏心指輪140をチャックテーブル102に置く。この時点で,偏心指輪140の内周面の中心は,チャックテーブル102の回転中心と一致する。その後,チャックピン群103の位置を調節し,外周面側から偏心指輪140を固定する。本実施の形態によれば,チャックピン群103は,それぞれ個別に移動させることが可能なので,チャックピン群103の調節を各チャックピンごとに行う。チャックテーブル102の中心から最も遠いところに予めセットされたチャックピンを,徐々に中心に近づくように移動する。偏心指輪140の外周面に達したところで移動をやめる。この作業を全てのチャックピンについて行う。その結果,予めチャックテーブル102に載置した偏心指輪140の位置を変えないで偏心指輪140を固定できる。
【0045】
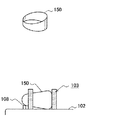
次に,図6に基づいて,本実施形態にかかる押し上げピン108を用いて,チャックテーブル102の載置面に対して,指輪150の加工面を所望の角度で安定的に固定する態様について説明する。なお,図6は,円周上の位置に応じて幅の異なる指輪150と,その指輪150をチャックピン群103と押し上げピン108を用いてチャックテーブル102に固定したところを示す説明図である。
【0046】
図6に示すように,装飾用の指輪などには,デザインによって,部分的に幅の異なるものや,外周面が曲面に形成されているものがある。指輪150は,チャックテーブル102に置いた時に,チャックテーブル102の載置面に対して指輪150の加工面が傾き,所望の角度とならない場合がある。そのような指輪150を,押し上げピン108を用いて,指輪150の加工面がチャックテーブル102の載置面に対して所望の角度になるように固定する。以下にその手順について説明する。
【0047】
まず,チャックテーブル102に指輪150を載置し,チャックピン群103を調節して指輪150を固定する。次いで,押し上げピン108がチャックテーブル102の載置面から突出しないように調節する。その後,押し上げピン108を,チャックテーブル102の載置面から突出させない状態のまま,指輪150の真下に移動する。次いで,押し上げピン108を調節して,指輪150の一部を徐々にチャックテーブル102の載置面から押し上げる。指輪150の加工面がチャックテーブル102の載置面に対して所望の角度になったところで押し上げピン108を固定する。
【0048】
次に,図7に基づいて,本実施形態にかかる指輪保持装置100を搭載した環状体加工装置の一例として構成された,レーザマーキング装置130の全体構成について説明する。なお,図7は,本実施形態にかかるレーザマーキング装置130を示す全体側面図である。
【0049】
図7に示すように,本実施形態にかかるレーザマーキング装置130は,指輪保持装置100と,レーザ発振器132と,ガルバノスキャナ134と,Zステージ136とを主に備える。
【0050】
レーザ発振器132は,例えば,Nd:YAGレーザを,10kHzで3Wの出力ができるもので構成する。その場合,例えば焦点距離が160mmのfθレンズで集光すると,指輪上に線幅100μmの彫刻ができる。また,レーザ発振器132は,赤色レーザダイオードを搭載している。上記赤色レーザダイオードを照射することにより,彫刻に先立ってレーザ焦点位置の確認ができる。
【0051】
Zステージ136は電動であり,レーザ発振器132の下に搭載されている。Zステージ136の伸縮により,レーザ発振器132およびガルバノスキャナ134と,指輪保持装置100との距離を調節し,レーザの焦点位置を設定できる。
【0052】
指輪保持装置100はガルバノスキャナ134に付属するレーザ出射口の下に配置される。指輪保持装置100の構成部材であるチルト機構112,および回転機構を操作して,彫刻位置がレーザの焦点位置と合致するように調節することができる。
【0053】
次に,図8に基づいて,本実施形態にかかるチャックピン群103で偏心指輪140を保持し,偏心指輪140に文字等を彫刻する態様について説明する。なお図8は,本実施形態にかかるチャックピン群103で偏心指輪140を保持し,偏心指輪140の内周面にレーザなどにより文字を彫刻しているところを示す説明図である。
【0054】
図8が示すように,偏心指輪140の内周面に彫刻するためには,偏心指輪140を外周面側から固定する必要がある。本実施形態にかかるチャックピン群103によれば,偏心指輪140を外周面側から固定し,偏心指輪140の内周面にレーザで文字などを彫刻することができる。
【0055】
次に,図9に基づいて,本実施形態にかかる指輪保持装置100を搭載したレーザマーキング装置130で,内周面と外周面で中心の異なる偏心指輪140の外周面に文字等を彫刻する方法について説明する。なお,図9は,本実施形態にかかる指輪保持装置100を用いた環状体加工方法を示すフローチャートである。
【0056】
図9に示すように,まずステップS100では,チャックテーブル102を水平にして,被加工環状体体である偏心指輪140が,指輪保持装置100の構成部材であるチャックテーブル102に置かれる(ステップS100)。ここで,偏心指輪140は内周面と外周面の中心が異なる偏心した指輪である。
【0057】
次いで,ステップS102では,偏心指輪140の内周面の中心が,チャックテーブル102の回転中心と合致する(ステップS102)。チャックテーブル102の載置面に備えられた位置決めマーク114に偏心指輪140の内周面を合わせることによって,中心の位置を合致させる。
【0058】
さらに,ステップS104では,偏心指輪140がチャックピン群103によってチャックテーブル102に固定される(ステップS104)。ステップS102において,指輪104の内周面の中心がチャックテーブル102の回転中心と合致した状態で,チャックピン群103の位置をチャックピン調節機構106により調節し,偏心指輪140を外周面側から固定する。
【0059】
一方で,ステップS106では,偏心指輪140の外周面の中心が,チャックテーブル102の回転中心と合致する(ステップS106)。チャックテーブル102の載置面に備えられた位置決めマーク114に偏心指輪140の外周面を合わせることによって,中心の位置を合致させる。
【0060】
さらに,ステップS108では,偏心指輪140がチャックピン群103によってチャックテーブル102に固定される(ステップS108)。ステップS106において,偏心指輪140の外周面の中心がチャックテーブル102の回転中心と合致した状態で,チャックピン群103の位置をチャックピン調節機構106により調節し,偏心指輪140を内周面側から固定する。
【0061】
その後,ステップS110では,本実施形態にかかる指輪保持装置100を搭載したレーザマーキング装置130の照射位置,レーザ焦点が,偏心指輪140の彫刻位置に設定される(Sステップ110)。まず,指輪保持装置100の構成部材であるチルト機構112によって,偏心指輪140を保持したチャックテーブル102の載置面を傾斜させる。さらに,回転機構によってチャックテーブル102を回転させ加工面がレーザ光軸に対して垂直になるようにする。次に,レーザマーキング装置130およびZステージ136を操作して,レーザマーキング装置130に備えられている赤色レーザダイオードにより照射位置,焦点位置を調整する。以上の操作によって,レーザマーキング装置130のレーザ照射位置,焦点位置を偏心指輪140の彫刻位置に合わせることができる。
【0062】
次いで,ステップS112では,偏心指輪140の外周面または内周面に文字または図形などが彫刻される(ステップS112)。
【0063】
以上,本発明の一実施形態にかかる指輪保持装置100およびこれを用いた環状体加工方法について説明した。かかる指輪保持装置100を用いて指輪を加工する場合には,以下のような利点がある。
【0064】
まず,かかる加工作業では,指輪の内周面に彫刻する場合は指輪の外周面側から,また,指輪の外周面に彫刻する場合は指輪の内周面側から指輪を固定することができる。このため,彫刻する加工面に障害物が無いので,加工を途中で妨げられることがなく,容易かつ迅速に彫刻を行うことができる。
【0065】
また,指輪の加工面の中心を指輪保持装置の回転機構の回転中心に合わせることができる。このため,レーザマーキング装置のレーザ焦点を合わせた後に,回転機構を操作して指輪の彫刻位置を回転移動した場合でも,レーザの出射口から指輪の彫刻位置までの距離が大幅に変化することはなく,再度レーザの焦点を合わせる必要がない。
【0066】
以上,添付図面を参照しながら本発明の好適な実施形態について説明したが,本発明はかかる例に限定されない。当業者であれば,特許請求の範囲に記載された技術的思想の範疇内において各種の変更例または修正例に想到し得ることは明らかであり,それらについても当然に本発明の技術的範囲に属するものと了解される。
【0067】
例えば,上記実施形態にかかる指輪保持装置100では,保持対象を指輪にし,チャックピン群103および押し上げピン108の移動量を,指輪を保持するのに適切な範囲に設定したが,本発明はかかる例に限定されない。例えば,腕輪などのような指輪以外の装飾用環状体,または工業用の部品などの環状体を保持対象とし,チャックピン群103および押し上げピン108の移動量を大きく,または小さくなるように構成してもよい。
【0068】
また,上記実施形態では,チャックピン群103を3本として構成したが,本発明はかかる例に限定されない。チャックピンは2本以上であれば環状体を固定することができるので,例えば2本,4本,5本,・・・,のチャックピンで構成してもよい。
【0069】
また,上記実施形態では,チャックピン調節機構106を,3つのクランク機構から構成したが,本発明はかかる例に限定されない。クランク機構の代わりに,カム機構,他の機械的な機構など,チャックピンをチャックテーブル102の半径方向に移動させることができるものであれば適用できる。
【0070】
また,上記実施形態では,チャックピン群103にゴムをかぶせたが,本発明はかかる例に限定されない。ゴムの代わりに,例えばフェルト生地のように柔らかく,かつ表面に凹凸を持つ布等を用いてもよい。ゴムや布だけではなく,指輪等の被加工環状体の表面を傷つけないように保護し,かつ環状体がチャックピン群103から滑り落ちないようにできるものであれば適用できる。
【0071】
また,上記実施形態では,レーザ発振器132を,Nd:YAGレーザで,10kHzで3Wの出力として構成したが,本発明はかかる例に限定されない。指輪のような硬質の金属に彫刻できるものであれば適用できる。
【0072】
【発明の効果】
以上説明したように,本発明にかかる環状体保持装置は,内周面と外周面とで中心の異なる環状体を保持する際に,加工面の中心を環状体保持装置の回転機構の中心と合致させることができる。このため,かかる環状体保持装置を搭載した環状体加工装置では,環状体への加工作業が迅速かつ正確に行うことができる。
【図面の簡単な説明】
【図1】図1は,一実施形態にかかる指輪保持装置を示す全体斜視図である。
【図2】図2は,一実施形態にかかるチャックテーブルを示す一部透過平面図である。
【図3】図3は,一実施形態にかかるチャックテーブルを示す一部透過側面図である。
【図4】図4は,一実施形態にかかるチャックピンで,内周面と外周面の中心が異なる指輪を,指輪の内周面側からチャックテーブルに固定した態様を示す説明図である。
【図5】図5は,一実施形態にかかるチャックピンで,内周面と外周面の中心が異なる指輪を,指輪の外周面側からチャックテーブルに固定した態様を示す説明図である。
【図6】図6は,一実施形態にかかるチャックピンと押し上げピンによって,円周上の位置に応じて幅の異なる指輪を,チャックテーブルに対して指輪の加工面を所望の角度にして固定した態様を示した説明図である。
【図7】図7は,一実施形態にかかる指輪保持装置を搭載したレーザマーキング装置を示す側面図である。
【図8】図8は,一実施形態にかかるチャックピンで指輪を固定し,レーザによって指輪の表面に文字などを彫刻する態様を示す説明図である。
【図9】図9は,一実施形態にかかる指輪保持装置を用いた環状体加工方法を示すフローチャートである。
【符号の説明】
100 : 指輪保持装置
102 : チャックテーブル
103 : チャックピン群
104 : 第1のチャックピン
105 : 第2のチャックピン
106 : チャックピン調節機構
107 : 第3のチャックピン
108 : 押し上げピン
110 : 押し上げピン調節機構
112 : チルト機構
114 : 位置決めマーク
120 : 第1のクランク機構
121 : 第2のクランク機構
122 : 調節部材
123 : 第3のクランク機構
124 : 移動部材
125 : 水平移動クランク機構
126 : 水平方向調節部材
127 : 水平方向移動部材
128 : ネジ頭
129 : 軸部
130 : レーザマーキング装置
132 : レーザ発振器
134 : ガルバノスキャナ
136 : Zステージ
140 : 偏心指輪
150 : 指輪
160 : 垂直方向クランク機構
164 : 垂直方向調節部材
166 : 第1のネジ頭
168 : 第1の軸部
169 : ネジ溝
170 : 第1のネジ溝
172 : 第2のネジ溝
174 : 第2のネジ頭
176 : 第2の軸部
【発明の属する技術分野】
本発明は,環状体保持装置,環状体保持方法,環状体加工装置,および環状体加工方法に関するものである。
【0002】
【従来の技術】
従来,例えば結婚指輪の内側に名前のイニシャルを彫るなど,指輪等の被加工環状体(以下,環状体とも称する。)の表面に文字等を彫刻することが一般的に行われている。環状体に,例えばレーザマーキング装置で文字,記号または図形等を彫刻する際は,環状体を保持する必要がある。そのために,環状体をレーザマーキング装置のレーザ焦点位置に保持する環状体保持装置が提供されている。
【0003】
環状体に文字等を彫刻するためには,レーザ焦点を環状体表面の彫刻位置に合わせる必要がある。彫刻の手順は,環状体を環状体保持装置で保持し,彫刻面をレーザに対して垂直にし,レーザマーキング装置および環状体保持装置を操作して彫刻位置にレーザ焦点を合わせ,レーザで彫刻を開始する。
【0004】
全体的に厚さや幅が同じである指輪等の環状体の場合は,環状体の内周面と外周面の中心が同じである。従って,上記の彫刻手順により,最初にレーザ焦点を合わせた後に環状体保持装置を回転して環状体の彫刻位置を変更しても,レーザマーキング装置のレーザ出射口と彫刻位置との距離は変わらない。
【0005】
【発明が解決しようとする課題】
しかしながら,指輪等の環状体は,デザインによっては,部分的に厚さ,幅が異なることがある。部分的に厚さが異なる指輪等の場合は,環状体の内周面と外周面の中心が異なる。
【0006】
ところで,環状体の内周面側に彫刻する場合は,環状体の外周面側から固定するのが便利である。従来の環状体保持装置の場合,内周面と外周面の中心が異なる環状体を外周面側から保持すると,外周面の中心は回転中心と一致するが,内周面の中心は回転中心から外れる。加工面がある内周面の中心が回転中心から外れた状態で環状体の内周面側に文字等を彫刻すると,環状体保持装置の回転に伴いレーザマーキング装置のレーザ出射口から環状体の彫刻位置との距離が変化してしまう。よって,新たな彫刻位置は最初に設定したレーザ焦点から外れてしまうという問題点があった。
【0007】
同様に,環状体の外周面側に彫刻する場合は,環状体の内周面側から固定するのが便利である。従来の環状体保持装置の場合,内周面と外周面の中心が異なる環状体を環状体の内周面側から保持すると,内周面の中心は回転中心と一致するが,外周面の中心は回転中心から外れる。加工面がある外周面の中心が回転中心から外れた状態で環状体の外周面側に彫刻すると,環状体保持装置の回転に伴いレーザマーキング装置のレーザ出射口から環状体の彫刻位置との距離が変化してしまう。よって,新たな彫刻位置は最初に設定したレーザ焦点から外れるという問題点があった。
【0008】
また,部分的に幅の異なる指輪や,外周面が曲面に形成されている指輪等の環状体の場合,チャックテーブルの載置面に対して環状体の加工面を所望の角度に安定した状態で固定できないという問題点があった。
【0009】
本発明は,従来の環状体保持装置が有する上記問題点に鑑みてなされたものであり,本発明の目的は,内周面と外周面の中心が異なる環状体の加工面中心を,回転機構の回転中心に合わせることの可能な,新規かつ改良された環状体保持装置,および保持方法を提供することである。
【0010】
さらに,本発明の別の目的は,部分的に幅の異なる環状体,または外周面が曲面に形成されている環状体を,載置手段の載置面に対して所望の角度で安定的に固定することの可能な,新規かつ改良された環状体保持装置,および保持方法を提供することである。
【0011】
【課題を解決するための手段】
上記課題を解決するため,本発明の第1の観点によれば,被加工環状体を載置する回転自在の載置手段と,
上記載置手段に上記被加工環状体を固定する固定手段と,
を備える環状体保持装置であって,
上記固定手段は2つ以上のチャックピンを備え,
上記チャックピンは,それぞれ独立に上記載置手段の載置面を半径方向に移動して,上記被加工環状体の内周面または外周面のうち非加工面側に係止して,上記被加工環状体の加工面の中心と上記載置手段の回転中心とが合致するように上記被加工環状体を固定することを特徴とする,環状体保持装置が提供される。
【0012】
かかる構成により,内周面と外周面とで中心の異なる環状体を,加工面の中心が環状体保持装置の回転機構の回転中心と合致するようにチャックピンを調節して固定することができる。
【0013】
また,上記載置手段は,傾斜自在または被加工環状体の一部を押し上げる押し上げ手段を備えるように構成してもよい。かかる構成により,環状体の彫刻位置をレーザ焦点に容易に合わせることができる。
【0014】
また,上記載置手段の載置面には,上記載置手段の回転中心を中心とする同心円上に配置された複数の環状の位置決めマークを備えてもよい。かかる構成により,環状体の外周面または内周面を上記位置決めマークに合わせて配置することができる。このため,環状体の加工面の中心を環状体保持装置の回転機構の回転中心に容易に合わせることができる。
【0015】
また,上記課題を解決するため,本発明の第2の観点によれば,被加工環状体を載置手段に載置する載置工程と,
上記載置手段の載置面を半径方向にそれぞれ独立に移動する2つ以上のチャックピンを上記被加工環状体の内周面または外周面のうち非加工面に係止させて,上記被加工環状体の加工面の中心と上記載置手段の回転中心とが合致するように上記被加工環状体を上記載置手段の加工位置に固定する固定工程と,
を含むことを特徴とする,環状体保持方法が提供される。
【0016】
かかる構成により,内周面と外周面とで中心の異なる環状体を,加工面の中心が環状体保持装置の回転機構の回転中心と合致するようにチャックピンを調節して固定することができる。
【0017】
また,上記課題を解決するため,本発明の第3の観点によれば,上記に記載の環状体保持装置であって,さらに,被加工環状体の表面に文字,記号または図形を彫刻する手段を備えることを特徴とする,環状体加工装置が提供される。
【0018】
また,上記課題を解決するため,本発明の第4の観点によれば,上記に記載の環状体保持方法であって,さらに環状体の表面に文字,記号または図形を彫刻する工程を含むことを特徴とする,環状体加工方法が提供される。
【0019】
【発明の実施の形態】
以下に添付図面を参照しながら,本発明の好適な実施の形態について詳細に説明する。なお,本明細書及び図面において,実質的に同一の機能構成を有する構成要素については,同一の符号を付することにより重複説明を省略する。
【0020】
以下に,本発明の実施形態について説明する。以下では,本実施形態にかかる環状体保持装置を,指輪等の環状体を保持する指輪保持装置に適用して説明する。
【0021】
まず,図1に基づいて,本実施形態にかかる環状体保持装置の一例として構成された指輪保持装置100の全体構成について説明する。なお,図1は,本実施形態にかかる指輪保持装置100を示す全体斜視図である。
【0022】
図1に示すように,指輪保持装置100は,指輪などを載置する載置手段であるチャックテーブル102と,チャックテーブル102上に指輪を固定する固定手段とを主に備える。固定手段は,3本のチャックピン群103と,チャックピンの位置を調節する調節手段であるチャックピン調節機構106と,指輪の一部をチャックテーブルから押し上げる押し上げ手段である押し上げピン108と,押し上げピンの位置および高さを調節する調節手段である押し上げピン調節機構110とから構成される。なお,チャックピン群103は3本に限定されない。2本以上であれば構わない。
【0023】
指輪保持装置100は,回転機構を備えており,チャックテーブル102の載置面を回転することができる。また,指輪保持装置100は,チルト機構112を備えており,例えば水平位置から垂直位置まで,チャックテーブル102の載置面を傾斜することができる。さらに,チャックテーブル102の載置面には,チャックテーブル102の回転中心を中心とした同心円上に,複数の環状の位置決めマーク114を備える。指輪の加工面である内周面または外周面を位置決めマーク114に合わせてチャックテーブル102に載置し,チャックピン調節機構106,および押し上げピン調節機構110とを操作し,指輪をチャックテーブル102に固定することができる。
【0024】
次に,図2および図3に基づいて,本実施形態にかかるチャックテーブル102,チャックピン調節機構106および押し上げピン調節機構110の構成について説明する。なお,図2は,本実施形態にかかるチャックテーブル102を示す一部透過平面図である。図3は,本実施形態にかかるチャックテーブル102を示す一部透過側面図である。
【0025】
図2および図3は,チャックピン調節機構106および押し上げピン調節機構110の構成をわかりやすく説明するため,一部透過図とした。
【0026】
図2に示すように,チャックピン調節機構106は,第1のクランク機構120と,第2のクランク機構121と,第3のクランク機構123とから構成される。3つのクランク機構は,チャックテーブル102の回転中心を基点として,120°おきに配置され,互いに独立して動作する。3つのクランク機構はそれぞれ,第1のチャックピン104,第2のチャックピン105,第3のチャックピン107と連結される。
【0027】
3つのクランク機構の構成および作用は同一であるため,代表して第1のクランク機構120について説明する。
【0028】
図2および図3に示すように,第1のクランク機構120は,半径方向に移動する移動部材124と,移動部材124の移動量を調節する調節部材122とから構成される。
【0029】
移動部材124は,例えばアルミニウムやステンレスのような剛性金属から成り,内部にはネジ溝169を備える。移動部材124は,第1のチャックピン104と連結し,ともに移動する。移動部材124の移動によって,第1のチャックピン104を,チャックテーブル102の中心点付近から半径方向外側に例えば12mm移動させることができる。なお移動部材124の移動量は,被加工体である環状体の寸法に応じて任意に設定することができる。
【0030】
調節部材122は,ネジ頭128と,ネジ山が刻まれた軸部129とから構成される。軸部129のネジ山は,移動部材124に形成されたネジ溝169に合うように刻まれている。従って,軸部129の動きに移動部材124は連動する。ネジ頭128を回転させることによって軸部129が回転し,軸部129の回転に連動して,移動部材124がチャックテーブル102の半径方向に沿って進退する。
【0031】
押し上げピン調節機構110は,チャックテーブル102の中心を基点にして,例えば第1のクランク機構120と対面配置されている。押し上げピン調節機構110は,水平移動クランク機構125と,垂直移動クランク機構160とから構成される。
【0032】
水平移動クランク機構125は,半径方向に移動する水平方向移動部材127と,水平方向移動部材127の移動量を調節する水平方向調節部材126とから構成される。なお,水平方向移動部材127の移動量は,被加工体である環状体の寸法に応じて任意に設定することができる。
【0033】
水平方向移動部材127は,例えばアルミニウムやステンレスのような剛性金属から成り,内部には第1のネジ溝170を備える。水平方向移動部材127は,押し上げピン108と連結し,ともに移動する。
【0034】
水平方向調節部材126は,第1のネジ頭166と,ネジ山が刻まれた第1の軸部168とから構成される。第1の軸部168のネジ山は,水平方向移動部材127に形成された第1のネジ溝170に合うように刻まれている。従って,第1の軸部168の動きに水平方向移動部材127は連動する。第1のネジ頭166を回転させることによって第1の軸部168が回転し,第1の軸部168の回転に連動して,水平方向移動部材127がチャックテーブル102の半径方向に沿って進退する。
【0035】
垂直移動クランク機構160は,水平移動クランク機構125に取り付けられ,チャックテーブル102の載置面に対して垂直方向に移動する第2の軸部176と,第2の軸部176の移動量を調節する垂直方向調節部材164とから構成される。なお,第2の軸部176の移動量は,被加工体である環状体の寸法に応じて任意に設定することができる。
【0036】
第2の軸部176は,水平方向移動部材127と連結し,ともに移動する。水平方向移動部材127の移動によって,垂直移動クランク機構160を,チャックテーブル102の載置面に対して水平方向に移動させることができる。
【0037】
垂直方向調節部材164は,第2のネジ頭174と,ネジ山が刻まれた第2の軸部176と,水平方向移動部材127の内部に,チャックテーブル102の載置面に対して垂直方向に備えられた第2のネジ溝172とから構成される。第2のネジ溝172は,第2の軸部176のネジ山に合うように刻まれている。第2の軸部176は,押し上げピン108と連結する。従って,第2の軸部176の動きに押し上げピン108は連動する。第2のネジ頭174を回転させることによって第2の軸部176が回転しながらチャックテーブル102の載置面に対して垂直方向に沿って進退する。第2の軸部176の進退に連動して,押し上げピン108がチャックテーブル102の載置面に対して垂直方向に沿って進退する。押し上げピン108の垂直移動によって,チャックテーブル102の載置面から押し上げピン108が突出する部分の長さが変化する。
【0038】
次に,図4に基づいて,本実施形態にかかるチャックピン群103を用いて偏心指輪140をチャックテーブル102に固定する態様について説明する。なお,図4は,本実施形態にかかるチャックピン群103で内周面と外周面の中心が異なる環状体,例えば部分的に厚さの異なる偏心指輪140を,偏心指輪140の内周面側からチャックテーブル102に固定したところを示す説明図である。
【0039】
図4に示すように,装飾用の指輪などには,部分的に厚さが異なるものがある。偏心指輪140は円周上の位置に応じて厚さが異なるため,内周面と外周面の中心が異なる。このような偏心指輪140の外周面に彫刻などの加工を施す場合には,外周面の中心をチャックテーブル102の回転中心に合わせる必要がある。その際には,加工の邪魔にならないように,非加工面である内周面側からチャックピン群103で固定する必要がある。以下にその手順について説明する。
【0040】
まず,チャックピン群103を,チャックテーブル102の中心付近に移動する。次いで,複数の位置決めマーク114の中で最も偏心指輪140の外周面の大きさに近いものを選択する。選択した位置決めマーク114の円周と指輪の外周面が沿うように偏心指輪140をチャックテーブル102に置く。この時点で,偏心指輪140の外周面の中心は,チャックテーブル102の回転中心と一致する。その後,チャックピン群103の位置を調節し,内周面側から偏心指輪140を固定する。本実施の形態によれば,チャックピン群103は,それぞれ個別に移動させることが可能なので,チャックピン群103の調節を各チャックピンごとに行う。チャックテーブル102の中心付近に予めセットされたチャックピンを,徐々に中心から離れるように移動する。偏心指輪140の内周面に達したところで移動をやめる。
【0041】
この作業を全てのチャックピンについて行う。その結果,予めチャックテーブル102に載置した偏心指輪140の位置を変えないで偏心指輪140を固定できる。チャックピン群103には,ゴム等の保護膜をかぶせてあるため,偏心指輪140を傷つけることはない。また,偏心指輪140が滑り落ちることもない。
【0042】
次に,図5に基づいて,本実施形態にかかるチャックピン群103を用いて偏心指輪140をチャックテーブル102に固定する別の態様について説明する。なお,図5は,本実施形態にかかるチャックピン群103で,内周面と外周面の中心が異なる環状体,例えば部分的に厚さの異なる偏心指輪140を,偏心指輪140の外周面側からチャックテーブル102に固定したところを示す説明図である。
【0043】
図5に示すように,偏心指輪140は,円周上の位置に応じて厚さが異なるため,内周面と外周面の中心が異なる。このような偏心指輪140の内周面に彫刻などの加工を施す場合には,内周面の中心をチャックテーブル102の回転中心に合わせる必要がある。その際には,加工の邪魔にならないように,非加工面である外周面側からチャックピン群103で固定する必要がある。以下にその手順について説明する。
【0044】
まず,チャックピン群103を,チャックテーブル102の中心から最も遠いところに移動する。次いで,複数の位置決めマーク114の中で最も偏心指輪140の内周面の大きさに近いものを選択する。選択した位置決めマーク114の円周と偏心指輪140の内周面が沿うように偏心指輪140をチャックテーブル102に置く。この時点で,偏心指輪140の内周面の中心は,チャックテーブル102の回転中心と一致する。その後,チャックピン群103の位置を調節し,外周面側から偏心指輪140を固定する。本実施の形態によれば,チャックピン群103は,それぞれ個別に移動させることが可能なので,チャックピン群103の調節を各チャックピンごとに行う。チャックテーブル102の中心から最も遠いところに予めセットされたチャックピンを,徐々に中心に近づくように移動する。偏心指輪140の外周面に達したところで移動をやめる。この作業を全てのチャックピンについて行う。その結果,予めチャックテーブル102に載置した偏心指輪140の位置を変えないで偏心指輪140を固定できる。
【0045】
次に,図6に基づいて,本実施形態にかかる押し上げピン108を用いて,チャックテーブル102の載置面に対して,指輪150の加工面を所望の角度で安定的に固定する態様について説明する。なお,図6は,円周上の位置に応じて幅の異なる指輪150と,その指輪150をチャックピン群103と押し上げピン108を用いてチャックテーブル102に固定したところを示す説明図である。
【0046】
図6に示すように,装飾用の指輪などには,デザインによって,部分的に幅の異なるものや,外周面が曲面に形成されているものがある。指輪150は,チャックテーブル102に置いた時に,チャックテーブル102の載置面に対して指輪150の加工面が傾き,所望の角度とならない場合がある。そのような指輪150を,押し上げピン108を用いて,指輪150の加工面がチャックテーブル102の載置面に対して所望の角度になるように固定する。以下にその手順について説明する。
【0047】
まず,チャックテーブル102に指輪150を載置し,チャックピン群103を調節して指輪150を固定する。次いで,押し上げピン108がチャックテーブル102の載置面から突出しないように調節する。その後,押し上げピン108を,チャックテーブル102の載置面から突出させない状態のまま,指輪150の真下に移動する。次いで,押し上げピン108を調節して,指輪150の一部を徐々にチャックテーブル102の載置面から押し上げる。指輪150の加工面がチャックテーブル102の載置面に対して所望の角度になったところで押し上げピン108を固定する。
【0048】
次に,図7に基づいて,本実施形態にかかる指輪保持装置100を搭載した環状体加工装置の一例として構成された,レーザマーキング装置130の全体構成について説明する。なお,図7は,本実施形態にかかるレーザマーキング装置130を示す全体側面図である。
【0049】
図7に示すように,本実施形態にかかるレーザマーキング装置130は,指輪保持装置100と,レーザ発振器132と,ガルバノスキャナ134と,Zステージ136とを主に備える。
【0050】
レーザ発振器132は,例えば,Nd:YAGレーザを,10kHzで3Wの出力ができるもので構成する。その場合,例えば焦点距離が160mmのfθレンズで集光すると,指輪上に線幅100μmの彫刻ができる。また,レーザ発振器132は,赤色レーザダイオードを搭載している。上記赤色レーザダイオードを照射することにより,彫刻に先立ってレーザ焦点位置の確認ができる。
【0051】
Zステージ136は電動であり,レーザ発振器132の下に搭載されている。Zステージ136の伸縮により,レーザ発振器132およびガルバノスキャナ134と,指輪保持装置100との距離を調節し,レーザの焦点位置を設定できる。
【0052】
指輪保持装置100はガルバノスキャナ134に付属するレーザ出射口の下に配置される。指輪保持装置100の構成部材であるチルト機構112,および回転機構を操作して,彫刻位置がレーザの焦点位置と合致するように調節することができる。
【0053】
次に,図8に基づいて,本実施形態にかかるチャックピン群103で偏心指輪140を保持し,偏心指輪140に文字等を彫刻する態様について説明する。なお図8は,本実施形態にかかるチャックピン群103で偏心指輪140を保持し,偏心指輪140の内周面にレーザなどにより文字を彫刻しているところを示す説明図である。
【0054】
図8が示すように,偏心指輪140の内周面に彫刻するためには,偏心指輪140を外周面側から固定する必要がある。本実施形態にかかるチャックピン群103によれば,偏心指輪140を外周面側から固定し,偏心指輪140の内周面にレーザで文字などを彫刻することができる。
【0055】
次に,図9に基づいて,本実施形態にかかる指輪保持装置100を搭載したレーザマーキング装置130で,内周面と外周面で中心の異なる偏心指輪140の外周面に文字等を彫刻する方法について説明する。なお,図9は,本実施形態にかかる指輪保持装置100を用いた環状体加工方法を示すフローチャートである。
【0056】
図9に示すように,まずステップS100では,チャックテーブル102を水平にして,被加工環状体体である偏心指輪140が,指輪保持装置100の構成部材であるチャックテーブル102に置かれる(ステップS100)。ここで,偏心指輪140は内周面と外周面の中心が異なる偏心した指輪である。
【0057】
次いで,ステップS102では,偏心指輪140の内周面の中心が,チャックテーブル102の回転中心と合致する(ステップS102)。チャックテーブル102の載置面に備えられた位置決めマーク114に偏心指輪140の内周面を合わせることによって,中心の位置を合致させる。
【0058】
さらに,ステップS104では,偏心指輪140がチャックピン群103によってチャックテーブル102に固定される(ステップS104)。ステップS102において,指輪104の内周面の中心がチャックテーブル102の回転中心と合致した状態で,チャックピン群103の位置をチャックピン調節機構106により調節し,偏心指輪140を外周面側から固定する。
【0059】
一方で,ステップS106では,偏心指輪140の外周面の中心が,チャックテーブル102の回転中心と合致する(ステップS106)。チャックテーブル102の載置面に備えられた位置決めマーク114に偏心指輪140の外周面を合わせることによって,中心の位置を合致させる。
【0060】
さらに,ステップS108では,偏心指輪140がチャックピン群103によってチャックテーブル102に固定される(ステップS108)。ステップS106において,偏心指輪140の外周面の中心がチャックテーブル102の回転中心と合致した状態で,チャックピン群103の位置をチャックピン調節機構106により調節し,偏心指輪140を内周面側から固定する。
【0061】
その後,ステップS110では,本実施形態にかかる指輪保持装置100を搭載したレーザマーキング装置130の照射位置,レーザ焦点が,偏心指輪140の彫刻位置に設定される(Sステップ110)。まず,指輪保持装置100の構成部材であるチルト機構112によって,偏心指輪140を保持したチャックテーブル102の載置面を傾斜させる。さらに,回転機構によってチャックテーブル102を回転させ加工面がレーザ光軸に対して垂直になるようにする。次に,レーザマーキング装置130およびZステージ136を操作して,レーザマーキング装置130に備えられている赤色レーザダイオードにより照射位置,焦点位置を調整する。以上の操作によって,レーザマーキング装置130のレーザ照射位置,焦点位置を偏心指輪140の彫刻位置に合わせることができる。
【0062】
次いで,ステップS112では,偏心指輪140の外周面または内周面に文字または図形などが彫刻される(ステップS112)。
【0063】
以上,本発明の一実施形態にかかる指輪保持装置100およびこれを用いた環状体加工方法について説明した。かかる指輪保持装置100を用いて指輪を加工する場合には,以下のような利点がある。
【0064】
まず,かかる加工作業では,指輪の内周面に彫刻する場合は指輪の外周面側から,また,指輪の外周面に彫刻する場合は指輪の内周面側から指輪を固定することができる。このため,彫刻する加工面に障害物が無いので,加工を途中で妨げられることがなく,容易かつ迅速に彫刻を行うことができる。
【0065】
また,指輪の加工面の中心を指輪保持装置の回転機構の回転中心に合わせることができる。このため,レーザマーキング装置のレーザ焦点を合わせた後に,回転機構を操作して指輪の彫刻位置を回転移動した場合でも,レーザの出射口から指輪の彫刻位置までの距離が大幅に変化することはなく,再度レーザの焦点を合わせる必要がない。
【0066】
以上,添付図面を参照しながら本発明の好適な実施形態について説明したが,本発明はかかる例に限定されない。当業者であれば,特許請求の範囲に記載された技術的思想の範疇内において各種の変更例または修正例に想到し得ることは明らかであり,それらについても当然に本発明の技術的範囲に属するものと了解される。
【0067】
例えば,上記実施形態にかかる指輪保持装置100では,保持対象を指輪にし,チャックピン群103および押し上げピン108の移動量を,指輪を保持するのに適切な範囲に設定したが,本発明はかかる例に限定されない。例えば,腕輪などのような指輪以外の装飾用環状体,または工業用の部品などの環状体を保持対象とし,チャックピン群103および押し上げピン108の移動量を大きく,または小さくなるように構成してもよい。
【0068】
また,上記実施形態では,チャックピン群103を3本として構成したが,本発明はかかる例に限定されない。チャックピンは2本以上であれば環状体を固定することができるので,例えば2本,4本,5本,・・・,のチャックピンで構成してもよい。
【0069】
また,上記実施形態では,チャックピン調節機構106を,3つのクランク機構から構成したが,本発明はかかる例に限定されない。クランク機構の代わりに,カム機構,他の機械的な機構など,チャックピンをチャックテーブル102の半径方向に移動させることができるものであれば適用できる。
【0070】
また,上記実施形態では,チャックピン群103にゴムをかぶせたが,本発明はかかる例に限定されない。ゴムの代わりに,例えばフェルト生地のように柔らかく,かつ表面に凹凸を持つ布等を用いてもよい。ゴムや布だけではなく,指輪等の被加工環状体の表面を傷つけないように保護し,かつ環状体がチャックピン群103から滑り落ちないようにできるものであれば適用できる。
【0071】
また,上記実施形態では,レーザ発振器132を,Nd:YAGレーザで,10kHzで3Wの出力として構成したが,本発明はかかる例に限定されない。指輪のような硬質の金属に彫刻できるものであれば適用できる。
【0072】
【発明の効果】
以上説明したように,本発明にかかる環状体保持装置は,内周面と外周面とで中心の異なる環状体を保持する際に,加工面の中心を環状体保持装置の回転機構の中心と合致させることができる。このため,かかる環状体保持装置を搭載した環状体加工装置では,環状体への加工作業が迅速かつ正確に行うことができる。
【図面の簡単な説明】
【図1】図1は,一実施形態にかかる指輪保持装置を示す全体斜視図である。
【図2】図2は,一実施形態にかかるチャックテーブルを示す一部透過平面図である。
【図3】図3は,一実施形態にかかるチャックテーブルを示す一部透過側面図である。
【図4】図4は,一実施形態にかかるチャックピンで,内周面と外周面の中心が異なる指輪を,指輪の内周面側からチャックテーブルに固定した態様を示す説明図である。
【図5】図5は,一実施形態にかかるチャックピンで,内周面と外周面の中心が異なる指輪を,指輪の外周面側からチャックテーブルに固定した態様を示す説明図である。
【図6】図6は,一実施形態にかかるチャックピンと押し上げピンによって,円周上の位置に応じて幅の異なる指輪を,チャックテーブルに対して指輪の加工面を所望の角度にして固定した態様を示した説明図である。
【図7】図7は,一実施形態にかかる指輪保持装置を搭載したレーザマーキング装置を示す側面図である。
【図8】図8は,一実施形態にかかるチャックピンで指輪を固定し,レーザによって指輪の表面に文字などを彫刻する態様を示す説明図である。
【図9】図9は,一実施形態にかかる指輪保持装置を用いた環状体加工方法を示すフローチャートである。
【符号の説明】
100 : 指輪保持装置
102 : チャックテーブル
103 : チャックピン群
104 : 第1のチャックピン
105 : 第2のチャックピン
106 : チャックピン調節機構
107 : 第3のチャックピン
108 : 押し上げピン
110 : 押し上げピン調節機構
112 : チルト機構
114 : 位置決めマーク
120 : 第1のクランク機構
121 : 第2のクランク機構
122 : 調節部材
123 : 第3のクランク機構
124 : 移動部材
125 : 水平移動クランク機構
126 : 水平方向調節部材
127 : 水平方向移動部材
128 : ネジ頭
129 : 軸部
130 : レーザマーキング装置
132 : レーザ発振器
134 : ガルバノスキャナ
136 : Zステージ
140 : 偏心指輪
150 : 指輪
160 : 垂直方向クランク機構
164 : 垂直方向調節部材
166 : 第1のネジ頭
168 : 第1の軸部
169 : ネジ溝
170 : 第1のネジ溝
172 : 第2のネジ溝
174 : 第2のネジ頭
176 : 第2の軸部
Claims (9)
- 被加工環状体を載置する回転自在の載置手段と,
前記載置手段に前記被加工環状体を固定する固定手段と,
を備える環状体保持装置であって,
前記固定手段は2つ以上のチャックピンを備え,
前記チャックピンは,それぞれ独立に前記載置手段の載置面を半径方向に移動して,前記被加工環状体の内周面または外周面のうち非加工面側に係止して,前記被加工環状体の加工面の曲率中心と前記載置手段の回転中心とが合致するように前記被加工環状体を固定することを特徴とする,環状体保持装置。 - 前記載置手段は,傾斜自在であることを特徴とする,請求項1に記載の環状体保持装置。
- 前記載置手段は,被加工環状体の一部分を押し上げる押し上げ手段を備えることを特徴とする,請求項1または2に記載の環状体保持装置。
- 前記載置手段の載置面には,前記載置手段の回転中心を中心とする同心円上に配置された複数の環状の位置決めマークを備えることを特徴とする,請求項1,2,または3のいずれかに記載の環状体保持装置。
- 被加工環状体を載置手段に載置する載置工程と,
前記載置手段の載置面を半径方向にそれぞれ独立に移動する2つ以上のチャックピンを前記被加工環状体の内周面または外周面のうち非加工面に係止させて,前記被加工環状体の加工面の曲率中心と前記載置手段の回転中心とが合致するように前記被加工環状体を前記載置手段の加工位置に固定する固定工程と,を含むことを特徴とする,環状体保持方法。 - 前記載置手段を傾斜する工程を含むことを特徴とする,請求項5に記載の環状体保持方法。
- 被加工環状体の一部分を前記載置手段から押し上げる工程を含むことを特徴とする,請求項5または6に記載の環状体保持方法。
- 請求項1から4のいずれかに記載の環状体保持装置であって,さらに,被加工環状体の表面に文字,記号または図形を彫刻する手段を備えることを特徴とする,環状体加工装置。
- 請求項5から7のいずれかに記載の環状体保持方法であって,さらに被加工環状体の表面に文字,記号または図形を彫刻する工程を含むことを特徴とする,環状体加工方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003136476A JP2004338024A (ja) | 2003-05-14 | 2003-05-14 | 環状体保持装置,環状体保持方法,環状体加工装置,環状体加工方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003136476A JP2004338024A (ja) | 2003-05-14 | 2003-05-14 | 環状体保持装置,環状体保持方法,環状体加工装置,環状体加工方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004338024A true JP2004338024A (ja) | 2004-12-02 |
Family
ID=33526432
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003136476A Withdrawn JP2004338024A (ja) | 2003-05-14 | 2003-05-14 | 環状体保持装置,環状体保持方法,環状体加工装置,環状体加工方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004338024A (ja) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1980356A1 (de) * | 2007-04-10 | 2008-10-15 | Carl BAASEL Lasertechnik GmbH & Co. KG | Vorrichtung zur Aufnahme eines im wesentlichen zylindrischen Werkstückes, insbesondere eines Schmuckringes, für die Bearbeitung mit einem Laserstrahl |
| KR100934954B1 (ko) * | 2009-08-10 | 2010-01-06 | (주)미래테크 | 링형 가공대상물의 동심조정장치 |
| KR101003845B1 (ko) | 2008-06-23 | 2010-12-28 | 정석환 | 대형 플랜지용 조립구멍 가공기 |
| CN103878820A (zh) * | 2014-02-25 | 2014-06-25 | 安徽鑫锐电气集团有限公司 | 一种可转位式冲孔用辅助工作台 |
| WO2017037792A1 (ja) * | 2015-08-28 | 2017-03-09 | 三菱電機株式会社 | 筒状部材の加工方法および加工装置 |
| CN108296834A (zh) * | 2018-04-11 | 2018-07-20 | 安徽理工大学 | 一种适用多种连接件的加工装置 |
| CN110788409A (zh) * | 2019-09-29 | 2020-02-14 | 安徽金马热能设备有限公司 | 一种外齿铣齿机 |
| CN111590350A (zh) * | 2020-04-30 | 2020-08-28 | 中国航发南方工业有限公司 | 偏心内孔零件加工夹具及偏心内孔零件加工方法 |
| CN114378621A (zh) * | 2021-12-24 | 2022-04-22 | 宁夏盾源聚芯半导体科技股份有限公司 | 快速找圆心的装置 |
| CN115070456A (zh) * | 2022-05-30 | 2022-09-20 | 江苏迈信林航空科技股份有限公司 | 用于航空精密壳体数控加工的辅助设备 |
-
2003
- 2003-05-14 JP JP2003136476A patent/JP2004338024A/ja not_active Withdrawn
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1980356A1 (de) * | 2007-04-10 | 2008-10-15 | Carl BAASEL Lasertechnik GmbH & Co. KG | Vorrichtung zur Aufnahme eines im wesentlichen zylindrischen Werkstückes, insbesondere eines Schmuckringes, für die Bearbeitung mit einem Laserstrahl |
| US8523190B2 (en) | 2007-04-10 | 2013-09-03 | Carl Baasel Lasertechnik Gmbh & Co | Apparatus to secure a cylindrical object for laser processing |
| KR101003845B1 (ko) | 2008-06-23 | 2010-12-28 | 정석환 | 대형 플랜지용 조립구멍 가공기 |
| KR100934954B1 (ko) * | 2009-08-10 | 2010-01-06 | (주)미래테크 | 링형 가공대상물의 동심조정장치 |
| CN103878820A (zh) * | 2014-02-25 | 2014-06-25 | 安徽鑫锐电气集团有限公司 | 一种可转位式冲孔用辅助工作台 |
| JPWO2017037792A1 (ja) * | 2015-08-28 | 2018-05-24 | 三菱電機株式会社 | 筒状部材の加工方法および加工装置 |
| WO2017037792A1 (ja) * | 2015-08-28 | 2017-03-09 | 三菱電機株式会社 | 筒状部材の加工方法および加工装置 |
| CN108296834A (zh) * | 2018-04-11 | 2018-07-20 | 安徽理工大学 | 一种适用多种连接件的加工装置 |
| CN110788409A (zh) * | 2019-09-29 | 2020-02-14 | 安徽金马热能设备有限公司 | 一种外齿铣齿机 |
| CN111590350A (zh) * | 2020-04-30 | 2020-08-28 | 中国航发南方工业有限公司 | 偏心内孔零件加工夹具及偏心内孔零件加工方法 |
| CN114378621A (zh) * | 2021-12-24 | 2022-04-22 | 宁夏盾源聚芯半导体科技股份有限公司 | 快速找圆心的装置 |
| CN114378621B (zh) * | 2021-12-24 | 2023-06-30 | 宁夏盾源聚芯半导体科技股份有限公司 | 快速找圆心的装置 |
| CN115070456A (zh) * | 2022-05-30 | 2022-09-20 | 江苏迈信林航空科技股份有限公司 | 用于航空精密壳体数控加工的辅助设备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI462163B (zh) | Wafer processing method | |
| ES2371105T3 (es) | Ablación por laser de planchas de imprimir y/o rodillos de imprimir para disminuir la conicidad y falta de redondez total indicada. | |
| JP2004338024A (ja) | 環状体保持装置,環状体保持方法,環状体加工装置,環状体加工方法 | |
| KR20150130226A (ko) | 웨이퍼 가공 방법 | |
| JP5105153B2 (ja) | 加工工具の製造方法及び加工工具 | |
| US10109528B2 (en) | Wafer processing method | |
| JP2020013832A (ja) | Ledウエーハの加工方法 | |
| TW201401360A (zh) | 晶圓之加工方法 | |
| CN109500604A (zh) | 五维手动位移平台、含有五维手动位移平台的车削辅助系统及车削辅助系统的调试方法 | |
| JPS6120399B2 (ja) | ||
| KR100738872B1 (ko) | 레이저 마킹 장치 | |
| CN113967852A (zh) | 一种金属多面反射棱镜加工装置及方法 | |
| JP2020069602A (ja) | ワーク加工装置 | |
| ES2559013T3 (es) | Procedimiento de torneado con arranque de virutas y dispositivo de torneado | |
| CN211866864U (zh) | 激光加工装置 | |
| JP2022145458A (ja) | レーザ加工装置 | |
| JP6226803B2 (ja) | 加工方法 | |
| JPH03210990A (ja) | レーザ加工方法 | |
| JP2016107288A (ja) | レーザー加工装置 | |
| JP2005014050A (ja) | レーザ加工装置 | |
| US7757373B2 (en) | Method and tool head for machining optically active surfaces, particularly surfaces of progressive spectacle lenses, which are symmetrical in pairs | |
| JPS6138791A (ja) | リング状又は管状物外周面の加工方法 | |
| JP3291232B2 (ja) | 溝バリ取り装置 | |
| Geoffray et al. | Sinusoidal ripples micromachining on CHx ablator for hydrodynamics growth experiments | |
| JP2019150925A (ja) | 被加工物の研削方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20040726 |
|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20060801 |