JP2004311073A - Energy device with overcurrent protection and its manufacturing method - Google Patents
Energy device with overcurrent protection and its manufacturing method Download PDFInfo
- Publication number
- JP2004311073A JP2004311073A JP2003099591A JP2003099591A JP2004311073A JP 2004311073 A JP2004311073 A JP 2004311073A JP 2003099591 A JP2003099591 A JP 2003099591A JP 2003099591 A JP2003099591 A JP 2003099591A JP 2004311073 A JP2004311073 A JP 2004311073A
- Authority
- JP
- Japan
- Prior art keywords
- current collector
- electrode current
- positive electrode
- negative electrode
- energy device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images





















Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Secondary Cells (AREA)
- Connection Of Batteries Or Terminals (AREA)
Abstract
Description
【0001】
【発明の属する技術分野】
本発明はエネルギーデバイスとその製造方法に関する。
【0002】
【従来の技術】
リチウムイオン2次電池は、負極集電体、負極活物質、電解質、セパレーター、正極活物質、正極集電体を主な構成要素とする。特許文献1には、正極側を内側にしてスパイラル状に巻回したリチウム2次電池が開示されている。
【0003】
携帯電話やPDAなどで代表されるモバイル機器では、小型で大容量の2次電池が要望される。このためには、板状に薄型化した2次電池が有効である。しかしながら、上記の特許文献1に開示されたリチウム2次電池は、スパイラル状巻回物を電解液中に浸漬してなる、円筒形状の液型2次電池である。従って、この液型2次電池は、その構造のために、小型化、薄型化には限界があった。
【0004】
【特許文献1】
実開平5−43465号公報
【0005】
【発明が解決しようとする課題】
現在、リチウム2次電池の薄型化、体積エネルギー密度化(体積当たりのエネルギー容量)の向上が進められており、集電体と活物質とを薄型にし、電解質に固体電解質を用いたリチウム2次電池が検討されており、これによれば、薄型で高体積エネルギー密度となり、セパレーターも不要になることが期待されている。
【0006】
しかしながら、リチウムイオン2次電池をはじめとするエネルギー素子では、短絡等に対する安全性の確保に様々な配慮工夫が必要であり、エネルギー素子を薄型化した場合には正負の両極が近接するため安全性に対し更なる配慮が要求される。
【0007】
例えば、薄膜積層構成とした場合には、層の割れやピンホールによる層間に短絡が発生する可能性がある。また、薄型化と高体積エネルギー密度化とのためにシート状のエネルギー素子を平板状に巻回すると、折り曲げ部分で同様に短絡が発生する可能性がある。従って、安全上の何らかの対策が必要である。
【0008】
本発明は、万一短絡が発生したときの安全性の高いエネルギーデバイスとその製造方法を提供することを目的とする。
【0009】
【課題を解決するための手段】
上記の目的を達成するために、本発明の第1のエネルギーデバイスは、基板と、負極集電体、固体電解質、正極活物質、及び正極集電体をこの順に備える積層単位とを備えるエネルギーデバイスであって、前記負極集電体又は前記正極集電体は、過電流により溶断するヒューズ部を有することを特徴とする。
【0010】
また、本発明の第2のエネルギーデバイスは、基板と、負極集電体、固体電解質、正極活物質、及び正極集電体をこの順に備える積層単位とが積層された繰り返し単位が2以上積層されたエネルギーデバイスであって、前記負極集電体又は前記正極集電体は、過電流により溶断するヒューズ部を有することを特徴とする。
【0011】
また、本発明の第3のエネルギーデバイスは、負極集電体、固体電解質、正極活物質、及び正極集電体をこの順に備える積層単位が2以上積層されたエネルギーデバイスであって、前記負極集電体又は前記正極集電体は、過電流により溶断するヒューズ部を有することを特徴とする。
【0012】
また、本発明の第4のエネルギーデバイスは、可とう性の長尺基板と、負極集電体、固体電解質、正極活物質、及び正極集電体をこの順に備える積層単位とが積層された帯状積層体が巻回されてなるエネルギーデバイスであって、前記負極集電体又は前記正極集電体は、前記帯状積層体の長手方向に複数の領域に分割されており、前記複数の領域のうちの少なくとも一つの領域に過電流により溶断するヒューズ部を有することを特徴とする。
【0013】
次に、本発明のエネルギーデバイスの第1の製造方法は、基板上に、負極集電体、固体電解質、正極活物質、及び正極集電体をこの順に備える積層単位を積層する工程を含むエネルギーデバイスの製造方法であって、更に、前記負極集電体又は前記正極集電体に過電流により溶断するヒューズ部を形成する工程を備えることを特徴とする。
【0014】
また、本発明のエネルギーデバイスの第2の製造方法は、基板上に、負極集電体、固体電解質、正極活物質、及び正極集電体をこの順に備える積層単位を積層する工程と、前記基板と前記積層単位とからなる積層体を2以上積み重ねる工程とを含むエネルギーデバイスの製造方法であって、更に、前記負極集電体又は前記正極集電体に過電流により溶断するヒューズ部を形成する工程を備えることを特徴とする。
【0015】
また、本発明のエネルギーデバイスの第3の製造方法は、基板上に、負極集電体、固体電解質、正極活物質、及び正極集電体をこの順に備える積層単位を2以上積層する工程を含むエネルギーデバイスの製造方法であって、更に、前記負極集電体又は前記正極集電体に過電流により溶断するヒューズ部を形成する工程を備えることを特徴とする。
【0016】
また、本発明のエネルギーデバイスの第4の製造方法は、可とう性の長尺基板上に、負極集電体、固体電解質、正極活物質、及び正極集電体をこの順に備える積層単位を積層して帯状積層体を得る工程と、前記帯状積層体を巻回する工程とを含むエネルギーデバイスの製造方法であって、更に、前記負極集電体又は前記正極集電体を、前記帯状積層体の長手方向に複数の領域に分割する工程と、前記負極集電体又は前記正極集電体に過電流により溶断するヒューズ部を形成する工程とを備えることを特徴とする。
【0017】
【発明の実施の形態】
本発明の第1〜第4のエネルギーデバイスは、負極集電体又は正極集電体に過電流により溶断するヒューズ部を有する。また、本発明のエネルギーデバイスの第1〜第4の製造方法は、負極集電体又は正極集電体に過電流により溶断するヒューズ部を形成する工程を備える。これにより、短絡時に過電流が発生するとヒューズ部が溶断して過電流を遮断するので、安全性の高い過電流保護機能付きエネルギーデバイスを提供できる。
【0018】
また、本発明の第4のエネルギーデバイスでは、負極集電体又は正極集電体は、帯状積層体の長手方向に複数の領域に分割されており、複数の領域のうちの少なくとも一つの領域にヒューズ部を有する。また、本発明のエネルギーデバイスの第4の製造方法は、負極集電体又は正極集電体を、帯状積層体の長手方向に複数の領域に分割する工程を備える。これより、過電流により分割された一部の領域の機能が停止しても、残りの部分が依然として有効に動作するので、予期せぬ全停止が発生しない、信頼性の向上したエネルギーデバイスを提供できる。
【0019】
以下、本発明を図面を参照しながら詳細に説明する。
【0020】
(実施の形態1)
本発明の第1のエネルギーデバイスの構成及び製造方法の一例を説明する。
【0021】
図1は本発明の実施の形態1のエネルギーデバイス1の概略構成を示した断面図である。
【0022】
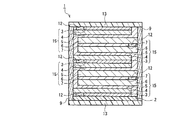
図1に示すように、本実施の形態のエネルギーデバイス1は、基板2と、負極集電体3、負極活物質4、固体電解質5、正極活物質6、及び正極集電体7をこの順に備える積層単位15とが積層されて構成される。
【0023】
基板2としては、ポリイミド(PI)、ポリアミド(PA)、ポリエチレンナフタレート(PEN)、ポリエチレンテレフタレート(PET)やその他の高分子フィルムシート、又はステンレス金属箔、又はニッケル、銅、アルミニウムやその他の金属元素を含む金属箔などを用いることが出来る。基板2が可撓性を有すると、エネルギーデバイス1の製造が容易になるので好ましい。
【0024】
負極集電体3としては、ニッケル、銅、アルミニウム、白金、白金−パラジウム、金、銀、ITO(インジウム−スズ酸化物)で代表される金属を含む層を用いることが出来る。
【0025】
負極活物質4としては、グラファイトを始めとするカーボン系材料、シリコン又はシリコンを含む化合物若しくはその混合物、あるいはリチウム又はリチウム−アルミニウムで代表されるリチウム化合物などを用いることが出来る。本発明の負極活物質4の材料は上記に限定されず、その他の材料を負極活物質4として用いることも出来る。なお、後述する正極活物質6に含まれるリチウムイオンの移動を利用して負極活物質4を形成しても良く、その場合にはエネルギーデバイスの形成初期段階では負極活物質4を省略することが可能である。
【0026】
固体電解質5としては、イオン伝導性があり、電子伝導性が無視できるほど小さい材料を用いることが出来る。特にエネルギーデバイス1をリチウムイオン2次電池として使用する場合には、リチウムイオンが可動イオンであるため、Li3PO4や、Li3PO4に窒素を混ぜて(あるいはLi3PO4の元素の一部を窒素で置換して)得られる材料(LiPON:代表的な組成はLi2.9PO3.3N0.36)などからなる固体電解質はリチウムイオン伝導性に優れるので好ましい。同様に、Li2S−SiS2、Li2S−P2S5、Li2S−B2S3などの硫化物からなる固体電解質も有効である。更にこれらの固体電解質にLiIなどのハロゲン化リチウムや、Li3PO4等のリチウム酸素酸塩をドープした固体電解質も有効である。本発明の固体電解質5の材料は上記に限定されず、その他の材料を固体電解質5として用いることも出来る。
【0027】
正極活物質6としては、コバルト酸リチウム、ニッケル酸リチウムなどを用いることが出来る。但し、本発明の正極活物質6は上記の材料に限定されず、その他の材料を正極活物質6として用いることも出来る。
【0028】
正極集電体7としては、負極集電体3と同様に、ニッケル、銅、アルミニウム、白金、白金−パラジウム、金、銀、ITO(インジウム−スズ酸化物)で代表される金属を含む層を用いることが出来る。
【0029】
負極集電体3及び正極集電体7には、それぞれ外部電極9,9が接続されることが好ましい。一対の外部電極9,9の材料としては、ニッケル、亜鉛、スズ、はんだ合金、導電性樹脂などの各種導電材料を用いることが出来る。その形成方法としては、溶射、メッキ、塗布などを用いることが出来る。図示したように、一方の外部電極9には負極集電体3が電気的に接続され、他方の外部電極9には正極集電体7が電気的に接合され、且つ、一対の外部電極9,9が相互に絶縁されるように、負極集電体3及び正極集電体7の幅方向(図1の左右方向)の形成領域がパターニングされている。
【0030】
負極集電体3の外部電極9との接続部近傍、及び正極集電体7の外部電極9との接続部近傍には、ヒューズ部12が形成されている。ヒューズ部12は、過電流が流れたときに溶断して過電流を遮断して発火などに至るのを事前に防止する安全装置として機能する。本実施の形態では、ヒューズ部12は、負極集電体3及び正極集電体7に設けられているが、いずれか一方のみであっても良い。
【0031】
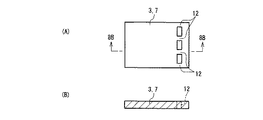
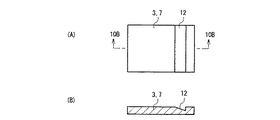
図7〜図10に、集電体層3,7に、過電流により溶断するような特定の形状パターンを設けることにより形成されたヒューズ部12の例を示す。図7(A)及び図7(B)、図8(A)及び図8(B)は、いずれも電流が流れる部分の幅が狭くなるように、集電体層3,7の平面形状に特定の平面パターンを付与してヒューズ部12を形成した例を示しており、図9(A)及び図9(B)、図10(A)及び図10(B)は、いずれも電流が流れる部分の厚みが薄くなるように、集電体層3,7の厚み方向断面に特定の厚みパターンを付与してヒューズ部12を形成した例を示している。図7〜図10に示したヒューズ部12は、集電体層3,7に、幅又は厚さが小さな部分を設けることにより、電流が流れる断面積がその部分において小さくなるように形成されている。従って、集電体層3,7とその右側端に接続される外部電極9(図示せず)との間に過電流が流れると、ヒューズ部12がジュール熱により発熱し、溶断して、過電流を遮断する。従って、発火などの重大な事態に至るのを未然に防止することができる。図7〜図10のように薄膜の寸法変化により形成されているヒューズ部12は、製造が容易であるという利点を有する。
【0032】
図11〜図14に、集電体層3,7に設けられる別のヒューズ部12の例を示す。図12〜図14に示したヒューズ部12は、図8〜図10に示した特定の形状パターンと電気抵抗の温度係数の大きな材料である異種材料12aとを組み合わせて構成されている。図11は、集電体層3,7とその右側端に接続される外部電極9(図示せず)との間に帯状の異種金属12aを介在させることにより構成されたヒューズ部12を示している。図12は、図8において集電体層3,7が形成されていない部分に異種金属12aを付与することにより構成されたヒューズ部12を示している。図13,図14は、それぞれ図9,図10において集電体層3,7の厚みが薄い部分に異種金属12aを付与することにより構成されたヒューズ部12を示している。図11〜図14のヒューズ部12の作用は以下の通りである。図7〜図10のヒューズ部12は、集電体層3,7に電流が流れる断面積が小さくなる部分を形成することにより構成される。この構成では、過電流が流れていない正常動作時においてもヒューズ部12の電気抵抗値が他の部分より大きくなる。従って、大電力出力を実現する場合に問題となる可能性がある。これに対して、図11〜図14のヒューズ部12は、異種金属12aが組み合わされていることにより、エネルギーデバイスの正常動作温度近傍(例えば室温)でのヒューズ部12の電気抵抗値を図7〜図10のヒューズ部12の電気抵抗値に比べて小さくできる。一方、過電流時には、異種金属12aの電気抵抗の温度係数が、集電体3,7の電気抵抗の温度係数よりも大きいので、ヒューズ部12がわずかに温度上昇すると異種金属12aの抵抗値が急激に増大する。よって、ヒューズ部12内の異種金属12a以外の集電体3,7の材料内に電流が集中して流れる結果、ヒューズ部12がジュール熱により発熱し、溶断して、過電流を遮断する。従って、発火などの重大な事態に至るのを未然に防止することができる。異種金属12aの材料としては、電気抵抗の温度係数が大きいことによりこのようなヒューズ機能を発揮することができれば特に限定はないが、例えば、アルミニウム、コバルト、鉛、ロジウムや、これらの金属のうちの少なくともひとつを含む合金を使用することができる。
【0033】
図7〜図14に示したヒューズ部12は一例であり、過電流により溶断することができればこれらに限定されない。
【0034】
本実施の形態のエネルギーデバイス1は、機械的保護、耐湿性向上、層間剥離の防止などを目的として、保護層13を有していても良い(図1参照)。保護層13の材料は特に限定されないが、例えばシランカップリング剤等の表面処理剤、光あるいは熱硬化性樹脂、金属、金属酸化物、金属窒化物などを用いることができる。形成方法としては、塗布、ディップ(浸漬)、スプレーなどの湿式プロセスや、蒸着、スパッタなどのドライプロセスを採ることができる。また、保護層13は異種又は同種の材料からなる多層の複合膜であっても良い。保護層13は、外部電極9を除くエネルギーデバイス1の外表面に形成することができる。基板2の材料によっては、図1に示すように基板2の表面には保護層13を形成しなくてもよい。
【0035】
図1に示したエネルギーデバイス1は、負極集電体3、負極活物質4、固体電解質5、正極活物質6、及び正極集電体7からなる積層単位15の負極集電体3側に基板2が設けられているが、本発明はこれに限定されない。例えば、負極集電体3、負極活物質4、固体電解質5、正極活物質6、及び正極集電体7からなる積層単位15の正極集電体7側に基板2が設けられていても良い。
【0036】
次に、本実施の形態のエネルギーデバイス1の製造方法の一例を説明する。
【0037】
本実施の形態のエネルギーデバイス1は、基板2上に、負極集電体3、負極活物質4(省略可)、固体電解質5、正極活物質6、正極集電体7をこの順に積層する薄膜積層工程、又は、基板2上に、正極集電体7、正極活物質6、固体電解質5、負極活物質4(省略可)、負極集電体3をこの順に積層する薄膜積層工程を経て製造される。この工程中に、負極集電体3及び/又は正極集電体7に過電流により溶断するヒューズ部12が形成される。
【0038】
薄膜積層工程は、特に限定されないが、例えば真空成膜法又は湿式塗工法により行うことができる。
【0039】
最初に、薄膜積層工程を真空成膜法により行う場合を説明する。
【0040】
図15は、薄膜積層工程を行う真空成膜装置の一例の概略構成を示した側面断面図である。
【0041】
図15に示した真空成膜装置20は、隔壁21aにより上下に仕切られた真空槽21を備える。隔壁21aより上側の部屋(搬送室)21bには、巻き出しロール25,搬送ロール26,ボビン27が配置される。隔壁21aより下側の部屋(薄膜形成室)21cには、第1薄膜形成源28a及び第2薄膜形成源28bが隔壁21dを挟んで配置されている。隔壁21aの中央部には開口が設けられ、搬送ロール26の下面が薄膜形成室21c側に露出している。真空槽21内は、真空ポンプ24により所定の真空度に維持されている。
【0042】
巻き出しロール25から巻き出された長尺の可撓性を有する基板2は、搬送ロール26に沿って搬送され、隔壁21aの開口内を通過する。このとき、第1薄膜形成源28a及び第2薄膜形成源28bにより基板2の表面上に順に薄膜が形成される。薄膜が形成された基板2はボビン27に巻き取られる。
【0043】
第1薄膜形成源28a及び第2薄膜形成源28bによる薄膜の形成方法としては、薄膜の種類に応じて、蒸着法、スパッタ法、イオンプレーティング法、レーザーアブレーション法などで代表される各種真空成膜法を用いることが出来る。このような方法により、所望する薄膜を容易に効率よく形成できる。
【0044】
図15の装置は第1薄膜形成源28a及び第2薄膜形成源28bを備えるので、基板2が巻き出しロール25から巻き出され、ボビン27に巻き取られる過程で、搬送ロール26上で2層の薄膜を一度に形成できる。この装置を用いて、基板2の巻き出し、薄膜形成、巻き取りからなる一連の工程を必要な回数だけ繰り返すことにより、図1に示したような積層構造を得ることができる。図15の装置は、基板2を1回走行させることにより2層の薄膜を形成することができるが、本発明は、これに限定されない。例えば、薄膜形成源を1つのみ有する装置を用いて、層の数だけ基板2を繰り返し走行させても良いし、薄膜形成源が薄膜の種類の数だけ順に配置された装置を用いて、基板2を1回走行させるだけで、図1に示したような積層構造を得ても良い。
【0045】
各層を薄膜形成する際に、図1に示すように各層の形成領域を制限(パターニング)する必要がある。また、図7〜図14に示すようなヒューズ部12を得るために薄膜を所定の形状パターンに形成する必要がある。図15に示す真空成膜装置に好適に使用できるパターニング方法として、マスキングテープ法、オイルマスキング法、メタルマスキング法などがある。
【0046】
マスキングテープ法は、薄膜形成領域内においてマスキングテープ31を基材2と接触させながら一緒に走行させることにより、マスキングテープ31の接触部分に薄膜形成されるのを防止する方法である。
【0047】
マスキングテープ法の原理を図16を用いて説明する。マスキングテープ31a,31b,31cは、膜形成が不要な領域に対応した幅とパターンを有する長尺テープである。マスキングテープ31a,31b,31cは、それぞれ巻き出しロール32a,32b,32cから巻き出され、搬送ロール26上では基板2の薄膜形成源28側の面に接触して基材2とともに搬送される。このとき、マスキングテープ31a,31b,31cは、搬送ロール26の回転中心軸方向において異なる位置で搬送ロール26によって搬送される。その後、マスキングテープ31a,31b,31cは、基材2と分離して巻き取りロール33a,33b,33cに巻き取られる。薄膜形成源28上を通過時にマスキングテープ31a,31b,31c上に付着した膜材料はマスキングテープ31a,31b,31cとともに基板2から除去される。従って、マスキングテープ31a,31b,31cが介在しなかった領域にのみ膜形成されるので、基板2上に所望する薄膜パターンを容易に得ることができる。形成しようとする層に応じてマスキングテープ31a,31b,31cの位置、幅、パターンを変更することによって、エネルギーデバイス1を構成するために必要な積層パターンを得ることが出来る。また、マスキングテープ31a,31b,31cを多条とすることにより、ボビン27上に巻き取られた薄膜積層体を用いて幅方向に複数のエネルギーデバイスを製造することが出来る。
【0048】
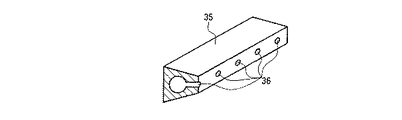
オイルマスキング法は、薄膜の被形成面に所定パターンにオイルを付与した後、薄膜形成をすることにより、オイル付与部分に薄膜形成されるのを防止する方法である。オイルマスキング法は、ノズル35を用いて行う。図17に示すように、ノズル35は、オイル蒸気が放出される多数の微細孔36が形成されている。このノズル35は、図15に示すように、基材2の走行方向において薄膜形成領域に対して上流側に、微細孔36を基材2に対向させて配置される。基材2上のオイルが付与された部分には薄膜が形成されないから、基板2上に所望する薄膜パターンを容易に得ることができる。形成しようとする層に応じて各微細孔36から放出されるオイル蒸気を制御したり、ノズル35を基材2の幅方向に移動したりすることにより、エネルギーデバイス1を構成するために必要な積層パターンを得ることが出来る。また、オイルを基材2の移動方向に沿って複数の帯状に付与することにより、ボビン27上に巻き取られた薄膜積層体を用いて幅方向に複数のエネルギーデバイスを製造することが出来る。なお、薄膜形成後、基材2上に残存するオイルは、熱又は紫外線などを照射して除去することが好ましい。
【0049】
メタルマスキング法は、薄膜形成源と基材2との間に、所定の開口を有するメタルマスク38を配置することにより、成膜に寄与する粒子の通過領域を制限して、基材2上に開口に対応したパターンの薄膜を形成する方法である。図18はメタルマスク38の一例の正面図である。このメタルマスク38は開口39a,39bを備える。基材2を間欠的に移動させながらメタルマスク38を介して薄膜形成することにより、開口39a,39bに相当する部分にのみ薄膜形成を行うことができる。また、基材2を連続的に走行させながら、矢印2aを基材2の移動方向に一致するようにメタルマスク38を配置することにより、開口39a,39bに相当する部分にのみ薄膜形成を行うことができる。形成しようとする層に応じてメタルマスク38の位置や開口形状を変更することにより、エネルギーデバイス1を構成するために必要な積層パターンを得ることが出来る。また、メタルマスク38に多条のスリット状の開口を設けることにより、ボビン27上に巻き取られた薄膜積層体を用いて幅方向に複数のエネルギーデバイスを製造することが出来る。
【0050】
なお、図11〜図14に示すようなヒューズ部12を形成する場合には、最初に上記のいずれかの方法で所定パターンの電極体薄膜を形成した後、このパターンとは逆パターンで異種金属12aを薄膜形成すればよい。
【0051】
上記のマスキングテープ法、オイルマスキング法、メタルマスキング法は、真空成膜法に好適なパターニング方法の一例であり、本発明はこのようなパターニング方法に限定されず、他のパターニング方法を採用することも可能である。
【0052】
次に、薄膜積層工程を湿式塗工法により行う場合を説明する。
【0053】
図19は、薄膜積層工程を行う湿式塗工装置の一例の概略構成を示した側面断面図である。
【0054】
図5に示した湿式塗工装置40は、巻き出しロール25から巻きされた長尺の基板2の片面に、第1塗工部50a、第2塗工部50bで順に薄膜が形成された後、ボビン27に巻き取られる。
【0055】
第1塗工部50aについて説明する。ファウンテン53aから吐出される液状の膜材料は、グラビアロール59aに転写され、ドクターブレード59bにより余分な膜材料が掻き落とされた後、基材2の片面に付着する。その後、基板2は加熱装置54aに搬送されて膜材料が加熱されて固化して膜となる。55aは液状の膜材料を貯蔵し且つこれをファウンテン53aに供給する材料供給部である。
【0056】
第2塗工部50bについて説明する。第1塗工部50aによって片面に薄膜が形成された基材2は、搬送ロール51bに沿って搬送される途中で、その下部に設置されたファウンテン53bから吐出される液状の膜材料が塗布される。リバースロール52bにより、基板2の片面に付着した余分な膜材料は掻き落とされて、付着厚みが均一化される。その後、基板2は加熱装置54bに搬送されて膜材料が加熱されて固化して膜となる。55bは液状の膜材料を貯蔵し且つこれをファウンテン53bに供給する材料供給部である。
【0057】
このようにして、第1及び第2塗工部50a,50bで2層の薄膜が形成された基材2はボビン27に巻き取られる。
【0058】
塗工方法としては、グラビアコート、リバースコート、スプレーコート、スクリーンコート、オフセットコートなどで代表される各種湿式塗工法を用いることができる。このような方法により、所望する膜を容易に効率よく形成できる。
【0059】
図19の装置は、第1塗工部50a及び第2塗工部50bを備えるので、基板2が巻き出しロール25から巻き出され、ボビン27に巻き取られる過程で、2層の薄膜を一度に形成できる。この装置を用いて、基板2の巻き出し、薄膜形成、巻き取りからなる一連の工程を必要な回数だけ繰り返すことにより、図1に示したような積層構造を得ることができる。図19の装置は、基板2を1回走行させることにより2層の薄膜を形成することができるが、本発明は、これに限定されない。例えば、塗工部を1つのみ有する装置を用いて、層の数だけ基板2を繰り返し走行させても良いし、塗工部が薄膜の種類の数だけ順に配置された装置を用いて、基板2を1回走行させるだけで、図1に示したような積層構造を得ても良い。また、塗工部は、図19に示したような第1塗工部50aと第2塗工部50bとの組み合わせである必要はなく、例えば第1塗工部50a(又は第2塗工部50b)と同様の構成の複数の塗工部が連続して配置されていても良い。図中55は液状の膜材料を貯蔵し且つこれをファウンテン53に供給する材料供給部である。
【0060】
各層を薄膜形成する際に、図1に示すように各層の形成領域を制限(パターニング)する必要がある。また、図7〜図14に示すようなヒューズ部12を得るために薄膜を所定の形状パターンに形成する必要がある。図19に示す湿式塗工装置に好適に使用できるパターニング方法として、マスキングテープ法、グラビアロール法、スクリーン印刷法、メタルマスキング法などがある。
【0061】
マスキングテープ法は、薄膜形成領域内においてマスキングテープ61を基材2と接触させながら一緒に走行させることにより、マスキングテープ61の接触部分に薄膜形成されるのを防止する方法である。
【0062】
マスキングテープ法の原理を図20を用いて説明する。マスキングテープ61a,61b,61cは、膜形成が不要な領域に対応した幅とパターンを有する長尺テープである。マスキングテープ61a,61b,61cは、それぞれ巻き出しロール62a,62b,62cから巻き出され、搬送ロール51上では基板2のファウンテン53側の面に接触して基材2とともに搬送される。このとき、マスキングテープ61a,61b,61cは、搬送ロール51の回転中心軸方向において異なる位置で搬送ロール51によって搬送される。その後、マスキングテープ61a,61b,61cは、基材2と分離して巻き取りロール63a,63b,63cに巻き取られる。ファウンテン53上を通過時にマスキングテープ61a,61b,61c上に付着した膜材料はマスキングテープ61a,61b,61cとともに基板2から除去される。従って、マスキングテープ61a,61b,61cが介在しなかった領域にのみ膜形成されるので、基板2上に所望する薄膜パターンを容易に得ることができる。形成しようとする層に応じてマスキングテープ61a,61b,61cの位置、幅、パターンを変更することによって、エネルギーデバイス1を構成するために必要な積層パターンを得ることが出来る。また、マスキングテープ61a,61b,61cを多条とすることにより、ボビン27上に巻き取られた薄膜積層体を用いて幅方向に複数のエネルギーデバイスを製造することが出来る。
【0063】
グラビアロール法は、図21に示すように、グラビアロール70の外周面に微小な刻印71を所定のパターンに形成することにより、刻印71の形成領域に対応した領域にのみ薄膜形成を行う方法である。形成しようとする層に応じてグラビアロール70上の刻印71の形成領域パターンを変更することによって、エネルギーデバイス1を構成するために必要な積層パターンを得ることが出来る。また、グラビアロール70の外周方向に沿って環状の刻印71パターンを複数形成することにより、ボビン27上に巻き取られた薄膜積層体を用いて幅方向に複数のエネルギーデバイスを製造することが出来る。
【0064】
スクリーン印刷法は、例えば、スクリーンコートにより薄膜材料を付与する場合に、スクリーン位置をパターン化することにより、所望するパターンの薄膜形成する方法である。
【0065】
メタルマスキング法は、例えばスプレーコートにより薄膜材料を付与する場合に、スプレーノズルと基材2との間に、所定の開口を有するメタルマスクを配置することにより、成膜に寄与する粒子の通過領域を制限して、基材2上に開口に対応したパターンの薄膜を形成する方法である。図22はメタルマスク75の一例の正面図である。このメタルマスク75は開口76a,76bを備える。基材2を間欠的に移動させながらメタルマスク75を介して薄膜形成することにより、開口76a,76bに相当する部分にのみ薄膜形成を行うことができる。また、基材2を連続的に走行させながら、矢印2aを基材2の移動方向に一致するようにメタルマスク75を配置することにより、開口76a,76bに相当する部分にのみ薄膜形成を行うことができる。形成しようとする層に応じてメタルマスク75の位置や開口形状を変更することにより、エネルギーデバイス1を構成するために必要な積層パターンを得ることが出来る。また、メタルマスク75に多条のスリット状の開口を設けることにより、ボビン27上に巻き取られた薄膜積層体を用いて幅方向に複数のエネルギーデバイスを製造することが出来る。
【0066】
なお、図11〜図14に示すようなヒューズ部12を形成する場合には、最初に上記のいずれかの方法で所定パターンの電極体薄膜を形成した後、このパターンとは逆パターンで異種金属12aを薄膜形成すればよい。
【0067】
上記のマスキングテープ法、グラビアロール法、メタルマスキング法は、湿式塗工法に好適なパターニング方法の一例であり、本発明はこのようなパターニング方法に限定されず、他のパターニング方法を採用することも可能である。
【0068】
以上のように、ヒューズ部12を、薄膜形成時にパターニング法により同時に形成することにより、容易且つ効率的にヒューズ部12を形成できる。
【0069】
上記の方法により、ボビン27上に、基材2と、負極集電体3、負極活物質4(省略可)、固体電解質5、正極活物質6、正極集電体7からなる積層単位15とが積層された長尺の積層体を得る。次いで、ボビン27から積層体を巻き出し、長さ方向及び幅方向に適当な大きさに裁断することにより、図1のエネルギーデバイス1が得られる。
【0070】
エネルギーデバイス1には必要に応じて外部電極9を形成しても良い。外部電極9を形成することにより、各種電子機器などへの組み込みや配線が容易になる。外部電極9の材料としては、ニッケル、亜鉛、スズ、はんだ合金、導電性樹脂などの各種導電材料を用いることができる。また、その形成方法としては、溶射、メッキ、塗布などを用いることが出来る。これらの方法によれば、外部電極の形成を効率よく行うことができる。
【0071】
また、必要により保護層13を形成しても良い。
【0072】
(実施の形態2)
本発明の第2のエネルギーデバイスの構成及び製造方法の一例を説明する。
【0073】
図2は本発明の実施の形態2のエネルギーデバイス1の概略構成を示した断面図である。
【0074】
図2に示すように、本実施の形態のエネルギーデバイス1は、基板2と、負極集電体3、負極活物質4、固体電解質5、正極活物質6、及び正極集電体7をこの順に備える積層単位15とが積層された繰り返し単位16が2以上積層されて構成される。
【0075】
基板2、負極集電体3、負極活物質4、固体電解質5、正極活物質6、及び正極集電体7の構成は、実施の形態1と同じであるのでこれらの説明を省略する。また、エネルギーデバイスの形成初期段階では負極活物質4を省略することが可能である点も実施の形態1と同様である。
【0076】
負極集電体3及び正極集電体7には、それぞれ外部電極9,9が接続されることが好ましい。一対の外部電極9,9の材料としては、ニッケル、亜鉛、スズ、はんだ合金、導電性樹脂などの各種導電材料を用いることが出来る。その形成方法としては、溶射、メッキ、塗布などを用いることが出来る。図示したように、一対の外部電極9,9はエネルギーデバイス1の対向する2側面に形成される。そして、一方の外部電極9には負極集電体3が電気的に接続され、他方の外部電極9には正極集電体7が電気的に接合され、且つ、一対の外部電極9,9が相互に絶縁されるように、負極集電体3及び正極集電体7の幅方向(図2の左右方向)の形成領域がパターニングされている。これにより、負極集電体3と正極集電体7とがいずれかの外部電極9を介して短絡することがない。また、このように外部電極9,9を形成したときに、両外部電極9,9間の絶縁性の確保が容易にするために、基板2は絶縁性であることが好ましい。
【0077】
本実施の形態でも、実施の形態1と同様に、負極集電体3の外部電極9との接続部近傍、及び正極集電体7の外部電極9との接続部近傍には、ヒューズ部12が形成されている。ヒューズ部12は、過電流が流れたときに溶断して過電流を遮断して発火などに至るのを事前に防止する安全装置として機能する。本実施の形態では、ヒューズ部12は、負極集電体3及び正極集電体7に設けられているが、いずれか一方のみであっても良い。
【0078】
ヒューズ部12の構成は、過電流により溶断することができれば特に限定されないが、実施の形態1で説明した、過電流により溶断するような特定の形状パターンを設けることにより形成されたヒューズ部12(図7〜図10参照)や、これに更に電気抵抗の温度係数の大きな材料である異種材料12aとを組み合わせて構成されたヒューズ部12(図11〜図14参照)を用いることができる。ヒューズ部12の詳細な説明は実施の形態1における説明と重複するので省略する。
【0079】
本実施の形態のエネルギーデバイス1は、機械的保護、耐湿性向上、層間剥離の防止などを目的として、実施の形態1で説明したのと同様の保護層13を有していても良い(図2参照)。保護層13は、外部電極9を除くエネルギーデバイス1の外表面に形成することができる。基板2の材料によっては、基板2の表面には保護層13を形成しなくてもよい。
【0080】
図2に示したエネルギーデバイス1は、繰り返し単位16が2以上繰り返して積層されている。ここで、繰り返し単位16は、負極集電体3、負極活物質4、固体電解質5、正極活物質6、及び正極集電体7からなる積層単位15の負極集電体3側に基板2が設けられて構成されているが、本発明はこれに限定されない。例えば、負極集電体3、負極活物質4、固体電解質5、正極活物質6、及び正極集電体7からなる積層単位15の正極集電体7側に基板2が設けられていても良い。
【0081】
次に、本実施の形態のエネルギーデバイス1の製造方法の一例を説明する。
【0082】
本実施の形態のエネルギーデバイス1は、薄膜積層工程により繰り返し単位16を備えた積層体を得る工程と、繰り返し単位16を2以上積み重ねる工程とを備える。
【0083】
ここで、薄膜積層工程は、基板2上に、負極集電体3、負極活物質4(省略可)、固体電解質5、正極活物質6、正極集電体7をこの順に積層する工程、又は、基板2上に、正極集電体7、正極活物質6、固体電解質5、負極活物質4(省略可)、負極集電体3をこの順に積層する工程である。この工程中に、負極集電体3及び/又は正極集電体7に過電流により溶断するヒューズ部12が形成される。薄膜積層工程は、特に限定されないが、実施の形態1で説明したのと同様に、例えば真空成膜法(図15)又は湿式塗工法(図19)により行うことができる。また、ヒューズ部12の形成方法も実施の形態1で説明したのと同様である。ヒューズ部12を、薄膜形成時にパターニング法により同時に形成することにより、容易且つ効率的にヒューズ部12を形成できる。
【0084】
実施の形態1と同様にして、ボビン27上に、基材2と、負極集電体3、負極活物質4(省略可)、固体電解質5、正極活物質6、正極集電体7からなる積層単位15とが積層された長尺の積層体を得る。次いで、ボビン27から積層体を巻き出し、長さ方向及び幅方向に適当な大きさに裁断する。そして、これらを必要な数だけ積み重ねることにより、図2のエネルギーデバイス1が得られる。
【0085】
エネルギーデバイス1には必要に応じて外部電極9を形成しても良い。外部電極9を形成することにより、各種電子機器などへの組み込みや配線が容易になる。外部電極9の材料としては、ニッケル、亜鉛、スズ、はんだ合金、導電性樹脂などの各種導電材料を用いることができる。また、その形成方法としては、溶射、メッキ、塗布などを用いることが出来る。これらの方法によれば、外部電極の形成を効率よく行うことができる。
【0086】
また、必要により保護層13を形成しても良い。
【0087】
(実施の形態3)
本発明の第3のエネルギーデバイスの構成及び製造方法の一例を説明する。
【0088】
図3は本発明の実施の形態3のエネルギーデバイス1の概略構成を示した断面図である。
【0089】
図3に示すように、本実施の形態のエネルギーデバイス1は、基板2上に、負極集電体3、負極活物質4、固体電解質5、正極活物質6、及び正極集電体7をこの順に備える積層単位15が2以上積層されて構成される。積層方向に隣り合う2つの積層単位15の積層順序は互いに逆であり、負極集電体3又は正極集電体7は、積層方向に隣り合う2つの積層単位15で共有されている。
【0090】
基板2、負極集電体3、負極活物質4、固体電解質5、正極活物質6、及び正極集電体7の構成は、実施の形態1と同じであるのでこれらの説明を省略する。また、エネルギーデバイスの形成初期段階では負極活物質4を省略することが可能である点も実施の形態1と同様である。
【0091】
本実施の形態では、基板2は省略可能である。即ち、後述する製造方法により基板2上に積層単位15を2以上積層した後、基板2を剥離して取り除くことができる。基板2を備えないことにより、小型軽量のエネルギーデバイス1を得ることができる。基板2を剥離する場合には、あらかじめ基板2の表面に離型剤を付与してから積層単位15の積層を行うと、基板の除去が容易になるので好ましい。
【0092】
実施の形態2と同様に、負極集電体3及び正極集電体7には、それぞれ外部電極9,9が接続されることが好ましい。外部電極9,9の材料及び形成方法は実施の形態2と同様である。図示したように、一対の外部電極9,9はエネルギーデバイス1の対向する2側面に形成される。そして、一方の外部電極9には負極集電体3が電気的に接続され、他方の外部電極9には正極集電体7が電気的に接合され、且つ、一対の外部電極9,9が相互に絶縁されるように、負極集電体3及び正極集電体7の幅方向(図3の左右方向)の形成領域がパターニングされている。これにより、負極集電体3と正極集電体7とがいずれかの外部電極9を介して短絡することがない。また、このように外部電極9,9を形成したときに、両外部電極9,9間の絶縁性の確保が容易にするために、基板2は絶縁性であることが好ましい。
【0093】
本実施の形態でも、実施の形態1と同様に、負極集電体3の外部電極9との接続部近傍、及び正極集電体7の外部電極9との接続部近傍には、ヒューズ部12が形成されている。ヒューズ部12は、過電流が流れたときに溶断して過電流を遮断して発火などに至るのを事前に防止する安全装置として機能する。本実施の形態では、ヒューズ部12は、負極集電体3及び正極集電体7に設けられているが、いずれか一方のみであっても良い。
【0094】
ヒューズ部12の構成は、過電流により溶断することができれば特に限定されないが、実施の形態1で説明した、過電流により溶断するような特定の形状パターンを設けることにより形成されたヒューズ部12(図7〜図10参照)や、これに更に電気抵抗の温度係数の大きな材料である異種材料12aとを組み合わせて構成されたヒューズ部12(図11〜図14参照)を用いることができる。ヒューズ部12の詳細な説明は実施の形態1における説明と重複するので省略する。
【0095】
本実施の形態のエネルギーデバイス1は、機械的保護、耐湿性向上、層間剥離の防止などを目的として、実施の形態1で説明したのと同様の保護層13を有していても良い(図2参照)。保護層13は、外部電極9を除くエネルギーデバイス1の外表面に形成することができる。基板2の材料によっては、基板2の表面には保護層13を形成しなくてもよい。
【0096】
図3に示したエネルギーデバイス1では、負極集電体3、負極活物質4、固体電解質5、正極活物質6、及び正極集電体7からなる積層単位15の負極集電体3側に基板2が設けられているが、本発明はこれに限定されない。例えば、負極集電体3、負極活物質4、固体電解質5、正極活物質6、及び正極集電体7からなる積層単位15の正極集電体7側に基板2が設けられていても良い。
【0097】
次に、本実施の形態のエネルギーデバイス1の製造方法の一例を説明する。
【0098】
本実施の形態のエネルギーデバイス1は、薄膜積層工程により基板2上に2以上の積層単位15を積層する工程を備える。
【0099】
ここで、薄膜積層工程は、負極集電体3、負極活物質4(省略可)、固体電解質5、正極活物質6、正極集電体7をこの順に積層する工程、又は、正極集電体7、正極活物質6、固体電解質5、負極活物質4(省略可)、負極集電体3をこの順に積層する工程を含む。この工程中に、負極集電体3及び/又は正極集電体7に過電流により溶断するヒューズ部12が形成される。
【0100】
薄膜積層工程は、特に限定されないが、例えば真空成膜法又は湿式塗工法により行うことができる。
【0101】
最初に、薄膜積層工程を真空成膜法により行う場合を説明する。
【0102】
図23は、薄膜積層工程を行う真空成膜装置の一例の概略構成を示した側面断面図である。
【0103】
図23に示した真空成膜装置80は、隔壁81aにより上下に仕切られた真空槽81を備える。隔壁81aより上側の部屋(搬送室)81bには、回転ロール86が配置される。回転ロール86の外周には基材2が貼り付けられている。隔壁81aの中央部には開口が設けられ、回転ロール86の下部が隔壁81aより下側の部屋(薄膜形成室)81c側に露出している。真空槽81内は、真空ポンプ84により所定の真空度に維持されている。
【0104】
薄膜形成室81cには、負極活物質成膜装置88a、固体電解質成膜装置88b、正極活物質成膜装置88c、集電体成膜装置88dが、隔壁81d,81e,81fを挟んで順に配置されている。負極活物質成膜装置88a、固体電解質成膜装置88b、正極活物質成膜装置88c、集電体成膜装置88dと回転ロール86との間には、移動可能なシャッタ89a,89b,89c,89dがそれぞれ配置されている。
【0105】
負極活物質成膜装置88aは負極活物質4を形成するための装置であり、固体電解質成膜装置88bは、固体電解質5を形成するための装置であり、正極活物質成膜装置88cは正極活物質6を形成するための装置であり、集電体成膜装置88dは負極集電体3及び正極集電体7を形成するための装置である。各装置と回転ロール86との間に設置されたシャッタ89a,89b,89c,89dを選択的に開放することにより、特定の層のみを回転ロール86の外周面上に形成することができる。なお、負極集電体3と正極集電体7の材料によっては、集電体成膜装置88dを負極集電体成膜装置と正極集電体成膜装置とに分離しても良い。
【0106】
負極活物質成膜装置88a、固体電解質成膜装置88b、正極活物質成膜装置88c、集電体成膜装置88dによる薄膜の形成方法としては、薄膜の種類に応じて、蒸着法、スパッタ法、イオンプレーティング法、レーザーアブレーション法などで代表される各種真空成膜法を用いることが出来る。このような方法により、所望する薄膜を容易に効率よく形成できる。
【0107】
各層を薄膜形成する際に、図3に示すように各層の形成領域を制限(パターニング)する必要がある。また、図7〜図14に示すようなヒューズ部12を得るために薄膜を所定の形状パターンに形成する必要がある。これらのパターニングは、実施の形態1で説明したのと同様に、マスキングテープ法(図16)、オイルマスキング法(図17)、メタルマスキング法(図18)などを用いて行うことができる。ヒューズ部12を、薄膜形成時にパターニング法により同時に形成することにより、容易且つ効率的にヒューズ部12を形成できる。
【0108】
なお、基材2を用いることなく、回転ロール86の外周面上に直接薄膜形成をすることもできる。この場合には、後に剥離が容易になるように、薄膜形成前に回転ロール86の外周面上に離型剤を塗布しておくことが好ましい。
【0109】
得られた積層体を回転ロール86から分離した後、適当な大きさに裁断することにより図3のエネルギーデバイス1を得ることができる。必要に応じて、積層体を加温プレスして平板状に形を整えても良い。また、基材2上に積層体を積層した場合には、基材2を剥離除去しても良い。
【0110】
次に、薄膜積層工程を湿式塗工法により行う場合を説明する。
【0111】
湿式塗工装置は、回転ロールと、回転ロールの周りにその外周面に対向して順に配置された、負極集電体塗工装置、負極活物質塗工装置、固体電解質塗工装置、正極活物質塗工装置、正極集電体塗工装置を備えた装置を使用できる。この装置では、回転ロール上に各層の膜材料が塗工される。あるいは、平面上に、負極集電体塗工装置、負極活物質塗工装置、固体電解質塗工装置、正極活物質塗工装置、正極集電体塗工装置を順に配置し、平板状基板をこれらの間を間欠的に移動させても良い。この場合には平板状基板上に各層の膜材料が塗工される。なお、負極集電体3と正極集電体7の材料によっては、負極集電体塗工装置と正極集電体塗工装置とは共通化することができる。
【0112】
塗工方法としては、グラビアコート、リバースコート、スプレーコート、スクリーンコート、オフセットコートなどで代表される各種湿式塗工法を用いることができる。このような方法により、所望する膜を容易に効率よく形成できる。塗工後、必要に応じて加熱して膜材料を固化させることが好ましい。
【0113】
各層を薄膜形成する際に、図3に示すように各層の形成領域を制限(パターニング)する必要がある。また、図7〜図14に示すようなヒューズ部12を得るために薄膜を所定の形状パターンに形成する必要がある。これらのパターニングは、実施の形態1で説明したのと同様に、マスキングテープ法(図20)、グラビアロール法(図21)、スクリーン印刷法、メタルマスキング法(図22)などを用いて行うことができる。ヒューズ部12を、薄膜形成時にパターニング法により同時に形成することにより、容易且つ効率的にヒューズ部12を形成できる。
【0114】
膜材料は、上記の回転ロール又は平板上に直接塗布しても良いし、これらの表面に貼り付けられた基板2上に塗布しても良い。回転ロール又は平板上に直接塗布する場合には、後に剥離が容易になるように、薄膜形成前にその表面上に離型剤を塗布しておくことが好ましい。
【0115】
得られた積層体を回転ロール又は平板から分離した後、適当な大きさに裁断することにより図3のエネルギーデバイス1を得ることができる。必要に応じて、積層体を加温プレスして平板状に形を整えても良い。また、基材2上に積層体を積層した場合には、基材2を剥離除去しても良い。
【0116】
エネルギーデバイス1には必要に応じて外部電極9を形成しても良い。外部電極9を形成することにより、各種電子機器などへの組み込みや配線が容易になる。外部電極9の材料としては、ニッケル、亜鉛、スズ、はんだ合金、導電性樹脂などの各種導電材料を用いることができる。また、その形成方法としては、溶射、メッキ、塗布などを用いることが出来る。これらの方法によれば、外部電極の形成を効率よく行うことができる。
【0117】
また、必要により保護層13を形成しても良い。
【0118】
(実施の形態4)
本発明の第4のエネルギーデバイスの構成及び製造方法の一例を説明する。
【0119】
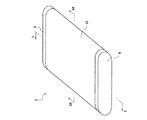
図4は本発明の実施の形態4に係るエネルギーデバイス1の概略構成を示した斜視図である。図5は、図4における5−5線での矢視断面図である。図6(A)は、図4における6A−6A線での矢視断面図、図6(B)は図6(A)における部分6Bの拡大断面図である。
【0120】
図4に示すように、本実施の形態のエネルギーデバイス1は、平板状の巻回体10と、その両端に設けられた一対の外部電極9,9とからなる。
【0121】
平板状の巻回体10は、図5に示すように、可とう性長尺基板2と、負極集電体3、負極活物質4、固体電解質5、正極活物質6、及び正極集電体7をこの順に備える積層単位15とが積層された帯状積層体8を平板状に巻回して構成されている。
【0122】
基板2、負極集電体3、負極活物質4、固体電解質5、正極活物質6、及び正極集電体7の構成は、実施の形態1と同じであるのでこれらの説明を省略する。また、エネルギーデバイスの形成初期段階では負極活物質4を省略することが可能である点も実施の形態1と同様である。
【0123】
本実施の形態のエネルギーデバイス1では、基板2上に、負極集電体3、負極活物質4(省略可)、固体電解質5、正極活物質6、正極集電体7がこの順に形成され、且つ、この順に積層された帯状積層体8が、基板2側を内側にして、巻回されることが好ましい。基板2側に、負極集電体3〜正極集電体7からなる積層単位15の負極集電体3を配置する理由、及びこのような基板2側を内側にして巻回する理由は以下の通りである。帯状積層体8を巻回すると内層側ほど曲率半径は小さくなる。従って、内層側には、より大きな曲げ応力が作用する。一般に、多層積層物の下層に割れが発生するとその割れは上層に伝播して層間の短絡を発生しやすいが、上層に割れが発生してもその割れは下層に伝播することはほとんどない。従って、曲率半径が小さな内層側に相対的に延性及び可撓性を有する層を配置し、曲率半径が大きな外層側に相対的にもろく割れやすい層を配置することで、層割れが拡大して層間の短絡が発生するのを防止でき、安全性が向上する。そこで、本実施の形態では、可撓性を有する基板2が最も内層側になるように、且つ、正極活物質6に対して相対的に可撓性を有する負極活物質4が正極活物質6よりも内層側となるようにして、巻回することにより、エネルギーデバイス1の安全性が向上する。特に、薄型の平板状に巻回する場合や、巻回後にプレスする場合に特に顕著な効果を発揮する。
【0124】
もちろん、曲率半径が大きな円筒状に巻回する場合などでは、負極集電体3、負極活物質4、固体電解質5、正極活物質6、及び正極集電体7からなる積層単位15の負極集電体3側に基板2を設けた帯状積層体8を基板2を外側にして巻回しても良く、あるいは、上記積層単位15の正極集電体7側に基板2を設けた帯状積層体を、基板2を内側にして、又は外側にして巻回しても良い。
【0125】
巻回体の巻き芯部には図4に示すように内芯11を配置しても良い。内芯11は、巻回体の形状にほぼ一致した形状であることが好ましく、図4に示す平板状の巻回体10においては好ましくは平板形状を有していることが好ましい。その材料は特に限定はないが、樹脂、セラミック、金属などを用いることができる。なお、内芯11は必須ではなく、なくても良い。
【0126】
実施の形態2と同様に、負極集電体3及び正極集電体7には、それぞれ外部電極9,9が接続されることが好ましい。外部電極9,9の材料及び形成方法は実施の形態2と同様である。図示したように、一対の外部電極9,9は巻回体10の対向する2側面に形成される。そして、一方の外部電極9には負極集電体3が電気的に接続され、他方の外部電極9には正極集電体7が電気的に接合され、且つ、一対の外部電極9,9が相互に絶縁されるように、負極集電体3及び正極集電体7の幅方向(図5の左右方向)の形成領域がパターニングされている。これにより、負極集電体3と正極集電体7とがいずれかの外部電極9を介して短絡することがない。また、このように外部電極9,9を形成したときに、両外部電極9,9間の絶縁性の確保が容易にするために、基板2及び内芯11は絶縁性であることが好ましい。
【0127】
図6(B)に示すように、正極集電体7は、空隙17により帯状積層体15の長手方向に複数の領域に分割されている。このように複数の領域に分割された正極集電体7が、それぞれヒューズ部12(詳細は後述する)を介して外部電極9に接続される。即ち、分割された複数のエネルギーデバイスが外部電極に並列接続されることになる。この結果、一部の領域内のヒューズ部12が過電流により溶断すると、その領域内の正極集電体7はその機能を失うが、他の領域内の正極集電体7は依然として有効に機能する。従って、過電流により一部の領域が破損しても全体の破損には至らず、能力は低下するものの動作を維持することが可能である。従って、電子機器に組み込んだ場合には、システムの予期せぬ全停止を防止できる。なお、図6(B)では、正極集電体7(及び固体電解質6)が空隙17により分割された例を示したが、本発明はこれに限定されない。正極集電体7及び負極集電体3の少なくとも一方が帯状積層体15の長手方向に複数の領域に分割されていればよい。正極集電体7及び負極集電体3のうちの一方のみが分割されている場合には、ヒューズ部12はその分割された方に少なくとも形成される必要があり、正極集電体7及び負極集電体3の両方が分割されている場合には、ヒューズ部12は少なくともいずれか一方に形成されていればよい。なお、正極集電体7及び負極集電体3以外の他の層が同様に分割されていても良い。
【0128】
本実施の形態でも、実施の形態1と同様に、負極集電体3の外部電極9との接続部近傍、及び正極集電体7の外部電極9との接続部近傍には、ヒューズ部12が形成されている。ヒューズ部12は、過電流が流れたときに溶断して過電流を遮断して発火などに至るのを事前に防止する安全装置として機能する。本実施の形態では、ヒューズ部12は、負極集電体3及び正極集電体7に設けられているが、いずれか一方のみであっても良い。
【0129】
ヒューズ部12の構成は、過電流により溶断することができれば特に限定されないが、実施の形態1で説明した、過電流により溶断するような特定の形状パターンを設けることにより形成されたヒューズ部12(図7〜図10参照)や、これに更に電気抵抗の温度係数の大きな材料である異種材料12aとを組み合わせて構成されたヒューズ部12(図11〜図14参照)を用いることができる。ヒューズ部12の詳細な説明は実施の形態1における説明と重複するので省略する。
【0130】
本実施の形態のエネルギーデバイス1は、機械的保護、耐湿性向上、層間剥離の防止などを目的として、実施の形態1で説明したのと同様の保護層13を有していても良い(図2参照)。保護層13は、外部電極9を除くエネルギーデバイス1の外表面に形成することができる。
【0131】
次に、本実施の形態のエネルギーデバイス1の製造方法の一例を説明する。
【0132】
本実施の形態のエネルギーデバイス1は、可撓性長尺基板2上に積層単位15を積層して帯状積層体8を得る工程(薄膜積層工程)と、この帯状積層体8を巻回する工程(巻回工程)とを備える。
【0133】
ここで、薄膜積層工程は、基板2上に、負極集電体3、負極活物質4(省略可)、固体電解質5、正極活物質6、正極集電体7をこの順に積層する工程、又は、基板2上に、正極集電体7、正極活物質6、固体電解質5、負極活物質4(省略可)、負極集電体3をこの順に積層する工程である。この工程中に、負極集電体3及び/又は正極集電体7に過電流により溶断するヒューズ部12が形成される。薄膜積層工程は、特に限定されないが、実施の形態1で説明したのと同様に、例えば真空成膜法(図15)又は湿式塗工法(図19)により行うことができる。また、ヒューズ部12の形成方法も実施の形態1で説明したのと同様である。ヒューズ部12を、薄膜形成時にパターニング法により同時に形成することにより、容易且つ効率的にヒューズ部12を形成できる。
【0134】
実施の形態1と同様にして、ボビン27上に、基材2と、負極集電体3、負極活物質4(省略可)、固体電解質5、正極活物質6、正極集電体7からなる積層単位15とが積層された長尺の帯状積層体8を得る。次いで、この帯状積層体8は巻回工程により巻回される。
【0135】
図24は巻回工程を行う巻き取り装置の一例の概略構成を示した側面図である。
【0136】
ボビン27上の帯状積層体8は、図24の巻き取り装置90で、巻き出された後、平板状の巻回体10に巻き取られる。巻回体10の巻き取り長さが一定に達した時点で巻回体10を交換することにより、ボビン27上の帯状積層体8の長さ方向に複数の巻回体10を得ることができる。また、カミソリ刃等の切断装置91により巻き出された帯状積層体8を幅方向に複数条に分割し、それぞれを巻回体10に巻き取ることにより、ボビン27上の帯状積層体8の幅方向に複数の巻回体10を得ることができる。なお、図24では、幅方向の切断をボビン27から巻き出した後であって、巻回体10に巻き取る前の段階で行っているが、本発明はこれに限定されない。例えば、ボビン27の状態で、又は巻回体10に巻き取った状態で、幅方向に切断しても良い。
【0137】
帯状積層体8を平板状の巻回体10に巻き取る方法は特に限定されず、例えば板状の内芯の外周に巻き取る方法、相互に平行な一対の支柱間に架け渡すように巻き取る方法などが採用できる。
【0138】
平板状に巻き取られた巻回体10は、必要に応じて加温プレスして、その厚みを減少させたり、表裏面を一層平板化させたりしても良い。加温プレスは、後述する図26のプレス装置を用いて行うことができる。このとき、巻回体10の巻き芯部に板状の内芯11を配置してプレスすると、プレス後の形状や厚みを安定化させることができ、また、薄膜の割れの発生を抑えることができるので好ましい。内芯11はプレス後に取り除いても良い。
【0139】
図25は巻回工程を行う巻き取り装置の別の一例の概略構成を示した側面図である。
【0140】
ボビン27上の帯状積層体8は、図25の巻き取り装置100で、巻き出された後、略円筒状の巻回体102に巻き取られる。巻回体102の巻き取り長さが一定に達した時点で巻回体102を交換することにより、ボビン27上の帯状積層体8の長さ方向に複数の巻回体102を得ることができる。また、カミソリ刃等の切断装置91により巻き出された帯状積層体8を幅方向に複数条に分割し、それぞれを巻回体102に巻き取ることにより、ボビン27上の帯状積層体8の幅方向に複数の巻回体102を得ることができる。なお、図25では、幅方向の切断をボビン27から巻き出した後であって、巻回体102に巻き取る前の段階で行っているが、本発明はこれに限定されない。例えば、ボビン27の状態で、又は巻回体102に巻き取った状態で、幅方向に切断しても良い。
【0141】
本実施の形態のエネルギーデバイス1は、円筒形状であってよいが、図4に示したような平板状にする場合には、更に加圧工程を行う。
【0142】
図26は、略円筒状の巻回体102を加圧して平板化する加圧工程を行うプレス装置の一例の概略構成を示した側面図である。略円筒状の巻回体102は、図26のプレス装置110に載置され加温プレスされて平板状の巻回体10が得られる。このとき、略円筒状の巻回体102の巻き芯部に板状の内芯11を配置してプレスすると、プレス後の形状や厚みを安定化させることができ、また、薄膜の割れの発生を抑えることができるので好ましい。内芯11はプレス後に取り除いても良い。
【0143】
次に、負極集電体3又は正極集電体7を、帯状積層体8の長手方向に複数の領域に分割する工程について説明する。負極集電体3及び正極集電体7は比較的脆性を有するので、平板状のエネルギーデバイス1を製造する場合には、上記の加圧工程にて層内に曲げ応力を発生させて、曲率半径の小さな端部(図6(A)の左右両端部)にてクラックを発生させることにより、分割させることができる。また、加圧過程を行わない場合、あるいは曲率半径が比較的大きな巻回体を用いる場合には、上記の薄膜積層工程において、ヒューズ部12の形成を含む薄膜のパターニングにおいて同時にパターニング法により分割しても良い。
【0144】
巻回体には必要に応じて外部電極9を形成しても良い。外部電極9を形成することにより、各種電子機器などへの組み込みや配線が容易になる。外部電極9の材料としては、ニッケル、亜鉛、スズ、はんだ合金、導電性樹脂などの各種導電材料を用いることができる。また、その形成方法としては、溶射、メッキ、塗布などを用いることが出来る。これらの方法によれば、外部電極の形成を効率よく行うことができる。
【0145】
また、必要により保護層13を形成しても良い。
【0146】
【実施例】
(実施例1,比較例1)
実施の形態1に示した製造方法に従って図1に示すエネルギーデバイスを製造した(実施例1)。
【0147】
基板2としての25μm厚のポリアミド(PA)のフィルム上に、負極集電体3として0.3μm厚の白金層、負極活物質4として5μm厚のカーボン、固体電解質5として3μm厚のLi3PO4系材料、正極活物質6として2μm厚のコバルト酸リチウム、正極集電体7として0.3μm厚の白金を、順に蒸着法により薄膜形成した。積層方向において、負極集電体3、負極活物質4、固体電解質5、正極活物質6、正極集電体7の全てが重なっている部分の寸法は30mm×50mmとした。負極集電体3及び正極集電体7には図7に示すヒューズ部12を形成した。ヒューズ部12のくびれ部分の幅は5mmとした。薄膜のパターニング及びヒューズ部12の形成は、メタルマスキング法を用いた。
【0148】
比較例1として、ヒューズ部12を形成しない以外は実施例1と同様にしてエネルギーデバイスを製造した。
【0149】
(実施例2,比較例2)
実施の形態2に示した製造方法に従って図2に示すエネルギーデバイスを製造した(実施例2)。
【0150】
基板2としての50μm厚のポリイミド(PI)のフィルム上に、負極集電体3として0.5μm厚のニッケル層、負極活物質4として1μm厚のリチウム−アルミニウム合金、固体電解質5として1μm厚のLi3PO4系材料、正極活物質6として3μm厚のコバルト酸リチウム、正極集電体7として0.3μm厚のニッケルを、順に蒸着法により薄膜形成した。基板2から正極集電体7に至る繰り返し単位16を10枚重ね合わせ、対向する2側面にニッケルを溶射して外部電極9を形成した。積層方向において、負極集電体3、負極活物質4、固体電解質5、正極活物質6、正極集電体7の全てが重なっている部分の寸法は30mm×50mmとした。負極集電体3及び正極集電体7には図7に示すヒューズ部12を形成した。ヒューズ部12のくびれ部分の幅は5mmとした。薄膜のパターニング及びヒューズ部12の形成は、メタルマスキング法を用いた。
【0151】
比較例2として、ヒューズ部12を形成しない以外は実施例2と同様にしてエネルギーデバイスを製造した。
【0152】
(実施例3,比較例3)
実施の形態3に示した製造方法に従って図3に示すエネルギーデバイスを製造した(実施例3)。
【0153】
負極集電体3として0.3μm厚のニッケル層、負極活物質4として2μm厚のリチウム−アルミニウム合金、固体電解質5として0.5μm厚のLi3PO4系材料、正極活物質6として4μm厚のコバルト酸リチウム、正極集電体7として0.2μm厚のニッケルを用いた。平板状の金属製基板上に、『負極集電体3、負極活物質4、固体電解質5、正極活物質6、正極集電体7、正極活物質6、固体電解質5、負極活物質4、負極集電体3』を一つの繰り返し単位として、これを20回繰り返して蒸着法により薄膜積層した。得られた積層体を基板から剥離後、対向する2側面にニッケルを溶射して外部電極9を形成した。積層方向において、負極集電体3、負極活物質4、固体電解質5、正極活物質6、正極集電体7の全てが重なっている部分の寸法は10mm×20mmとした。負極集電体3及び正極集電体7には図7に示すヒューズ部12を形成した。ヒューズ部12のくびれ部分の幅は2mmとした。薄膜のパターニング及びヒューズ部12の形成は、メタルマスキング法を用いた。
【0154】
比較例3として、ヒューズ部12を形成しない以外は実施例3と同様にしてエネルギーデバイスを製造した。
【0155】
(実施例4,比較例4)
実施の形態4に示した製造方法に従って図4〜図6に示すエネルギーデバイスを製造した(実施例4)。
【0156】
基板2としての10μm厚のポリイミド(PI)の長尺フィルム上に、負極集電体3として0.2μm厚のニッケル層、負極活物質4として1μm厚のシリコン、固体電解質5として1μm厚のLi3PO4系材料、正極活物質6として2μm厚のニッケル酸リチウム、正極集電体7として0.2μm厚のニッケルを、順に蒸着法により薄膜形成した。得られた帯状積層体8を厚さ300μmの板状の内芯の周りに100回巻回した。次いで、平板状の巻回体を図26のプレス装置110にて150℃,300kPaにて加圧成型した。その後、両側面にニッケルを溶射した後、はんだ鍍金を施して外部電極9を形成した。内芯11の片側において、負極集電体3、負極活物質4、固体電解質5、正極活物質6、正極集電体7の全てが内芯11の法線方向に重なっている部分の寸法は20mm×30mmとした。負極集電体3及び正極集電体7には図8に示すヒューズ部12を形成した。ヒューズ部12のくびれ部分の幅は3mm、そのピッチは巻回半周ごとに一カ所となるように設定した。薄膜のパターニング及びヒューズ部12の形成は、オイルマスキング法を用いた。後述する評価試験の後、平板状の巻回体を分解したところ、プレスにより折り曲げられた両端部分(図6(A)の左右両端部分)において、全ての負極集電体3及び正極集電体7にクラックにより帯状積層体8の長手方向に分離されていた。
【0157】
比較例4として、ヒューズ部12を形成しない以外は実施例4と同様にしてエネルギーデバイスを製造した。
【0158】
[評価]
実施例1〜4、比較例1〜4のエネルギーデバイスについて、充電後に正負の外部電極を短絡してから電流遮断されるまでの時間、及び温度上昇(熱電対にてエネルギーデバイスの表面を測定したときの最高温度)を測定した。
【0159】
結果を表1に示す。
【0160】
【表1】

表1によれば、本発明のエネルギーデバイスは、短絡発生後短時間で電流が遮断され、また温度上昇も低く抑えられることが分かる。
【0162】
【発明の効果】
以上のように、本発明によれば、短絡時に過電流が発生するとヒューズ部が溶断して過電流を遮断するので、安全性の高い過電流保護機能付きエネルギーデバイスを提供できる。
【図面の簡単な説明】
【図1】本発明の実施の形態1のエネルギーデバイスの概略構成を示した断面図である。
【図2】本発明の実施の形態2のエネルギーデバイスの概略構成を示した断面図である。
【図3】本発明の実施の形態3のエネルギーデバイスの概略構成を示した断面図である。
【図4】本発明の実施の形態4のエネルギーデバイスの概略構成を示した斜視図である。
【図5】図4における5−5線での矢視断面図である。
【図6】図6(A)は、図4における6A−6A線での矢視断面図、図6(B)は図6(A)における部分6Bの拡大断面図である。
【図7】図7(A)は本発明のヒューズ部の一例の平面図、図7(B)は図7(A)の7B−7B線での矢視断面図である。
【図8】図8(A)は本発明のヒューズ部の別の一例の平面図、図8(B)は図8(A)の8B−8B線での矢視断面図である。
【図9】図9(A)は本発明のヒューズ部の更に別の一例の平面図、図9(B)は図9(A)の9B−9B線での矢視断面図である。
【図10】図10(A)は本発明のヒューズ部の更に別の一例の平面図、図10(B)は図10(A)の10B−10B線での矢視断面図である。
【図11】図11(A)は本発明のヒューズ部の更に別の一例の平面図、図11(B)は図11(A)の11B−11B線での矢視断面図である。
【図12】図12(A)は本発明のヒューズ部の更に別の一例の平面図、図12(B)は図12(A)の12B−12B線での矢視断面図である。
【図13】図13(A)は本発明のヒューズ部の更に別の一例の平面図、図13(B)は図13(A)の13B−13B線での矢視断面図である。
【図14】図14(A)は本発明のヒューズ部の更に別の一例の平面図、図14(B)は図14(A)の14B−14B線での矢視断面図である。
【図15】本発明の薄膜積層工程を行う真空成膜装置の一例の概略構成を示した側面断面図である。
【図16】マスキングテープ法の概略を説明するための側面図である。
【図17】オイルマスキング法を行うためのノズルの概略斜視図である。
【図18】メタルマスキング法を行うためのメタルマスクの概略正面図である。
【図19】本発明の薄膜積層工程を行う湿式塗工装置の一例の概略構成を示した側面断面図である。
【図20】マスキングテープ法の概略を説明するための側面図である。
【図21】グラビアロール法を行うためのグラビアロールの概略斜視図である。
【図22】メタルマスキング法を行うためのメタルマスクの概略正面図である。
【図23】本発明の薄膜積層工程を行う真空成膜装置の一例の概略構成を示した側面断面図である。
【図24】本発明の巻回工程を行う巻き取り装置の一例の概略構成を示した側面図である。
【図25】本発明の巻回工程を行う巻き取り装置の別の一例の概略構成を示した側面図である。
【図26】本発明の加圧工程を行うプレス装置の一例の概略構成を示した側面図である。
【符号の説明】
1・・・エネルギーデバイス
2・・・基板
3・・・負極集電体
4・・・負極活物質
5・・・固体電解質
6・・・正極活物質
7・・・正極集電体
8・・・帯状積層体
9・・・外部電極
10・・・平板状巻回体
11・・・内芯
12・・・ヒューズ部
12a・・・異種金属
13・・・保護層
15・・・積層単位
16・・・繰り返し単位
20・・・真空成膜装置
21・・・真空槽
21a・・・隔壁
21b・・・搬送室
21c・・・薄膜形成室
21d・・・隔壁
24・・・真空ポンプ
25・・・巻き出しロール
26・・・搬送ロール
27・・・ボビン
28,28a,28b・・・薄膜形成源
31,31a,31b,31c・・・マスキングテープ
32a,32b,32c・・・巻き出しロール
33a,33b,33c・・・巻き取りロール
35・・・ノズル
36・・・微細孔
38・・・メタルマスク
39a,39b・・・開口
40・・・湿式塗工装置
50a,50b・・・塗工部
51,51b・・・搬送ロール
52b・・・リバースロール
53,53a,53b・・・ファウンテン
54a,54b・・・加熱装置
55,55a,55b・・・材料供給部
59a・・・グラビアロール
59b・・・ドクターブレード
61,61a,61b,61c・・・マスキングテープ
62a,62b,62c・・・巻き出しロール
63a,63b,63c・・・巻き取りロール
70・・・グラビアロール
71・・・刻印
75・・・メタルマスク
76a,76b・・・開口
80・・・真空成膜装置
81・・・真空槽
81a・・・隔壁
81b・・・搬送室
81c・・・薄膜形成室
81d,81e,81f・・・隔壁
84・・・真空ポンプ
86・・・回転ロール
88a・・・負極活物質成膜装置
88b・・・固体電解質成膜装置
88c・・・正極活物質成膜装置
88d・・・集電体成膜装置
89a,89b,89c,89d・・・シャッタ
90・・・巻き取り装置
91・・・切断装置
100・・・巻き取り装置
102・・・巻回体
110・・・プレス装置[0001]
TECHNICAL FIELD OF THE INVENTION
The present invention relates to an energy device and a method for manufacturing the same.
[0002]
[Prior art]
The lithium ion secondary battery has a negative electrode current collector, a negative electrode active material, an electrolyte, a separator, a positive electrode active material, and a positive electrode current collector as main components. Patent Literature 1 discloses a lithium secondary battery wound in a spiral shape with the positive electrode side inside.
[0003]
In mobile devices represented by mobile phones and PDAs, small and large-capacity secondary batteries are required. For this purpose, a secondary battery thinned into a plate shape is effective. However, the lithium secondary battery disclosed in Patent Literature 1 is a cylindrical liquid secondary battery formed by immersing a spirally wound material in an electrolytic solution. Therefore, there is a limit to the size and thickness of the liquid secondary battery due to its structure.
[0004]
[Patent Document 1]
Japanese Utility Model Publication No. 5-43465
[0005]
[Problems to be solved by the invention]
At present, lithium secondary batteries have been reduced in thickness and volume energy density (energy capacity per volume) have been improved, and the current collectors and active materials have been made thinner, and lithium secondary batteries using a solid electrolyte as an electrolyte have been developed. Batteries are being studied, and according to this, it is expected that the batteries will be thin, have a high volumetric energy density, and will not require a separator.
[0006]
However, in energy devices such as lithium ion secondary batteries, various measures must be taken to ensure safety against short circuits and the like. When the energy devices are made thin, both positive and negative electrodes come close to each other. Further consideration is required for
[0007]
For example, in the case of a thin film lamination structure, a short circuit may occur between layers due to cracks in the layers or pinholes. In addition, when a sheet-like energy element is wound into a flat plate shape for thinning and high volume energy density, a short circuit may similarly occur at a bent portion. Therefore, some security measures are required.
[0008]
An object of the present invention is to provide an energy device with high safety in the event of a short circuit and a method for manufacturing the same.
[0009]
[Means for Solving the Problems]
In order to achieve the above object, a first energy device of the present invention is an energy device including a substrate and a stacked unit including a negative electrode current collector, a solid electrolyte, a positive electrode active material, and a positive electrode current collector in this order. Wherein the negative electrode current collector or the positive electrode current collector has a fuse portion that is blown by an overcurrent.
[0010]
In the second energy device of the present invention, two or more repeating units in which a substrate and a stacking unit including a negative electrode current collector, a solid electrolyte, a positive electrode active material, and a positive electrode current collector are stacked in this order are stacked. In the energy device, the negative electrode current collector or the positive electrode current collector has a fuse portion that is blown by an overcurrent.
[0011]
The third energy device of the present invention is an energy device in which two or more lamination units each including a negative electrode current collector, a solid electrolyte, a positive electrode active material, and a positive electrode current collector are stacked in this order, The current collector or the positive electrode current collector has a fuse portion that is blown by an overcurrent.
[0012]
Further, the fourth energy device of the present invention is a belt-like structure in which a flexible long substrate and a laminate unit including a negative electrode current collector, a solid electrolyte, a positive electrode active material, and a positive electrode current collector in this order are stacked. An energy device in which the laminate is wound, wherein the negative electrode current collector or the positive electrode current collector is divided into a plurality of regions in a longitudinal direction of the band-shaped laminate, and among the plurality of regions, Characterized in that at least one of the regions has a fuse portion that is blown by an overcurrent.
[0013]
Next, the first method for producing an energy device of the present invention includes a step of laminating, on a substrate, a laminate unit including a negative electrode current collector, a solid electrolyte, a positive electrode active material, and a positive electrode current collector in this order. The method for manufacturing a device, further comprising a step of forming a fuse portion that is blown by an overcurrent in the negative electrode current collector or the positive electrode current collector.
[0014]
Further, a second manufacturing method of the energy device according to the present invention includes a step of stacking, on a substrate, a stack unit including a negative electrode current collector, a solid electrolyte, a positive electrode active material, and a positive electrode current collector in this order; And a step of stacking two or more laminates each including the lamination unit, further comprising forming a fuse portion that is blown by an overcurrent in the negative electrode current collector or the positive electrode current collector. It is characterized by comprising a step.
[0015]
In addition, the third manufacturing method of the energy device of the present invention includes a step of stacking two or more stack units each including a negative electrode current collector, a solid electrolyte, a positive electrode active material, and a positive electrode current collector on the substrate in this order. A method for manufacturing an energy device, further comprising a step of forming a fuse portion that is blown by an overcurrent in the negative electrode current collector or the positive electrode current collector.
[0016]
Further, the fourth manufacturing method of the energy device of the present invention is a method of stacking a laminate unit including a negative electrode current collector, a solid electrolyte, a positive electrode active material, and a positive electrode current collector in this order on a flexible long substrate. A method for producing an energy device, comprising the steps of: obtaining a band-shaped laminate by performing the above process, and winding the band-shaped laminate, further comprising: forming the negative electrode current collector or the positive electrode current collector on the band-shaped laminate. And a step of forming a fuse portion in the negative electrode current collector or the positive electrode current collector that blows due to an overcurrent.
[0017]
BEST MODE FOR CARRYING OUT THE INVENTION
The first to fourth energy devices of the present invention have a fuse portion that is blown by an overcurrent in the negative electrode current collector or the positive electrode current collector. Further, the first to fourth manufacturing methods of the energy device of the present invention include a step of forming a fuse portion which is blown by an overcurrent in the negative electrode current collector or the positive electrode current collector. Thus, when an overcurrent occurs during a short circuit, the fuse section is blown to cut off the overcurrent, so that a highly safe energy device with an overcurrent protection function can be provided.
[0018]
Further, in the fourth energy device of the present invention, the negative electrode current collector or the positive electrode current collector is divided into a plurality of regions in the longitudinal direction of the band-shaped laminate, and is provided in at least one region among the plurality of regions. It has a fuse part. A fourth method for manufacturing an energy device according to the present invention includes a step of dividing the negative electrode current collector or the positive electrode current collector into a plurality of regions in the longitudinal direction of the band-shaped laminate. As a result, even if the function of a part of the divided area is stopped due to the overcurrent, the remaining part is still operated effectively, thereby providing an energy device with improved reliability in which unexpected stoppage does not occur. it can.
[0019]
Hereinafter, the present invention will be described in detail with reference to the drawings.
[0020]
(Embodiment 1)
An example of a configuration and a manufacturing method of the first energy device of the present invention will be described.
[0021]
FIG. 1 is a sectional view showing a schematic configuration of the energy device 1 according to the first embodiment of the present invention.
[0022]
As shown in FIG. 1, the energy device 1 of the present embodiment includes a
[0023]
As the
[0024]
As the negative electrode
[0025]
As the negative electrode
[0026]
As the
[0027]
As the positive electrode
[0028]
As the positive electrode
[0029]
It is preferable that
[0030]
A
[0031]
FIGS. 7 to 10 show examples of the
[0032]
FIGS. 11 to 14 show another example of the
[0033]
The
[0034]
The energy device 1 of the present embodiment may have a
[0035]
The energy device 1 shown in FIG. 1 includes a negative electrode
[0036]
Next, an example of a method for manufacturing the energy device 1 of the present embodiment will be described.
[0037]
The energy device 1 of the present embodiment has a thin film in which a negative electrode
[0038]
The thin film laminating step is not particularly limited, but can be performed by, for example, a vacuum film forming method or a wet coating method.
[0039]
First, a case where the thin film laminating step is performed by a vacuum film forming method will be described.
[0040]
FIG. 15 is a side sectional view showing a schematic configuration of an example of a vacuum film forming apparatus that performs a thin film laminating step.
[0041]
The vacuum film forming apparatus 20 shown in FIG. 15 includes a
[0042]
The long
[0043]
As a method of forming a thin film using the first thin
[0044]
Since the apparatus shown in FIG. 15 includes the first thin
[0045]
When forming each layer as a thin film, it is necessary to limit (pattern) the formation region of each layer as shown in FIG. Further, in order to obtain the
[0046]
The masking tape method is a method in which the
[0047]
The principle of the masking tape method will be described with reference to FIG. The
[0048]
The oil masking method is a method of applying a predetermined pattern of oil to a surface on which a thin film is to be formed, and then forming the thin film, thereby preventing a thin film from being formed on the oil applied portion. The oil masking method is performed using the
[0049]
In the metal masking method, a
[0050]
When the
[0051]
The above-described masking tape method, oil masking method, and metal masking method are examples of patterning methods suitable for a vacuum film forming method, and the present invention is not limited to such a patterning method, and may employ another patterning method. Is also possible.
[0052]
Next, a case where the thin film laminating step is performed by a wet coating method will be described.
[0053]
FIG. 19 is a side cross-sectional view showing a schematic configuration of an example of a wet coating apparatus that performs a thin film laminating step.
[0054]
The wet coating apparatus 40 shown in FIG. 5 is configured such that a thin film is sequentially formed on one surface of the
[0055]
The
[0056]
The
[0057]
In this manner, the
[0058]
As a coating method, various wet coating methods represented by a gravure coat, a reverse coat, a spray coat, a screen coat, an offset coat and the like can be used. By such a method, a desired film can be easily and efficiently formed.
[0059]
Since the apparatus shown in FIG. 19 includes the
[0060]
When forming each layer as a thin film, it is necessary to limit (pattern) the formation region of each layer as shown in FIG. Further, in order to obtain the
[0061]
The masking tape method is a method in which the masking tape 61 is caused to travel together with the
[0062]
The principle of the masking tape method will be described with reference to FIG. The
[0063]
The gravure roll method is, as shown in FIG. 21, a method in which a minute mark 71 is formed in a predetermined pattern on the outer peripheral surface of a
[0064]
The screen printing method is, for example, a method of forming a thin film having a desired pattern by patterning a screen position when a thin film material is applied by screen coating.
[0065]
The metal masking method is, for example, when a thin film material is applied by spray coating, by disposing a metal mask having a predetermined opening between a spray nozzle and a
[0066]
When the
[0067]
The above-described masking tape method, gravure roll method, and metal masking method are examples of a patterning method suitable for a wet coating method, and the present invention is not limited to such a patterning method, and may adopt another patterning method. It is possible.
[0068]
As described above, the
[0069]
According to the above-described method, on the
[0070]
[0071]
Further, the
[0072]
(Embodiment 2)
An example of a configuration and a manufacturing method of the second energy device of the present invention will be described.
[0073]
FIG. 2 is a sectional view showing a schematic configuration of the energy device 1 according to the second embodiment of the present invention.
[0074]
As shown in FIG. 2, the energy device 1 of the present embodiment includes a
[0075]
The configurations of the
[0076]
It is preferable that
[0077]
Also in the present embodiment, similarly to the first embodiment, the
[0078]
The configuration of the
[0079]
The energy device 1 of the present embodiment may have the same
[0080]
In the energy device 1 shown in FIG. 2, two or more
[0081]
Next, an example of a method for manufacturing the energy device 1 of the present embodiment will be described.
[0082]
The energy device 1 of the present embodiment includes a step of obtaining a stacked body including the repeating
[0083]
Here, the thin film laminating step is a step of laminating the negative electrode
[0084]
In the same manner as in the first embodiment, a
[0085]
[0086]
Further, the
[0087]
(Embodiment 3)
An example of a configuration and a manufacturing method of the third energy device of the present invention will be described.
[0088]
FIG. 3 is a sectional view showing a schematic configuration of the energy device 1 according to the third embodiment of the present invention.
[0089]
As shown in FIG. 3, the energy device 1 of the present embodiment includes a negative electrode
[0090]
The configurations of the
[0091]
In the present embodiment, the
[0092]
As in the second embodiment, it is preferable that
[0093]
In the present embodiment, similarly to the first embodiment, the
[0094]
The configuration of the
[0095]
The energy device 1 of the present embodiment may have the same
[0096]
In the energy device 1 illustrated in FIG. 3, a substrate is provided on the side of the negative electrode
[0097]
Next, an example of a method for manufacturing the energy device 1 of the present embodiment will be described.
[0098]
The energy device 1 of the present embodiment includes a step of laminating two or
[0099]
Here, the thin film laminating step is a step of laminating the negative electrode
[0100]
The thin film laminating step is not particularly limited, but can be performed by, for example, a vacuum film forming method or a wet coating method.
[0101]
First, a case where the thin film laminating step is performed by a vacuum film forming method will be described.
[0102]
FIG. 23 is a side sectional view showing a schematic configuration of an example of a vacuum film forming apparatus that performs a thin film laminating step.
[0103]
The vacuum film forming apparatus 80 shown in FIG. 23 includes a
[0104]
In the thin film forming chamber 81c, a negative electrode active material
[0105]
The negative electrode active material
[0106]
As a method of forming a thin film by the negative electrode active material
[0107]
When forming each layer as a thin film, it is necessary to limit (pattern) the formation region of each layer as shown in FIG. Further, in order to obtain the
[0108]
Note that a thin film can be formed directly on the outer peripheral surface of the
[0109]
The energy device 1 shown in FIG. 3 can be obtained by separating the obtained laminate from the
[0110]
Next, a case where the thin film laminating step is performed by a wet coating method will be described.
[0111]
The wet coating device includes a rotating roll, a negative electrode current collector coating device, a negative electrode active material coating device, a solid electrolyte coating device, and a positive electrode active material, which are sequentially arranged around the rotating roll so as to face the outer peripheral surface thereof. A device provided with a material coating device and a positive electrode current collector coating device can be used. In this apparatus, the film material of each layer is applied on a rotating roll. Alternatively, a negative electrode current collector coating device, a negative electrode active material coating device, a solid electrolyte coating device, a positive electrode active material coating device, and a positive electrode current collector coating device are arranged in this order on a plane, and The space between them may be moved intermittently. In this case, the film material of each layer is applied on the flat substrate. Note that, depending on the materials of the negative electrode
[0112]
As a coating method, various wet coating methods represented by a gravure coat, a reverse coat, a spray coat, a screen coat, an offset coat and the like can be used. By such a method, a desired film can be easily and efficiently formed. After coating, it is preferable to heat and solidify the film material as necessary.
[0113]
When forming each layer as a thin film, it is necessary to limit (pattern) the formation region of each layer as shown in FIG. Further, in order to obtain the
[0114]
The film material may be applied directly on the above-mentioned rotating roll or flat plate, or may be applied on the
[0115]
After separating the obtained laminated body from a rotating roll or a flat plate, it is cut into an appropriate size, whereby the energy device 1 of FIG. 3 can be obtained. If necessary, the laminate may be heated and pressed into a flat plate shape. When a laminate is laminated on the
[0116]
[0117]
Further, the
[0118]
(Embodiment 4)
An example of a configuration and a manufacturing method of the fourth energy device of the present invention will be described.
[0119]
FIG. 4 is a perspective view showing a schematic configuration of an energy device 1 according to
[0120]
As shown in FIG. 4, the energy device 1 of the present embodiment includes a
[0121]
As shown in FIG. 5, the flat rolled
[0122]
The configurations of the
[0123]
In the energy device 1 of the present embodiment, a negative electrode
[0124]
Of course, in the case of winding into a cylindrical shape having a large radius of curvature, for example, the negative electrode
[0125]
The
[0126]
As in the second embodiment, it is preferable that
[0127]
As shown in FIG. 6B, the positive electrode
[0128]
Also in the present embodiment, similarly to the first embodiment, the
[0129]
The configuration of the
[0130]
The energy device 1 of the present embodiment may have the same
[0131]
Next, an example of a method for manufacturing the energy device 1 of the present embodiment will be described.
[0132]
In the energy device 1 according to the present embodiment, a step of laminating the
[0133]
Here, the thin film laminating step is a step of laminating the negative electrode
[0134]
In the same manner as in the first embodiment, a
[0135]
FIG. 24 is a side view showing a schematic configuration of an example of a winding device that performs a winding step.
[0136]
The strip-shaped
[0137]
There is no particular limitation on the method of winding the band-shaped
[0138]
The
[0139]
FIG. 25 is a side view showing a schematic configuration of another example of the winding device that performs the winding step.
[0140]
The strip-shaped
[0141]
The energy device 1 of the present embodiment may have a cylindrical shape. However, when the energy device 1 is formed in a flat shape as shown in FIG. 4, an additional pressing step is performed.
[0142]
FIG. 26 is a side view showing a schematic configuration of an example of a pressing device that performs a pressing step of pressing the substantially
[0143]
Next, a process of dividing the negative electrode
[0144]
The
[0145]
Further, the
[0146]
【Example】
(Example 1, Comparative Example 1)
The energy device shown in FIG. 1 was manufactured according to the manufacturing method shown in the first embodiment (Example 1).
[0147]
On a 25 μm-thick polyamide (PA) film as a
[0148]
As Comparative Example 1, an energy device was manufactured in the same manner as in Example 1 except that the
[0149]
(Example 2, Comparative Example 2)
The energy device shown in FIG. 2 was manufactured according to the manufacturing method shown in the second embodiment (Example 2).
[0150]
On a 50 μm-thick polyimide (PI) film as a
[0151]
As Comparative Example 2, an energy device was manufactured in the same manner as in Example 2 except that the
[0152]
(Example 3, Comparative Example 3)
The energy device shown in FIG. 3 was manufactured according to the manufacturing method shown in the third embodiment (Example 3).
[0153]
A 0.3 μm thick nickel layer as the negative electrode
[0154]
As Comparative Example 3, an energy device was manufactured in the same manner as in Example 3 except that the
[0155]
(Example 4, Comparative Example 4)
The energy device shown in FIGS. 4 to 6 was manufactured according to the manufacturing method shown in the fourth embodiment (Example 4).
[0156]
On a long film of polyimide (PI) having a thickness of 10 μm as a
[0157]
As Comparative Example 4, an energy device was manufactured in the same manner as in Example 4 except that the
[0158]
[Evaluation]
With respect to the energy devices of Examples 1 to 4 and Comparative Examples 1 to 4, the time from when the positive and negative external electrodes were short-circuited to when the current was interrupted after charging, and the temperature rise (the surface of the energy device was measured with a thermocouple The highest temperature at the time) was measured.
[0159]
Table 1 shows the results.
[0160]
[Table 1]
According to Table 1, it can be seen that in the energy device of the present invention, the current is cut off in a short time after the occurrence of the short circuit, and the temperature rise is suppressed to a low level.
[0162]
【The invention's effect】
As described above, according to the present invention, when an overcurrent occurs during a short circuit, the fuse section is blown to cut off the overcurrent, so that a highly safe energy device with an overcurrent protection function can be provided.
[Brief description of the drawings]
FIG. 1 is a cross-sectional view illustrating a schematic configuration of an energy device according to a first embodiment of the present invention.
FIG. 2 is a sectional view showing a schematic configuration of an energy device according to a second embodiment of the present invention.
FIG. 3 is a sectional view showing a schematic configuration of an energy device according to a third embodiment of the present invention.
FIG. 4 is a perspective view showing a schematic configuration of an energy device according to a fourth embodiment of the present invention.
FIG. 5 is a sectional view taken along line 5-5 in FIG.
6A is a sectional view taken along line 6A-6A in FIG. 4, and FIG. 6B is an enlarged sectional view of a portion 6B in FIG. 6A.
7A is a plan view of an example of a fuse section of the present invention, and FIG. 7B is a cross-sectional view taken along
8A is a plan view of another example of the fuse section of the present invention, and FIG. 8B is a cross-sectional view taken along line 8B-8B in FIG. 8A.
9A is a plan view of still another example of the fuse section of the present invention, and FIG. 9B is a cross-sectional view taken along
10A is a plan view of still another example of the fuse section of the present invention, and FIG. 10B is a cross-sectional view taken along line 10B-10B in FIG. 10A.
11A is a plan view of still another example of the fuse section of the present invention, and FIG. 11B is a cross-sectional view taken along
12A is a plan view of still another example of the fuse section of the present invention, and FIG. 12B is a cross-sectional view taken along
13 (A) is a plan view of still another example of the fuse section of the present invention, and FIG. 13 (B) is a cross-sectional view taken along line 13B-13B of FIG. 13 (A).
14 (A) is a plan view of still another example of the fuse section of the present invention, and FIG. 14 (B) is a cross-sectional view taken along line 14B-14B of FIG. 14 (A).
FIG. 15 is a side sectional view showing a schematic configuration of an example of a vacuum film forming apparatus for performing a thin film laminating step of the present invention.
FIG. 16 is a side view schematically illustrating a masking tape method.
FIG. 17 is a schematic perspective view of a nozzle for performing an oil masking method.
FIG. 18 is a schematic front view of a metal mask for performing a metal masking method.
FIG. 19 is a side sectional view showing a schematic configuration of an example of a wet coating apparatus that performs a thin film laminating step of the present invention.
FIG. 20 is a side view schematically illustrating a masking tape method.
FIG. 21 is a schematic perspective view of a gravure roll for performing a gravure roll method.
FIG. 22 is a schematic front view of a metal mask for performing a metal masking method.
FIG. 23 is a side sectional view showing a schematic configuration of an example of a vacuum film forming apparatus that performs a thin film laminating step of the present invention.
FIG. 24 is a side view showing a schematic configuration of an example of a winding device that performs a winding step of the present invention.
FIG. 25 is a side view showing a schematic configuration of another example of the winding device that performs the winding step of the present invention.
FIG. 26 is a side view showing a schematic configuration of an example of a press device that performs a pressing step of the present invention.
[Explanation of symbols]
1 ... Energy device
2 ... substrate
3. Negative electrode current collector
4 ... Negative electrode active material
5 ... Solid electrolyte
6 ... Positive electrode active material
7 ... Positive electrode current collector
8 Band-like laminate
9 External electrodes
10 Flat plate wound body
11 ... inner core
12 ... Fuse section
12a: Dissimilar metals
13 ... Protective layer
15 ... Lamination unit
16 ... repeating unit
20 ... Vacuum film forming device
21 ・ ・ ・ Vacuum chamber
21a ... partition wall
21b ... transfer chamber
21c ・ ・ ・ Thin film formation chamber
21d ... partition wall
24 ... Vacuum pump
25 ... unwinding roll
26 ... transport roll
27 ... bobbin
28, 28a, 28b ... thin film forming source
31, 31a, 31b, 31c ... masking tape
32a, 32b, 32c ... unwinding roll
33a, 33b, 33c ... take-up roll
35 ... Nozzle
36 ・ ・ ・ Micropore
38 Metal mask
39a, 39b ... opening
40 ... wet coating device
50a, 50b ... coating part
51, 51b: transport roll
52b ... reverse roll
53, 53a, 53b ... fountain
54a, 54b ... heating device
55, 55a, 55b ... material supply section
59a ・ ・ ・ gravure roll
59b ・ ・ ・ Doctor blade
61, 61a, 61b, 61c ... masking tape
62a, 62b, 62c ... unwinding roll
63a, 63b, 63c ... take-up roll
70 ・ ・ ・ gravure roll
71 ... stamp
75 Metal mask
76a, 76b ... opening
80 ... Vacuum film forming device
81 ・ ・ ・ Vacuum chamber
81a ・ ・ ・ Partition wall
81b ... transfer chamber
81c ・ ・ ・ Thin film formation chamber
81d, 81e, 81f ... partition walls
84 ・ ・ ・ Vacuum pump
86 ・ ・ ・ Rotating roll
88a ... Negative electrode active material film forming device
88b ··· Solid electrolyte film formation device
88c ... Positive electrode active material film forming device
88d: current collector film forming device
89a, 89b, 89c, 89d ... shutter
90 ... winding device
91 ··· Cutting device
100 ... winding device
102 ... wound body
110 ・ ・ ・ Press device
Claims (21)
更に、前記負極集電体又は前記正極集電体に過電流により溶断するヒューズ部を形成する工程を備えることを特徴とする過電流保護機能付きエネルギーデバイスの製造方法。A method of manufacturing an energy device including a step of laminating a laminate unit including a negative electrode current collector, a solid electrolyte, a positive electrode active material, and a positive electrode current collector on a substrate in this order,
The method for manufacturing an energy device with an overcurrent protection function further includes a step of forming a fuse portion which is blown by an overcurrent in the negative electrode current collector or the positive electrode current collector.
前記基板と前記積層単位とからなる積層体を2以上積み重ねる工程と
を含むエネルギーデバイスの製造方法であって、
更に、前記負極集電体又は前記正極集電体に過電流により溶断するヒューズ部を形成する工程を備えることを特徴とする過電流保護機能付きエネルギーデバイスの製造方法。On the substrate, a step of stacking a laminate unit comprising a negative electrode current collector, a solid electrolyte, a positive electrode active material, and a positive electrode current collector in this order
Stacking two or more laminates comprising the substrate and the laminate unit, a method for manufacturing an energy device,
The method for manufacturing an energy device with an overcurrent protection function further includes a step of forming a fuse portion which is blown by an overcurrent in the negative electrode current collector or the positive electrode current collector.
更に、前記負極集電体又は前記正極集電体に過電流により溶断するヒューズ部を形成する工程を備えることを特徴とする過電流保護機能付きエネルギーデバイスの製造方法。A method of manufacturing an energy device including a step of stacking two or more stacking units each including a negative electrode current collector, a solid electrolyte, a positive electrode active material, and a positive electrode current collector on a substrate in this order,
The method for manufacturing an energy device with an overcurrent protection function further includes a step of forming a fuse portion which is blown by an overcurrent in the negative electrode current collector or the positive electrode current collector.
前記帯状積層体を巻回する工程と
を含むエネルギーデバイスの製造方法であって、
更に、前記負極集電体又は前記正極集電体を、前記帯状積層体の長手方向に複数の領域に分割する工程と、
前記負極集電体又は前記正極集電体に過電流により溶断するヒューズ部を形成する工程と
を備えることを特徴とする過電流保護機能付きエネルギーデバイスの製造方法。On a flexible long substrate, a negative electrode current collector, a solid electrolyte, a positive electrode active material, and a step of laminating a lamination unit including a positive electrode current collector in this order to obtain a band-shaped laminate,
Winding the band-shaped laminate, and the method for manufacturing an energy device,
Further, a step of dividing the negative electrode current collector or the positive electrode current collector into a plurality of regions in the longitudinal direction of the band-shaped laminate,
Forming a fuse portion in the negative electrode current collector or the positive electrode current collector that blows due to overcurrent. A method for manufacturing an energy device with an overcurrent protection function.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003099591A JP2004311073A (en) | 2003-04-02 | 2003-04-02 | Energy device with overcurrent protection and its manufacturing method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003099591A JP2004311073A (en) | 2003-04-02 | 2003-04-02 | Energy device with overcurrent protection and its manufacturing method |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004311073A true JP2004311073A (en) | 2004-11-04 |
Family
ID=33463990
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003099591A Withdrawn JP2004311073A (en) | 2003-04-02 | 2003-04-02 | Energy device with overcurrent protection and its manufacturing method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004311073A (en) |
Cited By (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005063978A (en) * | 2003-08-19 | 2005-03-10 | Samsung Sdi Co Ltd | Manufacturing method of lithium metal anode |
| JP2008525954A (en) * | 2004-12-23 | 2008-07-17 | コミッサリア タ レネルジー アトミーク | Electrodes for nanostructured microbatteries |
| JP2008226728A (en) * | 2007-03-14 | 2008-09-25 | Geomatec Co Ltd | Thin-film solid secondary battery and complex type apparatus equipped with this |
| JP2011523163A (en) * | 2008-04-29 | 2011-08-04 | インフィニット パワー ソリューションズ, インコーポレイテッド | Robust metal membrane encapsulation |
| JP2012119095A (en) * | 2010-11-29 | 2012-06-21 | Toyota Motor Corp | Apparatus of manufacturing electrode plate and method of manufacturing battery |
| KR101210372B1 (en) | 2010-12-09 | 2012-12-10 | 지에스나노텍 주식회사 | Thin Film Battery |
| WO2013001908A1 (en) * | 2011-06-28 | 2013-01-03 | 株式会社村田製作所 | Power storage device element and power storage device |
| JP2013537690A (en) * | 2010-08-04 | 2013-10-03 | フロント エッジ テクノロジー,インコーポレイテッド | Rechargeable battery with current limiter |
| JP2015026555A (en) * | 2013-07-29 | 2015-02-05 | 富士通株式会社 | All-solid type secondary battery, and method for manufacturing the same |
| JP2015220107A (en) * | 2014-05-19 | 2015-12-07 | Tdk株式会社 | All-solid lithium ion secondary battery |
| JP2017103123A (en) * | 2015-12-02 | 2017-06-08 | トヨタ自動車株式会社 | Laminated all-solid battery |
| JP2018010848A (en) * | 2016-06-30 | 2018-01-18 | トヨタ自動車株式会社 | battery |
| JP2018501616A (en) * | 2014-12-18 | 2018-01-18 | サクティ3 インコーポレイテッド | Production of high capacity solid state batteries |
| US10700338B2 (en) | 2017-04-05 | 2020-06-30 | Toyota Jidosha Kabushiki Kaisha | All-solid-state battery with layered current shunt part |
| WO2020137258A1 (en) * | 2018-12-28 | 2020-07-02 | パナソニックIpマネジメント株式会社 | Battery |
| WO2021060006A1 (en) * | 2019-09-26 | 2021-04-01 | 三洋電機株式会社 | Secondary battery |
| JP2022077641A (en) * | 2020-11-12 | 2022-05-24 | 本田技研工業株式会社 | Solid-state battery electrode |
| CN114830431A (en) * | 2019-12-24 | 2022-07-29 | U&S能源公司 | Collector for positive electrode |
| WO2023203796A1 (en) * | 2022-04-20 | 2023-10-26 | パナソニックIpマネジメント株式会社 | Battery and method for producing same |
-
2003
- 2003-04-02 JP JP2003099591A patent/JP2004311073A/en not_active Withdrawn
Cited By (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7629083B2 (en) | 2003-08-19 | 2009-12-08 | Samsung Sdi Co., Ltd. | Method of preparing a lithium metal anode |
| JP2005063978A (en) * | 2003-08-19 | 2005-03-10 | Samsung Sdi Co Ltd | Manufacturing method of lithium metal anode |
| JP2008525954A (en) * | 2004-12-23 | 2008-07-17 | コミッサリア タ レネルジー アトミーク | Electrodes for nanostructured microbatteries |
| JP2008226728A (en) * | 2007-03-14 | 2008-09-25 | Geomatec Co Ltd | Thin-film solid secondary battery and complex type apparatus equipped with this |
| JP2016042468A (en) * | 2008-04-29 | 2016-03-31 | インフィニット パワー ソリューションズ, インコーポレイテッド | Battery |
| JP2011523163A (en) * | 2008-04-29 | 2011-08-04 | インフィニット パワー ソリューションズ, インコーポレイテッド | Robust metal membrane encapsulation |
| JP2013537690A (en) * | 2010-08-04 | 2013-10-03 | フロント エッジ テクノロジー,インコーポレイテッド | Rechargeable battery with current limiter |
| JP2012119095A (en) * | 2010-11-29 | 2012-06-21 | Toyota Motor Corp | Apparatus of manufacturing electrode plate and method of manufacturing battery |
| KR101210372B1 (en) | 2010-12-09 | 2012-12-10 | 지에스나노텍 주식회사 | Thin Film Battery |
| WO2013001908A1 (en) * | 2011-06-28 | 2013-01-03 | 株式会社村田製作所 | Power storage device element and power storage device |
| CN103650084A (en) * | 2011-06-28 | 2014-03-19 | 株式会社村田制作所 | Power storage device element and power storage device |
| JPWO2013001908A1 (en) * | 2011-06-28 | 2015-02-23 | 株式会社村田製作所 | Electric storage device element and electric storage device |
| US9728343B2 (en) | 2011-06-28 | 2017-08-08 | Murata Manufacturing Co., Ltd. | Electrical storage device element and electrical storage device |
| JP2015026555A (en) * | 2013-07-29 | 2015-02-05 | 富士通株式会社 | All-solid type secondary battery, and method for manufacturing the same |
| JP2015220107A (en) * | 2014-05-19 | 2015-12-07 | Tdk株式会社 | All-solid lithium ion secondary battery |
| JP2018501616A (en) * | 2014-12-18 | 2018-01-18 | サクティ3 インコーポレイテッド | Production of high capacity solid state batteries |
| JP2017103123A (en) * | 2015-12-02 | 2017-06-08 | トヨタ自動車株式会社 | Laminated all-solid battery |
| US10103376B2 (en) | 2015-12-02 | 2018-10-16 | Toyota Jidosha Kabushiki Kaisha | Stacked all-solid-state battery |
| JP2018010848A (en) * | 2016-06-30 | 2018-01-18 | トヨタ自動車株式会社 | battery |
| US10700338B2 (en) | 2017-04-05 | 2020-06-30 | Toyota Jidosha Kabushiki Kaisha | All-solid-state battery with layered current shunt part |
| JPWO2020137258A1 (en) * | 2018-12-28 | 2021-11-11 | パナソニックIpマネジメント株式会社 | battery |
| CN112970136A (en) * | 2018-12-28 | 2021-06-15 | 松下知识产权经营株式会社 | Battery with a battery cell |
| WO2020137258A1 (en) * | 2018-12-28 | 2020-07-02 | パナソニックIpマネジメント株式会社 | Battery |
| JP7474977B2 (en) | 2018-12-28 | 2024-04-26 | パナソニックIpマネジメント株式会社 | battery |
| WO2021060006A1 (en) * | 2019-09-26 | 2021-04-01 | 三洋電機株式会社 | Secondary battery |
| CN114175335A (en) * | 2019-09-26 | 2022-03-11 | 三洋电机株式会社 | Secondary battery |
| CN114830431A (en) * | 2019-12-24 | 2022-07-29 | U&S能源公司 | Collector for positive electrode |
| JP2022077641A (en) * | 2020-11-12 | 2022-05-24 | 本田技研工業株式会社 | Solid-state battery electrode |
| JP7203804B2 (en) | 2020-11-12 | 2023-01-13 | 本田技研工業株式会社 | Electrodes for solid-state batteries |
| WO2023203796A1 (en) * | 2022-04-20 | 2023-10-26 | パナソニックIpマネジメント株式会社 | Battery and method for producing same |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2004311073A (en) | Energy device with overcurrent protection and its manufacturing method | |
| JP6027136B2 (en) | Electrode assembly manufacturing method and electrode assembly manufactured using the same | |
| CN100401573C (en) | Manufacturing method for non-aqueous electrolyte secondary battery and used electrode thereof | |
| JP2808660B2 (en) | Method of manufacturing printed circuit board with built-in thin film battery | |
| EP1825555B1 (en) | Thin film electrochemical cell for lithium polymer batteries and manufacturing method therefor | |
| EP1488917A1 (en) | Thin-film laminated body, thin-film cell, capacitor, and method and equipment for manufacturing thin-film laminated body | |
| JP4402134B2 (en) | Multilayer secondary battery and manufacturing method thereof | |
| US20100075224A1 (en) | Electrode | |
| JPH02168577A (en) | Electrochemical cell | |
| JP6192716B2 (en) | Electric storage device, manufacturing method thereof, and manufacturing apparatus | |
| JP4588342B2 (en) | Secondary battery and manufacturing method thereof | |
| JP7139923B2 (en) | ALL-SOLID BATTERY, RESIN COATING APPARATUS, AND METHOD FOR MANUFACTURING ALL-SOLID BATTERY | |
| JPH01248607A (en) | Film capacitor and method and apparatus for manufacturing the same | |
| JP2014116080A (en) | Electricity storage device and method for manufacturing electricity storage device | |
| WO1999031751A1 (en) | Lithium ion secondary battery and its manufacture | |
| JPH11317218A (en) | Sheet electrode | |
| JP2009064667A (en) | All solid thin film battery, its manufacturing method, and its manufacturing apparatus | |
| JP2005093373A (en) | Energy device and its manufacturing method | |
| JP2007273124A (en) | Forming method of porous heatproof layer and forming device of porous heatproof layer | |
| JP2005122940A (en) | Battery and manufacturing method of the same | |
| JPH05217446A (en) | Protective method of conductive foil, protective conductive-foil aggregate used for said method and protective conductive-foil laminated object | |
| US7901807B2 (en) | Energy device and method for producing the same | |
| EP3471119B1 (en) | Electrode assembly, energy storage device comprising the electrode assembly and a method for producing the electrode assembly | |
| JP5900219B2 (en) | Electrode manufacturing method, power storage device, and secondary battery | |
| JP2003197198A (en) | Nonaqueous battery, electrode film constituting this, and battery element |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Application deemed to be withdrawn because no request for examination was validly filed |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20060606 |