JP2004255455A - プレス機用金型 - Google Patents
プレス機用金型 Download PDFInfo
- Publication number
- JP2004255455A JP2004255455A JP2003052064A JP2003052064A JP2004255455A JP 2004255455 A JP2004255455 A JP 2004255455A JP 2003052064 A JP2003052064 A JP 2003052064A JP 2003052064 A JP2003052064 A JP 2003052064A JP 2004255455 A JP2004255455 A JP 2004255455A
- Authority
- JP
- Japan
- Prior art keywords
- die
- mold
- press machine
- upper plate
- upsetting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Landscapes
- Mounting, Exchange, And Manufacturing Of Dies (AREA)
- Forging (AREA)
Abstract
【課題】プレス機械に装着使用される金型等の構造において、一台のプレス機械で複数の加工工程を連続して行うことを容易に可能とするプレス機用金型を提供することを目的とする。
【解決手段】プレス機に装着使用される金型において、プレス機の上部プレートに連結固定される上板を備え、この上板の下部に上下スライド自在に複数の加工金型を備え、上記上板とそれぞれの加工金型との間にその加工金型の上下方向のスライドを規制又は規制解除する高さ調整ブロックを備え、プレス機の下部プレートに取り付けられる下型を備えたプレス機用金型とした。
これにより、高さ調整ブロックにて規制された加工金型にて被加工材が加工されることになる。
【選択図】 図1
【解決手段】プレス機に装着使用される金型において、プレス機の上部プレートに連結固定される上板を備え、この上板の下部に上下スライド自在に複数の加工金型を備え、上記上板とそれぞれの加工金型との間にその加工金型の上下方向のスライドを規制又は規制解除する高さ調整ブロックを備え、プレス機の下部プレートに取り付けられる下型を備えたプレス機用金型とした。
これにより、高さ調整ブロックにて規制された加工金型にて被加工材が加工されることになる。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
本発明は、プレス機械に材料加工のため取り付けられる金型の構造に関し、特にサーボ機構プレスを使用して複数の加工工程を連続的に一台のプレス機械にて行うことを可能とする金型の構造に係る。
【0002】
【従来の技術】
プレス機械では、上部プレート底面に取り付けた上型と下部プレート上面に取り付けた下型とからなる金型の間に材料を挟み、鍛造、曲げ、せん断等の加工が行われている。
従来、これらの加工は1台のプレス機に1つの金型を取り付けて加工工程毎に行われており、複数の工程からなる加工を行うためには複数のプレス機械及び複数の金型を備える必要があり、広い装置スペースが必要であった。
また、改善策として、一つの金型の中にパンチとダイを複数備え、材料を一定の長さで送り、それらのパンチとダイにより順に加工を行う順送型の金型が用いられているが、この金型の設計は難易度が高いうえ、高精度な金型が要求されるため、特に少量多品種の製品を生産する場合にはコスト高となっていた。
このことから、1台のプレス機械にて容易に複数の種類の加工を連続的に行うフレキシビリティーの高い技術が要求されていた。
【0003】
【発明が解決しようとする課題】
本発明は上記のような状況に鑑みて、プレス機械に装着使用される金型の構造において、一台のプレス機械で複数の異なる加工工程を連続して行うことが可能なプレス機用金型の提供を目的とする。
【0004】
【課題を解決するための手段】
本発明が上記目的を達成するために講じた手段は、第1に、プレス機に装着使用される金型において、プレス機の上部プレートに連結固定される上板を備え、この上板の下部に上下スライド自在に複数の加工金型を備え、上記上板とそれぞれの加工金型との間にその加工金型の上下方向のスライドを規制又は規制解除する高さ調整ブロックを備え、プレス機の下部プレートに取り付けられる下型を備えたプレス機用金型とした。
このように、上板に複数の加工金型を上下スライド自在に取り付け、各加工金型と上板の間に、その加工金型の上昇を規制又は解除する高さ調整ブロックを備えたことにより、工程毎に加工に寄与する加工金型を選択使用出来るようになる。
より具体的に説明すると、上板に据込金型、曲げ金型、切断金型等の複数の加工金型を取り付け、高さ調整ブロックの挿入規制する種類を選択切り換えすることで被加工材を据込鍛造、面取り加工、曲げ加工、切断加工等と連続的に加工できる。
この場合に、被加工材の回転や送りが出来るように、被加工材の把持手段を備えるのが良い。
また、プレス機の下部プレートに連結固定される下板を備え、この下板に下型を備えるとともに、下板に上型のストローク長さを位置決め又は規制解除可能に位置決めブロックを備えると、上型のストローク長さそのものを調整することができる。
【0005】
このように、被加工材を加圧する上型を選択可能とすることで、複数の異なる加工工程を連続して行うことが出来る。
【0006】
【発明の実施の形態】
サーボ機構プレス機を用いると、上型のスライドストロークが自在に調整可能なので、このようなプレス機に装着することで複数の加工工程を連続的に、しかも自在に施すことが出来るフレキシビリティーの高い金型の提供を目的としている。
以下、棒材から六角レンチを加工する例にて説明する。
六角レンチを丸棒から製作する場合に、六角外形を工程毎に60°回転し、荒加工及び仕上げ加工し、次に六角レンチの端面に面取りを付けるためのナタ目加工をし、更に切断及び曲げ加工を連続的に行うことになる。
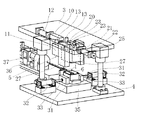
図1にその金型構造を模式的に示す。
なお、プレス機は図示省略してある。
金型は、サーボ機構プレスに装着され、プレス上部プレートに上板3を介して取り付けられている上型5と、プレス下部プレートに下板4及びブロック35を介して下型6が取り付けられている。
サーボ機構プレスを用いることにより、上型5のストローク長さは精度高く位置制御される。
上板3は、説明のため手前側の辺のみ描くことで、上板3底面に取り付けてある金型等を透視図として描いてある。
下板4には、材料の一例である棒材1を、その長さ方向に送る送り機構36及び回転させる回転機構37が設けられている。
これにより、下型6上に位置している棒材1の加工位置及び加工角度が変更可能となっている。
また、下型6の両脇に位置決めブロック31がシリンダー32のピストンロッド33先端に設けられ、シリンダー32が駆動することで前進、後退可能となっている。
上板3には、ナタ目シリンダー12のピストンロッド先端にナタ目金型高さ調整ブロック10が、据込みシリンダー22のピストンロッド先端には据込み金型高さ調整ブロック20がそれぞれ設けられている。
高さ調整ブロック10は、ナタ目金型ガイド部材13を介して上板3に吊り下げられているナタ目金型11と上板3の間に抜き挿しされる。
また、高さ調整ブロック20は、後述する据込み金型ガイド部材を介して上板3に上下スライド自在に吊り下げられている据込み金型21と上板3との間に抜き挿しされる。
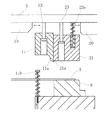
ここで、据込み金型21とナタ目金型11とを例にしてその使い分け方について具体的に説明する。
図11に据込み金型21とナタ目金型11の断面図を示し、分かりやすくするために図1に示した曲げパンチ25等の表示を省略してある。
また、据込み金型21の両側に突き当てブロック27が配置され、この据込み金型の上下スライドをガイドしているが図11には表示を省略してある。
高さ調整ブロック20が据込み金型21と上板3の間に挿入された状態で上板3が下降すると、上板3からの加圧力は高さ調整ブロック20を介して据込み金型21に伝達され、棒材1を据込み加工することとなり、高さ調整ブロック20が据込み金型21と上板3の間から抜き出されている状態で上板3が下降すると、上板3の下降により据込み金型21の下端が棒材1に当接しても、上板3の下降につれて据込み金型21が両側の突き当てブロックにガイドされ、上昇退避することになる。
図11に示す例では、据込み金型21の下降端を規制するのにストッパーピン23が取り付けられ、ばね部材23aにて下向きにばね付勢されている。
従って、高さ調整ブロック20が後退し、上板3と据込み金型21との間から抜かれている状態で上板3が下降すると、両側の突き当てブロックにガイドされ、ばね部材23aに抗しながら上昇退避することになるので、後述する曲げ加工時には被加工材(棒材1)をこのばね部材の反発力にてクランプする働きも有している。
本発明においては、加工金型の選択使用を可能にした点に特徴があり、このストッパーピン23をガイド部材として使用しても良い。
一方、ナタ目金型11は、ガイド部材13により下板3に吊り下げられている。
ナタ目金型11は、被加工材のナタ目加工及び切断加工にも使用出来るようにナタ目刃11aが先端部に備えられている。
このナタ目金型のように、ナタ目加工や切断加工時にのみその刃先が被加工材に当たるようにし、それ以外の工程においては、被加工材に当たらないように加工金型を制御したい場合には、図11に示すようにナタ目金型11を下部から受けるようにばね部材11bを配置しておくのがよい。
その作用を以下説明する。
高さ調整ブロック10が前進し、上板3とナタ目金型11の間に挿入されている状態で上板3が下降すると加圧力が高さ調整ブロック10を介してナタ目金型11に伝達される。
この場合には、ナタ目金型11はばね部材11bに抗しながら下降し、ナタ目加工や切断加工に供する。
また、高さ調整ブロック10が後退し、上板3とナタ目金型11の間に無い状態で上板3が下降すると、ナタ目金型11はばね部材11bにて支えられるようにして上昇退避することになり、刃先11aが被加工材(製品)に当たるのを防ぐことができる。
なお、図11に示すようにナタ目金型11のナタ目刃11aとは対称的に据込み金型21側にもナタ目刃21aを設けると被加工材にV字状の対称的なナタ目形状が得られ、六角レンチの生産の場合にV字状底部で切断することで製品後端と材料先端の両方同時にナタ目状の面取り加工が出来る。
また、この据込み金型21のナタ目刃21aにて製品の後端末位置決めとしての役目もする。
このように、各加工金型の高さ調整ブロックを抜き挿しすることで、加工に寄与する金型を選択変更使用可能になり、同一の金型で送り機構や回転機構による工程と組み合わせて複数の金型で材料の高さの異なる部位の加工を行うことや、加圧力が伝達される金型を選択し、フレキシブルな加工が可能になっている。
【0007】
上板3には、据込み金型21の両脇に一対の突き当てブロック27が設けられている。
突き当てブロック27は、先に説明したように据込み金型21の上下スライドのガイド部としての役割の他に、精密で安定したストローク位置決めのために設けられ、シリンダー32が駆動し、位置決めブロック31が前進し、突き当てブロック27下方位置に移動した場合は、上板3が下降した際に位置決めブロック31上面に突き当てブロック27の下面が当たり、プレス加工はその位置で規制されるとともに、例えば、位置決めブロック31の下面とブロック35の間に他端が下型の底部に接したカム部材等を配置しておくと、位置決めブロック31に伝達された加圧力がカム部材を介して下型の底部に上昇方向の力を伝達することも可能になる。
位置決めブロック31が突き当てブロック27下方から後退、退避、移動した場合は、突き当てブロック27の先端が下型6を載せているブロック35の上端に当たるまでスライドストロークが長くなる。
これにより、以下説明するように、曲げ加工等も出来る。
据込み金型21の手前のナタ目金型11に対向する位置には、曲げパンチ25が取り付けられ、その上部には高さ調整ブロック20が入出するための凹みが設けられている。
従って、据込み金型21及びナタ目金型11の高さ調整ブロックが後退退避し、位置決めブロックを後退退避させると、今度は曲げパンチ25が曲げ加工に寄与することになる。
【0008】
次に、工程順に動作を説明するが、図11に基づいて説明したばね部材11b及び23aの表示は省略してある。
図2〜図9は、図1の状態から材料を加工する状態の変化を示した模式的な要部図である。
図10は、材料の長手方向を通る縦断面端面を、金型と高さ調整ブロックの位置関係が分かるように模式的に描いた図である。
図1の状態を表している図10(イ)において、上板3は上死点に位置し、据込みシリンダー22のピストンロッド24が前進し、高さ調整ブロック20が据込み金型21と上板3の間に挿入されている。
図10(イ)の状態からプレス加工を実施した状態が図2と図10(ロ)の状態である。
上板3からの加圧力は、高さ調整ブロック20を介して据込み金型21にのみ伝わり、棒材1を加圧し、六角レンチの外形の荒仕上げが施される。
次に、上板は上昇し再び図1の状態となる。
この時、回転機構37により棒材1を60°回転し、再び図2の状態のように成形することで、順次角度を変えて成形が可能となっている。
また、送り機構36により棒材1の加工部位を変えることも可能となっている。
【0009】
次に、図3及び図10(ハ)に示すように、シリンダー12のピストンロッド14が前進し、高さ調整ブロック10がナタ目金型11と上板3との間に挿入され、ナタ目金型11及び据込み金型20に加圧力が伝達される状態となる。
この状態から上板が下降し加工を行っている状態を図4及び図10(ニ)に示す。
上板は図2及び図10(ロ)における荒加工の場合よりも、極く僅かだけ更に下降するように設定される。
サーボ機構プレスを使用している為、上下動作する上板3を下げる位置を細かく制御出来、また、加圧速度も変えることができて、荒加工から仕上げ加工までを金型を交換することなく行うことが可能となっている。
また、突き当てブロック27は位置決めブロック31に突き当たるようになっている。
この場合に、先に説明したように位置決めブロック31からカム部材等を介して加圧力を下型の底部に上昇力として伝達すると加工中心が安定し、熱変動等に対しても高精度な加工が安定して行うことができる。
この時、据込み金型21にて仕上げ成形が行われる。
また、ナタ目金型11にも上板3から力の圧力が伝達され、被加工材に対してナタ目つけ加工が行われる。
図3及び図10(ハ)から図4及び図10(ニ)の工程も回転機構37により被加工材の角度を変化させて角度毎の成形を行うことが出来る。
【0010】
図5は、高さ調整ブロック10と高さ調整ブロック20がナタ目金型11もしくは据込み金型21の上方の隙間からシリンダー12及びシリンダー22が駆動することで後退退避した状態である。
また、位置決めブロック31も後退退避している。
この状態の位置関係を表した図を図10(ホ)に示す。
この状態から上板3が下降し、被加工材にナタ目金型11や据込み金型21が当接し、ナタ目金型及び据込み金型が上昇退避するが、ナタ目金型が上板に当たると、ナタ目金型に加圧力が加わり、被加工材はこのナタ目金型により切断される。
この上板が下降した状態を図6及び図10(ヘ)に示す。
なお、このとき据込み金型21の上面は、上板3との間に僅かに隙間を残しているため、据込み金型21による被加工材の成形は行われない。
この切断加工はサーボ機構プレスの速度制御により、最も適した速度で行われる。
【0011】
図6の状態から上板が上昇し、送り機構が動作して被加工材を送り、再び被加工材を引き戻すと切断された先端部分だけが残されて、その先端部分が下型より飛び出し、図7に示す状態となる。
この状態の位置関係を表した図を図10(ト)に示す。
次に上板3が下降すると、図8及び図10(チ)の状態となる。
被加工材の下型6より飛び出した部分が曲げパンチ25により曲げられ、製品2となる。
据込み金型21はその上面が上板3と接していないため、材料の成形は行っていないが、被加工材を押さえることで、曲げパンチ25による曲げ加工を可能としている。
図8の状態から上板が上昇した状態を図9に示す。
製品2が下型6上に出来上がっている。
一連の加工が終了し、製品2が払い出され、新しい棒材1(被加工材)が下型6上に送り出された状態を図10(リ)に示す。
【0012】
【発明の効果】
本発明におけるプレス機用金型においては、一台のプレス機械で荒加工から仕上げ加工、ナタ目加工、切断、曲げ加工等まで連続して行うことが出来るため、複数の装置で加工を行っていた場合と比較して、材料の搬送の必要がなく、リードタイム短縮の効果があり、装置台数及び装置スペース及び装置間の仕掛り品スペースの削減の効果もあり、製造コストの低減の効果がある。
また、順送型の金型と比較して、複数の加工金型の組み合わせによりフレキシブルに連結して加工を行うことが出来、金型全体の設計コストの低減の効果があり、各金型毎に調整が可能であり、金型の保守に要するコストを低減することが出来る。
【図面の簡単な説明】
【図1】本発明に係る金型の要部斜視図を示す。
【図2】据込み金型で荒加工している状態を示す。
【図3】上型が上昇した状態を示す。
【図4】据込み金型とナタ目金型で仕上げ加工及びナタ目加工をしている状態を示す。
【図5】据込み金型とナタ目金型の高さ調整ブロックが退避し、位置決めブロックが後退した状態を示す。
【図6】被加工材を切断した状態を示す。
【図7】被加工材を部分的に送り込んだ状態を示す。
【図8】被加工材の曲げ加工の状態を示す。
【図9】六角レンチの加工が終了した状態を示す。
【図10】本発明に係る金型を用いて六角レンチを成形する場合の工程の流れを示す。
【図11】加工金型の選択使用の基本構造例を示す。
【符号の説明】
1 棒材(被加工材)
2 製品
3 上板
4 下板
5 上型
6 下型
10 ナタ目金型高さ調整ブロック
11 ナタ目金型
11a ナタ目刃
11b ばね部材
12 ナタ目シリンダー
13 ナタ目金型ガイド部材
14 ピストンロッド
20 据込み金型高さ調整ブロック
21 据込み金型
21a ナタ目刃
22 据込みシリンダー
23 据込み金型ストッパーピン(ガイド部材)
23a ばね部材
24 ピストンロッド
25 曲げパンチ
27 突き当てブロック
31 位置決めブロック
32 シリンダー
33 ピストンロッド
35 ブロック
36 送り機構
37 回転機構
【発明の属する技術分野】
本発明は、プレス機械に材料加工のため取り付けられる金型の構造に関し、特にサーボ機構プレスを使用して複数の加工工程を連続的に一台のプレス機械にて行うことを可能とする金型の構造に係る。
【0002】
【従来の技術】
プレス機械では、上部プレート底面に取り付けた上型と下部プレート上面に取り付けた下型とからなる金型の間に材料を挟み、鍛造、曲げ、せん断等の加工が行われている。
従来、これらの加工は1台のプレス機に1つの金型を取り付けて加工工程毎に行われており、複数の工程からなる加工を行うためには複数のプレス機械及び複数の金型を備える必要があり、広い装置スペースが必要であった。
また、改善策として、一つの金型の中にパンチとダイを複数備え、材料を一定の長さで送り、それらのパンチとダイにより順に加工を行う順送型の金型が用いられているが、この金型の設計は難易度が高いうえ、高精度な金型が要求されるため、特に少量多品種の製品を生産する場合にはコスト高となっていた。
このことから、1台のプレス機械にて容易に複数の種類の加工を連続的に行うフレキシビリティーの高い技術が要求されていた。
【0003】
【発明が解決しようとする課題】
本発明は上記のような状況に鑑みて、プレス機械に装着使用される金型の構造において、一台のプレス機械で複数の異なる加工工程を連続して行うことが可能なプレス機用金型の提供を目的とする。
【0004】
【課題を解決するための手段】
本発明が上記目的を達成するために講じた手段は、第1に、プレス機に装着使用される金型において、プレス機の上部プレートに連結固定される上板を備え、この上板の下部に上下スライド自在に複数の加工金型を備え、上記上板とそれぞれの加工金型との間にその加工金型の上下方向のスライドを規制又は規制解除する高さ調整ブロックを備え、プレス機の下部プレートに取り付けられる下型を備えたプレス機用金型とした。
このように、上板に複数の加工金型を上下スライド自在に取り付け、各加工金型と上板の間に、その加工金型の上昇を規制又は解除する高さ調整ブロックを備えたことにより、工程毎に加工に寄与する加工金型を選択使用出来るようになる。
より具体的に説明すると、上板に据込金型、曲げ金型、切断金型等の複数の加工金型を取り付け、高さ調整ブロックの挿入規制する種類を選択切り換えすることで被加工材を据込鍛造、面取り加工、曲げ加工、切断加工等と連続的に加工できる。
この場合に、被加工材の回転や送りが出来るように、被加工材の把持手段を備えるのが良い。
また、プレス機の下部プレートに連結固定される下板を備え、この下板に下型を備えるとともに、下板に上型のストローク長さを位置決め又は規制解除可能に位置決めブロックを備えると、上型のストローク長さそのものを調整することができる。
【0005】
このように、被加工材を加圧する上型を選択可能とすることで、複数の異なる加工工程を連続して行うことが出来る。
【0006】
【発明の実施の形態】
サーボ機構プレス機を用いると、上型のスライドストロークが自在に調整可能なので、このようなプレス機に装着することで複数の加工工程を連続的に、しかも自在に施すことが出来るフレキシビリティーの高い金型の提供を目的としている。
以下、棒材から六角レンチを加工する例にて説明する。
六角レンチを丸棒から製作する場合に、六角外形を工程毎に60°回転し、荒加工及び仕上げ加工し、次に六角レンチの端面に面取りを付けるためのナタ目加工をし、更に切断及び曲げ加工を連続的に行うことになる。
図1にその金型構造を模式的に示す。
なお、プレス機は図示省略してある。
金型は、サーボ機構プレスに装着され、プレス上部プレートに上板3を介して取り付けられている上型5と、プレス下部プレートに下板4及びブロック35を介して下型6が取り付けられている。
サーボ機構プレスを用いることにより、上型5のストローク長さは精度高く位置制御される。
上板3は、説明のため手前側の辺のみ描くことで、上板3底面に取り付けてある金型等を透視図として描いてある。
下板4には、材料の一例である棒材1を、その長さ方向に送る送り機構36及び回転させる回転機構37が設けられている。
これにより、下型6上に位置している棒材1の加工位置及び加工角度が変更可能となっている。
また、下型6の両脇に位置決めブロック31がシリンダー32のピストンロッド33先端に設けられ、シリンダー32が駆動することで前進、後退可能となっている。
上板3には、ナタ目シリンダー12のピストンロッド先端にナタ目金型高さ調整ブロック10が、据込みシリンダー22のピストンロッド先端には据込み金型高さ調整ブロック20がそれぞれ設けられている。
高さ調整ブロック10は、ナタ目金型ガイド部材13を介して上板3に吊り下げられているナタ目金型11と上板3の間に抜き挿しされる。
また、高さ調整ブロック20は、後述する据込み金型ガイド部材を介して上板3に上下スライド自在に吊り下げられている据込み金型21と上板3との間に抜き挿しされる。
ここで、据込み金型21とナタ目金型11とを例にしてその使い分け方について具体的に説明する。
図11に据込み金型21とナタ目金型11の断面図を示し、分かりやすくするために図1に示した曲げパンチ25等の表示を省略してある。
また、据込み金型21の両側に突き当てブロック27が配置され、この据込み金型の上下スライドをガイドしているが図11には表示を省略してある。
高さ調整ブロック20が据込み金型21と上板3の間に挿入された状態で上板3が下降すると、上板3からの加圧力は高さ調整ブロック20を介して据込み金型21に伝達され、棒材1を据込み加工することとなり、高さ調整ブロック20が据込み金型21と上板3の間から抜き出されている状態で上板3が下降すると、上板3の下降により据込み金型21の下端が棒材1に当接しても、上板3の下降につれて据込み金型21が両側の突き当てブロックにガイドされ、上昇退避することになる。
図11に示す例では、据込み金型21の下降端を規制するのにストッパーピン23が取り付けられ、ばね部材23aにて下向きにばね付勢されている。
従って、高さ調整ブロック20が後退し、上板3と据込み金型21との間から抜かれている状態で上板3が下降すると、両側の突き当てブロックにガイドされ、ばね部材23aに抗しながら上昇退避することになるので、後述する曲げ加工時には被加工材(棒材1)をこのばね部材の反発力にてクランプする働きも有している。
本発明においては、加工金型の選択使用を可能にした点に特徴があり、このストッパーピン23をガイド部材として使用しても良い。
一方、ナタ目金型11は、ガイド部材13により下板3に吊り下げられている。
ナタ目金型11は、被加工材のナタ目加工及び切断加工にも使用出来るようにナタ目刃11aが先端部に備えられている。
このナタ目金型のように、ナタ目加工や切断加工時にのみその刃先が被加工材に当たるようにし、それ以外の工程においては、被加工材に当たらないように加工金型を制御したい場合には、図11に示すようにナタ目金型11を下部から受けるようにばね部材11bを配置しておくのがよい。
その作用を以下説明する。
高さ調整ブロック10が前進し、上板3とナタ目金型11の間に挿入されている状態で上板3が下降すると加圧力が高さ調整ブロック10を介してナタ目金型11に伝達される。
この場合には、ナタ目金型11はばね部材11bに抗しながら下降し、ナタ目加工や切断加工に供する。
また、高さ調整ブロック10が後退し、上板3とナタ目金型11の間に無い状態で上板3が下降すると、ナタ目金型11はばね部材11bにて支えられるようにして上昇退避することになり、刃先11aが被加工材(製品)に当たるのを防ぐことができる。
なお、図11に示すようにナタ目金型11のナタ目刃11aとは対称的に据込み金型21側にもナタ目刃21aを設けると被加工材にV字状の対称的なナタ目形状が得られ、六角レンチの生産の場合にV字状底部で切断することで製品後端と材料先端の両方同時にナタ目状の面取り加工が出来る。
また、この据込み金型21のナタ目刃21aにて製品の後端末位置決めとしての役目もする。
このように、各加工金型の高さ調整ブロックを抜き挿しすることで、加工に寄与する金型を選択変更使用可能になり、同一の金型で送り機構や回転機構による工程と組み合わせて複数の金型で材料の高さの異なる部位の加工を行うことや、加圧力が伝達される金型を選択し、フレキシブルな加工が可能になっている。
【0007】
上板3には、据込み金型21の両脇に一対の突き当てブロック27が設けられている。
突き当てブロック27は、先に説明したように据込み金型21の上下スライドのガイド部としての役割の他に、精密で安定したストローク位置決めのために設けられ、シリンダー32が駆動し、位置決めブロック31が前進し、突き当てブロック27下方位置に移動した場合は、上板3が下降した際に位置決めブロック31上面に突き当てブロック27の下面が当たり、プレス加工はその位置で規制されるとともに、例えば、位置決めブロック31の下面とブロック35の間に他端が下型の底部に接したカム部材等を配置しておくと、位置決めブロック31に伝達された加圧力がカム部材を介して下型の底部に上昇方向の力を伝達することも可能になる。
位置決めブロック31が突き当てブロック27下方から後退、退避、移動した場合は、突き当てブロック27の先端が下型6を載せているブロック35の上端に当たるまでスライドストロークが長くなる。
これにより、以下説明するように、曲げ加工等も出来る。
据込み金型21の手前のナタ目金型11に対向する位置には、曲げパンチ25が取り付けられ、その上部には高さ調整ブロック20が入出するための凹みが設けられている。
従って、据込み金型21及びナタ目金型11の高さ調整ブロックが後退退避し、位置決めブロックを後退退避させると、今度は曲げパンチ25が曲げ加工に寄与することになる。
【0008】
次に、工程順に動作を説明するが、図11に基づいて説明したばね部材11b及び23aの表示は省略してある。
図2〜図9は、図1の状態から材料を加工する状態の変化を示した模式的な要部図である。
図10は、材料の長手方向を通る縦断面端面を、金型と高さ調整ブロックの位置関係が分かるように模式的に描いた図である。
図1の状態を表している図10(イ)において、上板3は上死点に位置し、据込みシリンダー22のピストンロッド24が前進し、高さ調整ブロック20が据込み金型21と上板3の間に挿入されている。
図10(イ)の状態からプレス加工を実施した状態が図2と図10(ロ)の状態である。
上板3からの加圧力は、高さ調整ブロック20を介して据込み金型21にのみ伝わり、棒材1を加圧し、六角レンチの外形の荒仕上げが施される。
次に、上板は上昇し再び図1の状態となる。
この時、回転機構37により棒材1を60°回転し、再び図2の状態のように成形することで、順次角度を変えて成形が可能となっている。
また、送り機構36により棒材1の加工部位を変えることも可能となっている。
【0009】
次に、図3及び図10(ハ)に示すように、シリンダー12のピストンロッド14が前進し、高さ調整ブロック10がナタ目金型11と上板3との間に挿入され、ナタ目金型11及び据込み金型20に加圧力が伝達される状態となる。
この状態から上板が下降し加工を行っている状態を図4及び図10(ニ)に示す。
上板は図2及び図10(ロ)における荒加工の場合よりも、極く僅かだけ更に下降するように設定される。
サーボ機構プレスを使用している為、上下動作する上板3を下げる位置を細かく制御出来、また、加圧速度も変えることができて、荒加工から仕上げ加工までを金型を交換することなく行うことが可能となっている。
また、突き当てブロック27は位置決めブロック31に突き当たるようになっている。
この場合に、先に説明したように位置決めブロック31からカム部材等を介して加圧力を下型の底部に上昇力として伝達すると加工中心が安定し、熱変動等に対しても高精度な加工が安定して行うことができる。
この時、据込み金型21にて仕上げ成形が行われる。
また、ナタ目金型11にも上板3から力の圧力が伝達され、被加工材に対してナタ目つけ加工が行われる。
図3及び図10(ハ)から図4及び図10(ニ)の工程も回転機構37により被加工材の角度を変化させて角度毎の成形を行うことが出来る。
【0010】
図5は、高さ調整ブロック10と高さ調整ブロック20がナタ目金型11もしくは据込み金型21の上方の隙間からシリンダー12及びシリンダー22が駆動することで後退退避した状態である。
また、位置決めブロック31も後退退避している。
この状態の位置関係を表した図を図10(ホ)に示す。
この状態から上板3が下降し、被加工材にナタ目金型11や据込み金型21が当接し、ナタ目金型及び据込み金型が上昇退避するが、ナタ目金型が上板に当たると、ナタ目金型に加圧力が加わり、被加工材はこのナタ目金型により切断される。
この上板が下降した状態を図6及び図10(ヘ)に示す。
なお、このとき据込み金型21の上面は、上板3との間に僅かに隙間を残しているため、据込み金型21による被加工材の成形は行われない。
この切断加工はサーボ機構プレスの速度制御により、最も適した速度で行われる。
【0011】
図6の状態から上板が上昇し、送り機構が動作して被加工材を送り、再び被加工材を引き戻すと切断された先端部分だけが残されて、その先端部分が下型より飛び出し、図7に示す状態となる。
この状態の位置関係を表した図を図10(ト)に示す。
次に上板3が下降すると、図8及び図10(チ)の状態となる。
被加工材の下型6より飛び出した部分が曲げパンチ25により曲げられ、製品2となる。
据込み金型21はその上面が上板3と接していないため、材料の成形は行っていないが、被加工材を押さえることで、曲げパンチ25による曲げ加工を可能としている。
図8の状態から上板が上昇した状態を図9に示す。
製品2が下型6上に出来上がっている。
一連の加工が終了し、製品2が払い出され、新しい棒材1(被加工材)が下型6上に送り出された状態を図10(リ)に示す。
【0012】
【発明の効果】
本発明におけるプレス機用金型においては、一台のプレス機械で荒加工から仕上げ加工、ナタ目加工、切断、曲げ加工等まで連続して行うことが出来るため、複数の装置で加工を行っていた場合と比較して、材料の搬送の必要がなく、リードタイム短縮の効果があり、装置台数及び装置スペース及び装置間の仕掛り品スペースの削減の効果もあり、製造コストの低減の効果がある。
また、順送型の金型と比較して、複数の加工金型の組み合わせによりフレキシブルに連結して加工を行うことが出来、金型全体の設計コストの低減の効果があり、各金型毎に調整が可能であり、金型の保守に要するコストを低減することが出来る。
【図面の簡単な説明】
【図1】本発明に係る金型の要部斜視図を示す。
【図2】据込み金型で荒加工している状態を示す。
【図3】上型が上昇した状態を示す。
【図4】据込み金型とナタ目金型で仕上げ加工及びナタ目加工をしている状態を示す。
【図5】据込み金型とナタ目金型の高さ調整ブロックが退避し、位置決めブロックが後退した状態を示す。
【図6】被加工材を切断した状態を示す。
【図7】被加工材を部分的に送り込んだ状態を示す。
【図8】被加工材の曲げ加工の状態を示す。
【図9】六角レンチの加工が終了した状態を示す。
【図10】本発明に係る金型を用いて六角レンチを成形する場合の工程の流れを示す。
【図11】加工金型の選択使用の基本構造例を示す。
【符号の説明】
1 棒材(被加工材)
2 製品
3 上板
4 下板
5 上型
6 下型
10 ナタ目金型高さ調整ブロック
11 ナタ目金型
11a ナタ目刃
11b ばね部材
12 ナタ目シリンダー
13 ナタ目金型ガイド部材
14 ピストンロッド
20 据込み金型高さ調整ブロック
21 据込み金型
21a ナタ目刃
22 据込みシリンダー
23 据込み金型ストッパーピン(ガイド部材)
23a ばね部材
24 ピストンロッド
25 曲げパンチ
27 突き当てブロック
31 位置決めブロック
32 シリンダー
33 ピストンロッド
35 ブロック
36 送り機構
37 回転機構
Claims (3)
- プレス機に装着使用される金型において、プレス機の上部プレートに連結固定される上板を備え、この上板の下部に上下スライド自在に複数の加工金型を備え、上記上板とそれぞれの加工金型との間にその加工金型の上下方向のスライドを規制又は規制解除する高さ調整ブロックを備え、プレス機の下部プレートに取り付けられる下型を備えたことを特徴とするプレス機用金型。
- 加工工程毎に被加工材を回転又は移送可能に、この被加工材の把持手段を備えたことを特徴とする請求項1記載のプレス機用金型。
- プレス機の下部プレートに連結固定される下板を備え、この下板に下型を備えるとともに、下板に上型のストローク長さを位置決め又は規制解除可能に位置決めブロックを備えたことを特徴とする請求項1又は請求項2記載のプレス機用金型。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003052064A JP2004255455A (ja) | 2003-02-27 | 2003-02-27 | プレス機用金型 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003052064A JP2004255455A (ja) | 2003-02-27 | 2003-02-27 | プレス機用金型 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004255455A true JP2004255455A (ja) | 2004-09-16 |
Family
ID=33117022
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003052064A Pending JP2004255455A (ja) | 2003-02-27 | 2003-02-27 | プレス機用金型 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004255455A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106424233A (zh) * | 2016-06-30 | 2017-02-22 | 无锡前洲兴华机械有限公司 | 一种固定牢靠的折弯机 |
-
2003
- 2003-02-27 JP JP2003052064A patent/JP2004255455A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106424233A (zh) * | 2016-06-30 | 2017-02-22 | 无锡前洲兴华机械有限公司 | 一种固定牢靠的折弯机 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108580776A (zh) | 一种全自动多工位锻造液压机 | |
| EP2808102B1 (en) | Two parallel staggered rows die forming system for approximately circular shape parts, in order to limit sheet scraps in productions by coil fed transfer presses | |
| CN103586393A (zh) | 一种加工汽车安全带限力扭杆用装置 | |
| KR101498997B1 (ko) | 헤드레스트 스테이 홈 성형 및 벤딩 장치 | |
| CN112620417A (zh) | 一种高精度的可灵活成型折弯模具 | |
| JP2019072837A (ja) | 切断装置 | |
| US4166372A (en) | Multi-station transfer press having punch extending means | |
| CN2936484Y (zh) | 一种钢钩的成型模具 | |
| JP4513995B2 (ja) | タレットパンチプレス及びそのタレットパンチプレスを使用する加工方法 | |
| CN202667410U (zh) | 一种双工位连续冲压级进模 | |
| US10857581B2 (en) | Machine for bending metal including an adjustable backgauge | |
| JP2004255455A (ja) | プレス機用金型 | |
| KR101788480B1 (ko) | 파이프 절단장치의 받침코어 고정장치 | |
| CN211360345U (zh) | 一种基于u型钣金件的二次折弯模 | |
| CN211679648U (zh) | 一种便于更换模具的冲床 | |
| CN208772275U (zh) | 一种快速换模结构 | |
| CN200939482Y (zh) | 叉类锻件的切边模 | |
| CN106424453A (zh) | 一种钢勾自动加工设备 | |
| CA2424367C (en) | Forging press comprising an adjusting device on the matrix side thereof | |
| KR20210017804A (ko) | 프레스 장치 | |
| CN107159955B (zh) | 一种精确剪切下料装置 | |
| CN113305197B (zh) | 一种通用式机械曲面钣金件成型装置及其成型方法 | |
| JP2005224820A (ja) | 多段式圧造成形機 | |
| CN210139001U (zh) | 一种防伤铆合装置 | |
| CN113878044B (zh) | 工件冲压模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060213 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070713 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070723 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20071114 |