JP2004191925A - Preform for plastic optical member, its manufacturing method, and plastic optical fiber - Google Patents
Preform for plastic optical member, its manufacturing method, and plastic optical fiber Download PDFInfo
- Publication number
- JP2004191925A JP2004191925A JP2003273271A JP2003273271A JP2004191925A JP 2004191925 A JP2004191925 A JP 2004191925A JP 2003273271 A JP2003273271 A JP 2003273271A JP 2003273271 A JP2003273271 A JP 2003273271A JP 2004191925 A JP2004191925 A JP 2004191925A
- Authority
- JP
- Japan
- Prior art keywords
- hollow tube
- plastic optical
- preform
- polymerization
- refractive index
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Optical Fibers, Optical Fiber Cores, And Optical Fiber Bundles (AREA)
Abstract
Description
本発明は、プラスチック光学部材用プリフォームの製造方法、ならびにそれによって作製されたプリフォームおよびプラスチック光ファイバに関し、特に、伝送損失の小さな屈折率分布型プラスチック光ファイバ用プリフォームの製造方法等に関する。 The present invention relates to a method for manufacturing a preform for a plastic optical member, and a preform and a plastic optical fiber manufactured by the method, and more particularly to a method for manufacturing a preform for a refractive index distribution type plastic optical fiber having a small transmission loss.
プラスチック光学部材は、同一の構造を有する石英系の光学部材と比較して、製造および加工が容易であること、および低価格であること等の利点があり、近年、光ファイバおよび光レンズなど種々の応用が試みられている。その中でもプラスチック光ファイバは、素線が全てプラスチックで構成されているため、伝送損失が石英系と比較してやや大きいという短所を有するものの、良好な可撓性を有し、軽量で、加工性がよく、石英系光ファイバと比較して口径の大きいファイバとして製造し易く、さらに低コストに製造可能であるという長所を有する。従って、伝送損失の大きさが問題とならいない程度の短距離用の光通信伝送媒体として種々検討されている。 Plastic optical members have advantages such as easy manufacture and processing and low cost compared to quartz-based optical members having the same structure. Recently, plastic optical members have various advantages such as optical fibers and optical lenses. The application of is tried. Among them, plastic optical fibers are all made of plastic, so the transmission loss is slightly larger than that of quartz, but they have good flexibility, light weight, and workability. It is easy to manufacture as a fiber having a large diameter as compared with a silica-based optical fiber, and can be manufactured at a lower cost. Therefore, various studies have been made on optical communication transmission media for short distances where the magnitude of transmission loss is not a problem.
プラスチック光ファイバは、重合体をマトリックスとする有機化合物からなる芯(本明細書において「コア部」と称する)、および該コア部と屈折率が異なる(一般的には低屈折率の)有機化合物からなる外殻(本明細書において「クラッド部」と称する)を少なくとも有している。特に、中心から外側に向かって屈折率の分布を有するコア部を備えた屈折率分布型プラスチック光ファイバは、高い伝送容量を有する光ファイバとして最近注目されている。この屈折率分布型プラスチック光ファイバの製法の一つに、界面ゲル重合法を利用して、光ファイバ母材(本明細書において、「プリフォーム」と称する)を作製し、その後、前記プリフォームを延伸する方法がある。この製造方法では、まず、メチルメタクリレート(MMA)等の重合性モノマーを、充分な剛性のある重合容器に入れて、該容器を回転させつつ、モノマーを重合させて、ポリメタクリレート(PMMA)等の重合体からなる中空管を作製する。該中空管はクラッド部となる。次に、該中空管の中空部にコア部の原料となるMMA等のモノマー、開始剤、連鎖移動剤および屈折率調整剤などを注入して、中空管内部で界面ゲル重合を行い、コア部を形成する。界面ゲル重合により形成されたコア部には、含有される屈折率調整剤等の濃度分布があり、そのことによって、コア部には屈折率の分布が生じる。このようにして得られたプリフォームを、180℃〜250℃程度の雰囲気中で加熱延伸することにより、屈折率分布型プラスチック光ファイバが得られる(例えば、特許文献1参照)。 A plastic optical fiber includes a core made of an organic compound having a polymer matrix (referred to herein as a “core part”), and an organic compound having a refractive index different from that of the core part (generally having a low refractive index). And at least an outer shell (referred to herein as a “cladding portion”). Particularly, a refractive index distribution type plastic optical fiber having a core portion having a refractive index distribution from the center toward the outside has recently attracted attention as an optical fiber having a high transmission capacity. An optical fiber preform (referred to as “preform” in the present specification) is produced by utilizing an interfacial gel polymerization method as one of the methods for producing the gradient index plastic optical fiber, and then the preform is formed. There is a method of stretching. In this production method, first, a polymerizable monomer such as methyl methacrylate (MMA) is placed in a sufficiently rigid polymerization vessel, and the monomer is polymerized while rotating the vessel to obtain polymethacrylate (PMMA) or the like. A hollow tube made of a polymer is prepared. The hollow tube becomes a clad portion. Next, a monomer such as MMA that is a raw material of the core part, an initiator, a chain transfer agent, a refractive index adjuster, and the like are injected into the hollow part of the hollow pipe, and interfacial gel polymerization is performed inside the hollow pipe. A core part is formed. The core portion formed by the interfacial gel polymerization has a concentration distribution of the refractive index adjusting agent and the like contained therein, which causes a refractive index distribution in the core portion. The preform thus obtained is heated and stretched in an atmosphere of about 180 ° C. to 250 ° C. to obtain a gradient index plastic optical fiber (see, for example, Patent Document 1).
上記の方法で製造される屈折率分布型プラスチック光ファイバでは、コアとクラッドとの屈折率の差を充分に大きくすることが困難なため、該プラスチック光ファイバを曲げると、湾曲部分から光が漏洩し、伝送損失が大きくなることが知られている。この問題を解決するために、屈折率の小さい透明樹脂を反射層として設ける方法が提案されている(例えば、特許文献2参照)。しかし、このような反射層を設けた場合、プラスチック光ファイバの曲げ損失は改善されるものの、伝送損失が増加するといった問題があった。プラスチック光ファイバの伝送損失を改善する目的で、クラッド中空管の内壁面の表面粗さを特定の範囲に調整したプラスチック光ファイバの製造方法が知られている(例えば、特許文献3〜5)。しかし、これらは、屈折率分布のないSI型といわれる光ファイバに関するものであり、クラッド中空管の内壁面の平均粗さが、コア/クラッド界面における散乱による性能低下に直接影響することについて述べられたものであった。 In the gradient index plastic optical fiber manufactured by the above method, it is difficult to sufficiently increase the difference in refractive index between the core and the clad. Therefore, when the plastic optical fiber is bent, light leaks from the curved portion. However, it is known that transmission loss increases. In order to solve this problem, a method of providing a transparent resin having a small refractive index as a reflective layer has been proposed (see, for example, Patent Document 2). However, when such a reflective layer is provided, although the bending loss of the plastic optical fiber is improved, there is a problem that the transmission loss increases. In order to improve the transmission loss of a plastic optical fiber, a method of manufacturing a plastic optical fiber in which the surface roughness of the inner wall surface of the clad hollow tube is adjusted to a specific range is known (for example, Patent Documents 3 to 5). . However, these are related to an optical fiber called SI type with no refractive index distribution, and the average roughness of the inner wall of the clad hollow tube directly affects the performance degradation due to scattering at the core / cladding interface. It was what was done.
一方、いわゆるGI型といわれる屈折率分布型の光ファイバはその屈折率分布によって性能が向上するものであり、屈折率分布が安定した構造となっていることが必要である。さらに、一旦プリフォームを作製した後、該プリフォームを延伸することによって製造するため、プリフォームのクラッド内壁面の平均粗さが、延伸後のコア径に大きく影響することが分かった。即ち、GI型のプラスチック光ファイバでは、プリフォームにおけるクラッド管の内壁面の平均粗さが、伝送性能に大きく影響し、種々の問題を生じていた。
本発明は前記諸問題に鑑みなされたものであって、屈折率分布構造が長手方向に均一で、且つコア部径の変動が少ないプラスチック光学部材用プリフォームを安定的に製造可能な方法を提供することを課題とする。また、本発明は、伝送損失が低く、且つ伝送帯域が広いプラスチック光ファイバを安定的に製造可能な方法を提供することを課題とする。 The present invention has been made in view of the above problems, and provides a method capable of stably producing a preform for a plastic optical member having a refractive index distribution structure that is uniform in the longitudinal direction and little fluctuation in the core diameter. The task is to do. Another object of the present invention is to provide a method capable of stably producing a plastic optical fiber having a low transmission loss and a wide transmission band.
前記課題を解決するための手段は以下の通りである。
(1) 中心から半径方向にかけて屈折率が連続的に低下する屈折率分布型のコアと、コア中心部の屈折率よりも0.03以上小さい屈折率を有するクラッド部とを有するプラスチック光学部材用プリフォームの製造方法であって、前記クラッド部となる、内壁の算術平均粗さが0.4μm未満であるポリマーからなる中空管を作製する第一の工程と、該中空管の中空部で重合性組成物を重合しコア部を形成する第二の工程とを含むプラスチック光学部材用プリフォームの製造方法。
(2) 前記第一の工程において、溶融押出し法または射出成形法によって成形して中空管を作製する(1)に記載のプラスチック光学部材用プリフォームの製造方法。
Means for solving the above-mentioned problems are as follows.
(1) For a plastic optical member having a refractive index distribution type core whose refractive index continuously decreases from the center to the radial direction, and a clad portion having a refractive index smaller than the refractive index of the core central portion by 0.03 or more. A preform manufacturing method, the first step of producing a hollow tube made of a polymer having an arithmetic average roughness of an inner wall of less than 0.4 μm, which is the cladding portion, and the hollow portion of the hollow tube And a second step of polymerizing the polymerizable composition to form a core part.
(2) The method for producing a preform for a plastic optical member according to (1), wherein in the first step, a hollow tube is produced by molding by a melt extrusion method or an injection molding method.
(3) 前記中空管がフッ素含有モノマーの単独重合体または共重合体からなる(1)または(2)に記載のプラスチック光学部材用プリフォームの製造方法。(4) 前記重合性組成物を充填する前に、前記中空管の内壁面に、コア部のマトリックスと同一組成となるポリマーからなるアウターコア層を形成する(1)〜(3)のいずれかに記載のプラスチック光学部材用プリフォームの製造方法。
(5) 前記中空管が、フッ化ビニリデンを重合成分として10%以上含有するフッ素樹脂からなる(1)〜(4)のいずれかに記載のプラスチック光学部材用プリフォームの製造方法。
(6) コア部のマトリックスが脂環式炭化水素基を側鎖に有するアクリル樹脂である(1)〜(5)のいずれかに記載のプラスチック光学部材用プリフォームの製造方法。
(3) The method for producing a preform for a plastic optical member according to (1) or (2), wherein the hollow tube is made of a homopolymer or copolymer of a fluorine-containing monomer. (4) Before filling the polymerizable composition, an outer core layer made of a polymer having the same composition as the matrix of the core portion is formed on the inner wall surface of the hollow tube. A method for producing a preform for a plastic optical member according to claim 1.
(5) The method for producing a preform for a plastic optical member according to any one of (1) to (4), wherein the hollow tube is made of a fluororesin containing 10% or more of vinylidene fluoride as a polymerization component.
(6) The method for producing a preform for a plastic optical member according to any one of (1) to (5), wherein the matrix of the core part is an acrylic resin having an alicyclic hydrocarbon group in the side chain.
(7) (1)〜(6)のいずれかに記載のプラスチック光学部材用プリフォームの製造方法によって得られるプラスチック光学部材用プリフォーム。
(8) (7)に記載のプラスチック光学部材用プリフォームを加熱しながら400倍以上20000倍以下に延伸するプラスチック光ファイバの製造方法。
(9) (10)に記載のプラスチック光ファイバの製造方法によって得られるプラスチック光ファイバ。
(7) A preform for a plastic optical member obtained by the method for producing a preform for a plastic optical member according to any one of (1) to (6).
(8) A method for producing a plastic optical fiber, wherein the preform for a plastic optical member according to (7) is stretched by 400 times to 20000 times while being heated.
(9) A plastic optical fiber obtained by the method for producing a plastic optical fiber according to (10).
なお、本明細書において、「中心から外側に向かって屈折率の分布を有する」
とは、中心から外側に向かう特定の方向において屈折率の分布があればよく、例
えば、前記コア部となる領域が円柱形状の場合は、該円柱の断面の中心から半径
方向外側に向かって屈折率の分布があれば足りるものであり、円柱の長尺方向に
も屈折率の分布があることを必要とするものではない。
In this specification, “having a refractive index distribution from the center toward the outside”
Means that there is a distribution of refractive index in a specific direction from the center to the outside. For example, when the region to be the core part is a cylinder, it is refracted from the center of the section of the cylinder to the outside in the radial direction. The distribution of the rate is sufficient, and it is not necessary to have the refractive index distribution in the longitudinal direction of the cylinder.
本発明によれば、屈折率分布構造が長手方向に均一で、且つコア部径の変動が少ないプラスチック光学部材用プリフォームを安定的に製造可能な方法を提供することができる。また、本発明によれば、伝送損失が低く、且つ伝送帯域が広いプラスチック光ファイバを安定的に製造可能な方法を提供することができる。 According to the present invention, it is possible to provide a method capable of stably producing a preform for a plastic optical member that has a refractive index distribution structure that is uniform in the longitudinal direction and that has little fluctuation in the core part diameter. Further, according to the present invention, it is possible to provide a method capable of stably producing a plastic optical fiber having a low transmission loss and a wide transmission band.
以下、本発明について詳細に説明する。
本発明は、いわゆるGI型プラスチック光学部材およびそのプリフォームの製造方法に関する。具体的には、中心から半径方向にかけて屈折率が連続的に低下する屈折率分布型のコアと、コア中心部の屈折率よりも0.03以上小さい屈折率を有するクラッド部とを有するプラスチック光学部材およびそのプリフォームの製造方法に関する。
Hereinafter, the present invention will be described in detail.
The present invention relates to a so-called GI type plastic optical member and a method for manufacturing a preform thereof. Specifically, a plastic optical having a refractive index distribution type core whose refractive index continuously decreases from the center to the radial direction, and a clad portion having a refractive index smaller than the refractive index of the core central portion by 0.03 or more. The present invention relates to a member and a method for manufacturing a preform thereof.
本発明のプリフォームの製造方法は、クラッド部となるポリマーからなる中空管を作製する第一の工程と、該中空管の中空部でコア部形成用の重合性組成物を重合しコア部を形成する第二の工程とを含み、前記中空管の内壁の算術平均粗さが0.4μm未満であることを特徴とする。前記中空管の内壁の表面粗さを前記範囲とすることで、コア/クラッド界面における散乱を軽減し、且つ延伸等によって光ファイバの形態に加工した後のコア部径が変動してしまうのを軽減している。その結果、散乱による伝送損失が少なく、且つ屈折率分布構造の不均一化による帯域特性の低下が少ない、高性能のプラスチック光ファイバを安定的に製造することができる。また、コア径の変動が少なく且つ均一な屈折率分布を有するプリフォームを安定的に作製できるので、生産性の向上にも寄与する。 The method for producing a preform of the present invention includes a first step of producing a hollow tube made of a polymer to be a cladding part, and a polymerizable composition for forming a core part is polymerized in the hollow part of the hollow tube to form a core And an arithmetic average roughness of the inner wall of the hollow tube is less than 0.4 μm. By setting the surface roughness of the inner wall of the hollow tube within the above range, scattering at the core / cladding interface is reduced, and the diameter of the core portion after being processed into an optical fiber shape by stretching or the like fluctuates. Has been reduced. As a result, it is possible to stably manufacture a high-performance plastic optical fiber that has a small transmission loss due to scattering and a small decrease in band characteristics due to non-uniform refractive index distribution structure. In addition, a preform having a uniform refractive index distribution with little variation in the core diameter can be stably produced, which contributes to an improvement in productivity.
まず、クラッド部となるポリマーからなる中空管を作製する第一の工程につい
て説明する。
第一の工程によって作製されるクラッド部となる中空管は、その内壁の算術平均粗さが0.4μm未満であり、0.3μm以下が好ましく、0.25μm以下が特に好ましい。下限としては粗さの全くない0μmが好ましいが、各製法を勘案しても実質的に0.05μm程度が下限と考えられる。また、このとき得られた中空管内周の形状は真円もしくは真円に限りなく近いことが望ましく、その真円度は98%以上であることが好ましい。また、中空管の肉厚が均一であれば、延伸工程において延伸後にファイバの外径測定による延伸条件の制御が行いやすいので好ましい。
First, a first process for producing a hollow tube made of a polymer that becomes a clad portion will be described.
The hollow tube to be the clad portion produced by the first step has an arithmetic average roughness of its inner wall of less than 0.4 μm, preferably 0.3 μm or less, particularly preferably 0.25 μm or less. The lower limit is preferably 0 μm with no roughness, but the lower limit is considered to be substantially about 0.05 μm even when each manufacturing method is taken into consideration. In addition, the shape of the inner periphery of the hollow tube obtained at this time is desirably a perfect circle or nearly perfect circle, and the roundness is preferably 98% or more. Moreover, it is preferable that the thickness of the hollow tube is uniform, since it is easy to control the drawing conditions by measuring the outer diameter of the fiber after drawing in the drawing process.
中空管の内壁の算術平均粗さは、中空管の作製方法、例えば、成形により作製する場合は成形条件等を適宜選択することによって前記範囲に調整することができる。例えば、溶融押出し成形によって中空管を作製する場合は、溶融した樹脂の押し出し量や、作製した中空管の引出し速度を一定に維持すること、および溶融樹脂がダイからリップにかけて滞留や偏流がないように十分均一に流れる条件に設定することが必要である。また、後述する回転重合法によって作製する場合は、回転重合時に回転軸の軸ズレが無いことが必要である。さらに、空気中の塵埃の巻き込みにより突起が生じたり、ダイスに付着した塵埃や樹脂のかすなどにより、押し出し時に傷が付くなど、雰囲気中や系中に混入した塵埃によって、内壁面の平滑性を損なう場合がある。従って、製造中の雰囲気や系内からは塵埃等の異物を排除するのが好ましい。さらに、コア部を形成する際に、ハンドリング不良によって、内壁面に傷を付ける場合もあるので、同様に排除しなくてはならない。 The arithmetic mean roughness of the inner wall of the hollow tube can be adjusted to the above range by appropriately selecting the forming method of the hollow tube, for example, when forming by forming. For example, when a hollow tube is produced by melt extrusion molding, the extrusion amount of the melted resin, the drawing speed of the produced hollow tube is maintained constant, and the molten resin is retained from the die to the lip and is not drifted. It is necessary to set the conditions so that it flows sufficiently evenly. Moreover, when producing by the rotational polymerization method mentioned later, it is necessary that there is no axial shift | offset | difference of a rotating shaft at the time of rotational polymerization. Furthermore, the inner wall surface is smoothed by dust mixed in the atmosphere or the system, such as protrusions caused by entrainment of dust in the air, or scratches during extrusion due to dust or resin debris adhering to the die. It may be damaged. Therefore, it is preferable to exclude foreign matters such as dust from the atmosphere during production and the system. Furthermore, when the core portion is formed, the inner wall surface may be damaged due to a handling failure, and thus must be eliminated in the same manner.
クラッド部は、コア部を伝送する光がそれらの界面で全反射するために、コア部の屈折率より低い屈折率を有し、非晶性であり、コア部との密着性が良く、タフネスに優れ、耐湿熱性にも優れているものが好ましく用いられる。これらの観点から、クラッド部は、フッ素含有モノマーの単独重合体または共重合体からなるのが好ましい。フッ素含有モノマーとしてはフッ化ビニリデンが好ましく、フッ化ビニリデンを10質量%以上含有する1種以上の重合性モノマーを重合させて得られるフッ素樹脂が好ましい。 The clad part has a refractive index lower than the refractive index of the core part because the light transmitted through the core part is totally reflected at the interface between them, is amorphous, has good adhesion to the core part, and has toughness. Those excellent in heat resistance and moisture and heat resistance are preferably used. From these viewpoints, the clad portion is preferably made of a homopolymer or copolymer of a fluorine-containing monomer. As the fluorine-containing monomer, vinylidene fluoride is preferable, and a fluorine resin obtained by polymerizing one or more polymerizable monomers containing 10% by mass or more of vinylidene fluoride is preferable.
また、クラッド部は、光学的特性、機械的特性および製造安定性の点から、コア部との界面が、コア部のマトリックスと同一組成のポリマーからなるのが好ましい。例えば、コア部との界面(即ち、中空管の内壁面)に、コア部のマトリックスと同一組成のポリマーからなるアウターコア層を形成することに、コア部とクラッド部との界面状態を矯正することができる。アウターコア層の詳細については後述する。勿論、アウターコア層を形成せずに、クラッド部そのものを、コア部のマトリックスと同一組成のポリマーから形成することもできる。 Moreover, it is preferable that a clad part consists of a polymer of the same composition as the matrix of a core part from the point of an optical characteristic, a mechanical characteristic, and manufacturing stability. For example, by forming an outer core layer made of a polymer having the same composition as the matrix of the core part at the interface with the core part (that is, the inner wall surface of the hollow tube), the interface state between the core part and the cladding part is corrected. can do. Details of the outer core layer will be described later. Of course, without forming the outer core layer, the cladding part itself can be formed of a polymer having the same composition as the matrix of the core part.
また、後述の溶融押出し法により重合体を成形して、クラッド部を作製する場合は、重合体の溶融粘度が適当であることが必要である。この溶融粘度については、相関する物性として分子量が用いられ、重量平均分子量が1万〜100万の範囲であることが適当であり、より好ましくは5万〜50万の範囲である。 Moreover, when forming a clad part by shape | molding a polymer with the below-mentioned melt extrusion method, it is necessary for the melt viscosity of a polymer to be suitable. Regarding the melt viscosity, molecular weight is used as a correlated physical property, and the weight average molecular weight is suitably in the range of 10,000 to 1,000,000, more preferably in the range of 50,000 to 500,000.
さらに、できるだけコア部へ水分が浸入することを防ぐことが好ましく、そのためには、ポリマーの吸水率が低いポリマーをクラッド部の素材(材料)として用いるのが好ましい。すなわち飽和吸水率(以下、吸水率と称する)が1.8%未満のポリマーを用いてクラッド部を作製するのが好ましい。より好ましくは1.5%未満のポリマー、さらに好ましくは1.0%未満のポリマーを用いてアウターコアを作製するのが好ましい。ここで本発明における吸水率(%)は、ASTMD570試験法に従い、23℃の水中に試験片を1週間浸漬し、そのときの吸水率を測定することにより算出することができる。 Furthermore, it is preferable to prevent moisture from entering the core portion as much as possible. For that purpose, it is preferable to use a polymer having a low water absorption rate as a material of the cladding portion. That is, it is preferable to produce a clad part using a polymer having a saturated water absorption rate (hereinafter referred to as a water absorption rate) of less than 1.8%. More preferably, the outer core is produced using less than 1.5% polymer, more preferably less than 1.0% polymer. Here, the water absorption rate (%) in the present invention can be calculated by immersing the test piece in water at 23 ° C. for 1 week according to the ASTM D570 test method and measuring the water absorption rate at that time.
前記中空管は、モノマーを重合させつつ成形して製造してもよいし、重合体を一旦製造した後、該重合体を溶融押出し法または射出成形法によって成形して作製することもできる。 The hollow tube may be produced by molding while polymerizing monomers, or may be produced by once producing a polymer and then molding the polymer by a melt extrusion method or an injection molding method.
モノマーを重合させつつ中空管状に成形してクラッド部を作製する場合は、例えば特許第3332922号公報に記載されているように、円筒形状の重合容器に、クラッド部の原料となるモノマーを注入、両端を塞ぎ、該重合容器を回転(好ましくは、円筒の軸を水平に維持した状態で回転)させつつ、前記モノマーを重合させることにより、重合体からなる中空管を作製することができる。この時に、特開平8−110419号公報に記載されている様に、原料をプレ重合して原料の粘度を上昇させてから、重合を行ってもよい。 In the case of producing a clad part by forming a hollow tube while polymerizing the monomer, for example, as described in Japanese Patent No. 3332922, a monomer as a raw material for the clad part is injected into a cylindrical polymerization vessel, A hollow tube made of a polymer can be produced by polymerizing the monomer while closing both ends and rotating the polymerization vessel (preferably rotating with the cylinder axis kept horizontal). At this time, as described in JP-A-8-110419, polymerization may be performed after pre-polymerizing the raw material to increase the viscosity of the raw material.
重合容器内には、モノマーとともに、重合開始剤、連鎖移動剤および所望により添加される安定剤などを注入することができる。使用可能なモノマー等の具体例については、後述するコア部の原料のそれぞれの具体例と同様である。その添加量については、用いるモノマーの種類等に応じて好ましい範囲を適宜決定することができる。一般的には、重合開始剤は、重合性モノマーに対して、0.10〜1.00質量%添加するのが好ましく、0.40〜0.60質量%添加するのがより好ましい。また、前記連鎖移動剤は、重合性モノマーに対して、0.10〜0.40質量%添加するのが好ましく、0.15〜0.30質量%添加するのがより好ましい。重合温度および重合時間は、用いるモノマーによって異なるが、一般的には、重合温度は60〜90℃であるのが好ましく、重合時間は5〜24時間であるのが好ましい。前記回転重合後に、残存するモノマーや重合開始剤を完全に反応させて残留させないことを目的として、該回転重合の重合温度より高い温度での加熱処理を施してもよい。なお、クラッド中空管はたとえば金属管に挿入して回転させてもよいし、直接回転させることもできる。 A polymerization initiator, a chain transfer agent, and a stabilizer added as required can be injected into the polymerization vessel together with the monomer. Specific examples of usable monomers and the like are the same as the specific examples of the raw material of the core part described later. About the addition amount, a preferable range can be suitably determined according to the kind etc. of the monomer to be used. In general, the polymerization initiator is preferably added in an amount of 0.10 to 1.00% by mass, more preferably 0.40 to 0.60% by mass, based on the polymerizable monomer. The chain transfer agent is preferably added in an amount of 0.10 to 0.40% by mass, more preferably 0.15 to 0.30% by mass, based on the polymerizable monomer. Although the polymerization temperature and the polymerization time vary depending on the monomers used, in general, the polymerization temperature is preferably 60 to 90 ° C., and the polymerization time is preferably 5 to 24 hours. After the rotational polymerization, heat treatment at a temperature higher than the polymerization temperature of the rotational polymerization may be performed for the purpose of preventing the remaining monomer and polymerization initiator from reacting completely. The clad hollow tube may be rotated by being inserted into a metal tube, for example, or may be directly rotated.
また、ペレット状や粉末状の樹脂(好ましくはフッ素樹脂)を円筒形状の容器に入れ、両端を塞ぎ、該容器を回転(好ましくは、円筒の軸を水平に維持した状態で回転)させつつ該樹脂の融点以上に加熱し、前記樹脂を溶融させることにより、重合体からなる中空管を作製することができる。この時に、溶融による樹脂の熱または酸化、および熱酸化分解を防ぐために、該重合容器内を窒素やアルゴンなどの不活性気体雰囲気下で行うことや、樹脂を事前に充分乾燥させておくことが好ましい。 In addition, a pellet-like or powder-like resin (preferably fluororesin) is put in a cylindrical container, closed at both ends, and the container is rotated (preferably while rotating with the axis of the cylinder kept horizontal) By heating above the melting point of the resin and melting the resin, a hollow tube made of a polymer can be produced. At this time, in order to prevent heat or oxidation of the resin due to melting and thermal oxidative decomposition, the inside of the polymerization vessel may be performed in an inert gas atmosphere such as nitrogen or argon, or the resin may be sufficiently dried in advance. preferable.
また、重合体を溶融押出ししてクラッド部を形成する場合は、一旦、重合体(好ましくは上記のフッ素樹脂)を作製した後、押出し成形等の成形技術を利用して、所望の形状(本実施の形態では円筒形状)の構造体を得ることもできる。これらに用いられる溶融押出装置としては、主として、インナーサイジングダイ方式とアウターダイ減圧吸引方式の2つのタイプがある。 In addition, when a polymer is melt-extruded to form a clad portion, a polymer (preferably the above-mentioned fluororesin) is once produced, and then a desired shape (the main body) is obtained using a molding technique such as extrusion molding. In the embodiment, a cylindrical structure) can also be obtained. There are mainly two types of melt-extrusion apparatuses used for these: an inner sizing die system and an outer die vacuum suction system.
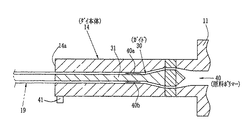
図1に、インナーサイジングダイ方式の溶融押出装置の断面図の一例を示して、インナーサイジングダイ方式の成形の概略を説明する。
装置本体11からベント付き1軸スクリュー押出機(不図示)により、クラッド部の原料ポリマー40がダイ本体14に押出される。ダイ本体14の内部には、原料ポリマー40を流路40a,40bに導くガイド30が挿入されている。原料ポリマー40は、このガイド30を経て、ダイ本体14とインナーロッド31との間の流路40a,40bを通り、ダイの出口14aから押出され、円筒中空管の形状のクラッド19が形成される。クラッド19の押出速度については特に制限されないが、形状を均一に保つとともに、生産性の点から、押出し速度は1cm/min〜100cm/minの範囲であることが好ましい。
FIG. 1 shows an example of a sectional view of an inner sizing die type melt extrusion apparatus, and an outline of inner sizing die type molding will be described.
The
ダイ本体14には、原料ポリマー40を加熱するための加熱装置が設置されているのが好ましい。例えば、原料ポリマー40の進行方向に沿って、ダイ本体14を覆うように1つまたは2以上の加熱装置(例えば、蒸気、熱媒油、電気ヒータなど利用した装置)を設置してもよい。一方、ダイの出口14aでは、温度センサ41を取り付け、この温度センサ41によってダイの出口14aでのクラッド19の温度を測定して温度を調節するのが好ましい。温度は、原料ポリマー40のガラス転移温度以下であることが、クラッド19の形状を均一に保持することが可能となるために好ましい。また、クラッド19の温度が40℃以上であることが、急激な温度変化による形状の変化を抑制することが可能になり好ましい。このクラッド19の温度の制御は、例えば、冷却装置(例えば、水、不凍液、オイルなどの液体や、電子冷却などを使用した装置)をダイ本体14に取り付けてもよいし、ダイ本体14の自然空冷により冷却してもよい。ダイ本体に加熱装置が設置されている場合は、冷却装置は加熱装置の位置より下流に取り付けるのが好ましい。
The die body 14 is preferably provided with a heating device for heating the
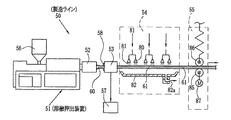
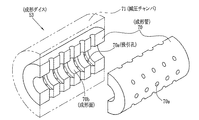
次に、アウターダイ減圧吸引方式の溶融押出し装置の製造ラインの一例を図2に、および成形ダイス53の斜視図の一例を図3に示して、アウターダイ減圧吸引方式の成形の概略を説明する。
図2に示す製造ライン50は、溶融押出装置51と、押出しダイス52と、成形ダイス53と、冷却装置54と、引取装置55とを備える。ペレット投入ホッパ(以下、ホッパと称する)56から投入された原料ポリマーは、溶融押出装置51内部で溶融され、押出しダイス52によって押出され、成形ダイス53に送り込まれる。押出速度Sは、0.1≦S(m/min)≦10の範囲が好ましく、より好ましくは0.3≦S(m/min)≦5.0であり、最も好ましくは0.4≦S(m/min)≦1.0である。しかしながら、本発明において押出速度Sは、前述した範囲に限定されるものではない。
Next, FIG. 2 shows an example of a production line of an outer die vacuum suction type melt extrusion apparatus, and FIG. 3 shows an example of a perspective view of a
The production line 50 shown in FIG. 2 includes a melt extrusion device 51, an extrusion die 52, a forming
図3に示す様に、成形ダイス53は、成形管70を備えており、成形管70に溶融樹脂60を通すことにより、溶融樹脂60が成形され円筒形状のクラッド61が得られる。成形管70には、多数の吸引孔70aが設けられていて、成形管70の外側に設けられた減圧チャンバ71を真空ポンプ57(図2参照)により減圧にすることで、クラッド61の外壁面が、成形管70の成形面(内壁面)70bに密着するために、クラッド61の肉厚が一定になって成形される。なお、減圧チャンバ71内の圧力は、20kPa〜50kPaの範囲とすることが好ましいが、この範囲に限定されるものではない。なお、成形ダイス53の入口に、クラッド61の外径を規定するためのスロート(外径規定部材)58を取り付けるのが好ましい。
As shown in FIG. 3, the forming
成形ダイス53により形状が調整されたクラッド61は、冷却装置54に送られる。冷却装置54には、多数のノズル80が備えられており、それらのノズル80から冷却水81をクラッド61に向けて放水することで、クラッド61を冷却して、固化させる。冷却水81は、受け器82で回収して、排出口82aから排出することもできる。クラッド61は、冷却装置54から引取装置55により引き出される。引取装置55は、駆動ローラ85と加圧ローラ86とが備えられている。駆動ローラ85には、モータ87が取り付けられており、クラッド61の引取速度の調整が可能になっている。また、クラッド61を挟んで駆動ローラ85と対向して配置されている加圧ローラ86により、クラッド61の微小な位置のずれを修正することが可能となっている。この駆動ローラ85の引取速度と溶融押出装置51の押出速度とを調整したり、加圧ローラ86によるクラッド61の移動位置を微調整したりすることにより、クラッド61の形状、特に肉厚を均一にすることが可能となる。
The clad 61 whose shape is adjusted by the molding die 53 is sent to the
また、クラッド部は機械的強度向上や難燃性などの多種の機能性を付与させるために複層からなっていてもよく、内壁の算術平均粗さが特定の範囲の中空管を作製した後、その外壁面をフッ素樹脂等によって被覆することもできる。 In addition, the clad part may be composed of multiple layers in order to give various functions such as mechanical strength improvement and flame retardancy, and a hollow tube having an inner wall arithmetic average roughness in a specific range was produced. Thereafter, the outer wall surface can be covered with a fluororesin or the like.
得られるクラッドの外径D1は光学特性や生産性の観点から、D1≦(mm)50の範囲であることが好ましく、より好ましくは10≦D1(mm)≦30の範囲である。さらに、クラッド部の肉厚tは、2≦t(mm)≦20の範囲であることが好ましい。しかしながら、本発明において、それらの範囲は、前述したものに限定されるものではない。 The outer diameter D1 of the obtained cladding is preferably in the range of D1 ≦ (mm) 50, more preferably in the range of 10 ≦ D1 (mm) ≦ 30, from the viewpoint of optical characteristics and productivity. Furthermore, the thickness t of the cladding part is preferably in the range of 2 ≦ t (mm) ≦ 20. However, in the present invention, these ranges are not limited to those described above.
次に、第二の工程に移行するが、コア部用の重合性組成物を中空管の中空部に注入する前に、中空管の内壁面にアウターコア層を形成してもよい。アウターコア層は、クラッド部とコア部の界面状態を矯正したり、コア部を塊状重合で形成する際に重合が進むようにすることなどを目的として、クラッド部内壁に設けられる。クラッド部の内壁面にアウターコア層を形成する場合は、アウターコア層の内面の算術平均粗さが0.4μm未満であることが必要である。 Next, although it transfers to a 2nd process, before inject | pouring the polymeric composition for core parts into the hollow part of a hollow tube, you may form an outer core layer in the inner wall face of a hollow tube. The outer core layer is provided on the inner wall of the clad part for the purpose of correcting the interface state between the clad part and the core part, or allowing the polymerization to proceed when the core part is formed by bulk polymerization. When the outer core layer is formed on the inner wall surface of the clad portion, the arithmetic average roughness of the inner surface of the outer core layer needs to be less than 0.4 μm.
アウターコア層は、その性格上コア部との塊状重合の際に界面不整が起きないようにコア部重合体との相溶性が高いことが求められる。上記した様に、アウターコア層は、コア部のマトリックスと同一組成のポリマーからなっているのが好ましい。また、コア部への水分の浸入を防ぐためには、吸水率が低いポリマーを用いるのが好ましく、吸水率の好ましい範囲については前記クラッド部と同様である。さらに、溶融押出し法にてアウターコア層を形成する場合は、用いるポリマーの分子量は溶融押出し法に適当な範囲にあることが必要であり、好ましい範囲については前記クラッド部と同様である。 The outer core layer is required to have high compatibility with the core polymer so that no interface irregularity occurs during bulk polymerization with the core. As described above, the outer core layer is preferably made of a polymer having the same composition as the matrix of the core portion. In order to prevent moisture from entering the core portion, it is preferable to use a polymer having a low water absorption rate, and the preferable range of the water absorption rate is the same as that of the cladding portion. Further, when the outer core layer is formed by the melt extrusion method, the molecular weight of the polymer to be used needs to be in an appropriate range for the melt extrusion method, and the preferred range is the same as that of the clad portion.
アウターコア層は、上記クラッド部と同様の方法で作製することができる。例えば、クラッド部を溶融押出し成形する際に、共押出しによって中空管形成と同時に作製することができる。また、クラッド部となる中空管を作製した後、該中空管内部にアウターコア層の原料となる重合性組成物を注入し、該中空管を回転させつつ組成物を重合させることによって、該中空管の内壁面にアウターコア層を形成することができる。さらに、前記中空管の内部に、アウターコア層用ポリマーを注入し、該中空管を加熱しつつ回転させ、該ポリマーを溶融状態にして、中空管の内壁面にアウターコア層を形成することができる。なお、アウターコア層の原料となる重合性モノマー等の具体例については、後述するコア部の原料の具体例と同様である。 The outer core layer can be produced by the same method as that for the clad portion. For example, when the clad part is melt-extruded, it can be produced simultaneously with the formation of the hollow tube by coextrusion. Moreover, after producing the hollow tube used as a clad part, inject | pouring the polymeric composition used as the raw material of an outer core layer inside this hollow tube, and polymerizing a composition, rotating this hollow tube The outer core layer can be formed on the inner wall surface of the hollow tube. Further, an outer core layer polymer is injected into the hollow tube, and the hollow tube is heated and rotated to melt the polymer to form an outer core layer on the inner wall surface of the hollow tube. can do. In addition, about the specific examples, such as a polymerizable monomer used as the raw material of an outer core layer, it is the same as that of the specific example of the raw material of a core part mentioned later.
アウターコア層は、主にコア部製造のために設けられるものであり、その厚みはコア部の塊状重合に必要な程度厚みであればよく、塊状重合の進行によって屈折率を有するインナーコア部と合一となり単独の層として存在しない、単なるコア部となっていてもよい。そのため、コア部形成前に設けるアウターコアの厚みとしては、塊状重合を行うためにコア部重合前に1mm以上あればよく、その上限は充分な屈折率分布が形成できる空間が残る程度まで厚くしても構わないのでプリフォームのサイズに応じて選択することができる。 The outer core layer is mainly provided for the production of the core part, and the thickness thereof may be a thickness necessary for bulk polymerization of the core part, and the inner core part having a refractive index by the progress of bulk polymerization and It may be a simple core portion that is united and does not exist as a single layer. Therefore, the thickness of the outer core provided before forming the core portion may be 1 mm or more before the core portion polymerization in order to perform bulk polymerization, and the upper limit is increased to such an extent that a space capable of forming a sufficient refractive index distribution remains. However, it can be selected according to the size of the preform.
アウターコア層の外径D2は、例えばコアの屈折率分布を界面ゲル重合法で形成する場合、屈折率分布をコアのマトリックスポリマの重合速度を厳密に制御せしめるため、D2≦(mm)100範囲であることが好ましく、より好ましくは10≦D2(mm)≦50の範囲である。さらに、アウターコアの肉厚t2は、0.1≦t2(mm)≦20の範囲であることが好ましい。しかしながら、本発明おいて、前記範囲に限定されるものではない。 For example, when the refractive index distribution of the core is formed by an interfacial gel polymerization method, the outer diameter D2 of the outer core layer is D2 ≦ (mm) 100 range in order to strictly control the polymerization rate of the core matrix polymer. It is preferable that the range is 10 ≦ D2 (mm) ≦ 50. Further, the outer core thickness t2 is preferably in the range of 0.1 ≦ t2 (mm) ≦ 20. However, the present invention is not limited to the above range.
次に、第二の工程で、第一の工程で作製した中空管の中空部で重合性組成物を重合させ、コア部となる領域を形成する。
コア部は、重合性モノマー、開始剤、および屈折率調整剤からなる重合性組成物を重合させて作製する。これらの他に連鎖移動剤やその他の添加剤を含んでいてもよい。その重合体が伝送される光に対して光透過性である限り特に制約はないが、伝送される光信号の伝送損失が少ない材料を用いるのが好ましい。以下、それぞれについて説明する。
Next, in the second step, the polymerizable composition is polymerized in the hollow portion of the hollow tube produced in the first step to form a region that becomes the core portion.
The core part is prepared by polymerizing a polymerizable composition comprising a polymerizable monomer, an initiator, and a refractive index adjuster. In addition to these, a chain transfer agent and other additives may be included. The polymer is not particularly limited as long as it is transparent to the transmitted light, but it is preferable to use a material that has a small transmission loss of the transmitted optical signal. Each will be described below.
(重合性モノマー)
コア部の原料の重合性モノマーとしては、塊状重合が容易である原料を選択するのが好ましい。光透過性が高く塊状重合しやすい原料としては例えば、以下のような(メタ)アクリル酸エステル類(フッ素不含(メタ)アクリル酸エステル(a)、含フッ素(メタ)アクリル酸エステル(b))、スチレン系化合物(c)、ビニルエステル類(d)等を例示することができ、コア部はこれらのホモポリマー、あるいはこれらモノマーの2種以上からなる共重合体、およびホモポリマー及び/または共重合体の混合物から形成することができる。これらのうち、(メタ)アクリル酸エステル類を重合性モノマーとして含む組成を好ましく用いることができる。
(Polymerizable monomer)
As the polymerizable monomer for the raw material of the core part, it is preferable to select a raw material that can be easily bulk-polymerized. Examples of raw materials that are highly light transmissive and easy to bulk polymerize include, for example, the following (meth) acrylic acid esters (fluorine-free (meth) acrylic acid ester (a), fluorine-containing (meth) acrylic acid ester (b) ), Styrenic compounds (c), vinyl esters (d), etc., and the core part is a homopolymer of these, or a copolymer comprising two or more of these monomers, and a homopolymer and / or It can be formed from a mixture of copolymers. Among these, a composition containing (meth) acrylic acid esters as a polymerizable monomer can be preferably used.
以上に挙げた重合性モノマーとして具体的に、(a)フッ素不含メタクリル酸エステルおよびフッ素不含アクリル酸エステルとしては、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸イソプロピル、メタクリル酸−tert−ブチル、メタクリル酸ベンジル、メタクリル酸フェニル、メタクリル酸シクロヘキシル、メタクリル酸ジフェニルメチル、7〜20の脂環式炭化水素基を有するメタクリル酸エステル(トリシクロ[5・2・1・02,6]デカニルメタクリレート、アダマンチルメタクリレート、イソボルニルメタクリレート、ノルボルニルメタクリレートなど)等が挙げられ、アクリル酸メチル、アクリル酸エチル、アクリル酸−tert−ブチル、アクリル酸フェニル等が挙げられる。また、(b)含フッ素アクリル酸エステルおよび含フッ素メタクリル酸エステルとしては、2,2,2−トリフルオロエチルメタクリレート、2,2,3,3−テトラフルオロプロピルメタクリレート、2,2,3,3,3−ペンタフルオロプロピルメタクリレート、1−トリフルオロメチル−2,2,2−トリフルオロエチルメタクリレート、2,2,3,3,4,4,5,5−オクタフルオロペンチルメタクリレート、2,2,3,3,4,4−ヘキサフルオロブチルメタクリレート等が挙げられる。さらに、(c)スチレン系化合物としては、スチレン、α−メチルスチレン、クロロスチレン、ブロモスチレン等が挙げられる。さらには、(d)ビニルエステル類としては、ビニルアセテート、ビニルベンゾエート、ビニルフェニルアセテート、ビニルクロロアセテート等が挙げられる。勿論、これらに限定されるものではなく、モノマーの単独あるいは共重合体からなるポリマーの屈折率がクラッド部のそれに比べて同等かあるいはそれ以上になるように構成モノマーの種類、組成比を組むことが好ましい。 Specific examples of the polymerizable monomer listed above include (a) fluorine-free methacrylic acid ester and fluorine-free acrylic acid ester: methyl methacrylate, ethyl methacrylate, isopropyl methacrylate, tert-butyl methacrylate, Benzyl methacrylate, phenyl methacrylate, cyclohexyl methacrylate, diphenylmethyl methacrylate, methacrylic acid ester having 7 to 20 alicyclic hydrocarbon groups (tricyclo [5.2.1.0.6] decanyl methacrylate, adamantyl Methacrylate, isobornyl methacrylate, norbornyl methacrylate, etc.), and methyl acrylate, ethyl acrylate, tert-butyl acrylate, phenyl acrylate, and the like. In addition, (b) fluorine-containing acrylic acid ester and fluorine-containing methacrylate ester include 2,2,2-trifluoroethyl methacrylate, 2,2,3,3-tetrafluoropropyl methacrylate, 2,2,3,3 , 3-pentafluoropropyl methacrylate, 1-trifluoromethyl-2,2,2-trifluoroethyl methacrylate, 2,2,3,3,4,4,5,5-octafluoropentyl methacrylate, 2,2, Examples include 3,3,4,4-hexafluorobutyl methacrylate. Furthermore, (c) styrene compounds include styrene, α-methylstyrene, chlorostyrene, bromostyrene, and the like. Furthermore, (d) vinyl esters include vinyl acetate, vinyl benzoate, vinyl phenyl acetate, vinyl chloroacetate and the like. Of course, the present invention is not limited to these, and the types and composition ratios of the constituent monomers are set so that the refractive index of the polymer composed of the monomer alone or the copolymer is equal to or higher than that of the clad portion. Is preferred.
さらに、作製する光学部材を近赤外光用途に用いる場合は、構成するC−H結合に起因した吸収損失が起こるために、C−H結合の水素原子を重水素原子やフッ素などで置換した重合体(例えば、特許3332922号公報などに記載されているような重水素化ポリメチルメタクリレート(PMMA−d8・d5・d3)、ポリトリフルオロエチルメタクリレート(P3FMA)、ポリヘキサフルオロイソプロピル2−フルオロアクリレート(HFIP 2−FA)など)からコア部を形成すると、この伝送損失を生じる波長域を長波長化することができ、伝送信号光の損失を軽減することができる。なお、原料モノマーは重合後の透明性を損なわないためにも、不純物や散乱源となる異物は重合前に充分に低減させることが望ましい。 Furthermore, when the optical member to be produced is used for near-infrared light, absorption loss due to the C—H bond constituting it occurs, so the hydrogen atom of the C—H bond is replaced with deuterium atom or fluorine. Polymers (for example, deuterated polymethyl methacrylate (PMMA-d8 · d5 · d3), polytrifluoroethyl methacrylate (P3FMA), polyhexafluoroisopropyl 2-fluoroacrylate as described in Japanese Patent No. 3332922) If the core portion is formed from (HFIP 2-FA, etc.), the wavelength region that causes this transmission loss can be lengthened, and the loss of transmission signal light can be reduced. In addition, in order not to impair the transparency after polymerization of the raw material monomer, it is desirable to sufficiently reduce impurities and foreign substances that become scattering sources before polymerization.
また、側鎖に脂環式炭化水素基や分岐型炭化水素基を有するアクリレートを重合成分として含むポリマーは、脆性の性質が強いので、PMMAなどに比べて延伸性があまり良くない。本発明は、コア部の径の変動が軽減され、延伸時の破断等が起こり難いので、側鎖に脂環式炭化水素基や分岐型炭化水素基を有するアクリレートを重合成分として含むポリマーをコアのマトリクスに用いる場合に、本発明は特に有効である。 In addition, a polymer including an acrylate having an alicyclic hydrocarbon group or a branched hydrocarbon group in the side chain as a polymerization component has a strong brittle property, and therefore has a poor stretchability compared to PMMA or the like. The present invention reduces the variation in the diameter of the core part and is less likely to break during stretching. Therefore, the core includes a polymer containing an acrylate having an alicyclic hydrocarbon group or a branched hydrocarbon group in the side chain as a polymerization component. The present invention is particularly effective when used in the matrix.
(重合開始剤)
重合開始剤としては、用いるモノマーや重合方法に応じて適宜選択することができ、例えば、過酸化ベンゾイル(BPO)、tert−ブチルパーオキシ−2−エチルヘキサネート(PBO)、ジ−tert−ブチルパーオキシド(PBD)、tert−ブチルパーオキシイソプロピルカーボネート(PBI)、n−ブチル−4,4−ビス(tert−ブチルパーオキシ)バラレート(PHV)などのパーオキサイド系化合物が挙げられる。また、2,2'−アゾビスイソブチロニトリル、2,2'−アゾビス(2−メチルブチロニトリル)、1,1'−アゾビス(シクロヘキサン−1−カルボニトリル)、2,2'−アゾビス(2−メチルプロパン)、2,2'−アゾビス(2−メチルブタン)、2,2'−アゾビス(2−メチルペンタン)、2,2'−アゾビス(2,3−ジメチルブタン)、2,2'−アゾビス(2−メチルヘキサン)、2,2'−アゾビス(2,4−ジメチルペンタン)、2,2'−アゾビス(2,3,3−トリメチルブタン)、2,2'−アゾビス(2,4,4−トリメチルペンタン)、3,3'−アゾビス(3−メチルペンタン)、3,3'−アゾビス(3−メチルヘキサン)、3,3'−アゾビス(3,4−ジメチルペンタン)、3,3'−アゾビス(3−エチルペンタン)、ジメチル−2,2'−アゾビス(2−メチルプロピオネート)、ジエチル−2,2'−アゾビス(2−メチルプロピオネート)、ジ−tert−ブチル−2,2'−アゾビス(2−メチルプロピオネート)などのアゾ系化合物が挙げられる。なお、重合開始剤は勿論これらに限定されるものではなく、2種類以上を併用してもよい。
(Polymerization initiator)
As a polymerization initiator, it can select suitably according to the monomer and polymerization method to be used, for example, benzoyl peroxide (BPO), tert- butyl peroxy-2-ethyl hexanate (PBO), di-tert-butyl. Examples thereof include peroxide compounds such as peroxide (PBD), tert-butyl peroxyisopropyl carbonate (PBI), and n-butyl-4,4-bis (tert-butylperoxy) valerate (PHV). 2,2′-azobisisobutyronitrile, 2,2′-azobis (2-methylbutyronitrile), 1,1′-azobis (cyclohexane-1-carbonitrile), 2,2′-azobis (2-methylpropane), 2,2′-azobis (2-methylbutane), 2,2′-azobis (2-methylpentane), 2,2′-azobis (2,3-dimethylbutane), 2,2 '-Azobis (2-methylhexane), 2,2'-azobis (2,4-dimethylpentane), 2,2'-azobis (2,3,3-trimethylbutane), 2,2'-azobis (2 , 4,4-trimethylpentane), 3,3′-azobis (3-methylpentane), 3,3′-azobis (3-methylhexane), 3,3′-azobis (3,4-dimethylpentane), 3,3′-azobis (3-ethylpentane , Dimethyl-2,2′-azobis (2-methylpropionate), diethyl-2,2′-azobis (2-methylpropionate), di-tert-butyl-2,2′-azobis (2- And azo compounds such as methyl propionate). Of course, the polymerization initiator is not limited to these, and two or more kinds may be used in combination.
(連鎖移動剤)
コア部形成用重合性組成物は連鎖移動剤を含有していることが好ましい。前記連鎖移動剤は、主に重合体の分子量を調整するために用いられる。前記クラッド部およびコア部形成用重合性組成物がそれぞれ連鎖移動剤を含有していると、重合性モノマーからポリマーを形成する際に、重合速度および重合度を前記連鎖移動剤によってより制御することができ、重合体の分子量を所望の分子量に調整することができる。例えば、得られたプリフォームを延伸により線引きして光ファイバとする際に、分子量を調整することによって延伸時における機械的特性を所望の範囲とすることができ、生産性の向上にも寄与する。前記連鎖移動剤については、併用する重合性モノマーの種類に応じて、適宜、種類および添加量を選択することができる。各モノマーに対する連鎖移動剤の連鎖移動定数は、例えば、ポリマーハンドブック第3版(J.BRANDRUPおよびE.H.IMMERGUT編、JOHN WILEY&SON発行)を参照することができる。また、該連鎖移動定数は大津隆行、木下雅悦共著「高分子合成の実験法」化学同人、昭和47年刊を参考にして、実験によっても求めることができる。
(Chain transfer agent)
The polymerizable composition for forming a core part preferably contains a chain transfer agent. The chain transfer agent is mainly used for adjusting the molecular weight of the polymer. When the polymerizable composition for forming the clad part and the core part contains a chain transfer agent, when the polymer is formed from the polymerizable monomer, the polymerization rate and the degree of polymerization are more controlled by the chain transfer agent. And the molecular weight of the polymer can be adjusted to a desired molecular weight. For example, when the obtained preform is drawn by drawing to make an optical fiber, the mechanical properties at the time of drawing can be adjusted to a desired range by adjusting the molecular weight, which contributes to improvement of productivity. . About the said chain transfer agent, according to the kind of polymerizable monomer used together, a kind and addition amount can be selected suitably. The chain transfer constant of the chain transfer agent for each monomer can be referred to, for example, Polymer Handbook 3rd edition (edited by J. BRANDRUP and EH IMMERGUT, published by JOHN WILEY & SON). The chain transfer constant can also be obtained by experiment with reference to Takayuki Otsu and Masaaki Kinoshita "Experimental Method for Polymer Synthesis", Kagaku Dojin, published in 1972.
連鎖移動剤としては、アルキルメルカプタン類(例えば、n−ブチルメルカプタン、n−ペンチルメルカプタン、n−オクチルメルカプタン、n−ラウリルメルカプタン、tert−ドデシルメルカプタン等)、チオフェノール類(例えば、チオフェノール、m−ブロモチオフェノール、p−ブロモチオフェノール、m−トルエンチオール、p−トルエンチオール等)などを用いることが好ましい。特に、n−オクチルメルカプタン、n−ラウリルメルカプタン、tert−ドデシルメルカプタンのアルキルメルカプタンを用いるのが好ましい。また、C−H結合の水素原子が重水素原子やフッ素原子で置換された連鎖移動剤を用いることもできる。なお、前記連鎖移動剤は、2種類以上を併用してもよい。勿論、これらに限定されるものではなく、これら連鎖移動剤は2種類以上を併用してもよい。 Examples of chain transfer agents include alkyl mercaptans (for example, n-butyl mercaptan, n-pentyl mercaptan, n-octyl mercaptan, n-lauryl mercaptan, tert-dodecyl mercaptan, etc.), thiophenols (for example, thiophenol, m- Bromothiophenol, p-bromothiophenol, m-toluenethiol, p-toluenethiol, etc.) are preferably used. In particular, it is preferable to use an alkyl mercaptan such as n-octyl mercaptan, n-lauryl mercaptan, and tert-dodecyl mercaptan. A chain transfer agent in which a hydrogen atom of a C—H bond is substituted with a deuterium atom or a fluorine atom can also be used. In addition, the said chain transfer agent may use 2 or more types together. Of course, it is not limited to these, These chain transfer agents may use 2 or more types together.
(屈折率調整剤)
本発明では、前記コア部用重合性組成物に屈折率調整剤を含有させるのが好ましい。屈折率調整剤の濃度に分布を持たせることによって、該濃度の分布に基づいて屈折率分布型のコアを容易に作製することができる。屈折率調整剤を用いなくとも、コア部の形成に2種以上の重合性モノマーを用い、コア部内に共重合比の分布を持たせることによって、屈折率分布構造を導入することもできるが、共重合の組成比制御などと比較して、製造の簡便さなどを鑑みると屈折率調整剤を用いることが好ましい。
(Refractive index modifier)
In the present invention, it is preferable to add a refractive index adjusting agent to the polymerizable composition for the core part. By providing a distribution in the concentration of the refractive index adjusting agent, a refractive index distribution type core can be easily produced based on the distribution of the concentration. Even without using a refractive index adjusting agent, it is possible to introduce a refractive index distribution structure by using two or more polymerizable monomers for forming the core portion and having a distribution of the copolymerization ratio in the core portion. It is preferable to use a refractive index adjusting agent in view of the ease of production and the like as compared with the composition ratio control of copolymerization.
屈折率調整剤はドーパントとも称し、併用する前記重合性モノマーの屈折率と異なる化合物である。その屈折率差は、0.005以上であるのが好ましい。ドーパントは、これを含有する重合体が無添加の重合体と比較して、屈折率が高くなる性質を有する。これらは、特許3332922号公報や特開平5−173026号公報に記載されているような、モノマーの合成によって生成される重合体との比較において溶解性パラメータとの差が7(cal/cm3)1/2以内であると共に、屈折率の差が0.001以上であり、これを含有する重合体が無添加加の重合体と比較して屈折率が変化する性質を有し、重合体と安定して共存可能で、且つ前述の原料である重合性モノマーの重合条件(加熱および加圧等の重合条件)下において安定であるものを、いずれも用いることができる。 The refractive index adjusting agent is also called a dopant, and is a compound different from the refractive index of the polymerizable monomer used together. The refractive index difference is preferably 0.005 or more. The dopant has the property that the polymer containing it has a higher refractive index than the additive-free polymer. These have a difference in solubility parameter of 7 (cal / cm 3 ) in comparison with a polymer produced by monomer synthesis as described in Japanese Patent No. 3332922 and JP-A-5-173026. The difference in refractive index is 0.001 or more, and the polymer containing this has a property of changing the refractive index as compared with the additive-free polymer. Any of those which can stably coexist and are stable under the polymerization conditions (polymerization conditions such as heating and pressurization) of the polymerizable monomer which is the above-mentioned raw material can be used.
また、ドーパントは重合性化合物であってもよく、重合性化合物のドーパントを用いた場合は、これを共重合成分として含む共重合体がこれを含まない重合体と比較して、屈折率が上昇する性質を有するものを用いることが好ましい。上記性質を有し、重合体と安定して共存可能で、且つ前述の原料である重合性モノマーの重合条件(加熱および加圧等の重合条件)下において安定であるものを、ドーパントとして用いることができる。本発明では、コア部形成用重合性組成物にドーパントを含有させ、コア部を形成する工程において界面ゲル重合法により重合の進行方向を制御し、屈折率調整剤の濃度に傾斜を持たせ、コア部に屈折率調整剤の濃度分布に基づく屈折率分布構造を形成するのが好ましい(以下、屈折率の分布を有するコア部を「屈折率分布型コア部」と称する)。屈折率分布型コア部を形成することにより、得られる光学部材は広い伝送帯域を有する屈折率分布型プラスチック光学部材となる。 In addition, the dopant may be a polymerizable compound, and when a dopant of the polymerizable compound is used, a copolymer containing this as a copolymerization component has an increased refractive index as compared with a polymer not containing this. It is preferable to use those having the property of Using the above-mentioned properties as a dopant that can stably coexist with the polymer and is stable under the polymerization conditions (polymerization conditions such as heating and pressurization) of the above-described raw material polymerizable monomer. Can do. In the present invention, the core portion-forming polymerizable composition contains a dopant, and in the step of forming the core portion, the polymerization progress direction is controlled by the interfacial gel polymerization method, and the concentration of the refractive index adjusting agent is inclined. It is preferable to form a refractive index distribution structure based on the concentration distribution of the refractive index adjusting agent in the core part (hereinafter, the core part having a refractive index distribution is referred to as a “refractive index distribution type core part”). By forming the gradient index core portion, the obtained optical member becomes a gradient index plastic optical member having a wide transmission band.
前記ドーパントとしては、例えば、安息香酸ベンジル(BEN)、硫化ジフェニル(DPS)、リン酸トリフェニル(TPP)、フタル酸ベンジル−n−ブチル(BBP)、フタル酸ジフェニル(DPP)、ビフェニル(DP)、ジフェニルメタン(DPM)、リン酸トリクレジル(TCP)、ジフェニルスルホキシド(DPSO)などが挙げられ、中でも、BEN、DPS、TPP、DPSOが好ましい。また、ドーパントは、例えばトリブロモフェニルメタクリレートのように重合性化合物でもよく、その場合、マトリックスを形成する際に、重合性モノマーと重合性ドーパントとを共重合させるので、種々の特性(特に光学特性)の制御がより困難となるが、耐熱性の面では有利となる可能性がある。屈折率調整剤の、コア部における濃度および分布を調整することによって、プラスチック光ファイバの屈折率を所望の値に変化させることができる。その添加量は、用途および組み合わされるコア部原料などに応じて適宜選ばれる。屈折率調整剤は、勿論これらに限定されるものではなく、所望の屈折率を得るために複数種用いることも妨げない。 Examples of the dopant include benzyl benzoate (BEN), diphenyl sulfide (DPS), triphenyl phosphate (TPP), benzyl-n-butyl phthalate (BBP), diphenyl phthalate (DPP), and biphenyl (DP). , Diphenylmethane (DPM), tricresyl phosphate (TCP), diphenyl sulfoxide (DPSO) and the like, among which BEN, DPS, TPP and DPSO are preferable. The dopant may be a polymerizable compound such as tribromophenyl methacrylate. In that case, when forming the matrix, the polymerizable monomer and the polymerizable dopant are copolymerized, so that various properties (especially optical properties). ) Is more difficult to control, but may be advantageous in terms of heat resistance. By adjusting the concentration and distribution of the refractive index adjusting agent in the core, the refractive index of the plastic optical fiber can be changed to a desired value. The amount added is appropriately selected according to the use and the core material to be combined. Of course, the refractive index adjusting agent is not limited to these, and it does not prevent the use of a plurality of types in order to obtain a desired refractive index.
前記屈折率調整剤の添加量は、屈折率上昇の程度やポリマーマトリクスとの関係によって変化するが、一般的に好ましい範囲としては重合性組成物の1〜30質量%、より好ましくは3〜25質量%、特に好ましくは5〜20質量%である。 The addition amount of the refractive index adjusting agent varies depending on the degree of increase in the refractive index and the relationship with the polymer matrix, but in general, the preferred range is 1 to 30% by mass of the polymerizable composition, more preferably 3 to 25%. % By mass, particularly preferably 5 to 20% by mass.
(その他の添加剤)
その他、コア部、アウターコア部およびクラッド部には、光伝送性能を低下させない範囲で、その他の添加剤を添加することができる。例えば、アウターコア部およびコア部の耐候性や耐久性などを向上させる目的で、安定剤を添加することができる。また、光伝送性能の向上を目的として、光信号増幅用の誘導放出機能化合物を添加することもできる。該化合物を添加することにより、減衰した信号光を励起光により増幅することができ、伝送距離が向上するので、例えば、光伝送リンクの一部にファイバ増幅器として使用することができる。これらの添加剤も、前記原料モノマーに添加した後、重合することによって、コア部、アウターコア部およびクラッド部に含有させることができる。
(Other additives)
In addition, other additives can be added to the core portion, the outer core portion, and the cladding portion as long as the optical transmission performance is not deteriorated. For example, a stabilizer can be added for the purpose of improving the weather resistance and durability of the outer core portion and the core portion. In addition, for the purpose of improving optical transmission performance, a stimulated emission functional compound for optical signal amplification can also be added. By adding the compound, the attenuated signal light can be amplified by the pumping light, and the transmission distance is improved. For example, it can be used as a fiber amplifier in a part of the optical transmission link. These additives can also be contained in the core part, the outer core part and the clad part by adding to the raw material monomer and then polymerizing.
前記第二の工程では、前記中空管内に充填された重合性組成物中の重合性モノマーを、いわゆる界面ゲル重合法により重合させて、コア部を形成するのが好ましい。界面ゲル重合法では、前記重合性モノマーの重合は、前記中空管の内壁面から断面の半径方向、中心に向かって進行する。2種以上の重合性モノマーを用いた場合は、前記中空管を構成している重合体に対して親和性の高いモノマーが前記中空管の内壁面に偏在して主に重合し、該モノマーの比率の高い重合体が形成される。中心に向かうに従って、形成された重合体中の前記親和性の高いモノマーの比率は低下し、他のモノマーの比率が増加する。このようにして、コア部となる領域内にモノマー組成の分布が生じ、その結果、屈折率の分布が導入される。また、重合性モノマーに屈折率調整剤を添加して重合すると、特許3332922号公報に記載されているように、コア液が中空管内壁を溶解し、内壁面を構成している重合体が膨潤してゲルを構成しながら、重合が進む。この時、前記中空管を構成している重合体に対して親和性の高いモノマーが前記中空管表面に偏在して重合し、外側には屈折率調整剤濃度が低い重合体が形成される。中心に向かうに従って、形成された重合体中の該屈折率調整剤の比率は増加する。このようにして、コア部となる領域内に屈折率調整剤の濃度分布が生じ、その結果、屈折率の分布が導入される。 In the second step, it is preferable to polymerize a polymerizable monomer in the polymerizable composition filled in the hollow tube by a so-called interfacial gel polymerization method to form a core portion. In the interfacial gel polymerization method, the polymerization of the polymerizable monomer proceeds from the inner wall surface of the hollow tube toward the radial direction and the center of the cross section. When two or more kinds of polymerizable monomers are used, a monomer having a high affinity for the polymer constituting the hollow tube is unevenly distributed on the inner wall surface of the hollow tube and is mainly polymerized. A polymer with a high monomer ratio is formed. Towards the center, the ratio of the high affinity monomer in the formed polymer decreases and the ratio of other monomers increases. In this way, a distribution of the monomer composition occurs in the region that becomes the core portion, and as a result, a refractive index distribution is introduced. Further, when a refractive index adjuster is added to the polymerizable monomer for polymerization, as described in Japanese Patent No. 3332922, the core liquid dissolves the inner wall of the hollow tube, and the polymer constituting the inner wall surface is obtained. Polymerization proceeds while swelling to form a gel. At this time, a monomer having a high affinity for the polymer constituting the hollow tube is unevenly distributed on the surface of the hollow tube and polymerized, and a polymer having a low refractive index adjusting agent concentration is formed on the outside. The The ratio of the refractive index adjusting agent in the formed polymer increases toward the center. In this way, a concentration distribution of the refractive index adjusting agent is generated in the region that becomes the core portion, and as a result, a refractive index distribution is introduced.
本発明では、中空管の内壁面の算術平均粗さが0.4μm未満である、平滑な内壁面において界面ゲル重合を行っているので、コア部の径の変動を軽減することができる。その結果、均一な屈折率分布を安定的に構築することができ、プラスチック光学部材の生産性の向上および性能の向上に寄与する。 In the present invention, since the interfacial gel polymerization is performed on the smooth inner wall surface in which the arithmetic average roughness of the inner wall surface of the hollow tube is less than 0.4 μm, the variation in the diameter of the core portion can be reduced. As a result, a uniform refractive index distribution can be stably constructed, which contributes to improvement in productivity and performance of the plastic optical member.
上記説明したように、第二の工程において、形成されるコア部となる領域に屈折率の分布が導入されるが、屈折率が互いに異なる部分間は熱挙動も互いに異なるので、重合を一定温度で行うと、その熱挙動の違いからコア部となる領域には、重合反応に対して発生する体積収縮の応答性が変化し、プリフォーム内部に気泡が混入する、もしくはミクロな空隙が発生し、得られたプリフォームを加熱延伸した際に多数の気泡が発生する現象が生じる可能性がある。重合温度が低過ぎると、重合効率が低下し、生産性を著しく損ない、重合が不完全となって光透過性が低下し、作製される光学部材の光伝送能を損なう。一方、初期の重合温度が高過ぎると、初期の重合速度が著しく上昇し、コア部となる領域の収縮に対して応答緩和できず、気泡発生の傾向が著しい。 As described above, in the second step, a refractive index distribution is introduced into the region to be the core part to be formed. However, since the thermal behavior differs between the parts having different refractive indexes, the polymerization is performed at a constant temperature. In this case, due to the difference in thermal behavior, the volume shrinkage responsiveness to the polymerization reaction changes in the region that becomes the core, and bubbles are mixed inside the preform or micro voids are generated. There is a possibility that a large number of bubbles are generated when the obtained preform is heated and stretched. When the polymerization temperature is too low, the polymerization efficiency is lowered, the productivity is remarkably impaired, the polymerization is incomplete and the light transmittance is lowered, and the optical transmission capability of the produced optical member is impaired. On the other hand, if the initial polymerization temperature is too high, the initial polymerization rate is remarkably increased, the response to the shrinkage of the region that becomes the core portion cannot be relaxed, and the tendency to generate bubbles is remarkable.
第二の工程では、初期の重合温度を下記関係式を満たす温度T1℃に維持し、重合速度を減少させて初期重合における体積収縮性の緩和応答性を改善している。なお、下記関係式中、Tbは前記重合性モノマーの沸点(℃)を示し、Tgは前記重合性モノマーの重合体のガラス転移点(℃)を示す。以下、同様である。
Tb−10 ≦ T1 ≦ Tg
In the second step, the initial polymerization temperature is maintained at a temperature T 1 ° C that satisfies the following relational expression, and the polymerization rate is decreased to improve the volume shrinkage relaxation response in the initial polymerization. In the following relational expression, Tb represents the boiling point (° C.) of the polymerizable monomer, and Tg represents the glass transition point (° C.) of the polymer of the polymerizable monomer. The same applies hereinafter.
Tb-10 ≦ T 1 ≦ Tg
さらに、第二の工程では、所定の時間T1℃に維持して重合した後、下記関係式を満たす温度T2℃まで昇温して、さらに重合する。
Tg ≦ T2 ≦(Tg+40)
T1<T2
温度をT2℃まで昇温して重合を完結すると、光透過性が低下するのを防止でき、光伝送能の良好な光学部材が得られる。また、プリフォーム熱劣化や解重合の影響を抑制しつつ、内部に存在するポリマー密度の揺らぎを解消し、プリフォームの透明性を向上させることができる。ここで、T2℃は、Tg℃以上(Tg+30)℃以下であるのが好ましく、(Tg+10)℃程度で行うことが特に好ましい。T2がTg未満であると、この効果を得ることはできず、(Tg+40)を越えてしまうと、熱劣化や解重合により、プリフォームの透明性が低下する傾向がある。さらに屈折率分布型のコア部を形成する場合は、屈折率分布が崩れてしまい、光学部材としての性能が顕著に低下する。
In the second step, the polymerization is carried out while maintaining the temperature at T 1 ° C for a predetermined time, and then the temperature is raised to a temperature T 2 ° C that satisfies the following relational expression for further polymerization.
Tg ≦ T 2 ≦ (Tg + 40)
T1 <T2
When the temperature is raised to T 2 ° C to complete the polymerization, it is possible to prevent the light transmittance from being lowered and to obtain an optical member having a good light transmission capability. Further, while suppressing the influence of preform thermal degradation and depolymerization, fluctuation of the polymer density existing inside can be eliminated and the transparency of the preform can be improved. Here, T 2 ° C. is preferably Tg ° C. or more and (Tg + 30) ° C. or less, particularly preferably about (Tg + 10) ° C. If T2 is less than Tg, this effect cannot be obtained, and if it exceeds (Tg + 40), the transparency of the preform tends to decrease due to thermal degradation or depolymerization. Further, when the refractive index distribution type core portion is formed, the refractive index distribution is lost, and the performance as an optical member is significantly reduced.
温度T2℃での重合は、重合開始剤が残留しないように、重合が完結するまで行うことが好ましい。プリフォーム内に未反応の重合開始剤が残っていると、プリフォーム加工時、特に溶融延伸において、加熱された未反応の重合開始剤が分解して気泡などを発生するおそれがあるため、重合開始剤の反応を終了させておくのが好ましい。温度T2℃の保持時間は、用いる重合開始剤の種類によって好ましい範囲が異なり、温度T2℃での重合開始剤の半減期時間以上とするのが好ましい。 The polymerization at the temperature T 2 ° C is preferably performed until the polymerization is completed so that the polymerization initiator does not remain. If unreacted polymerization initiator remains in the preform, there is a possibility that the heated unreacted polymerization initiator may decompose and generate bubbles during the preform processing, especially in melt stretching. It is preferable to terminate the reaction of the initiator. The preferable range of the holding time at the temperature T2 ° C. varies depending on the type of the polymerization initiator used, and is preferably equal to or longer than the half-life time of the polymerization initiator at the temperature T2 ° C.
また、本実施形態においては、重合性モノマーの沸点をTb℃とした場合に、重合開始剤として、十時間半減期温度が(Tb−20)℃以上である化合物を用い、前記関係式を満たすT1℃で該重合開始剤の半減期の10%以上の時間(好ましくは25%の時間)重合することも、同様な観点から好ましい。十時間半減期温度が(Tb−20)℃以上である化合物を重合開始剤として用い、前記初期重合温度T1℃で重合すると、初期の重合速度を減少させることができる。また、前記初期温度で、前記重合開始剤の半減期時間の10%以上の時間まで重合することにより、初期重合における体積収縮応答に対し圧力により速やかに追随させることができる。即ち、前記条件とすることで、初期重合速度を減少させ、初期重合における体積収縮応答性を向上させることができ、その結果、プリフォーム中の体積収縮による気泡混入を軽減することができ、生産性を向上することができる。なお、重合開始剤の十時間半減期温度とは、重合開始剤が分解して、十時間でその数が1/2になる温度をいう。 In this embodiment, when the boiling point of the polymerizable monomer is Tb ° C., a compound having a 10-hour half-life temperature of (Tb-20) ° C. or higher is used as the polymerization initiator, and the relational expression is satisfied. It is also preferable from the same viewpoint to polymerize at T 1 ° C for a time of 10% or more of the half-life of the polymerization initiator (preferably a time of 25%). When a compound having a 10-hour half-life temperature of (Tb-20) ° C. or higher is used as a polymerization initiator and polymerized at the initial polymerization temperature T1 ° C., the initial polymerization rate can be reduced. Further, by polymerizing at the initial temperature to a time of 10% or more of the half-life time of the polymerization initiator, the volume shrinkage response in the initial polymerization can be quickly followed by pressure. That is, by setting the above conditions, the initial polymerization rate can be reduced, and the volume shrinkage responsiveness in the initial polymerization can be improved. As a result, the mixing of bubbles due to the volume shrinkage in the preform can be reduced, and the production Can be improved. The 10-hour half-life temperature of the polymerization initiator refers to a temperature at which the number is reduced to 1/2 in 10 hours when the polymerization initiator is decomposed.
前記条件を満たす重合開始剤を用いて、初期重合温度T1℃で前記開始剤の半減期時間の10%以上の時間重合する場合、重合を完結するまで温度T1℃に維持してもよいが、光透過性の高い光学部材を得るには、T1℃より高い温度に昇温して、重合を完結するのが好ましい。昇温時の温度は前記関係式を満たすT2℃であるのが好ましく、より好ましい温度範囲も前述の通りであり、温度T2℃の保持時間の好ましい範囲も前述の通りである。 When a polymerization initiator that satisfies the above conditions is used for polymerization for 10% or more of the half-life time of the initiator at an initial polymerization temperature T 1 ° C, the temperature may be maintained at T 1 ° C until the polymerization is completed. However, in order to obtain an optical member having high light transmittance, it is preferable to raise the temperature to a temperature higher than T1 ° C. to complete the polymerization. The temperature at the time of temperature rise is preferably T 2 ° C. satisfying the above relational expression, the more preferable temperature range is also as described above, and the preferable range of the holding time at the temperature T 2 ° C. is also as described above.
第二の工程において、重合性モノマーとして、沸点Tb℃のメチルメタクリレート(MMA)を用いた場合、十時間半減期温度が(Tb−20)℃以上の重合開始剤としては、前述の例示した重合開始剤のうち、PBDおよびPHVが該当する。例えば、重合性モノマーとしてMMAを用い、重合開始剤としてPBDを用いた場合は、初期重合温度を100〜110℃に48〜72時間維持し、その後、120〜140℃まで昇温して24〜48時間重合するのが好ましく、重合開始剤としてPHVを用いた場合は、初期重合温度を100〜110℃に4〜24時間維持し、120〜140℃まで昇温して24〜48時間重合するのが好ましい。なお、昇温は段階的に行っても、連続的に行ってもよいが、昇温にかける時間は短いほうがよい。 In the second step, when methyl methacrylate (MMA) having a boiling point of Tb ° C. is used as the polymerizable monomer, the polymerization initiator exemplified above is used as the polymerization initiator having a 10-hour half-life temperature of (Tb-20) ° C. or higher. Among the initiators, PBD and PHV are applicable. For example, when MMA is used as the polymerizable monomer and PBD is used as the polymerization initiator, the initial polymerization temperature is maintained at 100 to 110 ° C. for 48 to 72 hours, and then the temperature is raised to 120 to 140 ° C. to 24 to It is preferable to polymerize for 48 hours. When PHV is used as a polymerization initiator, the initial polymerization temperature is maintained at 100 to 110 ° C. for 4 to 24 hours, and the temperature is raised to 120 to 140 ° C. to polymerize for 24 to 48 hours. Is preferred. In addition, although temperature rise may be performed in steps or continuously, it is better that the time required for temperature increase is short.
前記第二の工程においては、前記第二の工程においては、特開平9−269424記載のように加圧するもしくは特許3332922に記載されているように減圧して重合を行っても良く、更には、重合工程で状況に応じて圧力を変化させても良い。これら操作により、重合性モノマーの沸点近傍の温度である前記関係式を満たすT1およびT2℃での重合の重合効率を向上させることができる。加圧状態で重合を行う(以下、加圧状態で行う重合を「加圧重合」という)場合は、前記モノマーを注入した中空管を、治具の中空部に挿入して、治具に支持された状態で重合を行うのが好ましい。前記治具は、前記中空管を挿入可能な中空を有する形状であり、該中空部は前記中空管と類似の形状を有しているのが好ましい。即ち、前記治具も円筒形状であるのが好ましい。治具は、加圧重合中に前記中空管が変形するのを抑制するとともに、加圧重合が進むに従ってコア部となる領域が収縮するのを緩和可能に支持する。従って、治具の中空部は、前記中空管の外径より大きい径を有し、前記中空管を非密着状態で支持するのが好ましい。前記治具の中空部は、前記中空管の外径に対して0.1%〜40%だけ大きい径を有しているのが好ましく、10〜20%だけ大きい径を有しているのがより好ましい。 In the second step, in the second step, the polymerization may be performed under pressure as described in JP-A-9-269424 or under reduced pressure as described in Japanese Patent No. 3332922. In the polymerization process, the pressure may be changed according to the situation. By these operations, it is possible to improve the polymerization efficiency of the polymerization at T1 and T2 ° C. that satisfies the above relational expression that is the temperature near the boiling point of the polymerizable monomer. When polymerization is performed in a pressurized state (hereinafter, polymerization performed in a pressurized state is referred to as “pressurized polymerization”), the hollow tube into which the monomer is injected is inserted into the hollow portion of the jig, The polymerization is preferably performed in a supported state. The jig has a hollow shape into which the hollow tube can be inserted, and the hollow portion preferably has a shape similar to the hollow tube. That is, the jig is also preferably cylindrical. The jig suppresses the deformation of the hollow tube during the pressure polymerization and supports the shrinkage of the region that becomes the core portion as the pressure polymerization progresses. Therefore, it is preferable that the hollow portion of the jig has a diameter larger than the outer diameter of the hollow tube and supports the hollow tube in a non-contact state. The hollow portion of the jig preferably has a diameter that is larger by 0.1% to 40% than the outer diameter of the hollow tube, and has a diameter that is larger by 10 to 20%. Is more preferable.
前記中空管を治具の中空部に挿入した状態で、重合容器内に配置することができる。重合容器内において、前記中空管は、円筒の高さ方向を垂直にして配置されるのが好ましい。前記治具に支持された状態で前記中空管を、重合容器内に配置した後、前記重合容器内を加圧することができる。加圧させる場合は窒素等の不活性ガスで重合容器内を加圧し、不活性ガス雰囲気下で加圧重合を進行させるのが好ましい。重合時の加圧の好ましい範囲については、用いるモノマーによって異なるが、重合時の圧は、一般的には0.05〜1.0MPa程度が好ましい。 The hollow tube can be placed in the polymerization vessel with the hollow tube inserted into the hollow portion of the jig. In the polymerization vessel, the hollow tube is preferably arranged with the height direction of the cylinder vertical. After the hollow tube is placed in the polymerization vessel while being supported by the jig, the inside of the polymerization vessel can be pressurized. When pressurizing, it is preferable to pressurize the inside of a polymerization container with inert gas, such as nitrogen, and to advance pressurization polymerization in inert gas atmosphere. The preferred range of pressure during polymerization varies depending on the monomer used, but the pressure during polymerization is generally preferably about 0.05 to 1.0 MPa.
なお、この第二の工程終了時において、冷却操作を圧力の制御下において一定の冷却速度で行うことによって、重合後に発生する気泡を抑制することができる。コア部重合時に窒素等の不活性ガスで重合容器内を加圧し、不活性ガス雰囲気下で加圧重合を進行させることが、コア部の圧力応答のために好ましい。しかし、基本的にプリフォーム中から気体を完全に抜くことは不可能であり、冷却工程などでポリマーが急激に収縮すると空隙に気体が凝集し気泡核が形成されて気泡の発生を招いてしまう。これを防ぐには冷却工程で冷却速度を0.001〜3℃/分程度に制御することが好ましく、0.01〜1℃/分程度に制御することがより好ましい。この冷却操作はポリマーのTg、特にコア領域のTgに近づく過程でのポリマーの体積収縮の進行に応じて、2段以上で行っても良い。この場合、重合直後は冷却速度を早くし、徐々に緩やかにしてゆくことが好ましい。 In addition, at the time of completion | finish of this 2nd process, the bubble which generate | occur | produces after superposition | polymerization can be suppressed by performing cooling operation by the fixed cooling rate under control of a pressure. It is preferable for the pressure response of the core portion to pressurize the inside of the polymerization vessel with an inert gas such as nitrogen during the core portion polymerization and to proceed the pressure polymerization in an inert gas atmosphere. However, it is basically impossible to completely remove the gas from the preform, and if the polymer contracts suddenly during the cooling process etc., the gas aggregates in the voids, and bubble nuclei are formed, leading to the generation of bubbles. . In order to prevent this, it is preferable to control the cooling rate to about 0.001 to 3 ° C./min in the cooling step, and more preferably to about 0.01 to 1 ° C./min. This cooling operation may be performed in two or more stages according to the progress of the volume shrinkage of the polymer in the process of approaching the Tg of the polymer, particularly the Tg of the core region. In this case, it is preferable to increase the cooling rate immediately after polymerization and gradually decrease the cooling rate.
以上の操作によって得られたプリフォームは、均一な屈折率の分布および充分な光透過性を有するとともに、気泡およびマクロ空隔等の発生は抑制されている。また、光を反射してファイバ内部に閉じ込めるクラッド部またはアウターコア部とコア部との界面の平滑性が良好である。 The preform obtained by the above operation has a uniform refractive index distribution and sufficient light transmission, and the generation of bubbles and macro space is suppressed. Further, the smoothness of the interface between the clad part or the outer core part and the core part that reflects light and confines it inside the fiber is good.
得られたプリフォームを種々の形態に加工することによって、種々のプラスチック光学部材を作製することができる。例えば、プリフォームを軸方向に垂直にスライスすれば断面が凹凸を有しない円盤状もしくは円柱状のレンズを作成することが、プリフォームを溶融延伸することによりプラスチック光ファイバを作製することができる(このとき、プリフォームのコア部となる領域が屈折率分布を有する場合は、均一な光伝送能を有するプラスチック光ファイバを生産性高くしかも安定的に製造することができる)。 By processing the obtained preform into various forms, various plastic optical members can be produced. For example, if the preform is sliced perpendicularly to the axial direction, a disk-shaped or cylindrical lens having no irregularities in the cross section can be produced, and a plastic optical fiber can be produced by melt-drawing the preform ( At this time, when the region to be the core portion of the preform has a refractive index distribution, a plastic optical fiber having a uniform light transmission capability can be manufactured with high productivity and stably).
延伸は、例えば、プリフォームを加熱炉(例えば円筒状の加熱炉)等の内部を通過させることによって加熱し、溶融させた後、引き続き連続して延伸紡糸するのが好ましい。加熱温度は、プリフォームの材質等に応じて適宜決定することができるが、一般的には、180〜250℃が好ましい。延伸条件(延伸温度等)は、得られたプリフォームの径、所望のプラスチック光ファイバの径および用いた材料等を考慮して、適宜決定することができる。特に、屈折率分布型光ファイバにおいては、その断面の中心方向から円周に向け屈折率が変化する構造を有するため、この分布を破壊しないように、均一に加熱且つ延伸紡糸する必要がある。従って、プリフォームの加熱には、プリフォームを断面方向において均一に加熱可能である円筒形状の加熱炉等を用いことが好ましい。また、加熱炉は延伸軸方向に温度分布を持つことが好ましい。溶融部分が狭いほど屈折率分布の形状が歪みにくく収率があがるため好ましい。具体的には溶融部分の領域が狭くなるように溶融領域の前後では、予熱と徐冷を行うことが好ましい。さらに、溶融領域に用いる熱源としてはレーザーのようなせまい領域に対しても高出力のエネルギーを供給できるものがより好ましい。 For stretching, for example, it is preferable that the preform is heated and melted by passing through the inside of a heating furnace (for example, a cylindrical heating furnace) and then continuously stretched and spun. Although heating temperature can be suitably determined according to the material etc. of preform, generally 180-250 degreeC is preferable. The stretching conditions (stretching temperature and the like) can be appropriately determined in consideration of the diameter of the obtained preform, the diameter of the desired plastic optical fiber, the material used, and the like. In particular, since the refractive index distribution type optical fiber has a structure in which the refractive index changes from the center direction of the cross section toward the circumference, it is necessary to uniformly heat and stretch and spin the fiber so as not to destroy this distribution. Therefore, it is preferable to use a cylindrical heating furnace or the like that can uniformly heat the preform in the cross-sectional direction for heating the preform. The heating furnace preferably has a temperature distribution in the direction of the drawing axis. A narrow melted portion is preferable because the shape of the refractive index profile is less likely to be distorted and the yield is increased. Specifically, preheating and gradual cooling are preferably performed before and after the melting region so that the region of the melting portion becomes narrow. Further, the heat source used in the melting region is more preferably one that can supply high output energy to a narrow region such as a laser.
延伸は線形とその真円度を維持させるため、中心位置を一定に保つ調芯機構を有する延伸紡糸装置を用いて行うのが好ましい。延伸条件を選択することによりファイバの重合体の配向を制御することができ、線引きで得られるファイバの曲げ性能等の機械特性や熱収縮などを制御することもできる。また、線引時の張力は、特開平7−234322号公報に記載されているように、溶融したプラスチックを配向させるために10g以上とすることができ、もしくは特開平7−234324号公報に記載されているように、溶融延伸後に歪みを残さないようにするために100g以下とすることが好ましい。また、特開平8−106015号公報に記載されているように、延伸の際に予備加熱工程を実施する方法などを採用することもできる。以上の方法によって得られるファイバについては、得られる素線の破断伸びや硬度について特開平7−244220号公報に記載の様に規定することでファイバの曲げや側圧特性を改善することができる。また、特開平8−54521のように低屈折率の層を外周に設けて反射層として機能させてさらに伝送性能を向上させることもできる。 In order to maintain the linearity and its roundness, the drawing is preferably performed using a drawing spinning apparatus having an alignment mechanism that keeps the center position constant. By selecting the drawing conditions, the orientation of the polymer of the fiber can be controlled, and the mechanical properties such as the bending performance of the fiber obtained by drawing and the heat shrinkage can also be controlled. Further, the tension at the time of drawing can be set to 10 g or more in order to orient the molten plastic as described in JP-A-7-234322, or described in JP-A-7-234324. As described above, the amount is preferably 100 g or less so as not to leave a strain after melt stretching. Further, as described in JP-A-8-106015, a method of performing a preheating step at the time of stretching may be employed. With respect to the fiber obtained by the above method, the bending and lateral pressure characteristics of the fiber can be improved by defining the breaking elongation and hardness of the obtained wire as described in JP-A-7-244220. Further, a transmission layer can be further improved by providing a low refractive index layer on the outer periphery as in JP-A-8-54521 to function as a reflective layer.
本発明において、延伸倍率は400倍以上20000倍以下の範囲で行われるのが好ましい。延伸倍率が400倍未満の場合、延伸によるコアとクラッドの界面の平滑効果が充分発現されない。また、延伸倍率が20000倍を超えると、延伸時の断線が生じやすくなり生産性が低下するとともに、得られたファイバは配向が強すぎるため、熱にさらされた場合長手方向に大きく収縮してしまい、その結果光ファイバとしての性能が大きく低下する。好ましい延伸倍率は、500倍以上15000倍以下であり、さらに好ましくは600倍以上10000倍以下である。なお、この延伸倍率は、プリフォームとファイバの断面積比から算出したものをいう。 In the present invention, the draw ratio is preferably 400 to 20000 times. When the draw ratio is less than 400 times, the smoothing effect at the interface between the core and the clad due to drawing is not sufficiently exhibited. Also, if the draw ratio exceeds 20000 times, disconnection at the time of drawing tends to occur and the productivity is lowered, and the obtained fiber is too strong to be oriented, so that when exposed to heat, the fiber contracts greatly in the longitudinal direction. As a result, the performance as an optical fiber is greatly reduced. A preferable draw ratio is 500 times or more and 15000 times or less, and more preferably 600 times or more and 10,000 times or less. In addition, this draw ratio means what was computed from the cross-sectional area ratio of a preform and a fiber.
前述した方法で製造されたプラスチック光ファイバは、そのままの形態で種々の用途に供することができる。また、保護や補強を目的として、その外側に被覆層を有する形態、繊維層を有する形態、および/または複数のファイバを束ねた状態で、種々の用途に供することができる。被覆工程は、例えばファイバ素線の通る穴を有する対向したダイスにファイバ素線を通し、対向したダイス間に溶融した被覆用の樹脂を満たし、ファイバ素線をダイス間に移動することで被覆されたファイバを得ることができる。被覆層は可撓時に内部のファイバへの応力から保護するため、ファイバ素線と融着していないことが望ましい。さらにこのとき、溶融した樹脂と接することでファイバ素線に熱的ダメージが加わるので、極力ダメージを押さえるような移動速度や低温で溶融できる樹脂を選ぶことも望ましい。このとき、被覆層の厚みは被覆材の溶融温度や素線の引き抜き速度、被覆層の冷却温度による。その他にも、光部材に塗布したモノマーを重合させる方法やシートを巻き付ける方法、押し出し成形した中空管に光部材を通す方法などが知られている。 The plastic optical fiber manufactured by the above-described method can be used for various purposes as it is. In addition, for the purpose of protection and reinforcement, the present invention can be used for various applications in a form having a coating layer on the outside, a form having a fiber layer, and / or a state in which a plurality of fibers are bundled. The coating process is performed, for example, by passing the fiber strands through opposed dies having holes through which the fiber strands pass, filling the molten coating resin between the opposed dies, and moving the fiber strands between the dies. Fiber can be obtained. In order to protect the coating layer from stress to the internal fiber when it is flexible, it is desirable that the coating layer is not fused with the fiber. Further, at this time, since the fiber strand is thermally damaged by being in contact with the molten resin, it is desirable to select a resin that can be melted at a moving speed or low temperature that suppresses damage as much as possible. At this time, the thickness of the coating layer depends on the melting temperature of the coating material, the wire drawing speed, and the cooling temperature of the coating layer. In addition, a method of polymerizing a monomer applied to the optical member, a method of winding a sheet, a method of passing the optical member through an extruded hollow tube, and the like are known.
素線を被覆することにより、プラスチック光ファイバケーブル製造が可能となる。その際にその被覆の形態として、被覆材とプラスチック光ファイバ素線の界面が全周にわたって接して被覆されている密着型の被覆と、被覆材とプラスチック光ファイバ素線の界面に空隙を有するルース型被覆がある。ルース型被覆では、たとえばコネクターとの接続部などにおいて被覆層を剥離した場合、その端面の空隙から水分が浸入して長手方向に拡散されるおそれがあるため、通常は密着型が好ましい。しかし、ルース型の被覆の場合、被覆と素線が密着していないので、ケーブルにかかる応力や熱とはじめとするダメージの多くを被覆材層で緩和させることができ、素線にかかるダメージを軽減させることができるため、使用目的によっては好ましく用いることができる。水分の伝播については、空隙部に流動性を有するゲル状の半固体や粉粒体を充填することで、端面からの水分伝播を防止でき、かつ、これらの半固体や粉粒体に耐熱や機械的機能の向上などの水分伝播防止と異なる機能をあわせ持つようにすることでより高い性能の被覆を形成できる。ルース型の被覆を製造するには、クロスヘッドダイの押出し口ニップルの位置を調整し減圧装置を加減することで空隙層を作ることができる。空隙層の厚みは前述のニップル厚みと空隙層を加圧/減圧することで調整が可能である。 By coating the strand, a plastic optical fiber cable can be manufactured. At that time, as a form of the coating, a contact type coating in which the interface between the coating material and the plastic optical fiber is in contact with the entire circumference, and a loose having a gap at the interface between the coating material and the plastic optical fiber There is a mold coating. In the loose type coating, for example, when the coating layer is peeled off at the connection portion with the connector, for example, moisture may enter from the gaps at the end face and diffuse in the longitudinal direction. However, in the case of a loose-type coating, since the coating and the strands are not in close contact, most of the damage such as stress and heat applied to the cable can be mitigated by the coating layer, and the damage to the strands can be reduced. Since it can be reduced, it can be preferably used depending on the purpose of use. As for the propagation of moisture, by filling the voids with fluid semi-solid or powdery particles, moisture propagation from the end face can be prevented, and heat and A coating with higher performance can be formed by having functions different from moisture propagation prevention such as improvement of mechanical functions. In order to produce a loose type coating, the void layer can be formed by adjusting the position of the extrusion nipple of the crosshead die and adjusting the pressure reducing device. The thickness of the gap layer can be adjusted by pressurizing / depressurizing the nipple thickness and the gap layer.
さらに、必要に応じて被覆層(1次被覆層)の外周にさらに被覆層(2次被覆層)を設けても良い。2次被覆層に難燃剤や紫外線吸収剤、酸化防止剤、ラジカル捕獲剤、昇光剤、滑剤などを導入してもよく、耐透湿性能を満足する限りにおいては、1次被覆層にも導入は可能である。なお、難燃剤については臭素を始めとするハロゲン含有の樹脂や添加剤や燐含有のものがあるが、毒性ガス低減などの安全性の観点で難燃剤として金属水酸化物を加える主流となりつつある。金属水酸化物はその内部に結晶水として水分を有しており、またその製法過程での付着水が完全に除去できないため、金属水酸化物による難燃性被覆は本発明の対透湿性被覆(1次被覆層)の外層被覆(2次被覆層)として設けることが望ましい。 Furthermore, you may provide a coating layer (secondary coating layer) further in the outer periphery of a coating layer (primary coating layer) as needed. Flame retardants, UV absorbers, antioxidants, radical scavengers, photosensitizers, lubricants, etc. may be introduced into the secondary coating layer, and as long as moisture permeation resistance is satisfied, Introduction is possible. In addition, some flame retardants contain halogen-containing resins such as bromine, additives, and phosphorous. However, metal hydroxides are becoming mainstream as flame retardants in terms of safety such as reduction of toxic gases. . Since the metal hydroxide has moisture as crystal water inside, and the attached water cannot be completely removed during the manufacturing process, the flame retardant coating by the metal hydroxide is the moisture-permeable coating of the present invention. It is desirable to provide as an outer layer coating (secondary coating layer) of (primary coating layer).
また、複数の機能を付与させるために、様々な機能を有する被覆を積層させてもよい。例えば、本発明のような難燃化以外に、素線の吸湿を抑制するためのバリア層や水分を除去するための吸湿材料、例えば吸湿テープや吸湿ジェルを被覆層内や被覆層間に有することができ、また可撓時の応力緩和のための柔軟性素材層や発泡層等の緩衝材、剛性を挙げるための強化層など、用途に応じて選択して設けることができる。樹脂以外にも構造材として、高い弾性率を有する繊維(いわゆる抗張力繊維)および/または剛性の高い金属線等の線材を熱可塑性樹脂に含有すると、得られるケーブルの力学的強度を補強することができることから好ましい。抗張力繊維としては、例えば、アラミド繊維、ポリエステル繊維、ポリアミド繊維が挙げられる。また、金属線としてはステンレス線、亜鉛合金線、銅線などが挙げられる。いずれのものも前述したものに限定されるものではない。その他に保護のための金属管の外装、架空用の支持線や、配線時の作業性を向上させるための機構を組み込むことができる。 Moreover, in order to provide a plurality of functions, coatings having various functions may be laminated. For example, in addition to flame retardancy as in the present invention, a barrier layer for suppressing moisture absorption of the wire and a moisture absorbing material for removing moisture, such as a moisture absorbing tape or moisture absorbing gel, are provided in the coating layer or between the coating layers. In addition, a flexible material layer for relaxing stress at the time of flexibility, a cushioning material such as a foam layer, a reinforcing layer for increasing rigidity, and the like can be selected and provided depending on the application. In addition to the resin, if the thermoplastic resin contains a fiber having a high elastic modulus (so-called tensile fiber) and / or a highly rigid metal wire, the mechanical strength of the resulting cable can be reinforced. It is preferable because it is possible. Examples of the tensile strength fiber include aramid fiber, polyester fiber, and polyamide fiber. Examples of the metal wire include stainless steel wire, zinc alloy wire, copper wire and the like. None of these are limited to those described above. In addition, a metal tube exterior for protection, an aerial support line, and a mechanism for improving workability during wiring can be incorporated.
また、ケーブルの形状は使用形態によって、素線を同心円上にまとめた集合ケーブルや、一列に並べたテープ心線と言われる態様、さらにそれらを押え巻やラップシースなどでまとめた集合ケーブルなど用途に応じてその形態を選ぶことができる。 In addition, depending on the type of use, the cable shape is a collective cable in which the strands are concentrically arranged, an aspect called a tape core wire arranged in a row, and a collective cable in which they are gathered together with a presser roll or wrap sheath The form can be selected according to the situation.
また、本発明の光ファイバを用いたケーブルは、軸ずれに対して従来の光ファイバに比べて許容度が高いため突き合せによる接合でも用いることができるが、端部に接続用光コネクタを用いて接続部を確実に固定することが好ましい。コネクタとしては一般に知られている、PN型、SMA型、SMI型などの市販の各種コネクタを利用することも可能である。 In addition, the cable using the optical fiber of the present invention has a higher tolerance than the conventional optical fiber with respect to the axis deviation, so it can be used for joining by butt, but an optical connector for connection is used at the end. It is preferable to securely fix the connecting portion. Various commercially available connectors such as PN type, SMA type, and SMI type, which are generally known, can be used as the connector.
本発明の光学部材としての光ファイバ、および光ファイバケーブルを用いて光信号を伝送するシステムには、種々の発光素子や受光素子、光スイッチ、光アイソレータ、光集積回路、光送受信モジュールなどの光部品を含む光信号処理装置等で構成される。また、必要に応じて他の光ファイバなどと組合わせてもよい。それらに関連する技術としてはいかなる公知の技術も適用でき、例えば、プラスティックオプティカルファイバの基礎と実際(エヌ・ティー・エス社発行)、日経エレクトロニクス2001.12.3号110頁〜127頁「プリント配線基板に光部品が載る,今度こそ」などを参考にすることができる。前記文献に記載の種々の技術と組み合わせることによって、コンピュータや各種デジタル機器内の装置内配線、車両や船舶などの内部配線、光端末とデジタル機器、デジタル機器同士の光リンクや一般家庭や集合住宅・工場・オフィス・病院・学校などの屋内や域内の光LAN等をはじめとする、高速大容量のデータ通信や電磁波の影響を受けない制御用途などの短距離に適した光伝送システムに好適に用いることができる。 An optical fiber as an optical member of the present invention and a system for transmitting an optical signal using an optical fiber cable include various light emitting elements, light receiving elements, optical switches, optical isolators, optical integrated circuits, optical transceiver modules, and the like. It is composed of an optical signal processing device including components. Moreover, you may combine with another optical fiber etc. as needed. Any known technique can be applied as a technique related to them. For example, the basic and actual of plastic optical fiber (published by NTS Corporation), Nikkei Electronics 2001.1.2.3, pages 110 to 127, “Printed Wiring You can refer to "This time, optical components are mounted on the board." Combined with various technologies described in the above documents, internal wiring in computers and various digital devices, internal wiring in vehicles and ships, optical terminals and digital devices, optical links between digital devices, general households and housing complexes・ Suitable for optical transmission systems suitable for short distances such as high-speed, large-capacity data communications and control applications that are not affected by electromagnetic waves, including optical LANs in factories, offices, hospitals, schools, etc. Can be used.
さらに、IEICE TRANS. ELECTRON., VOL. E84-C, No.3, MARCH 2001, p.339-344「High-Uniformity Star Coupler Using Diffused Light Transmission」,エレクトロニクス実装学会誌 Vol.3, No.6, 2000 476頁〜480ページ「光シートバス技術によるインタコネクション」の記載されているものや、特開平10−123350号、特開2002−90571号、特開2001−290055号等の各公報に記載の光バス;特開2001−74971号、特開2000−329962号、特開2001−74966号、特開2001−74968号、特開2001−318263号、特開2001−311840号等の各公報に記載の光分岐結合装置;特開2000−241655号等の公報に記載の光スターカプラ;特開2002−62457号、特開2002−101044号、特開2001−305395号等の各公報に記載の光信号伝達装置や光データバスシステム;特開2002−23011号等に記載の光信号処理装置;特開2001−86537号等に記載の光信号クロスコネクトシステム;特開2002−26815号等に記載の光伝送システム;特開2001−339554号、特開2001−339555号等の各公報に記載のマルチファンクションシステム;や各種の光導波路、光分岐器、光結合器、光合波器、光分波器などと組み合わせることで、多重化した送受信などを使用した、より高度な光伝送システムを構築することができる。以上の光伝送用途以外にも照明、エネルギー伝送、イルミネーション、センサ分野にも用いることができる。 Furthermore, IEICE TRANS. ELECTRON., VOL. E84-C, No.3, MARCH 2001, p.339-344 “High-Uniformity Star Coupler Using Diffused Light Transmission”, Journal of Japan Institute of Electronics Packaging Vol.3, No.6, 2000 pp. 476 to 480 described in “Interconnection by Optical Sheet Bus Technology”, and JP-A-10-123350, JP-A-2002-90571, JP-A-2001-290055, etc. Optical bus; described in JP-A-2001-74971, JP-A-2000-329962, JP-A-2001-74966, JP-A-2001-74968, JP-A-2001-318263, JP-A-2001-31840, etc. Optical star couplers described in JP 2000-241655 A, etc .; JP 2002-62457 A, JP 2002-101044 A, JP An optical signal transmission device and an optical data bus system described in each publication such as 01-305395; an optical signal processing apparatus disclosed in JP 2002-23011 A; an optical signal cross-connect described in JP 2001-86537 A, etc. System; optical transmission system described in JP-A-2002-26815; multi-function system described in JP-A-2001-339554, JP-A-2001-339555, etc .; and various optical waveguides, optical splitters, By combining with an optical coupler, optical multiplexer, optical demultiplexer, etc., a more advanced optical transmission system using multiplexed transmission / reception can be constructed. In addition to the above optical transmission applications, it can also be used in the fields of illumination, energy transmission, illumination, and sensors.
以下に実施例を挙げて本発明をさらに具体的に説明する。以下の実施例に示す材料、試薬、割合、操作等は、本発明の精神から逸脱しない限り適宜変更することができる。従って、本発明の範囲は以下に示す具体例に制限されるものではない。 The present invention will be described more specifically with reference to the following examples. The materials, reagents, ratios, operations, and the like shown in the following examples can be appropriately changed without departing from the spirit of the present invention. Therefore, the scope of the present invention is not limited to the specific examples shown below.
[実施例1]
(中空管原料の調整)
2種類のモノマー(イソボルニルメタクリレート(IBXMA)およびメタクリル酸メチル(両者とも禁止剤、水分を充分に除去したもの))の溶液(質量比:IBXMA/MMA=2/8)と、重合開始剤としてジ−t−ブチルパーオキシドをモノマー混合溶液に対し0.02質量%、連鎖移動剤としてn−ラウリルメルカプタンをモノマー混合溶液に対し0.05質量%配合した混合溶液を精度0.2μmの四フッ化エチレン製メンブランフィルターで濾過し、窒素気流下で、100℃に維持された反応槽に送り、24時間予備重合した。次いで130℃に維持されたスクリューコンベア中に送り、48時間で重合を完了し、重量平均分子量10万のポリマーを得た。
[Example 1]
(Adjustment of hollow tube raw material)
A solution (mass ratio: IBXMA / MMA = 2/8) of two types of monomers (isobornyl methacrylate (IBXMA) and methyl methacrylate (both are inhibitors and water is sufficiently removed)) and a polymerization initiator As a chain transfer agent, 0.02% by mass of di-t-butyl peroxide and 0.05% by mass of n-lauryl mercaptan as a chain transfer agent are mixed with a monomer mixture solution. It filtered with the membrane filter made from an ethylene fluoride, sent to the reaction tank maintained at 100 degreeC under nitrogen stream, and prepolymerized for 24 hours. Subsequently, it sent in the screw conveyor maintained at 130 degreeC, superposition | polymerization was completed in 48 hours, and the polymer of the weight average molecular weight 100,000 was obtained.
(中空管の作製)
図2に示した製造ライン50によりクラッド管61を作製した。ホッパ56には前述のメチルメタクリレート/イソボルニルメタクリレート共重合体ペレットが適宜投入され、ベント付き1軸スクリュー押出機により加熱して溶融し、押出ダイス52に押し出される。このときの樹脂の温度は、190℃〜195℃の範囲になるように制御した。また、押出ダイス52出口のポリマーのみかけ粘度が、30000〜50000Pa・sの範囲になるように制御した。軟性中空管60の押出速度Sを0.6(m/min)で一定となるように調整しながら成形ダイス53に送り込んだ。つぎに、図3に示した成形ダイス53を用いて、軟性中空管60から外径が20mmであり肉厚(クラッドの厚み)が2mmの中空管61を作製した。なおこのとき減圧チャンバ71内を30kPaの減圧に保持した。さらに、押出ダイス52の出口とスロート58の取付反対面との距離L1を15mmとし、出来上がった中空管61は、15℃の冷却水81が放水されている長さ2.5mの冷却装置54に送られて冷却することにより、円筒中空状の管(以降、中空管と称する)が得られた。なお、得られた中空管の内壁粗さは最大で0.19μm、真円度は99.5%であった。
(Production of hollow tube)
A
(プリフォームおよびファイバの製造)
次に、MMA/IBXMA共重合体からなる中空管の中空部に、コア部の原料としては水分と重合禁止剤を除去するため、モレキュラーシーブスによる一晩の脱水処理と、次いでアルミナカラム通液による重合禁止剤の除去によって精製し、中空管の共重合組成と全く同一な8:2の重量比で混合された、MMA/IBXMA(水分を100ppm以下に除去したもの)溶液と、屈折率調整剤として硫化ジフェニルをMMAに対して12.5質量%混合した溶液を、精度0.2μmの四フッ化エチレン製メンブランフィルターで濾過しつつ、濾液を直接注入した。重合開始剤としてジ−t−ブチルパーオキサイド(十時間半減期温度は123.7℃)をMMAに対し0.016質量%、連鎖移動剤としてドデシルメルカプタンをMMAに対し0.27重量%配合した。このMMA等を注入したPMMAからなる中空管は減圧下にて5分間超音波脱気を行った後に、該PMMA中空管外径に対し9%だけ広い内径を持つガラス管内に挿入した状態で、加圧重合容器に垂直に静置した。その後、加圧重合容器内を窒素雰囲気に置換した後、0.1Mpaまで加圧し、IBXMAよりも沸点の低いMMAの沸点Tb(100℃)を基準とし、(Tb−10)℃以上で、且つMMA/IBXMAのガラス転移温度(Tg:115℃)以下である100℃で、48時間加熱重合した。なお、IBXMAの沸点は127℃/15mmHgである。その後、加圧量を0.8Mpaに増加させPMMAのTg℃以上で且つ(Tg+40)℃以下である120℃で、24時間加熱重合および熱処理を行い、重合完了後、加圧量を0.1Mpaに保持したまま0.01℃/minの冷却速度にてプリフォームのコア部Tg以下となる80℃まで降温した後にプリフォームを得た。なお、100℃におけるジ−t−ブチルパーオキサイドの半減期は180時間で、120℃における半減期は15時間である。この工程によって得られたプリフォームには、重合完了時に体積収縮による気泡の混入はなかった。
(Preform and fiber manufacturing)
Next, in order to remove moisture and a polymerization inhibitor as a raw material of the core part into the hollow part of the hollow tube made of the MMA / IBXMA copolymer, overnight dehydration treatment with molecular sieves, and then an alumina column flow MMA / IBXMA (with water removed to 100 ppm or less) solution, which is purified by removing the polymerization inhibitor by, and mixed at a weight ratio of 8: 2 exactly the same as the copolymer composition of the hollow tube, and the refractive index The filtrate was directly injected while filtering a solution obtained by mixing 12.5% by mass of diphenyl sulfide with respect to MMA as an adjusting agent through a membrane filter made of ethylene tetrafluoride having an accuracy of 0.2 μm. Di-t-butyl peroxide (10-hour half-life temperature: 123.7 ° C.) as a polymerization initiator was blended by 0.016% by mass with respect to MMA, and dodecyl mercaptan as a chain transfer agent by 0.27% by weight with respect to MMA. . The hollow tube made of PMMA into which MMA or the like is injected is subjected to ultrasonic degassing for 5 minutes under reduced pressure, and then inserted into a glass tube having an inner diameter that is 9% wider than the outer diameter of the PMMA hollow tube. Then, it was allowed to stand vertically in a pressure polymerization vessel. Then, after replacing the inside of the pressure polymerization vessel with a nitrogen atmosphere, the pressure was increased to 0.1 MPa, based on the boiling point Tb (100 ° C.) of MMA having a lower boiling point than IBXMA, and (Tb−10) ° C. or higher, and Heat polymerization was carried out for 48 hours at 100 ° C. which is lower than the glass transition temperature (Tg: 115 ° C.) of MMA / IBXMA. The boiling point of IBXMA is 127 ° C./15 mmHg. Thereafter, the amount of pressurization was increased to 0.8 Mpa, and heat polymerization and heat treatment were performed for 24 hours at 120 ° C. which is Tg ° C. of PMMA or more and (Tg + 40) ° C. or less. The preform was obtained after the temperature was lowered to 80 ° C., which is below the core portion Tg of the preform, at a cooling rate of 0.01 ° C./min. The half-life of di-t-butyl peroxide at 100 ° C. is 180 hours, and the half-life at 120 ° C. is 15 hours. The preform obtained by this process did not contain bubbles due to volume shrinkage when polymerization was completed.
このプリフォームを予熱部160℃、溶融延伸部230℃延伸炉にて、3.6m/分の速度で熱延伸により線引きを行い、500μm径のプラスチック光ファイバを1600倍に延伸して安定して1000mを得た。得られたファイバは、実質的な収率が75%、全線における径の変動は±15μm、真円度が99.3%であった。そのファイバの650nmでの伝送損失を測定したところ170dB/kmであった。また、帯域特性は、最大で1.2GHz/100mであった。 The preform was drawn by hot drawing at a speed of 3.6 m / min in a preheating section 160 ° C. and a melt drawing section 230 ° C., and a 500 μm diameter plastic optical fiber was drawn 1600 times stably. 1000 m was obtained. The obtained fiber had a substantial yield of 75%, a diameter variation of ± 15 μm in all wires, and a roundness of 99.3%. The transmission loss at 650 nm of the fiber was measured and found to be 170 dB / km. Further, the maximum band characteristic was 1.2 GHz / 100 m.
[実施例2]
(二層中空管の作製)
実施例1において、用いる樹脂をポリフッ化ビニリデン(PVDF)(呉羽化学製KF−#850;融点178℃)とし、押出し時の樹脂温度を185℃〜187℃、押出ダイス出口のポリマーのみかけ粘度が、3000〜4000Pa・sの範囲になるように制御した。他の条件は実施例1と同じにして、外径が20mmであり肉厚(クラッドの厚み)が0.5mmのPVDFからなる中空管を作製した。このPVDF中空管がちょうど収まる内径を有する中空管に挿入し、該PVDF中空管内に実施例1と同じ方法で精製したMMA/IBXMA混合溶液、重合開始剤としてジメチル2,2’−アゾビスブチレートをモノマーに対し0.05重量%、連鎖移動剤としてドデシルメルカプタンをモノマーに対して0.5重量%混合した液を中空管容積の75%だけ注入し、60℃、3000rpmにて回転させながら1時間加熱重合後、70℃に昇温し更に4時間加熱重合する回転加熱重合、さらに90℃で10時間加熱処理の工程を経て、前記PVDF中空管の内面にMMA/IBXMAの共重合体からなる層を形成した、外側:PVDFからなる厚み0.5mm、内側:IBXMA/MMA共重合体からなる厚み2mmとからなる円筒中空状の二重クラッド管(中空管)が得られた。なお、得られた中空管の内壁粗さは最大で0.21μm、真円度は99.4%であった。その後は、実施例1と同様にしてプリフォームを作製し、加熱延伸して光ファイバを得た。そのファイバの650nmでの伝送損失を測定したところ178dB/kmであった。また、帯域特性は、最大で1.3GHz/100mであった。
[Example 2]
(Production of double-layer hollow tube)
In Example 1, the resin to be used is polyvinylidene fluoride (PVDF) (Kureha Chemical KF- # 850; melting point 178 ° C.), the resin temperature during extrusion is 185 ° C. to 187 ° C., and the apparent viscosity of the polymer at the exit of the extrusion die is , And controlled to be in the range of 3000 to 4000 Pa · s. Other conditions were the same as in Example 1, and a hollow tube made of PVDF having an outer diameter of 20 mm and a wall thickness (cladding thickness) of 0.5 mm was produced. MMA / IBXMA mixed solution purified by the same method as in Example 1 and dimethyl 2,2′-azobis as a polymerization initiator were inserted into a hollow tube having an inner diameter that just fits the PVDF hollow tube. A mixture of 0.05% by weight of butyrate with respect to the monomer and 0.5% by weight of dodecyl mercaptan as the chain transfer agent with respect to the monomer was injected by 75% of the hollow tube volume and rotated at 60 ° C. and 3000 rpm. After the heat polymerization for 1 hour, the temperature is raised to 70 ° C., followed by the rotation heat polymerization in which the heat polymerization is further performed for 4 hours, and further subjected to the heat treatment at 90 ° C. for 10 hours, and the inner surface of the PVDF hollow tube is coated with MMA / IBXMA. A cylindrical layer having a polymer layer, outer side: PVDF thickness 0.5 mm, inner side: IBXMA / MMA copolymer thickness 2 mm A double clad tube (hollow tube) was obtained. The obtained hollow tube had a maximum inner wall roughness of 0.21 μm and a roundness of 99.4%. Thereafter, a preform was produced in the same manner as in Example 1, and heated and stretched to obtain an optical fiber. The transmission loss at 650 nm of the fiber was measured and found to be 178 dB / km. Further, the maximum band characteristic was 1.3 GHz / 100 m.
[実施例3]
(二層中空管の作製)
第2のタイプに用いられる溶融押出装置(溶融押出成形装置)を改造し、二重中空管を作製できるようにした。該二重中空管の外側には実施例2で用いたPVDF樹脂、該内側には実施例1で作成した中空管原料のMMA/IBXMA共重合体とし、あとは実施例1と同様に温調を施し、外側:PVDFからなる厚み0.7mm、内側:MMA/IBXMA共重合体からなる厚み2.2mmからなる円筒中空状の二重クラッド管(中空管)が得られた。なお、得られた中空管の内壁粗さは最大で0.25μm、真円度は99.1%であった。その後は、実施例1と同様にしてプリフォームを作製し、加熱延伸して光ファイバを得た。そのファイバの650nmでの伝送損失を測定したところ188dB/kmであった。また、帯域特性は、最大で1.3GHz/100mであった。
[Example 3]
(Production of double-layer hollow tube)
The melt extrusion apparatus (melt extrusion molding apparatus) used for the second type was modified so that a double hollow tube could be produced. The outside of the double hollow tube is the PVDF resin used in Example 2, the inside is the MMA / IBXMA copolymer of the hollow tube material prepared in Example 1, and the rest is the same as in Example 1. Temperature control was performed, and a cylindrical hollow double clad tube (hollow tube) having a thickness of 0.7 mm made of PVDF and a thickness of 2.2 mm made of MMA / IBXMA copolymer on the outside was obtained. The obtained hollow tube had a maximum inner wall roughness of 0.25 μm and a roundness of 99.1%. Thereafter, a preform was produced in the same manner as in Example 1, and heated and stretched to obtain an optical fiber. The transmission loss at 650 nm of the fiber was measured and found to be 188 dB / km. Further, the maximum band characteristic was 1.3 GHz / 100 m.
[実施例4]
実施例1において、溶融延伸用の加熱源として最大出力60Wの炭酸ガスレーザー発生装置を用い、照射される熱量が均一となるようにプリフォームの調芯把持機構の部分に回転機構を持たせて30回転/分で回転しながら延伸させた。得られた光ファイバは実施例1と同等のものが得られた。
[Example 4]
In Example 1, a carbon dioxide laser generator with a maximum output of 60 W is used as a heat source for melt drawing, and a rotation mechanism is provided in the part of the aligning and gripping mechanism of the preform so that the amount of heat irradiated is uniform. The film was stretched while rotating at 30 rpm. The obtained optical fiber was the same as in Example 1.
[比較例1]
実施例1において、得られた中空管の内部に傷を付け、中空管の内壁粗さは最大で0.9μmとした後、実施例1と同様にして光ファイバを得た。そのファイバの650nmでの伝送損失を測定したところ530dB/kmであった。また、帯域特性は、最大で1.0GHz/100mと実施例1と比較して性能の低下が見られた。
[Comparative Example 1]
In Example 1, the inside of the obtained hollow tube was scratched, and the inner wall roughness of the hollow tube was set to 0.9 μm at the maximum, and then an optical fiber was obtained in the same manner as in Example 1. The transmission loss at 650 nm of the fiber was measured and found to be 530 dB / km. In addition, the band characteristic was 1.0 GHz / 100 m at the maximum, which was a decrease in performance as compared with Example 1.
[比較例2]
実施例1において得られたプリフォームを加熱延伸部分の条件を変更し、さらに引き取り速度を上げて、延伸倍率が20000倍以上となる線径が50μmとなるように引き取ろうとしたところ、120m程度延伸したところで断線してしまった。この得られたファイバの線径は最大で60μmも変動し、真円度は79%と歪んでおり、使用に耐えないものであった。
[比較例3]
実施例1の中空管作製工程において、スクリュー押出し機の押出し速度が脈動した状態で、中空管の内壁粗さが0.6μmの中空管を得た。この中空管について、実施例1と同様の操作を行って光ファイバを得たが、その性能は比較例1にも及ばない良好とは言えないものであった。
[比較例4]
実施例2の中空管の内層形成工程において、中空管の回転装置の回転軸にずれのある偏心した状態で、中空管の内壁粗さが0.8μmの中空管を得た。この中空管について、実施例2と同様の操作を行って光ファイバを得たが、その性能は比較例1にも及ばない良好とは言えないものであった。
[Comparative Example 2]
When the preform obtained in Example 1 was changed in the conditions of the heat-stretched portion, the take-up speed was increased, and the wire diameter at which the draw ratio was 20000 times or more was tried to be taken to be 50 μm. I was disconnected at the place. The fiber diameter of the obtained fiber fluctuated by 60 μm at the maximum, and the roundness was distorted as 79%, which was unusable.
[Comparative Example 3]
In the hollow tube manufacturing process of Example 1, a hollow tube having an inner wall roughness of 0.6 μm was obtained with the extrusion speed of the screw extruder pulsating. About this hollow tube, the same operation as Example 1 was performed, and the optical fiber was obtained, but it cannot be said that the performance was as good as the comparative example 1.
[Comparative Example 4]
In the hollow tube inner layer forming step of Example 2, a hollow tube having an inner wall roughness of 0.8 μm was obtained in an eccentric state in which the rotation axis of the rotating device of the hollow tube was shifted. This hollow tube was subjected to the same operation as in Example 2 to obtain an optical fiber, but the performance was not as good as that of Comparative Example 1.
[実施例5]
実施例2と同様の方法で呉羽化学製KF−850を用いて押し出し成形により、フッ化ビニリデン樹脂パイプ(底部もKF−850で作製されている)を作製した。得られたパイプの物性は実施例2と同等のものであった。このパイプに、重合性モノマーとして、重水素化メチルメタクリレート(MMA−d8:重合禁止剤としてのハイドロキノンモノメチルエーテルを除去し、水分を80ppm以下まで除去したもの)を所定量注入した。重合開始剤として、ジメチルアゾビスイソブチレート(MAIB)をモノマー溶液に対して0.5質量%、連鎖移動剤としてn−ラウリルメルカプタンをモノマー溶液に対して0.4質量%配合した混合溶液を所定量注入した。上記モノマー混合溶液の注入された重合容器を、70℃湯浴中に入れ、震盪を加えながら2時間予備重合を行った。その後、該重合容器を65℃下1時間さらに70℃下3時間水平状態(円筒の高さ方向が水平となる状態)に保持し、3000rpmにて回転させながら3時間加熱重合した。その後、90℃で24時間の熱処理し、上記重合体からなる円筒管を得た。
[Example 5]
A vinylidene fluoride resin pipe (the bottom is also made of KF-850) was produced by extrusion using KF-850 made by Kureha Chemical in the same manner as in Example 2. The physical properties of the obtained pipe were the same as in Example 2. A predetermined amount of deuterated methyl methacrylate (MMA-d8: hydroquinone monomethyl ether as a polymerization inhibitor was removed to remove water to 80 ppm or less) was injected into this pipe as a polymerizable monomer. A mixed solution containing 0.5% by mass of dimethylazobisisobutyrate (MAIB) as a polymerization initiator with respect to the monomer solution and 0.4% by mass of n-lauryl mercaptan as a chain transfer agent with respect to the monomer solution. A predetermined amount was injected. The polymerization vessel into which the monomer mixed solution was poured was placed in a 70 ° C. hot water bath, and prepolymerization was performed for 2 hours while adding shaking. Thereafter, the polymerization vessel was kept in a horizontal state (state in which the height direction of the cylinder was horizontal) at 65 ° C. for 1 hour and further at 70 ° C. for 3 hours, and polymerized by heating for 3 hours while rotating at 3000 rpm. Then, it heat-processed for 24 hours at 90 degreeC, and obtained the cylindrical tube which consists of the said polymer.
次に、コア部の原料であるモノマー(MMA−d8(上記同様に、重合禁止剤としてのハイドロキノンモノメチルエーテルを除去し、水分を80ppm以下まで除去したもの))と、ドーパントとしてジフェニルスルフィドをモノマー溶液に対して7質量%混合した。この混合溶液を、精度0.2μmの四フッ化エチレン製メンブランフィルターで濾過しつつ、作製した円筒管の中空部に濾液を直接注入した。開始剤として、PBDをモノマー混合溶液に対し0.016質量%、連鎖移動剤としてn−ラウリルメルカプタンをモノマー混合溶液に対し0.27重量%配合した(この系における連鎖移動係数は0.8)。この混合溶液等を注入した該円筒管を、該円筒管外径に対し9%だけ広い内径を持つガラス管内に挿入した状態で、加圧重合容器に垂直に静置した。その後、加圧重合容器内を窒素雰囲気に置換した後、0.005Mpaまで加圧し、100℃で、48時間加熱重合した。その後、加圧状態を維持しながら120℃で、24時間加熱重合および熱処理し、その後除冷することでプリフォームを得た。 Next, a monomer (MMA-d8 (removed hydroquinone monomethyl ether as a polymerization inhibitor and removed moisture up to 80 ppm or less) as a raw material for the core part) and diphenyl sulfide as a dopant in a monomer solution 7 mass% was mixed with respect to this. While filtering this mixed solution with a membrane filter made of ethylene tetrafluoride having an accuracy of 0.2 μm, the filtrate was directly injected into the hollow portion of the produced cylindrical tube. As an initiator, 0.016% by mass of PBD with respect to the monomer mixed solution and 0.27% by weight of n-lauryl mercaptan as a chain transfer agent with respect to the monomer mixed solution were blended (the chain transfer coefficient in this system was 0.8). . The cylindrical tube into which the mixed solution or the like was injected was placed in a pressure polymerization vessel in a state where it was inserted into a glass tube having an inner diameter that was 9% wider than the outer diameter of the cylindrical tube. Thereafter, the inside of the pressure polymerization vessel was replaced with a nitrogen atmosphere, and then the pressure was increased to 0.005 Mpa, and heat polymerization was performed at 100 ° C. for 48 hours. Thereafter, while maintaining the pressurized state, it was subjected to heat polymerization and heat treatment at 120 ° C. for 24 hours, and then cooled to obtain a preform.
得られたプリフォームには、重合完了時に体積収縮による気泡の混入はなかった。このプリフォームを230℃の熱延伸により線引きを行い、直径約470μmのプラスチック光ファイバ素線を製造した。延伸工程において、プリフォームには気泡の発生は観察されなかった。 The resulting preform did not contain bubbles due to volume shrinkage upon completion of polymerization. The preform was drawn by hot drawing at 230 ° C. to produce a plastic optical fiber strand having a diameter of about 470 μm. In the stretching process, no bubbles were observed in the preform.
次に、得られた素線(1)を、低密度ポリエチレン(LDPE)を用い、常法のクロスヘッドダイを備えた被覆装置にて120℃で被覆して、第1被覆層(3)が芯線に密着した外径1.2mmの被覆光ファイバコードを得た。この被覆ファイバコード2本を、塩化ビニル樹脂(PVC)を用い、第1次被覆と異なるダイを備えた被覆装置にて130℃で、中空押し出しにて被覆して、シース層(6)の短径が3.2mm、長径が6.2mmの2芯光ファイバケーブルを得た。図4に作製した2芯光ファイバケーブルの断面模式図を示す。また、その中空部分にアラミド繊維をテンションメンバとして縦添えした2芯光ファイバケーブルを得た。 Next, the obtained strand (1) was coated at 120 ° C. with a coating apparatus equipped with a conventional crosshead die using low density polyethylene (LDPE), and the first coating layer (3) was A coated optical fiber cord having an outer diameter of 1.2 mm adhered to the core wire was obtained. Two of the coated fiber cords are coated with a hollow extrusion at 130 ° C. using a coating apparatus having a die different from the primary coating using vinyl chloride resin (PVC), and the sheath layer (6) is shortened. A two-core optical fiber cable having a diameter of 3.2 mm and a major axis of 6.2 mm was obtained. FIG. 4 shows a schematic cross-sectional view of the two-core optical fiber cable produced. In addition, a two-core optical fiber cable in which aramid fibers were vertically attached as tension members to the hollow portion was obtained.
得られたファイバケーブルの伝送損失値を25℃・50%RH環境下、48時間シーズニングした後に測定したところ、波長650nmで113dB/km、波長780nmで145dB/km、波長850nmで352dB/kmであった。このファイバの帯域を780nmLD光源を用い、タイムドメイン法で測定したところ、1.92GHz・100mであった。 The transmission loss value of the obtained fiber cable was measured after seasoning for 48 hours in an environment of 25 ° C. and 50% RH. It was. When the bandwidth of this fiber was measured by a time domain method using a 780 nm LD light source, it was 1.92 GHz · 100 m.
11 装置本体
14 ダイ本体
14a 出口
19 クラッド
30 ガイド
31 インナーロッド
40 原料ポリマー
40a,40b 流路
41 温度センサ
50 製造ライン
51 溶融押出装置
52 ダイス
53 成形ダイス
54 冷却装置
55 引取装置
57 真空ポンプ
60 溶融樹脂
61 クラッド
70a 吸引孔
70 成形管
71 減圧チャンバ
80 ノズル
81 冷却水
82 器
82a 排出口
85 駆動ローラ
86 加圧ローラ
87 モータ
DESCRIPTION OF SYMBOLS 11 Apparatus main body 14 Die
Claims (7)
A plastic optical fiber obtained by the method for producing a plastic optical fiber according to claim 6.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003273271A JP2004191925A (en) | 2002-11-29 | 2003-07-11 | Preform for plastic optical member, its manufacturing method, and plastic optical fiber |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002348134 | 2002-11-29 | ||
| JP2003273271A JP2004191925A (en) | 2002-11-29 | 2003-07-11 | Preform for plastic optical member, its manufacturing method, and plastic optical fiber |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004191925A true JP2004191925A (en) | 2004-07-08 |
Family
ID=32774929
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003273271A Pending JP2004191925A (en) | 2002-11-29 | 2003-07-11 | Preform for plastic optical member, its manufacturing method, and plastic optical fiber |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004191925A (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007163910A (en) * | 2005-12-15 | 2007-06-28 | Fujifilm Corp | Plastic optical fiber and its manufacturing method |
-
2003
- 2003-07-11 JP JP2003273271A patent/JP2004191925A/en active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007163910A (en) * | 2005-12-15 | 2007-06-28 | Fujifilm Corp | Plastic optical fiber and its manufacturing method |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2005292180A (en) | Plastic optical fiber and its manufacturing method | |
| JP4657208B2 (en) | Plastic optical fiber and manufacturing method thereof | |
| JP2006058774A (en) | Optical fiber cable and its manufacturing method | |
| JP3910528B2 (en) | Plastic optical product and plastic optical fiber manufacturing method | |
| JP2008511012A (en) | Method and apparatus for coating plastic optical fiber using resin | |
| JP2006330190A (en) | Plastic optical fiber preform and manufacturing method thereof | |
| JP4579228B2 (en) | Optical member, polymerizable composition, and thio compound | |
| KR20070004018A (en) | Apparatus for manufacturing plastic optical fiber and manufacturing method thereof | |
| EP1583654B1 (en) | Method of fabricating a preform for producing plastic optical components | |
| JP2006058775A (en) | Method of coating plastic optical fiber | |
| JP2004191925A (en) | Preform for plastic optical member, its manufacturing method, and plastic optical fiber | |
| JP2005292668A (en) | Manufacturing method of plastic optical fiber | |
| JP2004318090A (en) | Method and apparatus for manufacturing plastic optical fiber | |
| JP4541895B2 (en) | Optical member, composition for its production | |
| JP2005321686A (en) | Multi-step index type plastic optical fiber | |
| JP2005321720A (en) | Manufacturing method and apparatus of clad pipe for optical member | |
| JP2006163007A (en) | Manufacturing method of plastic optical fiber and manufacturing equipment thereof | |
| JP2004264746A (en) | Plastic optical member | |
| JP2005258218A (en) | Method and apparatus for manufacturing clad pipe for plastic optical fiber | |
| JP2005292656A (en) | Manufacturing device and manufacturing method of plastic optical fiber | |
| JP2005321721A (en) | Manufacturing apparatus and manufacturing method of plastic optical fiber | |
| JP2006089624A (en) | Method for producing polymer for optical part and plastic optical fiber preform | |
| JP2005316358A (en) | Plastic optical fiber preform and manufacturing method therefof | |
| JP2005292667A (en) | Plastic optical fiber and manufacturing method thereof | |
| JP2004061857A (en) | Manufacturing method of optical transmission material, and the material |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060213 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20061214 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20071220 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080108 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080208 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080311 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20080708 |