JP2004163575A - Light diffusion laminated board made of polycarbonate resin for direct backlight - Google Patents
Light diffusion laminated board made of polycarbonate resin for direct backlight Download PDFInfo
- Publication number
- JP2004163575A JP2004163575A JP2002327950A JP2002327950A JP2004163575A JP 2004163575 A JP2004163575 A JP 2004163575A JP 2002327950 A JP2002327950 A JP 2002327950A JP 2002327950 A JP2002327950 A JP 2002327950A JP 2004163575 A JP2004163575 A JP 2004163575A
- Authority
- JP
- Japan
- Prior art keywords
- polycarbonate resin
- light diffusion
- light
- liquid crystal
- fine particles
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 229920005668 polycarbonate resin Polymers 0.000 title claims abstract description 77
- 239000004431 polycarbonate resin Substances 0.000 title claims abstract description 77
- 238000009792 diffusion process Methods 0.000 title claims abstract description 65
- 239000010419 fine particle Substances 0.000 claims abstract description 34
- 239000002245 particle Substances 0.000 claims abstract description 13
- 239000000203 mixture Substances 0.000 claims abstract description 9
- 239000004973 liquid crystal related substance Substances 0.000 abstract description 30
- 238000000034 method Methods 0.000 description 21
- -1 carbonyl halide Chemical class 0.000 description 18
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 12
- 239000003795 chemical substances by application Substances 0.000 description 10
- 230000000694 effects Effects 0.000 description 10
- 238000011156 evaluation Methods 0.000 description 8
- 238000002156 mixing Methods 0.000 description 8
- NFHFRUOZVGFOOS-UHFFFAOYSA-N palladium;triphenylphosphane Chemical compound [Pd].C1=CC=CC=C1P(C=1C=CC=CC=1)C1=CC=CC=C1.C1=CC=CC=C1P(C=1C=CC=CC=1)C1=CC=CC=C1.C1=CC=CC=C1P(C=1C=CC=CC=1)C1=CC=CC=C1.C1=CC=CC=C1P(C=1C=CC=CC=1)C1=CC=CC=C1 NFHFRUOZVGFOOS-UHFFFAOYSA-N 0.000 description 8
- 239000004925 Acrylic resin Substances 0.000 description 7
- 229920000178 Acrylic resin Polymers 0.000 description 7
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 6
- 125000003118 aryl group Chemical group 0.000 description 6
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 5
- 150000002148 esters Chemical class 0.000 description 5
- 239000006081 fluorescent whitening agent Substances 0.000 description 5
- 239000012760 heat stabilizer Substances 0.000 description 5
- 238000000465 moulding Methods 0.000 description 5
- 238000002834 transmittance Methods 0.000 description 5
- 239000006097 ultraviolet radiation absorber Substances 0.000 description 5
- BVKZGUZCCUSVTD-UHFFFAOYSA-L Carbonate Chemical compound [O-]C([O-])=O BVKZGUZCCUSVTD-UHFFFAOYSA-L 0.000 description 4
- YGYAWVDWMABLBF-UHFFFAOYSA-N Phosgene Chemical compound ClC(Cl)=O YGYAWVDWMABLBF-UHFFFAOYSA-N 0.000 description 4
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 4
- 238000001816 cooling Methods 0.000 description 4
- 235000014113 dietary fatty acids Nutrition 0.000 description 4
- 238000001125 extrusion Methods 0.000 description 4
- 239000000194 fatty acid Substances 0.000 description 4
- 229930195729 fatty acid Natural products 0.000 description 4
- 229920005989 resin Polymers 0.000 description 4
- 239000011347 resin Substances 0.000 description 4
- 229920002050 silicone resin Polymers 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- 238000012360 testing method Methods 0.000 description 4
- IYAZLDLPUNDVAG-UHFFFAOYSA-N 2-(benzotriazol-2-yl)-4-(2,4,4-trimethylpentan-2-yl)phenol Chemical compound CC(C)(C)CC(C)(C)C1=CC=C(O)C(N2N=C3C=CC=CC3=N2)=C1 IYAZLDLPUNDVAG-UHFFFAOYSA-N 0.000 description 3
- YMWUJEATGCHHMB-UHFFFAOYSA-N Dichloromethane Chemical compound ClCCl YMWUJEATGCHHMB-UHFFFAOYSA-N 0.000 description 3
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 3
- FQUNFJULCYSSOP-UHFFFAOYSA-N bisoctrizole Chemical compound N1=C2C=CC=CC2=NN1C1=CC(C(C)(C)CC(C)(C)C)=CC(CC=2C(=C(C=C(C=2)C(C)(C)CC(C)(C)C)N2N=C3C=CC=CC3=N2)O)=C1O FQUNFJULCYSSOP-UHFFFAOYSA-N 0.000 description 3
- 229910000019 calcium carbonate Inorganic materials 0.000 description 3
- 239000000155 melt Substances 0.000 description 3
- 229920000058 polyacrylate Polymers 0.000 description 3
- 229920000515 polycarbonate Polymers 0.000 description 3
- 239000004417 polycarbonate Substances 0.000 description 3
- 229920000642 polymer Polymers 0.000 description 3
- 239000002243 precursor Substances 0.000 description 3
- 239000002904 solvent Substances 0.000 description 3
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 3
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 2
- GXURZKWLMYOCDX-UHFFFAOYSA-N 2,2-bis(hydroxymethyl)propane-1,3-diol;dihydroxyphosphanyl dihydrogen phosphite Chemical compound OP(O)OP(O)O.OCC(CO)(CO)CO GXURZKWLMYOCDX-UHFFFAOYSA-N 0.000 description 2
- KWOLFJPFCHCOCG-UHFFFAOYSA-N Acetophenone Chemical compound CC(=O)C1=CC=CC=C1 KWOLFJPFCHCOCG-UHFFFAOYSA-N 0.000 description 2
- 238000012696 Interfacial polycondensation Methods 0.000 description 2
- JKIJEFPNVSHHEI-UHFFFAOYSA-N Phenol, 2,4-bis(1,1-dimethylethyl)-, phosphite (3:1) Chemical compound CC(C)(C)C1=CC(C(C)(C)C)=CC=C1OP(OC=1C(=CC(=CC=1)C(C)(C)C)C(C)(C)C)OC1=CC=C(C(C)(C)C)C=C1C(C)(C)C JKIJEFPNVSHHEI-UHFFFAOYSA-N 0.000 description 2
- ABLZXFCXXLZCGV-UHFFFAOYSA-N Phosphorous acid Chemical compound OP(O)=O ABLZXFCXXLZCGV-UHFFFAOYSA-N 0.000 description 2
- 235000021355 Stearic acid Nutrition 0.000 description 2
- BEIOEBMXPVYLRY-UHFFFAOYSA-N [4-[4-bis(2,4-ditert-butylphenoxy)phosphanylphenyl]phenyl]-bis(2,4-ditert-butylphenoxy)phosphane Chemical compound CC(C)(C)C1=CC(C(C)(C)C)=CC=C1OP(C=1C=CC(=CC=1)C=1C=CC(=CC=1)P(OC=1C(=CC(=CC=1)C(C)(C)C)C(C)(C)C)OC=1C(=CC(=CC=1)C(C)(C)C)C(C)(C)C)OC1=CC=C(C(C)(C)C)C=C1C(C)(C)C BEIOEBMXPVYLRY-UHFFFAOYSA-N 0.000 description 2
- 239000006096 absorbing agent Substances 0.000 description 2
- 230000002411 adverse Effects 0.000 description 2
- 229910000147 aluminium phosphate Inorganic materials 0.000 description 2
- ADCOVFLJGNWWNZ-UHFFFAOYSA-N antimony trioxide Chemical compound O=[Sb]O[Sb]=O ADCOVFLJGNWWNZ-UHFFFAOYSA-N 0.000 description 2
- VBICKXHEKHSIBG-UHFFFAOYSA-N beta-monoglyceryl stearate Natural products CCCCCCCCCCCCCCCCCC(=O)OCC(O)CO VBICKXHEKHSIBG-UHFFFAOYSA-N 0.000 description 2
- 125000004432 carbon atom Chemical group C* 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 238000000748 compression moulding Methods 0.000 description 2
- ZUOUZKKEUPVFJK-UHFFFAOYSA-N diphenyl Chemical compound C1=CC=CC=C1C1=CC=CC=C1 ZUOUZKKEUPVFJK-UHFFFAOYSA-N 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- MCPKSFINULVDNX-UHFFFAOYSA-N drometrizole Chemical compound CC1=CC=C(O)C(N2N=C3C=CC=CC3=N2)=C1 MCPKSFINULVDNX-UHFFFAOYSA-N 0.000 description 2
- 239000003063 flame retardant Substances 0.000 description 2
- 230000001771 impaired effect Effects 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 238000003475 lamination Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- UQDUPQYQJKYHQI-UHFFFAOYSA-N methyl laurate Chemical compound CCCCCCCCCCCC(=O)OC UQDUPQYQJKYHQI-UHFFFAOYSA-N 0.000 description 2
- QIQXTHQIDYTFRH-UHFFFAOYSA-N octadecanoic acid Chemical compound CCCCCCCCCCCCCCCCCC(O)=O QIQXTHQIDYTFRH-UHFFFAOYSA-N 0.000 description 2
- OQCDKBAXFALNLD-UHFFFAOYSA-N octadecanoic acid Natural products CCCCCCCC(C)CCCCCCCCC(O)=O OQCDKBAXFALNLD-UHFFFAOYSA-N 0.000 description 2
- PXDJXZJSCPSGGI-UHFFFAOYSA-N palmityl palmitate Chemical compound CCCCCCCCCCCCCCCCOC(=O)CCCCCCCCCCCCCCC PXDJXZJSCPSGGI-UHFFFAOYSA-N 0.000 description 2
- 150000002989 phenols Chemical class 0.000 description 2
- 238000006116 polymerization reaction Methods 0.000 description 2
- 229920001296 polysiloxane Polymers 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 239000011342 resin composition Substances 0.000 description 2
- 150000004671 saturated fatty acids Chemical class 0.000 description 2
- 229920002379 silicone rubber Polymers 0.000 description 2
- 239000004945 silicone rubber Substances 0.000 description 2
- 239000008117 stearic acid Substances 0.000 description 2
- 150000005846 sugar alcohols Polymers 0.000 description 2
- ISIJQEHRDSCQIU-UHFFFAOYSA-N tert-butyl 2,7-diazaspiro[4.5]decane-7-carboxylate Chemical compound C1N(C(=O)OC(C)(C)C)CCCC11CNCC1 ISIJQEHRDSCQIU-UHFFFAOYSA-N 0.000 description 2
- HVLLSGMXQDNUAL-UHFFFAOYSA-N triphenyl phosphite Chemical compound C=1C=CC=CC=1OP(OC=1C=CC=CC=1)OC1=CC=CC=C1 HVLLSGMXQDNUAL-UHFFFAOYSA-N 0.000 description 2
- DCXXMTOCNZCJGO-UHFFFAOYSA-N tristearoylglycerol Chemical compound CCCCCCCCCCCCCCCCCC(=O)OCC(OC(=O)CCCCCCCCCCCCCCCCC)COC(=O)CCCCCCCCCCCCCCCCC DCXXMTOCNZCJGO-UHFFFAOYSA-N 0.000 description 2
- FEODVXCWZVOEIR-UHFFFAOYSA-N (2,4-ditert-butylphenyl) octyl hydrogen phosphite Chemical compound CCCCCCCCOP(O)OC1=CC=C(C(C)(C)C)C=C1C(C)(C)C FEODVXCWZVOEIR-UHFFFAOYSA-N 0.000 description 1
- HCNHNBLSNVSJTJ-UHFFFAOYSA-N 1,1-Bis(4-hydroxyphenyl)ethane Chemical compound C=1C=C(O)C=CC=1C(C)C1=CC=C(O)C=C1 HCNHNBLSNVSJTJ-UHFFFAOYSA-N 0.000 description 1
- JYEUMXHLPRZUAT-UHFFFAOYSA-N 1,2,3-triazine Chemical compound C1=CN=NN=C1 JYEUMXHLPRZUAT-UHFFFAOYSA-N 0.000 description 1
- QMMJWQMCMRUYTG-UHFFFAOYSA-N 1,2,4,5-tetrachloro-3-(trifluoromethyl)benzene Chemical compound FC(F)(F)C1=C(Cl)C(Cl)=CC(Cl)=C1Cl QMMJWQMCMRUYTG-UHFFFAOYSA-N 0.000 description 1
- DMBUODUULYCPAK-UHFFFAOYSA-N 1,3-bis(docosanoyloxy)propan-2-yl docosanoate Chemical compound CCCCCCCCCCCCCCCCCCCCCC(=O)OCC(OC(=O)CCCCCCCCCCCCCCCCCCCCC)COC(=O)CCCCCCCCCCCCCCCCCCCCC DMBUODUULYCPAK-UHFFFAOYSA-N 0.000 description 1
- IBABXJRXGSAJLQ-UHFFFAOYSA-N 1,4-bis(2,6-diethyl-4-methylanilino)anthracene-9,10-dione Chemical compound CCC1=CC(C)=CC(CC)=C1NC(C=1C(=O)C2=CC=CC=C2C(=O)C=11)=CC=C1NC1=C(CC)C=C(C)C=C1CC IBABXJRXGSAJLQ-UHFFFAOYSA-N 0.000 description 1
- KZYAYVSWIPZDKL-UHFFFAOYSA-N 1,4-diamino-2,3-dichloroanthracene-9,10-dione Chemical compound O=C1C2=CC=CC=C2C(=O)C2=C1C(N)=C(Cl)C(Cl)=C2N KZYAYVSWIPZDKL-UHFFFAOYSA-N 0.000 description 1
- HYZJCKYKOHLVJF-UHFFFAOYSA-N 1H-benzimidazole Chemical compound C1=CC=C2NC=NC2=C1 HYZJCKYKOHLVJF-UHFFFAOYSA-N 0.000 description 1
- MEZZCSHVIGVWFI-UHFFFAOYSA-N 2,2'-Dihydroxy-4-methoxybenzophenone Chemical compound OC1=CC(OC)=CC=C1C(=O)C1=CC=CC=C1O MEZZCSHVIGVWFI-UHFFFAOYSA-N 0.000 description 1
- WZUNUACWCJJERC-UHFFFAOYSA-N 2,2-bis(hydroxymethyl)butyl octadecanoate Chemical compound CCCCCCCCCCCCCCCCCC(=O)OCC(CC)(CO)CO WZUNUACWCJJERC-UHFFFAOYSA-N 0.000 description 1
- XSXWOBXNYNULJG-UHFFFAOYSA-N 2-(2,4,4-trimethylpentan-2-yl)phenol Chemical compound CC(C)(C)CC(C)(C)C1=CC=CC=C1O XSXWOBXNYNULJG-UHFFFAOYSA-N 0.000 description 1
- HIXDQWDOVZUNNA-UHFFFAOYSA-N 2-(3,4-dimethoxyphenyl)-5-hydroxy-7-methoxychromen-4-one Chemical compound C=1C(OC)=CC(O)=C(C(C=2)=O)C=1OC=2C1=CC=C(OC)C(OC)=C1 HIXDQWDOVZUNNA-UHFFFAOYSA-N 0.000 description 1
- ZMWRRFHBXARRRT-UHFFFAOYSA-N 2-(benzotriazol-2-yl)-4,6-bis(2-methylbutan-2-yl)phenol Chemical compound CCC(C)(C)C1=CC(C(C)(C)CC)=CC(N2N=C3C=CC=CC3=N2)=C1O ZMWRRFHBXARRRT-UHFFFAOYSA-N 0.000 description 1
- OLFNXLXEGXRUOI-UHFFFAOYSA-N 2-(benzotriazol-2-yl)-4,6-bis(2-phenylpropan-2-yl)phenol Chemical compound C=1C(N2N=C3C=CC=CC3=N2)=C(O)C(C(C)(C)C=2C=CC=CC=2)=CC=1C(C)(C)C1=CC=CC=C1 OLFNXLXEGXRUOI-UHFFFAOYSA-N 0.000 description 1
- FKOKUHFZNIUSLW-UHFFFAOYSA-N 2-Hydroxypropyl stearate Chemical compound CCCCCCCCCCCCCCCCCC(=O)OCC(C)O FKOKUHFZNIUSLW-UHFFFAOYSA-N 0.000 description 1
- UZOYICMDDCNJJG-UHFFFAOYSA-N 2-[[3-(benzotriazol-2-yl)-2-hydroxy-5-methylphenyl]methyl]-4,5,6,7-tetrahydroisoindole-1,3-dione Chemical compound N1=C2C=CC=CC2=NN1C1=CC(C)=CC(CN2C(C3=C(CCCC3)C2=O)=O)=C1O UZOYICMDDCNJJG-UHFFFAOYSA-N 0.000 description 1
- OPJWPPVYCOPDCM-UHFFFAOYSA-N 2-ethylhexyl octadecanoate Chemical compound CCCCCCCCCCCCCCCCCC(=O)OCC(CC)CCCC OPJWPPVYCOPDCM-UHFFFAOYSA-N 0.000 description 1
- VEORPZCZECFIRK-UHFFFAOYSA-N 3,3',5,5'-tetrabromobisphenol A Chemical compound C=1C(Br)=C(O)C(Br)=CC=1C(C)(C)C1=CC(Br)=C(O)C(Br)=C1 VEORPZCZECFIRK-UHFFFAOYSA-N 0.000 description 1
- YMTYZTXUZLQUSF-UHFFFAOYSA-N 3,3'-Dimethylbisphenol A Chemical compound C1=C(O)C(C)=CC(C(C)(C)C=2C=C(C)C(O)=CC=2)=C1 YMTYZTXUZLQUSF-UHFFFAOYSA-N 0.000 description 1
- PZRWFKGUFWPFID-UHFFFAOYSA-N 3,9-dioctadecoxy-2,4,8,10-tetraoxa-3,9-diphosphaspiro[5.5]undecane Chemical compound C1OP(OCCCCCCCCCCCCCCCCCC)OCC21COP(OCCCCCCCCCCCCCCCCCC)OC2 PZRWFKGUFWPFID-UHFFFAOYSA-N 0.000 description 1
- XPNKJGMHGPTELE-UHFFFAOYSA-N 3-hexoxyphenol Chemical compound CCCCCCOC1=CC=CC(O)=C1 XPNKJGMHGPTELE-UHFFFAOYSA-N 0.000 description 1
- VPWNQTHUCYMVMZ-UHFFFAOYSA-N 4,4'-sulfonyldiphenol Chemical compound C1=CC(O)=CC=C1S(=O)(=O)C1=CC=C(O)C=C1 VPWNQTHUCYMVMZ-UHFFFAOYSA-N 0.000 description 1
- VWGKEVWFBOUAND-UHFFFAOYSA-N 4,4'-thiodiphenol Chemical compound C1=CC(O)=CC=C1SC1=CC=C(O)C=C1 VWGKEVWFBOUAND-UHFFFAOYSA-N 0.000 description 1
- ODJUOZPKKHIEOZ-UHFFFAOYSA-N 4-[2-(4-hydroxy-3,5-dimethylphenyl)propan-2-yl]-2,6-dimethylphenol Chemical compound CC1=C(O)C(C)=CC(C(C)(C)C=2C=C(C)C(O)=C(C)C=2)=C1 ODJUOZPKKHIEOZ-UHFFFAOYSA-N 0.000 description 1
- BVNWQSXXRMNYKH-UHFFFAOYSA-N 4-phenyl-2h-benzotriazole Chemical compound C1=CC=CC=C1C1=CC=CC2=C1NN=N2 BVNWQSXXRMNYKH-UHFFFAOYSA-N 0.000 description 1
- CNGYZEMWVAWWOB-VAWYXSNFSA-N 5-[[4-anilino-6-[bis(2-hydroxyethyl)amino]-1,3,5-triazin-2-yl]amino]-2-[(e)-2-[4-[[4-anilino-6-[bis(2-hydroxyethyl)amino]-1,3,5-triazin-2-yl]amino]-2-sulfophenyl]ethenyl]benzenesulfonic acid Chemical compound N=1C(NC=2C=C(C(\C=C\C=3C(=CC(NC=4N=C(N=C(NC=5C=CC=CC=5)N=4)N(CCO)CCO)=CC=3)S(O)(=O)=O)=CC=2)S(O)(=O)=O)=NC(N(CCO)CCO)=NC=1NC1=CC=CC=C1 CNGYZEMWVAWWOB-VAWYXSNFSA-N 0.000 description 1
- SDDLEVPIDBLVHC-UHFFFAOYSA-N Bisphenol Z Chemical compound C1=CC(O)=CC=C1C1(C=2C=CC(O)=CC=2)CCCCC1 SDDLEVPIDBLVHC-UHFFFAOYSA-N 0.000 description 1
- JYFHYPJRHGVZDY-UHFFFAOYSA-N Dibutyl phosphate Chemical compound CCCCOP(O)(=O)OCCCC JYFHYPJRHGVZDY-UHFFFAOYSA-N 0.000 description 1
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical compound COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 1
- QAEPIAHUOVJOOM-UHFFFAOYSA-N OP(O)OP(O)O.C(CCCCCCCC)C1=C(C=CC=C1)C(O)(C(CO)(CO)CO)C1=C(C=CC=C1)CCCCCCCCC Chemical compound OP(O)OP(O)O.C(CCCCCCCC)C1=C(C=CC=C1)C(O)(C(CO)(CO)CO)C1=C(C=CC=C1)CCCCCCCCC QAEPIAHUOVJOOM-UHFFFAOYSA-N 0.000 description 1
- GWFGDXZQZYMSMJ-UHFFFAOYSA-N Octadecansaeure-heptadecylester Natural products CCCCCCCCCCCCCCCCCOC(=O)CCCCCCCCCCCCCCCCC GWFGDXZQZYMSMJ-UHFFFAOYSA-N 0.000 description 1
- OPHRYYLSOHGMNT-UHFFFAOYSA-N P(=O)(OC1=CC=CC=C1)(OC1=CC=CC=C1)OC1=CC=C(C=C1)C1=CCC(C=C1)=O Chemical compound P(=O)(OC1=CC=CC=C1)(OC1=CC=CC=C1)OC1=CC=C(C=C1)C1=CCC(C=C1)=O OPHRYYLSOHGMNT-UHFFFAOYSA-N 0.000 description 1
- 229910019142 PO4 Inorganic materials 0.000 description 1
- HVUMOYIDDBPOLL-XWVZOOPGSA-N Sorbitan monostearate Chemical compound CCCCCCCCCCCCCCCCCC(=O)OC[C@@H](O)[C@H]1OC[C@H](O)[C@H]1O HVUMOYIDDBPOLL-XWVZOOPGSA-N 0.000 description 1
- XTFOCTHEHOLWKC-UHFFFAOYSA-N [3-[4-bis(2,4-ditert-butylphenoxy)phosphanylphenyl]phenyl]-bis(2,4-ditert-butylphenoxy)phosphane Chemical compound CC(C)(C)C1=CC(C(C)(C)C)=CC=C1OP(C=1C=CC(=CC=1)C=1C=C(C=CC=1)P(OC=1C(=CC(=CC=1)C(C)(C)C)C(C)(C)C)OC=1C(=CC(=CC=1)C(C)(C)C)C(C)(C)C)OC1=CC=C(C(C)(C)C)C=C1C(C)(C)C XTFOCTHEHOLWKC-UHFFFAOYSA-N 0.000 description 1
- OCKWAZCWKSMKNC-UHFFFAOYSA-N [3-octadecanoyloxy-2,2-bis(octadecanoyloxymethyl)propyl] octadecanoate Chemical compound CCCCCCCCCCCCCCCCCC(=O)OCC(COC(=O)CCCCCCCCCCCCCCCCC)(COC(=O)CCCCCCCCCCCCCCCCC)COC(=O)CCCCCCCCCCCCCCCCC OCKWAZCWKSMKNC-UHFFFAOYSA-N 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 125000001931 aliphatic group Chemical group 0.000 description 1
- 239000001000 anthraquinone dye Substances 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 230000003078 antioxidant effect Effects 0.000 description 1
- 150000001491 aromatic compounds Chemical class 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 150000001556 benzimidazoles Chemical class 0.000 description 1
- XJHABGPPCLHLLV-UHFFFAOYSA-N benzo[de]isoquinoline-1,3-dione Chemical class C1=CC(C(=O)NC2=O)=C3C2=CC=CC3=C1 XJHABGPPCLHLLV-UHFFFAOYSA-N 0.000 description 1
- RWCCWEUUXYIKHB-UHFFFAOYSA-N benzophenone Chemical compound C=1C=CC=CC=1C(=O)C1=CC=CC=C1 RWCCWEUUXYIKHB-UHFFFAOYSA-N 0.000 description 1
- 239000012965 benzophenone Substances 0.000 description 1
- OMFRMAHOUUJSGP-IRHGGOMRSA-N bifenthrin Chemical compound C1=CC=C(C=2C=CC=CC=2)C(C)=C1COC(=O)[C@@H]1[C@H](\C=C(/Cl)C(F)(F)F)C1(C)C OMFRMAHOUUJSGP-IRHGGOMRSA-N 0.000 description 1
- 230000001588 bifunctional effect Effects 0.000 description 1
- 235000010290 biphenyl Nutrition 0.000 description 1
- 239000004305 biphenyl Substances 0.000 description 1
- XYUJBANMVCDECZ-UHFFFAOYSA-N bis(2,4-ditert-butylphenoxy)-(2-phenylphenyl)phosphane Chemical compound CC(C)(C)C1=CC(C(C)(C)C)=CC=C1OP(C=1C(=CC=CC=1)C=1C=CC=CC=1)OC1=CC=C(C(C)(C)C)C=C1C(C)(C)C XYUJBANMVCDECZ-UHFFFAOYSA-N 0.000 description 1
- 238000000071 blow moulding Methods 0.000 description 1
- OCWYEMOEOGEQAN-UHFFFAOYSA-N bumetrizole Chemical compound CC(C)(C)C1=CC(C)=CC(N2N=C3C=C(Cl)C=CC3=N2)=C1O OCWYEMOEOGEQAN-UHFFFAOYSA-N 0.000 description 1
- STKZSWMDNMKTDV-UHFFFAOYSA-N butoxy-dihydroxy-diphenyl-lambda5-phosphane Chemical compound C(CCC)OP(O)(O)(C1=CC=CC=C1)C1=CC=CC=C1 STKZSWMDNMKTDV-UHFFFAOYSA-N 0.000 description 1
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 239000003245 coal Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 125000000332 coumarinyl group Chemical class O1C(=O)C(=CC2=CC=CC=C12)* 0.000 description 1
- 229920006037 cross link polymer Polymers 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- NJPPTRABUACKFL-UHFFFAOYSA-N decoxy-dihydroxy-diphenyl-$l^{5}-phosphane Chemical compound C=1C=CC=CC=1P(O)(O)(OCCCCCCCCCC)C1=CC=CC=C1 NJPPTRABUACKFL-UHFFFAOYSA-N 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- NMAKPIATXQEXBT-UHFFFAOYSA-N didecyl phenyl phosphite Chemical compound CCCCCCCCCCOP(OCCCCCCCCCC)OC1=CC=CC=C1 NMAKPIATXQEXBT-UHFFFAOYSA-N 0.000 description 1
- HDGDMUNGKHYYEA-UHFFFAOYSA-N dihydroxy-octoxy-diphenyl-$l^{5}-phosphane Chemical compound C=1C=CC=CC=1P(O)(O)(OCCCCCCCC)C1=CC=CC=C1 HDGDMUNGKHYYEA-UHFFFAOYSA-N 0.000 description 1
- WZPMZMCZAGFKOC-UHFFFAOYSA-N diisopropyl hydrogen phosphate Chemical compound CC(C)OP(O)(=O)OC(C)C WZPMZMCZAGFKOC-UHFFFAOYSA-N 0.000 description 1
- OXDOANYFRLHSML-UHFFFAOYSA-N dimethoxyphosphorylbenzene Chemical compound COP(=O)(OC)C1=CC=CC=C1 OXDOANYFRLHSML-UHFFFAOYSA-N 0.000 description 1
- HTDKEJXHILZNPP-UHFFFAOYSA-N dioctyl hydrogen phosphate Chemical compound CCCCCCCCOP(O)(=O)OCCCCCCCC HTDKEJXHILZNPP-UHFFFAOYSA-N 0.000 description 1
- MKZVQIIAAIPNGH-UHFFFAOYSA-N dioctyl phenyl phosphite Chemical compound CCCCCCCCOP(OCCCCCCCC)OC1=CC=CC=C1 MKZVQIIAAIPNGH-UHFFFAOYSA-N 0.000 description 1
- ROORDVPLFPIABK-UHFFFAOYSA-N diphenyl carbonate Chemical compound C=1C=CC=CC=1OC(=O)OC1=CC=CC=C1 ROORDVPLFPIABK-UHFFFAOYSA-N 0.000 description 1
- RTZKZFJDLAIYFH-UHFFFAOYSA-N ether Substances CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- XUGNVMKQXJXZCD-UHFFFAOYSA-N isopropyl palmitate Chemical compound CCCCCCCCCCCCCCCC(=O)OC(C)C XUGNVMKQXJXZCD-UHFFFAOYSA-N 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- NKBWPOSQERPBFI-UHFFFAOYSA-N octadecyl octadecanoate Chemical compound CCCCCCCCCCCCCCCCCCOC(=O)CCCCCCCCCCCCCCCCC NKBWPOSQERPBFI-UHFFFAOYSA-N 0.000 description 1
- 150000004893 oxazines Chemical class 0.000 description 1
- 150000002916 oxazoles Chemical class 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 1
- SMIZARYCGYRDGF-UHFFFAOYSA-N phenyl dipropan-2-yl phosphite Chemical compound CC(C)OP(OC(C)C)OC1=CC=CC=C1 SMIZARYCGYRDGF-UHFFFAOYSA-N 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 1
- 239000010452 phosphate Substances 0.000 description 1
- UEZVMMHDMIWARA-UHFFFAOYSA-M phosphonate Chemical compound [O-]P(=O)=O UEZVMMHDMIWARA-UHFFFAOYSA-M 0.000 description 1
- XRBCRPZXSCBRTK-UHFFFAOYSA-N phosphonous acid Chemical compound OPO XRBCRPZXSCBRTK-UHFFFAOYSA-N 0.000 description 1
- 229920001485 poly(butyl acrylate) polymer Polymers 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 229920001230 polyarylate Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 239000004926 polymethyl methacrylate Substances 0.000 description 1
- 229920005990 polystyrene resin Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 229940093625 propylene glycol monostearate Drugs 0.000 description 1
- PYWVYCXTNDRMGF-UHFFFAOYSA-N rhodamine B Chemical class [Cl-].C=12C=CC(=[N+](CC)CC)C=C2OC2=CC(N(CC)CC)=CC=C2C=1C1=CC=CC=C1C(O)=O PYWVYCXTNDRMGF-UHFFFAOYSA-N 0.000 description 1
- YGSDEFSMJLZEOE-UHFFFAOYSA-M salicylate Chemical compound OC1=CC=CC=C1C([O-])=O YGSDEFSMJLZEOE-UHFFFAOYSA-M 0.000 description 1
- 229960001860 salicylate Drugs 0.000 description 1
- 150000003377 silicon compounds Chemical class 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- LJFWQNJLLOFIJK-UHFFFAOYSA-N solvent violet 13 Chemical compound C1=CC(C)=CC=C1NC1=CC=C(O)C2=C1C(=O)C1=CC=CC=C1C2=O LJFWQNJLLOFIJK-UHFFFAOYSA-N 0.000 description 1
- 239000001587 sorbitan monostearate Substances 0.000 description 1
- 229940035048 sorbitan monostearate Drugs 0.000 description 1
- 235000011076 sorbitan monostearate Nutrition 0.000 description 1
- PJANXHGTPQOBST-UHFFFAOYSA-N stilbene Chemical class C=1C=CC=CC=1C=CC1=CC=CC=C1 PJANXHGTPQOBST-UHFFFAOYSA-N 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 150000003536 tetrazoles Chemical class 0.000 description 1
- 125000003944 tolyl group Chemical group 0.000 description 1
- 150000003852 triazoles Chemical class 0.000 description 1
- STCOOQWBFONSKY-UHFFFAOYSA-N tributyl phosphate Chemical compound CCCCOP(=O)(OCCCC)OCCCC STCOOQWBFONSKY-UHFFFAOYSA-N 0.000 description 1
- DQWPFSLDHJDLRL-UHFFFAOYSA-N triethyl phosphate Chemical compound CCOP(=O)(OCC)OCC DQWPFSLDHJDLRL-UHFFFAOYSA-N 0.000 description 1
- WVLBCYQITXONBZ-UHFFFAOYSA-N trimethyl phosphate Chemical compound COP(=O)(OC)OC WVLBCYQITXONBZ-UHFFFAOYSA-N 0.000 description 1
- CNUJLMSKURPSHE-UHFFFAOYSA-N trioctadecyl phosphite Chemical compound CCCCCCCCCCCCCCCCCCOP(OCCCCCCCCCCCCCCCCCC)OCCCCCCCCCCCCCCCCCC CNUJLMSKURPSHE-UHFFFAOYSA-N 0.000 description 1
- QOQNJVLFFRMJTQ-UHFFFAOYSA-N trioctyl phosphite Chemical compound CCCCCCCCOP(OCCCCCCCC)OCCCCCCCC QOQNJVLFFRMJTQ-UHFFFAOYSA-N 0.000 description 1
- XZZNDPSIHUTMOC-UHFFFAOYSA-N triphenyl phosphate Chemical compound C=1C=CC=CC=1OP(OC=1C=CC=CC=1)(=O)OC1=CC=CC=C1 XZZNDPSIHUTMOC-UHFFFAOYSA-N 0.000 description 1
- WGKLOLBTFWFKOD-UHFFFAOYSA-N tris(2-nonylphenyl) phosphite Chemical compound CCCCCCCCCC1=CC=CC=C1OP(OC=1C(=CC=CC=1)CCCCCCCCC)OC1=CC=CC=C1CCCCCCCCC WGKLOLBTFWFKOD-UHFFFAOYSA-N 0.000 description 1
- QQBLOZGVRHAYGT-UHFFFAOYSA-N tris-decyl phosphite Chemical compound CCCCCCCCCCOP(OCCCCCCCCCC)OCCCCCCCCCC QQBLOZGVRHAYGT-UHFFFAOYSA-N 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
Images

Abstract
Description
【0001】
【発明の属する技術分野】
本発明はポリカーボネート樹脂製光拡散積層板に関する。更に詳しくは、液晶ディスプレイの拡散シート等に有用な優れた面発光性を有し高輝度で発光面の輝度ムラが少なく色調が優れ立体模様を有するポリカーボネート樹脂製光拡散積層板に関する。
【0002】
【従来の技術】
芳香族ポリカーボネート樹脂は、機械的特性、耐熱性、耐候性に優れている上、高い光線透過率を備えた樹脂として幅広い用途に使用されている。例えばスカイドーム、トップライト、アーケード、マンションの腰板、道路側壁板等の建築分野にも多量使用されている。
【0003】
これらの用途の多くは白色光拡散板として用いられており、従来ポリカーボネート樹脂製の白色光拡散板(以下乳白色板という)は、ポリカーボネート樹脂に炭酸カルシウムおよび酸化チタン等の光拡散剤を添加混合する方法(特許文献1参照)、ポリカーボネート樹脂に部分的に架橋したポリマー微粒子を添加混合する方法(特許文献2参照)、ポリカーボネート樹脂に不融性アクリル系重合微粒子、酸化チタン及び珪素化合物を混合添加させる方法(特許文献3参照)が提案されている。
【0004】
その他の用途として、小型液晶ディスプレイ及び小型液晶テレビのエッジライト方式もしくは直下型バックライト方式の面光源体やスキャナーの面光源体等に用いられている。
【0005】
先に述べた特許文献1〜3に記載の乳白色板は、上記面光源体として用いても光線透過率が低いため十分な面発光性が得られないといった問題が生ずる。また透過光がやや黄味を帯びているため、カラー液晶表示における色合いに悪影響を及ぼすなどの問題がある。
【0006】
液晶ディスプレイのエッジライト方式の面光源体としてのポリカーボネート樹脂組成物としては、ポリカーボネート樹脂に炭酸カルシウムや架橋ポリアリレート樹脂を添加した樹脂組成物(特許文献4参照)、ポリカーボネート樹脂にビーズ状架橋アクリル樹脂を配合した樹脂組成物(特許文献5参照)、ポリカーボネート樹脂にビーズ状架橋アクリル樹脂と蛍光増白剤を添加した樹脂組成物(特許文献6参照)が知られている。
【0007】
しかしながら、これらのポリカーボネート樹脂組成物は、光拡散効果が不十分であるため液晶ディスプレイの直下型バックライトやスキャナーなどに使用すると光源が透けて見えるといった問題や輝度むらが生じるといった問題がある。
【0008】
また、エッジライト方式のバックライトでは導光板の上面に必要に応じて拡散フィルムやレンズフィルム等が載置され使用されており、特許文献7では、該拡散フィルムとプリズム形状を有するレンズフィルムとを一体化した光拡散効果とレンズ効果を併せ持つレンズシートが提案されている。
【0009】
さらに、炭酸カルシウムと酸化チタンを含有したポリカーボネート樹脂組成物から形成されたポリカーボネート製液晶ディスプレイバックライト用光拡散板が開示されている(特許文献8参照)。しかしながら、かかる光拡散板は、輝度が十分でなく、特に後述する大型液晶ディスプレイ用の直下型バックライト用光拡散板として使用する際、その影響が顕著になるという問題がある。
【0010】
一方、エッジライト方式もしくは直下型バックライト方式の小型液晶ディスプレイ及び小型液晶テレビ用光拡散板用途では、ポリカーボネート製とアクリル樹脂製の光拡散板が競合している。このポリカーボネート製光拡散板は品質面(耐衝撃性等)では優れている点が多いが、コスト競争力でアクリル樹脂製光拡散板に市場を凌駕されている。ところが近年15〜39インチと大型化してきている液晶ディスプレイや液晶テレビでは面積の増大により直下型バックライト方式が主流になりつつある。
【0011】
この用途において、アクリル樹脂製光拡散板ではその吸湿性等の特性のため大型化による影響を受けやすく、使用環境条件の変化により、光拡散板の反りが大きくなる。そのため、光拡散板が液晶板にあたるという重大な欠陥がしばしば発生していた。その結果、液晶板の輝度ムラが大きくなる問題が残った。
【0012】
さらに、小型液晶ディスプレイ及び小型液晶テレビでは、液晶画面の輝度向上及び画面全体の輝度ムラを減少させる観点から、光拡散板の他に、拡散フィルム、レンズフィルム、輝度向上フィルム等の機能性フィルムが多数使用されている。しかしながら、最近では、液晶ディスプレイ及び液晶テレビも小型から大型化が進んでいるため、使用する機能性フィルムの数を少なくしても、輝度及び拡散性能を向上させることできるような光拡散板の開発が望まれている。
【0013】
【特許文献1】
特開昭50−146646号公報
【特許文献2】
特開平03−143950号公報
【特許文献3】
特開平10−017761号公報
【特許文献4】
特開平05−257002号公報
【特許文献5】
特開平08−188709号公報
【特許文献6】
特開平09−020860号公報
【特許文献7】
特開平08−313708号公報
【特許文献8】
特開平03−078701号公報
【0014】
【発明が解決しようとする課題】
本発明の目的は、直下型バックライト方式の液晶ディスプレイの光拡散板等に有用な優れた面発光性を有し、高輝度で発光面の輝度ムラが少なく色調の優れたポリカーボネート樹脂製の光拡散板、特に大型液晶ディスプレイ又は大型液晶テレビの直下型バックライト方式の光拡散板として有用なポリカーボネート樹脂製の光拡散板を提供することである。
【0015】
本発明者は、上記課題を達成せんとして鋭意検討を重ねた結果、直下型バックライト方式において、従来光拡散板の上面に輝度向上及び輝度ムラを低減させるために表面に立体模様を有するフィルムを配置して使用していたけれども、驚くべきことに光拡散板と表面に立体模様を有するフィルムとを積層して使用することにより、単に配置して使用するよりも色調の優れた面発光性が得られ、且つ高輝度で良好な光拡散性を示すことを見出し、本発明を完成するに至った。
【0016】
【課題を解決するための手段】
本発明は、複数層からなる光拡散積層板であって、(1)上層は、その表面に立体模様を有した厚み0.05〜0.3mmのポリカーボネート樹脂フィルムであり、(2)下層は、ポリカーボネート樹脂99.7〜80重量%と平均粒径1〜30μmの透明微粒子0.3〜20重量%の合計100重量%よりなるポリカーボネート樹脂組成物から形成された厚み0.5〜3.0mmの光拡散板である直下型バックライト用ポリカーボネート樹脂製光拡散積層板に係るものである。
【0017】
本発明で使用されるポリカーボネート樹脂は、二価フェノールとカーボネート前駆体とを界面重縮合法または溶融重合法で反応させて得られるものである。二価フェノールの代表的な例としては2,2−ビス(4−ヒドロキシフェニル)プロパン[通称ビスフェノールA]、1,1−ビス(4−ヒドロキシフェニル)エタン、1,1−ビス(4−ヒドロキシフェニル)シクロヘキサン、2,2−ビス(3−メチル−4−ヒドロキシフェニル)プロパン、2,2−ビス(3,5−ジメチル−4−ヒドロキシフェニル)プロパン、ビス(4−ヒドロキシフェニル)サルファイド、ビス(4−ヒドロキシフェニル)スルホン等が挙げられ、なかでもビスフェノールAが好ましい。これらの二価フェノールは単独または2種以上を混合して使用できる。
【0018】
カーボネート前駆体としてはカルボニルハライド、カーボネートエステルまたはハロホルメート等が使用され、具体的にはホスゲン、ジフェニルカーボネートまたは二価フェノールのジハロホルメート等が挙げられる。
【0019】
上記二価フェノールとカーボネート前駆体を界面重縮合法または溶融重合法によって反応させてポリカーボネート樹脂を製造するに当っては、必要に応じて触媒、末端停止剤、二価フェノールの酸化防止剤等を使用してもよい。またポリカーボネート樹脂は三官能以上の多官能性芳香族化合物を共重合した分岐ポリカーボネート樹脂であっても、芳香族または脂肪族の二官能性カルボン酸を共重合したポリエステルカーボネート樹脂であってもよく、また、得られたポリカーボネート樹脂の2種以上を混合した混合物であってもよい。
【0020】
ポリカーボネート樹脂の分子量は粘度平均分子量で表して通常15,000〜40,000、好ましくは18,000〜35,000である。本発明でいう粘度平均分子量は塩化メチレン100mlにポリカーボネート樹脂0.7gを20℃で溶解した溶液から求めた比粘度(ηsp)を次式に挿入して求めたものである。
ηsp/c=[η]+0.45×[η]2c
[η]=1.23×10−4M0.83
(但しc=0.7、[η]は極限粘度)
【0021】
本発明の直下型バックライト用ポリカーボネート樹脂製光拡散積層板は、複数層からなり、その上層は、その表面に立体模様を有したポリカーボネート樹脂フィルム層である。該光拡散積層板表面に立体模様を有した透明なポリカーボネート樹脂フィルム層を設けることにより、輝度が大幅に向上し、光拡散性能に優れることとなる。
【0022】
本発明の直下型バックライト用ポリカーボネート樹脂製光拡散積層板は、上述のようにその(上層の)表面に立体模様を有しており、その立体模様を有する表面形状としては、光拡散性の優れたプリズム形状(鋸歯状)、畝形状またはウェーブ形状などが好ましく、特にプリズム形状が好ましい。光拡散積層板表面に凹凸形状の模様を設けることにより輝度が上昇し光拡散性能に優れることとなる。
【0023】
表面に立体模様を有したポリカーボネート樹脂フィルムを得る方法としては、ロール表面にプリズム形状(鋸歯状)、畝形状またはウェーブ形状など所望の模様の逆型を施した型付冷却ロールとシリコンゴムロールで溶融押出したポリカーボネート樹脂フィルムを挟持する方法が好ましく採用され、さらに、その後の冷却ロールにおいても鏡面ロールとシリコンゴムロールで模様付フィルムを挟持することが好ましい。かかる方法では製造設備に損傷を与えること無く、工業的に安定して模様付フィルムを生産できる。
【0024】
また、前記上層(ポリカーボネート樹脂フィルム層)は、その厚みが0.05〜0.3mmであり、好ましくは0.05〜0.25mmであり、特に好ましくは0.05〜0.2mmである。厚みが0.3mmを超えるとバックライトユニットの厚みが大きくなって液晶表示装置の薄型化の要求に対しては不十分であり好ましくない。
【0025】
なお、前記上層(ポリカーボネート樹脂フィルム層)は、レンズ効果を十分に発揮し易くするため高い透明性を有することが好ましいが、後述する光拡散剤をその特性に悪影響を及ぼさない程度配合してもよい。
【0026】
一方、本発明の直下型バックライト用ポリカーボネート樹脂製光拡散積層板は、複数層からなり、その下層は、ポリカーボネート樹脂99.7〜80重量%と平均粒径1〜30μmの透明微粒子0.3〜20重量%の合計100重量%よりなるポリカーボネート樹脂組成物から形成された光拡散板である。
【0027】
また、下層(光拡散板)の厚さは0.5〜3.0mmであり、好ましくは1.0〜3.0mmであり、より好ましくは1.5〜2.5mmである。0.5mmより薄いと剛性が不足するので適当ではなく、3.0mmより厚くなると重量的に実用的でなく好ましくない。
【0028】
本発明で光拡散剤として使用する透明微粒子としては、ガラス微粒子に代表される無機微粒子、ポリスチレン樹脂、(メタ)アクリル樹脂、シリコーン樹脂等からの有機微粒子があげられ、有機微粒子が好ましい。かかる有機微粒子としては、架橋した有機微粒子が好ましく、その製造過程において少なくとも部分的に架橋されており、ポリカーボネート樹脂の加工過程において実用的に変形せず、微粒子状態を維持しているものである。即ち、ポリカーボネート樹脂の成形温度(350℃)まで加熱してもポリカーボネート樹脂中に溶融しない微粒子がより好ましくあげられ、更に好ましくは架橋した(メタ)アクリル樹脂、シリコーン樹脂の有機微粒子である。その特に好適な具体例として、例えば部分架橋したメタクリル酸メチルをベースとしたポリマー微粒子ポリ(ブチルアクリレート)のコア/ポリ(メチルメタクリレート)のシェルを有するポリマー、ゴム状ビニルポリマーのコアとシェルを含んだコア/シェルモノホルジーを有するポリマー〔ローム・アンド・ハーズ・カンパニー製商品名パラロイドEXL−5136〕、架橋シロキサン結合を有するシリコーン樹脂〔東芝シリコーン(株)製トスパール120〕が挙げられる。
【0029】
透明微粒子の平均粒径は1〜30μmであり、1〜20μmのものが好ましく、特に1〜10μmのものが好ましい。かかる透明微粒子の平均粒径は、コールカウンター法で測定した重量平均粒径であり、その測定器は株式会社日科機の粒子数・粒度分布アナライザーMODEL Zm である。重量平均粒子径が1μm未満であると十分な光拡散性が得られず面発光性が劣り、30μmを越えると十分な光拡散性が得られず面発光性が劣り、十分な光拡散効果を得るためには配合量が多くなり、光透過性が損なわれ、また輝度ムラが大きくなる欠点がある。
【0030】
芳香族ポリカーボネート樹脂と透明微粒子の配合割合は、芳香族ポリカーボネート樹脂と透明微粒子の合計100重量%に対して、芳香族ポリカーボネート樹脂99.7〜80重量%および透明微粒子0.3〜20重量%であり、芳香族ポリカーボネート樹脂99.5〜95重量%および透明微粒子0.5〜5重量%が特に好ましい。透明微粒子の配合量が0.3重量%より少ないと光拡散性が不足し光源が透けて見えるという問題が生じる。一方、透明微粒子の配合量が20重量%を越えると光線透過率が低下し、必要な輝度が得られなくなる。
【0031】
上記透明微粒子および下記所望の成分を所定量配合して得られるポリカーボネート樹脂組成物から光拡散板(下層)を得る方法としては、任意の方法や装置が使用でき、例えば溶融押出法により所定の厚さの板状に成形することが好ましい。溶融押出する際には、押出機の溶融ゾーンを1.33〜66.5kPaに減圧して押出すことが好ましい。押出機の溶融ゾーンを減圧にしないときは、配合した透明微粒子、特に不融性アクリル系重合体微粒子が酸素の影響を受けて、粒子の表面が部分的に崩れてしまい光拡散性能が低下することがある。またこれ以外に従来公知の方法、例えば射出成形、射出圧縮成形、ブロー成形、圧縮成形、粉末成形等で成形することも可能である。
【0032】
また、本発明において、前記上層(ポリカーボネート樹脂フィルム層)および下層(光拡散板)には、上記成分以外に目的及び効果を損なわない範囲で他の成分、例えば蛍光増白剤、亜リン酸、リン酸、亜リン酸エステル、リン酸エステル、ホスホン酸エステル等の熱安定剤、脂肪酸エステル化合物等の離型剤、トリアゾール系、アセトフェノン系、サリチル酸エステル系等の紫外線吸収剤、ブルーイング剤、テトラブロモビスフェノールA、テトラブロモビスフェノールAの低分子量ポリカーボネート、デカブロモジフェニレンエーテル等の難燃剤、三酸化アンチモン等の難燃助剤等の添加剤を必要に応じてその発現量配合してもよい。
【0033】
本発明において、適宜使用される蛍光増白剤は、合成樹脂等の色調を白色あるいは青白色に改善するために用いられるものであれば特に制限は無く、例えばスチルベンゼン系、ベンズイミダゾール系、ベンズオキサゾール系、ナフタルイミド系、ローダミン系、クマリン系、オキサジン系化合物等が挙げられる。ここで蛍光増白剤は、光線の紫外部のエネルギーを吸収し、このエネルギーを可視部に放射する作用を有するものである。蛍光増白剤の配合量は、ポリカーボネート樹脂100重量部に対して0.0005〜0.1重量部の範囲が好ましく、0.001〜0.1重量部の範囲がより好ましく、0.001〜0.05重量部の範囲がさらに好ましく、0.005〜0.02重量部の範囲が特に好ましい。上記範囲で蛍光増白剤を配合することにより、面発光性が十分で発光面の色調の改良効果が得られ、色調のムラがなく好ましい。
【0034】
本発明において、適宜使用される熱安定剤は、ポリカーボネート樹脂の成形時における分子量の低下や色相の悪化を防止するために使用することができる。かかる熱安定剤としては、亜リン酸、リン酸、亜ホスホン酸、ホスホン酸およびこれらのエステル等が挙げられる。
【0035】
具体的には、トリフェニルホスファイト、トリス(ノニルフェニル)ホスファイト、トリデシルホスファイト、トリオクチルホスファイト、トリオクタデシルホスファイト、ジデシルモノフェニルホスファイト、ジオクチルモノフェニルホスファイト、ジイソプロピルモノフェニルホスファイト、モノブチルジフェニルホスファイト、モノデシルジフェニルホスファイト、モノオクチルジフェニルホスファイト、トリス(2,4−ジ−tert−ブチルフェニル)ホスファイト、ビス(2,6−ジ−tert−ブチル−4−メチルフェニル)ペンタエリスリトールジホスファイト、2,2−メチレンビス(4,6−ジ−tert−ブチルフェニル)オクチルホスファイト、ビス(ノニルフェニル)ペンタエリスリトールジホスファイト、ビス(2,4−ジ−tert−ブチルフェニル)ペンタエリスリトールジホスファイト、ジステアリルペンタエリスリトールジホスファイト、トリブチルホスフェート、トリエチルホスフェート、トリメチルホスフェート、トリフェニルホスフェート、ジフェニルモノオキソキセニルホスフェート、ジブチルホスフェート、ジオクチルホスフェート、ジイソプロピルホスフェート、
【0036】
テトラキス(2,4−ジ−iso−プロピルフェニル)−4,4’−ビフェニレンジホスホナイト、テトラキス(2,4−ジ−n−ブチルフェニル)−4,4’−ビフェニレンジホスホナイト、テトラキス(2,4−ジ−tert−ブチルフェニル)−4,4’−ビフェニレンジホスホナイト、テトラキス(2,4−ジ−tert−ブチルフェニル)−4,3’−ビフェニレンジホスホナイト、テトラキス(2,4−ジ−tert−ブチルフェニル)−3,3’−ビフェニレンジホスホナイト、テトラキス(2,6−ジ−iso−プロピルフェニル)−4,4’−ビフェニレンジホスホナイト、テトラキス(2,6−ジ−n−ブチルフェニル)−4,4’−ビフェニレンジホスホナイト、テトラキス(2,6−ジ−tert−ブチルフェニル)−4,4’−ビフェニレンジホスホナイト、テトラキス(2,6−ジ−tert−ブチルフェニル)−4,3’−ビフェニレンジホスホナイト、テトラキス(2,6−ジ−tert−ブチルフェニル)−3,3’−ビフェニレンジホスホナイト、ビス(2,4−ジ−tert−ブチルフェニル)−ビフェニルホスホナイト、ベンゼンホスホン酸ジメチル、ベンゼンホスホン酸ジエチル、ベンゼンホスホン酸ジプロピル等が挙げられる。
【0037】
なかでもトリス(2,4−ジ−tert−ブチルフェニル)ホスファイト、テトラキス(2,4−ジ−tert−ブチルフェニル)−4,4’−ビフェニレンジホスホナイトおよびビス(2,4−ジ−tert−ブチルフェニル)−ビフェニルホスホナイトが好ましい。
【0038】
これらの熱安定剤は、1種もしくは2種以上を混合して用いてもよい。かかる熱安定剤の使用量は、ポリカーボネート樹脂100重量部に対して0.001〜0.15重量部が好ましい。
【0039】
本発明において、適宜使用される離型剤としては、成形時の金型からの離型性を改良する目的等で脂肪酸エステル化合物を使用することができる。
【0040】
かかる脂肪酸エステルとしては、炭素数1〜20の一価または多価アルコールと炭素数10〜30の飽和脂肪酸との部分エステルまたは全エステルであるのが好ましい。かかる一価または多価アルコールと飽和脂肪酸との部分エステルまたは全エステルとしては、ステアリン酸モノグリセリド、ステアリン酸ジグリセリド、ステアリン酸トリグリセリド、ステアリン酸モノソルビテート、ベヘニン酸モノグリセリド、ペンタエリスリトールモノステアレート、ペンタエリスリトールテトラステアレート、ペンタエリスリトールテトラペラルゴネート、プロピレングリコールモノステアレート、ステアリルステアレート、パルミチルパルミテート、ブチルステアレート、メチルラウレート、イソプロピルパルミテート、ビフェニルビフェネート、ソルビタンモノステアレート、2−エチルヘキシルステアレート等が挙げられ、なかでも、ステアリン酸モノグリセリド、ステアリン酸トリグリセリド、ペンタエリスリトールテトラステアレートが好ましく用いられる。かかる脂肪酸エステルの使用量は、ポリカーボネート樹脂100重量部に対して0.001〜0.5重量部が好ましい。
【0041】
本発明において、耐候性の向上および有害な紫外線をカットする目的で、適宜紫外線吸収剤が使用される。かかる紫外線吸収剤としては、2,2’−ジヒドロキシ−4−メトキシベンゾフェノンに代表されるベンゾフェノン系紫外線吸収剤、2−(4,6−ジフェニル−1,3,5−トリアジン−2−イル)−5−ヘキシルオキシフェノールに代表されるトリアジン系紫外線吸収剤、2−(2H−ベンゾトリアゾール−2−イル)−4−メチルフェノール、2−(2H−ベンゾトリアゾール−2−イル)−4−tert−オクチルフェノール、2−(2H−ベンゾトリアゾール−2−イル)−4,6−ビス(1−メチル−1−フェニルエチル)フェノール、2−(2H−ベンゾトリアゾール−2−イル)−4,6−ジ−tert−ペンチルフェノール、2−(5−クロロ−2H−ベンゾトリアゾール−2−イル)−4−メチル−6−tert−ブチルフェノール、2−(5−クロロ−2H−ベンゾトリアゾール−2−イル)−2,4−tert−ブチルフェノールおよび2,2’−メチレンビス[6−(2H−ベンゾトリアゾール−2−イル)−4−(1,1,3,3−テトラメチルブチル)フェノール]等に代表されるベンゾトリアゾール系紫外線吸収剤が例示される。
【0042】
好ましくは、2−(2−ヒドロキシ−5−メチルフェニル)ベンゾトリアゾ−ル、2−(2−ヒドロキシ−5−tert−オクチルフェニル)ベンゾトリアゾ−ル、2−(2−ヒドロキシ−3,5−ジクミルフェニル)フェニルベンゾトリアゾール、2−(2−ヒドロキシ−3−tert−ブチル−5−メチルフェニル)−5−クロロベンゾトリアゾール、2,2’−メチレンビス[4−(1,1,3,3−テトラメチルブチル)−6−(2H−ベンゾトリアゾール−2−イル)フェノール]、2−[2−ヒドロキシ−3−(3,4,5,6−テトラヒドロフタルイミドメチル)−5−メチルフェニル]ベンゾトリアゾ−ルであり、より好ましくは、2−(2−ヒドロキシ−5−tert−オクチルフェニル)ベンゾトリアゾ−ル、2,2’−メチレンビス[4−(1,1,3,3−テトラメチルブチル)−6−(2H−ベンゾトリアゾール−2−イル)フェノール]である。
【0043】
かかる紫外線吸収剤は単独もしくは2種以上を併用してもよく、ポリカーボネート樹脂100重量部に対して、好ましくは0.01〜10重量部、より好ましくは0.05〜5重量部用いられる。
【0044】
本発明において、ポリカーボネート樹脂を光拡散板に成形した場合、ポリカーボネート樹脂や紫外線吸収剤に基づく光拡散板の黄色味を打ち消すためにブルーイング剤を配合することができる。ブルーイング剤としてはポリカーボネート樹脂に使用されるものであれば、特に支障なく使用することができる。一般的にはアンスラキノン系染料が入手容易であり好ましい。
【0045】
具体的なブルーイング剤としては、例えば一般名Solvent Violet13[CA.No(カラーインデックスNo)60725;商標名 バイエル社製「マクロレックスバイオレットB」、三菱化学(株)製「ダイアレジンブルーG」、住友化学工業(株)製「スミプラストバイオレットB」]、一般名Solvent Violet31[CA.No 68210;商標名 三菱化学(株)製「ダイアレジンバイオレットD」]、一般名Solvent Violet33[CA.No 60725;商標名 三菱化学(株)製「ダイアレジンブルーJ」]、一般名Solvent Blue94[CA.No 61500;商標名 三菱化学(株)製「ダイアレジンブルーN」]、一般名SolventViolet36[CA.No 68210;商標名 バイエル社製「マクロレックスバイオレット3R」]、一般名Solvent Blue97[商標名バイエル社製「マクロレックスバイオレットRR」]および一般名Solvent Blue45[CA.No 61110;商標名 サンド社製「テトラゾールブルーRLS」]が代表例として挙げられる。これらブルーイング剤は通常ポリカーボネート樹脂100重量部当り0.3×10−4〜2×10−4重量部の割合で配合される。
【0046】
前記下層(光拡散層)の上に上層(立体模様を有するフィルム層)を積層する方法としては、溶融押出により所定の厚さの板状に成形した光拡散層の表面に、立体模様を有する連続したポリカーボネート樹脂フィルムを送り込み積層するラミネート法、溶融押出により得られた光拡散板と立体模様を有する連続した透明なポリカーボネート樹脂フィルムとを接着剤を用いて貼り合せ積層する方法など光拡散層単体が持つ輝度よりも低下しない方法が採用でき、好ましいのはラミネート法である。
【0047】
【実施例】
以下に実施例をあげて本発明を更に説明する。なお、評価項目及び方法は以下の通りである。
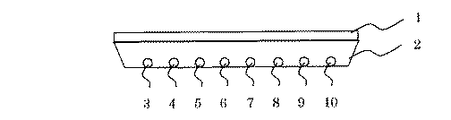
(1)平均輝度:15型直下型バックライトユニットに縦231mm、横321mm、厚さ2mmの試験片を組み込み、試験片の9点の輝度(cd/m2)をトプコン(株)製の輝度計BM−7で測定し、その平均値を平均輝度とした。評価装置を図1及び図2に示す。
(2)輝度ムラ:上記測定結果の最大輝度及び最小輝度から下記式を用いて輝度ムラを評価した。
輝度ムラ(%)=(最小輝度/最大輝度)×100
すなわち、輝度ムラが100%とは輝度のムラがなく最も良好であることを示すものである。
(3)光拡散性:15型直下型バックライトユニットに縦231mm、横321mm、厚さ2mmの試験片を組み込んだ時に、光源である冷陰極が透けていないものを○、透けて見えるものを×で示した。
【0048】
[実施例1〜3]
ビスフェノールAとホスゲンから得た粘度平均分子量24,300のポリカーボネート樹脂に、表1記載の量になるように調整した重量の透明微粒子を添加混合し、ベント付きTダイ押出機により、押出機温度250〜300℃、ダイス温度260〜300℃、ベント部の真空度を26.6kPaに保持して、幅1,000mmのポリカーボネート樹脂製光拡散板を溶融押出し、一方の面(表面)に周期50μm、高さ21μm、頂角100度の断面が鋸歯状模様を有し、他方の面(裏面)が平面である厚さ230μmのポリカーボネート樹脂フィルムの前後にリードフィルムを接合した連続フィルムを用い、鋸歯状模様フィルムの裏面側(平面側)と光拡散板とを押出ラミネートすることにより目的とする鋸歯状の立体模様層を表面に有する連続した光拡散積層板を得た。得られた光拡散積層板の評価結果を表1に示した。
【0049】
なお、表1中に示した透明微粒子A、Bは下記の通りである。
透明微粒子A:不融性アクリル系重合体微粒子〔ローム・アンド・ハーズ・カンパニー製パラロイドEXL−5136、重量分布平均粒径7μm〕
透明微粒子B:架橋シリコーン樹脂〔東芝シリコーン(株)製トスパール120、重量平均粒径2μm〕
【0050】
[実施例4および5]
実施例1において、鋸歯状模様フィルムに代えて、一方の面(表面)は、横断面正弦波型であり、その波型に中心線平均粗さRaが0.5μmの微細な凹凸加工が施され、表面の正弦波型の最大傾斜角度が45度であり、山間ピッチは100μm、山谷の曲率半径が15μmであり、他方の面(裏面)が平面である厚さ190μmのポリカーボネート樹脂フィルムの前後にリードフィルムを接合した連続フィルムを用いた以外は実施例1と同様にして、目的とする波形状の立体模様層を表面に有する連続した光拡散積層板を得た。得られた光拡散積層板の評価結果を表1に示した。
【0051】
[比較例1]
ビスフェノールAとホスゲンから得た粘度平均分子量24,300のポリカーボネート樹脂に、表1記載の量になるように調整した重量の透明微粒子を添加混合し、ベント付きTダイ押出機により、押出機温度250〜300℃、ダイス温度260〜300℃、ベント部の真空度を26.6kPaに保持して溶融押出し厚さ2mm、幅1,000mmのポリカーボネート樹脂製光拡散板を得た。得られた拡散板の上面に実施例1で用いた鋸歯状模様フィルムを載置させた時の評価結果を表1に示した。
【0052】
[比較例2]
ビスフェノールAとホスゲンから得た粘度平均分子量24,300のポリカーボネート樹脂に、表1記載の量になるように調整した重量の透明微粒子を添加混合し、ベント付きTダイ押出機により、押出機温度250〜300℃、ダイス温度260〜300℃、ベント部の真空度を26.6kPaに保持して、幅1200mmのTダイリップ及び直径300mm鏡面冷却ロール2本と直径300mmのV型溝ロールを使用してシート状に押出し、鏡面冷却ロールとV型溝ロールで挟持し、引取りロールで引き取り、厚さ2mm、幅1,000mmの表面に畝状模様を有するポリカーボネート樹脂製光拡散板を得た。得られた光拡散板の評価結果を表1に示した。
【0053】
【表1】

【発明の効果】
本発明の直下型バックライト用ポリカーボネート樹脂製光拡散積層板は光透過性が高く優れた光拡散性を有しており、優れた面発光性と均一な明るさを得ることができ、高輝度で輝度ムラやソリが少なく、色調の優れた液晶ディスプレイまたは液晶テレビの直下型バックライト方式の光拡散板またはスキャナーに用いられている拡散板に好適であり、特に大型液晶ディスプレイまたは15〜39インチの大型液晶テレビの直下型バックライト方式の光拡散板に好適であり、本発明がもたらす工業的効果は格別のものである。
【図面の簡単な説明】
【図1】図1は、本発明評価装置の断面簡略図である。
【図2】図2は、本発明評価装置の平面簡略図である。
【符号の説明】
1 試験片
2 白色反射樹脂板
3〜10 光源(冷陰極管)
11〜19 測定点[0001]
TECHNICAL FIELD OF THE INVENTION
The present invention relates to a polycarbonate resin light diffusion laminate. More specifically, the present invention relates to a polycarbonate resin light diffusion laminate having excellent surface light emission, high luminance, little luminance unevenness on the light emitting surface, excellent color tone, and a three-dimensional pattern useful for a liquid crystal display diffusion sheet or the like.
[0002]
[Prior art]
Aromatic polycarbonate resins have excellent mechanical properties, heat resistance, and weather resistance, and are used in a wide range of applications as resins having high light transmittance. For example, it is widely used in construction fields such as sky domes, top lights, arcades, apartment lumbar boards, and road side wall boards.
[0003]
Many of these uses are used as white light diffusing plates. Conventionally, white light diffusing plates made of polycarbonate resin (hereinafter referred to as milky white plates) are obtained by adding a light diffusing agent such as calcium carbonate and titanium oxide to a polycarbonate resin. Method (see Patent Document 1), a method of adding and mixing partially crosslinked polymer fine particles to a polycarbonate resin (see Patent Document 2), mixing and adding infusible acrylic polymer fine particles, titanium oxide and a silicon compound to a polycarbonate resin. A method (see Patent Document 3) has been proposed.
[0004]
As other uses, it is used for an edge light type or a direct backlight type surface light source of a small liquid crystal display and a small liquid crystal television, a surface light source of a scanner, and the like.
[0005]
The milky white plates described in
[0006]
As a polycarbonate resin composition as an edge light type surface light source body of a liquid crystal display, a resin composition obtained by adding calcium carbonate or a crosslinked polyarylate resin to a polycarbonate resin (see Patent Document 4), a beaded crosslinked acrylic resin to a polycarbonate resin Are known (see Patent Document 5), and a resin composition in which a bead-like crosslinked acrylic resin and a fluorescent whitening agent are added to a polycarbonate resin (see Patent Document 6).
[0007]
However, these polycarbonate resin compositions have an insufficient light diffusion effect, and thus have a problem in that when used in a direct backlight of a liquid crystal display, a scanner, or the like, a light source is seen through and uneven brightness occurs.
[0008]
In an edge light type backlight, a diffusion film, a lens film, and the like are mounted and used on the upper surface of a light guide plate as necessary. In
[0009]
Furthermore, a light diffusion plate for a polycarbonate liquid crystal display backlight formed of a polycarbonate resin composition containing calcium carbonate and titanium oxide is disclosed (see Patent Document 8). However, such a light diffusion plate has a problem that the luminance is not sufficient, and particularly when used as a light diffusion plate for a direct-type backlight for a large-sized liquid crystal display, which will be described later, the effect becomes remarkable.
[0010]
On the other hand, polycarbonate and acrylic resin light diffusion plates are competing in the use of light diffusion plates for edge light type or direct backlight type small liquid crystal displays and small liquid crystal televisions. Although this polycarbonate light diffusion plate is excellent in quality (impact resistance, etc.) in many cases, it is superior to the acrylic resin light diffusion plate in the market due to cost competitiveness. However, in the case of liquid crystal displays and liquid crystal televisions, which have recently increased in size to 15 to 39 inches, the direct backlight system is becoming mainstream due to an increase in area.
[0011]
In this application, the light diffusion plate made of an acrylic resin is easily affected by an increase in size due to its hygroscopic property and the like, and the warp of the light diffusion plate increases due to a change in the use environment conditions. Therefore, a serious defect that the light diffusing plate hits the liquid crystal plate has often occurred. As a result, the problem that the luminance unevenness of the liquid crystal plate becomes large remains.
[0012]
Further, in the case of small liquid crystal displays and small liquid crystal televisions, from the viewpoint of improving the luminance of the liquid crystal screen and reducing the luminance unevenness of the entire screen, functional films such as a diffusion film, a lens film, and a luminance improving film other than the light diffusion plate are used. Many are used. However, recently, since liquid crystal displays and liquid crystal televisions have also been increasing in size from small to large, a light diffusion plate capable of improving luminance and diffusion performance even when the number of functional films used is reduced. Is desired.
[0013]
[Patent Document 1]
JP-A-50-146646
[Patent Document 2]
JP-A-03-143950
[Patent Document 3]
JP-A-10-017761
[Patent Document 4]
JP 05-257002 A
[Patent Document 5]
JP-A-08-188709
[Patent Document 6]
JP 09-020860 A
[Patent Document 7]
JP-A-08-313708
[Patent Document 8]
Japanese Patent Application Laid-Open No. 03-078701
[0014]
[Problems to be solved by the invention]
An object of the present invention is to provide an excellent surface light-emitting property useful for a light diffusion plate of a direct type backlight type liquid crystal display, etc. An object of the present invention is to provide a light diffusion plate made of a polycarbonate resin which is useful as a light diffusion plate, particularly a light diffusion plate of a direct backlight type for a large liquid crystal display or a large liquid crystal television.
[0015]
The present inventors have conducted intensive studies to achieve the above object, and as a result, in a direct backlight system, a film having a three-dimensional pattern on the surface in order to improve luminance and reduce luminance unevenness on the upper surface of a conventional light diffusion plate. Surprisingly, by using a light diffusion plate and a film with a three-dimensional pattern on the surface, it is possible to achieve a superior surface light emission with a higher color tone than simply using it. The present invention was found to exhibit good light diffusion with high luminance, and completed the present invention.
[0016]
[Means for Solving the Problems]
The present invention is a light diffusion laminate comprising a plurality of layers, wherein (1) the upper layer is a 0.05 to 0.3 mm thick polycarbonate resin film having a three-dimensional pattern on its surface, and (2) the lower layer is And a thickness of 0.5 to 3.0 mm formed from a polycarbonate resin composition comprising a total of 100% by weight of 99.7 to 80% by weight of a polycarbonate resin and 0.3 to 20% by weight of transparent fine particles having an average particle size of 1 to 30 μm. And a light diffusion laminate made of polycarbonate resin for a direct type backlight, which is a light diffusion plate of (1).
[0017]
The polycarbonate resin used in the present invention is obtained by reacting a dihydric phenol with a carbonate precursor by an interfacial polycondensation method or a melt polymerization method. Representative examples of dihydric phenols include 2,2-bis (4-hydroxyphenyl) propane [commonly known as bisphenol A], 1,1-bis (4-hydroxyphenyl) ethane, and 1,1-bis (4-hydroxy Phenyl) cyclohexane, 2,2-bis (3-methyl-4-hydroxyphenyl) propane, 2,2-bis (3,5-dimethyl-4-hydroxyphenyl) propane, bis (4-hydroxyphenyl) sulfide, bis (4-Hydroxyphenyl) sulfone and the like, and bisphenol A is preferable. These dihydric phenols can be used alone or in combination of two or more.
[0018]
As the carbonate precursor, carbonyl halide, carbonate ester or haloformate is used, and specific examples include phosgene, diphenyl carbonate or dihaloformate of dihydric phenol.
[0019]
In producing the polycarbonate resin by reacting the dihydric phenol and the carbonate precursor by the interfacial polycondensation method or the melt polymerization method, a catalyst, a terminal stopper, an antioxidant for the dihydric phenol, etc., as necessary. May be used. Further, the polycarbonate resin may be a branched polycarbonate resin obtained by copolymerizing a trifunctional or higher polyfunctional aromatic compound, or a polyester carbonate resin obtained by copolymerizing an aromatic or aliphatic bifunctional carboxylic acid, Further, a mixture of two or more of the obtained polycarbonate resins may be used.
[0020]
The molecular weight of the polycarbonate resin is usually from 15,000 to 40,000, preferably from 18,000 to 35,000, expressed as a viscosity average molecular weight. The viscosity average molecular weight referred to in the present invention is a specific viscosity (η) determined from a solution of 0.7 g of a polycarbonate resin dissolved in 100 ml of methylene chloride at 20 ° C.sp) In the following equation.
ηsp/C=[η]+0.45×[η]2c
[Η] = 1.23 × 10-4M0.83
(However, c = 0.7, [η] is the limiting viscosity)
[0021]
The light diffusion laminate made of a polycarbonate resin for a direct backlight of the present invention comprises a plurality of layers, and the upper layer is a polycarbonate resin film layer having a three-dimensional pattern on its surface. By providing a transparent polycarbonate resin film layer having a three-dimensional pattern on the surface of the light diffusion laminate, the luminance is greatly improved and the light diffusion performance is excellent.
[0022]
The light diffusion laminate made of a polycarbonate resin for a direct backlight of the present invention has a three-dimensional pattern on its (upper layer) surface as described above, and the surface shape having the three-dimensional pattern is light diffusing. An excellent prism shape (sawtooth shape), ridge shape, wave shape, or the like is preferable, and a prism shape is particularly preferable. By providing a pattern having an uneven shape on the surface of the light diffusion laminate, the luminance is increased and the light diffusion performance is excellent.
[0023]
As a method of obtaining a polycarbonate resin film having a three-dimensional pattern on the surface, a mold-type cooling roll in which the roll surface has a desired pattern such as a prism shape (sawtooth shape), a ridge shape, or a wave shape, and a silicone rubber roll are melted. A method of sandwiching the extruded polycarbonate resin film is preferably adopted, and it is also preferred that the mirrored roll and the silicone rubber roll sandwich the patterned film in the subsequent cooling roll. With such a method, a patterned film can be produced industrially stably without damaging the production equipment.
[0024]
The upper layer (polycarbonate resin film layer) has a thickness of 0.05 to 0.3 mm, preferably 0.05 to 0.25 mm, and particularly preferably 0.05 to 0.2 mm. If the thickness exceeds 0.3 mm, the thickness of the backlight unit becomes large, which is insufficient for the demand for thinning the liquid crystal display device, which is not preferable.
[0025]
The upper layer (polycarbonate resin film layer) preferably has high transparency in order to easily sufficiently exhibit the lens effect. However, even if the light diffusing agent described below is blended to such an extent that its properties are not adversely affected. Good.
[0026]
On the other hand, the light diffusion laminate made of a polycarbonate resin for a direct backlight of the present invention comprises a plurality of layers, and the lower layer is composed of 99.7 to 80% by weight of the polycarbonate resin and 0.3% of transparent fine particles having an average particle diameter of 1 to 30 μm. It is a light diffusion plate formed from a polycarbonate resin composition comprising a total of 100% by weight of 20% by weight.
[0027]
The thickness of the lower layer (light diffusion plate) is 0.5 to 3.0 mm, preferably 1.0 to 3.0 mm, and more preferably 1.5 to 2.5 mm. When the thickness is less than 0.5 mm, the rigidity is insufficient, so that it is not suitable. When the thickness is more than 3.0 mm, it is not practical because of its weight and is not preferable.
[0028]
Examples of the transparent fine particles used as the light diffusing agent in the present invention include inorganic fine particles typified by glass fine particles, and organic fine particles from polystyrene resin, (meth) acrylic resin, silicone resin and the like, and organic fine particles are preferable. As such organic fine particles, cross-linked organic fine particles are preferable, which are at least partially cross-linked during the production process, do not practically deform in the process of processing the polycarbonate resin, and maintain the fine particle state. That is, fine particles that do not melt in the polycarbonate resin even when heated to the molding temperature (350 ° C.) of the polycarbonate resin are more preferable, and organic fine particles of a crosslinked (meth) acrylic resin or silicone resin are more preferable. Particularly preferred embodiments thereof include, for example, a polymer having a core of poly (butyl acrylate) / a shell of poly (methyl methacrylate) based on partially crosslinked methyl methacrylate, and a core and a shell of a rubbery vinyl polymer. Examples of the polymer include a polymer having a core / shell monomorphy (Paraloid EXL-5136 (trade name, manufactured by Rohm and Hards Company)) and a silicone resin having a cross-linked siloxane bond (Tospearl 120, manufactured by Toshiba Silicone Co., Ltd.).
[0029]
The average particle size of the transparent fine particles is 1 to 30 μm, preferably 1 to 20 μm, particularly preferably 1 to 10 μm. The average particle size of the transparent fine particles is a weight average particle size measured by a coal counter method, and the measuring device is a particle number / particle size distribution analyzer MODEL Zm manufactured by Nikkaki Co., Ltd. If the weight average particle diameter is less than 1 μm, sufficient light diffusing property cannot be obtained and surface luminous property is inferior. If it exceeds 30 μm, sufficient light diffusing property cannot be obtained and surface luminous property is inferior, and sufficient light diffusing effect cannot be obtained. In order to obtain it, there are disadvantages that the blending amount is increased, light transmittance is impaired, and luminance unevenness is increased.
[0030]
The mixing ratio of the aromatic polycarbonate resin and the transparent fine particles was 99.7 to 80% by weight of the aromatic polycarbonate resin and 0.3 to 20% by weight of the transparent fine particles with respect to 100% by weight of the total of the aromatic polycarbonate resin and the transparent fine particles. In particular, 99.5 to 95% by weight of an aromatic polycarbonate resin and 0.5 to 5% by weight of transparent fine particles are particularly preferred. If the blending amount of the transparent fine particles is less than 0.3% by weight, there is a problem that the light diffusion property is insufficient and the light source can be seen through. On the other hand, when the blending amount of the transparent fine particles exceeds 20% by weight, the light transmittance is reduced, and the required luminance cannot be obtained.
[0031]
As a method for obtaining a light diffusing plate (lower layer) from the polycarbonate resin composition obtained by blending the transparent fine particles and a desired component described below in a predetermined amount, any method and apparatus can be used. It is preferable to form it into a plate shape. When performing melt extrusion, it is preferable to extrude the melt zone of the extruder at a reduced pressure of 1.33 to 66.5 kPa. When the pressure in the melting zone of the extruder is not reduced, the compounded transparent fine particles, particularly the infusible acrylic polymer fine particles, are affected by oxygen, and the surface of the particles is partially collapsed and the light diffusion performance is reduced. Sometimes. In addition, molding by a conventionally known method such as injection molding, injection compression molding, blow molding, compression molding, powder molding and the like is also possible.
[0032]
In the present invention, the upper layer (polycarbonate resin film layer) and the lower layer (light diffusing plate) may include other components other than the above components as long as the purpose and effect are not impaired, such as a fluorescent whitening agent, phosphorous acid, Heat stabilizers such as phosphoric acid, phosphite, phosphate and phosphonate, release agents such as fatty acid ester compounds, UV absorbers such as triazole, acetophenone and salicylate, bluing agents, tetra Additives such as a low molecular weight polycarbonate of bromobisphenol A and tetrabromobisphenol A, a flame retardant such as decabromodiphenylene ether, and a flame retardant auxiliary such as antimony trioxide may be added as needed.
[0033]
In the present invention, the fluorescent whitening agent appropriately used is not particularly limited as long as it is used to improve the color tone of a synthetic resin or the like to white or bluish white. Examples thereof include stilbene series, benzimidazole series, and benzimidazole. Oxazole compounds, naphthalimide compounds, rhodamine compounds, coumarin compounds, oxazine compounds and the like can be mentioned. Here, the fluorescent whitening agent has a function of absorbing ultraviolet energy of light rays and radiating this energy to a visible part. The amount of the fluorescent brightener is preferably in the range of 0.0005 to 0.1 part by weight, more preferably 0.001 to 0.1 part by weight, and more preferably 0.001 to 0.1 part by weight, based on 100 parts by weight of the polycarbonate resin. The range of 0.05 parts by weight is more preferable, and the range of 0.005 to 0.02 parts by weight is particularly preferable. By blending the fluorescent whitening agent in the above range, the surface emitting property is sufficient, the effect of improving the color tone of the light emitting surface can be obtained, and the color tone is not uneven, which is preferable.
[0034]
In the present invention, the heat stabilizer appropriately used can be used to prevent a decrease in molecular weight and a deterioration in hue during molding of the polycarbonate resin. Examples of such a heat stabilizer include phosphorous acid, phosphoric acid, phosphonous acid, phosphonic acid and esters thereof.
[0035]
Specifically, triphenyl phosphite, tris (nonylphenyl) phosphite, tridecyl phosphite, trioctyl phosphite, trioctadecyl phosphite, didecyl monophenyl phosphite, dioctyl monophenyl phosphite, diisopropyl monophenyl phosphite Phyte, monobutyldiphenylphosphite, monodecyldiphenylphosphite, monooctyldiphenylphosphite, tris (2,4-di-tert-butylphenyl) phosphite, bis (2,6-di-tert-butyl-4-) Methylphenyl) pentaerythritol diphosphite, 2,2-methylenebis (4,6-di-tert-butylphenyl) octyl phosphite, bis (nonylphenyl) pentaerythritol diphosphite, bis 2,4-di-tert-butylphenyl) pentaerythritol diphosphite, distearylpentaerythritol diphosphite, tributyl phosphate, triethyl phosphate, trimethyl phosphate, triphenyl phosphate, diphenyl monooxoxenyl phosphate, dibutyl phosphate, dioctyl phosphate , Diisopropyl phosphate,
[0036]
Tetrakis (2,4-di-iso-propylphenyl) -4,4′-biphenylenediphosphonite, tetrakis (2,4-di-n-butylphenyl) -4,4′-biphenylenediphosphonite, tetrakis ( 2,4-di-tert-butylphenyl) -4,4′-biphenylenediphosphonite, tetrakis (2,4-di-tert-butylphenyl) -4,3′-biphenylenediphosphonite, tetrakis (2 4-di-tert-butylphenyl) -3,3'-biphenylenediphosphonite, tetrakis (2,6-di-iso-propylphenyl) -4,4'-biphenylenediphosphonite, tetrakis (2,6- Di-n-butylphenyl) -4,4'-biphenylenediphosphonite, tetrakis (2,6-di-tert-butylphenyl) -4,4'-biphenylenediphosphonite, tetrakis (2,6-di-tert-butylphenyl) -4,3'-biphenylenediphosphonite, tetrakis (2,6-di-tert-butylphenyl) -3 , 3'-biphenylenediphosphonite, bis (2,4-di-tert-butylphenyl) -biphenylphosphonite, dimethyl benzenephosphonate, diethylbenzenebenzene, dipropylbenzenebenzene, and the like.
[0037]
Among them, tris (2,4-di-tert-butylphenyl) phosphite, tetrakis (2,4-di-tert-butylphenyl) -4,4′-biphenylenediphosphonite and bis (2,4-di- (tert-Butylphenyl) -biphenylphosphonite is preferred.
[0038]
These heat stabilizers may be used alone or in combination of two or more. The amount of the heat stabilizer used is preferably 0.001 to 0.15 parts by weight based on 100 parts by weight of the polycarbonate resin.
[0039]
In the present invention, as the release agent appropriately used, a fatty acid ester compound can be used for the purpose of improving the releasability from a mold at the time of molding.
[0040]
Such a fatty acid ester is preferably a partial ester or a whole ester of a monohydric or polyhydric alcohol having 1 to 20 carbon atoms and a saturated fatty acid having 10 to 30 carbon atoms. Examples of the partial ester or the whole ester of the monohydric or polyhydric alcohol and the saturated fatty acid include stearic acid monoglyceride, stearic acid diglyceride, stearic acid triglyceride, stearic acid monosorbitate, behenic acid monoglyceride, pentaerythritol monostearate, and pentaerythritol Tetrastearate, pentaerythritol tetraperargonate, propylene glycol monostearate, stearyl stearate, palmityl palmitate, butyl stearate, methyl laurate, isopropyl palmitate, biphenyl biphenate, sorbitan monostearate, 2-ethylhexyl stearate Rates, among which stearic acid monoglyceride, stearic acid triglyceride, pentaerythr Tall tetrastearate are preferably used. The amount of the fatty acid ester used is preferably 0.001 to 0.5 part by weight based on 100 parts by weight of the polycarbonate resin.
[0041]
In the present invention, an ultraviolet absorber is appropriately used for the purpose of improving weather resistance and cutting harmful ultraviolet rays. Examples of the ultraviolet absorber include a benzophenone-based ultraviolet absorber represented by 2,2′-dihydroxy-4-methoxybenzophenone, and 2- (4,6-diphenyl-1,3,5-triazin-2-yl)-. Triazine-based ultraviolet absorber represented by 5-hexyloxyphenol, 2- (2H-benzotriazol-2-yl) -4-methylphenol, 2- (2H-benzotriazol-2-yl) -4-tert- Octylphenol, 2- (2H-benzotriazol-2-yl) -4,6-bis (1-methyl-1-phenylethyl) phenol, 2- (2H-benzotriazol-2-yl) -4,6-di -Tert-pentylphenol, 2- (5-chloro-2H-benzotriazol-2-yl) -4-methyl-6-tert-butyi Phenol, 2- (5-chloro-2H-benzotriazol-2-yl) -2,4-tert-butylphenol and 2,2′-methylenebis [6- (2H-benzotriazol-2-yl) -4- ( [1,1,3,3-tetramethylbutyl) phenol] and the like.
[0042]
Preferably, 2- (2-hydroxy-5-methylphenyl) benzotriazole, 2- (2-hydroxy-5-tert-octylphenyl) benzotriazole, 2- (2-hydroxy-3,5-dicumyl) Phenyl) phenylbenzotriazole, 2- (2-hydroxy-3-tert-butyl-5-methylphenyl) -5-chlorobenzotriazole, 2,2′-methylenebis [4- (1,1,3,3-tetra Methylbutyl) -6- (2H-benzotriazol-2-yl) phenol], 2- [2-hydroxy-3- (3,4,5,6-tetrahydrophthalimidomethyl) -5-methylphenyl] benzotriazole And more preferably, 2- (2-hydroxy-5-tert-octylphenyl) benzotriazole, 2,2 ′ Methylenebis [4- (1,1,3,3-tetramethylbutyl)-6-(2H-benzotriazol-2-yl) phenol].
[0043]
Such ultraviolet absorbers may be used alone or in combination of two or more, and are preferably used in an amount of 0.01 to 10 parts by weight, more preferably 0.05 to 5 parts by weight, based on 100 parts by weight of the polycarbonate resin.
[0044]
In the present invention, when a polycarbonate resin is molded into a light diffusing plate, a bluing agent can be blended to cancel the yellow tint of the light diffusing plate based on the polycarbonate resin or the ultraviolet absorber. As the bluing agent, any one can be used without any particular difficulty as long as it is used for a polycarbonate resin. Generally, anthraquinone dyes are easily available and preferred.
[0045]
Specific blueing agents include, for example, Solvent Violet 13 [CA. No. (color index No.) 60725; Trade name “Macrolex Violet B” manufactured by Bayer, “Diaresin Blue G” manufactured by Mitsubishi Chemical Corporation, “Sumiplast Violet B” manufactured by Sumitomo Chemical Co., Ltd.], general name Solvent Violet 31 [CA. No. 68210; brand name “Diaresin Violet D” manufactured by Mitsubishi Chemical Corporation], generic name Solvent Violet 33 [CA. No. 60725; Trade name “Diaresin Blue J” manufactured by Mitsubishi Chemical Corporation], generic name Solvent Blue 94 [CA. No. 61500; Trade name “Diaresin Blue N” manufactured by Mitsubishi Chemical Corporation], generic name SolventViolet 36 [CA. No. 68210; brand name “Macrolex Violet 3R” manufactured by Bayer Corporation], generic name Solvent Blue 97 [brand name “Macrolex Violet RR” manufactured by Bayer Corporation] and generic name Solvent Blue 45 [CA. No. 61110; trade name “Tetrazole Blue RLS” manufactured by Sando Co., Ltd.] is a representative example. These bluing agents are usually 0.3 × 10 5 per 100 parts by weight of polycarbonate resin.-4~ 2 × 10-4It is blended in a ratio of parts by weight.
[0046]
As a method of laminating an upper layer (a film layer having a three-dimensional pattern) on the lower layer (light diffusion layer), a three-dimensional pattern is formed on the surface of the light diffusion layer formed into a plate having a predetermined thickness by melt extrusion. A single light diffusion layer such as a lamination method in which a continuous polycarbonate resin film is fed and laminated, and a method in which a light diffusion plate obtained by melt extrusion and a continuous transparent polycarbonate resin film having a three-dimensional pattern are bonded and laminated using an adhesive. A method that does not lower the luminance of the liquid crystal can be adopted, and a laminating method is preferable.
[0047]
【Example】
Hereinafter, the present invention will be further described with reference to examples. The evaluation items and methods are as follows.
(1) Average luminance: A test piece having a length of 231 mm, a width of 321 mm, and a thickness of 2 mm was incorporated in a 15-inch direct-type backlight unit, and the luminance of 9 points of the test piece (cd / m2) Was measured with a luminance meter BM-7 manufactured by Topcon Corporation, and the average value was defined as the average luminance. The evaluation device is shown in FIG. 1 and FIG.
(2) Brightness unevenness: The brightness unevenness was evaluated from the maximum brightness and the minimum brightness of the above measurement results using the following equation.
Luminance unevenness (%) = (minimum luminance / maximum luminance) × 100
That is, a luminance unevenness of 100% indicates that there is no luminance unevenness and that the luminance is the best.
(3) Light diffusivity: When a test piece having a length of 231 mm, a width of 321 mm, and a thickness of 2 mm is incorporated into a 15-inch direct-type backlight unit, a light source, that is, a cold cathode that is not transparent, is ○, and a light cathode that is visible. Indicated by X.
[0048]
[Examples 1 to 3]
To a polycarbonate resin having a viscosity average molecular weight of 24,300 obtained from bisphenol A and phosgene, transparent fine particles having a weight adjusted to the amount shown in Table 1 were added and mixed, and the extruder temperature was adjusted to 250 by a vented T-die extruder. ~ 300 ° C, a die temperature of 260-300 ° C, a vacuum degree of a vent part kept at 26.6 kPa, and a 1,000-mm-wide polycarbonate resin light diffusion plate was melt-extruded. Using a continuous film in which a lead film is joined before and after a 230 μm-thick polycarbonate resin film having a height of 21 μm and an apex angle of 100 ° with a cross section having a saw-tooth pattern and a flat surface on the other side (back side), Extrusion lamination of the back side (plane side) of the pattern film and the light diffusion plate has the intended sawtooth-shaped three-dimensional pattern layer on the surface To obtain a connection with the light diffusing laminate. Table 1 shows the evaluation results of the obtained light diffusion laminates.
[0049]
The transparent fine particles A and B shown in Table 1 are as follows.
Transparent fine particles A: Infusible acrylic polymer fine particles [Pallaloid EXL-5136, manufactured by Rohm and Hards Company, weight distribution
Transparent fine particles B: crosslinked silicone resin [Tospearl 120, manufactured by Toshiba Silicone Co., Ltd., weight average particle size 2 μm]
[0050]
[Examples 4 and 5]
In Example 1, in place of the saw-tooth pattern film, one surface (surface) is a sinusoidal cross section, and the corrugated surface is subjected to fine unevenness processing with a center line average roughness Ra of 0.5 μm. The maximum inclination angle of the sine wave type on the front surface is 45 degrees, the pitch between the peaks is 100 μm, the radius of curvature of the peaks and valleys is 15 μm, and the front and rear surfaces of the 190 μm thick polycarbonate resin film having the other surface (back surface) as a flat surface In the same manner as in Example 1 except that a continuous film having a lead film bonded thereto was used, a continuous light diffusion laminate having a target corrugated three-dimensional pattern layer on the surface was obtained. Table 1 shows the evaluation results of the obtained light diffusion laminates.
[0051]
[Comparative Example 1]
To a polycarbonate resin having a viscosity average molecular weight of 24,300 obtained from bisphenol A and phosgene, transparent fine particles having a weight adjusted to the amount shown in Table 1 were added and mixed, and the extruder temperature was adjusted to 250 by a vented T-die extruder. A melt-extruded polycarbonate resin light diffusion plate having a thickness of 2 mm and a width of 1,000 mm was obtained at a temperature of about 300 ° C., a die temperature of 260 ° C. to 300 ° C., and a degree of vacuum of a vent portion of 26.6 kPa. Table 1 shows the evaluation results when the sawtooth pattern film used in Example 1 was placed on the upper surface of the obtained diffusion plate.
[0052]
[Comparative Example 2]
To a polycarbonate resin having a viscosity average molecular weight of 24,300 obtained from bisphenol A and phosgene, transparent fine particles having a weight adjusted to the amount shown in Table 1 were added and mixed, and the extruder temperature was adjusted to 250 by a vented T-die extruder. ~ 300 ° C, dice temperature 260 ~ 300 ° C, the degree of vacuum at the vent is maintained at 26.6 kPa, using a T-die lip having a width of 1200 mm, two mirror cooling rolls having a diameter of 300 mm and a V-shaped groove roll having a diameter of 300 mm. It was extruded into a sheet, sandwiched between a mirror cooling roll and a V-shaped groove roll, and taken up by a take-up roll to obtain a polycarbonate resin light diffusion plate having a thickness of 2 mm and a width of 1,000 mm and having a ridge pattern on the surface. Table 1 shows the evaluation results of the obtained light diffusion plates.
[0053]
[Table 1]
【The invention's effect】
The light diffusion laminate made of a polycarbonate resin for a direct backlight of the present invention has high light transmittance and excellent light diffusion, and can obtain excellent surface light emission and uniform brightness, and high brightness. It is suitable for a liquid crystal display with excellent color tone or a light diffusion plate of a direct type backlight system of a liquid crystal television or a diffusion plate used for a scanner, especially a large liquid crystal display or 15 to 39 inches. It is suitable for a direct type backlight type light diffusing plate of a large liquid crystal television, and the industrial effects brought about by the present invention are outstanding.
[Brief description of the drawings]
FIG. 1 is a simplified sectional view of an evaluation device of the present invention.
FIG. 2 is a simplified plan view of the evaluation apparatus of the present invention.
[Explanation of symbols]
1 Test piece
2 White reflective resin plate
3-10 Light source (cold cathode tube)
11 to 19 measurement points
Claims (2)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002327950A JP2004163575A (en) | 2002-11-12 | 2002-11-12 | Light diffusion laminated board made of polycarbonate resin for direct backlight |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002327950A JP2004163575A (en) | 2002-11-12 | 2002-11-12 | Light diffusion laminated board made of polycarbonate resin for direct backlight |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004163575A true JP2004163575A (en) | 2004-06-10 |
Family
ID=32806392
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002327950A Pending JP2004163575A (en) | 2002-11-12 | 2002-11-12 | Light diffusion laminated board made of polycarbonate resin for direct backlight |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004163575A (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006195218A (en) * | 2005-01-14 | 2006-07-27 | Teijin Chem Ltd | Light diffusion laminated board made of polycarbonate resin for direct-type backlight, and liquid crystal display device using the same |
| JP2006339033A (en) * | 2005-06-02 | 2006-12-14 | Sumitomo Dow Ltd | Direct backlight unit |
| JP2007103324A (en) * | 2005-10-07 | 2007-04-19 | Kuraray Co Ltd | Lighting system, light control member used in it, and image display device using it |
| US7878690B2 (en) | 2005-06-24 | 2011-02-01 | Idemitsu Kosan Co., Ltd. | Light diffusing plate and lighting device using it |
-
2002
- 2002-11-12 JP JP2002327950A patent/JP2004163575A/en active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006195218A (en) * | 2005-01-14 | 2006-07-27 | Teijin Chem Ltd | Light diffusion laminated board made of polycarbonate resin for direct-type backlight, and liquid crystal display device using the same |
| JP2006339033A (en) * | 2005-06-02 | 2006-12-14 | Sumitomo Dow Ltd | Direct backlight unit |
| US7878690B2 (en) | 2005-06-24 | 2011-02-01 | Idemitsu Kosan Co., Ltd. | Light diffusing plate and lighting device using it |
| JP2007103324A (en) * | 2005-10-07 | 2007-04-19 | Kuraray Co Ltd | Lighting system, light control member used in it, and image display device using it |
| JP4522937B2 (en) * | 2005-10-07 | 2010-08-11 | 株式会社クラレ | LIGHTING DEVICE, LIGHT CONTROL MEMBER USED FOR THE SAME, AND IMAGE DISPLAY DEVICE USING THEM |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4404853B2 (en) | Direct backlight type liquid crystal display device and light diffusion plate | |
| JP5138597B2 (en) | Light scattering film and its use in flat screen | |
| JP5117899B2 (en) | Manufacturing method of composite light diffusion plate | |
| US20070078220A1 (en) | Light-scattering plastics composition having high brightness and use thereof in flat screens | |
| US20070077414A1 (en) | Light-scattering plastics composition having high brightness and use thereof in flat screens | |
| US20070060704A1 (en) | Light-scattering moldings with high light transmission | |
| JP2004029091A (en) | Light diffusion plate for just-under type backlight made of polycarbonate resin | |
| JP2009229879A (en) | Light diffusion plate | |
| KR20080109042A (en) | Mouldings with high light scattering and high light transmittance for use as diffuser sheets in flat screens | |
| JP2010158811A (en) | Method of manufacturing polycarbonate resin sheet having projection and resin sheet manufactured by the method | |
| JP2004163575A (en) | Light diffusion laminated board made of polycarbonate resin for direct backlight | |
| JP5139646B2 (en) | Manufacturing method of light diffusion plate | |
| JP2004126185A (en) | Optical diffusion plate for vertical back light made of polycarbonate resin for large-sized liquid crystal display device | |
| JP2005234521A (en) | Optical diffusion plate for direct backlight made of polycarbonate resin | |
| JP2006063121A (en) | Light-diffusing resin composition and light-diffusing member obtained using the same | |
| JP2006083230A (en) | Aromatic polycarbonate resin composition and its molded article | |
| JP2011008012A (en) | Light diffusion plate | |
| JP2004272189A (en) | Optical diffusion plate for direct backlight made of polycarbonate resin | |
| JP2006063122A (en) | Light-diffusing resin composition and light-diffusing member obtained using the same | |
| JP2007212889A (en) | Light diffusive thermoplastic resin, its manufacturing method, light diffusive molded body, its manufacturing method, backlight unit, and liquid crystal display device | |
| JP2006195218A (en) | Light diffusion laminated board made of polycarbonate resin for direct-type backlight, and liquid crystal display device using the same | |
| JP2012056234A (en) | Composite sheet | |
| JP4913710B2 (en) | Composite light diffuser for LCD backlight | |
| JP2011102917A (en) | Optical sheet | |
| JP2004240392A (en) | Optical diffusion plate for direct backlight made of polycarbonate resin |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050816 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080501 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080507 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080916 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20090203 |