JP2004124151A - Heat treatment method for aluminum alloy - Google Patents
Heat treatment method for aluminum alloy Download PDFInfo
- Publication number
- JP2004124151A JP2004124151A JP2002288956A JP2002288956A JP2004124151A JP 2004124151 A JP2004124151 A JP 2004124151A JP 2002288956 A JP2002288956 A JP 2002288956A JP 2002288956 A JP2002288956 A JP 2002288956A JP 2004124151 A JP2004124151 A JP 2004124151A
- Authority
- JP
- Japan
- Prior art keywords
- blank
- aluminum alloy
- softened
- strength
- region
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Abstract
Description
【0001】
【産業上の利用分野】
本発明は、軽量性を活用し自動車部品,電子機器のケーシング,電気機器のハウジング等、広範な分野で使用されているアルミニウム合金のプレス成形性を改善する熱処理方法に関する。
【0002】
【従来の技術】
アルミニウム合金は、軽量で耐食性にも優れていることから自動車部品,電子機器のケーシング,電気機器のハウジング等の素材に使用され、プレス成形によって製品形状に加工されている。製品によっては、極めて大きな絞り比で加工される場合もある。
プレス成形される素材には、加工中に不均一な変形が生じる。そこで、変形様式に対応した適度の強度差や延性差を予め素材内に与えておくと高い成形限界での加工が可能となる。たとえば、特開2000−80418号公報では、熱処理により被熱処理部を局部的に軟化させ鋼板の成形性を向上させている。アルミニウム合金でも、ポンチ荷重を受ける中央部を硬く強く、縮みフランジ変形する周辺部を変形しやすい軟化状態に局部的な時効処理で調質することが「塑性と加工」第27巻第311号第1363〜1368頁に紹介されている。
【0003】
【発明が解決しようとする課題】
アルミニウム合金の内部に強度差をつける従来の方法は、必要な強度差を得るのに時間がかかり、生産性も低い。しかも、製品形状によっては適用できないこともあり、負担の大きな設備が必要となる。
本発明は、このような問題を解消すべく案出されたものであり、短時間の熱処理で必要強度差をアルミニウム合金につけ、大掛かりな設備投資を必要とせず大量生産に適した方法でアルミニウム合金の加工性を向上することを目的とする。
【0004】
【課題を解決するための手段】
本発明の熱処理方法は、その目的を達成するため、ブランクの加工予定部位に高温の金属ブロックを押し当て、金属ブロックからの熱伝達で金属ブロックと接触しているブランクを局部的に急速加熱し、接触部分を局部軟化することを特徴とする。
素材としては、時効硬化型,析出硬化型,加工硬化型等、金属間化合物や第2相の析出によって強度が向上するアルミニウム合金が好ましい。ブランクを切り出す前のアルミニウム合金板に金属ブロックを押し当てて急速加熱する方法,アルミニウム合金板から切り出されたブランクに金属ブロックを押し当てて急速加熱する方法の何れによっても加工予定部位を局部軟化できる。
【0005】
ブランクを局部的に急速加熱する加圧加熱体には、350℃以上に高温加熱された金属ブロックが使用され、1MPa以上の加圧力でブランクの加工予定部位に押し当てられる。金属ブロックと接触した部位の昇温特性は金属ブロックの加熱温度,加圧力に影響される。金属ブロックとの接触で軟化した軟化領域の強度を非接触部位(硬質領域)の強度の90%以下、軟化領域と非接触部の硬質領域との間の強度遷移幅を20mm以下に規制するとき、絞り比を大きく設定しても割れ,破断,座屈等の加工欠陥がない製品形状にブランクをプレス成形できる。
【0006】
【作用】
アルミニウム合金板のブランク1をリング状の加圧加熱体2u,2d(図1)で挟み、所定の加圧力Pを付与した状態でブランク1を急速加熱すると、加圧加熱体2u,2dと接触している部分が急速に昇温し、ブランク1に析出しているMg2Si,Si,Cu等の金属間化合物や第2相(以下、”金属間化合物”で総称する)がマトリックスに固溶する。加圧加熱体2u,2dとしてはリング状に限らず、加工形状を考慮して適宜の形状に整形されたブロックの使用が可能なことは勿論である。
【0007】
金属間化合物の固溶により被加熱部が軟化領域1s(図3)となり、加圧加熱体2u,2dによる加熱を受けていない残りの部分(硬質領域1h)は当初の強度を維持する。金属間化合物の固溶の他に、アルミニウム合金板の製造過程で導入されている歪,残留応力が急速加熱で解放されることによってもブランク1が局部的に軟化する。
【0008】
使用可能なアルミニウム合金は、特に材質に制約を受けるものではないが、急速加熱による局部軟化を活用する上で金属間化合物として析出しやすいMg,Si,Cu,Fe等を含む組成が好ましく、時効硬化型,析出硬化型,加工硬化型等がある。具体的には、Mg:0.4〜4.0質量%,Si:0.2〜2.0質量%,Cu:0.2〜6.0質量%の1種又は2種以上を含む時効硬化型又は加工硬化型アルミニウム合金が挙げられる。
加熱到達温度はアルミニウム合金の種類にもよるが、350℃以上に設定することにより析出している大半の金属間化合物がマトリックスに固溶し、歪,応力も解放される。
【0009】
加圧加熱体2u,2dとしては、たとえば高温加熱された金属ブロックが使用される。高温の金属ブロック2u,2dをブランク1に押し当てると、極めて短時間で金属間化合物がマトリックスに固溶する温度域までブランク1が局部的に昇温する。昇温状態を所定時間維持することにより、金属間化合物が固溶し、歪,応力が解放された軟化領域1sに改質される。前掲の時効硬化型アルミニウム合金板を局部軟化後に観察すると、硬質領域1hでは析出物の平均粒子間隙が1μm以下になっているのに対し、軟化領域1sではMg,Si,Cuが合計で0.5質量%以上の割合でマトリックスに固溶している。その結果、金属ブロック2u,2dによる加熱を受けていない硬質領域1hとの間に強度差が生じる。加工性の向上に有効な強度差は、5秒以内の加熱保持で達成できる。
【0010】
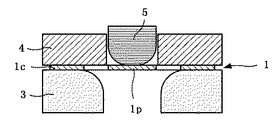
軟化領域1sと硬質領域1hとの間に強度差をつけたブランク1は、たとえばダイ3に載置され、周辺部をしわ抑え4で固定される(図2)。この状態でポンチ5をダイ開口に押し込むと、ダイ3,ポンチ5の形状に倣ってブランク1が塑性変形する。ダイ3としわ抑え4に挟まれる被挟持部1cが最も大きく塑性変形することから、この部分に軟化領域1sが位置するように加圧加熱体2u,2dで局部軟化したブランク1を使用する。ダイ3の肩部に当る近傍も塑性変形量が大きいが、この部分の強度を低下させると成形時に割れが生じやすくなるので、ダイ3の肩部を避けて軟化領域1sを設定することが好ましい。
【0011】
軟化領域1sは、ポンチ5の押込みに追従して高い精度で目標形状に塑性変形し、成形後に変形領域1dとなる。変形領域1dは加工硬化により硬質化するが、軟化領域1sから形成されたフランジ部は軟質のままである。
ポンチ5の先端が接触する部分(ポンチ当接部1p)は、塑性変形量が小さいため当初の強度を維持していても、割れ,破断等の加工欠陥が生じない。軟化領域1sが大きいほどプレス成形性が向上するが、被挟持部1cの全域を軟化する必要はなく、被挟持部1cの面積比20%以上を軟化しておくだけでプレス成形性の向上が期待できる。
【0012】
本発明者等は、局部軟化がプレス成形性に及ぼす影響を更に調査・検討した。その結果、350℃以上に加熱された金属ブロック(加圧加熱体2u,2d)をブランク1に押し付けて加熱するとき、金属−金属接触で加圧加熱体2u,2dからブランク1への熱伝達が促進され、5秒以内の極めて短時間で軟化領域1sが形成されることを解明した。金属ブロックとしては、被加熱体であるブランク1に比較して熱容量が大きく、熱伝導性の良好な銅,銅合金等が好ましい。
【0013】
金属ブロック2u,2dが押圧されたアルミニウム合金のブランク1は、100℃/秒以上の昇温速度で350℃以上の高温に達し、当該高温域に5秒以内保持された後、金属ブロック2u,2dを取り外し、直ちに200℃以下まで冷却される。金属ブロック2u,2dの加圧力Pは、ブランク1への熱伝達を促進させる上で1MPa以上に設定することが好ましい。
【0014】
350℃以上に加熱された金属ブロック2u,2dを1MPa以上の加圧力Pでブランク1に押し付けることにより、ブランク1が極めて短時間で局部加熱されると共に、被加熱部(硬質領域1h)に対する熱影響も抑制される。しかも、軟化領域1sと硬質領域1hとの間に生じる強度遷移幅を20mm以下に抑えられ、硬質領域1hの強度に比較して90%以下に強度低下した軟化領域1sが形成される。
他方、加圧力Pが不足すると金属ブロック2u,2d/ブランク1の界面に隙間が生じやすく、350℃以上の高温に達するのに時間を要するため、金属ブロック2u,2dに接触していない部分も熱影響を受けて軟化する。この場合、軟化領域1sと硬質領域1hとの間の強度遷移幅が広がり、大きな強度差も得られがたい。
高温の金属ブロック2u,2dを押圧することによって局部軟化したブランク1をプレス成形するとき、軟化領域1sが優先的に塑性変形し、精度良く製品形状に加工される。加工品を観察すると、破断,割れ,座屈等の加工欠陥が検出されず、肉厚変動のない変形領域1dが形成される。
【0015】
軟化領域1sの優先的な塑性変形は、硬質領域1hと軟化領域1sとの強度差が大きいほど生じやすく、硬質領域1hの強度を規準として軟化領域1sの強度を90%以上低下させることが好ましい。強度遷移幅は、加工予定部位の強度を選択的に低下させ、加工予定部位以外の強度低下を引き起こさないように20mm以下に抑えることが好ましい。強度遷移幅が大きすぎてポンチ5の肩部に当接する部分までも軟化すると、却ってプレス成形性が低下する傾向を示す。
溶体化処理で局部軟化したブランクから得られたプレス成形品に時効処理等の熱処理を施すと、プレス成形後も残存する軟化領域1sの形成によって低下した強度を回復できる。たとえば、200℃以下の温度に10分以上加熱する時効処理によって、軟化領域1sの強度が硬質領域1hと同じレベルまで回復する。
【0016】
【実施例】
表1に示した組成をもつ板厚1mmのアルミニウム合金冷延板から切り出した半径45mmの円板状ブランクを試験片に使用した。合金No.1,2は、500℃で溶体化処理した後、160℃×18時間の時効処理でMg,Si,Cu等を金属間化合物として析出させることにより高強度化した時効硬化型アルミニウム合金である。合金No.3は、Mg添加により固溶強化したアルミニウム合金を50%冷間加工して高強度化した加工硬化型アルミニウム合金である。
【0017】
500℃に加熱したリング状の銅製ブロック2u,2dを加圧力P:3MPaで各ブランク1に押し当て、ブランク1と接触している部分でブランク1の昇温速度を測定した。熱伝導性の良好な銅製ブロック2u,2dを押し当てたとき、金属間化合物の固溶,歪,応力の解放に有効な350℃以上の温度域にブランク1が極短時間で昇温した。他方、熱伝導性が低い鉄製ブロックを押し当てた場合、昇温速度が若干小さいものの、5秒以内の短時間で350℃以上の温度域に達した。(図4)
【0019】
内径が46mm(例1),53mm(例2),60mm(例3)と異なる3種類の銅製ブロック2u,2dを用意した。各銅製ブロック2u,2dを500℃に加熱し、合金No.1のブランク1に0.6秒押し当てた後、ブランク1を水冷した。冷却後にブランク1の硬さを半径方向に測定し、銅製ブロック2u,2dによる局部加熱がブランク1の軟化に及ぼす影響を調査した。何れの場合も銅製ブロック2u,2dに接触した部位(軟化領域1s)は、非接触部位(硬質領域1h)のビッカース硬さに比較して大幅に軟化していた。軟化領域1sと硬質領域1hとの間の強度遷移幅も20mm以下に抑えられていた。(図5)
急速加熱による軟化領域1sの形成は、合金No.2,3のアルミニウム合金板でも同様な傾向を示した。
【0020】
局部加熱で軟化領域1sを形成した合金No.1のブランク1を直径60〜80mmの円板状に切断し、内径33mmのカップ形状にプレス成形した。プレス成形では、開口直径36.2mmのダイ3にブランク1をセットし、ブランク1の周縁部をしわ抑え4で抑え、クリアランスを0.6mmに設定してしわ抑え力2kNで直径33mm,肩アール5mmのポンチ5をダイ3に押し込んだ。
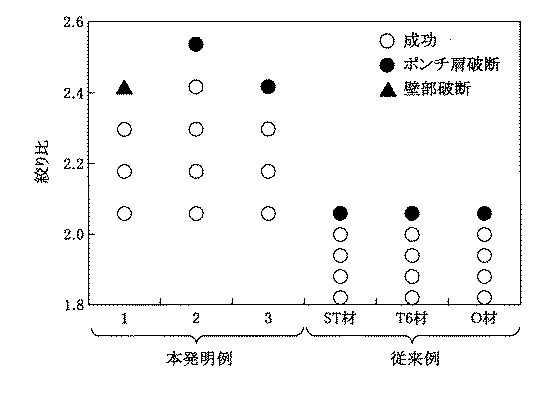
プレス成形品の加工部位を観察し、破断,割れ等の有無を調査した。ST材,T6材,O材等では限界絞り比が2.0に留まり、2.0を超える絞り比でプレス成形するとポンチ5の肩部に当った個所に破断が生じていた。
【0021】
他方、銅製ブロック2u,2dを用いた急速加熱で軟化領域1sを形成したブランク1では、絞り比2.3でも破断,亀裂等の加工欠陥を生じることなくプレス成形できた。なかでも、内径47mmの銅製ブロック2u,2dを用いて適正面積の軟化領域1sを形成したブランク1では、絞り比2.4の深絞りによっても加工欠陥が発生しなかった。
この対比から明らかなように、プレス成形時に大きく塑性変形する個所を予め軟化領域1sとしておくことにより、絞り比を高く設定した深絞り加工によっても破断,割れ等の加工欠陥を生じることなく、形状精度の良好なプレス成形品が得られることが確認された。局部加熱による軟化領域1sの形成が深絞り性の向上に及ぼす影響は、No.2,3のアルミニウム合金板でも同様であった。
【0022】
【発明の効果】
以上に説明したように、大きな加工変形を受ける部位を予め軟化しておくことにより、高い絞り比でプレス成形した場合でも破断,割れ等の加工欠陥がなく、形状精度の良好な成形品が得られる。高温加熱された金属ブロックをブランクの加工予定部位に極短時間押し付けるだけで深絞り性向上に有効な軟化領域が形成されるため、時効処理による軟質化に比較して処理時間が大幅に短縮され、設備負担も軽減される。このように、簡単な操作でアルミニウム合金の加工性が改善されるので、従来法では困難であった複雑形状の製品も容易に且つ工数の少ないプレス成形で製造できる。
【図面の簡単な説明】
【図1】ブランクの加工予定部位に軟化領域を形成する説明図
【図2】局部的に軟質化したブランクをプレス成形金型のダイとポンチとの間にセットした状態を示す図
【図3】ブランクがプレス成形品になるまでの材質,形状変化を示す図
【図4】高温加熱された金属ブロックが押し当てられたブランクの昇温特性を示すグラフ
【図5】金属ブロックを用いて局部加熱されたブランクの半径方向に沿った硬さ分布を示すグラフ
【図6】軟化領域の形成が深絞り性の向上に及ぼす影響を従来材と対比したグラフ
【符号の説明】
1:ブランク 1s:軟化領域 1h:硬質領域 1d:変形領域 1c:被挟持部 1p:ポンチ当接部 2u,2d:加圧加熱体(金属ブロック,銅製ブロック) 3:ダイ 4:しわ抑え 5:ポンチ[0001]
[Industrial applications]
The present invention relates to a heat treatment method for improving the press formability of aluminum alloys used in a wide range of fields such as automobile parts, casings of electronic devices, housings of electric devices, etc. by utilizing lightness.
[0002]
[Prior art]
Aluminum alloys are lightweight and excellent in corrosion resistance, so they are used for materials such as automobile parts, casings of electronic devices, housings of electric devices, etc., and are processed into product shapes by press molding. Some products are processed with an extremely large drawing ratio.
The material to be press-formed undergoes non-uniform deformation during processing. Therefore, if an appropriate strength difference or ductility difference corresponding to the deformation mode is given in the material in advance, processing at a high forming limit becomes possible. For example, in Japanese Patent Application Laid-Open No. 2000-80418, a heat-treated portion is locally softened by heat treatment to improve the formability of a steel sheet. Even in the case of aluminum alloy, it is possible to harden the central part receiving the punch load and harden it by shrinking and deforming the peripheral part that deforms by local aging treatment. It is introduced on pages 1363-1368.
[0003]
[Problems to be solved by the invention]
The conventional method of providing a difference in strength inside an aluminum alloy takes a long time to obtain a necessary difference in strength, and the productivity is low. In addition, it may not be applicable depending on the product shape, and equipment with a large burden is required.
The present invention has been devised to solve such a problem, and provides a necessary strength difference to the aluminum alloy by a short heat treatment, and does not require a large capital investment. The purpose is to improve the workability of the steel.
[0004]
[Means for Solving the Problems]
In order to attain the object, the heat treatment method of the present invention presses a high-temperature metal block against a portion to be processed of the blank, and locally rapidly heats the blank in contact with the metal block by heat transfer from the metal block. , Characterized in that the contact portion is locally softened.
As the material, an aluminum alloy whose strength is improved by precipitation of an intermetallic compound or a second phase, such as an age hardening type, a precipitation hardening type, and a work hardening type, is preferable. The part to be machined can be locally softened by pressing the metal block against the aluminum alloy plate before cutting the blank and rapidly heating the metal block, or pressing the metal block against the blank cut from the aluminum alloy plate and rapidly heating the metal block. .
[0005]
A metal block heated to a high temperature of 350 ° C. or higher is used as a pressurized heating element for locally rapidly heating the blank, and is pressed against a blank to be processed with a pressing force of 1 MPa or more. The temperature rise characteristics of the portion in contact with the metal block are affected by the heating temperature and pressure of the metal block. When regulating the strength of the softened region softened by contact with the metal block to 90% or less of the strength of the non-contact portion (hard region), and the strength transition width between the softened region and the hard region of the non-contact portion to 20 mm or less. Even if the drawing ratio is set to a large value, the blank can be press-formed into a product shape having no processing defects such as cracks, breakage, and buckling.
[0006]
[Action]
When the blank 1 made of an aluminum alloy plate is sandwiched between ring-shaped pressurizing and
[0007]
The heated portion becomes the softened
[0008]
The usable aluminum alloy is not particularly limited in material, but is preferably a composition containing Mg, Si, Cu, Fe, etc., which easily precipitates as an intermetallic compound in order to utilize local softening due to rapid heating. There are a hardening type, a precipitation hardening type, a work hardening type and the like. Specifically, aging containing one or more of Mg: 0.4 to 4.0% by mass, Si: 0.2 to 2.0% by mass, and Cu: 0.2 to 6.0% by mass. A hardening type or a work hardening type aluminum alloy is mentioned.
Although the temperature attained by heating depends on the type of the aluminum alloy, by setting the temperature to 350 ° C. or higher, most of the intermetallic compounds precipitated are dissolved in the matrix and the strain and stress are released.
[0009]
As the pressurizing and
[0010]
The blank 1 having a strength difference between the softened
[0011]
The softened
The portion where the tip of the
[0012]
The present inventors further investigated and examined the effect of local softening on press formability. As a result, when a metal block (
[0013]
The
[0014]
By pressing the
On the other hand, if the pressing force P is insufficient, a gap is likely to be formed at the interface between the
When press-forming the locally softened blank 1 by pressing the high-
[0015]
The preferential plastic deformation of the softened
When a heat treatment such as an aging treatment is performed on a press-formed product obtained from a blank partially softened by the solution treatment, the strength reduced by the formation of the softened
[0016]
【Example】
A disc-shaped blank with a radius of 45 mm cut from a 1 mm-thick aluminum alloy cold-rolled sheet having the composition shown in Table 1 was used as a test piece. Alloy No. Nos. 1 and 2 are age hardening type aluminum alloys which have been subjected to a solution treatment at 500 ° C. and then subjected to aging treatment at 160 ° C. for 18 hours to precipitate Mg, Si, Cu, etc. as intermetallic compounds to thereby increase the strength, thereby increasing the strength. Alloy No.
[0017]
Ring-shaped
[0019]
Three types of
The formation of the softened
[0020]
The alloy No. which formed the softened
The processed part of the press-formed product was observed, and the presence or absence of breakage, cracking, etc. was investigated. In the case of the ST material, the T6 material, the O material and the like, the limit drawing ratio remained at 2.0, and when press forming was performed at a drawing ratio exceeding 2.0, breakage occurred at a position where the
[0021]
On the other hand, in the blank 1 in which the softened
As is clear from this comparison, by setting a portion where plastic deformation is large during press forming in advance as the softened
[0022]
【The invention's effect】
As described above, by softening in advance the part that undergoes large deformation, a molded product having good shape accuracy without processing defects such as breakage and cracking even when pressed at a high drawing ratio can be obtained. Can be By pressing the metal block heated at high temperature against the blank to be processed for a very short time, a softened area effective for improving deep drawability is formed, so the processing time is significantly reduced compared to softening by aging treatment. Also, the equipment burden is reduced. As described above, since the workability of the aluminum alloy is improved by a simple operation, a product having a complicated shape, which has been difficult with the conventional method, can be easily manufactured by press molding with a small number of steps.
[Brief description of the drawings]
BRIEF DESCRIPTION OF THE DRAWINGS FIG. 1 is an explanatory view of forming a softened region at a portion to be processed of a blank. FIG. 2 is a view showing a state where a locally softened blank is set between a die of a press forming die and a punch. FIG. 4 is a diagram showing a change in material and shape until the blank becomes a press-formed product. FIG. 4 is a graph showing a temperature rise characteristic of the blank pressed against a metal block heated at a high temperature. FIG. 6 is a graph showing the hardness distribution of a heated blank along the radial direction. FIG. 6 is a graph comparing the effect of the formation of a softened region on the improvement of deep drawability with a conventional material.
1: blank 1s: softened area 1h:
Claims (7)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002288956A JP2004124151A (en) | 2002-10-01 | 2002-10-01 | Heat treatment method for aluminum alloy |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002288956A JP2004124151A (en) | 2002-10-01 | 2002-10-01 | Heat treatment method for aluminum alloy |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004124151A true JP2004124151A (en) | 2004-04-22 |
| JP2004124151A5 JP2004124151A5 (en) | 2005-07-07 |
Family
ID=32281307
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002288956A Pending JP2004124151A (en) | 2002-10-01 | 2002-10-01 | Heat treatment method for aluminum alloy |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004124151A (en) |
Cited By (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008207212A (en) * | 2007-02-27 | 2008-09-11 | Kobe Steel Ltd | Aluminum alloy sheet blank excellent in press-formability |
| JP2008248342A (en) * | 2007-03-30 | 2008-10-16 | Kobe Steel Ltd | Respective manufacturing methods of aluminum-alloy sheet material, sheet and formed member |
| JP2008246555A (en) * | 2007-03-30 | 2008-10-16 | Kobe Steel Ltd | Blank for press forming and press forming method |
| JP2009201753A (en) * | 2008-02-28 | 2009-09-10 | Kyoraku Sangyo Kk | Game machine |
| JP2009201745A (en) * | 2008-02-28 | 2009-09-10 | Kyoraku Sangyo Kk | Game machine |
| JP2009201751A (en) * | 2008-02-28 | 2009-09-10 | Kyoraku Sangyo Kk | Game machine |
| JP2009201750A (en) * | 2008-02-28 | 2009-09-10 | Kyoraku Sangyo Kk | Game machine |
| JP2009201748A (en) * | 2008-02-28 | 2009-09-10 | Kyoraku Sangyo Kk | Game machine |
| JP2009201747A (en) * | 2008-02-28 | 2009-09-10 | Kyoraku Sangyo Kk | Game machine |
| JP2009201754A (en) * | 2008-02-28 | 2009-09-10 | Kyoraku Sangyo Kk | Game machine |
| JP2009201749A (en) * | 2008-02-28 | 2009-09-10 | Kyoraku Sangyo Kk | Game machine |
| JP2009201746A (en) * | 2008-02-28 | 2009-09-10 | Kyoraku Sangyo Kk | Game machine |
| JP2009201752A (en) * | 2008-02-28 | 2009-09-10 | Kyoraku Sangyo Kk | Game machine |
| JP2009241856A (en) * | 2008-03-31 | 2009-10-22 | Kobe Steel Ltd | Method of manufacturing aluminum alloy panel member for automobile |
| JP2009242905A (en) * | 2008-03-31 | 2009-10-22 | Kobe Steel Ltd | Method for producing automobile panel member made of aluminum alloy |
| JP2009242907A (en) * | 2008-03-31 | 2009-10-22 | Kobe Steel Ltd | Method for producing aluminum alloy blank for press forming |
| JP2010227954A (en) * | 2009-03-26 | 2010-10-14 | Furukawa-Sky Aluminum Corp | Method of press-forming aluminum alloy sheet |
| JP2011115837A (en) * | 2009-12-07 | 2011-06-16 | Furukawa-Sky Aluminum Corp | Method of producing aluminum alloy molded article |
| KR101455606B1 (en) * | 2007-12-11 | 2014-10-28 | 가부시키가이샤 유에이씨제이 | Aluminum alloy sheet for cold press forming, method of manufacturing the same, and cold press forming method for aluminum alloy sheet |
| JPWO2019131289A1 (en) * | 2017-12-25 | 2019-12-26 | Jfeスチール株式会社 | Manufacturing method of press-formed product |
| WO2021149411A1 (en) * | 2020-01-20 | 2021-07-29 | 株式会社神戸製鋼所 | Method for producing aluminum alloy member |
| US11939655B2 (en) * | 2016-07-13 | 2024-03-26 | Constellium Neuf-Brisach | Aluminium alloy blanks with local flash annealing |
-
2002
- 2002-10-01 JP JP2002288956A patent/JP2004124151A/en active Pending
Cited By (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008207212A (en) * | 2007-02-27 | 2008-09-11 | Kobe Steel Ltd | Aluminum alloy sheet blank excellent in press-formability |
| JP2008248342A (en) * | 2007-03-30 | 2008-10-16 | Kobe Steel Ltd | Respective manufacturing methods of aluminum-alloy sheet material, sheet and formed member |
| JP2008246555A (en) * | 2007-03-30 | 2008-10-16 | Kobe Steel Ltd | Blank for press forming and press forming method |
| KR101455606B1 (en) * | 2007-12-11 | 2014-10-28 | 가부시키가이샤 유에이씨제이 | Aluminum alloy sheet for cold press forming, method of manufacturing the same, and cold press forming method for aluminum alloy sheet |
| JP2009201750A (en) * | 2008-02-28 | 2009-09-10 | Kyoraku Sangyo Kk | Game machine |
| JP2009201753A (en) * | 2008-02-28 | 2009-09-10 | Kyoraku Sangyo Kk | Game machine |
| JP2009201745A (en) * | 2008-02-28 | 2009-09-10 | Kyoraku Sangyo Kk | Game machine |
| JP2009201748A (en) * | 2008-02-28 | 2009-09-10 | Kyoraku Sangyo Kk | Game machine |
| JP2009201747A (en) * | 2008-02-28 | 2009-09-10 | Kyoraku Sangyo Kk | Game machine |
| JP2009201754A (en) * | 2008-02-28 | 2009-09-10 | Kyoraku Sangyo Kk | Game machine |
| JP2009201749A (en) * | 2008-02-28 | 2009-09-10 | Kyoraku Sangyo Kk | Game machine |
| JP2009201746A (en) * | 2008-02-28 | 2009-09-10 | Kyoraku Sangyo Kk | Game machine |
| JP2009201752A (en) * | 2008-02-28 | 2009-09-10 | Kyoraku Sangyo Kk | Game machine |
| JP2009201751A (en) * | 2008-02-28 | 2009-09-10 | Kyoraku Sangyo Kk | Game machine |
| JP2009241856A (en) * | 2008-03-31 | 2009-10-22 | Kobe Steel Ltd | Method of manufacturing aluminum alloy panel member for automobile |
| JP2009242907A (en) * | 2008-03-31 | 2009-10-22 | Kobe Steel Ltd | Method for producing aluminum alloy blank for press forming |
| JP2009242905A (en) * | 2008-03-31 | 2009-10-22 | Kobe Steel Ltd | Method for producing automobile panel member made of aluminum alloy |
| JP2010227954A (en) * | 2009-03-26 | 2010-10-14 | Furukawa-Sky Aluminum Corp | Method of press-forming aluminum alloy sheet |
| JP2011115837A (en) * | 2009-12-07 | 2011-06-16 | Furukawa-Sky Aluminum Corp | Method of producing aluminum alloy molded article |
| US11939655B2 (en) * | 2016-07-13 | 2024-03-26 | Constellium Neuf-Brisach | Aluminium alloy blanks with local flash annealing |
| JPWO2019131289A1 (en) * | 2017-12-25 | 2019-12-26 | Jfeスチール株式会社 | Manufacturing method of press-formed product |
| US11511330B2 (en) | 2017-12-25 | 2022-11-29 | Jfe Steel Corporation | Method for manufacturing press formed product |
| WO2021149411A1 (en) * | 2020-01-20 | 2021-07-29 | 株式会社神戸製鋼所 | Method for producing aluminum alloy member |
| JP7316951B2 (en) | 2020-01-20 | 2023-07-28 | 株式会社神戸製鋼所 | Method for manufacturing aluminum alloy member |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2004124151A (en) | Heat treatment method for aluminum alloy | |
| KR20130087586A (en) | Closed-die forging method and method of manufacturing forged article | |
| JP2005329449A (en) | Method for manufacturing warm- or hot-formed article, and article | |
| JPWO2006129566A1 (en) | Magnesium alloy sheet processing method and magnesium alloy sheet | |
| JP2011111657A (en) | Method for producing aluminum alloy sheet blank for cold press forming having coating/baking hardenability, cold press forming method using the blank, and formed part | |
| JP2006144059A (en) | Magnesium alloy sheet superior in press formability, and manufacturing method therefor | |
| JP2010227954A (en) | Method of press-forming aluminum alloy sheet | |
| JP2009148823A (en) | Warm press-forming method for aluminum alloy cold-rolled sheet | |
| WO2005113842A1 (en) | Method of manufacturing hot drawn product | |
| JP2011063868A (en) | Methods for manufacturing aluminum molded component and metal structure including the aluminum molded component | |
| JP2003305503A (en) | Highly formable aluminum alloy plate and method for producing the same | |
| JPH105892A (en) | Progressive feed press die used for manufacturing ultra-fine lead parts, and work used for manufacturing the lead parts | |
| JP2003103311A (en) | Press forming method for magnesium alloy thin plate | |
| JPS6318031A (en) | Hot press die | |
| JP6987692B2 (en) | Aluminum alloy molding method | |
| JP2005152969A (en) | Method of fabricating hot press | |
| JP2012152780A (en) | Molding working method for aluminum alloy plate | |
| JPH11151581A (en) | Joining method for steel material and manufacture of metallic mold | |
| JP2010024544A (en) | Warm-hot forging die | |
| JPH11319970A (en) | Ferritic stainless steel/aluminum clad plate excellent in deep drawability | |
| JP2020056082A (en) | Method of forming aluminum alloy | |
| JP6670441B2 (en) | Manufacturing method of steel strip for metal belt | |
| JPH0687031A (en) | Method for bulging, drawing amorphous metallic foil | |
| JP2001239326A (en) | Manufacturing method for products made of magnesium material | |
| JPH10216884A (en) | Method for repeated lateral forging and forming of metallic material |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20040129 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20041027 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20041027 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060405 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060411 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060531 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20060627 |