ES2811255T3 - Bioproceso para la coproducción de etanol y micoproteínas - Google Patents
Bioproceso para la coproducción de etanol y micoproteínas Download PDFInfo
- Publication number
- ES2811255T3 ES2811255T3 ES15790186T ES15790186T ES2811255T3 ES 2811255 T3 ES2811255 T3 ES 2811255T3 ES 15790186 T ES15790186 T ES 15790186T ES 15790186 T ES15790186 T ES 15790186T ES 2811255 T3 ES2811255 T3 ES 2811255T3
- Authority
- ES
- Spain
- Prior art keywords
- fermentation
- ethanol
- mycoproteins
- produced
- fusarium venenatum
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C12—BIOCHEMISTRY; BEER; SPIRITS; WINE; VINEGAR; MICROBIOLOGY; ENZYMOLOGY; MUTATION OR GENETIC ENGINEERING
- C12P—FERMENTATION OR ENZYME-USING PROCESSES TO SYNTHESISE A DESIRED CHEMICAL COMPOUND OR COMPOSITION OR TO SEPARATE OPTICAL ISOMERS FROM A RACEMIC MIXTURE
- C12P7/00—Preparation of oxygen-containing organic compounds
- C12P7/02—Preparation of oxygen-containing organic compounds containing a hydroxy group
- C12P7/04—Preparation of oxygen-containing organic compounds containing a hydroxy group acyclic
- C12P7/06—Ethanol, i.e. non-beverage
- C12P7/14—Multiple stages of fermentation; Multiple types of microorganisms or re-use of microorganisms
-
- C—CHEMISTRY; METALLURGY
- C12—BIOCHEMISTRY; BEER; SPIRITS; WINE; VINEGAR; MICROBIOLOGY; ENZYMOLOGY; MUTATION OR GENETIC ENGINEERING
- C12P—FERMENTATION OR ENZYME-USING PROCESSES TO SYNTHESISE A DESIRED CHEMICAL COMPOUND OR COMPOSITION OR TO SEPARATE OPTICAL ISOMERS FROM A RACEMIC MIXTURE
- C12P21/00—Preparation of peptides or proteins
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23K—FODDER
- A23K10/00—Animal feeding-stuffs
- A23K10/30—Animal feeding-stuffs from material of plant origin, e.g. roots, seeds or hay; from material of fungal origin, e.g. mushrooms
- A23K10/37—Animal feeding-stuffs from material of plant origin, e.g. roots, seeds or hay; from material of fungal origin, e.g. mushrooms from waste material
- A23K10/38—Animal feeding-stuffs from material of plant origin, e.g. roots, seeds or hay; from material of fungal origin, e.g. mushrooms from waste material from distillers' or brewers' waste
-
- C—CHEMISTRY; METALLURGY
- C12—BIOCHEMISTRY; BEER; SPIRITS; WINE; VINEGAR; MICROBIOLOGY; ENZYMOLOGY; MUTATION OR GENETIC ENGINEERING
- C12M—APPARATUS FOR ENZYMOLOGY OR MICROBIOLOGY; APPARATUS FOR CULTURING MICROORGANISMS FOR PRODUCING BIOMASS, FOR GROWING CELLS OR FOR OBTAINING FERMENTATION OR METABOLIC PRODUCTS, i.e. BIOREACTORS OR FERMENTERS
- C12M43/00—Combinations of bioreactors or fermenters with other apparatus
- C12M43/02—Bioreactors or fermenters combined with devices for liquid fuel extraction; Biorefineries
-
- C—CHEMISTRY; METALLURGY
- C12—BIOCHEMISTRY; BEER; SPIRITS; WINE; VINEGAR; MICROBIOLOGY; ENZYMOLOGY; MUTATION OR GENETIC ENGINEERING
- C12N—MICROORGANISMS OR ENZYMES; COMPOSITIONS THEREOF; PROPAGATING, PRESERVING, OR MAINTAINING MICROORGANISMS; MUTATION OR GENETIC ENGINEERING; CULTURE MEDIA
- C12N1/00—Microorganisms, e.g. protozoa; Compositions thereof; Processes of propagating, maintaining or preserving microorganisms or compositions thereof; Processes of preparing or isolating a composition containing a microorganism; Culture media therefor
- C12N1/14—Fungi; Culture media therefor
-
- C—CHEMISTRY; METALLURGY
- C12—BIOCHEMISTRY; BEER; SPIRITS; WINE; VINEGAR; MICROBIOLOGY; ENZYMOLOGY; MUTATION OR GENETIC ENGINEERING
- C12P—FERMENTATION OR ENZYME-USING PROCESSES TO SYNTHESISE A DESIRED CHEMICAL COMPOUND OR COMPOSITION OR TO SEPARATE OPTICAL ISOMERS FROM A RACEMIC MIXTURE
- C12P7/00—Preparation of oxygen-containing organic compounds
- C12P7/02—Preparation of oxygen-containing organic compounds containing a hydroxy group
- C12P7/04—Preparation of oxygen-containing organic compounds containing a hydroxy group acyclic
- C12P7/06—Ethanol, i.e. non-beverage
-
- C—CHEMISTRY; METALLURGY
- C12—BIOCHEMISTRY; BEER; SPIRITS; WINE; VINEGAR; MICROBIOLOGY; ENZYMOLOGY; MUTATION OR GENETIC ENGINEERING
- C12P—FERMENTATION OR ENZYME-USING PROCESSES TO SYNTHESISE A DESIRED CHEMICAL COMPOUND OR COMPOSITION OR TO SEPARATE OPTICAL ISOMERS FROM A RACEMIC MIXTURE
- C12P7/00—Preparation of oxygen-containing organic compounds
- C12P7/02—Preparation of oxygen-containing organic compounds containing a hydroxy group
- C12P7/04—Preparation of oxygen-containing organic compounds containing a hydroxy group acyclic
- C12P7/06—Ethanol, i.e. non-beverage
- C12P7/065—Ethanol, i.e. non-beverage with microorganisms other than yeasts
-
- C—CHEMISTRY; METALLURGY
- C12—BIOCHEMISTRY; BEER; SPIRITS; WINE; VINEGAR; MICROBIOLOGY; ENZYMOLOGY; MUTATION OR GENETIC ENGINEERING
- C12P—FERMENTATION OR ENZYME-USING PROCESSES TO SYNTHESISE A DESIRED CHEMICAL COMPOUND OR COMPOSITION OR TO SEPARATE OPTICAL ISOMERS FROM A RACEMIC MIXTURE
- C12P2203/00—Fermentation products obtained from optionally pretreated or hydrolyzed cellulosic or lignocellulosic material as the carbon source
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E50/00—Technologies for the production of fuel of non-fossil origin
- Y02E50/10—Biofuels, e.g. bio-diesel
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P60/00—Technologies relating to agriculture, livestock or agroalimentary industries
- Y02P60/80—Food processing, e.g. use of renewable energies or variable speed drives in handling, conveying or stacking
- Y02P60/87—Re-use of by-products of food processing for fodder production
Landscapes
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Zoology (AREA)
- Wood Science & Technology (AREA)
- Health & Medical Sciences (AREA)
- Biotechnology (AREA)
- Bioinformatics & Cheminformatics (AREA)
- Genetics & Genomics (AREA)
- General Health & Medical Sciences (AREA)
- Biochemistry (AREA)
- Microbiology (AREA)
- General Engineering & Computer Science (AREA)
- General Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Molecular Biology (AREA)
- Polymers & Plastics (AREA)
- Botany (AREA)
- Mycology (AREA)
- Food Science & Technology (AREA)
- Physiology (AREA)
- Animal Husbandry (AREA)
- Biomedical Technology (AREA)
- Medicinal Chemistry (AREA)
- Sustainable Development (AREA)
- Virology (AREA)
- Tropical Medicine & Parasitology (AREA)
- Preparation Of Compounds By Using Micro-Organisms (AREA)
- Micro-Organisms Or Cultivation Processes Thereof (AREA)
Abstract
Un método integrado para producir y aislar micoproteínas producidas por Fusarium venenatum y etanol a partir de una materia prima de almidón hidrolizado, comprendiendo dicho método las etapas de: a) proporcionar un caldo fermentable acuoso que comprende una materia prima de almidón hidrolizado obtenido a partir de uno o más cereales; b) fermentar al menos una porción del caldo fermentable acuoso con Fusarium venenatum para obtener micoproteínas producidas por Fusarium venenatum y un caldo parcialmente fermentado; c) separar las micoproteínas producidas por Fusarium venenatum del caldo parcialmente fermentado; d) fermentar al menos una porción del caldo parcialmente fermentado, opcionalmente con una porción del caldo fermentable acuoso no fermentado, con uno o más microorganismos para obtener etanol y un residuo de fermentación agotado; y e) aislar el etanol a partir del residuo de fermentación agotado.
Description
DESCRIPCIÓN
Bioproceso para la coproducción de etanol y micoproteínas
Campo de la invención
La presente invención se refiere a la coproducción y aislamiento de micoproteínas y etanol a partir de materia prima de almidón hidrolizado (cereales).
Antecedentes de la invención
Las explotaciones de ganado vacuno satisfacen la demanda, cada vez mayor, por parte de los consumidores de carne y productos lácteos y utilizan aproximadamente 70% de la tierra agrícola global total para pastos y producción de cultivos de piensos. Sin embargo, la creciente población y los cambios en las preferencias de la dieta por más carne y productos lácteos aumentarán la demanda de tierra agrícola global.
La biotecnología ofrece bastante potencial para producir sustitutos de la carne de modo más eficaz con un menor impacto medioambiental. Un ejemplo notable es la micoproteína (Quorn) producida mediante fermentación aerobia del jarabe de glucosa. En la actualidad se comercializa como una alternativa vegetariana sana (relativamente cara). Su coste relativamente elevado está asociado con el uso de una materia prima refinada (jarabe de glucosa) y los elevados costes fijos asociados con el coste de inversión en una fábrica de capacidad modesta dedicada en exclusiva y los costes de energía asociados con la fermentación aerobia.
El pienso del ganado vacuno está formado en gran medida por cereales (maíz, trigo) que proporcionan la mayoría de los carbohidratos, combinados con potenciadores de proteínas (la harina de soja es la fuente principal) para potenciar el contenido en proteínas para una nutrición óptima. Aproximadamente 40% de los granos se usan como pienso para ganado vacuno. El rendimiento agrícola de la soja generalmente es significativamente menor que el de los cereales.
La fermentación a partir de materia prima de cereales convierte los carbohidratos y deja un residuo de granos secos de destilería con solubles ("distiller dried grains with solubles", DDGS) concentrado en proteínas. Este se usa como un componente de alto contenido en proteínas en los piensos para ganado vacuno, aunque su digeribilidad relativamente baja limita su proporción de mezcla.
La producción de bioetanol global es mayor que 60 millones de tepa, siendo las 2 fuentes principales la fermentación de cereales (en concreto, el maíz de EE. UU. convierte aproximadamente 40% de su producción) y el azúcar de caña brasileño. Los beneficios económicos (excluyendo los incentivos gubernamentales) y medioambientales del bioetanol procedente de cereales (maíz/trigo) son marginales. Existen problemas políticos significativos asociados con las presiones de alimentos frente a combustible sobre el uso de la tierra y la seguridad energética.
El documento US4447534 describe un proceso para producir etanol usando levaduras, en el que el control de las condiciones de crecimiento puede aumentar el rendimiento de las levaduras y, por tanto, las proteínas unicelulares derivadas de las levaduras.
Silva et al. (Waste Management, 31 (2011), 108-114) describen un método para utilizar el residuo de la producción de bebidas espirituosas y bioetanol para la producción de proteínas por levaduras, tales como Saccharomyces cerevisiae y Candida parapsilosis. La proteína unicelular procedente de las levaduras puede usarse como fuente de proteína suplementaria para piensos animales.
El documento WO2009/079183 describe un proceso para mejorar la calidad nutricional de un producto de desecho de pienso agotado que permanece después de la fermentación de granos para producir alcohol. El producto de desecho agotado puede fermentarse con un microbio que es capaz de degradar la celulosa y/o la hemicelulosa para producir uno o más azúcares y, a su vez, usar el azúcar o azúcares para proliferar. Puesto que los microbios contienen proteínas, su proliferación actúa para aumentar el contenido en proteínas del producto de desecho agotado. Se describe una diversidad de microbios, que incluyen bacterias, levaduras y hongos, pero no se proporciona ninguna indicación sobre una proteína unicelular aislada del producto de desecho agotado.
Rasmussen et al., Bioresource Technology, 2014, vol. 151, pp. 284-290, describen un método en dos etapas para la producción de etanol mediante la utilización del maíz como materia prima de carbohidratos y para producir micoproteínas con Rhizopus oligosporus.
Ferreira et al., Energies, 2014, vol. 7, pp. 3872-3885 presentan un estudio que implica a cuatro hongos de calidad alimentaria, por ejemplo, Fusarium venenatum, para investigar, entre otras cuestiones, si pueden usarse los residuos de destilería finos basados en trigo para producir biomasa y etanol.
Sería deseable proporcionar un sistema que pueda adaptarse a la producción de micoproteínas y etanol aislados de otro material, al mismo tiempo que, opcionalmente, pueda variar la cantidad de cada coproducto basándose en requisitos deseados, tales como los problemas económicos y/o socioeconómicos imperantes.
Entre los objetivos de la presente invención se encuentra proporcionar un método para la producción, opcionalmente la coproducción, de micoproteínas y etanol aislados.
Sumario de la invención
En un primer aspecto, se proporciona un método integrado para producir y aislar micoproteínas producidas por Fusarium venenatum y etanol a partir de una materia prima de almidón hidrolizado, comprendiendo dicho método las etapas de:
a) proporcionar un caldo fermentable acuoso que comprende una materia prima de almidón hidrolizado obtenido a partir de uno o más cereales;
b) fermentar al menos una porción del caldo fermentable acuoso con Fusarium venenatum para obtener micoproteínas producidas por Fusarium venenatum y un caldo parcialmente fermentado;
c) separar las micoproteínas producidas por Fusarium venenatum del caldo parcialmente fermentado;
d) fermentar al menos una porción del caldo parcialmente fermentado, opcionalmente con una porción del caldo fermentable acuoso no fermentado, con uno o más microorganismos para obtener etanol y un residuo de fermentación agotado; y
e) aislar el etanol a partir del residuo de fermentación agotado.
La materia prima de carbohidrato puede ser una materia prima mixta o única.
Tal como se mencionó anteriormente, los métodos de la presente invención están integrados y son controlables en términos de la cantidad de micoproteínas o etanol que puede producirse. A través del control apropiado del sustrato usado para obtener las micoproteínas o el etanol y las condiciones de crecimiento, en especial el contenido en oxígeno, es posible variar, de una manera controlable, la cantidad de micoproteínas o etanol producida. Así, por ejemplo, dependiendo de los requisitos comerciales imperantes, es posible variar la proporción de micoproteínas a etanol que se producen según la invención. Esto puede lograrse de modo manual, semiautomático o totalmente automático. Por ejemplo, en un proceso automático o semiautomático, un usuario puede indicar o introducir en una interfase programable por un usuario, por ejemplo, la proporción de micoproteínas a etanol deseada, y después el sistema puede controlar el flujo de sustrato y las condiciones de crecimiento para lograr la proporción de micoproteínas a etanol requerida.
Se entiende que las micoproteínas, tal como se mencionan en la presente, son una forma de proteína unicelular específicamente producida por Fusarium venenatum. La materia prima única puede comprender una pluralidad de sustratos metabolizables, concretamente materiales de cereales. El presente método se diferencia de los sistemas no integrados, que pueden requerir el suministro de materias primas distintas para un proceso de producción de micoproteínas y un proceso de producción de etanol.
Las micoproteínas pueden obtenerse a través de una digestión aerobia de un material sustrato. El etanol puede producirse a través de fermentación anaerobia de un material sustrato. Puede existir un periodo inicial de digestión aerobia para permitir el crecimiento del microorganismo o microorganismos que son capaces de generar etanol durante la digestión anaerobia.
En una realización, el microorganismo o microorganismos para su uso en la producción de micoproteínas y etanol son diferentes. En esta realización, el microorganismo o microorganismos capaces de producir micoproteínas son una especie de Fusarium, tal como Fusarium venenatum, y el microorganismo o microorganismos capaces de producir etanol son una especie de Saccharomyces, tal como Saccharomyces cerevisiae. Los inventores han observado que es posible que un único tipo de microorganismo pueda producir micoproteínas y después etanol. Así, en una realización, el método integrado de la invención emplea un único tipo de microorganismo para producir micoproteínas y etanol. Este único tipo de microorganismo es F. venenatum.
El caldo parcialmente fermentado puede derivarse de un caldo de fermentación inicial que ha sufrido una fermentación inicial para producir micoproteínas. El caldo parcialmente fermentado puede fermentarse para producir el segundo producto, concretamente etanol. En la presente invención, inicialmente se producen micoproteínas, seguidas de etanol.
Los métodos de la presente invención pueden realizarse de una manera discontinua, continua o semicontinua. El método puede comprender además la etapa de separar el residuo de la fermentación agotado (también denominado residuos de destilería) para obtener una fracción de sólidos húmedos y una fracción soluble. La fracción soluble puede concentrarse, y el jarabe resultante puede combinarse con la fracción de sólidos húmedos, que puede secarse para obtener un material conocido como granos secos de destilería con solubles (DDGS).
Generalmente, dichos uno o más materiales de cereales pueden incluir trigo, maíz (maíz), cebada, arroz, sorgo, trigo sarraceno, avena, centeno y similares. El cereal puede ser de calidad alimentaria o puede ser, de hecho, un material
que ya no es adecuado para el consumo humano. En la presente invención puede usarse uno de los ejemplos mencionados anteriormente, o pueden emplearse mezclas que comprendan dos o más tipos de cereales. La presente invención no pretende estar limitada por el tipo o tipos de cereales que puedan emplearse, y estos simplemente pueden venir dictados por las consideraciones económicas y/o geográficas imperantes y, por tanto, de disponibilidad en el momento.
Dichos uno o más materiales de cereales pueden someterse a un proceso de molienda, trituración y/o cortado para romper el material de cereal en fragmentos más pequeños y también para potencialmente liberar algunas de las proteínas, azúcares y otros materiales que puedan estar presentes en el cereal. El material degradado puede mezclarse con agua a una concentración, por ejemplo, de 170-500 a 50 g/l, y el pH ajustarse según sea necesario para proporcionar el caldo de fermentación.
Cualquier almidón que pueda estar presente en el caldo de fermentación se somete a una hidrolización o hidrolización parcial empleando una o más de una gelatinización, licuefacción y/o sacarificación. El almidón se encuentra en la naturaleza como gránulos insolubles no dispersables resistentes a la degradación enzimática. La gelatinización es el hinchamiento del gránulo de almidón en presencia de calor y agua. En este punto, el almidón o la suspensión espesa de cereales triturados se espesa considerablemente y sería difícil de procesar si no se añadiesen alfa-amilasas para hidrolizar parcialmente el almidón para producir dextrinas. La disolución que contiene dextrinas en general es mucho más fluida o licuada. La alfa-amilasa actúa para reducir la viscosidad de la disolución y también para producir un sustrato con un tamaño molecular menor. Se desea una molécula de sustrato de tamaño molecular menor para la acción eficaz de la glucoamilasa, que hidroliza las dextrinas para producir glucosa.
Pueden añadirse enzimas, tales como alfa-amilasa y glucoamilasa, para degradar o hidrolizar el almidón que está presente. La alfa-amilasa es una endoamilasa termoestable bacteriana. Hidroliza los enlaces a-1,4 en puntos aleatorios en la molécula de almidón para reducir rápidamente la viscosidad de disoluciones de almidón gelatinizadas. Esta enzima es una proteína que contiene iones metálicos y requiere una pequeña cantidad de iones calcio durante su uso para una actividad y estabilidad máximas. La enzima no puede hidrolizar los enlaces a-1,6, pero puede sortear estos puntos de ramificación en la amilopectina. El producto de la reacción son dextrinas (cadenas cortas de glucosa), y pequeñas cantidades de glucosa y maltosa.
La glucoamilasa, producida por hongos, es una exoamilasa. Hidroliza la maltosa y las dextrinas desde el extremo no reductor de la molécula. La glucoamilasa hidroliza ambos enlaces a-1,4 y a-1,6 para degradar completamente las dextrinas en glucosa. La enzima es óptimamente activa a pH 3,5-4,5. Generalmente, la alfa-amilasa puede añadirse a una concentración del 0,25-1,5% en p/p del material sólido, y la glucoamilasa puede añadirse a una concentración del 0,25-3% en p/p del material sólido. Tras las digestiones enzimáticas, el caldo de fermentación puede someterse a un tratamiento de calor para destruir las enzimas y matar cualquier bacteria que pueda estar presente e interferir con las posteriores etapas del proceso.
Sin embargo, la adición de enzimas el ajuste del pH y el calentamiento y el enfriamiento que son necesarios añaden muchos costes y, por tanto, pueden ser no deseables. Los inventores han observado que microorganismos, tales como Fusarium venenatum (F. venenatum) puede someterse a fermentación con una disolución de almidón de granos de cereales no hidrolizados. Puesto que la producción de micoproteínas convencional en general requiere de glucosa como fuente de carbono de partida, resultó sorprendente que un material que no había sido sometido a una hidrólisis del almidón pueda utilizarse para fabricar micoproteínas. Esto puede conducir a unos ahorros considerables en los costes cuando se realiza el presente proceso sin la necesidad de realizar las etapas de licuefacción y/o sacarificación.
La producción de micoproteínas se realiza usando F. venenatum para fermentar un material dentro del caldo fermentable. Tal como se mencionó anteriormente, la hidrólisis del almidón se realiza antes de llevar a cabo la fermentación. Puede suministrarse una fuente apropiada de nitrógeno y nutrientes, tales como sales de Vogel, para una fermentación de micoproteínas eficaz (aproximadamente 1 l de sales de Vogel suplementadas con 40 g de glucosa). Estas pueden añadirse antes y/o durante la fermentación.
Puede resultar deseable incluir un agente antiespumante durante la fermentación para minimizar cualquier formación de espuma que pueda producirse debida, por ejemplo, a proteínas presentes en el caldo de fermentación. Por ejemplo, puede añadirse aceite de colza a una concentración de hasta 1% (en v/v). No solo puede servir como agente antiespumante, sino que el aceite de colza también puede usarse como fuente de carbono y, por tanto, puede fermentarse. Puede ser necesario añadir solo un agente antiespumante, tal como aceite de colza, al principio de la fermentación.
Siendo un proceso de fermentación aerobia, la producción de micoproteínas requiere la adicción de una fuente de oxígeno, en forma de aire u oxígeno. Junto con el control de otras condiciones de la fermentación, el grado de aireación influirá en la conversión relativa de carbohidratos en micoproteínas y etanol, y puede usarse para influir en la proporción de conversión. El proceso integrado que produce ambos productos (micoproteínas y etanol) permite unas condiciones de funcionamiento que no requieren la minimización del etanol (que sería un subproducto de desecho en la fermentación de micoproteínas convencional) durante la fermentación de las micoproteínas. Las condiciones que favorecen la producción de micoproteínas/etanol pueden alterarse selectivamente en los modos de
funcionamiento secuencial o en fases. De modo deseable, las condiciones de funcionamiento pueden programarse en fases para corresponderse con la fermentación aerobia a micoproteínas, que gasta más energía, y el suministro de energía puede cambiar para corresponderse con los ciclos de energía diarios de disponibilidad de energía renovable.
Las fermentaciones de micoproteínas y/o etanol pueden realizarse como procesos discontinuos, semicontinuos o continuos. Un proceso continuo puede ofrecer ventajas en la capacidad para mantener unas condiciones de control de un estado constante óptimo y una interfase con los procesos de separación continuos. Tras haber sido completado, el caldo de fermentación agotado y las micoproteínas pueden someterse a un tratamiento de calor para retirar/destruir los ácidos nucleicos, tales como como ARN, que puedan estar presentes. Después las micoproteínas pueden separarse/aislarse del caldo de fermentación agotado, tal como mediante centrifugación o filtración, por ejemplo, y después secarse. El material de micoproteína secado después puede procesarse para proporcionar un material de calidad alimentaria adecuado. Los licores de fermentación de micoproteínas gastados (combinados con un hidrolizado de almidón distinto y/o sólidos de fibras/proteínas distintos) pueden fermentarse posteriormente para la producción de etanol. Puede usarse S. cerevisiae para fermentar el material y producir etanol. Un proceso típico se describe en Finn et al. (2006).
Tras haber realizado la fermentación y haber producido etanol, es necesario separar/aislar el etanol del resto del material que está presente. Esto puede lograrse mediante un proceso de destilación continuo, tal como se describe, por ejemplo, en Cardona y Sánchez, 2007. Esto proporciona una elevada pureza del etanol, que puede purificarse aún más haciéndolo pasar a través de tamices moleculares, por ejemplo, para retirar el agua y concentrar aún más el etanol.
El material que no contiene etanol que se retira durante el proceso de destilación incluye sólidos y un material soluble que generalmente se denomina residuos de destilería. Estos sólidos y material soluble pueden separarse mediante prensado o centrifugación, por ejemplo, para proporcionar un material de sólidos húmedos y un líquido. El material de sólidos húmedos después puede secarse, y el líquido puede concentrarse para proporcionar un jarabe. Los sólidos secados y el jarabe pueden usarse por separado o combinarse para proporcionar un material conocido como granos secos de destilería con solubles (DDGS).
Puede observarse que la presente invención proporciona un proceso que es capaz de convertir un material de calidad/valor relativamente bajo en micoproteínas, que pueden usarse como fuente de alimento humano; etanol, que puede utilizarse como biocombustible; y material agotado, tal como DDGS, que puede emplearse como pienso animal.
Descripción detallada
La presente invención a continuación se describirá más a fondo por medio de ejemplos no limitantes y remitiéndose a las figuras que muestran:
La figura 1 muestra un diagrama de flujo esquemático de una configuración típica de un método existente para la producción de etanol; la figura 2 a la figura 8 muestran un diagrama de flujo esquemático de una serie de configuraciones de ejemplos del método, por las cuales se coproducen micoproteínas y etanol a partir de una materia prima de granos.
Figura 1 - Diagrama de flujo de una configuración típica de un método existente para la producción de etanol.
Figura 2 - Diagrama de flujo de una configuración integrada de un método de coproducción para la producción de micoproteínas y etanol usando dos microorganismos.
Figura 3 - Otro diagrama de flujo de una configuración integrada de un método de coproducción para la producción de micoproteínas y etanol usando dos microorganismos.
Figura 4 - Otro diagrama de flujo de una configuración integrada de un método de coproducción para la producción de micoproteínas y etanol usando dos microorganismos y diferentes materias primas.
Figura 5 - Diagrama de flujo de una posible configuración integrada de un método de coproducción para la producción de micoproteínas y etanol usando un único microorganismo (fermentación aerobia, seguida de fermentación anaerobia).
Figura 6 - Diagrama de flujo de una configuración integrada de un método de coproducción para la producción de micoproteínas y etanol usando un único microorganismo (fermentación anaerobia, seguida de fermentación aerobia). Figura 7 - Diagrama de flujo de una configuración integrada de un método de coproducción para la producción de micoproteínas y etanol usando un único microorganismo.
Figura 8 - Diagrama de flujo de una configuración integrada de un método de coproducción para la producción de micoproteínas y etanol usando un único microorganismo (fermentación anaerobia, seguida de fermentación aerobia).
Figura 9 - Comparación del crecimiento de F. venenatum en medio de Vogel mínimo (matraces 1-3) e hidrolizado de trigo suplementado con sales de Vogel (matraces 4-6). Los matraces de agitación se incubaron en un agitador orbital a 30 °C y 150 rpm. El experimento se realizó por triplicado, así como el cálculo de la biomasa. Las muestras se tomaron después de 72 h (experimento 1).
Figura 10 - Fermentación discontinua de F. venenatum (Vw = 1,5 l) con hidrolizado de trigo suplementado con sales de Vogel. Se muestra la tendencia de biomasa seca (•), glucosa (▲) y etanol (x) a lo largo de la fermentación (experimento 1).
Figura 11 - Crecimiento de F. venenatum en 70g/l de hidrolizado que contiene harina sin enzimas (•), con 0,5% en p/p de a-amilasa (A) y con 0,5% en p/p de a-amilasa y 1% en p/p de glucoamilasa (□) cultivado en matraces de agitación a 28 °C y 150 rpm en un agitador orbital. Las muestras se tomaron después de 24, 48 y 72 horas y se analizaron por triplicado para el contenido en biomasa (experimento 1).
Figura 12 - Densidad óptica (DO) y peso celular seco de matraces de agitación de S. cerevisiae con MYPG e hidrolizado de trigo suplementado con sales de Vogel. Los matraces se incubaron a 30 °C y 250 rpm, y todos contenían glucosa 20 g/l como fuente de carbono. Se cultivaron y analizaron por triplicado (experimento 2).
Figura 13 - Fermentación de etanol con S. cerevisiae usando MYPG e hidrolizado de trigo, respectivamente. Se muestran las densidades ópticas a lo largo de la fermentación. Se usó MYPG en el fermentador 1 (•) y el fermentador 2 (o), mientras que se empleó hidrolizado de trigo suplementado con sales de Vogel en el fermentador 3 (□) y el fermentador 4 (A). La aireación fue de 0,82 vvm entre 8-18 h, el resto 0 vvm. La temperatura se mantuvo constante a 30 °C y el pH a 5,5 (experimento 2).
Figura 14 - Fermentación de etanol con S. cerevisiae usando MYPG e hidrolizado de trigo, respectivamente. Se muestra el aumento en la biomasa seca a lo largo de la fermentación. Se usó MYPG en el fermentador 1 (•) y el fermentador 2 (o), mientras que se empleó hidrolizado de trigo suplementado con sales de Vogel en el fermentador 3 (□) y el fermentador 4 (A). La aireación fue de 0,82 vvm entre 8-18 h, el resto 0 vvm. La temperatura se mantuvo constante a 30 °C y el pH a 5,5 (experimento 2).
Figura 15 - Tendencia del peso celular seco ("dry cell weight", DCW) y la glucosa para la primera fermentación del proceso integrado con F. venenatum (experimento 3).
Figura 16 - Tendencias del peso celular seco (DCW), la glucosa y el etanol para la segunda parte del bioproceso integrado con S. cerevisiae.
Figura 17 - Comparación de las tendencias del peso celular seco de las fermentaciones de Fusarium venenatum con la aplicación de diferentes perfiles de aireación (experimento 4).
Figura 18 - Producción de etanol a lo largo de las fermentaciones de Fusarium venenatum con un suministro de oxígeno variable (experimento 4).
Figura 19 - Tendencia de las concentraciones de glucosa a lo largo de las fermentaciones de Fusarium venenatum con diferentes medios de fermentación y diferente suministro de oxígeno (experimento 4).
Figura 20 - Perfil del oxígeno disuelto (OD, %) durante el transcurso de las fermentaciones de F. venenatum (experimento 4).
Se emplea la siguiente clave para interpretar los diversos componentes y etapas que se realizan en los procesos ejemplificados en las figuras 1-8:
La molienda del grano rompe físicamente el grano para permitir la extracción del almidón en un procesamiento corriente abajo;
La licuefacción es un proceso para extraer e hidrolizar el almidón a partir del grano para obtener carbohidratos solubles en agua adecuados para el procesamiento físico y la fermentación. El grano se mezcla y se calienta con agua, generalmente con el uso de enzimas. El proceso de calentamiento además esteriliza la disolución para la fermentación;
La separación de las proteínas sólidas y la fibra mediante decantación, filtración o centrifugación se realiza para proporcionar una disolución de carbohidratos solubles adecuada para la fermentación de micoproteínas. Esta etapa no es necesaria en el biorrefinamiento del etanol convencional, puesto que el etanol, producto de la fermentación, puede destilarse de la suspensión;
La fermentación aerobia proporciona el crecimiento de fermentación de las micoproteínas. Esta operación puede realizarse en modo discontinuo o continuo. Se introduce una fuente de nitrógeno (por ejemplo, amoniaco), nutrientes y aire/oxígeno al fermentador con enfriamiento bajo condiciones controladas para favorecer el crecimiento de micoproteínas. Las condiciones pueden controlarse para optimizar la selectividad/tasa de crecimiento de micoproteínas o para lograr una proporción preferida de micoproteínas a etanol mediante la manipulación de las
condiciones fisiológicas a través de variables del proceso, tales como el flujo de sustrato o/y el nivel de oxígeno; El tratamiento con calor y el aislamiento de la mezcla de fermentación de micoproteínas proporciona un producto de micoproteínas en masa sólido secado y aislado (mediante filtración o centrifugación). El tratamiento con calor de la mezcla se realiza para reducir el contenido en ácidos nucleicos (ARN) del producto;
La fermentación anaerobia se realiza para convertir los carbohidratos residuales en etanol. Esto puede llevarse a cabo usando cualquiera o ambos de micoproteínas y levadura de cerveza convencional (por ejemplo, S. cerevisiae); La destilación se usa para separar el etanol de las mezclas de fermentación;
El secado retira el agua residual del etanol destilado para cumplir con los requisitos del combustible de bioetanol. Esto se realiza, de modo convencional, usando tamices moleculares;
El aislamiento de la proteína sólida/fibra del grano produce un producto con un alto contenido en proteínas que se emplea generalmente como pienso para ganado vacuno. Cuando se aíslan y se secan junto con el residuo evaporado procedente de la destilación que incorpora los componentes solubles de las mezclas de fermentación, se denomina convencionalmente granos secos de destilería con solubles (DDGS).
Tal como puede observarse a partir de los diversos procesos ejemplificados en -8, la presente invención proporciona una fase de separación en la que materiales insolubles, tales como proteínas y fibra, se retiran para proporcionar una disolución que comprende carbohidratos solubilizados adecuados para la posterior fermentación.
En los diversos métodos mostrados en las figuras 2-8, se proporciona un proceso integrado que puede producir etanol y micoproteínas, así como un material de desecho agotado, granos secos de destilería con solubles (DDGS), que puede usarse como producto de pienso animal.
Sección de ejemplos
Procedimientos experimentales
1.1 Microorganismos y condiciones de cultivo
El microorganismo usado en las fermentaciones de micoproteínas (y etanol) fue el hongo filamentoso F. venenatum A3/5 (20334), adquirido en ATCC. Los cultivos maestros se produjeron inoculando cultivos líquidos que contenían medio de Vogel mínimo con glucosa 40 g/l procedente de placas con agar de dextrosa y patata ("potato dextrose agar", PDA). Se incubaron durante 72 h a 150 rpm y 28 °C en un agitador orbital antes de añadir glicerol al 20% a los cultivos y de conservarlos a -80 °C en crioviales. Además, las placas de PDA se cultivaron a 30 °C y 0% de CO2 en un incubador y después se conservaron a 4 °C.
Para la fermentación de etanol también se usó la levadura S. cerevisiae (suministrada desde la colección de cultivos de Strathclyde Institute of Pharmacy and Biomedical Sciences). Se cultivó en medio MYPG con 1 l que contenía: 3 g de extracto de malta, 3 g de extracto de levadura, 5 g de peptona y 10 g de glucosa, añadiéndose la glucosa después de someter a autoclave para evitar la reacción de Maillard. El pH se ajustó a 5,5 y se añadieron 15 g/l de agar para solidificar el medio. Las placas se inocularon con un asa y se incubaron durante 24 h a 30 °C en un incubador y después se conservaron a 4 °C. Se produjeron cultivos maestros inoculando un cultivo líquido e incubándolo durante 24 h en un agitador orbital a 30 °C y 250 rpm antes de añadir glicerol al 20% y conservar a -80 °C en crioviales.
1.2 Preparación del inóculo
Se preparó el inóculo de F. venenatum inoculando un vial descongelado del banco de células a -80 °C en una parte alícuota de 200 ml de medio de Vogel. El cultivo se incubó a 30 °C durante un periodo de 24 horas. Se retiró una parte alícuota de 50 ml de este cultivo (obteniéndose un inóculo al 10% en v/v) y se trasladó a un tubo de centrífuga. Este se centrifugó a 8000 rpm durante un periodo de 10 minutos. El sobrenadante se retiró y se añadió un volumen igual de agua destilada estéril para resuspender el sedimento de F. venenatum. Esto después se centrifugó como antes a 8000 rpm durante un periodo de 10 minutos. El sobrenadante de nuevo se retiró y el sedimento de Fusarium venenatum se resuspendió en una parte alícuota de 20 ml de medio de trigo estéril. Esta parte alícuota se usó para inocular el biorreactor a través del puerto de septo para jeringa.
La preparación del inóculo de S. cerevisiae siguió una estrategia similar. Un vial del banco de células se descongeló y se usó para inocular un matraz de 200 ml que contenía medio MYPG. Cuando la densidad celular alcanzó unos niveles suficientes (densidad óptica de aproximadamente 1 Au), se centrifugó una parte alícuota de 50 ml del cultivo, se lavó con agua destilada y se resuspendió en medio de trigo siguiendo el mismo procedimiento que se llevó a cabo con el inóculo de F. venenatum.
1.3 Preparación del medio
1.3.1 Medio definido
El medio definido usado para la fermentación y los matraces de agitación se preparó según Vogel (1956). La fuente de carbono de sacarosa se sustituyó por glucosa y se usaron 40 g/l en lugar de 15 g/l.
1 litro de medio contenía: 2,17 g de citrato de trisodio, 5 g de dibifosfato de potasio, 2 g de nitrato de amonio, 0,2 g de sulfate de magnesio heptahidrato, 0,1 g de cloruro de calcio dihidrato, 0,25 mg de biotina, y 5 ml de disolución de oligoelementos.
Para la disolución de oligoelementos, se disolvieron los siguientes oligoelementos en 95 ml de agua destilada: 5 g de ácido cítrico monohidrato, 5 g de sulfato de cinc heptahidrato, 1 g de sulfato ferroso de amonio hexahidrato, 0,25 g de sulfato cúprico pentahidrato, 0,05 g de sulfato de manganeso monohidrato, 0,05 g de ácido bórico, y 0,05 g de molibdato de sodio dihidrato.
1.3.2 Hidrolizado de trigo ("wheat hydrosylate", WH)
El grano de trigo se molió para producir un material de harina usando un molino analítico IKA. Esta harina se disolvió en agua destilada calentada hasta 90 °C con una concentración de harina final en la región de 70 g/l. Ya en disolución, el pH del sistema se ajustó a 7 antes de la adición de la enzima a-amilasa a una carga del 1% en p/p de la harina de trigo añadida. La disolución se mantuvo a 90 °C y se agitó durante un periodo de 1 hora. Después se dejó que la disolución se enfriase mientras se agitaba hasta que se alcanzó una temperatura en la región de 50 °C. Entonces se ajustó el pH de la disolución a 4,6-4,8 usando ácido clorhídrico 1 M. Después se añadió la enzima glucoamilasa de nuevo con una carga del 1% en p/p con relación a la cantidad de harina de trigo añadida. Esta disolución después se incubó durante un periodo de 16 horas en un incubador en agitación a 50 °C y 100 rpm. El medio tratado con enzimas después se enfrió hasta la temperatura ambiente, se trasladó a recipientes de centrífuga y se centrifugó a 6.000 rpm durante un periodo de 10 minutos. El sobrenadante se hizo pasar a través de un filtro de papel de 0,2 pm usando un embudo Buchner, y el filtrado se recogió para su uso en el proceso de fermentación. Después el filtrado se sometió de nuevo a autoclave. El procedimiento de la hidrólisis del almidón se realizó remitiéndose a Panagiotopoulos et al. (2009), Gadonna-Widehem et al. (2012) y las hojas de datos de enzimas proporcionadas por Sigma.
1.4 Cálculo de la biomasa
Se calcularon los niveles de biomasa de F. venenatum y S. cerevisiae para cada una de las muestras tomadas durante las fermentaciones.
El cálculo del peso de las células de F. venenatum se logró usando filtros de microfibras. Se numeró un filtro de microfibras de vidrio y se registró la masa del filtro seco. El filtro se colocó en un embudo Buchner y se hizo pasar una parte alícuota de 1 ml de la muestra de fermentación a través del filtro. Este proceso se repitió por triplicado para cada muestra. Después los filtros se colocaron en una placa Petri y se secaron en una estufa a 50 °C durante un periodo de 24 horas. Los filtros después se volvieron a pesar y, si fue necesario, se secaron de nuevo hasta que se observó una lectura estable. La biomasa se calculó restando el peso previamente registrado del filtro vacío. Puesto que el proceso se realizó por triplicado, el valor indicado es el promedio de los tres pesos registrados.
Se realizó el cálculo del peso celular seco de S. cerevisiae usando tubos de Eppendorf. Los tubos de Eppendorf se secaron en un desecador y se registró el peso del tubo seco y vacío. Se pipeteó una parte alícuota de 1 ml de la muestra de fermentación en el tubo y después se centrifugó a 6000 rpm durante un periodo de 10 minutos. El sobrenadante se retiró, y el sedimento celular se secó. El tubo se volvió a pesar hasta que se observó una lectura estable, y la masa del tubo vacío se restó para producir la masa de las células presentes. Puesto que se utilizó una parte alícuota de 1 ml de la muestra de fermentación, el valor determinado en este caso se indica como el peso celular seco en g/ml. Todas las muestras se volvieron a analizar por triplicado, siendo el valor indicado el promedio de las tres repeticiones.
1.5 Cuantificación de la glucosa
Se midió la concentración de glucosa presente en cada muestra usando el analizador de bioquímica YSI. Las muestras tempranas requirieron un factor de dilución en la región de x10 para poder aplicarse, para reducir las concentraciones de glucosa a unos niveles que el analizador de bioquímica pueda cuantificar de modo reproducible. Durante la fermentación de Saccharomyces, las muestras tardías pueden analizarse directamente sin la necesidad de realizar etapas de dilución.
1.6 Cuantificación del etanol
Se logró la cuantificación del etanol en las muestras usando un método de cromatografía líquida de alta resolución ("high performance liquid chromatography", HPLC). La separación se consiguió usando una columna de cromatografía de ácidos orgánicos a REZEX ROA-H+ y una fase móvil de ácido sulfúrico 0,005 N a un caudal de 1 ml/min. La detección se realizó mediante un detector del índice de refracción.
1.7 Cultivo en matraces de agitación
Los cultivos en matraces de agitación se realizaron en matraces cónicos de 500 ml o 100 ml que contenían 200 ml o 40 ml de medio (MYPG o hidrolizado de trigo con sales de Vogel). Los matraces se incubaron en un agitador vertical ajustado a 150 rpm y 28 °C para los cultivos de F. venenatum, y a 30 °C y 250 rpm para los cultivos de S. cerevisiae.
1.8 Cultivo discontinuo en biorreactor
1.8.1 Cultivo discontinuo de F. venenatum
Las fermentaciones discontinuas de micoproteínas se realizaron en dos sistemas de fermentación diferentes que se describen a continuación. La temperatura de fermentación fue de 28 °C, y el pH se controló hasta 6 con hidróxido de sodio 2 M. La sonda de OD se calibró con nitrógeno sin oxígeno para el valor de O2 del 0%, y se realizó la calibración de la pendiente con aire comprimido. La calibración de la sonda se realizó en las condiciones de fermentación. El inóculo, un cultivo en matraz de agitación cultivado de 72 horas cultivado a 28 °C y 150 rpm en un agitador vertical, constituyó 10% en v/v del volumen de fermentación final. El medio usado para la fermentación fue medio N (Vogel, 1956) o hidrolizado de trigo suplementado con sales de Vogel. En el caso de usar el hidrolizado de trigo como medio de fermentación, se empleó aceite de colza como reactivo antiespumante cuando fue necesario.
1.8.1.1 Applikon
El recipiente de borosilicato de este sistema de fermentación tiene un volumen total de 2 l, y las fermentaciones se realizaron a un volumen de trabajo de 1,5 l con una proporción de altura a diámetro de 2:1. El fermentador está equipado con cuatro pantallas móviles y dos impulsores Rushton de seis palas, alimentados por un motor suspendido Applikon P100. La aireación se realizó burbujeando aire filtrado a través de un burbujeador de anillo colocado bajo el impulsor. El pH se midió con una sonda de pH Mettler Toledo y se empleó una sonda de DO Mettler Toledo para la determinación del oxígeno disuelto. Se empleó una camisa de calentamiento Applikon para calentar el fermentador. El sistema también estaba equipado con una sonda de temperatura y un condensador para evitar la evaporación. Se utilizó una unidad Applikon Bio-Console ADI 1035 en combinación con la unidad de control Applikon Bio-Control ADI 1031 para controlar los parámetros. La agitación usada con este sistema de fermentación fue de 600 rpm.
1.8.2 Fermentación del etanol
La fermentación del etanol se realizó en dos sistemas de fermentación diferentes descritos a continuación en detalle. La agitación usada fue de 500 rpm, y la temperatura se controló a 30 °C. La calibración de la sonda de pO2 se realizó en condiciones de fermentación. El valor de O2 al 0% se ajustó aireando con nitrógeno sin oxígeno, y la pendiente de la sonda se calibró con aire comprimido. El pH se controló con ácido sulfúrico 2 M y amoniaco al 25% en v/v hasta un valor de 5,5. El caldo de fermentación solo se aireó con 0,82 vvm entre 8 y 18 horas del tiempo de fermentación. El inóculo, un cultivo en matraz de agitación cultivado de 24 horas (30 °C, 250 rpm), constituyó 5% en v/v del volumen de fermentación final. Para controlar la formación de espuma durante la fermentación se añadió PPG según fue necesario.
1.8.2.1 Biostat C (C15-3) con DCU 3 (B. Braun Biotech)
El fermentador de acero inoxidable tiene un volumen total de 22 l y una pared doble que permite el calentamiento o el enfriamiento del fermentador. Tiene una ventana de visión lateral y está equipado con cuatro pantallas, así como tres impulsores Rushton de seis palas que están por encima de un burbujeador de anillo. La sonda de pO2, así como la sonda de pH, son de Mettler Toledo. La proporción de altura a diámetro es de 3:1, con un diámetro de 21 cm y una altura de 57 cm. La unidad de DCU-3 permite controlar y seguir la fermentación. El pH se controló con la ayuda de bombas de ácidos y bases. Además, el sistema está equipado con una bomba antiespumante que se empleó cuando fue necesario.
1.8.2.2 DASGIP (Eppendorf)
El sistema de fermentación permite la realización de cuatro fermentaciones paralelas, que pueden ser controladas independientemente. Los recipientes del fermentador, de fondo plano, tienen un diámetro de 9 cm y una altura de 24 cm, que es igual a una proporción de altura a diámetro de 3:1. Los recipientes tienen un volumen de trabajo de 400 1500 ml. El motor suspendido agita los dos impulsores Rushton de seis palas. La aireación se logra burbujeando aire a través de un filtro estéril a través de un burbujeador L. El sistema está totalmente equipado con una unidad principal que calienta los recipientes, bombas de ácidos y bases, unidades de detección del pH y pO2, detector de temperatura, análisis de los gases de emisión, y control de la agitación.
Resultados
1.9 Medio de trigo
El medio de trigo utilizado para esta fermentación se obtuvo siguiendo el procedimiento indicado (1.3). Esta preparación de medio concreta emplea el lote de trigo identificado como ‘RCS’ con una carga de 146 g de harina de trigo disueltos en 2 l de agua destilada. En el proceso se utilizó una carga de enzimas de 1,46 g de a-amilasa y 1,5 g
de glucoamilasa.
Las concentraciones de glucosa mediadas usando el analizador bioquímico YSI en las diversas etapas en la preparación del medio se listan en la tabla 1.
Tabla 1 - Concentraciones de glucosa en diversas etapas durante el tratamiento enzimático del medio de trigo

Se realizaron los siguientes experimentos para apoyar la invención.
Tabla 2 - Experimentos que apoyan la invención

1.10 Experimento 1 (ejemplo comparativo)
1.10.1 Fines y objetivos
El objetivo de este experimento fue investigar la viabilidad de cultivar F. venenatum para la producción de micoproteínas usando una materia prima de carbohidratos (hidrolizado de trigo).
1.10.2 Condiciones experimentales
Se cultivaron cultivos en matraces de agitación de F. venenatum inicialmente en hidrolizado de trigo y en glucosa (ambos medios suplementados con sales de Vogel) para comparar el perfil de crecimiento en los dos medios diferentes. Los matraces se montaron y se analizaron por triplicado. Se tomaron muestras después de 72 horas y se analizaron para el contenido en biomasa y glucosa (9).
La configuración de la fermentación para la fermentación de micoproteínas fue: aireación con 1 slpm y ajuste de la velocidad del agitador a 1000 rpm. La temperatura se mantuvo a 28 °C, el pH se ajustó a 6, y el fermentador se inoculó con un cultivo en matraz de agitación de 72 h de 10% en v/v del volumen de fermentación final. El hidrolizado de trigo para la fermentación se suplementó con sales de Vogel. Las primeras fermentaciones revelaron el problema de una potente formación de espuma al inicio de la fermentación. Esto condujo a la acumulación de biomasa en la espuma y, en conclusión, solo se produjo crecimiento en la parte superior del caldo de fermentación, pero no en la disolución. La formación de espuma probablemente fue provocada por proteínas en el hidrolizado de trigo, y como el medio de Vogel mínimo usado en las fermentaciones previas no contenía proteínas, la formación de espuma no fue un problema en las fermentaciones discontinuas previas y, además, tampoco es un problema en los procesos industriales que se emplean en la actualidad.
Para solucionar este problema se emplea aceite de colza como reactivo antiespumante. Se eligió el aceite de colza porque puede usarse en un producto de calidad alimentaria y sería una solución económica. También puede ser utilizado como fuente de carbono por Fusarium, lo cual conduciría a mayores rendimientos, y puesto que la formación de espuma solo es un problema significativo al inicio del proceso, esta no será un problema en momentos posteriores.
Puesto que el uso del aceite de colza como reactivo antiespumante por sí solo no pudo solucionar el problema de la acumulación del inóculo en la parte superior del nivel del líquido en el fermentador, se usó un perfil de agitación y aireación. En detalle, esto significa que la agitación y la aireación aumentaron lentamente a lo largo de un tiempo de 1,5 horas. Las tasas de agitación y aireación usadas se muestran en la siguiente tabla.
Tabla 3 - Perfil de agitación y aireación de la fermentación discontinua de F. venenatum con hidrolizado de trigo Se muestran los momentos que los que los parámetros aumentan.

1.10.3 Resultados
Con el uso de este perfil se realizó una fermentación discontinua con éxito, que puede observarse en 10. La biomasa máxima alcanzada en esta fermentación fue de 8,97 g/l, la cual, tomando en cuenta una concentración de glucosa de partida de 49,46 g/l, produce un rendimiento del 18,1%. Este rendimiento alcanzado solo es la mitad del rendimiento que se alcanzó en la fermentación discontinua con medio de Vogel mínimo. Esto es probablemente debido a una fuerte limitación de oxígeno al inicio de la fermentación que restringe crucialmente el crecimiento. El oxígeno disuelto disminuye rápidamente al inicio de la fermentación, puesto que la aireación y la agitación son muy bajas al principio, lo cual resulta desventajoso para la transferencia de oxígeno hacia el caldo de fermentación (los datos no se muestran). Probablemente podría alcanzarse un rendimiento de micoproteínas mayor mejorando el suministro de oxígeno, puesto que también se produjeron 9,98 g/l de etanol como subproducto durante la fermentación. No se esperaba la producción de estos niveles elevados de etanol durante esta fermentación, y se realizarán más experimentos para investigar el efecto de las condiciones de cultivo sobre la coproducción de etanol y micoproteínas por F. venenatum (sección 1.13).
1.10.3.1 Crecimiento de F. venenatum en medio parcialmente hidrolizado (no se usan enzimas)
Debido a ciertas consideraciones acerca de la economía del proceso y los altos costes en la adquisición de enzimas hidrolizantes y los altos costes del proceso de hidrólisis debidos a las etapas de calentamiento/enfriamiento y las adaptaciones del pH, se tomó en cuenta la utilización de harina de trigo, que solo se disolvió en agua, o trigo parcialmente hidrolizados, realizando solo la etapa de licuefacción. Para investigar la influencia de esto sobre el crecimiento de la cepa de Fusarium, esta se cultivó en matraces de agitación en diferentes hidrolizados suplementados con sales de Vogel. Para este fin, se disolvieron 70 g/l de harina de trigo en agua a 90 °C y después se realizó solo la etapa de licuefacción con 0,5% en p/p de a-amilasa en una muestra, y en la otra muestra se realizaron ambas etapas de licuefacción y sacarificación con el uso adicional de 1% en p/p de glucoamilasa. Una tercera no contenía enzimas. Los tres medios se analizaron mediante HPLC y se usaron para experimentos en matraces de agitación.
El análisis de HPLC de los diferentes hidrolizados demostró que solo el hidrolizado con ambas etapas de licuefacción y sacarificación contenía glucosa, y 70 g/l de harina de trigo produjeron 48 g/l de glucosa. El experimento se realizó por triplicado en matraces de agitación de 500 ml que contenían 200 ml de medio suplementado con sales de Vogel, y se tomaron muestras después de 24, 48 y 72 horas y se analizaron por triplicado.
Los resultados de este experimento demuestran que F. venenatum puede crecer igualmente bien en un medio que solo consiste en hidrolizado de trigo con sales de Vogel añadidas (11). Por tanto, se supone que emplea el almidón en la disolución como fuente de carbono. El crecimiento es ligeramente más rápido en el medio totalmente hidrolizado, lo cual probablemente sea provocado por la necesidad de producción de amilasas en el Fusarium para utilizar el almidón como fuente de energía. Los datos de HPLC (no se muestran) sugieren que incluso en el medio sin enzimas, están presentes disacáridos que pueden ser utilizados al inicio de la incubación y que pueden ser la razón de que no se observen diferencias en el crecimiento en las primeras 24 horas. Después de 72 horas, la biomasa en todos los matraces era de aproximadamente 7 g/l de biomasa seca, sin diferencias notables.
1.11 Experimento 2 (ejemplo comparativo)
1.11.1 Fines y objetivos
Para demostrar que la integración de los procesos de fermentación de micoproteínas y la fermentación de etanol es posible, se realizaron experimentos preliminares para demostrar que S. cerevisiae crece en un hidrolizado de trigo (sección 1.10.3.1). La levadura también se cultivó en un filtrado de la fermentación de micoproteínas para observar si existe crecimiento y para determinar si F. venenatum produce alguna sustancia que inhiba el crecimiento de S. cerevisiae (sección 1.11.3.2).
1.11.2 Condiciones experimentales
1.11.3 Resultados
1.11.3.1 Crecimiento de S. cerevisiae en un hidrolizado de trigo
Se realizaron experimentos en matraces de agitación. Para este fin, se llenaron matraces de agitación de 100 ml con 40 ml de medio y se cultivaron durante 24 h a 250 rpm y 30 °C. Los matraces se cultivaron y se analizaron por triplicado. Los resultados de la DO y la determinación de la biomasa seca se muestran en 2.
Los resultados de este experimento demuestran que S. cerevisiae crece igualmente bien en el trigo hidrolizado que había sido suplementado con las sales de Vogel y, por tanto, es posible la integración de los procesos. Puede suponerse que el hidrolizado de trigo contiene proteínas y otros nutrientes que son fundamentales para el crecimiento de S. cerevisiae, puesto que el medio que solo contenía glucosa y sales de Vogel no estimula el mismo crecimiento.
1.11.3.2 Fermentación discontinua de S. cerevisiae con un hidrolizado de trigo
Para demostrar que la integración de los dos procesos de fermentación es posible, se realizó una fermentación de S. cerevisiae con un hidrolizado de trigo. El sistema de fermentación usado fue DASGIP (Eppendorf) que permite la ejecución de cuatro fermentaciones al mismo tiempo. Se realizaron dos fermentaciones con MYPG como control y dos fermentaciones con hidrolizado de trigo (harina 35 g/l, a-amilasa al 0,5% en p/p, glucoamilasa al 1% en p/p) suplementadas con sales de Vogel. El volumen de trabajo fue de 800 ml, y la fermentación se llevó a cabo durante 24 horas, mientras que la aireación a 0,82 vvm solo estuvo presente entre las 8 a 18 horas del tiempo de fermentación. El crecimiento de las levaduras se controló midiendo la densidad óptica y la determinación de la biomasa seca.
Tanto la tendencia de la densidad óptica como la tendencia de la biomasa seca en las cuatro fermentaciones no mostró unas diferencias notables a lo largo del desarrollo de la fermentación, 2 y 3.
El análisis de HPLC de las muestras produjo los siguientes valores para las concentraciones iniciales de glucosa y las concentraciones finales de etanol. Además, se calculó el rendimiento de la conversión de la glucosa a etanol. Los rendimientos de las fermentaciones con hidrolizado de trigo fueron ligeramente mayores, pero, en general, la tendencia de ambas fermentaciones fue similar.
Tabla 4 - Análisis de la concentración de glucosa al inicio de la fermentación de S. cerevisiae y concentración máxima de etanol. Se calculó el rendimiento de la conversión de la glucosa a etanol.

1.12 Experimento 3
1.12.1 Fines y objetivos
El objetivo de este experimento fue demostrar la viabilidad de un bioproceso integrado para la producción de micoproteínas (F. venenatum) y etanol (usando S. cerevisiae) empleando trigo de calidad alimentaria caducado como medio de crecimiento. Experimentos previos llevados a cabo sugirieron que Fusarium y Saccharomyces pueden cultivarse con éxito en un medio de trigo hidrolizado (sección 1.10 y 1.11). Este experimento se basa en estos descubrimientos, e intenta cultivar Fusarium hasta un punto en que se obtiene una biomasa suficiente, al
mismo tiempo que la glucosa sigue estando presente en el sistema para ser utilizada posteriormente por S. cerevisiae.
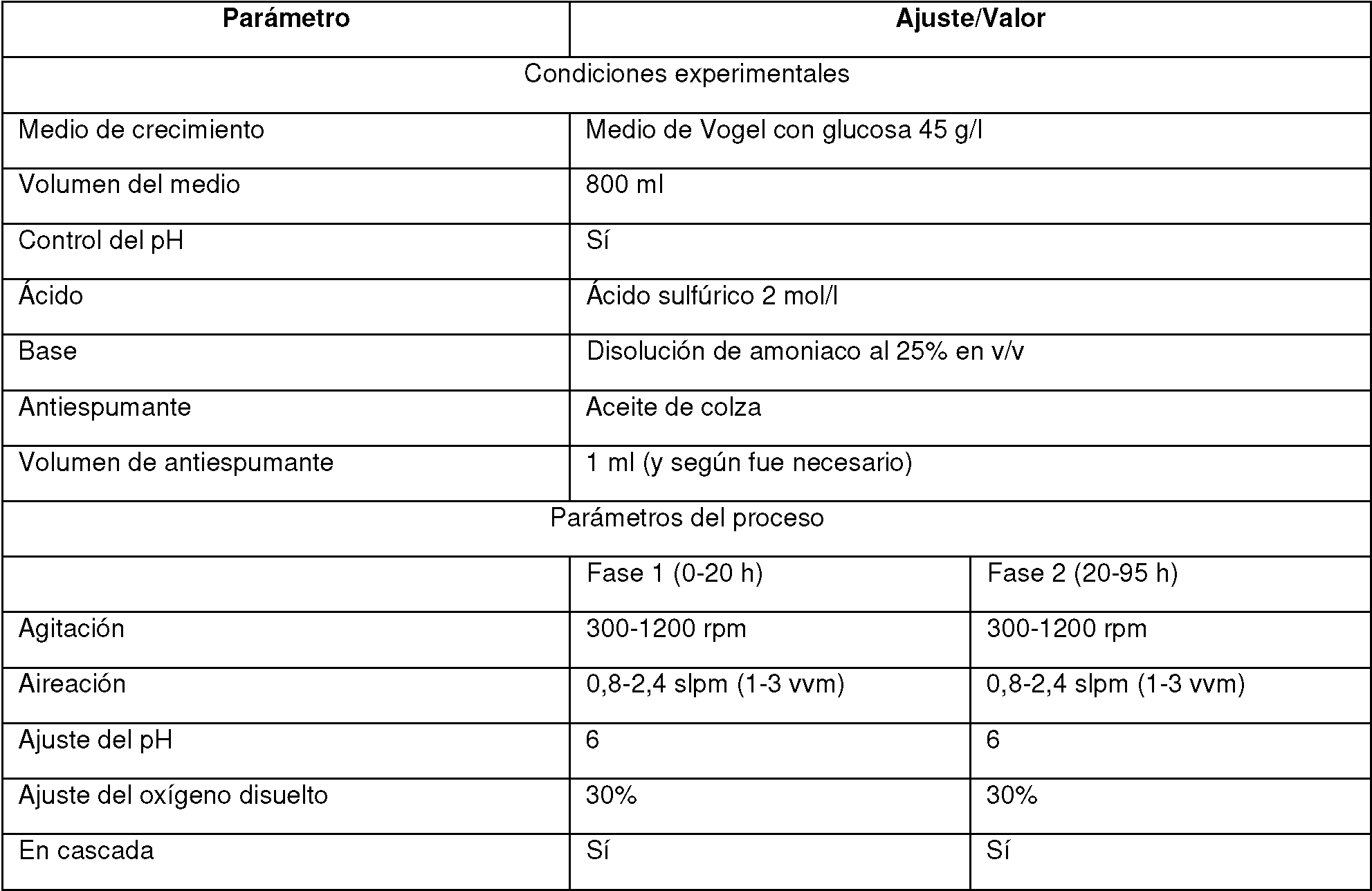
1.12.2 Condiciones experimentales
Proceso de fermentación
Las condiciones experimentales se detallan en la tabla 5.
Tabla 5 - Condiciones experimentales para el experimento 3.

1.12.3 Toma de muestras y resultados
Se retiraron muestras del medio de cultivo inmediatamente después de la inoculación y después en diversos momentos a lo largo de la fermentación.
Se calcularon las concentraciones de glucosa para cada una de las muestras recogidas usando el analizador de bioquímica YSI (1.5), así como los niveles de biomasa de cada organismo (1.4). Puesto que este análisis se realizó por triplicado, los valores indicados son el promedio de las tres repeticiones (5 y figura 16).
Se logró la cuantificación del etanol en las muestras usando el método de HPLC (1.6), y los resultados también se detallan en 6.
1.12.4 Análisis
Este experimento demuestra la capacidad para integrar los dos procesos de fermentación de interés. La primera etapa demuestra la capacidad para cultivar F. venenatum hasta un nivel de biomasa en la región de 10 g/l. Esta biomasa después se recolecta, y el medio, que sigue conteniendo glucosa en la región de 20 g/l, se vuelve a esterilizar. Después este medio se inocula con S. cerevisiae y posteriormente se logra el crecimiento de este organismo. Después de un periodo de aproximadamente 16 horas, el cultivo se privó de oxígeno para estimular la producción de etanol. Se continuó con la fermentación hasta alcanzar un tiempo de fermentación total de aproximadamente cuarenta horas, y se tomaron muestras en diversos momentos para la cuantificación del etanol usando el método de HPLC desarrollado (1.6).
No se detectó etanol durante la fermentación de Fusarium venenatum (los datos no se muestran). Después de la inoculación y del crecimiento inicial de S. cerevisiae, se detectó etanol en las muestras (aproximadamente 5 g/l), 6. Esto demuestra la viabilidad de la estrategia para integrar los dos bioprocesos: la ermentación de Fusarium
venenatum para la producción de micoproteínas, seguida de la fermentación de S. cerevisiae y la producción de etanol empleando trigo de calidad alimentaria caducado como medio de crecimiento. Debe realizarse la optimización del proceso para producir los rendimientos máximos de micoproteínas y etanol a partir de las fermentaciones para mejorar la eficacia global del proceso.
1.12.5 Conclusiones
Los resultados han demostrado que es posible la integración de los dos bioprocesos para la producción de los productos deseados.
1.13 Experimento 4
Se realizó una serie de fermentaciones para intentar demostrar la viabilidad de un bioproceso para la producción de micoproteínas (como alimento) y etanol (como combustible) con Fusarium venenatum usando trigo de calidad alimentaria caducado como medio de crecimiento.
1.13.1 Fines y objetivos
El objetivo de este experimento fue demostrar la viabilidad de un bioproceso que emplea Fusarium venenatum para la producción de micoproteínas y etanol usando trigo de calidad alimentaria hidrolizado como sustrato.
Experimentos realizados previamente sugirieron que Fusarium venenatum produce biomasa o etanol dependiendo del perfil de aireación usado. Para este fin, se emplearon tres perfiles de aireación diferentes para determinar las diferencias en la producción de biomasa y etanol. Se utilizó una fermentación control con medio de Vogel definido (VM) y se aireó a lo largo de toda la fermentación.
En las primeras 20 horas de tiempo de fermentación, las cuatro fermentaciones se airearon con la misma cascada sin limitación de oxígeno. Después de 20 horas, las fermentaciones uno (VM1) y dos (WH2) siguieron aireándose, mientras que en la fermentación tres (WH3) se limitó el oxígeno ajustando la aireación a 0,1 vvm después de 20 horas de fermentación. En la fermentación cuatro (WH4) la aireación se apagó, lo cual condujo a una privación de oxígeno. Las condiciones aplicadas se muestran en la tabla 6.
Tabla 6 - Resumen de cada condición de fermentación usada para investigar la influencia de la limitación de oxígeno

1.13.2 Condiciones experimentales
El hidrolizado de trigo que se usó en las fermentaciones dos, tres y cuatro se preparó según 1.3.
1.13.3 Toma de muestras y resultados
Se tomaron muestras del medio de cultivo antes de la inoculación e inmediatamente después de la inoculación. Las muestras se tomaron dos veces diarias a lo largo de la fermentación. Se registraron los detalles de las muestras, el momento de tomarlas y los diversos parámetros del proceso controlados.
Se calcularon las concentraciones de glucosa para cada una de las muestras recogidas usando el analizador de bioquímica YSI (1.5), así como los niveles de biomasa de cada organismo (1.4). Puesto que este análisis se realizó por triplicado, los valores indicados son el promedio de las tres repeticiones. se logró la cuantificación del etanol en las muestras usando el método de HPLC descrito en 1.6.
1.13.3.1 Fermentación 1
La fermentación uno se realizó sin limitación de oxígeno para Fusarium venenatum. Esta fermentación se usó como control, y por ello se empleó el medio de Vogel con glucosa como fuente de carbono como medio de fermentación, en lugar del hidrolizado de trigo. El objetivo de esto fue comparar el crecimiento entre los diferentes medios y determinar las posibles diferencias. Se espera conseguir más biomasa en las fermentaciones sin limitaciones de oxígeno y no detectar cantidades considerables de etanol.
1.13.3.1.1 Condiciones experimentales
Los parámetros experimentales utilizados para este proceso de fermentación se indican en la tabla 7. Esta fermentación actúa como control y se compara con la fermentación dos.
Tabla 7 - Condiciones experimentales para la fermentación uno
1.13.3.1.2 Resultados
En la fermentación uno, la mayor parte de la biomasa se produjo en las primeras 20 horas de la fermentación, cuando alcanzó niveles de 22 g/l de biomasa seca. El máximo de biomasa seca se alcanzó al final de la fermentación después de 96 horas, cuando estaban presentes 25 g/l de biomasa seca. No se detectó etanol a lo largo de la fermentación. Después de 20 horas, solo estaban disponibles 0,4 g/l de glucosa de los 43,5 g/l iniciales para Fusarium. Las tendencias de los niveles de biomasa seca, etanol y glucosa pueden observarse en 7, 8 y 9. 1.13.3.1.3 Conclusiones
Tal como se esperaba, no se produjo etanol en esta fermentación, mientras que se obtuvo una gran cantidad de biomasa de 25 g/l. La producción de biomasa probablemente puede aumentar introduciendo sustrato en el fermentador y recolectando la biomasa. A medida que aumenta la biomasa puede observarse una mayor viscosidad que impide el mezclado y la transferencia de oxígeno. Por tanto, la recolección de la biomasa puede ser beneficiosa para la producción de biomasa.
1.13.3.2 Fermentación 2
El sustrato usado en la fermentación dos fue hidrolizado de trigo suplementado con sales de Vogel, que también se usó en la fermentación tres (1.13.3.3) y cuatro (1.13.3.4). A lo largo de la fermentación no se limitó el oxígeno. Esta fermentación se comparó con la fermentación uno para obtener conclusiones acerca de las diferencias en el rendimiento entre los medios usados. Se esperaba obtener resultados más parecidos de esta fermentación, comparada con la fermentación uno con medio de Vogel.
1.13.3.2.1 Proceso de fermentación
En la fermentación dos se usó hidrolizado de trigo como medio de fermentación. El punto fijado para el oxígeno disuelto se ajustó a 30%. Las demás condiciones experimentales se detallan en la tabla 8.
Tabla 8 - Condiciones experimentales para la fermentación dos

1.13.3.2.2 Resultados
Las tendencias de la biomasa seca, el etanol y la glucosa de la fermentación con hidrolizado de trigo y sin limitación de oxígeno se muestran en 7, 8 y 9. Se alcanzó la máxima concentración de biomasa seca de 21 g/l después de 44 horas, aunque los niveles de glucosa alcanzaron 0,13 g/l después de 27 horas. El etanol solo estaba presente después de 20 horas, pero probablemente se usó como fuente de carbono después y no pudo detectarse etanol en el desarrollo posterior de la fermentación.
1.13.3.2.3 Conclusiones
La fermentación produjo aproximadamente los mismos niveles de biomasa que la primera fermentación. Los niveles de glucosa iniciales fueron menores, lo cual explica la diferencia en los niveles de biomasa alcanzados. Además, no se detectó etanol a lo largo de la fermentación, con la excepción de la muestra de 20 horas.
1.13.3.3 Fermentación 3
En la fermentación tres se investigó el efecto de la limitación de oxígeno sobre la producción de etanol. Los resultados se compararon con las fermentaciones previas, en particular con la fermentación con condiciones de privación de oxígeno (fermentación cuatro). Esto debería aumentar el conocimiento sobre la influencia de la presencia de oxígeno en la producción de etanol.
1.13.3.3.1 Condiciones experimentales
Las condiciones experimentales se detallan en la tabla 9. Se usó un hidrolizado de trigo suplementado con sales de Vogel como medio de fermentación y, después de una fase de 20 horas sin limitación de oxígeno, la aireación se ajustó a 0,1 vvm para obtener condiciones limitadoras de oxígeno.
Tabla 9 - Condiciones experimentales para la fermentación tres


1.13.3.3.2 Resultados
En la fermentación tres, la concentración inicial de glucosa fue de 34,5 g/l, y la glucosa se depuró del medio de fermentación después de 27 horas. La biomasa producida fue mucho menor que en las fermentaciones sin limitación de oxígeno (fermentación 1 y 2), detectándose un valor máximo de 11 g/l después de 75 horas de tiempo de fermentación. La producción de etanol alcanzó su valor máximo de 4,8 g/l después de 44 horas. Las tendencias para el sustrato y los productos a lo largo de la fermentación pueden observarse en 7, 8 y 9.
1.13.3.3.3 Conclusiones
En la fermentación tres (bajo condiciones limitadoras de oxígeno) se produjo la mayor cantidad de etanol durante las primeras 24 h bajo condiciones limitadoras de oxígeno. Durante las etapas posteriores de la fermentación, la concentración de etanol disminuyó, lo cual sugiere que está siendo utilizado como fuente de carbono por el organismo.
1.13.3.4 Fermentación 4
En la fermentación cuatro se estudió la cantidad de privación de oxígeno al organismo después de una fase de crecimiento inicial de 20 horas que afectaría la cantidad de etanol producida. Se espera conseguir unos niveles más bajos de biomasa durante la fase de limitación de oxígeno, pero un aumento considerable en la producción de etanol.
1.13.3.4.1 Condiciones experimentales
Las condiciones experimentales empleadas para la fermentación cuatro se detallan en la tabla 10. Se usó un hidrolizado de trigo como medio de fermentación y, después de 20 horas sin limitación de oxígeno, la aireación se ajustó a 0 vvm para privar de oxígeno a Fusarium.
Tabla 10 - Condiciones experimentales para la fermentación cuatro


1.13.3.4.2 Resultados
Se tomaron muestras a intervalos regulares a lo largo del proceso de fermentación. La fermentación cuatro presentó una concentración inicial de glucosa de 32,5 g/l y esta fue depurada después de 27 horas. La biomasa seca también alcanzó un máximo después de 27 horas (10 g/l). Las concentraciones de etanol fueron máximas al final de la fermentación y alcanzaron 11,7 g/l. El cambio detallado de los parámetros determinados se muestra en 7, 8 y 9. 1.13.3.4.3 Conclusiones
Los resultados de esta fermentación sugieren que la privación de oxígeno resulta ventajosa para la producción de etanol. Después de cambiar a detener la aireación, la biomasa no aumentó más, sino que disminuyó hasta el final de la fermentación. Aunque la concentración de biomasa disminuyó, el etanol continuó aumentando durante la fase de privación de las fermentaciones y alcanzó sus niveles máximos al final del proceso. La glucosa se depuró después de 27 horas, y es posible que se emplearan otros oligosacáridos presentes en el hidrolizado de trigo para la producción de etanol.
1.13.3.5 Conclusiones del experimento 4
Para comprender el efecto de los diferentes perfiles de aireación sobre la producción de biomasa y etanol, se compararon los parámetros del proceso de las fermentaciones. En 7 puede observarse que es muy evidente que las fermentaciones con limitación y privación de oxígeno producen significativamente menos biomasa seca que las fermentaciones sin limitaciones de oxígeno. Sin embargo, durante la fase aireada de las fermentaciones de hidrolizado de trigo (primeras 20 h), la tasa de crecimiento es aproximadamente la misma (0,34 g/l.h), lo cual demuestra la reproducibilidad del proceso.
Además, se investigó la producción del segundo producto, etanol, en las diferentes fermentaciones. En estas fermentaciones se observó que la privación de oxígeno conduce a una producción de etanol significativamente mayor (8), lo cual es significativamente diferente de los niveles de etanol alcanzados en las otras fermentaciones. Después de 20 horas, todas las fermentaciones realizadas con hidrolizado de trigo (fermentaciones 2-4) mostraron la misma cantidad de etanol, que es diferente de la fermentación realizada con medio de Vogel (fermentación 1). Solo la fermentación con privación de oxígeno mostró etanol en el medio de fermentación al final de la fermentación. En 8 se muestran las concentraciones de glucosa frente al desarrollo de la fermentación. Las concentraciones de glucosa de partida en el hidrolizado de trigo fueron ligeramente menores que en el medio de Vogel, aunque la tasa de consumo en todas las fermentaciones fue de aproximadamente 0,40 g/l*h. Se calcularon los rendimientos de biomasa y de etanol durante la fase aireada (tabla 11) y durante todo el tiempo del proceso (tabla 12) para obtener una mejor comparación de las fermentaciones.
Tabla 11 - Rendimientos del proceso durante la fase aireada de la fermentación (primeras 20 h) para la conversión de glucosa en biomasa y etanol, así como la productividad de biomasa y etanol


Abreviaturas: VM1: medio de Vogel, sin limitación de oxígeno; WH2: hidrolizado de trigo, sin limitación de oxígeno, WH3: hidrolizado de trigo, con limitación de oxígeno; WH4: hidrolizado de trigo, con privación de oxígeno. Ydcw/gic: rendimiento de la biomasa a glucosa, YEtOH/Glc: rendimiento del etanol a glucosa, PDCW: productividad de la biomasa, PEtOH: productividad del etanol
Tal como se esperaba, durante la fase aireada, la fermentación uno (VM1) mostró una mayor conversión de biomasa a glucosa que las fermentaciones que emplean hidrolizado de trigo (fermentaciones dos-cuatro). La productividad de la biomasa también fue mayor en un factor de 3 en el medio de Vogel (fermentación uno, VM1), lo cual indica que la glucosa se convierte con más eficacia en biomasa en el medio definido (VM). Sin embargo, la producción de etanol se ve favorecida en el medio de hidrolizado de trigo (fermentaciones dos-cuatro), incluso durante esta fase del proceso.
En la tabla 12 puede observarse que, aunque los niveles de biomasa durante la fermentación dos fueron menores que en la fermentación uno, el rendimiento global de la conversión de glucosa en biomasa es similar (aproximadamente 50%). Además, la mayor conversión de glucosa en etanol y la mayor productividad de etanol se producen bajo condiciones de privación de oxígeno (WH4). Esto significa que estas condiciones favorecen la producción de etanol comparada con la producción de biomasa (mayor bajo condiciones sin limitación de oxígeno).
Tabla 12 - Rendimientos totales de proceso para la conversión de la glucosa en biomasa y etanol, así como la productividad de biomasa y etanol (tiempo global del proceso de 96 h).

Abreviaturas: VM1: medio de Vogel, sin limitación de oxígeno; WH2: hidrolizado de trigo, sin limitación de oxígeno, WH3: hidrolizado de trigo, con limitación de oxígeno; WH4: hidrolizado de trigo, con privación de oxígeno. Ydcw/gic: rendimiento de la biomasa a glucosa, YEtOH/Gic: rendimiento del etanol a glucosa, Pd c w : productividad de la biomasa, PEtOH: productividad del etanol
Además de controlar las concentraciones de sustrato y producto, también se controlaron otros parámetros del proceso. Se muestra la concentración de oxígeno disuelto que proporciona información acerca de los niveles de oxígeno en el medio de fermentación. A las fermentaciones tres y cuatro se les limitó el oxígeno después de 20 horas, cuando se disminuyó la aireación.
1.13.3.6 Conclusiones
Los resultados mostrados en este informe demuestran que la hipótesis de producir biomasa, así como etanol, con Fusarium venenatum a partir de un hidrolizado de trigo de calidad alimentaria es factible. Además, también demuestran por primera vez que el control del proceso (concretamente, la manipulación de las condiciones de aireación) favorece la producción de biomasa (sin condiciones de limitación de oxígeno) o la producción de etanol (condiciones de privación de oxígeno). La optimización del proceso puede realizarse de tal forma que la aireación esté presente durante un tiempo suficiente para obtener una suficiente concentración de biomasa, antes de que el organismo pueda privarse de oxígeno y, por tanto, pueda comenzar la fermentación del etanol.
Un proceso con condiciones de privación de oxígeno parece preferible para un alto rendimiento de etanol. Incluso con unos niveles de biomasa muy bajos puede producirse una cantidad sustancial de etanol (y es favorecida) en ausencia de oxígeno (fermentación cuatro). Es posible recolectar grandes cantidades de biomasa antes del inicio de la fase de producción de etanol (primeras 20 h del proceso). Por tanto, mediante la manipulación de las condiciones del proceso es posible ajustar el proceso para obtener el producto deseado.
El uso de un único organismo para la producción de ambos productos (biomasa y etanol) tiene grandes ventajas económicas y de procesamiento corriente abajo. Un proceso de producción puede adaptarse según la demanda de micoproteínas (biomasa) o etanol aplicando una fase de aireación prolongada o acortada. El proceso puede mejorarse aún más recolectando la biomasa e introduciendo más hidrolizado de trigo en la fermentación. La producción de etanol sin la necesidad de aireación puede reducir los costes de producción sustancialmente y, por tanto, puede influir en la economía global del proceso.
Referencias bibliográficas
Cardona C.A., Sánchez Ó.J.,Fuel ethanol production: Process design trends and integration opportunities, Bioresour. Technol., 2007, 98:2415-2457.
Finn B., Harvey L.M., McNeil B., Near-infrared spectroscopic monitoring of biomass, glucose, ethanol and protein content in a high cell density baker's yeast fed-batch bioprocess, Yeast, 2006, 23:507-517.
Claims (9)
- REIVINDICACIONES1 Un método integrado para producir y aislar micoproteínas producidas por Fusarium venenatum y etanol a partir de una materia prima de almidón hidrolizado, comprendiendo dicho método las etapas de:a) proporcionar un caldo fermentable acuoso que comprende una materia prima de almidón hidrolizado obtenido a partir de uno o más cereales;b) fermentar al menos una porción del caldo fermentable acuoso con Fusarium venenatum para obtener micoproteínas producidas por Fusarium venenatum y un caldo parcialmente fermentado;c) separar las micoproteínas producidas por Fusarium venenatum del caldo parcialmente fermentado;d) fermentar al menos una porción del caldo parcialmente fermentado, opcionalmente con una porción del caldo fermentable acuoso no fermentado, con uno o más microorganismos para obtener etanol y un residuo de fermentación agotado; ye) aislar el etanol a partir del residuo de fermentación agotado.
- 2. - El método según la reivindicación 1, en el que las condiciones de funcionamiento se controlan en cada una de las etapas para favorecer preferentemente uno u otro producto.
- 3. - El método según la reivindicación 1 o 2, en el que las micoproteínas producidas por Fusarium venenatum se aíslan total o parcialmente entre las 2 etapas de fermentación.
- 4. - El método según la reivindicación 1, en el que las micoproteínas producidas por Fusarium venenatum se aíslan totalmente a partir de la primera etapa de fermentación, y se realiza una segunda etapa de fermentación para obtener etanol usando un microorganismo distinto de Fusarium venenatum.
- 5. - El método según la reivindicación 1, en el que se usa Fusarium venenatum para ambas etapas de producción de micoproteínas y de etanol.
- 6. - El método según cualquier reivindicación anterior, en el que las micoproteínas producidas por Fusarium venenatum y el etanol se producen en un único fermentador en donde las condiciones de funcionamiento se controlan para producir la proporción de mezcla deseada de micoproteínas producidas por Fusarium venenatum y etanol.
- 7. - El método según cualquier reivindicación anterior, en el que el sustrato inicial es un material de grano, y el proceso integrado produce además un coproducto con mayor contenido en proteínas que puede utilizarse como fuente de pienso para ganado vacuno.
- 8. - El método según la reivindicación 7, en el que la mezcla de producción elegida maximiza la producción de micoproteínas producidas por Fusarium venenatum y el coproducto con un mayor contenido en proteínas.
- 9. - El método según cualquier reivindicación anterior, en el que las condiciones de funcionamiento y la tasa o proporción de mezcla de producción resultante de micoproteínas producidas por Fusarium venenatum y el etanol puede alterarse para corresponderse con los cambios en el suministro de energía o costes tomando en cuenta la mayor intensidad de energía de la fermentación bajo condiciones aerobias necesaria para aumentar la tasa de producción de micoproteínas producidas por Fusarium venenatum.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GBGB1418739.7A GB201418739D0 (en) | 2014-10-22 | 2014-10-22 | Bioprocess for corproduction of products |
| PCT/GB2015/053145 WO2016063053A1 (en) | 2014-10-22 | 2015-10-21 | Bioprocess for coproduction of ethanol and mycoproteins |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| ES2811255T3 true ES2811255T3 (es) | 2021-03-11 |
Family
ID=52013382
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ES15790186T Active ES2811255T3 (es) | 2014-10-22 | 2015-10-21 | Bioproceso para la coproducción de etanol y micoproteínas |
Country Status (9)
| Country | Link |
|---|---|
| US (2) | US10655155B2 (es) |
| EP (2) | EP3692801A3 (es) |
| CN (1) | CN107002099B (es) |
| AU (2) | AU2015334672B2 (es) |
| ES (1) | ES2811255T3 (es) |
| GB (1) | GB201418739D0 (es) |
| HU (1) | HUE051494T2 (es) |
| PL (1) | PL3209789T3 (es) |
| WO (1) | WO2016063053A1 (es) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4361281A3 (en) | 2014-07-03 | 2024-08-21 | The Fynder Group, Inc. | Acidophilic fusarium oxysporum strains, methods of their production and methods of their use |
| GB201418739D0 (en) | 2014-10-22 | 2014-12-03 | Univ Strathclyde | Bioprocess for corproduction of products |
| EP3901246B1 (en) | 2016-03-01 | 2024-07-17 | The Fynder Group, Inc. | Filamentous fungal biomats, methods of their production and methods of their use |
| KR20200044920A (ko) | 2017-08-30 | 2020-04-29 | 서스테이너블 바이오프로덕츠, 인크. | 사상균을 함유하는 식용 조성물 및 이의 배양을 위한 생물 반응기 시스템 |
| WO2019237059A1 (en) * | 2018-06-08 | 2019-12-12 | Emergy Inc. | Methods for growing fungal mycelium and forming edible products therefrom |
| KR20210134354A (ko) | 2019-02-27 | 2021-11-09 | 더 파인더 그룹, 인크. | 사상 진균 입자를 포함하는 식품 재료 및 막 바이오반응기 디자인 |
| CN114901902B (zh) | 2019-06-18 | 2024-06-21 | 芬德集团公司 | 真菌织物材料和皮革类似物 |
| GB201919079D0 (en) | 2019-12-20 | 2020-02-05 | 3F Bio Ltd | Process and product thereof |
| CN115916988A (zh) | 2020-02-21 | 2023-04-04 | 布拉斯科公司 | 在酵母中生产乙醇和一种或多种副产物 |
| GB2594692A (en) * | 2020-03-10 | 2021-11-10 | Marlow Foods Ltd | Process |
| CN112226373B (zh) * | 2020-12-07 | 2021-04-20 | 中国科学院天津工业生物技术研究所 | 一株产蛋白的菌株及其应用 |
| GB202100819D0 (en) | 2021-01-21 | 2021-03-10 | 3F Bio Ltd | Process and Product Thereof |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3105581C2 (de) * | 1981-02-16 | 1985-05-15 | Otto Dr. 2300 Kiel Moebus | Verfahren zur Fermentation von Kohlenhydraten unter Erzeugung von Äthanol und Biomasse |
| GB8308162D0 (en) | 1983-03-24 | 1983-05-05 | Ranks Hovis Mcdougall Plc | Edible protein containing substances |
| GB8527335D0 (en) | 1985-11-06 | 1985-12-11 | Ici Plc | Fermentation process |
| US20030044951A1 (en) | 1998-07-14 | 2003-03-06 | Sporleder Robert A. | Bio-reaction process and product |
| NZ548251A (en) | 2003-12-01 | 2008-07-31 | Swetree Technologies Ab | Fermentation process, starter culture and growth medium |
| CA2709247C (en) * | 2007-12-14 | 2014-09-02 | Abengoa Bioenergy New Technologies, Inc. | Improved quality and value of co-products of the ethanol production industry |
| CN102368902A (zh) | 2008-12-31 | 2012-03-07 | 波伊特研究有限公司 | 玉米蛋白组合物 |
| CN101691539A (zh) | 2009-04-30 | 2010-04-07 | 哈尔滨工业大学 | 利用木糖发酵产生乙醇的丝状真菌及其制备方法 |
| BR112015000611A2 (pt) | 2012-07-17 | 2017-06-27 | Poet Res Inc | composições de proteínas derivadas de produtos de fermentação e processos de preparar as mesmas |
| AU2013298503A1 (en) | 2012-08-03 | 2015-02-26 | Dupont Nutrition Biosciences Aps | Xylanases for solubilising arabinoxylan-containing material |
| CN103039699B (zh) | 2013-01-05 | 2014-07-23 | 湖南省微生物研究所 | 一种混合菌发酵饲料及其制备和应用方法 |
| US9994872B2 (en) * | 2013-12-13 | 2018-06-12 | Lantmännen Energi | Integration of first and second generation bioethanol processes |
| GB201418739D0 (en) | 2014-10-22 | 2014-12-03 | Univ Strathclyde | Bioprocess for corproduction of products |
-
2014
- 2014-10-22 GB GBGB1418739.7A patent/GB201418739D0/en not_active Ceased
-
2015
- 2015-10-21 WO PCT/GB2015/053145 patent/WO2016063053A1/en active Application Filing
- 2015-10-21 HU HUE15790186A patent/HUE051494T2/hu unknown
- 2015-10-21 EP EP20167314.2A patent/EP3692801A3/en not_active Withdrawn
- 2015-10-21 CN CN201580064222.2A patent/CN107002099B/zh active Active
- 2015-10-21 AU AU2015334672A patent/AU2015334672B2/en active Active
- 2015-10-21 ES ES15790186T patent/ES2811255T3/es active Active
- 2015-10-21 US US15/518,952 patent/US10655155B2/en active Active
- 2015-10-21 PL PL15790186.9T patent/PL3209789T3/pl unknown
- 2015-10-21 EP EP15790186.9A patent/EP3209789B1/en active Active
-
2019
- 2019-12-09 AU AU2019279925A patent/AU2019279925A1/en not_active Abandoned
-
2020
- 2020-02-06 US US16/783,739 patent/US11293044B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP3209789A1 (en) | 2017-08-30 |
| US11293044B2 (en) | 2022-04-05 |
| US20200248222A1 (en) | 2020-08-06 |
| EP3692801A3 (en) | 2020-08-26 |
| AU2015334672B2 (en) | 2019-09-12 |
| CN107002099A (zh) | 2017-08-01 |
| AU2019279925A1 (en) | 2020-01-16 |
| CN107002099B (zh) | 2021-01-01 |
| HUE051494T2 (hu) | 2021-03-01 |
| AU2015334672A1 (en) | 2017-05-04 |
| WO2016063053A1 (en) | 2016-04-28 |
| EP3692801A2 (en) | 2020-08-12 |
| US10655155B2 (en) | 2020-05-19 |
| EP3209789B1 (en) | 2020-05-27 |
| US20170226551A1 (en) | 2017-08-10 |
| PL3209789T3 (pl) | 2021-03-22 |
| GB201418739D0 (en) | 2014-12-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2811255T3 (es) | Bioproceso para la coproducción de etanol y micoproteínas | |
| Appiah-Nkansah et al. | Ethanol production from mixtures of sweet sorghum juice and sorghum starch using very high gravity fermentation with urea supplementation | |
| ES2398216T3 (es) | Método para producir etanol usando almidón sin procesar | |
| ES2369833T3 (es) | Método de producción de etanol con la ayuda de levadura líquida. | |
| CN104388514A (zh) | 利用复合菌种发酵制备γ-氨基丁酸的方法 | |
| CN113498834A (zh) | 一种食药用菌发酵饮品的集成发酵的方法 | |
| Bogale | Microbial protein production from agro-industrial wastes as food and feed | |
| WO2007083746A1 (ja) | エタノール生産発酵法 | |
| CN102533570A (zh) | 一种黑曲霉及其应用及发酵制备柠檬酸的方法 | |
| US20180105843A1 (en) | Alcoholic fermentation process in the presence of a high alcohol tolerant yeast and a maltotriose positive yeast | |
| KR20220116514A (ko) | 마이코프로테인 제조 방법 | |
| US20140206058A1 (en) | Systems and methods for improving stillage | |
| Sabirov et al. | Enrichment of the grains from rye wort after shock-activator-disintegrating processing | |
| CN101082053B (zh) | 一种食品垃圾的生物发酵方法 | |
| CN106509367B (zh) | 一种酵母源核酸饲料添加剂及其应用 | |
| CN105441297B (zh) | 一种葛根醋的制备方法 | |
| Bekatorou et al. | Upgrading brewer's spent grains by treatment with Aspergillus species | |
| Pietrzak et al. | Effect of sieving and alkaline extraction of whole rye meal on the production of ethanol and valuable by-products in an integrated bioprocess | |
| RU2384203C2 (ru) | Способ переработки барды в кормопродукт | |
| CN114836492A (zh) | 发酵生产灵芝多糖和灵芝酸的方法 | |
| RU2366712C2 (ru) | Способ получения лимонной кислоты, альфа-амилазы и глюкоамилазы | |
| CN102747121B (zh) | 淀粉质原料酶解产物及其制备方法和应用以及发酵制备柠檬酸的方法 | |
| CN114958617A (zh) | 一株高产麦角硫因的糙皮侧耳及其应用 | |
| CN102864183A (zh) | 一种利用黑曲霉发酵木薯原料去渣清液制备柠檬酸的方法 | |
| Fedorov et al. | Lactic Acid Biosynthesis by a Recombinant Yeast Strain of Schizosaccharomyces pombe at Low pH in Fermentation Broth |