ES2786314T3 - Película asimétrica de capas múltiples para una aplicación de ostomía - Google Patents
Película asimétrica de capas múltiples para una aplicación de ostomía Download PDFInfo
- Publication number
- ES2786314T3 ES2786314T3 ES15719875T ES15719875T ES2786314T3 ES 2786314 T3 ES2786314 T3 ES 2786314T3 ES 15719875 T ES15719875 T ES 15719875T ES 15719875 T ES15719875 T ES 15719875T ES 2786314 T3 ES2786314 T3 ES 2786314T3
- Authority
- ES
- Spain
- Prior art keywords
- layer
- weight
- thickness
- approximately
- ethylene
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L28/00—Materials for colostomy devices
- A61L28/0007—Materials for colostomy devices containing macromolecular materials
- A61L28/0026—Mixtures of macromolecular compounds
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F5/00—Orthopaedic methods or devices for non-surgical treatment of bones or joints; Nursing devices; Anti-rape devices
- A61F5/44—Devices worn by the patient for reception of urine, faeces, catamenial or other discharge; Portable urination aids; Colostomy devices
- A61F5/445—Colostomy, ileostomy or urethrostomy devices
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L2420/00—Materials or methods for coatings medical devices
- A61L2420/08—Coatings comprising two or more layers
Landscapes
- Health & Medical Sciences (AREA)
- Veterinary Medicine (AREA)
- Public Health (AREA)
- Epidemiology (AREA)
- Life Sciences & Earth Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- Nursing (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Biomedical Technology (AREA)
- Engineering & Computer Science (AREA)
- Orthopedic Medicine & Surgery (AREA)
- Orthopedics, Nursing, And Contraception (AREA)
- Materials For Medical Uses (AREA)
- Laminated Bodies (AREA)
Abstract
Una película asimétrica de capas múltiples para una bolsa ostómica que presenta una construcción de capa de sellado/capa interna/capa de unión/capa de barrera/capa externa; donde la capa de sellado se forma a partir de una mezcla que comprende un copolímero de etileno acetato de vinilo (EVA) y un copolímero de etileno-propileno (copolímero EP), la capa interna se forma a partir de una mezcla que comprende un copolímero EP y caucho de polipropileno/etileno-propileno (caucho PP-EP), la capa de unión se forma a partir de un copolímero de etileno y un acrilato de metilo maleado (EMA-MAH), la capa de barrera se forma a partir de una mezcla que comprende una poliamida amorfa y un terpolímero de E-EA-MAH (etileno, acrilato de etilo y anhídrido maleico), y la capa externa está formada por EMA-MAH; y donde un espesor combinado de la capa de sellado, la capa interna y la capa de unión es de 20 a 40 μm, y un espesor de la capa externa es de 2 a 10 μm, mientras que un espesor total de la película asimétrica de capas múltiples es de 25 a 50 μm.
Description
DESCRIPCIÓN
Película asimétrica de capas múltiples para una aplicación de ostomía
ANTECEDENTES
La presente descripción se refiere a aparatos de ostomía, y más particularmente a una bolsa ostómica elaborada usando un laminado absorbente de sonido que incluye un adhesivo absorbente de sonido.
Los pacientes que se han sometido a una cirugía, como una colostomía, una ileostomía o una urostomía, usan dispositivos de ostomía para recoger desechos corporales, como bolsas ostómicas. Cuando el estoma libera desechos corporales, a menudo se liberan flatulencias junto con los desechos. La flatulencia que pasa a través del estoma puede provocar un tránsito vibratorio en el tejido corporal que el paciente no puede controlar. Dicha liberación de la flatulencia por el estoma puede acompañarse con un ruido indiscreto que puede avergonzar al paciente.
Se han desarrollado bolsas ostómicas que comprenden una película silenciosa para reducir el ruido producido por las bolsas ostómicas, por ejemplo, un crujido de plástico producido por la bolsa ostómica cuando un usuario se mueve. Los ejemplos de una película tan silenciosa incluyen las películas de capas múltiples descritas en Giori, EE.UU.
7.270.860, que se asigna al cesionario de la presente solicitud. Sin embargo, estas películas silenciosas convencionales podrían mejorarse para aislar mejor el ruido de las flatulencias, a fin de evitar la vergüenza.
Chang y col., en la Solicitud PCT No. PCT/US12/71953, que se asigna al cesionario de la presente solicitud, describe películas absorbentes de sonido, materiales no tejidos absorbentes de sonido, laminados de las mismos y bolsas ostómicas elaborados usando tales materiales absorbentes de sonido.
El documento WO2011056861 (A1) describe una película libre de cloro de siete capas para usar en un paquete o bolsa ostómica que incluye un núcleo de capa de rótulo. La capa de barrera se forma a partir de un no clonano que contiene aproximadamente del 65 a alrededor del 100 % de resina de poliamida amorfa y aproximadamente del cero a alrededor del 35 % de una olefina modificada con anhídrido maleico o una olefina modificada con epoxi. La capa de barrera es sustancialmente impermeable a los compuestos que causan mal olor. Las capas de unión entran en contacto con cada lado de la capa de barrera. Las capas de unión son una resina injertada con anhídrido maleico. Las capas internas entran en contacto con las capas yacentes respectivas. Las capas externas entran en contacto con las capas internas respectivas. La película exhibe alta resistencia al desgarro y bajos niveles de ruido.
Debido a las graves preocupaciones médicas, sociales y personales inherentes relacionadas con la necesidad de usar un dispositivo de ostomía, se desea realizar mejoras en los dispositivos de ostomía. Cualquier mejora apreciable en dichos dispositivos de ostomía para proporcionar mayor discreción y privacidad es de gran importancia en la calidad de vida del creciente número de pacientes con ostomía. La presente descripción proporciona dispositivos de ostomía mejorados según diversas realizaciones para mejorar las propiedades de aislamiento acústico de dichos dispositivos de ostomía.
BREVE RESUMEN
Se proporciona una película asimétrica de capas múltiples para una bolsa ostómica que presenta una construcción de capa de sellado/capa interna/capa de unión/capa de barrera/capa externa; donde la capa de sellado se forma a partir de una mezcla que comprende un copolímero de etileno acetato de vinilo (EVA) y un copolímero de etileno-propileno (copolímero EP), la capa interna se forma a partir de una mezcla que comprende un copolímero EP y caucho de polipropileno/etileno-propileno (caucho PP-EP), la capa de unión se forma a partir de un copolímero de etileno y un acrilato de metilo maleado (EMA-MAH), la capa de barrera se forma a partir de una mezcla que comprende una poliamida amorfa y un terpolímero de E-EA-MAH (etileno, acrilato de etilo y anhídrido maleico), y la capa externa está formada por EMA-MAH; y donde un espesor combinado de la capa de sellado, la capa interna y la capa de unión es de 20 a 40 pm, y un espesor de la capa externa es de 2 a 10 pm, mientras que un espesor total de la película asimétrica de capas múltiples es de 25 a 50 pm.
La película asimétrica de capas múltiples útil para hacer bolsas ostómicas se proporciona según diversas realizaciones. La película asimétrica de capas múltiples presenta un espesor que es significativamente menor que el de las películas de capas múltiples usadas para bolsas ostómicas conocidas. Por ejemplo, la película asimétrica de capas múltiples puede presentar un espesor de aproximadamente el 30 al 80 % del espesor de las películas de capas múltiples de la técnica anterior, pero aún puede proporcionar propiedades de películas comparables o mejores para las bolsas ostómicas.
La película asimétrica de capas múltiples incluye una capa de barrera que incluye un primero y un segundo lado. Al
menos una capa se dispone en el primer lado de la capa de barrera, y al menos una capa se dispone en el segundo lado de la capa de barrera, en el que el espesor combinado de la al menos una capa dispuesta en el primer lado de la barrera la capa es al menos dos veces mayor que el espesor combinado de la al menos una capa dispuesta en el segundo lado de la capa de barrera.
En una realización, la al menos una capa dispuesta en el primer lado de la capa de barrera puede incluir una capa de sellado y una capa de unión, y la al menos una capa dispuesta en el segundo lado de la capa de barrera puede incluir una capa externa. La al menos una capa dispuesta en el primer lado de la capa de barrera puede presentar el espesor combinado de aproximadamente 20 a alrededor de 40 pm, y la al menos una capa dispuesta en el segundo lado de la capa de barrera puede presentar el espesor combinado de aproximadamente 2 a alrededor de 10 pm.
La capa de sellado puede presentar un espesor de aproximadamente 5 a alrededor de 30 pm. La capa interna puede presentar un espesor de hasta aproximadamente 25 pm. La capa de unión puede presentar un espesor de aproximadamente 2 a alrededor de 8 pm. La capa de barrera puede presentar un espesor de aproximadamente 2 a alrededor de 10 pm. En una realización, la capa de sellado presenta un espesor de aproximadamente 14 pm, la capa interna presenta un espesor de aproximadamente 14 pm, la capa de unión presenta un espesor de aproximadamente 4 pm, la capa de barrera presenta un espesor de aproximadamente 4 pm y la capa externa presenta un espesor de aproximadamente 4 pm. En otra realización, la capa de sellado presenta un espesor de aproximadamente 13 pm, la capa interna presenta un espesor de aproximadamente 13 pm, la capa interna presenta un espesor de aproximadamente 9 pm, la capa de unión presenta un espesor de aproximadamente 3 pm, la capa de barrera presenta un espesor de aproximadamente 4 pm, y la capa externa presenta un espesor de aproximadamente 3 pm.
En otro aspecto, se proporciona una bolsa ostómica que incluye una primera pared y una segunda pared, en la que la primera pared y la segunda pared pueden sellarse a lo largo de sus bordes periféricos para definir una cavidad. Al menos una de la primera y la segunda pared pueden formarse a partir de la película asimétrica de capas múltiples según cualquiera de las realizaciones descritas anteriormente.
En una realización, la bolsa ostómica incluye además una capa no tejida unida de manera adhesiva a al menos una de la primera y la segunda pared, en la que se dispone una capa adhesiva entre una capa exterior de la película asimétrica de capas múltiples y la capa no tejida. La capa adhesiva se puede formar a partir de un adhesivo absorbente de sonido que incluye un copolímero tribloque rico en vinilo.
Otros aspectos, objetivos y ventajas serán más evidentes a partir de la siguiente descripción detallada cuando se toma junto con los dibujos adjuntos.
BREVE DESCRIPCIÓN DE LOS DIBUJOS
Los beneficios y ventajas de las presentes realizaciones serán más evidentes para los expertos en la materia relevante después de revisar la siguiente descripción detallada y los dibujos adjuntos, donde:
la FIG. 1 es una ilustración en sección transversal de un aparato de ostomía que incluye una bolsa y una barrera de sellado según una realización de la presente descripción;
la FIG. 2 es una ilustración en sección transversal de una película de capas múltiples de cinco capas para paredes de bolsas según una realización;
la FIG. 3 es un gráfico que muestra datos de tangente delta para una muestra de adhesivo que absorbe el sonido y una muestra de adhesivo de control; y
la FIG. 4 es una ilustración en sección transversal de una película de capas múltiples de cuatro capas según una realización.
DESCRIPCIÓN DETALLADA
Si bien la presente descripción es susceptible de realización en diversas formas, se muestra en los dibujos y en lo sucesivo se describirá una realización actualmente preferida con el entendimiento de que la presente descripción deberá considerarse un ejemplo y no pretende limitar la descripción a la realización específica ilustrada.
La figura 1 es una ilustración en sección transversal de un dispositivo de ostomía 10 de una pieza según una realización. El dispositivo de ostomía generalmente incluye una bolsa 12 y una barrera de sellado 14. La bolsa 12 incluye una primera y una segunda paredes opuestas 16, 18, que están selladas alrededor de los bordes periféricos 20 de la misma por termosellado o por cualquier otro medio adecuado para definir una cavidad 22 entre ellas. La bolsa
12 también puede formarse a partir de una estructura tubular sellada alrededor de sus extremos periféricos abiertos para definir una cámara interior.
La bolsa 12 también incluye una primera capa no tejida 24 unida de manera adhesiva a la primera pared 16 mediante un primer adhesivo 28 entre ellas, y una segunda capa no tejida 26 unida de manera adhesiva a la segunda pared 18 mediante un segundo adhesivo 30 entre ellas. Cada una de la primera y la segunda capa adhesiva 28, 30 está formada por un adhesivo que absorbe el sonido e incluye un copolímero tribloque rico en enlaces de vinilo.
La primera y la segunda pared 16, 18 se forman a partir de una película polimérica adecuada, y cada una de las paredes se puede formar a partir de la misma película o películas diferentes. Las películas pueden ser una película de una sola capa o una película de capas múltiples, tal como una película de capas múltiples que incluye una capa de barrera contra el olor usada en bolsas ostómicas disponibles comercialmente.
Preferentemente, cada una de la primera y la segunda pared 16, 18 se forma con una película de capas múltiples relativamente delgada para permitir una capa más gruesa del adhesivo de absorción de sonido 28, 30. En una realización, el espesor total de un laminado del lado del cuerpo que incluye la primera pared 16, el primer adhesivo de absorción de sonido 28 y la primera capa no tejida 24 es de aproximadamente 312,5 a alrededor de 412,5 pm (de 12,5 a alrededor de 16,5 mil), en el que el la primera pared 16 está formada por una película de capas múltiples que presenta un espesor de aproximadamente 25 a alrededor de 50 pm (de 1 a alrededor de 1 mil), el primer adhesivo que absorbe el sonido presenta un espesor de aproximadamente 12,5 a alrededor de 87,5 pm (de 0,5 a alrededor de 3.5 mil), y la primera capa no tejida presenta un espesor de aproximadamente 275 pm (11 mil). De manera similar, el espesor total de un laminado externo que incluye la segunda pared 18, el segundo adhesivo 30 que absorbe el sonido y la segunda capa no tejida 26 es de aproximadamente 312,5 pm a alrededor de 412,5 pm (de 12,5 a alrededor de 16.5 mil), en el que la segunda pared 18 está formado por una película de capas múltiples que presenta un espesor de aproximadamente 25 a alrededor de 50 pm (de 1 a alrededor de 1 mil), el segundo adhesivo que absorbe el sonido presenta un espesor de aproximadamente 12,5 a alrededor de 87,5 pm (de 0,5 a alrededor de 3,5 mil ), y la segunda capa no tejida presenta un espesor de aproximadamente 275 pm (11 mil).
En esta realización, cada una de la primera y la segunda pared 16, 18 está formada por una película de cinco capas que presenta propiedades de barrera contra el olor y un espesor de aproximadamente 25 a alrededor de 50 pm (de aproximadamente 1 a alrededor de 2 mil). La FIG. 2 muestra una vista en sección transversal de una realización de película de cinco capas adecuada para la primera y la segunda pared 16, 18. La película de cinco capas 40 incluye una capa de sellado 42, una capa interna 44, una capa de unión 46, una capa de barrera 48 y una capa externa 50, y presenta una construcción de capa de sellado/capa interna/capa de unión/capa de barrera/capa externa.
Tanto la primera como la segunda pared 16, 18 pueden formarse a partir de una película de capas múltiples que presenta una construcción de película asimétrica, en la que se proporcionan más capas en un lado de una capa de barrera que en el otro lado de la capa de barrera, y/o el espesor combinado de las capas en un lado de la capa de barrera son más gruesas que las del otro lado de la capa de barrera, preferentemente al menos dos veces más gruesas, y más preferentemente más de cuatro veces más gruesas, y aún más preferentemente más de seis veces más gruesas. La película asimétrica de capas múltiples puede presentar un espesor de aproximadamente 25 a alrededor de 50 pm, preferentemente de aproximadamente 30 a alrededor de 45 pm. Un ejemplo de dicha película asimétrica de capas múltiples es la película 40 de cinco capas representada en la FIG. 2, en el que se proporcionan tres capas (es decir, la capa de sellado 42, la capa interna 44 y la capa de unión 46) en un lado de la capa de barrera 48, mientras que solo se proporciona una capa (es decir, la capa externa 50) al otro lado de la capa de barrera 48. La película de cinco capas 40 también puede presentar una configuración de espesor asimétrico, en el que el espesor combinado de la capa de sellado 42, la capa interna 44 y la capa de unión 48 en un lado de la capa de barrera 48 es al menos dos veces más grueso que la capa externa 50 al otro lado de la capa de barrera 48.
La película de capas múltiples 40 puede incluir una capa de sellado 42 que presenta un espesor de aproximadamente 5 a alrededor de 30 pm, una capa interna 44 que presenta un espesor de hasta aproximadamente 25 pm, una capa de unión 46 que presenta un espesor de aproximadamente 2 a alrededor de 8 pm, una capa de barrera 48 que presenta un espesor de aproximadamente 2 a alrededor de 10 pm, y una capa externa 50 que presenta un espesor de aproximadamente 2 a alrededor de 10 pm. En una realización, la película 40 es una película asimétrica de cinco capas que presenta un espesor total de aproximadamente 40 pm e incluye una capa de sellado 42 que presenta un espesor de aproximadamente 14 pm, una capa interna 44 que presenta un espesor de aproximadamente 14 pm, una capa de unión 46 que presenta un espesor de aproximadamente 4 pm, una capa de barrera 48 que presenta un espesor de aproximadamente 4 pm y una capa externa 50 que presenta un espesor de aproximadamente 4 pm. En otra realización, la película 40 es una película asimétrica de cinco capas que presenta un espesor total de aproximadamente 32 pm e incluye una capa de sellado 42 que presenta un espesor de aproximadamente 13 pm, una capa interna 44 que presenta un espesor de aproximadamente 9 pm, una capa de unión 46 que presenta un espesor de aproximadamente 3 pm, una capa de barrera 48 que presenta un espesor de aproximadamente 4 pm y una capa
externa 50 que presenta un espesor de aproximadamente 3 |jm. En incluso otra realización, la película 40 es una película asimétrica de cinco capas que presenta un espesor de aproximadamente 40 jm e incluye una capa de sellado 42 que presenta un espesor de aproximadamente 20 jm, una capa interna 44 que presenta un espesor de aproximadamente 8 jm, una capa de unión 46 que presenta un espesor de aproximadamente 4 jm, una capa de barrera 48 que presenta un espesor de aproximadamente 4 jm y una capa externa 50 que presenta un espesor de aproximadamente 4 jm.
La capa de sellado 42 puede estar formada de un material que tenga una capacidad de sellado térmico adecuada, de modo que las capas de sellado se puedan sellar con calor para formar una bolsa. Los materiales adecuados para la capa de sellado 42 incluyen polímeros basados en etileno, tales como copolímeros de etileno con ésteres de vinilo, por ejemplo, EVA y EMA, copolímeros de etileno alfa olefina (plastómeros basados en etileno), elastómeros basados en etileno (copolímeros de bloque de olefina, OBC) y copolímeros de etileno-propileno (EP; elastómero PP) y mezclas de los mismos. Según la invención, la capa de sellado se forma a partir de una mezcla que comprende un copolímero de etileno y un acetato de vinilo (EVA), así como también un copolímero de etileno-propileno (copolímero EP). Los copolímeros de EVA adecuados incluyen aquellos que contienen aproximadamente 5 por ciento en peso ( % en peso) a 35 % en peso de acetato de vinilo y más preferentemente, alrededor del 18 por ciento de acetato de vinilo, en peso del copolímero. Un material ejemplar está disponible en ExxonMobil como el producto Escorene® Ultra FL00218. Tal material presenta una temperatura de punto de fusión de 86 °C y una dureza Shore A de aproximadamente 91. Se sabe que el EVA exhibe las características necesarias para unirse a otro elemento de EVA, como por sellado por calor, para proporcionar un sello hermético al líquido en la junta o sello. Los materiales de EVA se pueden mezclar para facilitar la formación y la extrusión de la película. Por ejemplo, una mezcla de EVA puede presentar aproximadamente el 98 % en peso de EVA con aproximadamente 2 % en peso de aditivos antibloqueo y antideslizantes, en un portador de EVA. Un aditivo adecuado está disponible en A. Schulman Inc., como Polybatch® SAB-1982VA.
Los copolímeros EMA adecuados pueden incluir aproximadamente del 5 a alrededor del 35 % en peso de acrilato de metilo y preferentemente de alrededor del 15 % a aproximadamente el 30 % en peso de acrilato de metilo. Uno de estos copolímeros EMA es Lotryl®18AM02, suministrado por Arkema Inc. Este copolímero presenta un punto de fusión de aproximadamente 83 °C y una gravedad específica de aproximadamente 0,841. Las resinas e Ma también se pueden mezclar con aditivos separadores y deslizantes en un portador de EVA. Un material adecuado para la mezcla es el mencionado Polybatch® SAB-1982VA. Tal combinación puede presentar, por ejemplo, EMA en aproximadamente el 98 % en peso, con aproximadamente el 2 % en peso de un aditivo antibloqueo y antideslizante Polybatch® SAB-1982VA.
Otro material adecuado son los copolímeros de etileno alfa olefina (plastómeros basados en etileno). Un ejemplo de copolímeros de etileno alfa olefina adecuados es la resina Exact® 0203, suministrada por ExxonMobil Corporation, que presenta un peso específico de aproximadamente 0,88, una dureza Shore A de aproximadamente 95, una temperatura de punto de fusión de aproximadamente 95 °C y un peso específico de aproximadamente 0,902. Esta resina está diseñada para aplicaciones de película colada extruida monocapa y de capas múltiples y es adecuada en aplicaciones que requieren tenacidad y rendimiento de sellado térmico. Las aplicaciones típicas incluyen películas para embalajes industriales.
Incluso otro material adecuado son los elastómeros basados en etileno (copolímeros de bloque de olefina, OBC), por ejemplo, Infuse® 9107, suministrado por Dow. Este material presenta una gravedad específica de aproximadamente 0.866, una dureza Shore A de aproximadamente 60 y un punto de fusión de aproximadamente 121 °C.
Incluso, otro material adecuado es una resina de copolímero de etileno-propileno (elastómero de PP). El mismo presenta un módulo bajo y, por consiguiente, presenta características de bajo ruido. El mismo presenta una excelente compatibilidad con polipropileno (PP) y polietileno (PE). Preferentemente, los copolímeros de etileno-propileno incluyen aproximadamente del 6 a alrededor del 18 % en peso de etileno. Un ejemplo de copolímeros de etilenopropileno adecuados es Versify®2200, disponible de Dow Chemical. Esta resina es un elastómero PP que incluye aproximadamente el 9 % en peso de etileno y presenta un punto de fusión de alrededor de 82 °C, una dureza Shore A de aproximadamente 94 y una dureza Shore D de alrededor de 42. La misma presenta una gravedad específica de aproximadamente 0,878. Otro ejemplo es Vistamaxx® 3980FL de Exxon, que es un elastómero PP que incluye aproximadamente un 8,5 % en peso de etileno.
Las mezclas de polímeros que comprenden EVA, EMA, copolímeros de etileno alfa olefina (plastómeros a base de etileno), elastómeros a base de etileno (copolímeros de bloque de olefina, OBC) y copolímeros de etileno-propileno (EP) (elastómero PP) también son adecuadas para la capa de sellado. Los ejemplos incluyen, entre otros, una mezcla de copolímero de EVA (Escorene®FL00218 presente en un 49 % en peso) y copolímero de etileno-propileno (PP-elastómero, Versify®2200, presente en un 49 % en peso) con aditivos antibloqueo y antideslizantes y una mezcla de EMA (Elvaloy®1330AC presente en un 49 % en peso) y un PP-elastómero (Versify®2200 presente en un 49 % en peso) también con aditivos antibloqueo y antideslizantes. Las mezclas de varias resinas de copolímero de EP también son
adecuadas, por ejemplo, mezclas de Versify®2200 y Versify®3400, que es una resina de copolímero de EP similar, pero presenta un punto de fusión más alto de aproximadamente 97 °C , una dureza Shore A de 72 y una dureza Shore D de 22 y una gravedad específica de aproximadamente 0,865. Las mezclas adecuadas pueden presentar proporciones aproximadamente del 50 a alrededor del 75 % en peso Versify®2200 de la mezcla. Los elastómeros PP como Versify®, Vistamaxx® y Notio® de Mitsui, y el caucho PP-EP, como Adflex® Q100F de LyondellBasell, también son adecuados.
En una realización, la capa de sellado 42 puede formarse a partir de una mezcla que incluye aproximadamente el 49 % en peso de EVA (por ejemplo, Escorene® Ultra FL00218), alrededor del 49 % en peso de un copolímero EP (por ejemplo, Vistamaxx® 3980FL) y aproximadamente un 2 % en peso de un aditivo antibloqueo y antideslizante (por ejemplo, Polybatch® SAB-1982VA.)
Además de la capacidad de sellado térmico, las capas de sellado 42 también pueden proporcionar propiedades de absorción acústica a la película 40. En tal realización, una capa de sellado 42 comprende un copolímero tribloque rico en enlaces de vinilo, tal como Hybrar® de Kuraray Co. Ltd., para mejorar las propiedades mecánicas y las propiedades de absorción acústica de la película 40. Por ejemplo, la capa de sellado 42 se puede formar a partir de una mezcla de un copolímero de bloques de estireno-sopreno-estireno (SIS) rico en enlaces de vinilo (Hybrar® 5127), un elastómero PP (Vistamaxx®) y un EMA (Lotryl® 20MA08).
La capa interna 44 se dispone de manera adyacente a la capa de sellado 42, y puede impartir resistencia mecánica (contra el desgarro) a la película 40. Los materiales adecuados para la capa de sellado también son adecuados para la capa interna. Por ejemplo, polímeros a base de etileno, tales como copolímeros de etileno con ésteres de vinilo, por ejemplo, EVA y EMA, copolímeros de etileno alfa olefina (plastómeros a base de etileno), elastómeros a base de etileno (copolímeros en bloque de olefina, OBC) y copolímeros de etileno-propileno (EP) (PP-elastómero), y sus mezclas, son materiales formadores de películas adecuados para la capa interna. Según la invención, la capa interna se forma a partir de una mezcla que comprende un copolímero EP y caucho de polipropileno/etileno-propileno (caucho PP-EP).
En una realización, la capa interna 44 puede formarse a partir de una mezcla que incluye aproximadamente el 65 % en peso de un copolímero EP (por ejemplo, Vistamaxx® 3980FL) y aproximadamente un 35 % en peso de caucho PP-EP (por ejemplo, Adflex® Q100f .)
En algunas realizaciones, la capa interna 44 también puede proporcionar propiedades de absorción de sonido. En tal realización, la capa interna 44 comprende un copolímero tribloque rico en enlaces de vinilo, tal como Hybrar®, para mejorar las propiedades mecánicas y las propiedades de absorción de sonido de la película 40. Por ejemplo, la capa interna 44 puede formarse a partir de una mezcla de un copolímero de bloques de estireno-etileno-propileno-estireno (SEPS) rico en enlaces de vinilo (por ejemplo, Hybrar® 7125) y un elastómero PP (Vistamaxx®).
La capa de unión 46 se dispone entre la capa interna 44 y la capa de barrera 48. La capa de unión 46 facilita la adhesión de la capa de barrera 48 al resto de la estructura de película. Los materiales adecuados para la capa de unión 46 incluyen poliolefinas maleadas, tales como copolímeros de etileno y metil acrilato maleados (EMA-MAH) que presentan un anhídrido maleico en aproximadamente un 0,3 % en peso y un metil acrilato en aproximadamente un 20 % en peso de la resina. Según la invención, la capa de unión se forma a partir de un copolímero de etileno y acrilato de metilo maleado (EMA-MAH). Uno de estos materiales está disponible en Arkema, Inc., como Lotader®4503. En una realización, la capa de unión 46 se forma a partir de una mezcla que comprende el 80 % en peso de EMA (Lotryl®18MA02 de Arkema, Inc.) y el 20 % en peso de un compuesto maleado (Bynel®CXA41E710 de DuPont). En algunas realizaciones, la capa de unión 46 también puede proporcionar propiedades de absorción de sonido. En tal realización, la capa de unión 46 comprende un copolímero tribloque rico en enlaces de vinilo, tal como Hybrar®, para mejorar las propiedades mecánicas y las propiedades de absorción de sonido de la película 40. Por ejemplo, la capa de unión 46 puede formarse a partir de una mezcla de un copolímero de bloques SEPS rico en enlaces de vinilo (por ejemplo, Hybrar® 7125) y un compuesto maleado (como Bynel®CXA41E710).
La capa de barrera 48 puede estar formada por una película adecuada que presenta propiedades de barrera contra gases, tales como, entre otros, el cloruro de polivinilideno, el copolímero de vinilideno, la poliamida y el copolímero de etileno-alcohol vinílico. Preferentemente, la capa de barrera 48 se forma a partir de un polímero que no contiene cloro que es sustancialmente impermeable a los compuestos que provocan mal olor típicamente encontrados en bolsas ostómicas. Tales compuestos que causan mal olor pueden incluir compuestos que contienen azufre e indoles. Los materiales adecuados para la capa de barrera incluyen resinas tales como la resina de poliamida (nylon) amorfa, que puede modificarse con un polímero o copolímero olefínico modificado por un anhídrido, o un polímero o copolímero de olefina modificado con epoxi para reducir la rigidez de la capa de barrera. Según la invención, la capa de barrera se forma a partir de una mezcla que comprende una poliamida amorfa y un terpolímero E-EA-MAH (etileno, acrilato
de etilo y anhídrido maleico). En una realización, la capa de barrera 48 se puede formar a partir de una mezcla de una poliamida amorfa, como Selar® PA3426R, de DuPont, y una mezcla o compuesto de caucho funcionalizado, como Lotader® 4720, de Arkema, Inc.
La capa externa 50 está dispuesta de manera adyacente a la capa de barrera, y puede facilitar la adhesión de la película 40 a las capas adhesivas de absorción de sonido 28, 30. Los materiales adecuados para la capa de unión también son adecuados para la capa externa 50. Según la invención, la capa externa se forma a partir de EMA-MAH. Por ejemplo, los copolímeros de acrilato de etileno y metileno maleados (EMA) que presentan anhídrido maleico presente en aproximadamente el 0,3 % en peso y el acrilato de metilo presente en aproximadamente el 20 % en peso de la resina (Lotader®4503) se pueden usar para formar la capa externa 50.
Una película asimétrica de capas múltiples adecuada para la primera y segunda pared 16, 18 puede incluir menos o más de cinco capas. Según la invención, la película de capas múltiples incluye cinco capas. Por ejemplo, una película 60 asimétrica de capas múltiples puede incluir cuatro capas que presentan una construcción de capa de sellado 62/capa de unión 66/capa de barrera 68/capa exterior 70, como se muestra en la FIG. 4. Las películas asimétricas de capas múltiples se pueden usar para hacer una bolsa ostómica con un adhesivo que absorbe el sonido y una capa no tejida según diversas realizaciones descritas en esta invención. Sin embargo, el uso de las películas asimétricas de capas múltiples no se limita a tales aplicaciones, y las películas asimétricas de capas múltiples también pueden usarse para formar paredes de varias otras bolsas ostómicas. Por ejemplo, las películas asimétricas de capas múltiples se pueden usar con un adhesivo convencional y una capa no tejida para hacer bolsas ostómicas o se pueden sellar directamente a una capa no tejida, sin una capa adhesiva entre ellas.
También se pueden usar otras películas de capas múltiples con propiedades de barrera contra el olor que presentan menos o más de cinco capas para formar una o ambas paredes; la primera y/o la segunda pared 16, 18. Por ejemplo, una película de siete capas que presenta una estructura ABCDCBA, donde A representa capas de sellado, B representa capas internas, C representa capas de unión y D representa una capa de barrera, puede usarse para formar la primera pared 16 y/o la segunda pared 18. También se puede usar una película de seis capas que incluye una capa de barrera, dos capas de unión, una capa interna y dos capas de sellado (por ejemplo, ABCDCA) para formar la primera pared y/o la segunda pared 18. Las paredes 16, 18 pueden estar formadas por la misma película de capas múltiples o diferentes películas de capas múltiples. En una realización preferida, las películas de capas múltiples para la primera y la segunda pared 16, 18 incluyen al menos una capa que comprende un copolímero tribloque rico en enlaces de vinilo, tal como un copolímero de bloques SIS rico en enlaces de vinilo, por ejemplo, Hybrar® 5125 y 5127, o un copolímero de bloques SEPs rico en enlaces de vinilo, por ejemplo, Hybrar® 7125, o un copolímero de bloques de estireno-etileno-etileno-propileno-estireno (SEEPS) rico en enlaces de vinilo, por ejemplo, Hybrar® 7311.
Nuevamente, con referencia a la FIG. 1, tanto la primera como la segunda pared 16, 18 están provistas de la primera y la segunda capa no tejida 24, 26, respectivamente, las cuales se unen a través de la primera y la segunda capa adhesiva 28, 30, respectivamente. En esta realización, tanto la primera como la segunda capa adhesiva 28, 30 están formadas por un adhesivo que absorbe el sonido e incluye un copolímero tribloque rico en enlaces de vinilo. Los adhesivos absorbentes de sonido adecuados presentan altas propiedades de absorción acústica, buena capacidad de recubrimiento del procedimiento y suavidad. En realizaciones preferidas, la formulación adhesiva absorbente de sonido incluye aproximadamente el 2 % en peso - aproximadamente el 50 % en peso de copolímero tribloque rico en enlaces de vinilo, aproximadamente el 45 % en peso - aproximadamente el 85 % en peso de un agente adherente, alrededor del 0 % en peso - aproximadamente el 30 % en peso de una resina de modificación de bloque de extremo, aproximadamente el 0 % en peso - aproximadamente el 30 % en peso de diluyente y alrededor del 0 % en peso -aproximadamente el 3 % en peso de antioxidante, y presenta un valor de tangente delta a 25 °C mayor que aproximadamente 1 entre frecuencias de 150 y 2.000 Hz, una viscosidad de menos de aproximadamente 8.000 CP a 165 °C, y un valor G' de menos de aproximadamente 120.000 Pa a 25 °C.
Los copolímeros tribloques ricos en enlaces de vinilo adecuados incluyen copolímeros de bloques SIS ricos en enlaces de vinilo, tales como Hybrar® 5125 y 5127, y copolímeros de bloques SEPS o SEEPS ricos en enlaces de vinilo, tales como Hybrar® 7125 y 7311, respectivamente. Los elastómeros adecuados incluyen copolímeros dibloque, tales como un copolímero dibloque basado en estireno y etileno/propileno con un contenido de poliestireno de aproximadamente el 28 % en peso (por ejemplo, Kraton® G1702 de Kraton Polymers), poliisobutileno, poliisopreno y copolímeros de estireno/butadieno. Los agentes adherentes adecuados incluyen hidrocarburos cicloalifáticos (por ejemplo, Escorez® de Exxon Chemical) y resinas de hidrocarburos (por ejemplo, Regalite®, de Eastman Chemical Company, y Wingtack®, de Goodyear Chemical). Las resinas de modificación de bloque de extremo adecuadas incluyen resinas aromáticas basadas en corrientes de destilación de petróleo C9 mixtas, resinas basadas en corrientes de monómeros puros o mixtos de monómeros aromáticos tales como homo o copolímeros de vinil tolueno, estireno, alfa-metil estireno (por ejemplo, Kristalex® de Eastman Chemical Empresa), coumarona e indeno. Los diluyentes adecuados incluyen poliisopreno y polibutenos (por ejemplo, Indopol® de BP). Los antioxidantes adecuados incluyen antioxidantes típicos usados en adhesivos sensibles a la presión a base de caucho, tales como fenoles impedidos de alto peso molecular
y fenoles multifuncionales tales como fenoles que contienen azufre y fósforo.
En algunas realizaciones, el adhesivo que absorbe el sonido se formula incluyendo aproximadamente 5 % en peso a 40 % en peso de un copolímero de bloques SIS rico en enlaces de vinilo, tal como Hybrar® 5125 y 5127, aproximadamente 7 % en peso a 23 % en peso de una resina de hidrocarburo cicloalifático, como Escorez® 5400, aproximadamente 57 % en peso a 73 % en peso de resina de hidrocarburo adherente líquida, como Wingtack®10, y aproximadamente 11 % en peso a aproximadamente 16 % en peso de una resina de modificación de bloque de extremo, como Kristalex® 3085.
El adhesivo que absorbe el sonido también puede formularse incluyendo un copolímero de bloques SIS rico en enlaces de vinilo. Por ejemplo, se puede formular un adhesivo absorbente del sonido que incluya aproximadamente del 5 a alrededor del 40 % en peso de un copolímero de bloques SEPS o SEEPS rico en enlaces de vinilo, tal como Hybrar® 7125 y 7311, respectivamente, aproximadamente del 5 al 20 % en peso de una resina de hidrocarburo cicloalifático, como Escorez® 5400, aproximadamente del 50 al 70 % en peso de una resina adherente de hidrocarburo líquida, como Wingtack®10, y aproximadamente del 0 al 2 % en peso de un antioxidante, tal como Irganox®1010 de Ciba Specialty Chemicals, Inc.
Cada una de las paredes 16, 18 puede laminarse de manera adhesiva a la capa no tejida 24, 26 usando la capa adhesiva absorbente de sonido 28, 30 entre ellas. Las capas no tejidas 24, 26 pueden formarse de cualquier material no tejido adecuado, por ejemplo, un material no tejido que tenga un peso base de aproximadamente 40 gramos por metro cuadrado (gsm) de fibras de polietileno. Preferentemente, al menos una de las capas no tejidas 24, 26 se elabora con un material no tejido que absorbe el sonido. El material no tejido que absorbe el sonido puede formarse a partir de fibras que comprenden un copolímero tribloque rico en enlaces de vinilo, tal como un copolímero de bloques SIS rico en enlaces de vinilo, por ejemplo, Hybrar® 5125 y 5127, o un copolímero de bloques SEPS rico en enlaces de vinilo, por ejemplo, Hybrar® 7125.
En una realización, las fibras están formadas por una mezcla de un copolímero tribloque rico en enlaces de vinilo y polietileno (PE) o polipropileno (PP). En otra realización, las fibras están formadas por una mezcla de un copolímero de bloques SEPS rico en enlaces de vinilo, tal como Hybrar® 7125, y al menos otro polímero. Por ejemplo, las fibras se forman a partir de una mezcla de Hybrar® 7125 y un copolímero de bloques SEPS, como Septon®, que está disponible por parte de Kuraray Co. Ltd. El Septon® SEPS se distingue del Hybrar® 7125 en que el bloque medio del Septon® SEPS es un poliisopreno hidrogenado, mientras que el bloque medio de1Hybrar® 7125 es vinilpoliisopreno hidrogenado. Sorprendentemente, los resultados de las pruebas indican que e1Hybrar® 7125 rico en enlaces de vinilo proporciona propiedades de absorción acústica significativamente mejores que Septon® SEPS. En otro ejemplo, las fibras se forman a partir de una mezcla de un copolímero de bloques SEPS rico en enlaces de vinilo de bajo peso molecular, tal como HG664 de Kuraray Co. Ltd., un copolímero de bloques Septon® SEPS y un PP de bajo peso molecular.
En algunas realizaciones, las fibras presentan una estructura de cubierta y núcleo, en la que el núcleo está formado por Hybrar® y la cubierta está formada por PE o PP. En tal realización, el núcleo pegajoso Hybrar® está encerrado por la funda, lo que es ventajoso durante la fabricación de materiales no tejidos a partir de las fibras. El material no tejido que absorbe el sonido puede formarse cardando y colocando en seco tales fibras. De manera alternativa, el material no tejido puede formarse mediante tecnologías de fusión por soplado o hilado.
Aunque la realización de la bolsa ostómica de la FIG. 1 está provista de una capa no tejida tanto en el lado del cuerpo como en el lado exterior de la bolsa, en otras realizaciones, una bolsa ostómica puede estar provista de una capa no tejida en un solo lado. Por ejemplo, la pared lateral del cuerpo (es decir, la primera pared 16) se puede laminar a una capa no tejida usando un adhesivo que absorbe el sonido, mientras que la pared exterior (es decir, la segunda pared 18) está libre de una capa no tejida o una capa adhesiva que absorbe el sonido. De manera alternativa, la pared exterior se puede laminar a una capa no tejida mediante un adhesivo que absorbe el sonido, mientras que la pared lateral del cuerpo está libre de una capa no tejida o una capa adhesiva que absorba el sonido.
Aunque la realización mostrada en la FIG. 1 es un dispositivo de ostomía de una pieza con una bolsa de extremo cerrado, las películas de capas múltiples discutidas anteriormente, los adhesivos de absorción de sonido y los no tejidos que absorben el sonido se pueden usar para fabricar otros tipos de dispositivos de ostomía, como los dispositivos de ostomía de dos piezas y las bolsas ostómicas drenables.
Ejemplos y resultados de las pruebas
Se prepararon seis composiciones adhesivas de muestra diferentes que comprenden un copolímero de bloques SIS rico en enlaces de vinilo. Se preparó una muestra de control usando un adhesivo termofusible sensible a la presión, disponible bajo el nombre comercial Dermatak® de Henkel. El adhesivo Dermatak® comprende copolímeros tribloque
y dibloque de alto peso molecular, un aceite blanco parafínico, una resina de modificación de bloque de extremo y una resina cicloalifática (adhesivo), y se usa típicamente en aplicaciones de contacto con la piel, incluidas las aplicaciones de administración transdérmica de fármacos. Se realizó un análisis mecánico dinámico (DMA) para las muestras a una frecuencia de oscilación de 10 rad/s, durante el cual se midió el módulo dinámico, incluyendo el módulo de almacenamiento (G'), el módulo de pérdida (G") y el módulo de complejo (G*). Los valores del módulo dinámico se correlacionan con la viscosidad y la rigidez de un adhesivo. Por ejemplo, cuanto mayor es el valor de G', mayor es la viscosidad y la rigidez de un adhesivo. Además, también se midieron los valores de tangente delta (Tan A), que se correlacionan con las propiedades de absorción de sonido de un adhesivo. Por ejemplo, un valor Tan A más alto se correlaciona con una propiedad de absorción de sonido más alta.
La muestra de adhesivo AL-43-73-2 se formuló con 15 partes en peso (PBW) (aproximadamente el 14,2 % en peso) de Escorez®5400 (un agente adherente de hidrocarburos cicloalifáticos), 65 PBW (alrededor del 61,3 % en peso) de Wingtack®10 (un agente adherente de hidrocarburos), 15 PBW (alrededor del 14,2 % en peso) de Kristalex®3085 (una resina de modificación de bloque de extremo de alfa-metilestireno), 10 PBW (aproximadamente el 9,4 % en peso) de Hybrar®5125 (un copolímero de bloques SIS rico en enlaces de vinilo) y 1 PBW (aproximadamente el 0,9 % en peso) de Irganox®1010 (un antioxidante primario fenólico).
La muestra de adhesivo AL-43-73-3 se formuló con 15 PBW (aproximadamente el 14,2 % en peso) de Escorez®5400, 65 PBW (aproximadamente el 61,3 % en peso) de Wingtack®10, 15 PBW (aproximadamente el 14,2 % en peso) de Kristalex®3085, 10 PBW (aproximadamente el 9,4 % en peso) de Hybrar®5127 (un copolímero de bloques SIS rico en enlaces de vinilo) y 1 PBW (aproximadamente el 0,9 % en peso) de Irganox®1010.
La muestra de adhesivo AL-43-73-4 se formuló con 15 PBW (aproximadamente el 12,4 % en peso) de Escorez®5400, 65 PBW (aproximadamente el 53,7 % en peso) de Wingtack®10, 15 PBW (aproximadamente el 12,4 % en peso) de Kristalex®3085, 25 PBW (aproximadamente el 20,7 % en peso) de Hybrar®5125 y 1 PBW (aproximadamente el 0,8 % en peso) de Irganox®1010.
La muestra de adhesivo AL-43-73-9 se formuló con 15 PBW (aproximadamente el 14,2 % en peso) de Escorez®5400, 65 PBW (aproximadamente el 61,3 % en peso) de Wingtack®10, 15 PBW (aproximadamente el 14,2 % en peso) de Kristalex®3085, 10 PBW (aproximadamente el 9,4 % en peso) de Hybrar®5125 y 1 PBW (aproximadamente el 0,9 % en peso) de Irganox®1010.
La muestra de adhesivo AL-43-73-10 se formuló con 23 PBW (aproximadamente el 21,7 % en peso) de Escorez®5400, 57 PBW (aproximadamente el 53,8 % en peso) de Wingtack®10, 15 PBW (aproximadamente el 14,2 % en peso) de Kristalex®3085, 10 PBW (aproximadamente el 9,4 % en peso) de Hybrar®5125 y 1 PBW (aproximadamente el 0,9 % en peso) de Irganox®1010.
La muestra de adhesivo AL-43-73-11 se formuló con 23 PBW (aproximadamente el 21,7 % en peso) de Escorez®5400, 57 PBW (aproximadamente el 53,8 % en peso) de Wingtack®10, 15 PBW (aproximadamente el 14,2 % en peso) de Kristalex®3085, 10 PBW (aproximadamente el 9,4 % en peso) de Hybrar®5125 y 1 PBW (aproximadamente el 0,9 % en peso) de Irganox®1010. Las formulaciones adhesivas de muestra se resumen en la Tabla 1.
TABLA 1: Muestras de formulaciones adhesivas

Los valores del módulo dinámico y los valores de tangente delta se resumen en la Tabla 2.
TABLA 2: Módulo dinámico y valores de tangente delta
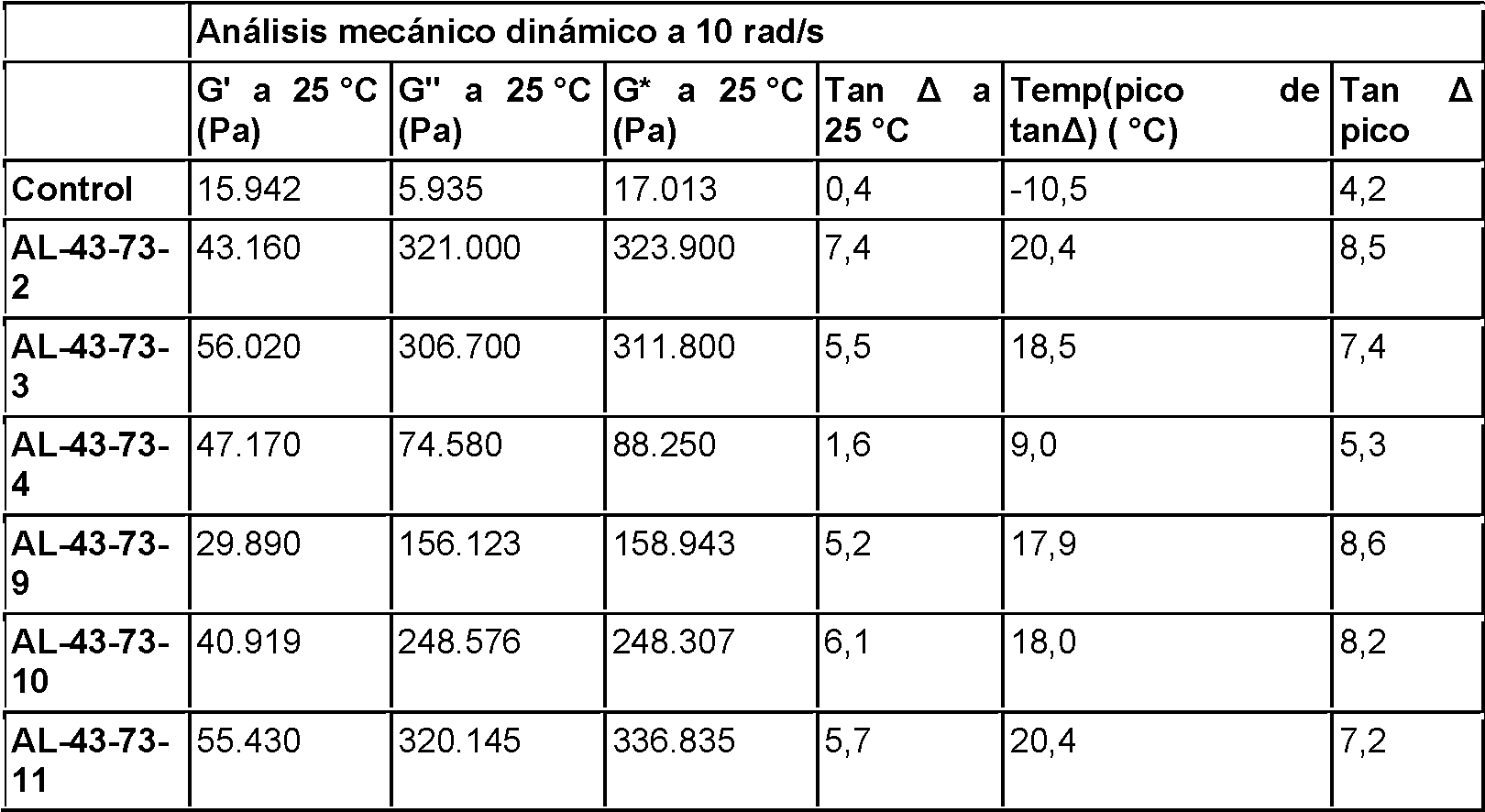
Como se puede ver en la Tabla 2, las formulaciones de adhesivo de muestra que incluyen un copolímero de bloques SIS rico en enlaces de vinilo (es decir, Hybrar® 5125 o Hybrar® 5127) presentaban valores de tangente delta sustancialmente más altos que la muestra de adhesivo de control, preparados a partir de un adhesivo usado en algunas bolsas ostómicas conocidas para laminar un material no tejido a una pared de la bolsa. Los valores de tangente más altos indican que las formulaciones adhesivas que incluyen el copolímero de bloques SIS rico en enlaces de vinilo pueden proporcionar propiedades de absorción de sonido significativamente mejoradas para una bolsa ostómica, en comparación con la misma bolsa ostómica elaborada usando el adhesivo de control. Además, aunque las formulaciones de adhesivo de muestra presentaban valores de módulo dinámico más altos que la muestra de adhesivo de control, las evaluaciones de características físicas de las formulaciones de adhesivo de muestra indican que estas formulaciones de adhesivo presentan suficiente viscosidad y rigidez para laminar un material no tejido a una pared de la bolsa.
Se preparó una composición adhesiva de muestra que comprende un copolímero de bloques SEPS rico en enlaces de vinilo y una muestra adhesiva de control, que es una formulación adhesiva típica para unir un tejido no tejido a una capa de película, tal como las usadas en aplicaciones de pañales desechables. Se realizó un análisis mecánico dinámico (DMA) para las muestras a una frecuencia de oscilación de 10 rad/s, durante el cual se midieron tanto el módulo dinámico, incluyendo el módulo de almacenamiento (G'), el módulo de pérdida (G") y el módulo de complejo (G*), como los valores de tangente delta (Tan A). Además, también se midieron los valores de Tan A entre aproximadamente 150 y 2.000 Hz, que son una indicación importante de las propiedades de absorción de sonido en aplicaciones de ostomía.
La muestra de adhesivo 42-40-3 se formuló con aproximadamente un 9,9 % en peso de Escorez®5400 (un agente adherente de hidrocarburos cicloalifáticos), aproximadamente un 59,4 % en peso de Wingtack®10 (un agente adherente de hidrocarburos), aproximadamente un 29,7 % en peso de Hybrar®7311 (un copolímero de bloques SEEPS rico en enlaces de vinilo) y aproximadamente un 1 % en peso de Irganox®1010 (un antioxidante primario fenólico). La muestra de adhesivo de control se formuló con aproximadamente un 59,5 % en peso de Eastotac®H100W de Eastman (un adhesivo basado en resina de hidrocarburos hidrogenados), aproximadamente un 20 % en peso de Calsol®5550 de Calumet (un aceite de procedimiento nafténico), aproximadamente un 20 % en peso de Kraton® 1165 de Kraton (un copolímero de bloques SIS), y aproximadamente un 1 % en peso de Irganox®1010. La formulación adhesiva de muestra y la formulación adhesiva de control se resumen en la Tabla 3.
TABLA 3: Formulaciones de muestras adhesivas


Los datos del Análisis mecánico dinámico (DMA) a una frecuencia de 10 rad/s se resumen en la Tabla 4.
TABLA 4: Datos del análisis mecánico dinámico

La FIG. 3 es un gráfico que muestra valores tan A entre aproximadamente 150 y 2.000 Hz. Como se puede ver en la FIG. 3, el adhesivo de muestra 42-40-3 que incluye un copolímero de bloques SEEPS rico en enlaces de vinilo (es decir, Hybrar® 7311) presentaba valores de tangente delta sustancialmente más altos entre las frecuencias de 150 y 2.000 Hz que la muestra de adhesivo de control. Estos valores de tangente más altos indican que la formulación adhesiva que incluyen el copolímero de bloques SEPS o SEEPS rico en enlaces de vinilo puede proporcionar propiedades de absorción de sonido significativamente mejoradas para una bolsa ostómica, en comparación con la misma bolsa ostómica elaborada usando el adhesivo de control. Además, el adhesivo de muestra 42-40-3 presentaba valores de módulo dinámico significativamente más bajos que la muestra de adhesivo de control, lo que indica que el adhesivo de muestra 42-40-3 es un adhesivo más blando con una viscosidad más baja que el adhesivo de control, lo cual es ventajoso para las aplicaciones de ostomía.
Se prepararon y analizaron dos muestras de película asimétrica de cinco capas (290-1 y 290-2) junto con una muestra de película de bolsa ostómica comercial para realizar comparaciones de rendimiento. La Muestra 290-1 y la Muestra 290-2 se configuraron de manera similar a la película 40 de cinco capas mostrada en la FIG. 2.
TABLA : M r lí l im ri in

TABLA : M r lí l l mi m r i l

La muestra 290-1 presentaba un espesor total de aproximadamente 40 |jm e incluía una capa de sellado 42 con un espesor de aproximadamente 14 jm, una capa interna 44 con un espesor de aproximadamente 14 jm, una capa de unión 46 con un espesor de aproximadamente 4 jm, una capa de barrera 48 con un espesor de aproximadamente 4 jm y una capa externa 50 con un espesor de aproximadamente 4 jm. La capa de sellado 42 se formó a partir de una mezcla que incluía aproximadamente un 49 % en peso de EVA (Escorene® FL00218), aproximadamente un 49 % en peso de un copolímero EP (Vistamaxx® 3980FL) y aproximadamente un 2 % en peso de un aditivo antibloqueo y antideslizante (Polybatch® SAB-1982VA). La capa interna 44 se formó a partir de una mezcla que incluía aproximadamente un 65 % en peso de un copolímero EP (Vistamaxx® 3980FL) y aproximadamente un 35 % en peso de caucho PP-EP (Adflex® QlOoF). La capa de unión 46 se formó a partir de EMa -MAH (Lotader®4503). La capa de barrera 48 se formó a partir de una mezcla que incluía aproximadamente un 85 % en peso de una poliamida amorfa (Selar® PA3426R) y aproximadamente un 15 % en peso de E-EA-MAH (Lotader® 4720). La capa externa 50 se formó a partir de EMA-MAH (Lotader®4503).
La muestra 290-2 presentaba un espesor total de aproximadamente 32 jm e incluía una capa de sellado 42 con un espesor de aproximadamente 13 jm, una capa interna 44 con un espesor de aproximadamente 9 jm, una capa de unión 46 con un espesor de aproximadamente 3 jm, una capa de barrera 48 con un espesor de aproximadamente 4 jm y una capa externa 50 con un espesor de aproximadamente 3 jm. La capa de sellado 42 se formó a partir de una mezcla que incluía aproximadamente un 49 % en peso de EVA (Escorene® FL00218), aproximadamente un 49 % en peso de un copolímero EP (Vistamaxx® 3980FL) y aproximadamente un 2 % en peso de un aditivo antibloqueo y antideslizante (Polybatch® SAB-1982VA). La capa interna 44 se formó a partir de una mezcla que incluía aproximadamente un 65 % en peso de un copolímero EP (Vistamaxx® 3980FL) y aproximadamente un 35 % en peso de caucho PP-EP (Adflex® Q100F). La capa de unión 46 se formó a partir de EMa -MAH (Lotader®4503). La capa de barrera 48 se formó a partir de una mezcla que incluía aproximadamente un 85 % en peso de una poliamida amorfa (Selar® PA3426R) y aproximadamente un 15 % en peso de E-EA-MAH (Lotader® 4720). La capa externa 50 se formó a partir de EMA-MAH (Lotader®4503).
La muestra de película de bolsa ostómica comercial (Tabla 6) presentaba un espesor total de aproximadamente 57 jm e incluía una capa de sellado que presentaba un espesor de aproximadamente 22,5 jm, una capa de unión que presentaba un espesor de aproximadamente 4 jm, una capa de barrera que presentaba un espesor de aproximadamente 4 jm, una capa de unión que presenta un espesor de aproximadamente 4 jm, una capa interna que presenta un espesor de aproximadamente 18 jm y una capa de revestimiento que presenta un espesor de aproximadamente 4,5 jm. La capa de sellado se formó a partir de una mezcla que incluía aproximadamente un 97,5 % en peso de EVA (Escorene® FL00218) alrededor del 2,5 % de aditivo antibloqueo y antideslizante (Polybatch® SAB-1982VA). Las dos capas de unión se formaron a partir de aproximadamente un 80 % en peso de EMA (Lotryl®18MA02) y aproximadamente un 20 % en peso de LLDPE-MAH (Bynel®CXA41E710). La capa de barrera se formó a partir de una mezcla que incluía aproximadamente un 85 % en peso de una poliamida amorfa (Selar® PA3426R) y aproximadamente un 15 % en peso de E-EA-MAH (Lotader® 4720). La capa interna se formó a partir de EVA (Escorene® FL00218). La capa de piel se formó a partir de una mezcla que incluía aproximadamente un 98 % en peso de EVA (Escorene® FL00218) y alrededor del 2 % de aditivo antibloqueo (Polybatch® SAS).
Las muestras se analizaron para evaluar un desgarro de Elmendorf, la resistencia a la tracción y el módulo.
TABLA 7: Pr i l lí l

Como se muestra en la Tabla 7, las muestras de película asimétrica que presentan un espesor significativamente menor que la muestra de película ostómica comercial (es decir, la Muestra 290-1 con aproximadamente 40 jm de espesor y la Muestra 290-2 con aproximadamente 32 jm, en comparación con la muestra de película ostómica comercial con 57 jm ) exhibió propiedades de película comparables o mejores con respecto al desgarro de Elmendorf, resistencia a la tracción y módulo y, por consiguiente, para las bolsas ostómicas.
En la presente descripción, las palabras «un» y «uno/a» deberán tomarse para incluir tanto el singular como el plural. Por el contrario, cualquier referencia a elementos plurales incluirá, cuando corresponda, el singular. Todas las concentraciones indicadas en la presente descripción como porcentaje son porcentajes en peso a menos que se indique lo contrario.
De lo anterior se observará que se pueden efectuar numerosas modificaciones y variaciones sin apartarse del verdadero espíritu y alcance de los conceptos novedosos de la presente invención. Debe entenderse que no se pretende, ni debe inferirse, ninguna limitación con respecto a las realizaciones específicas ilustradas. La descripción pretende cubrir, mediante las reivindicaciones adjuntas, todas las modificaciones que entren dentro del alcance de las reivindicaciones.
Claims (5)
1. Una película asimétrica de capas múltiples para una bolsa ostómica que presenta una construcción de capa de sellado/capa interna/capa de unión/capa de barrera/capa externa; donde la capa de sellado se forma a partir de una mezcla que comprende un copolímero de etileno acetato de vinilo (EVA) y un copolímero de etileno-propileno (copolímero EP), la capa interna se forma a partir de una mezcla que comprende un copolímero EP y caucho de polipropileno/etileno-propileno (caucho PP-EP), la capa de unión se forma a partir de un copolímero de etileno y un acrilato de metilo maleado (EMA-MAH), la capa de barrera se forma a partir de una mezcla que comprende una poliamida amorfa y un terpolímero de E-EA-MAH (etileno, acrilato de etilo y anhídrido maleico), y la capa externa está formada por EMA-MAH; y donde un espesor combinado de la capa de sellado, la capa interna y la capa de unión es de 20 a 40 pm, y un espesor de la capa externa es de 2 a 10 pm, mientras que un espesor total de la película asimétrica de capas múltiples es de 25 a 50 pm.
2. La película asimétrica de capas múltiples de la reivindicación 1, donde la capa de sellado presenta un espesor de 14 pm, la capa interna presenta un espesor de 14 pm, la capa de unión presenta un espesor de 4 pm, la capa de barrera presenta un espesor de 4 pm y la capa externa presenta un espesor de 4 pm.
3. La película asimétrica de capas múltiples de la reivindicación 1, donde la capa de sellado presenta un espesor de 13 pm, la capa interna presenta un espesor de 9 pm, la capa de unión presenta un espesor de 3 pm, la capa de barrera presenta un espesor de 4 pm y la capa externa presenta un espesor de 3 pm.
4. Una bolsa ostómica, que comprende:
una primera pared;
una segunda pared, donde la primera y la segunda pared están selladas a lo largo de sus bordes periféricos para definir una cavidad;
donde al menos una de la primera y la segunda pared se forma a partir de la película asimétrica de capas múltiples de cualquiera de las reivindicaciones anteriores.
5. La bolsa ostómica de la reivindicación 4, que comprende además una capa no tejida unida de manera adhesiva a al menos una de la primera y la segunda pared, en la que se dispone una capa adhesiva entre la capa exterior de la película asimétrica de capas múltiples y la capa no tejida.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14/204,474 US9931239B2 (en) | 2013-02-07 | 2014-03-11 | Asymmetric multilayer film for ostomy application |
| PCT/US2015/018453 WO2015138190A1 (en) | 2014-03-11 | 2015-03-03 | Asymmetric multilayer film for ostomy application |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| ES2786314T3 true ES2786314T3 (es) | 2020-10-09 |
Family
ID=53039563
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ES15719875T Active ES2786314T3 (es) | 2014-03-11 | 2015-03-03 | Película asimétrica de capas múltiples para una aplicación de ostomía |
Country Status (9)
| Country | Link |
|---|---|
| EP (1) | EP3116559B1 (es) |
| JP (1) | JP6546191B2 (es) |
| AU (2) | AU2015229833B2 (es) |
| CA (1) | CA2939522C (es) |
| DK (1) | DK3116559T3 (es) |
| ES (1) | ES2786314T3 (es) |
| HU (1) | HUE048856T2 (es) |
| LT (1) | LT3116559T (es) |
| WO (1) | WO2015138190A1 (es) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2683868A1 (en) | 2007-04-24 | 2008-11-06 | Bristol-Myers Squibb Company | Closure system for a drainable pouch |
| BRPI0812404A2 (pt) | 2007-06-12 | 2014-12-02 | Convatec Technologies Inc | Dispositivo de ostomia |
| JP5814792B2 (ja) | 2008-11-19 | 2015-11-17 | コンバテック・テクノロジーズ・インコーポレイテッドConvatec Technologies Inc | オストミーパウチ器具 |
| AU2010270603B2 (en) | 2009-07-07 | 2015-05-07 | Convatec Technologies Inc. | Pressure sensitive silicone adhesives with amphiphilic copolymers |
| KR101925739B1 (ko) | 2009-09-11 | 2018-12-05 | 컨바텍 테크놀러지스 인크 | 제어 배설 조루 기구 및 조루 기구용 쉴드 |
| US10285847B2 (en) | 2011-09-29 | 2019-05-14 | Convatec Technologies Inc. | Ostomy pouch with filtering system |
| GB201115160D0 (en) | 2011-09-02 | 2011-10-19 | Trio Healthcare Ltd | Discharge solidifier and malodour control |
| US10478329B2 (en) | 2014-04-24 | 2019-11-19 | Convatec Technologies Inc. | Ostomy pouch filter system |
| ES2961109T3 (es) | 2015-10-14 | 2024-03-08 | Convatec Technologies Inc | Dispositivo médico con sistema de apertura |
| US10874541B2 (en) | 2017-11-09 | 2020-12-29 | 11 Health And Technologies Limited | Ostomy monitoring system and method |
| USD893514S1 (en) | 2018-11-08 | 2020-08-18 | 11 Health And Technologies Limited | Display screen or portion thereof with graphical user interface |
| EP3692956A1 (en) | 2019-02-07 | 2020-08-12 | ConvaTec Technologies Inc. | Adjustable convex ostomy device |
| US11679020B2 (en) | 2019-04-25 | 2023-06-20 | Convatec Technologies, Inc. | Perforated chamber ostomy wafers, ostomy devices including the same, and methods of applying ostomy wafers and ostomy devices |
| CA3137965A1 (en) | 2019-04-25 | 2020-10-29 | Convatec Technologies Inc. | Ostomy wafers incorporating adhesives and foam layers, ostomy devices including the same, and methods of applying ostomy wafers and ostomy devices |
| EP3955864B1 (en) | 2019-04-25 | 2024-01-03 | ConvaTec Technologies Inc. | Ostomy wafers incorporating adhesives, ostomy devices including the same, and methods of applying |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2289647A (en) * | 1994-05-19 | 1995-11-29 | Squibb & Sons Inc | film construction for a disposable ostomy pouch |
| US5806983A (en) * | 1996-07-05 | 1998-09-15 | Colgate-Palmolive Company | Pouch having radio frequency energy sealable layer |
| US7255903B1 (en) * | 1999-10-25 | 2007-08-14 | Cryovac, Inc. | Patch bag with patch containing high and low crystallinity ethylene copolymers |
| US7270860B2 (en) | 1999-11-22 | 2007-09-18 | Hollister Incorporated | Multilayer chlorine-free film with barrier layer of a polyamide blend and ostomy pouches formed therefrom |
| US6803420B2 (en) * | 2001-05-01 | 2004-10-12 | Corium International | Two-phase, water-absorbent bioadhesive composition |
| US7758557B2 (en) * | 2003-11-21 | 2010-07-20 | Kimberly-Clark Worldwide, Inc. | Reduced-noise composite materials and disposable personal care devices employing same |
| EP2001671B1 (en) * | 2006-03-28 | 2010-05-19 | Amcor Flexibles Transpac B.V.B.A. | A multilayer film free of halogens which is impermeable to aroma compounds |
| AU2010315301B2 (en) * | 2009-11-06 | 2014-01-23 | Hollister Incorporated | Multi-layer film and ostomy product made therefrom |
| JP2015503405A (ja) * | 2011-12-28 | 2015-02-02 | ホリスター・インコーポレイテッドHollister Incorporated | 吸音不織布材料、吸音多層フィルム、及びそれらから作られたラミネート |
| US9265648B2 (en) * | 2012-05-15 | 2016-02-23 | Hollister Incorporated | Odor barrier film |
| US9050387B2 (en) * | 2013-02-07 | 2015-06-09 | Hollister Incorporated | Sound absorbing ostomy pouch |
-
2015
- 2015-03-03 WO PCT/US2015/018453 patent/WO2015138190A1/en active Application Filing
- 2015-03-03 CA CA2939522A patent/CA2939522C/en active Active
- 2015-03-03 HU HUE15719875A patent/HUE048856T2/hu unknown
- 2015-03-03 LT LTEP15719875.5T patent/LT3116559T/lt unknown
- 2015-03-03 AU AU2015229833A patent/AU2015229833B2/en active Active
- 2015-03-03 EP EP15719875.5A patent/EP3116559B1/en active Active
- 2015-03-03 JP JP2016556299A patent/JP6546191B2/ja active Active
- 2015-03-03 DK DK15719875.5T patent/DK3116559T3/da active
- 2015-03-03 ES ES15719875T patent/ES2786314T3/es active Active
-
2018
- 2018-08-31 AU AU2018223054A patent/AU2018223054B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| AU2018223054A1 (en) | 2018-09-20 |
| DK3116559T3 (da) | 2020-03-30 |
| LT3116559T (lt) | 2020-02-25 |
| WO2015138190A1 (en) | 2015-09-17 |
| HUE048856T2 (hu) | 2020-08-28 |
| CA2939522C (en) | 2021-11-23 |
| AU2015229833A1 (en) | 2016-09-01 |
| EP3116559A1 (en) | 2017-01-18 |
| JP6546191B2 (ja) | 2019-07-17 |
| CA2939522A1 (en) | 2015-09-17 |
| AU2018223054B2 (en) | 2019-12-12 |
| EP3116559B1 (en) | 2020-02-05 |
| JP2017511172A (ja) | 2017-04-20 |
| AU2015229833B2 (en) | 2018-06-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2786314T3 (es) | Película asimétrica de capas múltiples para una aplicación de ostomía | |
| ES2806002T3 (es) | Bolsa de ostomía absorbente de sonido | |
| US11896516B2 (en) | Asymmetric multilayer film for ostomy application | |
| US11351054B2 (en) | Multilayer film including foam layer and ostomy products made therefrom | |
| AU2012362294B2 (en) | Sound absorbing non-woven material, sound absorbing multilayer film, and laminates made thereof | |
| ES2779931T3 (es) | Película multicapa que incluye capa de espuma y capa de barrera de gas | |
| JP2017522100A (ja) | 消音特性を有する臭気バリア層を含む多層フィルム | |
| US9895255B2 (en) | Multilayer film including foam layer and gas barrier layer | |
| JP2015174349A (ja) | ヒートシール性多層フィルムおよび易開封性医療用包装体 |