EP4331833A1 - Tiled part with adhesive bond on a densified concrete base, ten or more of concrete bases with adhesively bonded plate parts and method for their production - Google Patents
Tiled part with adhesive bond on a densified concrete base, ten or more of concrete bases with adhesively bonded plate parts and method for their production Download PDFInfo
- Publication number
- EP4331833A1 EP4331833A1 EP22192803.9A EP22192803A EP4331833A1 EP 4331833 A1 EP4331833 A1 EP 4331833A1 EP 22192803 A EP22192803 A EP 22192803A EP 4331833 A1 EP4331833 A1 EP 4331833A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- concrete base
- plate part
- concrete
- plate
- adhesive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000004567 concrete Substances 0.000 title claims abstract description 213
- 230000001070 adhesive effect Effects 0.000 title claims abstract description 85
- 239000000853 adhesive Substances 0.000 title claims abstract description 84
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 30
- 238000000034 method Methods 0.000 title claims description 26
- 239000012790 adhesive layer Substances 0.000 claims abstract description 44
- 238000006073 displacement reaction Methods 0.000 claims description 8
- 239000004033 plastic Substances 0.000 claims description 7
- 229920003023 plastic Polymers 0.000 claims description 7
- 239000000463 material Substances 0.000 claims description 4
- 230000001960 triggered effect Effects 0.000 claims description 4
- 229910010293 ceramic material Inorganic materials 0.000 claims description 3
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 abstract description 5
- 229910000077 silane Inorganic materials 0.000 abstract description 5
- 239000011324 bead Substances 0.000 description 18
- 239000000919 ceramic Substances 0.000 description 8
- 238000003825 pressing Methods 0.000 description 7
- 230000000284 resting effect Effects 0.000 description 5
- 238000005056 compaction Methods 0.000 description 4
- 239000010410 layer Substances 0.000 description 4
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 3
- 239000004568 cement Substances 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 230000002349 favourable effect Effects 0.000 description 3
- 229920000642 polymer Polymers 0.000 description 3
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 239000004721 Polyphenylene oxide Substances 0.000 description 2
- 230000001154 acute effect Effects 0.000 description 2
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 2
- 229910052601 baryte Inorganic materials 0.000 description 2
- 239000010428 baryte Substances 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- NKSJNEHGWDZZQF-UHFFFAOYSA-N ethenyl(trimethoxy)silane Chemical compound CO[Si](OC)(OC)C=C NKSJNEHGWDZZQF-UHFFFAOYSA-N 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 235000011837 pasties Nutrition 0.000 description 2
- 229920000570 polyether Polymers 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- 239000003707 silyl modified polymer Substances 0.000 description 2
- 239000004575 stone Substances 0.000 description 2
- 230000001360 synchronised effect Effects 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 1
- 101000579647 Penaeus vannamei Penaeidin-2a Proteins 0.000 description 1
- BOTDANWDWHJENH-UHFFFAOYSA-N Tetraethyl orthosilicate Chemical compound CCO[Si](OCC)(OCC)OCC BOTDANWDWHJENH-UHFFFAOYSA-N 0.000 description 1
- 239000012963 UV stabilizer Substances 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 239000002318 adhesion promoter Substances 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 239000003085 diluting agent Substances 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 125000004494 ethyl ester group Chemical group 0.000 description 1
- 210000003746 feather Anatomy 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- SZVJSHCCFOBDDC-UHFFFAOYSA-N iron(II,III) oxide Inorganic materials O=[Fe]O[Fe]O[Fe]=O SZVJSHCCFOBDDC-UHFFFAOYSA-N 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
- 230000003248 secreting effect Effects 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B9/00—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00
- B32B9/005—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00 comprising one layer of ceramic material, e.g. porcelain, ceramic tile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B9/00—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00
- B32B9/04—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00 comprising such particular substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/02—2 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/546—Flexural strength; Flexion stiffness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/72—Density
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2419/00—Buildings or parts thereof
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C2/00—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels
- E04C2/02—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials
- E04C2/04—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials of concrete or other stone-like material; of asbestos cement; of cement and other mineral fibres
- E04C2/044—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials of concrete or other stone-like material; of asbestos cement; of cement and other mineral fibres of concrete
Definitions
- the invention initially relates to a plate part that is adhesively bonded to a compacted concrete base.
- the invention further relates to a number of ten or more mass-produced concrete bases with adhesively bonded plate parts sitting on them.
- the invention also relates to a method for producing a concrete base that is adhesively bonded to a plate part, wherein the concrete base is first produced with a top, a bottom and edge sides, then adhesive is applied to the top of the concrete base and the plate part is then placed centered on the concrete base, whereby each plate part is individually centered on each concrete base.
- Plate parts especially those that are adhesively bonded to a concrete base, are known. These are used, for example, in the creation of terrace floors or the like.
- the plate part forms the visible and correspondingly walkable or drivable surface, for example a terrace area.
- a ceramic plate that is adhesively bonded to a compacted concrete base, as well as a method for producing it, in which the ceramic plate is adhesively bonded to the concrete base, for example from DE 10 2017 111 248 A1 . From this it is further known to apply an adhesive to the surface of the produced and compacted concrete base facing the later upper side, after which the ceramic plate is placed on the adhesive surface and is preferably attached to the concrete base under pressure.
- the invention has the task of providing an advantageous plate part that rests on a concrete base and is adhesively bonded to it and also an advantageous manufacturing method for the connection of a plate part with a concrete base.
- a possible solution to the problem is, according to a first inventive concept, a concrete base with an adhesively bonded plate part, in which it is intended that the concrete base has a density of 0.8 kg/dm 3 or more, with the adhesive layer having an amount of 400 g /m 2 or more, for example up to 1300 g/m 2 , and the adhesive is silane-modified.
- the object is achieved according to a further inventive idea in that the plate part is detected with an automatic handling machine, such that a centered alignment of the plate part to a holding device of the handling machine is achieved, so that the concrete base is formed on a movable receiving plate at a predetermined location on the receiving plate is that the receiving plate with the concrete base is moved into an assembly position in which the plate part is placed on the concrete base, and that further the holding device of the handling machine is aligned with the actual position of the respective concrete base before placing the plate part.
- the concrete base with an adhesively bonded plate part in one of the embodiments described here in further detail and/or the number of ten or more concrete bases with plate parts in one of the embodiments described here can be achieved in particular with the aid of a method for producing a concrete base that is adhesively bonded to a plate part in one of the be manufactured in the configurations described here.
- the adhesive used can accordingly be a so-called SMP or MS polymer adhesive, which essentially has a silane-modified polymer as the base material.
- This is more preferably a one-component adhesive, with the polymers used mostly consisting of a polyether with silanized end groups.
- This is also a butadiene- and/or polyurethane-free adhesive with a relative density of, for example, about 1.4 to 1.75 g/cm 3 , more preferably about 1.5 to 1.65 kg/cm 3 , and a possible tensile strength according to ISO 37 in the hardened state of, for example, approximately 2 to 3.5 MPa (or N/mm 2 ), more preferably approximately 2.5 MPa (or N/m 2 ).
- Silane-based or silane-modified adhesives have high temperature resistance from -40C° to 120C° and good adhesion to both smooth and porous surfaces.
- an adhesive recipe which can essentially be composed as follows (in% by weight - preferred values/value ranges in brackets): Polymer (e.g. polyether) 15 to 50 Filler (e.g. calcium carbonate, expanded glass, etc.) 30 to 60 Vinyltrimethoxysilane (or also referred to as trimethoxyvinylsilane) 0.5 to 5 (1 to 2.5) UV stabilizer 0 to 2 (0.1 to 1) Ethyl ester (e.g. tetraethyl silicate) other additives (e.g. diluents, 0 to 2 (0.1 to 1) adhesion promoters, catalysts and/or colorants) 2 to 20
- Polymer e.g. polyether
- Filler e.g. calcium carbonate, expanded glass, etc.
- Vinyltrimethoxysilane or also referred to as trimethoxyvinylsilane
- UV stabilizer 0 to 2 (0.1 to 1)
- Ethyl ester e.g. te
- the concrete base is preferably present with a comparatively high density. This is preferably more than 0.8 kg/dm 3 up to, for example, 2.7 kg/dm 3 or more, more preferably about 0.8 to 2 kg/dm 3 for so-called lightweight concretes and about 2.6 kg/dm 3 or more in the case of so-called heavy concretes, whereby the high density achieved here can be achieved by using a relatively heavy aggregate, such as, for example, consisting of or containing at least a significant proportion of magnetite, iron ore, barite or barite.
- a so-called normal concrete with a density of approximately 2 to 2.6 kg/dm 3 is also possible.
- the compression can be achieved, for example, by a knocking device.
- a shaking device or vibration compaction can also be provided.
- the concrete used can be closed-pored concrete.
- an open-pored concrete can also be used, so that the concrete base produced can have a certain porosity.
- a concrete recipe which, in terms of solids content alone, can be composed as follows (in mass percent (M%) - preferred values/value ranges in brackets): Strength class cement 8 to 13 (approx. 11) ink pen 2 to 3 (approx. 2.5) Sand with a grain size of 0/2 40 to 45 (approx. 43) Gravel with a grain size of 2/8 20 to 30 (approx. 26) Stone chips with a grain size of 2/8 15 to 20 (approx. 17.5) Water cement value 0.3 to 0.4 (approx. 0.38)
- the preferred amount of adhesive of 400 g/m 2 or more preferably refers to the moment of adhesive application, ie without taking into account any weight reduction that may occur afterwards, including in the course of the drying process, for example due to vapor diffusion.
- a change in volume after curing of preferably less than 3% can be determined.
- the water-cement value there may also be a range that goes beyond the above.
- the lower value can also range, for example, up to 0.25 and the upper value up to 0.65.
- the initially created concrete base preferably still has a moisture content at the moment the adhesive layer is applied from 3.4 M% (mass percent) or more up to 4.0 M%.
- the corresponding (residual) moisture in the concrete contributes in an advantageous manner to the favorable setting of the adhesive layer.
- the curing of a silane-modified adhesive, as used according to the invention, is positively supported by the moisture present, with the release of alcohol (methanol).
- the creation of the concrete base can initially be carried out independently of the plate part and can accordingly be carried out in a usual manufacturing process, as is known, for example, for paving stones or the like.
- the adhesive layer is applied to an upper side of the concrete base, in particular with an amount of approximately 400 g/m 2 or more, for example up to 1300 g/m 2 , more preferably 500 to 1200 g/m 2 , at the moment of application.
- the concrete base is preferably a cubic body with a rectangular base. Concrete bases that have corresponding long and narrow sides are preferred. But it can also be a square base area. Furthermore, the concrete base has a dimension which essentially corresponds to the base area and essentially in plan view congruent top side. The concrete base also has the base area and the edge surfaces connecting the top. With regard to the specified substantial correspondence, spacing projections can also be formed on the edge surfaces.
- the edge surfaces are formed as essentially vertical surfaces. A height of the edge surfaces, which is preferably the same all around, is more preferably 1/20 to 1/10 of the length of an edge of the base surface or the top.
- the base area has four longitudinal edges.
- the adhesive application can be carried out in a caterpillar manner, whereby at the moment of application a distance can be maintained between the caterpillars in a direction transverse to the longitudinal extent of the caterpillars. Furthermore, the adhesive can be applied in a meandering bead shape to the surface of the concrete base. An adhesive layer that is closed at least circumferentially, assigned to the edge sides, is preferred, at least when the plate part is ultimately applied and, if necessary, pressed on again. In this case, an application of a single linear adhesive bead, which has an edge-parallel bend at its beginning and end associated with an edge side, can also be assumed, and the closed shape can be achieved by applying several such adhesive beads together or subsequently.
- the plate part When producing a number of ten or more, for example up to twenty or fifty or more, concrete bases with plate parts sitting on them and adhesively connected to them, the plate part is arranged and aligned for all concrete bases of the same number produced in such a way that overall there is a uniform laying pattern Concrete base provided with the plate parts can achieve this number.
- the proposed manufacturing method also ensures that the edge edges of the plate parts, when aligned essentially parallel to the edge edges of the respectively assigned concrete base, run at a distance of at most 2/10 mm from the concrete base edge edges, viewed at right angles to the course of the edge edges. This maximum distance is maintained for all concrete bases of this selected number provided with plate parts.
- a distance of less than 2/10 mm is preferred, more preferably less than 1.5/10 or less than 1/10 mm.
- the edge of the concrete base is generally spaced outwards from the edge of the plate part, so that the plate part cannot protrude beyond the edge of the base.
- An automatic handling device for example an industrial robot, can be used for production, by means of which individual centering and arrangement of each plate part on the assigned concrete base can be achieved.
- the concrete base can, as preferred, be produced (cast and compacted) on a movable receiving plate and at a predetermined location on the receiving plate. After the concrete base has been manufactured, it can be moved using the receiving plate into a position in which the associated plate part can be placed after applying the adhesive layer using the automatic handling machine.
- the receiving plate has a known size for the automatic handling machine. It also preferably has a rectangular floor plan.
- the recording plate will continue to be moved along a predetermined path that is also known to the handling machine. It can be a process on rails or along a precise, preferably linear guide.
- the receiving plate is stopped at a predetermined point on a travel path in order to apply the plate part to a concrete base.
- Several, for example two, four, six or more, concrete bases are preferably applied to a receiving plate. Even if the concrete bases on the receiving plate are formed on basically predetermined surfaces, there can still be a difference in position from the position of a concrete base expected by the handling machine, which can be caused by various reasons.
- the receiving plate may not be stopped exactly at the predetermined location; on the other hand, for example, a slight relative displacement to the receiving plate may have occurred during the formation of the concrete base. This results in the need to achieve a centered alignment of the plate part relative to the concrete base in each individual case.
- the automatic handling machine advantageously has a holding device, which can preferably be aligned together with the plate part held thereon and to be placed relative to the automatic handling machine as such, whereby an individual and exact alignment of the plate part to the concrete base can be achieved.
- a holding device which can preferably be aligned together with the plate part held thereon and to be placed relative to the automatic handling machine as such, whereby an individual and exact alignment of the plate part to the concrete base can be achieved.
- the concrete base is not positioned exactly on the receiving plate, for example shifted by a few millimeters compared to a target position and / or rotated by a few degrees about a vertical axis, the proposed method ensures a centered arrangement of the plate part on the top of the concrete base.
- the automatic handling device or the holding device is designed to record the exact position of the concrete base and to adjust the alignment of the holding device with the plate part.
- the plate part is picked up by the holding device.
- the plate part is kept ready at a specific location and in a specific orientation for detection by the automatic handling machine.
- the location can in particular have a centering gauge into which the plate part is placed, which can be oriented, for example, on two edge edges of the plate part. In any case, with respect to these two edge edges, for example, there is a defined position of the plate part for the automatic handling machine. Due to the defined position of the two edge edges mentioned, for example, the defined position with respect to the two further edge edges also results immediately.
- a centering gauge can further preferably be formed on a surface that runs obliquely to a horizontal. A perpendicular of the surface encloses an acute angle with a vertical. This means that the plate can rest in the centering gauge with the support of weight.
- the adhesive layer is preferably designed to be closed all around, at least in its outermost position. It is formed so close to the edge that there is no squeezing of adhesive beyond the edge even after the pressurization of the placed plate part, which is preferably carried out further.
- the surface areas that may not be completely covered with adhesive are preferably provided towards a central region of the surface.
- the adhesive layer can, especially in the hardened state, cover the area covered by the plate part on the concrete base to approximately 80% or 85% or more. Accordingly, even in the state of use of a concrete base provided with a plate part, adhesive-free areas with an area proportion of 20% or less can arise in the plane of the adhesive application.
- the adhesive layer in the hardened state and thus in the usual state of use of the concrete base provided with the plate part can have a thickness of less than 5 mm up to 0.5 mm, viewed perpendicular to the surface extent of the adhesive layer or the visible layer of the plate part.
- a range between 0.5 mm and 2 mm is preferred, more preferably between 1.0 mm and 1.5 mm. It may also be the case that the thickness varies across the surface that is bonded. There may be a smaller thickness at the edge than in a central area of the surface. This means that a certain degree of bowling of the ceramic plate can be taken into account if necessary.
- the thickness can vary depending on the surface quality of the concrete base, i.e.
- the adhesive layer can have a thickness of, for example, 4.8 mm in some areas, a thickness of, for example, only 2.3 or 3.4 mm in another area, and a thickness of, for example, 1.3 elsewhere or 4.5mm.
- thicknesses can even result that are zero or almost zero, especially in areas in which, due to the respective surface properties, the top of the base and the bottom of the plate part can partially lie directly against one another.
- the thickness of the adhesive layer can be zero or almost zero in areas in which neither adhesive has been applied to the top of the base nor in which adhesive has been distributed during the placement of the plate part, in which areas there are also adhesive-free cavities can result.
- the plate part can consist of a ceramic material, alternatively of a plastic material, such as a vinyl plastic or a PVC plastic.
- Plastic plate parts prove to be advantageous in that the covered area of the adhesive layer can be smaller compared to bonding ceramic plate parts. Due to the high stability of the plastic plate parts, even when laying the concrete base provided with them in the usual way, during which laying also involves hitting the plate part on the concrete base with a rubber hammer or similar, comparatively larger adhesive-free areas between the plate part and the concrete base do not lead to cracks in the plate part.
- the plate part is designed as a ceramic plate, it can have a structure on the underside, for example a rib-like structure or a cross-shaped rib structure.
- the assigned top side of the concrete base is preferably formed without molding this structure.
- due to the manufacturing process alone there is no or practically no negative structure on the facing concrete base top that is adapted to the possible structured underside of the plate part.
- the adhesive layer is preferably formed with such a thickness that the adapted negative structure does not result.
- a splitting tensile strength according to DIN EU 1339 between the concrete base and the plate part of approximately 4 N/mm 2 or greater can also preferably be provided.
- the splitting tensile strength can be up to approximately 7 N/mm 2 , more preferably approximately 6 N/mm 2 .
- the concrete base can already have a partial setting, while underlying areas of the concrete base are less or not yet set. Accordingly, a skin formation can occur on the upper side that receives the adhesive layer due to partial setting, so that a more stable, firmer base results for the adhesive and the attached panel part than with freshly formed concrete. This helps to avoid the undesired molding of a structuring that may be formed on the underside of the plate part in the concrete.
- the areas underneath the skin are bound at least to such an extent that the concrete base has sufficient stability for further processing, such as applying the adhesive layer and placing the plate part.
- the adhesive can, as preferred, be applied in a pasty, stable consistency.
- a gel-like adhesive may be present, which may only be distributed (if necessary evenly) on the top of the concrete base when the plate part is placed in place by the weight of the plate part acting here.
- the freshly applied adhesive preferably does not run.
- the plate part After the plate part has been placed, it can also be pressed against the concrete base.
- the plate part is loaded with a predetermined contact pressure towards the top of the concrete base provided with the adhesive layer in order to further increase the adhesive effect. This pressure can occur immediately after placing the plate part on the adhesive layer.
- the receiving plate with the concrete base and plate parts resting on it is preferably moved to a further station in which the pressing is carried out.
- the pressure can also be applied by, for example, driving over the top of the plate part using a pressure roller.
- the force applied here for pressing can, as preferred, be approximately 5,000 to 9,000 N/m 2 , more preferably between 7,000 and 8,000 N/m 2 , and more preferably approximately 7,500 N/m 2 .
- the pressing system used can, for example, apply a force of 120,000 to 160,000 N.
- the edge lengths of the concrete base, as well as the plate parts that are adhesively bonded to it, can be, for example, 400/800 mm, 800/800 mm, 600/600 mm or even 600/300 mm. Other, correspondingly smaller or even larger, dimensions or intermediate values are also possible in this regard.
- the holding device of the handling machine can be adapted in terms of its floor plan design to the floor plan design of the plate part to be picked up.
- the holding device is also preferably designed to be rectangular in the area of its holding surface which interacts with the plate part for holding purposes, although in this regard there may well be an excess of the mounting surface compared to the partial plate surface.
- the holding device is designed as a vacuum holding device.
- the automatic handling device can have a vacuum pump or the like that can be activated or deactivated or can be connected to one. Suction openings are provided in the holding surface of the holding device, via which a negative pressure can be achieved between the holding device and the plate part.
- the holding device can be released on the automatic handling machine and is horizontally displaceable relative to a support head of the handling machine and/or can be rotated about a vertical axis.
- the holding device can be fixed relative to the support head. For example, before or during the alignment of the holding device for centering adjustment, this determination is released.
- the possible linear displacement of the holding device relative to the support head can be a few millimeters from a basic position, for example up to 20 mm or more, for example up to 30 or 40 mm.
- a cross section through the automatic handling machine in which cross section the vertical axis is represented as a line, an angle of inclination of a contact plane of the holding device, on which the plate part comes to rest for transport, can be - starting from the basic position - relative to one transverse to the vertical axis running Level of the support head of a few degrees of angle, for example up to 5 degrees or more, for example up to 10 or 20 degrees.
- two opposing centering strips can be attached to or associated with the holding device.
- the holding device can be moved with the help of the centering strips, if the holding device is released within the automatic handling machine to allow movement, and if necessary also rotated in a horizontal plane.
- the centering strips are supported or fastened to the holding device with regard to a counterforce.
- the holding strips can overlap the associated edge of the concrete base like a finger or button.
- the centering strips can preferably be moved synchronously towards one another, so that when the displaceability and/or rotation is triggered by placing the centering strips on one or both edge sides of the concrete base, the alignment of the holding device together with the plate part can be carried out at the actual position of the concrete base. With support, for example, on an edge of the base, the holding device can be pulled into the correct centering position together with the plate part due to the synchronous inward movement of the centering strips.
- Two pairs of such centering strips are preferably provided, which are more preferably movable perpendicular to one another. Using these pairs of centering strips, all four edge sides of the concrete base can be detected or felt. A preferably motor-assisted movement of the respective centering strips of a pair towards one another leads to appropriate Edge side system for automatically centering the holding device with the held plate part.
- Such centering using mounting strips is also preferably carried out twice. A first time when the plate part is still held on the automatic handling machine by the described displacement of the holding device relative to the support head, i.e. together with the plate part and then a second time after the plate part is placed on the concrete base or the adhesive layer of the concrete base and that Plate part is detached from the holding device, but the holding strips are still in a corresponding height overlap with the concrete base.
- the ranges or value ranges or multiple ranges specified above and below also include all intermediate values, in particular in 1/10 increments of the respective dimension, and if necessary also dimensionless.
- the statement 400 g/m 2 to 1300 g/m 2 also includes the disclosure of 400.1 g/m 2 to 1300 g/m 2 , 400 g/m 2 to 1299.9 g/m 2 , 400.1 g/m 2 to 1299.9 g/m 2 etc., the disclosure of about 4 N/mm 2 also the disclosure of 4.1 N/mm 2 , or also 3.9 N/mm 2 , the disclosure of to to 7 N/mm 2 also the disclosure of up to 6.9 N/mm 2 etc.
- This disclosure can, on the one hand, be used to limit a specified range limit from below and/or above, but alternatively or in addition to the disclosure of one or more singular values from one serve the specified area.
- the plate part 1 is adhesively bonded to the concrete base 2 while sitting on it.
- the concrete base 2 has edge lengths which can essentially correspond to the edge lengths of the plate part 1 viewed in the same direction.
- edges of the edge sides 4 that run at right angles to one another in the floor plan and have an edge length a, which can correspond to the edge length b, for example (cf. Figure 16 ), or, according to the exemplary embodiment in Figure 18 , approximately 1.5 to 3 times, further for example approximately 2 times the edge length b.
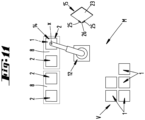
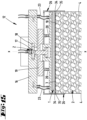
- the method first provides for the production of the concrete base 2, for which concrete is filled into a shaping mold 5 according to a predetermined concrete recipe.
- the filled concrete 6 is compacted using a knocking device 7, for example.
- a knocking device 7 for example.
- vibratory compaction or vibration compaction, and possibly also a hydraulic press for compaction can also be provided.
- the production of the concrete base 2 can, as preferred, be carried out on a movable receiving plate 8, in particular at a predetermined location/area on the receiving plate 8. After compacting the filled concrete 6 and preferably partial setting, the mold can be lifted off to expose the concrete base, for example (see dash-dotted position of the mold in Figure 1 ).
- the concrete base 2 which is partially set at least in the area of the top 3, is preferably fed to an adhesive application device 9 by means of the movable receiving plate 8.
- an adhesive layer 10 is applied to the top 3 of the concrete base 2.
- a silane-based or a silane-modified adhesive is preferably used.
- the adhesive application can be carried out according to the schematic representation in Figure 1 via a nozzle or the like, which, preferably secreting pasty adhesive, is moved over the top 3 (cf. Figure 1 , arrow r). It Several nozzles can be arranged next to one another transversely to the direction r. The nozzle preferably moves, for example in zigzag lines, in the direction transverse to the direction r, so that overall a meandering application of an adhesive bead can result (see Figure 2 ).
- the adhesive is preferably applied to the top 3 in such a way that it does not (initially) extend completely to the edge edges 35 of the edge sides 4.
- a circumferential edge 11 remains on the top side of the concrete base 2, which is (at least initially) free of adhesive. This is intended to prevent adhesive from oozing out of the adhesive plane outwards beyond the edge sides 4 of the concrete base 2 when the plate part 1 is placed.
- the edge 11 can, for example, be approximately half to a full width of an applied adhesive bead, i.e. before the plate part is placed.
- the adhesive is applied via a valve arranged, for example on a robot arm, with a distance c of, for example, approximately 5 mm up to approximately 10 or 20 mm being maintained in the edge region of the concrete base 2.
- the adhesive which is preferably applied in a meandering shape, can be applied continuously as a bead with a width e of, for example, approximately 5 to 10 mm, viewed transversely to the direction of travel (arrow r) of the nozzle of the adhesive application device 9, with a width e between two essentially parallel adhesive beads in the direction of the width e considered distance f can remain, which can essentially correspond to the width e of the adhesive bead or less.
- the adhesive layer 10 is obviously preferably formed as an adhesive bead, with essentially one edge edge of the plate part corresponding length.
- the adhesive beads preferably run parallel to one another over the entire surface and parallel to such an edge.
- the adhesive can also be applied in such a way that it is applied with a nozzle of the adhesive application device 9 assigned to a first edge side 4 starting at a starting point P1 and initially in the direction of a second edge side 4 running at right angles to the first edge side 4 by one Length a1 is moved to a point P2. Further, the nozzle is then moved, preferably without interruption, starting from the point P2 with a change in direction of essentially 90 ° parallel to the second edge 4 to a point P3, which is located near the edge side 4 opposite the first edge side 4 and from there again with a further essentially 90° change in direction, and preferably without interruption, to a point P4.
- the adhesive application can then be started again in the same way, starting from a point P5 on the first concrete base under consideration, whereby a point P6 can coincide with the point P1 and a point P7 can coincide with the point P4. But there can also be a distance remaining.
- the aim is to produce an adhesive layer that is closed at the edge at any rate at the end of the manufacturing process, preferably after the plate has been pressed onto the concrete base.
- Certain distances between, for example, points P6 and P4 etc. can also be accepted because this pressing results in a corresponding increase in the width of the adhesive beads.
- an increase in size of three to five times can occur.
- such an adhesive bead can have a width of 5 mm after the first application and can accordingly widen, for example, up to 20 mm when pressed.
- an arrangement can also be made which, with regard to the distance a1, ultimately results in a practically closed layer of adhesive over the entire surface of the concrete base after the plate has finally been pressed onto the concrete base.
- An edge distance between the points P1, P3, P5 and P7 etc. to the associated edge side 4 or the adhesive bead between the points P2 and P3 at a distance from the second edge side 4 is preferably chosen so that no adhesive is squeezed out even after the aforementioned pressing beyond the edge side 4.
- a geometric center line of such an adhesive bead is, for example, in Distance of 10 mm or more to the first or second edge side 4 is selected.
- Such an adhesive application can also be carried out simultaneously with several nozzles arranged in parallel.
- the plate parts 1 can be in the form of ceramic or plastic plate parts. These can be present in the area of an assembly station M for individual pickup by an automatic handling machine 12 as a supply V, possibly stacked (see schematic representation in Figure 3 ).
- such a plate part 1 is placed with its underside opposite the visible side 13 centered on the top 3 of the concrete base 2 provided with the adhesive layer 10.
- a correspondingly provided handling machine 12 can first have a holding device 14, by means of which a plate part 1 can be captured and transported by the supply V.
- the holding device 14 can have a floor plan area whose dimensions can be essentially adapted to the dimensions of the plate part 1 to be held.
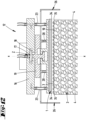
- the holding device 14 can, as further preferred, be designed in the form of a vacuum holding device, which is held on a support head 16 of the automatic handling machine 12 in a releasably displaceable manner.
- a substantially horizontal displaceability (double arrow g) and/or rotation about a vertical axis x (double arrow h) of the holding device 14 can be provided relative to the support head 16.
- This can further be achieved, for example, by a plate-shaped holding section 17 with a circular base area in a floor plan in which the vertical axis Figure 4 ).
- the holding device 14 is movably mounted on a support head for this purpose, initially, when picking up the plate part and transporting the plate part until the holding device is aligned above the concrete base, with the held plate part at a short distance from the top of the concrete base, rigidly connected to the support head .
- This for example, by bracing using a piston/cylinder arrangement Z, which can be actuated hydraulically or pneumatically, for example.
- This rigid tension is then preferably only released for displacement in the position mentioned, with the held plate at a short distance above the concrete base.
- the holding device 14 or the vacuum holding device can be displaceable in the axial direction relative to a holding head 19 rigidly connected to the holding section 18 (see double arrow k). This displaceability can also be achieved, if necessary, against the force of a spring 20 that provides a return to a basic axial alignment.
- the holding device 14 is preferably provided with a negative pressure area 21 which is directed opposite to the support head 16 and therefore usually downwards and is fluidly connected via preferably flexible connecting hoses 22 to a vacuum generator on the support head side or also externally, for example in the form of a piston pump or a blower stands.
- a plate part 1 is captured from the supply V and held on the holding device 14 in the negative pressure area 21 following a triggered application of negative pressure via the holding device 14.
- a centering platform 15 can be provided on which the plate part 1 is, preferably fundamentally, temporarily stored.
- the automatic handling device 12 moves the plate part 1, which may not be held centered on the holding device 14, to the centering platform 15 and places the plate part 1 on it while removing the negative pressure.
- the centering platform 15 has an inclined surface 23 which forms an acute angle alpha of, for example, approximately 30 to 45 degrees to a horizontal plane E (cf. Figure 9 ).
- the inclined surface 23 has a rectangular or square contour, with a tip 24, which represents the lowest point of the inclined surface 23. In the area of this tip 24, the inclined surface 23 is provided with edge boundaries 25.
- the plate part 1 is then transferred to the concrete base 2 by means of the handling machine 12 (see Figure 11 ).
- the handling device 14 is provided with centering strips 26 having contact fingers 27. Two pairs of centering strips 26 are preferably provided, with the centering strips 26 of a pair preferably being arranged opposite one another.
- At least the centering strips 26 of a pair are coupled to one another in terms of movement, so that a synchronized displacement of the strips can be achieved.
- Strips of a pair have, for example, toothed push rods 28, which can be moved synchronously linearly from the outside to the inside and vice versa via a common central drive 29.
- the further pair of strips can, for example, be driven linearly via handlebars 30 and a central, drivable actuating element 31 in the same way as the other pair, with their direction of displacement (double arrow m) being perpendicular to the direction of displacement (double arrow n) of the other pair of strips.
- the holding device 14 is preferably held in a central area, in which, for example, a drive axle 32 for the actuating drive of the centering strips 26 runs, so that the centering strips 26 can be displaced relative to the holding device 14.
- the holding device 14 is preferably initially in a basic orientation, for example according to Figure 10 held, which basic position can be further secured, for example, by a releasable detent or coupling.
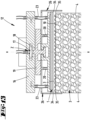
- the contact fingers 27 of the centering strips 26 are extended outwards in the corresponding position - viewed perpendicular to the vertical axis x the edge edges 35 of the top 3 are guided downwards, initially at a lateral distance from the edge sides 4 of the concrete base 2 (cf. Figure 12 ).
- the centering strips 26 are displaced synchronously towards one another, so that they are against the facing edge side 4 kick. If the concrete base 2 is not exactly aligned and positioned on the receiving plate 8 - with reference to a pair of centering strips - initially only one centering strip 26 can possibly be used as shown in Figure 13 step against the edge side 4 facing it, while the opposite centering bar 26 is still at a distance from the edge side 4 facing it.
- the holding device 14 pulls together with the opposite centering bar 26 in the direction of the attached bar until the initially still free centering bar 26 also comes into contact with the facing edge side 4 of the Concrete base 2 occurs (cf. Figure 14 ).
- the holding device 14 is offset with its holding section 17 in the holding receptacle 18 of the support head 16.
- the holding device 16 and thus the plate part 1 held centered on it is now aligned centered on the concrete base, so that by further lowering the holding device 14 or the entire automatic handling machine 12, the plate part 1 can be placed on the adhesive layer 10 after the negative pressure has been removed (cf. Figure 15 ).
- the adhesive layer 10 can possibly be evened out solely by the weight of the plate part 1.
- the adhesive can then optionally extend to the respective edge 34, 35 of the concrete base 2 or the plate part 1, as shown schematically in Figure 17 is shown.
- the adhesive layer 10 is shown in an exaggerated manner.
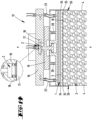
- centering strips 26 are then, when the plate part 1 has been released from the holding device 16 and is already resting on the concrete base, still overlapping the edge sides 4 of the concrete base 2 in the height direction and can then be relative to the placed plate part 1 a second time by a corresponding repeat procedure center to the concrete base 2 using an appropriate procedure.
- a favorable adhesive setting is achieved in a preferred embodiment in that the adhesive application, as well as the placement of the plate part 1, is carried out when the concrete base 2 has not yet completely set. Accordingly, when the adhesive layer 10 is applied, the concrete base 2 still has a moisture content that favorably supports the reaction properties of the applied, silane-based adhesive.
- the adhesive connection between the plate part 1 and the concrete base 2 can also be supported by a pressing process.
- a stamp 33 acts flatly on the visible side 13 of the plate part 1, so that while supporting the concrete base 2, for example on the receiving plate 8, a contact pressure F acts on the adhesive bond, preferably perpendicular to the surface extent of the visible side 13.
- the force can also be achieved using the automatic handling machine 12, and if necessary under the influence of the holding device 14.
- the composite of plate part 1 and concrete base 2 can be fed to a drying device, for example a drying chamber.
- a number A of ten or more concrete bases 2 provided with plate parts 1 can be produced in series (also, but not exclusively) using an automatic handling machine 12, taken directly from a successive production, in which the edge edges 34 of the centered plate part 1 with a circumferentially the same or the same distance p viewed at right angles to the edge sides 4 and / or aligned with the edge edges 35 of the concrete base 2, the possible distance p preferably not exceeding two millimeters (see also the highly enlarged magnifying glass illustrations in Figure 19 ).
- so much adhesive is preferably applied to the top 3 of the concrete base 2 that in the hardened adhesive bond of the concrete base 2 and plate part 1, the area covered by the plate part 1 on the top 3 is covered by 80% or more, with the thickness d the adhesive layer 10 in the hardened adhesive bond can be 5 mm or less, depending on the surface properties of the concrete base top 3 in particular, but also the underside of the panel part, up to zero millimeters.
- a centering element 36 may be provided in the support head 16, which can cooperate with a centering recess 37 in the holding device 14.
- the centering element 36 which can be wedge-shaped on the front side as shown, associated with the support head 16, can be moved, for example by an electric motor or by a piston / cylinder arrangement 38, in such a way that it is in the Centering recess 37 of the holding device 14 retracts and thereby centers the holding device 14 back into a starting position relative to the support head 16.
- a plate part 1 which is characterized in that the concrete base 2 has a density of 0.8 kg/dm 3 or more, with the adhesive layer 10 having an amount of 400g/m 2 or more, up to 1300 g/m 2 , and wherein the adhesive is further silane modified.
- a plate part 1 which is characterized in that the adhesive layer 10 covers the area covered by the plate part 1 on the concrete base 2 by 80% or more.
- a plate part 1 which is characterized in that the plate part 1 consists of a ceramic material or a plastic material.
- a plate part 1 which is characterized in that the plate part 1, which has a rectangular or square plan, sits centered on the concrete base 2, which is rectangular or square in plan, in such a way that, in a plan view, the edge edges 34, 35 of the plate part are aligned all around 1 and the concrete base 2 is given or an alignment with a circumferentially the same distance p of the edge edges 34, 35, the edge edges 34 of the plate part 1 being set back relative to the edge edges 35 of the concrete base 2.
- a number A which is characterized in that the plate part 1 is centered relative to the concrete base 2 in such a way that in all of the above-mentioned mass-produced concrete bases 2 with adhesively connected plate parts 1 sitting on them, there is a rectangular distance p between the edge edges 34, 35 of the plate parts 1 and the concrete base does not exceed 2 2/10 mm.
- a number A which is characterized in that the number A of the plate parts 1 and concrete base 2 is taken from production that took place directly one after the other.
- a method which is characterized in that two opposite centering strips 26 are attached to the holding device 14, which can be moved towards one another and thereby the alignment of the plate part by resting on one or both edge sides 4 of the concrete base 2 when the displaceability and / or rotation is triggered 1 at the actual position of the concrete base 2.
- the invention also relates to designs in which individual features mentioned in the above description are not implemented, in particular to the extent that they are clearly dispensable for the respective intended use or can be replaced by other technically equivalent means.
- List of reference symbols 1 Ceramic plate 29 drive 2 Concrete base 30 Handlebars 3 Top 31 Control element 4 edge side 32 Drive axle 5 shape 33 Rubber stamp 6 concrete 34 edge edge 7 Knocking device 35 edge edge 8th Recording plate 36 Centering element 9 Adhesive application device 37 Centering recess 10 adhesive layer 38 Piston/cylinder arrangement 11 edge 12 Automatic handling machine a Edge length 13 visible side b Edge length 14 Holding device c Distance 15 Centering platform d thickness 16 carrying head e Width 17 Bracket section f Distance 18 Bracket mount G Double arrow 19 Bracket head H Double arrow 20 Feather k Double arrow 21 Negative pressure area m Double arrow 22 Hose n Double arrow 23 inclined surface p Distance 24 Great r Arrow 25 Margin border 26 Centering bar A Number 27 investment finger E Horizontal plane 28 push rod F contact force Ka Final adhesive
Landscapes
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Adhesives Or Adhesive Processes (AREA)
Abstract
Die Erfindung betrifft ein auf einem verdichteten Betonsockel (2) klebeverbunden aufsitzendes Plattenteil (1). Um eine vorteilhaftes, auf einem Betonsockel aufsitzendes, mit diesem klebeverbundenes Plattenteil anzugeben, wird vorgeschlagen, dass der Betonsockel (2) eine Dichte von 0,8 kg/dm<sup>3</sup> oder mehr aufweist, wobei die Klebstofflage (10) eine Menge von 400g/m<sup>2</sup> oder mehr, bis hin zu 1300 g/m<sup>2</sup>, aufweist und wobei weiter der Klebstoff silanmodifiziert ist. Weiter betrifft die Erfindung eine Anzahl (A) von zehn oder mehr serienmäßig hergestellten Betonsockeln (2) mit darauf aufsitzenden, klebeverbundenen Plattenteilen (1). Zudem betrifft die Erfindung ein Verfahren zur Herstellung eines mit einem Plattenteil (1) klebeverbundenen Betonsockels (2), wobei zunächst der Betonsockel (2) mit einer Oberseite (3), einer Unterseite und Randseiten (4) hergestellt wird, sodann auf die Oberseite (3) des Betonsockels (2) Klebstoff aufgebracht wird und hiernach das Plattenteil (1) zentriert auf den Betonsockel (2) aufgesetzt wird, wobei eine individuelle Zentrierung jedes Plattenteils (1) an jedem Betonsockel (2) vorgenommen wird.The invention relates to a plate part (1) which is adhesively bonded to a compacted concrete base (2). In order to provide an advantageous plate part that sits on a concrete base and is adhesively bonded to it, it is proposed that the concrete base (2) has a density of 0.8 kg/dm<sup>3</sup> or more, with the adhesive layer (10 ) has an amount of 400g/m<sup>2</sup> or more, up to 1300 g/m<sup>2</sup>, and the adhesive is further silane modified. The invention further relates to a number (A) of ten or more mass-produced concrete bases (2) with adhesively bonded plate parts (1) sitting thereon. The invention also relates to a method for producing a concrete base (2) which is adhesively bonded to a plate part (1), wherein the concrete base (2) is first produced with an upper side (3), an underside and edge sides (4), then on the upper side ( 3) adhesive is applied to the concrete base (2) and then the plate part (1) is placed centered on the concrete base (2), with each plate part (1) being individually centered on each concrete base (2).
Description
Die Erfindung betrifft zunächst ein auf einem verdichteten Betonsockel klebeverbunden aufsitzendes Plattenteil.The invention initially relates to a plate part that is adhesively bonded to a compacted concrete base.
Weiter betrifft die Erfindung eine Anzahl von zehn oder mehr serienmäßig hergestellten Betonsockeln mit darauf aufsitzenden, klebeverbundenen Plattenteilen.The invention further relates to a number of ten or more mass-produced concrete bases with adhesively bonded plate parts sitting on them.
Auch betrifft die Erfindung ein Verfahren zur Herstellung eines mit einem Plattenteil klebeverbundenen Betonsockels, wobei zunächst der Betonsockel mit einer Oberseite, einer Unterseite und Randseiten hergestellt wird, sodann auf die Oberseite des Betonsockels Klebstoff aufgebracht wird und hiernach das Plattenteil zentriert auf den Betonsockel aufgesetzt wird, wobei eine individuelle Zentrierung jedes Plattenteils an jedem Betonsockel vorgenommen wird.The invention also relates to a method for producing a concrete base that is adhesively bonded to a plate part, wherein the concrete base is first produced with a top, a bottom and edge sides, then adhesive is applied to the top of the concrete base and the plate part is then placed centered on the concrete base, whereby each plate part is individually centered on each concrete base.
Plattenteile, insbesondere solche, die klebeverbunden auf einem Betonsockel aufsitzen, sind bekannt. Diese finden beispielsweise Verwendung bei der Erstellung von Terrassenböden oder dergleichen. Das Plattenteil bildet hierbei die sichtbare und entsprechend begehbare oder befahrbare Oberfläche, beispielsweise Terrassenfläche.Plate parts, especially those that are adhesively bonded to a concrete base, are known. These are used, for example, in the creation of terrace floors or the like. The plate part forms the visible and correspondingly walkable or drivable surface, for example a terrace area.
Bekannt ist in diesem Zusammenhang eine auf einem verdichteten Betonsockel klebeverbunden aufsitzende Keramikplatte sowie ein Verfahren zur Herstellung, bei welchem die Keramikplatte mit dem Betonsockel klebeverbunden wird, beispielsweise aus der
Im Hinblick auf den vorbeschriebenen Stand der Technik stellt sich der Erfindung die Aufgabe, ein vorteilhaftes, auf einem Betonsockel aufsitzendes, mit diesem klebeverbundenes Plattenteil anzugeben und auch ein vorteilhaftes Herstellungsverfahren für den Verbund eines Plattenteils mit einem Betonsockel. Darüber hinaus stellt sich die Aufgabe, eine fertigungstechnisch günstige Herstellung einer serienmäßigen Anzahl von zehn oder mehr Betonsockeln mit darauf aufsitzenden, klebeverbundenen Plattenteilen anzugeben.With regard to the prior art described above, the invention has the task of providing an advantageous plate part that rests on a concrete base and is adhesively bonded to it and also an advantageous manufacturing method for the connection of a plate part with a concrete base. In addition, there is the task of specifying a production-technically favorable production of a series number of ten or more concrete bases with adhesively bonded plate parts sitting on them.
Eine mögliche Lösung der Aufgabe ist nach einem ersten Erfindungsgedanken bei einem Betonsockel mit einem klebeverbundenen Plattenteil gegeben, bei welchem darauf abgestellt ist, dass der Betonsockel eine Dichte von 0,8 kg/dm3 oder mehr aufweist, wobei die Klebstofflage eine Menge von 400 g/m2 oder mehr, beispielsweise bis hin zu 1300 g/m2, aufweist und wobei der Klebstoff silanmodifiziert ist.A possible solution to the problem is, according to a first inventive concept, a concrete base with an adhesively bonded plate part, in which it is intended that the concrete base has a density of 0.8 kg/dm 3 or more, with the adhesive layer having an amount of 400 g /m 2 or more, for example up to 1300 g/m 2 , and the adhesive is silane-modified.
Es handelt sich um einen automatisiert hergestellten verdichteten Betonsockel mit Plattenteil, wobei die automatisierte Herstellung beginnt mit der Herstellung des Betonsockels als solchem und endet mit dem letztlichen Aufbringen des Plattenteils und gegebenenfalls Andrücken des Plattenteils. Der verdichtete Betonsockel mit dem Plattenteil kann ohne einen individuellen Arbeitsgang, der von menschlicher Hand oder individuell gesteuert durchzuführen wäre, hergestellt werden. Eine mögliche Herstellung ist nachstehend auch noch in weiterer Einzelheit erläutert.It is an automatically produced compacted concrete base with a plate part, whereby the automated production begins with the production of the concrete base as such and ends with the final application of the plate part and, if necessary, pressing the plate part. The Compacted concrete base with the plate part can be produced without an individual operation that would have to be carried out by human hands or individually controlled. A possible production is explained in further detail below.
Hinsichtlich der Herstellung einer Anzahl von zehn oder mehr Betonsockeln mit Plattenteilen wird zur Lösung der Aufgabe vorgeschlagen, dass das Plattenteil relativ zu dem Betonsockel derart zentriert ist, dass bei allen genannten serienmäßig hergestellten Betonsockeln mit darauf aufsitzenden, klebeverbundenen Plattenteilen ein rechtwinkliger Abstand zwischen den Randkanten der Plattenteile und der Betonsockel 2/10 mm nicht übersteigt.With regard to the production of a number of ten or more concrete bases with plate parts, it is proposed to solve the problem that the plate part is centered relative to the concrete base in such a way that in all of the above-mentioned mass-produced concrete bases with adhesively bonded plate parts resting on them, there is a right-angled distance between the edge edges of the Plate parts and the concrete base does not exceed 2/10 mm.
Auch hierbei handelt es sich, in gleicher Weise wie vorstehend im Hinblick auf einen mit einem Plattenteil klebeverbundenen Betonsockel erläutert, um ein automatisches Herstellungsverfahren ohne Eingriff eines Menschen im Hinblick auf einen individualisierten Arbeitsvorgang.This, too, is, in the same way as explained above with regard to a concrete base adhesively bonded to a plate part, an automatic manufacturing process without human intervention with regard to an individualized work process.
Verfahrensmäßig ist die Aufgabe gemäß einem weiteren Erfindungsgedanken dadurch gelöst, dass das Plattenteil mit einem Handhabungsautomaten erfasst wird, derart, dass eine zentrierte Ausrichtung des Plattenteils zu einer Halterungsvorrichtung des Handhabungsautomaten erreicht ist, dass der Betonsockel auf einer verfahrbaren Aufnahmeplatte an einem vorbestimmten Ort der Aufnahmeplatte gebildet wird, dass die Aufnahmeplatte mit dem Betonsockel in eine Montagestellung verfahren wird, in welcher das Plattenteil auf den Betonsockel aufgesetzt wird, und dass weiter die Halterungsvorrichtung des Handhabungsautomaten vor dem Aufsetzen des Plattenteils an der tatsächlichen Position des jeweiligen Betonsockels ausgerichtet wird.In terms of method, the object is achieved according to a further inventive idea in that the plate part is detected with an automatic handling machine, such that a centered alignment of the plate part to a holding device of the handling machine is achieved, so that the concrete base is formed on a movable receiving plate at a predetermined location on the receiving plate is that the receiving plate with the concrete base is moved into an assembly position in which the plate part is placed on the concrete base, and that further the holding device of the handling machine is aligned with the actual position of the respective concrete base before placing the plate part.
Auch hierbei handelt es sich, in gleicher Weise wie vorstehend im Hinblick auf einen mit einem Plattenteil klebeverbundenen Betonsockel erläutert, um ein automatisches Herstellungsverfahren ohne Eingriff eines Menschen im Hinblick auf einen individualisierten Arbeitsvorgang.This, too, is, in the same way as explained above with regard to a concrete base adhesively bonded to a plate part, an automatic manufacturing process without human intervention with regard to an individualized work process.
Der Betonsockel mit klebeverbundenem Plattenteil in einer der hier auch in weiterer Einzelheit beschriebenen Ausführungsformen und/oder die Anzahl von zehn oder mehr Betonsockeln mit Plattenteilen in einer der hier beschriebenen Ausführungsformen kann insbesondere unter Zuhilfenahme eines Verfahrens zur Herstellung eines mit einem Plattenteil klebeverbundenen Betonsockels in einer der hier beschriebenen Ausgestaltungen hergestellt sein.The concrete base with an adhesively bonded plate part in one of the embodiments described here in further detail and/or the number of ten or more concrete bases with plate parts in one of the embodiments described here can be achieved in particular with the aid of a method for producing a concrete base that is adhesively bonded to a plate part in one of the be manufactured in the configurations described here.
Bei dem verwendeten Klebstoff kann es sich entsprechend um einen sogenannten SMP- oder MS-Polymer-Klebstoff handeln, welcher im Wesentlichen als Grundstoff ein silanmodifiziertes Polymer aufweist. Dabei handelt es sich weiter bevorzugt um einen Einkomponenten-Klebstoff, wobei die eingesetzten Polymere zumeist aus einem Polyether mit silanisierten Endgruppen bestehen.The adhesive used can accordingly be a so-called SMP or MS polymer adhesive, which essentially has a silane-modified polymer as the base material. This is more preferably a one-component adhesive, with the polymers used mostly consisting of a polyether with silanized end groups.
Dabei handelt es sich weiter um einen Butadien- und / oder Polyurethan-freien Klebstoff mit einer relativen Dichte von beispielsweise etwa 1,4 bis 1,75 g/cm3, weiter bevorzugt etwa 1,5 bis 1,65 kg/cm3, und einer möglichen Zugfestigkeit nach ISO 37 im ausgehärteten Zustand von beispielsweise etwa 2 bis 3,5 MPa (beziehungsweise N/mm2), weiter bevorzugt etwa 2,5 MPa (beziehungsweise N/m2).This is also a butadiene- and/or polyurethane-free adhesive with a relative density of, for example, about 1.4 to 1.75 g/cm 3 , more preferably about 1.5 to 1.65 kg/cm 3 , and a possible tensile strength according to ISO 37 in the hardened state of, for example, approximately 2 to 3.5 MPa (or N/mm 2 ), more preferably approximately 2.5 MPa (or N/m 2 ).
Silanbasierte oder silanmodifizierte Klebstoffe weisen eine hohe Temperaturbeständigkeit von -40C° bis zu 120C° und eine gute Haftung sowohl auf glatten als auch auf porösen Oberflächen auf.Silane-based or silane-modified adhesives have high temperature resistance from -40C° to 120C° and good adhesion to both smooth and porous surfaces.
In einer möglichen Ausgestaltung ist eine Klebstoff-Rezeptur vorgesehen, die sich im Wesentlichen wie folgt zusammensetzen kann (in Gew-% - bevorzugte Werte/Wertebereiche in Klammern):
Der Betonsockel liegt bevorzugt mit einer vergleichsweise hohen Dichte vor. Diese beträgt bevorzugt mehr als 0,8 kg/dm3 bis hin zu beispielsweise 2,7 kg/dm3 oder mehr, weiter bevorzugt etwa 0,8 bis 2 kg/dm3 bei sogenannten Leichtbetonen und etwa 2,6 kg/dm3 oder mehr bei sogenannten Schwerbetonen, wobei die hierbei gegebene hohe Dichte durch Verwendung einer relativ schweren Gesteinskörnung, wie beispielsweise bestehend aus oder zumindest einen wesentlichen Anteil enthaltend von Magnetit, Eisenerz, Schwerspat oder Baryt, erreicht sein kann. Auch ist diesbezüglich ein sogenannter Normalbeton mit einer Dichte von etwa 2 bis 2,6 kg/dm3 möglich.The concrete base is preferably present with a comparatively high density. This is preferably more than 0.8 kg/dm 3 up to, for example, 2.7 kg/dm 3 or more, more preferably about 0.8 to 2 kg/dm 3 for so-called lightweight concretes and about 2.6 kg/dm 3 or more in the case of so-called heavy concretes, whereby the high density achieved here can be achieved by using a relatively heavy aggregate, such as, for example, consisting of or containing at least a significant proportion of magnetite, iron ore, barite or barite. In this regard, a so-called normal concrete with a density of approximately 2 to 2.6 kg/dm 3 is also possible.
Die Verdichtung kann beispielsweise durch eine Klopfeinrichtung erreicht sein. Alternativ kann auch eine Rütteleinrichtung oder eine Vibrationsverdichtung vorgesehen sein.The compression can be achieved, for example, by a knocking device. Alternatively, a shaking device or vibration compaction can also be provided.
Grundsätzlich kann der verwendete Beton ein geschlossenporiger Beton sein. Alternativ kann auch ein offenporiger Beton Verwendung finden, so dass der hergestellte Betonsockel eine gewisse Porosität aufweisen kann.In principle, the concrete used can be closed-pored concrete. Alternatively, an open-pored concrete can also be used, so that the concrete base produced can have a certain porosity.
In einer möglichen Ausgestaltung ist eine Betonrezeptur vorgesehen, die sich allein bzgl. der Feststoffanteile wie folgt zusammensetzen kann (in Massenprozent (M-%) - bevorzugte Werte/Wertebereiche in Klammern):
Die bevorzugte Klebstoffmenge von 400 g/m2 oder mehr bezieht sich bevorzugt auf den Moment des Klebstoffauftrags, d.h. unter Nichtberücksichtigung einer gegebenenfalls hiernach, auch im Zuge des Trocknungsvorganges, einsetzenden Gewichtsminderung, etwa durch Dampfdiffusion. In vorteilhafter Weise ist durch die Verwendung eines silanmodifizierten Klebstoffs eine Volumenveränderung nach Aushärtung von bevorzugt weniger als 3% festzustellen.The preferred amount of adhesive of 400 g/m 2 or more preferably refers to the moment of adhesive application, ie without taking into account any weight reduction that may occur afterwards, including in the course of the drying process, for example due to vapor diffusion. Advantageously, by using a silane-modified adhesive, a change in volume after curing of preferably less than 3% can be determined.
Hinsichtlich des Wasserzementwertes kann auch eine über Vorstehendes hinausgehende Bandbreite gegeben sein. Der untere Wert kann auch beispielsweise bis zu 0,25 reichen und der obere Wert bis hin zu 0,65.With regard to the water-cement value, there may also be a range that goes beyond the above. The lower value can also range, for example, up to 0.25 and the upper value up to 0.65.
Im Zuge der Herstellung weist der zunächst erstellte Betonsockel im Moment des Aufbringens der Klebstofflage bevorzugt noch einen Feuchtegehalt von 3,4 M-% (Massenprozent) oder mehr bis hin zu 4,0 M-% auf. Die entsprechend noch gegebene (Rest-) Feuchte des Betons trägt in vorteilhafter Weise zur günstigen Abbindung der Klebstofflage bei. Die Aushärtung eines silanmodifizierten Klebstoffs, wie dieser erfindungsgemäß zur Anwendung kommt, wird durch die bevorzugt vorliegende Feuchtigkeit, unter Freisetzung von Alkohol (Methanol), in positiver Weise unterstützt.During the course of production, the initially created concrete base preferably still has a moisture content at the moment the adhesive layer is applied from 3.4 M% (mass percent) or more up to 4.0 M%. The corresponding (residual) moisture in the concrete contributes in an advantageous manner to the favorable setting of the adhesive layer. The curing of a silane-modified adhesive, as used according to the invention, is positively supported by the moisture present, with the release of alcohol (methanol).
Es ist verfahrensmäßig eine unmittelbare, den genannten Feuchtegehalt allein durch die zuvor erfolgte Herstellung des Betonsockels erreichen lassende Aufeinanderfolge der Herstellungsschritte "Herstellen des Betonsockels", "Aufbringen des Klebstoffes auf den Betonsockel" und "Aufsetzen des Plattenteils" bevorzugt. Alternativ oder ergänzend kann auch eine Befeuchtung an der entsprechenden Oberfläche des Betonsockels vor dem Aufbringen des Klebstoffes vorgesehen sein. Die Befeuchtung kann beispielsweise mittels Besprühens mit Wasser erfolgen.From a procedural point of view, an immediate sequence of the manufacturing steps "manufacture of the concrete base", "application of the adhesive to the concrete base" and "placement of the plate part" is preferred, which allows the moisture content mentioned to be achieved solely through the previous production of the concrete base. Alternatively or additionally, moistening can also be provided on the corresponding surface of the concrete base before the adhesive is applied. Humidification can be done, for example, by spraying with water.
Die Erstellung des Betonsockels ist zunächst unabhängig von dem Plattenteil vornehmbar, kann entsprechend in einem üblichen Herstellungsprozess, wie dies beispielsweise bei Pflastersteinen oder dergleichen bekannt ist, erfolgen. Auf einer Oberseite des Betonsockels wird die Klebstofflage aufgebracht, insbesondere mit einer Menge von etwa 400 g/m2 oder mehr, weiter beispielsweise bis hin zu 1300 g/m2, weiter bevorzugt 500 bis 1200 g/m2, im Moment des Auftrages.The creation of the concrete base can initially be carried out independently of the plate part and can accordingly be carried out in a usual manufacturing process, as is known, for example, for paving stones or the like. The adhesive layer is applied to an upper side of the concrete base, in particular with an amount of approximately 400 g/m 2 or more, for example up to 1300 g/m 2 , more preferably 500 to 1200 g/m 2 , at the moment of application.
Der Betonsockel ist bevorzugt ein kubischer Körper, mit einer rechteckigen Grundfläche. Bevorzugt sind Betonsockel, die entsprechende Langund Schmalseiten aufweisen. Es kann sich aber auch um eine quadratische Grundfläche handeln. Weiter weist der Betonsockel eine maßlich mit der Grundfläche im Wesentlichen übereinstimmende und in der Draufsicht im Wesentlichen deckungsgleiche Oberseite auf. Weiter weist der Betonsockel die Grundfläche und die Oberseite verbindende Randflächen auf. Im Hinblick auf die angegebene im Wesentlichen Übereinstimmung können an den Randflächen auch Abstandsvorsprünge ausgebildet sein. Die Randflächen sind als im Wesentlichen senkrechte Flächen gebildet. Eine Höhe der Randflächen, die umlaufend bevorzugt dieselbe ist, ist weiter bevorzugt 1/20 bis 1/10 der Länge einer Randkante der Grundfläche beziehungsweise der Oberseite. Die Grundfläche weist entsprechend vier Längskanten auf.The concrete base is preferably a cubic body with a rectangular base. Concrete bases that have corresponding long and narrow sides are preferred. But it can also be a square base area. Furthermore, the concrete base has a dimension which essentially corresponds to the base area and essentially in plan view congruent top side. The concrete base also has the base area and the edge surfaces connecting the top. With regard to the specified substantial correspondence, spacing projections can also be formed on the edge surfaces. The edge surfaces are formed as essentially vertical surfaces. A height of the edge surfaces, which is preferably the same all around, is more preferably 1/20 to 1/10 of the length of an edge of the base surface or the top. The base area has four longitudinal edges.
Der Klebstoffauftrag kann raupenartig erfolgen, wobei im Moment des Auftrags zwischen den Raupen in einer Richtung quer zur Raupen-Längserstreckung ein Abstand eingehalten sein kann. Weiter kann insgesamt auf der Betonsockel-Oberfläche der Klebstoff mäander-raupenförmig aufgetragen werden. Bevorzugt ist eine jedenfalls umfangsmäßig, zugeordnet den Randseiten, geschlossene Klebstofflage, zumindest dann, wenn letztlich das Plattenteil aufgebracht und gegebenenfalls nochmals angedrückt ist. Hierbei kann auch einem Auftrag von jeweils einer einzelnen linearen Kleberaupe, die zugeordnet einer Randseite an ihrem Anfang und ihrem Ende eine randseitenparallele Abwinklung aufweist, ausgegangen werden und durch das gemeinsame oder nachfolgende Auftragen mehrerer derartiger Klebstoffraupen die geschlossene Form erreicht werden.The adhesive application can be carried out in a caterpillar manner, whereby at the moment of application a distance can be maintained between the caterpillars in a direction transverse to the longitudinal extent of the caterpillars. Furthermore, the adhesive can be applied in a meandering bead shape to the surface of the concrete base. An adhesive layer that is closed at least circumferentially, assigned to the edge sides, is preferred, at least when the plate part is ultimately applied and, if necessary, pressed on again. In this case, an application of a single linear adhesive bead, which has an edge-parallel bend at its beginning and end associated with an edge side, can also be assumed, and the closed shape can be achieved by applying several such adhesive beads together or subsequently.
Das Plattenteil ist bei der Herstellung einer Anzahl von zehn oder mehr, weiter beispielsweise bis hin zu zwanzig oder fünfzig oder mehr, Betonsockeln mit darauf aufsitzenden und klebeverbundenen Plattenteilen bei allen hergestellten Betonsockeln derselben Anzahl so angeordnet und ausgerichtet, dass sich insgesamt ein gleichmäßiges Verlegebild der mit den Plattenteilen versehenen Betonsockel dieser Anzahl erreichen lässt.When producing a number of ten or more, for example up to twenty or fifty or more, concrete bases with plate parts sitting on them and adhesively connected to them, the plate part is arranged and aligned for all concrete bases of the same number produced in such a way that overall there is a uniform laying pattern Concrete base provided with the plate parts can achieve this number.
Dabei ist auch durch das vorgeschlagene Herstellungsverfahren erreicht, dass die Randkanten der Plattenteile bei im Wesentlichen paralleler Ausrichtung zu den Randkanten des jeweils zugordneten Betonsockels in einem rechtwinklig zum Verlauf der Randkanten betrachteten Abstand von höchstens 2/10 mm zu den Betonsockel-Randkanten verlaufen. Dieser Maximal-Abstand ist bei allen mit Plattenteilen versehenen Betonsockeln dieser gewählten Anzahl eingehalten.The proposed manufacturing method also ensures that the edge edges of the plate parts, when aligned essentially parallel to the edge edges of the respectively assigned concrete base, run at a distance of at most 2/10 mm from the concrete base edge edges, viewed at right angles to the course of the edge edges. This maximum distance is maintained for all concrete bases of this selected number provided with plate parts.
Bevorzugt ist diesbezüglich ein Abstand von weniger als 2/10 mm, weiter bevorzugt von weniger als 1,5/10 oder weniger als 1/10 mm.In this regard, a distance of less than 2/10 mm is preferred, more preferably less than 1.5/10 or less than 1/10 mm.
Dabei ist die Randkante des Betonsockels grundsätzlich nach außen zu der Randkante des Plattenteils beabstandet, so dass das Plattenteil nicht über die Sockel-Randkante überstehen kann.The edge of the concrete base is generally spaced outwards from the edge of the plate part, so that the plate part cannot protrude beyond the edge of the base.
Zur Herstellung kann ein Handhabungsautomat, beispielsweise ein Industrieroboter, zur Anwendung kommen, mittels welchem insbesondere eine individuelle Zentrierung und Anordnung eines jeden Plattenteils auf dem zugeordneten Betonsockel erreichbar ist.An automatic handling device, for example an industrial robot, can be used for production, by means of which individual centering and arrangement of each plate part on the assigned concrete base can be achieved.
Der Betonsockel kann, wie bevorzugt, auf einer verfahrbaren Aufnahmeplatte und an einem vorbestimmten Ort auf der Aufnahmeplatte hergestellt (gegossen und verdichtet) werden. Nach Herstellung des Betonsockels kann dieser mittels der Aufnahmeplatte in eine Position verbracht werden, in welcher nach Auftrag der Klebestofflage unter Nutzung des Handhabungsautomaten das zugehörige Plattenteil aufgesetzt werden kann.The concrete base can, as preferred, be produced (cast and compacted) on a movable receiving plate and at a predetermined location on the receiving plate. After the concrete base has been manufactured, it can be moved using the receiving plate into a position in which the associated plate part can be placed after applying the adhesive layer using the automatic handling machine.
Die Aufnahmeplatte hat eine für den Handhabungsautomaten bekannte Größe. Sie hat weiter bevorzugt einen rechteckigen Grundriss. Die Aufnahmeplatte wird weiter auf einem vorgegebenen und dem Handhabungsautomaten auch bekannten Weg verfahren. Es kann ein Verfahren auf Schienen vorliegen oder entlang einer genauen, bevorzugt linearen Führung. Die Aufnahmeplatte wird zur Aufbringung des Plattenteils auf einen Betonsockel an einer vorbestimmten Stelle eines Verfahrweges angehalten. Auf eine Aufnahmeplatte sind bevorzugt mehrere, beispielsweise zwei, vier, sechs oder mehr, Betonsockel aufgebracht. Wenn auch die Betonsockel auf der Aufnahmeplatte auf grundsätzlich vorgegebenen Flächen gebildet werden, kann sich doch eine Lagedifferenz zu der vom Handhabungsautomaten erwarteten Lage eines Betonsockels ergeben, die durch verschiedene Ursachen bedingt sein kann. Einerseits kann die Aufnahmeplatte nicht exakt an dem vorbestimmten Ort gestoppt sein, andererseits kann beispielsweise bei der Bildung des Betonsockels eine leichte Relativverschiebung zu der Aufnahmeplatte eingetreten sein. Hieraus ergibt sich das Bedürfnis, gleichwohl zu einer zentrierten Ausrichtung des Plattenteils relativ zu dem Betonsockel in jedem Einzelfall zu kommen.The receiving plate has a known size for the automatic handling machine. It also preferably has a rectangular floor plan. The recording plate will continue to be moved along a predetermined path that is also known to the handling machine. It can be a process on rails or along a precise, preferably linear guide. The receiving plate is stopped at a predetermined point on a travel path in order to apply the plate part to a concrete base. Several, for example two, four, six or more, concrete bases are preferably applied to a receiving plate. Even if the concrete bases on the receiving plate are formed on basically predetermined surfaces, there can still be a difference in position from the position of a concrete base expected by the handling machine, which can be caused by various reasons. On the one hand, the receiving plate may not be stopped exactly at the predetermined location; on the other hand, for example, a slight relative displacement to the receiving plate may have occurred during the formation of the concrete base. This results in the need to achieve a centered alignment of the plate part relative to the concrete base in each individual case.
Der Handhabungsautomat weist in vorteilhafter Weise eine Halterungsvorrichtung auf, die bevorzugt zusammen mit dem daran gehaltenen und aufzusetzenden Plattenteil relativ zu dem Handhabungsautomaten als solchen ausrichtbar ist, womit eine individuelle und exakte Ausrichtung des Plattenteils zu dem Betonsockel erreichbar ist. Selbst in dem Fall, dass beispielsweise der Betonsockel nicht exakt auf der Aufnahmeplatte positioniert ist, so beispielsweise gegenüber einer Sollposition um wenige Millimeter verschoben und / oder um wenige Winkelgrade um eine Vertikalachse verdreht, ist durch das vorgeschlagene Verfahren eine zentrierte Anordnung des Plattenteils auf der Oberseite des Betonsockels ermöglicht.The automatic handling machine advantageously has a holding device, which can preferably be aligned together with the plate part held thereon and to be placed relative to the automatic handling machine as such, whereby an individual and exact alignment of the plate part to the concrete base can be achieved. Even in the case that, for example, the concrete base is not positioned exactly on the receiving plate, for example shifted by a few millimeters compared to a target position and / or rotated by a few degrees about a vertical axis, the proposed method ensures a centered arrangement of the plate part on the top of the concrete base.
Der Handhabungsautomat beziehungsweise die Halterungsvorrichtung ist zur Erfassung der exakten Position des Betonsockels und zur angepassten Ausrichtung der Halterungsvorrichtung mit dem Plattenteil ausgelegt.The automatic handling device or the holding device is designed to record the exact position of the concrete base and to adjust the alignment of the holding device with the plate part.
Zunächst wird das Plattenteil durch die Halterungsvorrichtung aufgenommen. Hierzu wird das Plattenteil an einem bestimmten Ort und einer bestimmten Ausrichtung zur Erfassung durch den Handhabungsautomaten bereitgehalten. Der Ort kann insbesondere eine Zentrierungslehre aufweisen, in welche das Plattenteil hineingelegt wird, die sich beispielsweise an zwei Randkanten des Plattenteiles orientieren kann. Somit ist jedenfalls bezüglich beispielsweise dieser beiden Randkanten eine definierte Lage des Plattenteils für den Handhabungsautomaten gegeben. Aufgrund der definierten Lage der beispielsweise genannten beiden Randkanten ergibt sich unmittelbar auch die definierte Lage bezüglich der beiden weiteren Randkanten. Eine solche Zentrierungslehre kann weiter bevorzugt auf einer schräg zu einer Horizontalen verlaufenden Fläche gebildet sein. Eine Senkrechte der Fläche schließt entsprechend mit einer Vertikalen einen spitzen Winkel ein. So kann die Platte durch Gewichtskraft unterstützt in der Zentrierungslehre einliegen.First, the plate part is picked up by the holding device. For this purpose, the plate part is kept ready at a specific location and in a specific orientation for detection by the automatic handling machine. The location can in particular have a centering gauge into which the plate part is placed, which can be oriented, for example, on two edge edges of the plate part. In any case, with respect to these two edge edges, for example, there is a defined position of the plate part for the automatic handling machine. Due to the defined position of the two edge edges mentioned, for example, the defined position with respect to the two further edge edges also results immediately. Such a centering gauge can further preferably be formed on a surface that runs obliquely to a horizontal. A perpendicular of the surface encloses an acute angle with a vertical. This means that the plate can rest in the centering gauge with the support of weight.
Weitere Merkmale der Erfindung sind nachstehend, auch in der Figurenbeschreibung, oftmals in ihrer bevorzugten Zuordnung zum Gegenstand des Anspruches 1 und/oder eines oder mehrerer der weiteren unabhängigen Ansprüche oder zu Merkmalen weiterer Ansprüche erläutert. Sie können aber auch in einer Zuordnung zu nur einzelnen Merkmalen des Anspruches 1 und/oder eines oder mehrerer der weiteren unabhängigen Ansprüche oder des jeweiligen weiteren Anspruches oder jeweils unabhängig von Bedeutung sein.Further features of the invention are explained below, also in the description of the figures, often in their preferred association with the subject matter of
Vorzugsweise ist die Klebstofflage rundum geschlossen ausgebildet, jedenfalls in ihrer randäußersten Lage. Sie ist so nah am Rand gebildet, dass sich auch nach der bevorzugt weiter vorgenommenen Druckbeaufschlagung des aufgelegten Plattenteils kein Herausquetschen von Klebstoff über den Rand hinaus ergibt. Die eventuell nicht vollständig mit Klebstoff bedeckten Flächenbereiche sind so bevorzugt zu einem mittleren Bereich der Fläche hin vorgesehen.The adhesive layer is preferably designed to be closed all around, at least in its outermost position. It is formed so close to the edge that there is no squeezing of adhesive beyond the edge even after the pressurization of the placed plate part, which is preferably carried out further. The surface areas that may not be completely covered with adhesive are preferably provided towards a central region of the surface.
Die Klebstofflage kann, insbesondere in dem ausgehärteten Zustand, die von dem Plattenteil auf dem Betonsockel überdeckte Fläche zu etwa 80% oder 85% oder mehr bedecken. Es können sich entsprechend durchaus auch im Nutzungszustand eines mit einem Plattenteil versehenen Betonsockels in der Ebene des Klebstoffauftrags klebstofffreie Bereiche mit einem Flächenanteil von 20% oder weniger ergeben.The adhesive layer can, especially in the hardened state, cover the area covered by the plate part on the concrete base to approximately 80% or 85% or more. Accordingly, even in the state of use of a concrete base provided with a plate part, adhesive-free areas with an area proportion of 20% or less can arise in the plane of the adhesive application.
Dabei kann die Klebstofflage im ausgehärteten Zustand und somit im üblichen Nutzungszustand des mit dem Plattenteil versehenen Betonsockels eine senkrecht zu der Flächenerstreckung der Klebstofflage oder der Sichtlage des Plattenteils betrachtete Dicke von weniger als 5 mm bis hin zu 0,5 mm aufweisen. Bevorzugt ist ein Bereich zwischen 0,5 mm und 2 mm, weiter bevorzugt zwischen 1,0 mm und 1,5 mm. Es kann auch gegeben sein, dass die Dicke über die Fläche, die verklebt ist, unterschiedlich ist. Am Rand kann eine geringere Dicke gegeben sein als in einem mittleren Bereich der Fläche. Somit kann gegebenenfalls eine gewisse Schüsselung der keramischen Platte Berücksichtigung finden. Die Dicke kann in Abhängigkeit von der Oberflächenbeschaffenheit des Betonsockels, also auch von der Art des Betons abhängig (Leicht-, Normal- oder Schwerbeton), wie auch von der der Klebstofflage zugewandten Unterfläche des Plattenteils über die gesamte Klebefläche betrachtet variieren. So kann beispielsweise partiell eine Dicke der Klebstofflage von beispielsweise 4,8 mm gegeben sein, im einem anderen Flächenbereich eine Dicke von beispielsweise nur 2,3 oder 3,4 mm, wiederum an anderer Stelle eine Dicke von beispielsweise 1,3 oder 4,5 mm. Darüber hinaus können sich sogar Dicken ergeben, die Null oder nahezu Null sind, insbesondere in Bereichen, in denen aufgrund der jeweiligen Oberflächenbeschaffenheiten die Sockel-Oberseite und die Plattenteil-Unterseite partiell unmittelbar aneinander anliegen können. Zudem kann die Dicke der Klebstofflage Null oder nahezu Null sein in Bereichen, in denen weder Klebstoff auf die Sockel-Oberseite aufgetragen ist, noch in denen sich Klebstoff im Zuge des Aufsetzens des Plattenteils hinein verteilt hat, in welchen Bereichen sich somit durchaus auch klebstofffreie Hohlräume ergeben können.The adhesive layer in the hardened state and thus in the usual state of use of the concrete base provided with the plate part can have a thickness of less than 5 mm up to 0.5 mm, viewed perpendicular to the surface extent of the adhesive layer or the visible layer of the plate part. A range between 0.5 mm and 2 mm is preferred, more preferably between 1.0 mm and 1.5 mm. It may also be the case that the thickness varies across the surface that is bonded. There may be a smaller thickness at the edge than in a central area of the surface. This means that a certain degree of bowling of the ceramic plate can be taken into account if necessary. The thickness can vary depending on the surface quality of the concrete base, i.e. also depending on the type of concrete (lightweight, normal or heavy concrete), as well as on the lower surface of the plate part facing the adhesive layer over the entire adhesive surface. For example, the adhesive layer can have a thickness of, for example, 4.8 mm in some areas, a thickness of, for example, only 2.3 or 3.4 mm in another area, and a thickness of, for example, 1.3 elsewhere or 4.5mm. In addition, thicknesses can even result that are zero or almost zero, especially in areas in which, due to the respective surface properties, the top of the base and the bottom of the plate part can partially lie directly against one another. In addition, the thickness of the adhesive layer can be zero or almost zero in areas in which neither adhesive has been applied to the top of the base nor in which adhesive has been distributed during the placement of the plate part, in which areas there are also adhesive-free cavities can result.
Das Plattenteil kann aus einem keramischen Werkstoff bestehen, alternativ aus einem Kunststoffwerkstoff, wie beispielsweise einem Vinyl-Kunststoff oder einem PVC-Kunststoff. Kunststoff-Plattenteile erweisen sich dabei dahingehend als günstig, als dass bei diesen die überdeckte Fläche der Klebstofflage gegenüber einer Verklebung von Keramik-Plattenteilen geringer ausfallen kann. Durch die hohe Stabilität der Kunststoff-Plattenteile auch bei einem üblichen Verlegen der damit versehenen Betonsockel, bei welchem Verlegen durchaus auch mit einem Gummihammer oder ähnlichem schlagend über das Plattenteil auf den Betonsockel eingewirkt wird, führen vergleichsweise größere klebstofffreie Bereiche zwischen Plattenteil und Betonsockel nicht zu Rissbildungen in dem Plattenteil.The plate part can consist of a ceramic material, alternatively of a plastic material, such as a vinyl plastic or a PVC plastic. Plastic plate parts prove to be advantageous in that the covered area of the adhesive layer can be smaller compared to bonding ceramic plate parts. Due to the high stability of the plastic plate parts, even when laying the concrete base provided with them in the usual way, during which laying also involves hitting the plate part on the concrete base with a rubber hammer or similar, comparatively larger adhesive-free areas between the plate part and the concrete base do not lead to cracks in the plate part.
Bei Ausbildung des Plattenteils als Keramikplatte kann diese eine unterseitige Struktur aufweisen, beispielsweise eine rippenartig verlaufende Struktur oder auch eine kreuzförmige Rippenstruktur. Die zugeordnete Oberseite des Betonsockels ist bevorzugt ohne Abformung dieser Struktur gebildet. Es ergibt sich in bevorzugter Ausgestaltung allein bedingt durch das Herstellungsverfahren keine oder praktisch keine der möglichen strukturierten Unterseite des Plattenteils angepasste Negativstruktur der zugewandten Betonsockel-Oberseite. Die Klebstofflage ist bevorzugt mit einer solchen Dicke gebildet, dass sich die angepasste Negativstruktur nicht ergibt.If the plate part is designed as a ceramic plate, it can have a structure on the underside, for example a rib-like structure or a cross-shaped rib structure. The assigned top side of the concrete base is preferably formed without molding this structure. In a preferred embodiment, due to the manufacturing process alone, there is no or practically no negative structure on the facing concrete base top that is adapted to the possible structured underside of the plate part. The adhesive layer is preferably formed with such a thickness that the adapted negative structure does not result.
Auch kann bevorzugt eine Spaltzugfestigkeit nach DIN EU 1339 zwischen dem Betonsockel und dem Plattenteil von etwa 4 N/mm2 oder größer gegeben sein. In bevorzugter Ausgestaltung kann die Spaltzugfestigkeit bis hin zu etwa 7 N/mm2 betragen, weiter bevorzugt etwa 6 N/mm2.A splitting tensile strength according to DIN EU 1339 between the concrete base and the plate part of approximately 4 N/mm 2 or greater can also preferably be provided. In a preferred embodiment, the splitting tensile strength can be up to approximately 7 N/mm 2 , more preferably approximately 6 N/mm 2 .
Weiter kann der Betonsockel bei einem Aufbringen der Klebstofflage auf seiner die Klebstofflage empfangenen Oberseite bereits eine teilweise Abbindung aufweisen, während darunterliegende Bereiche des Betonsockels weniger oder noch nicht abgebunden sind. Es kann sich entsprechend auf der die Klebstofflage empfangenen Oberseite eine Verhautung zufolge teilweiser Abbindung ergeben, so dass sich eine stabilere, festere Unterlage als bei frisch geformten Beton für den Klebstoff und das aufgesetzte Plattenteil ergibt. Dies hilft, die nicht gewünschte Abformung einer gegebenenfalls unterseitig an dem Plattenteil ausgebildeten Strukturierung in dem Beton zu vermeiden. Die unter der Verhautung liegenden Bereiche sind in bevorzugter Ausgestaltung zumindest soweit abgebunden, dass sich eine für die weitere Verarbeitung, wie Auftrag der Klebstofflage und Aufsetzen des Plattenteils, ausreichende Stabilität des Betonsockels ergibt.Furthermore, when the adhesive layer is applied to its upper side that receives the adhesive layer, the concrete base can already have a partial setting, while underlying areas of the concrete base are less or not yet set. Accordingly, a skin formation can occur on the upper side that receives the adhesive layer due to partial setting, so that a more stable, firmer base results for the adhesive and the attached panel part than with freshly formed concrete. This helps to avoid the undesired molding of a structuring that may be formed on the underside of the plate part in the concrete. In a preferred embodiment, the areas underneath the skin are bound at least to such an extent that the concrete base has sufficient stability for further processing, such as applying the adhesive layer and placing the plate part.
Der Klebstoff kann, wie bevorzugt, in pastös-standfester Konsistenz aufgebracht werden. Es kann diesbezüglich ein gelartiger Klebstoff vorliegen, der gegebenenfalls erst mit Aufsetzen des Plattenteils durch die hierbei einwirkende Gewichtskraft des Plattenteils (gegebenenfalls gleichmäßig) auf der Oberseite des Betonsockels verteilt wird. Der frisch aufgebrachte Klebstoff verläuft bevorzugt nicht.The adhesive can, as preferred, be applied in a pasty, stable consistency. In this regard, a gel-like adhesive may be present, which may only be distributed (if necessary evenly) on the top of the concrete base when the plate part is placed in place by the weight of the plate part acting here. The freshly applied adhesive preferably does not run.
Nach dem Aufsetzen des Plattenteils kann des Weiteren ein Andrücken an den Betonsockel vorgenommen werden. Hierbei wird das Plattenteil mit einem vorgegebenen Anpressdruck in Richtung auf die mit der Klebstofflage versehenen Oberseite des Betonsockels belastet, um so die Klebewirkung weiter zu erhöhen. Diese Druckeinwirkung kann unmittelbar nach Aufsetzen des Plattenteils auf die Klebstofflage erfolgen. Bevorzugt wird die Aufnahmeplatte mit dem Betonsockel und darauf aufliegenden Plattenteilen in eine weitere Station verfahren, in der das Andrücken vorgenommen wird.After the plate part has been placed, it can also be pressed against the concrete base. Here, the plate part is loaded with a predetermined contact pressure towards the top of the concrete base provided with the adhesive layer in order to further increase the adhesive effect. This pressure can occur immediately after placing the plate part on the adhesive layer. The receiving plate with the concrete base and plate parts resting on it is preferably moved to a further station in which the pressing is carried out.
Auch kann die Druckeinwirkung durch beispielsweise Überfahren der Plattenteil-Oberseite mittels einer Andruckrolle erfolgen.The pressure can also be applied by, for example, driving over the top of the plate part using a pressure roller.
Die hierbei aufgebrachte Kraft zum Andrücken kann, wie bevorzugt, etwa 5.000 bis 9.000 N/m2, weiter bevorzugt zwischen 7.000 und 8.000 N/m2, darüber hinaus bevorzugt etwa 7.500 N/m2 betragen. Die verwendete Anlage zum Andrücken kann beispielsweise eine Kraft von 120.000 bis 160.000 N aufbringen.The force applied here for pressing can, as preferred, be approximately 5,000 to 9,000 N/m 2 , more preferably between 7,000 and 8,000 N/m 2 , and more preferably approximately 7,500 N/m 2 . The pressing system used can, for example, apply a force of 120,000 to 160,000 N.
Die Kantenlängen der Betonsockel, wie auch der hierauf klebeverbunden aufsitzenden Plattenteile, können beispielsweise 400/800 mm, 800/800 mm, 600/600 mm oder auch 600/300 mm betragen. Auch andere, entsprechend kleinere oder auch größere, Abmessungen beziehungsweise Zwischenwerte sind diesbezüglich möglich.The edge lengths of the concrete base, as well as the plate parts that are adhesively bonded to it, can be, for example, 400/800 mm, 800/800 mm, 600/600 mm or even 600/300 mm. Other, correspondingly smaller or even larger, dimensions or intermediate values are also possible in this regard.
Die Halterungsvorrichtung des Handhabungsautomaten kann bezüglich dessen Grundrissgestaltung angepasst sein an die Grundrissgestaltung des aufzunehmenden Plattenteils. Bei einem im Grundriss rechteckigen Plattenteil ist auch die Halterungsvorrichtung im Bereich ihrer mit dem Plattenteil zur Halterung zusammenwirkenden Halterungsfläche bevorzugt rechteckig gestaltet, wenngleich diesbezüglich durchaus ein Übermaß der Halterungsfläche gegenüber der Plattenteilfläche gegeben sein kann.The holding device of the handling machine can be adapted in terms of its floor plan design to the floor plan design of the plate part to be picked up. In the case of a plate part which is rectangular in plan, the holding device is also preferably designed to be rectangular in the area of its holding surface which interacts with the plate part for holding purposes, although in this regard there may well be an excess of the mounting surface compared to the partial plate surface.
Die Halterungsvorrichtung ist gemäß einer bevorzugten Ausgestaltung als Unterdruck-Halterungsvorrichtung ausgebildet ist. Der Handhabungsautomat kann hierzu eine aktivier- beziehungsweise deaktivierbare Vakuumpumpe oder dergleichen aufweisen beziehungsweise mit einer solchen verbunden sein. In der Halterungsfläche der Halterungsvorrichtung sind Saugöffnungen vorgesehen, über welche ein Unterdruck zwischen der Halterungsvorrichtung und dem Plattenteil erreicht werden kann.According to a preferred embodiment, the holding device is designed as a vacuum holding device. For this purpose, the automatic handling device can have a vacuum pump or the like that can be activated or deactivated or can be connected to one. Suction openings are provided in the holding surface of the holding device, via which a negative pressure can be achieved between the holding device and the plate part.
Zur exakten und individuellen Zentrierung des erfassten und gehaltenen Plattenteils relativ zu dem Betonsockel und abschließendem Absetzen auf der Klebstofflage ist die Halterungsvorrichtung auslösbar an dem Handhabungsautomaten relativ zu einem Tragkopf des Handhabungsautomaten horizontal verschiebbar und / oder um eine Vertikalachse verdrehbar. In einer Grundausrichtung, aus welcher heraus die Auslösung erfolgt, kann die Halterungsvorrichtung relativ zu dem Tragkopf festgelegt sein. Beispielsweise vor oder im Zuge der Ausrichtung der Halterungsvorrichtung zur zentrierenden Anpassung ist diese Festlegung gelöst.For exact and individual centering of the captured and held plate part relative to the concrete base and final placement on the adhesive layer, the holding device can be released on the automatic handling machine and is horizontally displaceable relative to a support head of the handling machine and/or can be rotated about a vertical axis. In a basic orientation from which the triggering takes place, the holding device can be fixed relative to the support head. For example, before or during the alignment of the holding device for centering adjustment, this determination is released.
Die mögliche lineare Verlagerbarkeit der Halterungsvorrichtung gegenüber dem Tragkopf kann aus einer Grundstellung heraus wenige Millimeter betragen, so beispielsweise bis hin zu 20 mm oder mehr, beispielsweise bis hin zu 30 oder 40 mm. Mit Bezug auf einen Querschnitt durch den Handhabungsautomaten, in welchem Querschnitt sich die Vertikalachse als Linie darstellt, kann sich - ausgehend von der Grundstellung - ein Neigungswinkel einer Anlageebene der Halterungsvorrichtung, an welcher das Plattenteil zum Transport zur Anlage kommt, gegenüber einer quer zu der Vertikalachse verlaufenden Ebene des Tragkopfs von wenigen Winkelgraden ergeben, so beispielweise bis hin zu 5 Grad oder mehr, weiter beispielsweise bis hin zu 10 oder 20 Grad.The possible linear displacement of the holding device relative to the support head can be a few millimeters from a basic position, for example up to 20 mm or more, for example up to 30 or 40 mm. With reference to a cross section through the automatic handling machine, in which cross section the vertical axis is represented as a line, an angle of inclination of a contact plane of the holding device, on which the plate part comes to rest for transport, can be - starting from the basic position - relative to one transverse to the vertical axis running Level of the support head of a few degrees of angle, for example up to 5 degrees or more, for example up to 10 or 20 degrees.
Zur Ausrichtung der Halterungsvorrichtung und des daran angeordneten Plattenteils können an oder zugeordnet der Halterungsvorrichtung zwei sich gegenüberliegende Zentrierungsleisten angebracht sein. Die Halterungsvorrichtung kann mit Hilfe der Zentrierungsleisten, wenn die Halterungsvorrichtung hierzu innerhalb des Handhabungsautomaten zur Bewegungsmöglichkeit gelöst ist, verschoben werden, gegebenenfalls auch verdreht werden in einer horizontalen Ebene. Hierzu sind die Zentrierungsleisten hinsichtlich einer Gegenkraft an der Halterungsvorrichtung abgestützt beziehungsweise befestigt.To align the holding device and the plate part arranged thereon, two opposing centering strips can be attached to or associated with the holding device. The holding device can be moved with the help of the centering strips, if the holding device is released within the automatic handling machine to allow movement, and if necessary also rotated in a horizontal plane. For this purpose, the centering strips are supported or fastened to the holding device with regard to a counterforce.
Die Halterungsleisten können finger- oder tasterartig die jeweils zugeordnete Randkante des Betonsockels überfangen. Die Zentrierungsleisten sind bevorzugt synchron aufeinander zu bewegbar, sodass bei ausgelöster Verschiebbarkeit und / oder Verdrehbarkeit durch Anlage der Zentrierungsleisten an einer oder beiden Randseiten des Betonsockels die Ausrichtung der Halterungsvorrichtung zusammen mit dem Plattenteil an der tatsächlichen Position des Betonsockels vorgenommen werden kann. Unter Abstützung beispielsweise an einer Sockel-Randseite kann sich zufolge der synchronen Einwärtsbewegung der Zentrierungsleisten die Halterungsvorrichtung zusammen mit dem Plattenteil in die korrekte Zentrierposition ziehen.The holding strips can overlap the associated edge of the concrete base like a finger or button. The centering strips can preferably be moved synchronously towards one another, so that when the displaceability and/or rotation is triggered by placing the centering strips on one or both edge sides of the concrete base, the alignment of the holding device together with the plate part can be carried out at the actual position of the concrete base. With support, for example, on an edge of the base, the holding device can be pulled into the correct centering position together with the plate part due to the synchronous inward movement of the centering strips.
Bevorzugt sind zwei Paare solcher Zentrierungsleisten vorgesehen, die weiter bevorzugt senkrecht zueinander bewegbar sind. Mittel dieser Paare an Zentrierungsleisten können alle vier Randseiten des Betonsockels erfasst beziehungsweise ertastet werden. Ein bevorzugt motorisch unterstütztes Aufeinanderzubewegen der jeweiligen Zentrierungsleisten eines Paares führt bei entsprechender Randseiten-Anlage zum selbsttätigen zentrierten Ausrichten der Halterungsvorrichtung mit dem gehaltenen Plattenteil.Two pairs of such centering strips are preferably provided, which are more preferably movable perpendicular to one another. Using these pairs of centering strips, all four edge sides of the concrete base can be detected or felt. A preferably motor-assisted movement of the respective centering strips of a pair towards one another leads to appropriate Edge side system for automatically centering the holding device with the held plate part.
Eine solche Zentrierung mittels Halterungsleisten wird auch bevorzugt zweifach vorgenommen. Ein erstes Mal, wenn das Plattenteil noch an dem Handhabungsautomaten gehaltert ist durch die beschriebene Verlagerung der Halterungsvorrichtung gegenüber dem Tragkopf, also zusammen mit dem Plattenteil und darüber hinaus ein zweites Mal, nachdem das Plattenteil auf den Betonsockel beziehungsweise die Klebelage des Betonsockels aufgelegt ist und das Plattenteil von der Halterungsvorrichtung gelöst ist, aber die Halterungsleisten sich noch in entsprechender höhenmäßiger Überdeckung zu dem Betonsockel befinden.Such centering using mounting strips is also preferably carried out twice. A first time when the plate part is still held on the automatic handling machine by the described displacement of the holding device relative to the support head, i.e. together with the plate part and then a second time after the plate part is placed on the concrete base or the adhesive layer of the concrete base and that Plate part is detached from the holding device, but the holding strips are still in a corresponding height overlap with the concrete base.
Die vor- und nachstehend angegebenen Bereiche beziehungsweise Wertebereiche oder Mehrfachbereiche schließen hinsichtlich der Offenbarung auch sämtliche Zwischenwerte ein, insbesondere in 1/10-Schritten der jeweiligen Dimension, gegebenenfalls also auch dimensionslos. Beispielsweise beinhaltet die Angabe 400 g/m2 bis 1300 g/m2 auch die Offenbarung von 400,1 g/m2 bis 1300 g/m2, 400 g/m2 bis 1299,9 g/m2, 400,1 g/m2 bis 1299,9 g/m2 etc., die Offenbarung von etwa 4 N/mm2 auch die Offenbarung von 4,1 N/mm2, oder auch 3,9 N/mm2, die Offenbarung von bis zu 7 N/mm2 auch die Offenbarung von bis zu 6,9 N/mm2 etc. Diese Offenbarung kann einerseits zur Eingrenzung einer genannten Bereichsgrenze von unten und/oder oben, alternativ oder ergänzend aber zur Offenbarung eines oder mehrerer singulärer Werte aus einem jeweilig angegebenen Bereich dienen.With regard to the disclosure, the ranges or value ranges or multiple ranges specified above and below also include all intermediate values, in particular in 1/10 increments of the respective dimension, and if necessary also dimensionless. For example, the statement 400 g/m 2 to 1300 g/m 2 also includes the disclosure of 400.1 g/m 2 to 1300 g/m 2 , 400 g/m 2 to 1299.9 g/m 2 , 400.1 g/m 2 to 1299.9 g/m 2 etc., the disclosure of about 4 N/mm 2 also the disclosure of 4.1 N/mm 2 , or also 3.9 N/mm 2 , the disclosure of to to 7 N/mm 2 also the disclosure of up to 6.9 N/mm 2 etc. This disclosure can, on the one hand, be used to limit a specified range limit from below and/or above, but alternatively or in addition to the disclosure of one or more singular values from one serve the specified area.
Nachstehend ist die Erfindung anhand der beigefügten Zeichnung erläutert, die aber lediglich Ausführungsbeispiele darstellt. Ein Teil, das nur bezogen auf eines der Ausführungsbeispiele erläutert ist und bei einem weiteren Ausführungsbeispiel aufgrund der dort herausgestellten Besonderheit nicht durch ein anderes Teil ersetzt ist, ist damit auch für dieses weitere Ausführungsbeispiel als jedenfalls mögliches vorhandenes Teil beschrieben. Auf der Zeichnung zeigt:
- Fig. 1
- in schematischer Darstellung den Ablauf eines Verfahrens zur Herstellung eines mit einem Betonsockel klebeverbundenen Plattenteils;
- Fig. 2
- die Draufsicht gemäß Pfeil II in
Figur 1 - Fig. 3
- in einer schematischen Draufsicht eine Station mit einem Handhabungsautomaten zum zentrierten Aufsetzen eines Plattenteils auf einen Betonsockel, eine Grundstellung betreffend;
- Fig. 4
- den schematisch dargestellten Schnitt entlang der Linie IV - IV in
Figur 3 - Fig. 5
- den Handhabungsautomaten in einer schematischen Schnittdarstellung quer zu der Schnittebene der Darstellung in
Figur 4 - Fig. 6
- eine der
Figur 3 im Wesentlichen entsprechende Darstellung, betreffend die Aufnahme eines Plattenteils durch den Handhabungsautomaten von einem Plattenteil-Vorrat; - Fig. 7
- eine Schnittdarstellung durch den Handhabungsautomaten gemäß der Darstellung in
Figur 4 - Fig. 8
- eine
Folgedarstellung zu Figur 6 , bei Ablage des aufgenommenen Plattenteils auf einem Zentrierungspodest; - Fig. 9
- das Zentrierungspodest in einer schematischen Seitenansicht;
- Fig. 10
- eine weitere Schnittdarstellung gemäß
Figur 4 , nach Aufnahme des Plattenteils von dem Zentrierungspodest; - Fig. 11
- eine
Folgedarstellung zu Figur 8 , den Aufsetzvorgang des Plattenteil auf den mit einer Klebestofflage versehenen Betonsockel; - Fig. 12
bis 15 - Abfolgedarstellungen, jeweils in einem Schnitt gemäß
Figur 4 - Fig. 16
- in schematischer Perspektivdarstellung einen Betonsockel mit einem darauf klebeverbunden aufsitzenden Plattenteil, eine erste Ausführungsform betreffend;
- Fig. 17
- den schematischen und stark vergrößerten Schnitt entlang der Linie XVII -XVII in
Figur 16 - Fig. 18
- eine schematische Darstellung gemäß
Figur 16 , eine zweite Ausführungsform betreffend; - Fig. 19
- in schematischer Darstellung eine aus einer unmittelbar aufeinander erfolgten Produktion herausgegriffene Anzahl an mit Plattenteilen versehenen Betonsockel.
- Fig. 1
- a schematic representation of the process of a process for producing a plate part adhesively bonded to a concrete base;
- Fig. 2
- the top view according to arrow II in
Figure 1 on a prepared concrete base after applying a layer of adhesive; - Fig. 3
- in a schematic top view a station with an automatic handling machine for centering a plate part on a concrete base, relating to a basic position;
- Fig. 4
- the schematically illustrated section along line IV - IV in
Figure 3 by the handling machine, regarding a basic position of the machine; - Fig. 5
- the handling machine in a schematic sectional view transverse to the sectional plane of the illustration in
Figure 4 ; - Fig. 6
- one of the
Figure 3 Essentially corresponding representation, relating to the acceptance of a plate part by the automatic handling machine from a plate part supply; - Fig. 7
- a sectional view through the handling machine as shown in
Figure 4 , after receiving and first holding a plate part on a holding device of the automatic handling machine; - Fig. 8
- a follow-up presentation
Figure 6 , when placing the recorded plate part on a centering platform; - Fig. 9
- the centering platform in a schematic side view;
- Fig. 10
- another sectional view according to
Figure 4 , after picking up the plate part from the centering platform; - Fig. 11
- a follow-up presentation
Figure 8 , the placement process of the panel part onto the concrete base provided with a layer of adhesive; - Fig. 12 to 15
- Sequence representations, each in a section according to
Figure 4 , individual steps for the centered alignment and placement of the panel part, centered by the handling machine, onto the concrete base provided with the adhesive layer; - Fig. 16
- in a schematic perspective view of a concrete base with an adhesively bonded plate part, relating to a first embodiment;
- Fig. 17
- the schematic and greatly enlarged section along the line XVII -XVII in
Figure 16 ; - Fig. 18
- a schematic representation according to
Figure 16 , relating to a second embodiment; - Fig. 19
- a schematic representation of a number of concrete bases provided with plate parts selected from a production that took place directly one after the other.
Dargestellt und beschrieben ist zunächst mit Bezug zu
Das Plattenteil 1 ist aufsitzend auf dem Betonsockel 2 mit diesem klebeverbunden.The
Der Betonsockel 2 weist mit Bezug auf einen Grundriss, in welchem sich eine Oberseite 3, auf welcher das Plattenteil 1 aufgesetzt wird, als Fläche darstellt, Kantenlängen auf, die im Wesentlichen den in selber Richtung betrachteten Kantenlängen des Plattenteils 1 entsprechen kann. So ergeben sich entsprechend in den Ausführungsbeispielen im Grundriss rechtwinklig zueinander verlaufende Kanten der Randseiten 4 mit einer Kantenlänge a, die der Kantenlänge b beispielsweise entsprechen kann (vgl.
Das Verfahren sieht zunächst die Herstellung des Betonsockels 2 vor, wozu Beton entsprechend einer vorgegebenen Betonrezeptur in eine formgebende Form 5 gefüllt wird. Der eingefüllte Beton 6 wird über eine beispielsweise Klopfeinrichtung 7 verdichtet. Alternativ können auch eine Rüttelverdichtung oder eine Vibrationsverdichtung, gegebenenfalls auch eine hydraulische Presse zur Verdichtung, vorgesehen sein.The method first provides for the production of the
Die Herstellung des Betonsockels 2 kann weiter, wie bevorzugt, auf einer verfahrbaren Aufnahmeplatte 8, insbesondere an einem vorbestimmten Ort/Flächenteil auf der Aufnahmeplatte 8, durchgeführt werden. Nach Verdichten des eingefüllten Betons 6 und einer bevorzugt teilweisen Abbindung kann zur Freilegung des Betonsockels die Form beispielsweise abgehoben werden (siehe strichpunktierte Stellung der Form in
Wie schematisch beispielhaft u.a. auch in
Der zumindest im Bereich der Oberseite 3 teilweise abgebundene Betonsockel 2 wird bevorzugt mittels der verlagerbaren Aufnahmeplatte 8 einer Klebstoffauftrageinrichtung 9 zugeführt.The
Mittels der Klebstoffauftrageinrichtung 9 wird eine Klebstofflage 10 auf die Oberseite 3 des Betonsockels 2 aufgetragen. Bevorzugt wird ein silanbasierter beziehungsweise ein silanmodifizierter Klebstoff verwendet.Using the adhesive application device 9, an
Der Klebstoffauftrag kann gemäß der schematischen Darstellung in Figur 1 über eine Düse oder dergleichen erfolgen, die, bevorzugt pastösen Klebstoff absondernd, über die Oberseite 3 bewegt wird (vgl.
Bevorzugt ist der Klebstoff so auf die Oberseite 3 aufgetragen, dass dieser nicht gänzlich bis zu den Randkanten 35 der Randseiten 4 (zunächst) reicht. Es verbleibt nach dem Klebstoffauftrag oberseitig des Betonsockels 2 ein umlaufender Rand 11, der (zumindest zunächst) klebstofffrei ist. Dies soll ein Ausquillen von Klebstoff aus der Klebstoffebene nach außen über die Randseiten 4 des Betonsockels 2 hinaus bei einem Aufsetzen des Plattenteils 1 verhindern.The adhesive is preferably applied to the top 3 in such a way that it does not (initially) extend completely to the edge edges 35 of the edge sides 4. After the adhesive has been applied, a
Der Rand 11 kann beispielsweise etwa eine halbe bis eine ganze Breite einer aufgetragenen Klebstoffraupe, also vor Auflegung des Plattenteils, betragen.The
Weiter bevorzugt erfolgt der Klebstoffauftrag über ein, beispielsweise an einem Roboterarm, angeordnete Ventil, wobei im Randbereich des Betonsockels 2 bevorzugt ein Abstand c von beispielsweise etwa 5 mm bis hin zu etwa 10 oder 20 mm eingehalten wird.Further preferably, the adhesive is applied via a valve arranged, for example on a robot arm, with a distance c of, for example, approximately 5 mm up to approximately 10 or 20 mm being maintained in the edge region of the
Der bevorzugt mäanderförmig aufgetragene Klebstoff kann durchlaufend als Raupe mit einer quer zur Verfahrrichtung (Pfeil r) der Düse der Klebstoffauftragseinrichtung 9 betrachteten Breite e von beispielsweise etwa 5 bis 10 mm aufgetragen werden, wobei zwischen zwei im Wesentlichen parallel verlaufenden Kleberaupen ein in Richtung der Breite e betrachteter Abstand f verbleiben kann, der im Wesentlichen dem Maß der Breite e der Klebstoffraupe oder weniger entsprechen kann. Die Klebstofflage 10 ist ersichtlich bevorzugt als Klebstoffraupe gebildet, mit einer einer Randkante des Plattenteils im Wesentlichen entsprechenden Länge. Die Klebstoffraupen verlaufen bevorzugt über die gesamte Fläche parallel zueinander und parallel zu einer solchen Randkante. Sie sind lediglich an den Wendepunkten, zugeordnet der Randkante, zu der sie parallel laufen, rechtwinklig verlaufenden Randkante, miteinander verbunden, was sich aus einem kontinuierlichen Klebstoffauftrag heraus ergeben kann. Somit kann eine Klebstoffraupe, wie aus
Wie weiter in
Mittels derselben Düse kann dann ausgehend von einem Punkt P5 an dem ersten betrachteten Betonsockel der Klebstoffauftrag wieder in gleicher Weise begonnen werden, wobei ein Punkt P6 mit dem Punkt P1 und ein Punkt P7 mit dem Punkt P4 zusammenfallen kann. Es kann aber auch ein Abstand verbleiben.Using the same nozzle, the adhesive application can then be started again in the same way, starting from a point P5 on the first concrete base under consideration, whereby a point P6 can coincide with the point P1 and a point P7 can coincide with the point P4. But there can also be a distance remaining.
Angestrebt wird, dass sich jedenfalls am Ende des Herstellungsvorgangs, bevorzugt nach dem noch erfolgenden Aufdrücken der Platte auf den Betonsockel, eine randseitig geschlossene Klebstofflage ergibt. Gewisse Abstände zwischen beispielsweise den Punkten P6 und P4 etc. kann dadurch auch hingenommen werden, dass sich bei diesem Aufdrücken eine entsprechende Vergrößerung der Klebstoffraupen in der Breite ergibt. Beispielsweise kann sich eine Vergrößerung um das Drei- bis Fünffache ergeben. Beispielsweise kann eine derartige Klebstoffraupe nach Erstauftrag eine Breite von 5 mm aufweisen und kann entsprechend beispielsweise auf bis zu 20 mm sich durch das Andrücken verbreitern.The aim is to produce an adhesive layer that is closed at the edge at any rate at the end of the manufacturing process, preferably after the plate has been pressed onto the concrete base. Certain distances between, for example, points P6 and P4 etc. can also be accepted because this pressing results in a corresponding increase in the width of the adhesive beads. For example, an increase in size of three to five times can occur. For example, such an adhesive bead can have a width of 5 mm after the first application and can accordingly widen, for example, up to 20 mm when pressed.
In dieser Hinsicht kann auch eine Anordnung getroffen sein, welche im Hinblick auf den Abstand a1 letztlich eine praktisch geschlossene Klebstofflage, nach dem schließlichen Aufdrücken der Platte auf den Betonsockel, über die gesamte Fläche des Betonsockels ergibt.In this regard, an arrangement can also be made which, with regard to the distance a1, ultimately results in a practically closed layer of adhesive over the entire surface of the concrete base after the plate has finally been pressed onto the concrete base.
Ein Randabstand der Punkte P1, P3, P5 und P7 etc. zu der zugeordneten Randseite 4 beziehungsweise die Klebstoffraupe zwischen den Punkten P2 und P3 im Abstand zu der zweiten Randseite 4 ist vorzugsweise dahingehend gewählt, dass auch nach dem genannten Aufdrücken sich kein Auspressen von Klebstoff über die Randseite 4 hinaus ergibt. In dem Beispielsfall, dass eine Vergrößerung von beispielsweise 5 mm auf 20 mm in der Breite erfolgt, ist also eine geometrische Mittellinie einer solchen Klebstoffraupe beispielsweise im Abstand von 10 mm oder mehr zu der ersten beziehungsweise zweiten Randseite 4 gewählt.An edge distance between the points P1, P3, P5 and P7 etc. to the associated
Ein derartiger Klebstoffauftrag kann auch gleichzeitig mit mehreren parallel angeordneten Düsen erfolgen.Such an adhesive application can also be carried out simultaneously with several nozzles arranged in parallel.
Bezüglich einer Abschlusskleberaupe Ka parallel zu einer der zweiten Randseite 4 gegenüberliegenden Randseite kann beispielsweise vorgesehen sein, dass bzgl. dieser einen Kleberaupe auf ein Verfahren parallel zu der ersten Randseite 4 ausgehend von dem entsprechenden Punkt P1 verzichtet ist. Gleiches gilt dann für den Endpunkt, der dem Punkt P3 entspricht.With regard to a final adhesive bead Ka parallel to an edge side opposite the
Die Plattenteile 1 können als Keramik- oder auch als Kunststoff-Plattenteile vorliegen. Diese können im Bereich einer Montagstation M zur einzelnen Aufnahme durch einen Handhabungsautomaten 12 als Vorrat V, gegebenenfalls gestapelt, vorliegen (vergl. schematische Darstellung in
In einem nachfolgenden Verfahrensschritt wird ein solches Plattenteil 1 mit ihrer der Sichtseite 13 gegenüberliegenden Unterseite flächig auf die mit der Klebstofflage 10 versehene Oberseite 3 des Betonsockels 2 zentriert aufgesetzt.In a subsequent process step, such a
Hierzu kann zunächst ein entsprechend vorgesehener Handhabungsautomat 12 eine Halterungsvorrichtung 14 aufweisen, mittels welcher ein Plattenteil 1 von dem Vorrat V erfasst und transportiert werden kann. Dabei kann die Halterungsvorrichtung 14 eine Grundrissfläche aufweisen, die hinsichtlich ihrer Abmessungen an die Abmessungen des zu halternden Plattenteils 1 im Wesentlichen angepasst sein kann.For this purpose, a correspondingly provided handling
Die Halterungsvorrichtung 14 kann, wie weiter bevorzugt, in Form einer Unterdruck-Halterungsvorrichtung ausgebildet sein, die auslösbar versetzbar an einem Tragkopf 16 des Handhabungsautomaten 12 gehaltert ist. Dabei kann gegenüber dem Tragkopf 16 eine im Wesentlichen horizontale Verschiebbarkeit (Doppelpfeil g) und / oder eine Verdrehbarkeit um eine Vertikalachse x (Doppelpfeil h) der Halterungsvorrichtung 14 gegeben sein. Dies kann weiter beispielsweise durch einen tellerförmigen Halterungsabschnitt 17 mit in einem Grundriss, in welchem sich die Vertikalachse x als Punkt darstellt, kreisrunder Grundfläche erreicht sein, welcher Halterungsabschnitt 17 in einer dem gegenüber durchmesservergrößerten Halterungsaufnahme 18 in dem Tragkopf 16 eingreift (siehe beispielsweise
Die Halterungsvorrichtung 14 ist an einem Tragkopf hierzu beweglich gehaltert, wobei zunächst, beim Aufnehmen des Plattenteils und Transportieren des Plattenteils bis in eine Ausrichtung der Halterungsvorrichtung oberhalb des Betonsockels, mit dem gehalterten Plattenteil in geringem Abstand zu der Oberseite des Betonsockels, starr an den Tragkopf angebunden. Dies beispielsweise durch Verspannung mittels einer Kolben-/Zylinderanordnung Z, die hydraulisch oder pneumatisch beispielsweise betätigt sein kann. Diese starre Verspannung wird bevorzugt dann erst in der genannten Lage, mit der gehalterten Platte in geringem Abstand oberhalb des Betonsockels, zu Verschiebung gelöst.The holding
Zudem kann die Halterungsvorrichtung 14 beziehungsweise die Unterdruck-Halterungsvorrichtung relativ zu einem, starr mit dem Halterungsabschnitt 18 verbundenen Halterungskopf 19 in Axialrichtung verlagerbar sein (siehe Doppelpfeil k). Diese Verlagerbarkeit kann weiter gegebenenfalls gegen die Kraft einer eine Rückstellung in eine axiale Grundausrichtung erbringenden Feder 20 erreicht werden.In addition, the holding
Die Halterungsvorrichtung 14 ist bevorzugt mit einem entgegen dem Tragkopf 16 und damit üblicherweise nach unten gerichteten und offenen Unterdruckbereich 21 versehen, welcher über bevorzugt flexible Anschlussschläuche 22 mit einem tragkopfseitigen oder aber auch externen Unterdruckerzeuger, beispielsweise in Form einer Kolbenpumpe oder eines Gebläses, strömungsmäßig in Verbindung steht.The holding
Mittels des Handhabungsautomaten 12 wird zufolge einer ausgelösten Unterdruckbeaufschlagung über die Halterungsvorrichtung 14 ein Plattenteil 1 von dem Vorrat V erfasst und im Unterdruckbereich 21 an der Halterungsvorrichtung 14 gehaltert.By means of the handling
Mit Aufnahme eines Plattenteils 1 von dem Vorrat V kann es vorkommen, wie beispielhaft in
Um nunmehr diese zentrierte Halterung des Plattenteils 1 an der Halterungsvorrichtung 14 sicherzustellen, kann ein Zentrierungspodest 15 vorgesehen sein, auf welches das Plattenteil 1, bevorzugt grundsätzlich, zwischengelagert wird. Der Handhabungsautomat 12 verfährt mit dem an der Halterungsvorrichtung 14 gegebenenfalls nicht zentriert gehaltenen Plattenteil 1 zu dem Zentrierungspodest 15 und legt das Plattenteil 1 unter Aufhebung der Unterdruckbeaufschlagung auf diesem ab.In order to ensure this centered holding of the
Das Zentrierungspodest 15 weist eine Schrägfläche 23 auf, die zu einer Horizontalebene E einen spitzen Winkel Alpha von beispielsweise etwa 30 bis 45 Grad einschließt (vgl.
Die Schrägfläche 23 weist eine Rechteck- beziehungsweise Quadratkontur auf, mit einer Spitze 24, welche den tiefsten Punkt der Schrägfläche 23 darstellt. Im Bereich dieser Spitze 24 ist die Schrägfläche 23 mit Randbegrenzungen 25 versehen.The
Durch Ablegen des Plattenteil 1 auf der Schrägfläche 23 des Zentrierungspodestes 15 ergibt sich allein schwerkraftabhängig eine (reproduzierbare) definierte Lage und Ausrichtung des Plattenteiles 1, so dass hiernach erneut durch die Halterungsvorrichtung 14 des Handhabungsautomaten 12 das Plattenteil 1 aufgenommen und gehaltert werden kann, wobei dann durch die definierte Zwischenablage eines zentrierte Aufnahme und Halterung sichergestellt ist (vgl.
Anschließend erfolgt mittels des Handhabungsautomaten 12 die Überführung des Plattenteils 1 zur Ablage auf dem Betonsockel 2 (siehe
Um auch hier eine zentrierte Anordnung von Plattenteil 1 und Betonsockel 2 herzustellen, ist die Handhabungsvorrichtung 14 mit Anlagefinger 27 aufweisenden Zentrierungsleisten 26 versehen. Bevorzugt sind dabei zwei Paare an Zentrierungsleisten 26 vorgesehen, wobei die Zentrierungsleisten 26 eines Paares bevorzugt gegenüberliegend angeordnet sind.In order to produce a centered arrangement of
Zumindest die Zentrierungsleisten 26 eines Paares sind miteinander bewegungsgekoppelt, so dass eine synchronisierte Verlagerung der Leisten erreicht werden kann. Wie in
Die Halterungsvorrichtung 14 ist bevorzugt in einem zentralen Bereich, in welcher beispielsweise auch eine Antriebsachse 32 für den Stellantrieb der Zentrierungsleisten 26 verläuft, gehaltert, so dass die Zentrierungsleisten 26 relativ zu der Halterungsvorrichtung 14 verlagerbar sind.The holding
Die Halterungsvorrichtung 14 ist bevorzugt zunächst in einer Grundausrichtung beispielsweise gemäß
Nach entsprechender Bewegung des Handhabungsautomaten 12 in Richtung auf den Betonsockel 2 und danach erfolgender Absenkbewegung in Richtung auf die mit der Klebstofflage 10 versehenen Oberseite 3, werden die Anlagefinger 27 der Zentrierungsleisten 26 bei entsprechende - senkrecht zu der Vertikalachse x betrachteter - ausgefahrener Stellung nach außen über die Randkanten 35 der Oberseite 3 hinweg nach unten geführt, unter zunächst seitlicher Beabstandung zu den Randseiten 4 des Betonsockels 2 (vgl.
Mit Aktivierung des Antriebs 29 werden die Zentrierungsleisten 26 synchron aufeinander zu verlagert, so dass diese gegen die zugewandte Randseite 4 treten. Dabei kann bei nicht exakter Ausrichtung und Positionierung des Betonsockels 2 auf der Aufnahmeplatte 8 - mit Bezug auf ein Zentrierungsleisten-Paar - gegebenenfalls zunächst nur eine Zentrierungsleiste 26 gemäß der Darstellung in
Zufolge Anlage der einen Zentrierungsleiste 26 an der zugeordneten Randseite 4 und weiter gegebenem Antrieb, zieht sich die Halterungsvorrichtung 14 zusammen mit der gegenüberliegenden Zentrierungsleiste 26 in Richtung auf die angeschlagene Leiste, bis die zunächst noch freie Zentrierungsleiste 26 ebenfalls in Anlage zu der zugewandten Randseite 4 des Betonsockels 2 tritt (vgl.
Die Halterungsvorrichtung 16 und somit das zentriert an dieser gehaltene Plattenteil 1 ist nunmehr zentriert zu dem Betonsockel ausgerichtet, so dass durch weiteres Absenken der Halterungsvorrichtung 14 beziehungsweise des gesamten Handhabungsautomaten 12 das Plattenteil 1 nach Aufhebung der Unterdruckbeaufschlagung auf der Klebstofflage 10 abgesetzt werden kann (vgl.
Mit Aufsetzen des Plattenteils 1 auf die Klebstofflage 10 kann gegebenenfalls allein durch das Eigengewicht der Plattenteils 1 eine Vergleichmäßigung der Klebstofflage 10 erfolgen. Der Klebstoff kann hiernach gegebenenfalls bis an die jeweilige Randkante 34, 35 des Betonsockels 2 beziehungsweise des Plattenteils 1 reichen, wie dies schematisch in
In den Darstellungen ist die Klebstofflage 10 jeweils übertrieben stark dargestellt.In the illustrations, the
Nach Aufsetzen des Plattenteils auf die Klebstofflage 10 kann weiter bevorzugt auch eine nochmalige Zentrierung mittels der Zentrierungsleisten 26 erfolgen. Die Zentrierungsleisten 26 befinden sich dann, bei von der Halterungsvorrichtung 16 gelösten und bereits auf den Betonsockel aufliegenden Plattenteil 1, noch in Höhenrichtung in Überdeckung zu den Randseiten 4 des Betonsockels 2 und können dann durch entsprechendes nochmaliges Verfahren wie das aufgelegte Plattenteil 1 ein zweites Mal relativ zu dem Betonsockel 2 durch entsprechendes Verfahren zentrieren.After placing the plate part on the
Eine günstige Klebstoffabbindung ist in bevorzugter Ausgestaltung dadurch erreicht, dass der Klebstoffauftrag, wie bevorzugt auch das Aufsetzen des Plattenteils 1, bei noch nicht vollständig abgebundenem Betonsockel 2 erfolgt. Entsprechend weist der Betonsockel 2 bei einem Aufbringen der Klebstofflage 10 noch einen Feuchtegehalt auf, der die Reaktionseigenschaften des aufgetragenen, silanbasierten Klebstoffs günstig unterstützt.A favorable adhesive setting is achieved in a preferred embodiment in that the adhesive application, as well as the placement of the
Die Klebeverbindung zwischen dem Plattenteil 1 und dem Betonsockel 2 kann des Weiteren noch durch einen Anpressvorgang unterstützt werden. Hierzu wirkt beispielsweise ein Stempel 33 flächig auf die Sichtseite 13 des Plattenteils 1 ein, so dass unter Abstützung des Betonsockels 2 beispielsweise auf der Aufnahmeplatte 8 eine Anpresskraft F bevorzugt senkrecht zur Flächenerstreckung der Sichtseite 13 auf den Klebeverbund einwirkt. In alternativer Ausgestaltung kann die Krafteinwirkung auch unter Nutzung des Handhabungsautomaten 12 erreicht werden, weiter gegebenenfalls unter Einwirkung durch die Halterungsvorrichtung 14.The adhesive connection between the
Abschließend kann der Verbund aus Plattenteil 1 und Betonsockel 2 noch einer Trocknungseinrichtung zugeführt werden, beispielsweise einer Trocknungskammer.Finally, the composite of
Mittels des beschriebenen Verfahrens ist (auch, aber nicht ausschließlich) unter Nutzung eines Handhabungsautomaten 12 eine unmittelbar aus einer aufeinander erfolgten Produktion herausgegriffene Anzahl A von zehn oder mehr mit Plattenteilen 1 versehenen Betonsockeln 2 serienmäßig herstellbar, bei welchen die Randkanten 34 des zentriert aufsitzenden Plattenteils 1 mit einem umlaufend gleichen beziehungsweise selben rechtwinklig zu den Randseiten 4 betrachteten Abstand p und / oder fluchtend zu den Randkanten 35 des Betonsockels 2 verlaufen, wobei der mögliche Abstand p bevorzugt zwei Millimeter nicht übersteigt (siehe auch die stark vergrößernden Lupendarstellungen in
Dabei ist bevorzugt so viel Klebstoff auf die Oberseite 3 des Betonsockels 2 aufgetragen, dass bei dem ausgehärteten Klebeverbund von Betonsockel 2 und Plattenteil 1 die von dem Plattenteil 1 auf der Oberseite 3 überdeckte Fläche zu 80% oder mehr bedeckt ist, wobei weiter die Dicke d der Klebstofflage 10 bei dem ausgehärteten Klebverbund 5 mm oder weniger, je nach Oberflächenbeschaffenheit insbesondere der Betonsockel-Oberseite 3, aber auch der Plattenteil-Unterseite, bis hin zu Null Millimeter betragen kann.In this case, so much adhesive is preferably applied to the
Hinsichtlich des Tragkopfes 16 und einer Ausrichtung der Halterungsvorrichtung 14 zu dem Tragkopf 16, um wieder eine definierte Ausgangslage für einen folgenden Vorgang des Aufbringens eines Plattenteils auf den Betonsockel zu erreichen, kann, wie in
Es können mehrere derartige Zentriereinrichtungen vorgesehen sein.Several such centering devices can be provided.
Die vorstehenden Ausführungen dienen der Erläuterung der von der Anmeldung insgesamt erfassten Erfindungen, die den Stand der Technik zumindest durch die folgenden Merkmalskombinationen jeweils auch eigenständig weiterbilden, wobei zwei, mehrere oder alle dieser Merkmalskombinationen auch kombiniert sein können, nämlich:The above statements serve to explain the inventions covered by the application as a whole, which independently develop the prior art at least through the following combinations of features, whereby two, more or all of these combinations of features can also be combined, namely:
Ein Plattenteil 1, das dadurch gekennzeichnet ist, dass der Betonsockel 2 eine Dichte von 0,8 kg/dm3 oder mehr aufweist, wobei die Klebstofflage 10 eine Menge von 400g/m2 oder mehr, bis hin zu 1300 g/m2, aufweist und wobei weiter der Klebstoff silanmodifiziert ist.A
Ein Plattenteil 1, das dadurch gekennzeichnet ist, dass die Klebstofflage 10 die von dem Plattenteil 1 auf dem Betonsockel 2 überdeckte Fläche zu 80% oder mehr bedeckt.A
Ein Plattenteil 1, das dadurch gekennzeichnet ist, dass die Klebstofflage 10 eine Dicke d von weniger als 5 mm bis hin zu 0,5 mm aufweist.A
Ein Plattenteil 1, das dadurch gekennzeichnet ist, dass das Plattenteil 1 aus einem keramischen Werkstoff oder einem Kunststoffwerkstoff besteht.A
Ein Plattenteil 1, das dadurch gekennzeichnet ist, dass das einen rechteckigen oder quadratischen Grundriss aufweisende Plattenteil 1 zentriert auf dem im Grundriss rechteckigen oder quadratischen Betonsockel 2 aufsitzt, derart, dass umlaufend, bei einer Draufsicht, eine fluchtende Ausrichtung der Randkanten 34, 35 des Plattenteils 1 und des Betonsockels 2 gegeben ist oder eine Ausrichtung mit einem umlaufend gleichen / selben Abstand p der Randkanten 34, 35, wobei die Randkanten 34 des Plattenteils 1 gegenüber den Randkanten 35 des Betonsockels 2 zurückversetzt sind.A
Eine Anzahl A, die dadurch gekennzeichnet ist, dass das Plattenteil 1 relativ zu dem Betonsockel 2 derart zentriert ist, dass bei allen genannten serienmäßig hergestellten Betonsockeln 2 mit darauf aufsitzenden, klebeverbundenen Plattenteilen 1 ein rechtwinkliger Abstand p zwischen den Randkanten 34, 35 der Plattenteile 1 und der Betonsockel 2 2/10 mm nicht übersteigt.A number A, which is characterized in that the
Eine Anzahl A, die dadurch gekennzeichnet ist, dass die Anzahl A der Plattenteile 1 und Betonsockel 2 aus einer unmittelbar aufeinander erfolgten Produktion herausgegriffen ist.A number A, which is characterized in that the number A of the
Ein Verfahren, das dadurch gekennzeichnet ist, dass das Plattenteil 1 mit einem Handhabungsautomaten 12 erfasst wird, derart, dass eine zentrierte Ausrichtung des Plattenteils 1 zu einer Halterungsvorrichtung 14 des Handhabungsautomaten 12 erreicht ist, dass der Betonsockel 2 auf einer verfahrbaren Aufnahmeplatte 8 an einem vorbestimmten Ort der Aufnahmeplatte 8 gebildet wird, dass die Aufnahmeplatte 8 mit dem Betonsockel 2 in eine Montagestellung verfahren wird, in welcher das Plattenteil 1 auf den Betonsockel 2 aufgesetzt wird, und dass weiter die Halterungsvorrichtung 14 des Handhabungsautomaten 12 vor dem Aufsetzen des Plattenteils 1 an der tatsächlichen Position des Betonsockels 2 ausgerichtet wird.A method which is characterized in that the
Ein Verfahren, das dadurch gekennzeichnet ist, dass die Halterungsvorrichtung 14 als Unterdruck-Halterungsvorrichtung ausgebildet ist.A method characterized in that the holding
Ein Verfahren, das dadurch gekennzeichnet ist, dass die Halterungsvorrichtung 14 auslösbar in dem Handhabungsautomaten 12 relativ zu einem Tragkopf 16 des Handhabungsautomaten 12 horizontal verschiebbar und/oder um eine Vertikalachse x verdrehbar ist.A method which is characterized in that the holding
Ein Verfahren, das dadurch gekennzeichnet ist, dass zwei gegenüberliegende Zentrierungsleisten 26 an der Halterungsvorrichtung 14 angebracht sind, die aufeinander zu bewegbar sind und hierbei durch Anlage an einer oder beiden Randseiten 4 des Betonsockels 2 bei der ausgelösten Verschiebbarkeit und / oder Verdrehbarkeit die Ausrichtung des Plattenteils 1 an der tatsächlichen Position des Betonsockels 2 erbringen lassen.A method which is characterized in that two opposite centering
Ein Verfahren, das dadurch gekennzeichnet ist, dass zwei Paare von Zentrierungsleisten 26 vorgesehen sind, die senkrecht zueinander bewegbar sind.A method characterized in that two pairs of centering
Alle offenbarten Merkmale sind (für sich, aber auch in Kombination untereinander) erfindungswesentlich. In die Offenbarung der Anmeldung wird hiermit auch der Offenbarungsinhalt der zugehörigen/beigefügten Prioritätsunterlagen (Abschrift der Voranmeldung) vollinhaltlich mit einbezogen, auch zu dem Zweck, Merkmale dieser Unterlagen in Ansprüche vorliegender Anmeldung mit aufzunehmen. Die Unteransprüche charakterisieren, auch ohne die Merkmale eines in Bezug genommenen Anspruchs, mit ihren Merkmalen eigenständige erfinderische Weiterbildungen des Standes der Technik, insbesondere um auf Basis dieser Ansprüche Teilanmeldungen vorzunehmen. Die in jedem Anspruch angegebene Erfindung kann zusätzlich ein oder mehrere der in der vorstehenden Beschreibung, insbesondere mit Bezugsziffern versehene und/oder in der Bezugsziffernliste angegebene Merkmale aufweisen. Die Erfindung betrifft auch Gestaltungsformen, bei denen einzelne der in der vorstehenden Beschreibung genannten Merkmale nicht verwirklicht sind, insbesondere soweit sie erkennbar für den jeweiligen Verwendungszweck entbehrlich sind oder durch andere technisch gleichwirkenden Mittel ersetzt werden können.
Claims (12)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP22192803.9A EP4331833A1 (en) | 2022-08-30 | 2022-08-30 | Tiled part with adhesive bond on a densified concrete base, ten or more of concrete bases with adhesively bonded plate parts and method for their production |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP22192803.9A EP4331833A1 (en) | 2022-08-30 | 2022-08-30 | Tiled part with adhesive bond on a densified concrete base, ten or more of concrete bases with adhesively bonded plate parts and method for their production |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP4331833A1 true EP4331833A1 (en) | 2024-03-06 |
Family
ID=83151414
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP22192803.9A Pending EP4331833A1 (en) | 2022-08-30 | 2022-08-30 | Tiled part with adhesive bond on a densified concrete base, ten or more of concrete bases with adhesively bonded plate parts and method for their production |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP4331833A1 (en) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102017111248A1 (en) | 2017-05-23 | 2018-11-29 | Ger van Ommeren Beheer B.V. | On a concrete base adhesively bonded seated ceramic plate, and method for their preparation |
| CN111284090A (en) * | 2020-02-26 | 2020-06-16 | 雷俊挺 | Improved epoxy resin composite artificial stone plate manufacturing process |
-
2022
- 2022-08-30 EP EP22192803.9A patent/EP4331833A1/en active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102017111248A1 (en) | 2017-05-23 | 2018-11-29 | Ger van Ommeren Beheer B.V. | On a concrete base adhesively bonded seated ceramic plate, and method for their preparation |
| CN111284090A (en) * | 2020-02-26 | 2020-06-16 | 雷俊挺 | Improved epoxy resin composite artificial stone plate manufacturing process |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102011113163A1 (en) | Method and device for producing a concrete component, and a concrete component produced by the method | |
| EP0758944B1 (en) | Process and device for the continuous production of fibre-reinforced moulded bodies from hydraulic materials | |
| DE2201550C2 (en) | Process for the production of concrete blocks | |
| EP1605101B1 (en) | Process and apparatus for the fabrication of a multilayered concrete plate | |
| DE102013105250A1 (en) | Apparatus for coating plate-shaped blanks with viscous or pasty, hardenable material | |
| DE3610287C2 (en) | Device for laminating and gluing wooden parts | |
| DE69821378T2 (en) | MACHINE FOR MAKING BLOCKS MOLDED FROM EARTH | |
| WO2024083767A1 (en) | Method and device for producing a composite body | |
| DE102017111248A1 (en) | On a concrete base adhesively bonded seated ceramic plate, and method for their preparation | |
| EP4331833A1 (en) | Tiled part with adhesive bond on a densified concrete base, ten or more of concrete bases with adhesively bonded plate parts and method for their production | |
| EP0566084B1 (en) | Process and device for making composite panels with natural stone slab | |
| EP0518217B1 (en) | Glue laminating wood press for the production of bent glued beams | |
| DE4212702A1 (en) | Method and device for producing stone composite panels | |
| DE19622001A1 (en) | System for manufacturing concrete blocks | |
| DE2545444B2 (en) | Device for assembling furniture carcasses | |
| DE3321307C2 (en) | Process for the production of support bars, profile bars, beams and the like from small pressed plant parts | |
| DE102006043270A1 (en) | Method and press for producing moldings | |
| DE3243045A1 (en) | Self-propelled device for providing transportable heavy concrete parts | |
| DE4217769C1 (en) | Lightweight constructional component mfr. - inserts wooden etc. frames in open mould ends before filling with clay-bonded organic fibre and compressing | |
| DE3236711C2 (en) | Method and device for joining two large half-panels | |
| EP0583501A1 (en) | Plant for the automated production of composite panels | |
| DE19534592C2 (en) | Device and method for producing combined paving stones, slabs and the like. Components that, in their position of use, each consist of an upper facing plate and are connected to a lower concrete base layer | |
| DE9211189U1 (en) | Plant for automated production of multilayer boards | |
| DE3807263A1 (en) | Process for producing a profiled facing shell from concrete with internal porosity of the aggregate particles, and apparatus for carrying out the process | |
| DE1136623B (en) | Device for manufacturing and stacking components made of pumice concrete, heavy concrete or the like. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20240904 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |