EP4224992B1 - Betriebsverfahren für einen lichtbogenofen - Google Patents
Betriebsverfahren für einen lichtbogenofen Download PDFInfo
- Publication number
- EP4224992B1 EP4224992B1 EP22155430.6A EP22155430A EP4224992B1 EP 4224992 B1 EP4224992 B1 EP 4224992B1 EP 22155430 A EP22155430 A EP 22155430A EP 4224992 B1 EP4224992 B1 EP 4224992B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- control device
- electrodes
- arc furnace
- electric arc
- maximum value
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B7/00—Heating by electric discharge
- H05B7/02—Details
- H05B7/144—Power supplies specially adapted for heating by electric discharge; Automatic control of power, e.g. by positioning of electrodes
- H05B7/148—Automatic control of power
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B3/00—Hearth-type furnaces, e.g. of reverberatory type; Electric arc furnaces ; Tank furnaces
- F27B3/08—Hearth-type furnaces, e.g. of reverberatory type; Electric arc furnaces ; Tank furnaces heated electrically, with or without any other source of heat
- F27B3/085—Arc furnaces
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B3/00—Hearth-type furnaces, e.g. of reverberatory type; Electric arc furnaces ; Tank furnaces
- F27B3/10—Details, accessories or equipment, e.g. dust-collectors, specially adapted for hearth-type furnaces
- F27B3/28—Arrangement of controlling, monitoring, alarm or the like devices
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D19/00—Arrangements of controlling devices
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D19/00—Arrangements of controlling devices
- F27D2019/0028—Regulation
- F27D2019/0034—Regulation through control of a heating quantity such as fuel, oxidant or intensity of current
- F27D2019/0037—Quantity of electric current
Definitions
- the present invention is further based on a control program for a control device of an arc furnace, wherein the control program comprises machine code that can be processed by the control device, wherein the processing of the machine code by the control device causes the control device to operate the arc furnace according to such an operating method.
- the present invention further relates to a control device of an arc furnace, wherein the control device is programmed with such a control program, so that the control device operates the arc furnace according to such an operating method.
- the electrical energy is supplied to the electrodes of the arc furnace via a furnace transformer.
- the furnace transformer is often connected to the supply network via a medium-voltage transformer.
- the furnace transformer provides several voltage levels. For the constant power range and other high-current ranges, the respective voltage level can be selected on the furnace transformer. Fine control within a certain voltage level can be achieved, for example, using impedance control.
- the positioning of the electrodes is controlled mechanically, usually via hydraulic adjustment devices.
- the mechanical adjustment of the electrodes is much less dynamic than the actual behavior of the arcs.
- the fluctuations can therefore only be inadequately regulated.
- the fluctuations lead to considerable stress on the components, for example the high-current cables, the current-carrying support arms, the hydraulic cylinders, etc.
- the fluctuations occur both in the melting phase and in a subsequent flat bath phase.
- the positioning of the electrodes must be continuously adjusted.
- the adjustment can be carried out, for example, by regulating to a specific impedance or a specific power.
- the dynamics of the positioning device are relatively low compared to the changes in the electrical system of the arc, certain fluctuations remain that cannot be adjusted. As a result, the energy input into the molten metal is not optimal.
- the electrical energy supply is often carried out with a constant power or constant current.
- the power or current can be maximum, i.e. as high as possible based on the design ("energy supply device, deliver what you can").
- the voltages applied to the electrodes serve to set the desired power or current.
- the electrodes are still quite high up near the lid of the arc furnace, this can lead to the arc forming towards the lid rather than towards the metal as seen from the electrodes. This not only leads to a significantly reduced introduction of energy into the metal, but also to significantly increased wear of the lid, even to the point where damage to the lid occurs after a short time.
- the object of the present invention is to provide possibilities by means of which the disadvantages of the prior art can be avoided.
- an operating method of the type mentioned at the outset is designed in that the control device determines the final voltage target values by limiting the preliminary voltage target values to a permissible maximum value at least during an initial phase of the melting phase, wherein the permissible maximum value is below a possible maximum value that can be applied to the electrodes by the energy supply device.
- the numerical values of 700 V and 1200 V as well as 5000 A are exemplary values that serve as an explanation. In practice, larger or smaller values can also occur. The current in particular can often be considerably larger.
- the maximum permissible value is fixed. In this case, it is possible that the maximum permissible value is only taken into account during the initial phase of the melting phase, but not in a later section of the melting phase. Alternatively, it is possible that the maximum permissible value is taken into account during the entire melting phase, but no longer in the subsequent flat bath phase.
- the permissible maximum value may be dynamic.
- the control device can receive an input value from an operator and for the control device to determine the permissible maximum value depending on the input value.
- the input value can always determine the permissible maximum value, i.e. for an input value of, for example, "500 V" the permissible maximum value is always 500 V.
- the control device can initially determine the permissible maximum value in another way. If the value determined in this way is smaller than the voltage value determined by the input value (for example only 450 V compared to 500 V according to the input value), the value determined by the control device (450 V) is used as the permissible maximum value.
- the value determined by the control device is greater than the voltage value determined by the input value (for example 550 V)
- the voltage value determined by the input value (500 V) is used as the permissible maximum value.
- the numerical values of 450 V, 500 V and 550 V are purely exemplary values that serve as an explanation. In practice, larger or smaller values can also occur.
- a specification according to an input value can alternatively be made continuously or in steps.
- the control device alternatively or in addition to taking the input value into account - to determine the permissible maximum value as a function of a period of time that has elapsed since the start of the melting phase.
- the permissible maximum value can initially have a relatively low value and, after a certain waiting time of, for example, 5 minutes, can be increased in one jump, in several stages or continuously (linearly or non-linearly).
- the permissible maximum value can be increased in later sections, i.e. after at least the initial phase of the melting phase, up to the possible maximum value (and theoretically even beyond that).
- the voltage limitation according to the invention is no longer active from the time at which the possible maximum value is reached.
- the period of 5 minutes mentioned is also only an example. In practice, larger or smaller values can also occur.
- the positioning of the electrodes varies over time.
- the positioning of the electrodes can be known to the control device.
- the control device can also carry out the positioning of the electrodes or the positioning of the electrodes can be supplied to the control device from outside. In one embodiment of the present invention, it is therefore possible for the control device to determine the permissible maximum value depending on the positioning of the electrodes.
- the permissible maximum value can initially have a relatively low value when determining the position of the electrodes and can be increased in one step, in several stages or continuously (linearly or non-linearly) when certain positions are reached, i.e. as a result in later sections of the melting phase.
- the permissible maximum value can be increased up to the possible maximum value and even beyond.
- control device determines a progress of the melting of the metal in the arc furnace by evaluating the temporal progression of two actual electrical variables of the electrical energy supplied to the electrodes and/or by evaluating actual acoustic variables of the arc furnace and to determine the permissible maximum value as a function of the determined progress.
- second electrical actual values serves to distinguish it from the first electrical actual values in a purely formal way. It is intended to express that the electrical actual values on the basis of which the control device determines the progress of the melting of the metal in the arc furnace are not necessarily the same electrical actual values that, if possible, correspond to the electrical target values. This is possible, but not absolutely necessary.
- the first actual electrical quantities can be the electrode currents
- the second actual electrical quantities can be the voltages applied to the electrodes or the power flowing through the electrodes. In individual cases, however, they can also be the same actual electrical quantities.
- the permissible maximum value can initially have a relatively low value when determining the progress determined and can be increased in one step, in several stages or continuously (linearly or non-linearly) when a certain process progress is reached.
- the permissible maximum value can be increased up to the possible maximum value and even beyond.
- control program having the features of claim 6.
- the processing of the machine code by the control device causes the control device to operate the arc furnace according to an operating method according to the invention.
- control device with the features of claim 7.
- the control device is programmed with a control program according to the invention, so that the control device operates the arc furnace according to an operating method according to the invention.
- control device is designed as a control device according to the invention.
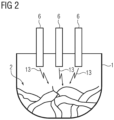
- An arc furnace has a furnace vessel 1.
- the furnace vessel 1 can - see FIG 2 -
- Metal 2 is fed into the furnace vessel 1 in a solid state.
- the metal 2 can be steel, for example, and in the case of steel, in particular scrap.
- the arc furnace also has a power supply device 3.
- the power supply device 3 is connected on the input side to a supply network 4.
- the supply network 4 is usually a medium-voltage network that has a nominal voltage in the 2-digit kV range and is operated with a base frequency f0.
- the base frequency f0 is usually 50 Hz or 60 Hz.
- the supply network 4 is connected as shown in FIG 1 usually a three-phase network.
- the arc furnace also has a furnace transformer 5 and electrodes 6.
- the power supply device 3 is connected on the output side to the electrodes 6 via the furnace transformer 5.
- the furnace transformer 5 is designed as a three-phase transformer.
- other designs are also possible, in particular a single-phase design.
- the electrode voltages U applied to the electrodes 6 are significantly below the nominal voltage of the supply network 4.
- the electrode voltage U is in FIG 1 only shown for one of the electrodes 6.
- the electrode voltages U are usually in the range of several 100 V. In individual cases, voltages above 1 kV are also possible. However, 2 kV is generally not exceeded.
- switching devices are also present, by means of which the energy supply device 3 can be separated from the supply network 4.
- Switching devices can also be present, by means of which the energy supply device 3 can be separated from the furnace transformer 5 and/or the furnace transformer 5 from the electrodes 6.
- the switching devices carry out purely binary switching operations, but do not adjust voltages and currents.
- Active or passive filter devices can also be arranged on the primary or secondary side of the furnace transformer 5. The switching devices and also the filter devices are of secondary importance for the functioning according to the invention and are therefore in FIG 1 (and also the other FIGS) are not shown for the sake of clarity.
- the energy supply device 3 can draw electrical energy from the supply network 4 and supply the drawn electrical energy to the electrodes 6 via the furnace transformer 5.
- the energy supply device 3 usually has many semiconductor switches for this purpose. Possible designs of the energy supply device 3 are shown in the WO 2015/176 899 A1 ("gold standard"). Alternatively, the arrangements according to the EP 3 124 903 A1 or the EP 1 026 921 A1 Regardless of the specific design of the energy supply facility 3, the energy supply device 3 is, however, capable of carrying out a quasi-continuous gradation of the electrode voltages U applied to the electrodes 6 and/or the electrode currents I supplied to the electrodes 6 on the output side - i.e. towards the furnace transformer 5. Analogous to the representation for the electrode voltages U, the electrode current I in FIG 1 also only shown for one of the electrodes 6.
- the electrode voltages U can have a maximum value U0 (see FIGS 5 to 7 ).
- the value U0 - i.e. the possible maximum value of the electrode voltages U - is determined by the nominal voltage of the supply network 4, the design of the energy supply device 3 and the design of the furnace transformer 5.
- the value U0 can be 1200 V.
- the arc furnace has a positioning device 7.
- the electrodes 6 can be positioned as in FIG 1 indicated by a double arrow 8 next to one of the electrodes 6.
- the electrodes 6 are positioned together.
- the electrodes 6 can also be positioned individually.
- the direction of movement in which the electrodes 6 are positioned can be vertical.
- the direction of movement can also be slightly inclined to the vertical. In this case too, however, the component in the vertical direction is the dominant component of the movement.
- the positioning device 7 can, for example, have one or more hydraulic cylinder units.
- the arc furnace has a control device 9. At least the energy supply device 3 is controlled by the control device 9.
- the control device 9 therefore generates control values A1 with which it controls the energy supply device 3. According to the control values A1 operates the energy supply facility 3.
- the positioning device 7 is often also controlled by the control device 9.
- the control device 9 generates further control values A2 with which it controls the positioning device 7.
- the positioning device 7 is operated according to these control values A2.
- the control of the positioning device 7 as such is not the subject of the present invention and is therefore not explained in more detail.
- the control device 9 is designed as a software-programmable control device. This is FIG 1 indicated by the designation " ⁇ P" (for microprocessor-controlled). The effect and mode of operation of the control device 9 is determined by a control program 10 with which the control device 9 is programmed.
- the control program 10 includes machine code 11 that can be processed by the control device 9. The processing of the machine code 11 by the control device 9 causes the control device 9 to operate the arc furnace according to an operating method, as explained in more detail below in connection with the other FIGS.
- the furnace vessel 1 is prepared according to FIG 3 in a step S1 with the metal 2.
- the loading can be carried out under the control of the control device 9. However, it does not have to be carried out under the control of the control device 9.
- the step S1 is therefore in FIG 3 only shown in dashed lines.
- a melting phase of the arc furnace follows. During the melting phase, the metal 2 is melted to form a metal melt 12.
- the melting phase comprises steps S2 to S6.
- the melting phase is followed by a flat bath phase.
- the flat bath phase comprises steps S7 to S11.
- the control device 9 first receives target values X* in step S2.
- the target values X* are electrical values for electrical energy that is to be supplied to the electrodes 6. These can be, for example, electrical target currents or electrical target powers.
- step S3 the control device 9 determines final voltage target values U2*.
- the control device 9 first determines provisional voltage target values U1* based on the electrical target values X* (if necessary, also taking into account first electrical actual values X, which are characteristic of the electrical energy supplied to the electrodes 6).
- the provisional voltage target values U1* are determined in such a way that if voltages U corresponding to the provisional voltage target values U1* were applied to the electrodes 6, the first electrical actual values X would be as close as possible to the corresponding target values X*. An attempt is therefore made, for example, to bring the actual electrical current or the actual electrical power as close as possible to the electrical target current or the electrical target power.
- the provisional voltage target values U1* determined in this way are, however, capped at an upper limit in step S3 to a permissible maximum value Umax.
- the permissible maximum value Umax is (see the FIGS 5 to 7 ) is below the possible maximum value U0. It is usually between 50 % and 75 % of the possible maximum value U0.
- the permissible maximum value Umax can, for example, be between 600 V and 900 V.
- step S4 the control device 9 determines the control values A1 for the energy supply device 3. The determination is made based on the final voltage target values U2*.
- step S5 the control device 9 controls the energy supply device 3 according to the determined control values A1. Due to the corresponding control voltages U corresponding to the final voltage target values U2* are applied to the electrodes 6. As a result, the energy supply device 3 draws electrical energy from the supply network 4 and supplies the electrical energy to the electrodes 6 via the furnace transformer 5. As a result, arcs 13 are formed.
- the control device 9 checks whether a termination condition has been reached.
- the termination condition may be that the melting phase as such has ended.
- the melting phase is ended when the metal melt 12 is as shown in FIG 4 has completely or at least essentially formed a continuous horizontal surface.
- the termination condition may consist, for example, in an initial phase being completed within the melting phase, for example a drilling phase. Regardless of the design of the termination condition, the termination condition is generally only met several minutes after the start of the melting phase.
- control device 9 It is possible for the control device 9 to evaluate actual values of the arc furnace that have been measured as part of the check to see whether the termination condition has been reached. For example, it is possible for the control device 9 to evaluate the electrode currents I and/or the electrode voltages U, in particular their fluctuations. The control device 9 can also evaluate acoustic values of the arc furnace, for example the noise level or the acoustic spectrum of the noise generated. Alternatively, it is possible for the control device 9 to be given information by an operator 15 (see FIG 1 ) it is specified that the termination condition has been reached.
- control device 9 If the termination condition has not yet been reached, the control device 9 returns to step S2 (alternatively to step S3). If, however, the termination condition is reached, the control device 9 proceeds to step S7 and thus to a further operating phase of the arc furnace.
- the further operating phase can be, for example, the flat bath phase. Alternatively, the further operating phase can be a later section of the melting phase plus the flat bath phase.
- the control device 9 receives the target values X* in step S7. Furthermore, the control device 9 determines the final voltage target values U2* in step S8. Then, in step S9, the control device 9 determines the control values A1 for the energy supply device 3. In step S10, the control device 9 controls the energy supply device 3 according to the determined control values A1.
- Steps S7 to S10 correspond essentially to steps S2 to S5.
- the only difference is that in step S8 the control device 9 adopts the provisional voltage setpoints U1* directly as the final voltage setpoints U2*, i.e. does not limit the permissible maximum value Umax.
- step S11 the control device 9 checks whether the further operating phase of the arc furnace has ended. In a similar way to the check in step S6, it is possible for the control device 9 to evaluate actual values of the arc furnace that have been measured as part of the check in step S11. Alternatively, it is possible for the operator 15 to inform the control device 9 that the further operating phase has ended.
- step S12 the molten metal 12 produced is removed from the furnace vessel 1, for example poured into a ladle (not shown). The removal of the molten metal 12 can take place under the control of the control device 9. However, it does not have to take place under the control of the control device 9.
- the step S12 is therefore in FIG 3 - analogous to step S1 - only shown in dashed lines.
- step S6 it is also possible to omit steps S6 to S10 and instead return from step S11 to step S2 or step S3.
- the permissible maximum value Umax is taken into account during the entire operation of the arc furnace.
- the permissible maximum value Umax can be set by the control device 9 as shown in FIG 5 as a function of time t.
- a time t1 corresponds to the beginning of the melting phase, i.e. in principle the first ignition of the arcs 13 after charging the furnace vessel 1 with the metal 2.
- the permissible maximum value Umax is usually at its lowest value.
- the permissible maximum value Umax can be increased - as shown in FIG 5 continuously, alternatively in one or more stages - to a higher value. In particular, it can reach the possible maximum value U0 at a time t2.
- control device 9 determines the permissible maximum value Umax in direct dependence on a time period elapsed since the beginning of the melting phase: If the time period elapsed since the beginning of the melting phase is known, the corresponding currently valid permissible maximum value Umax can also be determined.
- the permissible maximum value Umax can be set by the control device 9 as shown in FIG 6 as a function of the positioning p of the electrodes 6.
- the representation in FIG 6 is such that the positioning p corresponds to the distance of the undersides of the electrodes 6 from a cover 15 of the furnace vessel 1.
- the permissible maximum value Umax has its lowest value at the smallest positioning p (i.e. at the smallest distance from the cover 15) and increases with increasing distance - as shown in FIG 6 continuously, alternatively in one or more stages - to a higher value.
- the permissible maximum value Umax can be at its lowest value up to a first predetermined positioning p and can reach the possible maximum value U0 at a second predetermined positioning p.
- the control device 9 thus determines the permissible maximum value Umax depending on the positioning p of the electrodes 6.
- the permissible maximum value Umax depends on the time t.
- the associated functional relationship is not known in advance. In particular, it can happen that the positioning p does not increase continuously, but temporarily assumes a smaller value again.
- control device 9 (similar to the procedure in steps S6 and S11) to determine the progress of the melting of the metal 2 in the arc furnace by evaluating the time course of the actual electrical values of the electrical energy supplied to the electrodes 6 and/or by evaluating the actual acoustic values of the arc furnace.
- the control device 9 can in this way determine the transition from the drilling phase to the remaining part of the melting phase and the transition from the Melting phase into the flat bath phase. In this case, the control device 9 can determine the permissible maximum value Umax depending on the determined progress.
- control device 9 can determine the permissible maximum value Umax according to the representation in FIG 7 keep it at a relatively low value during the drilling phase, keep it at a relatively high value (but still below the possible maximum value U0) during the remaining part of the melting phase and ignore it during the shallow bath phase (or alternatively set it equal to the possible maximum value U0 or to a value above the possible maximum value U0).
- control device 9 receives an input value E from the operator 16.
- the control device 9 can determine the permissible maximum value Umax depending on the input value E.
- the input value E can determine the permissible maximum value Umax alone as required or in addition to one of the procedures of the FIGS 5 to 7 be taken into account.
- the present invention has many advantages. In particular, flashovers of the arcs 13 onto the cover 16 of the furnace vessel 1 and the associated disadvantages can be reliably avoided.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Vertical, Hearth, Or Arc Furnaces (AREA)
- Waste-Gas Treatment And Other Accessory Devices For Furnaces (AREA)
Description
- Die vorliegende Erfindung geht aus von einem Betriebsverfahren für einen Lichtbogenofen, wobei während einer Schmelzphase in einem Ofengefäß des Lichtbogenofens befindliches Metall geschmolzen wird, wobei eine Steuereinrichtung des Lichtbogenofens
- anhand elektrischer Sollgrößen von den Elektroden zuzuführender elektrischer Energie vorläufige Spannungssollwerte ermittelt, so dass bei Anlegen von mit den vorläufigen Spannungssollwerten korrespondierenden Spannungen an die Elektroden erste elektrische Istgrößen von den Elektroden zugeführter elektrischer Energie den elektrischen Sollgrö-ßen so weit wie möglich angenähert werden, und
- eine Energieversorgungseinrichtung des Lichtbogenofens basierend auf endgültigen Spannungssollwerten ansteuert, so dass mit den endgültigen Spannungssollwerten korrespondierende Spannungen an die Elektroden angelegt werden, so dass die Energieversorgungseinrichtung elektrische Energie aus einem Versorgungsnetz bezieht und über einen Ofentransformator den Elektroden zuführt.
- Die vorliegende Erfindung geht weiterhin aus von einem Steuerprogramm für eine Steuereinrichtung eines Lichtbogenofens, wobei das Steuerprogramm Maschinencode umfasst, der von der Steuereinrichtung abarbeitbar ist, wobei die Abarbeitung des Maschinencodes durch die Steuereinrichtung bewirkt, dass die Steuereinrichtung den Lichtbogenofen gemäß einem derartigen Betriebsverfahren betreibt.
- Die vorliegende Erfindung geht weiterhin aus von einer Steuereinrichtung eines Lichtbogenofens, wobei die Steuereinrichtung mit einem derartigen Steuerprogramm programmiert ist, so dass die Steuereinrichtung den Lichtbogenofen gemäß einem derartigen Betriebsverfahren betreibt.
- Die vorliegende Erfindung geht weiterhin aus von einem Lichtbogenofen,
- wobei der Lichtbogenofen ein Ofengefäß aufweist, dem Metall zuführbar ist,
- wobei der Lichtbogenofen eine Energieversorgungseinrichtung und Elektroden sowie einen Ofentransformator aufweist,
- wobei die Energieversorgungseinrichtung eingangsseitig mit einem Versorgungsnetz und ausgangsseitig über den Ofentransformator mit den Elektroden verbunden ist,
- wobei der Lichtbogenofen eine Steuereinrichtung aufweist, von der die Energieversorgungseinrichtung ansteuerbar ist,
- wobei die Steuereinrichtung so wie obenstehend erläutert ausgebildet ist.
- Die genannten Gegenstände sind allgemein bekannt. Beispielsweise kann auf die
WO 2015/176 899 A1 verwiesen werden. Auch dieEP 1 026 921 A1 und dieEP 3 124 903 A1 können in diesem Zusammenhang genannt werden. - Beim Schmelzen von Metall - insbesondere Stahl - in einem Lichtbogenofen erfolgt die Zufuhr der elektrischen Energie zu den Elektroden des Lichtbogenofens über einen Ofentransformator. Oftmals ist der Ofentransformator über einen Mittelspannungstransformator an das Versorgungsnetz angeschlossen. Der Ofentransformator stellt mehrere Spannungsstufen zur Verfügung. Für den Bereich konstanter Leistung und andere Hochstrombereiche kann die jeweilige Spannungsstufe am Ofentransformator gewählt werden. Eine Feinregelung innerhalb einer bestimmten Spannungsstufe kann beispielsweise mittels einer Impedanzregelung erfolgen.
- Bei dieser Vorgehensweise sind nur einige wenige Spannungsstufen möglich, und die Elektrodenströme unterliegen starken Schwankungen. Zur Reduzierung der Schwankungen werden die Positionierungen der Elektroden mechanisch geregelt, meist über hydraulische Verstelleinrichtungen. Das mechanische Verstellen der Elektroden weist eine erheblich geringere Dynamik auf als das reale Verhalten der Lichtbögen. Die Schwankungen können daher nur unzureichend ausgeregelt werden. Weiterhin führen die Schwankungen zu erheblichen Belastungen der Bauteile, beispielsweise der Hochstromkabel, der stromführenden Tragarme, der Hydraulikzylinder usw. Die Schwankungen treten sowohl in der Schmelzphase als auch in einer nachfolgenden Flachbadphase auf.
- Bei der Einstellung der Elektrodenspannung über die Spannungsstufen des Ofentransformators muss die Positionierung der Elektroden laufend nachgeregelt werden. Die Nachregelung kann beispielsweise derart erfolgen, dass auf eine bestimmte Impedanz oder eine bestimmte Leistung geregelt wird. Da die Dynamik der Positioniereinrichtung jedoch im Vergleich zu den Veränderungen im elektrischen System des Lichtbogens relativ niedrig ist, verbleiben gewisse Schwankungen, die nicht ausgeregelt werden können. Dadurch ist die Energieeinbringung in die Metallschmelze nicht optimal.
- Aus den Dokumenten des Standes der Technik, insbesondere aus der
WO 2015/176 899 A1 und derEP 3 124 903 A1 und in begrenztem Umfang auch aus derEP 1 026 921 A1 , sind Vorgehensweisen bekannt, bei denen die Elektrodenspannungen kontinuierlich eingestellt werden können. Diese Ausgestaltungen bieten gegenüber einer Einstellung der Elektrodenspannung über Spannungsstufen des Ofentransformators erhebliche Vorteile. Zum einen können die Elektrodenspannungen nicht nur stufenweise, sondern kontinuierlich variiert werden. Zum anderen kann der Ofentransformator einfacher ausgebildet sein, weil er nicht mehrere Spannungsstufen zur Verfügung stellen muss. Weiterhin werden durch diese Ausgestaltungen weitere Arten der Regelung ermöglicht. - Wenn - wie aus dem Stand der Technik bekannt - die Elektrodenspannungen kontinuierlich eingestellt werden können, erfolgt die elektrische Energiezufuhr oftmals mit konstanter Leistung oder konstantem Strom. Die Leistung bzw. der Strom können maximal sein, das heißt so groß wie auslegungsbedingt möglich ("Energieversorgungseinrichtung, liefere was du kannst"). Die an die Elektroden angelegten Spannungen dienen in diesem Fall zur Einstellung der gewünschten Leistung bzw. des gewünschten Stromes. Insbesondere während der Anfangsphase einer Schmelzphase des Lichtbogenofens, wenn sich die Elektroden noch ziemlich weit oben in der Nähe des Deckels des Lichtbogenofens befinden, kann dies dazu führen, dass sich der Lichtbogen von den Elektroden aus gesehen nicht zum Metall, sondern zum Deckel hin bildet. Dies führt nicht nur zu einer deutlich reduzierten Einbringung von Energie in das Metall, sondern darüber hinaus auch zu einem deutlich erhöhten Verschleiß des Deckels bis hin zu bereits nach kurzer Zeit auftretenden Schäden am Deckel.
- Die Aufgabe der vorliegenden Erfindung besteht darin, Möglichkeiten zu schaffen, mittels derer die Nachteile des Standes der Technik vermieden werden können.
- Die Aufgabe wird durch ein Betriebsverfahren mit den Merkmalen des Anspruchs 1 gelöst. Vorteilhafte Ausgestaltungen des Betriebsverfahrens sind Gegenstand der abhängigen Ansprüche 2 bis 5.
- Erfindungsgemäß wird ein Betriebsverfahren der eingangs genannten Art dadurch ausgestaltet, dass die Steuereinrichtung zumindest während einer Anfangsphase der Schmelzphase die endgültigen Spannungssollwerte durch Begrenzung der vorläufigen Spannungssollwerte auf einen zulässigen Maximalwert ermittelt, wobei der zulässige Maximalwert unterhalb eines möglichen Maximalwertes liegt, der von der Energieversorgungseinrichtung an die Elektroden anlegbar ist.
- Wenn von der Auslegung der Energieversorgungseinrichtung her gesehen also beispielsweise bis zu 1200 V an die Elektroden angelegt werden können und über die Elektroden 5000 A fließen sollen, so wird im Stand der Technik die Spannung bei Bedarf bis auf die vollen 1200 V ausgeregelt, um den gewünschten Strom von 5000 A einzustellen. Erfindungsgemäß hingegen erfolgt ein derartiges Ausregeln nur bis zu einem Wert unter 1200 V, beispielsweise bis auf maximal 700 V. Ist zum Einstellen eines Stromes von 5000 A ein Spannungswert oberhalb von 700 V erforderlich, wird die Abweichung des Stromes von dem eigentlichen gewünschten Wert (= 5000 A) hingenommen. Dadurch wird zwar dem Lichtbogenofen eine geringere Energie zugeführt, die zugeführte Energie wird aber zuverlässig in das Metall eingebracht, das geschmolzen werden soll, nicht aber in Bestandteile des Lichtbogenofens selbst. Die genannten Zahlenwerte von 700 V und 1200 V sowie von 5000 A sind beispielhaft genannte Werte, die der Erläuterung dienen. In der Praxis können auch größere oder kleinere Werte auftreten. Insbesondere der Strom kann oftmals erheblich größer sein.
- In der allereinfachsten Ausgestaltung ist der zulässige Maximalwert fest vorgegeben. In diesem Fall ist es möglich, dass der zulässige Maximalwert nur während der Anfangsphase der Schmelzphase berücksichtigt wird, in einem späteren Abschnitt der Schmelzphase hingegen nicht mehr. Alternativ ist es möglich, dass der zulässige Maximalwert während der gesamten Schmelzphase berücksichtigt wird, nicht mehr aber in der nachfolgenden Flachbadphase.
- In anderen Ausgestaltungen kann der zulässige Maximalwert dynamisch sein.
- Beispielsweise ist es möglich, dass die Steuereinrichtung von einer Bedienperson einen Eingabewert entgegennimmt und dass die Steuereinrichtung den zulässigen Maximalwert in Abhängigkeit von dem Eingabewert ermittelt. Hierbei ist es alternativ möglich, dass der Eingabewert stets den zulässigen Maximalwert bestimmt, dass also bei einem Eingabewert von beispielsweise "500 V" der zulässige Maximalwert stets ebenfalls 500 V ist. Alternativ ist es möglich, dass der Eingabewert nur im Sinne einer oberen Grenze vorgegeben wird. In diesem Fall kann die Steuereinrichtung den zulässigen Maximalwert zunächst auf andere Art und Weise ermitteln. Ist der so ermittelte Wert kleiner als der durch den Eingabewert bestimmte Spannungswert (beispielsweise nur 450 V gegenüber 500 V gemäß Eingabewert), wird der von der Steuereinrichtung ermittelte Wert (450 V) als zulässiger Maximalwert verwendet. Ist der von der Steuereinrichtung ermittelte Wert größer als der durch den Eingabewert bestimmte Spannungswert (beispielsweise 550 V), wird der durch den Eingabewert bestimmte Spannungswert (500 V) als zulässiger Maximalwert verwendet. Auch hier sind die genannten Zahlenwerte von 450 V, 500 V und 550 V rein beispielhaft genannte Werte, die der Erläuterung dienen. In der Praxis können auch größere oder kleinere Werte auftreten.
- Eine Vorgabe gemäß einem Eingabewert kann alternativ kontinuierlich oder in Stufen erfolgen.
- In einer anderen Ausgestaltung ist es möglich, dass die Steuereinrichtung - alternativ oder zusätzlich zur Berücksichtigung des Eingabewertes - den zulässigen Maximalwert in Abhängigkeit von einer seit Beginn der Schmelzphase gestrichenen Zeitspanne ermittelt. Beispielsweise kann der zulässige Maximalwert zunächst einen relativ niedrigen Wert aufweisen und nach Ablauf einer bestimmten Wartezeit von beispielsweise 5 Minuten in einem Sprung, in mehreren Stufen oder kontinuierlich (linear oder nichtlinear) erhöht werden. Der zulässige Maximalwert kann in späteren Abschnitten, d.h. nach zumindest der Anfangsphase der Schmelzphase, bis auf den möglichen Maximalwert (und theoretisch sogar darüber hinaus) angehoben werden. In diesem Fall ist die erfindungsgemäße Spannungsbegrenzung ab dem Zeitpunkt, zu dem der mögliche Maximalwert erreicht wird, nicht mehr aktiv. Auch die genannte Zeitdauer von 5 Minuten ist nur beispielhaft. In der Praxis können auch größere oder kleinere Werte auftreten.
- In aller Regel variiert eine Positionierung der Elektroden zeitlich. Die Positionierung der Elektroden kann der Steuereinrichtung bekannt sein. Beispielsweise kann die Steuereinrichtung auch die Positionierung der Elektroden vornehmen oder kann der Steuereinrichtung die Positionierung der Elektroden von außen zugeführt werden. In einer Ausgestaltung der vorliegenden Erfindung ist es daher möglich, dass die Steuereinrichtung den zulässigen Maximalwert in Abhängigkeit von der Positionierung der Elektroden ermittelt.
- Analog zu einer Ermittlung in Abhängigkeit von einer seit Beginn der Schmelzphase gestrichenen Zeitspanne kann auch bei einer Ermittlung in Abhängigkeit von der Positionierung der Elektroden der zulässige Maximalwert zunächst einen relativ niedrigen Wert aufweisen und bei Erreichen bestimmter Positionen, d.h. im Ergebnis in späteren Abschnitten der Schmelzphase, in einem Sprung, in mehreren Stufen oder kontinuierlich (linear oder nichtlinear) erhöht werden. Der zulässige Maximalwert kann bis auf den möglichen Maximalwert und sogar darüber hinaus angehoben werden.
- In einer anderen Ausgestaltung der vorliegenden Erfindung ist es möglich, dass die Steuereinrichtung durch Auswertung des zeitlichen Verlaufs zweiter elektrischer Istgrößen der den Elektroden zugeführten elektrischen Energie und/oder durch Auswertung akustischer Istgrößen des Lichtbogenofens einen Fortschritt des Schmelzens des Metalls in dem Lichtbogenofen ermittelt und den zulässigen Maximalwert in Abhängigkeit von dem ermittelten Fortschritt ermittelt.
- Der Begriff "zweite elektrische Istgrößen" dient der rein formalen Unterscheidung von den ersten elektrischen Istgrö-ßen. Es soll zum Ausdruck gebracht werden, dass die elektrischen Istgrößen, anhand derer die Steuereinrichtung den Fortschritt des Schmelzens des Metalls in dem Lichtbogenofen ermittelt, nicht notwendigerweise dieselben elektrischen Istgrößen sind, die nach Möglichkeit den elektrischen Sollgrößen angenähert werden. Dies ist zwar möglich, aber eben nicht zwingend erforderlich. Beispielsweise können die ersten elektrischen Istgrößen die Elektrodenströme sein, während die zweiten elektrischen Istgrößen die an die Elektroden angelegten Spannungen oder die über die Elektroden fließenden Leistungen sein können. Es kann sich im Einzelfall aber auch um dieselben elektrischen Istgrößen handeln.
- Analog zu einer Ermittlung in Abhängigkeit von einer seit Beginn der Schmelzphase gestrichenen Zeitspanne kann auch bei einer Ermittlung in Abhängigkeit von dem ermittelten Fortschritt der zulässige Maximalwert zunächst einen relativ niedrigen Wert aufweisen und bei Erreichen eines bestimmten Prozessfortschritts in einem Sprung, in mehreren Stufen oder kontinuierlich (linear oder nichtlinear) erhöht werden. Der zulässige Maximalwert kann bis auf den möglichen Maximalwert und auch darüber hinaus angehoben werden.
- Die Aufgabe wird weiterhin durch ein Steuerprogramm mit den Merkmalen des Anspruchs 6 gelöst. Erfindungsgemäß bewirkt die Abarbeitung des Maschinencodes durch die Steuereinrichtung, dass die Steuereinrichtung den Lichtbogenofen gemäß einem erfindungsgemäßen Betriebsverfahren betreibt.
- Die Aufgabe wird weiterhin durch eine Steuereinrichtung mit den Merkmalen des Anspruchs 7 gelöst. Erfindungsgemäß ist die Steuereinrichtung mit einem erfindungsgemäßen Steuerprogramm programmiert, so dass die Steuereinrichtung den Lichtbogenofen gemäß einem erfindungsgemäßen Betriebsverfahren betreibt.
- Die Aufgabe wird weiterhin durch einen Lichtbogenofen mit den Merkmalen des Anspruchs 8 gelöst. Erfindungsgemäß ist die Steuereinrichtung als erfindungsgemäße Steuereinrichtung ausgebildet.
- Die oben beschriebenen Eigenschaften, Merkmale und Vorteile dieser Erfindung sowie die Art und Weise, wie diese erreicht werden, werden klarer und deutlicher verständlich im Zusammenhang mit der folgenden Beschreibung der Ausführungsbeispiele, die in Verbindung mit den Zeichnungen näher erläutert werden. Hierbei zeigen in schematischer Darstellung:
- FIG 1
- ein Blockschaltbild eines Lichtbogenofens,
- FIG 2
- ein Ofengefäß während einer Schmelzphase,
- FIG 3
- ein Ablaufdiagramm,
- FIG 4
- das Ofengefäß während einer Flachbadphase,
- FIG 5
- ein Zeitdiagramm,
- FIG 6
- ein Positionsdiagramm und
- FIG 7
- ein Phasendiagramm.
- Gemäß
FIG 1 weist ein Lichtbogenofen ein Ofengefäß 1 auf. Dem Ofengefäß 1 kann - sieheFIG 2 - Metall 2 zugeführt werden. Das Metall 2 wird dem Ofengefäß 1 in festem Aggregatszustand zugeführt. Es kann sich bei dem Metall 2 beispielsweise um Stahl und im Falle von Stahl insbesondere um Schrott handeln. - Der Lichtbogenofen weist weiterhin eine Energieversorgungseinrichtung 3 auf. Die Energieversorgungseinrichtung 3 ist eingangsseitig mit einem Versorgungsnetz 4 verbunden. Das Versorgungsnetz 4 ist in der Regel ein Mittelspannungsnetz, das eine Nennspannung im 2-stelligen kV-Bereich aufweist und mit einer Basisfrequenz f0 betrieben wird. Die Basisfrequenz f0 liegt in der Regel bei 50 Hz oder 60 Hz. Das Versorgungsnetz 4 ist entsprechend der Darstellung in
FIG 1 in der Regel ein Drehstromnetz. - Der Lichtbogenofen weist weiterhin einen Ofentransformator 5 und Elektroden 6 auf. Die Energieversorgungseinrichtung 3 ist ausgangsseitig über den Ofentransformator 5 mit den Elektroden 6 verbunden. In der Regel sind entsprechend der Darstellung in
FIG 1 mehrere Elektroden 6 vorhanden und ist weiterhin der Ofentransformator 5 als Drehstromtransformator ausgebildet. Es sind aber auch andere Ausgestaltungen möglich, insbesondere eine einphasige Ausgestaltung. Unabhängig von der konkreten Ausgestaltung liegen an die Elektroden 6 angelegte Elektrodenspannungen U jedoch deutlich unterhalb der Nennspannung des Versorgungsnetzes 4. Die Elektrodenspannung U ist inFIG 1 nur für eine der Elektroden 6 dargestellt. Meist liegen die Elektrodenspannungen U im Bereich von mehreren 100 V. Im Einzelfall sind auch Spannungen oberhalb von 1 kV möglich. 2 kV werden in aller Regel aber nicht überschritten. - In der Regel sind weiterhin Schalteinrichtungen vorhanden, mittels derer die Energieversorgungseinrichtung 3 vom Versorgungsnetz 4 getrennt werden kann. Weiterhin können Schalteinrichtungen vorhanden sein, mittels derer die Energieversorgungseinrichtung 3 vom Ofentransformator 5 und/oder der Ofentransformator 5 von den Elektroden 6 getrennt werden kann. Die Schalteinrichtungen führen rein binäre Schaltvorgänge durch, aber keinerlei Einstellung von Spannungen und Strömen. Weiterhin können primärseitig oder sekundärseitig des Ofentransformators 5 aktive oder passive Filtereinrichtungen angeordnet sein. Die Schalteinrichtungen und auch die Filtereinrichtungen sind für die erfindungsgemäße Funktionsweise untergeordneter Bedeutung und daher in
FIG 1 (und auch den anderen FIG) der Übersichtlichkeit halber nicht mit dargestellt. - Die Energieversorgungseinrichtung 3 kann aus dem Versorgungsnetz 4 elektrische Energie beziehen und die bezogene elektrische Energie über den Ofentransformator 5 den Elektroden 6 zuführen. Die Energieversorgungseinrichtung 3 weist zu diesem Zweck in der Regel viele Halbleiterschalter auf. Mögliche Ausgestaltungen der Energieversorgungseinrichtung 3 sind in der
WO 2015/176 899 A1 ("Goldstandard") beschrieben. Alternativ können beispielsweise auch die Ausgestaltungen gemäß derEP 3 124 903 A1 oder derEP 1 026 921 A1 verwendet werden. Unabhängig von der konkreten Ausgestaltung der Energieversorgungseinrichtung 3 ist die Energieversorgungseinrichtung 3 jedoch in der Lage, ausgangsseitig - also zum Ofentransformator 5 hin - eine quasi-kontinuierliche Abstufung der an die Elektroden 6 angelegten Elektrodenspannungen U und/oder der den Elektroden 6 zugeführten Elektrodenströme I vorzunehmen. Analog zu der Darstellung für die Elektrodenspannungen U ist der Elektrodenstrom I inFIG 1 ebenfalls nur für eine der Elektroden 6 dargestellt. - Die Elektrodenspannungen U können maximal einen Wert U0 (siehe
FIG 5 bis 7 ) erreichen. Der Wert U0 - also der mögliche Maximalwert der Elektrodenspannungen U - ist durch die Nennspannung des Versorgungsnetzes 4, die Auslegung der Energieversorgungseinrichtung 3 und die Auslegung des Ofentransformators 5 bestimmt. Beispielsweise kann der Wert U0 bei 1200 V liegen. - Weiterhin weist der Lichtbogenofen eine Positioniereinrichtung 7 auf. Mittels der Positioniereinrichtung 7 können die Elektroden 6, wie in
FIG 1 durch einen Doppelpfeil 8 neben einer der Elektroden 6 angedeutet ist, positioniert werden. Im einfachsten Fall erfolgt eine gemeinsame Positionierung der Elektroden 6. Es kann aber auch eine individuelle Positionierung der Elektroden 6 erfolgen. Die Bewegungsrichtung, in welcher die Elektroden 6 positioniert werden, kann vertikal sein. Alternativ kann die Bewegungsrichtung auch gegenüber der Vertikalen leicht geneigt sein. Auch in diesem Fall aber ist die Komponente in Vertikalrichtung die dominierende Komponente der Bewegung. Die Positioniereinrichtung 7 kann beispielsweise eine oder mehrere Hydraulikzylindereinheiten aufweisen. - Schließlich weist der Lichtbogenofen eine Steuereinrichtung 9 auf. Von der Steuereinrichtung 9 wird zumindest die Energieversorgungseinrichtung 3 gesteuert. Die Steuereinrichtung 9 generiert also Ansteuerwerte A1, mit denen sie die Energieversorgungseinrichtung 3 ansteuert. Entsprechend den Ansteuerwerten A1 wird die Energieversorgungseinrichtung 3 betrieben.
- Oftmals wird von der Steuereinrichtung 9 auch die Positioniereinrichtung 7 gesteuert in diesem Fall generiert die Steuereinrichtung 9 weitere Ansteuerwerte A2, mit denen sie die Positioniereinrichtung 7 ansteuert. Entsprechend diesen Ansteuerwerten A2 wird in diesem Fall die Positioniereinrichtung 7 betrieben. Die Ansteuerung der Positioniereinrichtung 7 ist als solche jedoch nicht Gegenstand der vorliegenden Erfindung und wird daher nicht näher erläutert.
- Die Steuereinrichtung 9 ist als softwareprogrammierbare Steuereinrichtung ausgebildet. Dies ist in
FIG 1 durch die Angabe "µP" (für mikroprozessorgesteuert) angedeutet. Die Wirkung-und Betriebsweise der Steuereinrichtung 9 wird durch ein Steuerprogramm 10 bestimmt, mit dem die Steuereinrichtung 9 programmiert ist. Das Steuerprogramm 10 umfasst Maschinencode 11, der von der Steuereinrichtung 9 abarbeitbar ist. Die Abarbeitung des Maschinencodes 11 durch die Steuereinrichtung 9 bewirkt, dass die Steuereinrichtung 9 den Lichtbogenofen gemäß einem Betriebsverfahren betreibt, wie es nachstehend in Verbindung mit den weiteren FIG näher erläutert wird. - Zunächst wird das Ofengefäß 1 gemäß
FIG 3 in einem Schritt S1 mit dem Metall 2 beschickt. Das Beschicken kann unter Steuerung durch die Steuereinrichtung 9 erfolgen. Es muss aber nicht unter Steuerung durch die Steuereinrichtung 9 erfolgen. Der Schritt S1 ist daher inFIG 3 nur gestrichelt dargestellt. - An das Beschicken des Ofengefäßes 1 mit dem Metall 2 schließt sich eine Schmelzphase des Lichtbogenofens an. Während der Schmelzphase wird das Metall 2 zu einer Metallschmelze 12 geschmolzen. Die Schmelzphase umfasst Schritte S2 bis S6. An die Schmelzphase schließt sich eine Flachbadphase an. Die Flachbadphase umfasst Schritte S7 bis S11.
- In der Schmelzphase nimmt die Steuereinrichtung 9 zunächst im Schritt S2 Sollgrößen X* entgegen. Die Sollgrößen X* sind elektrische Größen für eine elektrische Energie, die den Elektroden 6 zugeführt werden sollen. Es kann sich beispielsweise um elektrische Sollströme oder um elektrische Sollleistungen handeln.
- Im Schritt S3 ermittelt die Steuereinrichtung 9 endgültige Spannungssollwerte U2*. Zur Ermittlung der endgültigen Spannungssollwerte U2* ermittelt die Steuereinrichtung 9 zunächst anhand der elektrischen Sollgrößen X* (gegebenenfalls unter zusätzlicher Berücksichtigung erster elektrischer Istgrößen X, welche für die den Elektroden 6 zugeführte elektrische Energie charakteristisch sind) vorläufige Spannungssollwerte U1*. Die Ermittlung der vorläufigen Spannungssollwerte U1* erfolgt derart, dass dann, wenn mit den vorläufigen Spannungssollwerten U1* korrespondierende Spannungen U an die Elektroden 6 angelegt würden, die ersten elektrischen Istgrö-ßen X den korrespondierenden Sollgrößen X* so weit wie möglich angenähert werden. Es wird also versucht, beispielsweise den elektrischen Iststrom oder die elektrische Istleistung so weit wie möglich an den elektrischen Sollstrom oder an die elektrische Sollleistung anzunähern. Die so ermittelten vorläufigen Spannungssollwerte U1* werden im Schritt S3 jedoch nach oben auf einen zulässigen Maximalwert Umax begrenzt. Der zulässige Maximalwert Umax liegt (siehe die
FIG 5 bis 7 ) seinerseits unterhalb des möglichen Maximalwertes U0. Meist liegt er zwischen 50 % und 75 % des möglichen Maximalwertes U0. Bei einem möglichen Maximalwert U0 von 1200 V kann der zulässige Maximalwert Umax beispielsweise zwischen 600 V und 900 V liegen. - Sodann ermittelt die Steuereinrichtung 9 im Schritt S4 die Ansteuerwerte A1 für die Energieversorgungseinrichtung 3. Die Ermittlung erfolgt basierend auf den endgültigen Spannungssollwerten U2*. Im Schritt S5 steuert die Steuereinrichtung 9 die Energieversorgungseinrichtung 3 entsprechend den ermittelten Ansteuerwerten A1 an. Aufgrund der entsprechenden Ansteuerung werden mit den endgültigen Spannungssollwerten U2* korrespondierende Spannungen U an die Elektroden 6 angelegt. Dadurch bezieht die Energieversorgungseinrichtung 3 elektrische Energie aus dem Versorgungsnetz 4 und führt die elektrische Energie über den Ofentransformator 5 den Elektroden 6 zu. Im Ergebnis bilden sich dadurch Lichtbögen 13 aus.
- Im Schritt S6 prüft die Steuereinrichtung 9, ob eine Beendigungsbedingung erreicht ist. Die Beendigungsbedingung kann darin bestehen, dass die Schmelzphase als solches beendet ist. Beendet ist die Schmelzphase, wenn die Metallschmelze 12 entsprechend der Darstellung in
FIG 4 vollständig oder zumindest im wesentlichen eine durchgehende horizontale Oberfläche gebildet hat. Es ist also entweder das Metall 2 vollständig geschmolzen oder die noch nicht geschmolzenen Elemente des Metalls 2 befinden sich vollständig unter der Oberfläche der Metallschmelze 12 oder die noch nicht geschmolzenen Elemente des Metalls 2 ragen nur noch unwesentlich über die Oberfläche der Metallschmelze 12 hinaus. Weiterhin kann sich auf der Oberfläche der Metallschmelze 12 eine Schlackenschicht 14 gebildet haben. Alternativ kann die Beendigungsbedingung beispielsweise darin bestehen, dass innerhalb der Schmelzphase eine Anfangsphase abgeschlossen ist, beispielsweise eine Bohrphase. Unabhängig von der Ausgestaltung der Beendigungsbedingung ist die Beendigungsbedingung in der Regel jedoch erst mehrere Minuten nach Beginn der Schmelzphase erfüllt. - Es ist möglich, dass die Steuereinrichtung 9 im Rahmen der Prüfung, ob die Beendigungsbedingung erreicht ist, messtechnisch erfasste Istgrößen des Lichtbogenofens auswertet. Beispielsweise ist es möglich, dass die Steuereinrichtung 9 die Elektrodenströme I und/oder die Elektrodenspannungen U auswertet, insbesondere deren Schwankungen. Auch kann die Steuereinrichtung 9 akustische Größen des Lichtbogenofens auswerten, beispielsweise den Geräuschpegel oder das akustische Spektrum des erzeugten Geräuschs. Alternativ ist es möglich, dass der Steuereinrichtung 9 von einer Bedienperson 15 (siehe
FIG 1 ) vorgegeben wird, dass die Beendigungsbedingung erreicht ist. - Wenn die Beendigungsbedingung noch nicht erreicht ist, geht die Steuereinrichtung 9 zum Schritt S2 (alternativ zum Schritt S3) zurück. Wenn die Beendigungsbedingung hingegen erreicht ist, geht die Steuereinrichtung 9 zum Schritt S7 und damit zu einer weiteren Betriebsphase des Lichtbogenofens über. Die weitere Betriebsphase kann beispielsweise die Flachbadphase sein. Alternativ kann die weitere Betriebsphase eine späterer Abschnitt der Schmelzphase zuzüglich der Flachbadphase sein.
- In der weiteren Betriebsphase des Lichtbogenofens nimmt die Steuereinrichtung 9 im Schritt S7 die Sollgrößen X* entgegen. Weiterhin ermittelt die Steuereinrichtung 9 im Schritt S8 die endgültigen Spannungssollwerte U2*. Sodann ermittelt die Steuereinrichtung 9 im Schritt S9 die Ansteuerwerte A1 für die Energieversorgungseinrichtung 3. Im Schritt S10 steuert die Steuereinrichtung 9 die Energieversorgungseinrichtung 3 entsprechend den ermittelten Ansteuerwerten A1 an.
- Die Schritte S7 bis S10 korrespondieren im wesentlichen mit den Schritten S2 bis S5. Der Unterschied besteht lediglich darin, dass die Steuereinrichtung 9 im Schritt S8 die vorläufigen Spannungssollwerte U1* direkt als endgültige Spannungssollwerte U2* übernimmt, also keine Begrenzung auf den zulässigen Maximalwert Umax vornimmt.
- Im Schritt S11 prüft die Steuereinrichtung 9, ob die weitere Betriebsphase des Lichtbogenofens beendet ist. Es ist analog zur Prüfung des Schrittes S6 möglich, dass die Steuereinrichtung 9 im Rahmen der Prüfung des Schrittes S11 messtechnisch erfasste Istgrößen des Lichtbogenofens auswertet. Alternativ ist es möglich, dass der Steuereinrichtung 9 von der Bedienperson 15 vorgegeben wird, dass die weitere Betriebsphase beendet ist.
- Wenn die weitere Betriebsphase noch nicht beendet ist, geht die Steuereinrichtung 9 zum Schritt S7 (alternativ zum Schritt S8) zurück. Wenn die weitere Betriebsphase hingegen beendet ist, geht die Steuereinrichtung 9 zu einem Schritt S12 über. Im Schritt S12 wird die erzeugte Metallschmelze 12 aus dem Ofengefäß 1 entnommen, beispielsweise in eine Pfanne (nicht dargestellt) gegossen. Das Entnehmen der Metallschmelze 12 kann unter Steuerung durch die Steuereinrichtung 9 erfolgen. Es muss aber nicht unter Steuerung durch die Steuereinrichtung 9 erfolgen. Der Schritt S12 ist daher in
FIG 3 - analog zum Schritt S1 - nur gestrichelt dargestellt. - Es ist auch möglich, dass die Schritte S6 bis S10 entfallen und stattdessen vom Schritt S11 aus zum Schritt S2 oder zum Schritt S3 zurückgegangen wird. In diesem Fall erfolgt die Berücksichtigung des zulässigen Maximalwertes Umax während des gesamten Betriebs des Lichtbogenofens.
- Für die Festlegung des zulässigen Maximalwertes Umax gibt es verschiedene Möglichkeiten.
- Beispielsweise kann der zulässige Maximalwert Umax von der Steuereinrichtung 9 entsprechend der Darstellung in
FIG 5 als Funktion der Zeit t ermittelt werden. Ein Zeitpunkt t1 korrespondiert in diesem Fall mit dem Beginn der Schmelzphase, also im Prinzip dem erstmaligen Zünden der Lichtbögen 13 nach dem Beschicken des Ofengefäßes 1 mit dem Metall 2. Zum Zeitpunkt t1 weist der zulässige Maximalwert Umax in der Regel seinen niedrigsten Wert auf. Später kann der zulässige Maximalwert Umax - gemäß der Darstellung inFIG 5 kontinuierlich, alternativ in einer oder mehreren Stufen - auf einen höheren Wert ansteigen. Insbesondere kann er zu einem Zeitpunkt t2 den möglichen Maximalwert U0 erreichen. Im Falle der Ausgestaltung gemäßFIG 5 ermittelt die Steuereinrichtung 9 somit den zulässigen Maximalwert Umax in direkter Abhängigkeit von einer seit dem Beginn der Schmelzphase gestrichenen Zeitspanne: Ist die dem Beginn der Schmelzphase gestrichenen Zeitspanne bekannt, kann auch die zugehörige momentan gültige zulässige Maximalwert Umax ermittelt werden. - Alternativ kann der zulässige Maximalwert Umax von der Steuereinrichtung 9 entsprechend der Darstellung in
FIG 6 als Funktion der Positionierung p der Elektroden 6 ermittelt werden. Die Darstellung inFIG 6 ist derart, dass die Positionierung p mit dem Abstand der Unterseiten der Elektroden 6 von einem Deckel 15 des Ofengefäßes 1 korrespondieren. In der Regel weist der zulässige Maximalwert Umax seinen niedrigsten Wert bei der kleinsten Positionierung p (also beim geringsten Abstand vom Deckel 15) auf und steigt mit zunehmendem Abstand - gemäß der Darstellung inFIG 6 kontinuierlich, alternativ in einer oder mehreren Stufen - auf einen höheren Wert an. Insbesondere kann der zulässige Maximalwert Umax bis zu einer ersten vorbestimmten Positionierung p bei seinem niedrigsten Wert liegen und bei einer zweiten vorbestimmten Positionierung p den möglichen Maximalwert U0 erreichen. Im Falle der Ausgestaltung gemäßFIG 5 ermittelt die Steuereinrichtung 9 somit den zulässigen Maximalwert Umax in Abhängigkeit von der Positionierung p der Elektroden 6. - Natürlich ist auch im Falle der Ausgestaltung gemäß
FIG 6 im Ergebnis der zulässige Maximalwert Umax von der Zeit t abhängig. Die zugehörige funktionale Beziehung ist jedoch nicht vorab bekannt. Insbesondere kann der Fall auftreten, dass die Positionierung p nicht kontinuierlich ansteigt, sondern zeitweise auch wieder einen kleineren Wert annimmt. - Ebenso ist es möglich, dass die Steuereinrichtung 9 (ähnlich zur Vorgehensweise in den Schritten S6 und S11) durch Auswertung des zeitlichen Verlaufs elektrischer Istgrößen der den Elektroden 6 zugeführten elektrischen Energie und/oder durch Auswertung akustischer Istgrößen des Lichtbogenofens einen Fortschritt des Schmelzens des Metalls 2 in dem Lichtbogenofen ermittelt. Beispielsweise kann die Steuereinrichtung 9 auf diese Art und Weise den Übergang von der Bohrphase in den verbleibenden Teil der Schmelzphase und den Übergang von der Schmelzphase in die Flachbadphase erkennen. In diesem Fall kann die Steuereinrichtung 9 den zulässigen Maximalwert Umax in Abhängigkeit von dem ermittelten Fortschritt ermitteln. Beispielsweise kann die Steuereinrichtung 9 den zulässigen Maximalwert Umax entsprechend der Darstellung in
FIG 7 während der Bohrphase auf einem relativ niedrigen Wert halten, während des verbleibenden Teils der Schmelzphase auf einem relativ hohen Wert (aber noch unterhalb des möglichen Maximalwertes U0) halten und während der Flachbadphase unberücksichtigt lassen (oder alternativ gleich dem möglichen Maximalwert U0 oder auf einen Wert oberhalb des möglichen Maximalwertes U0 setzen). - Ebenso ist es entsprechend der Darstellung in
FIG 1 möglich, dass die Steuereinrichtung 9 von der Bedienperson 16 einen Eingabewert E entgegennimmt. In diesem Fall kann die Steuereinrichtung 9 den zulässigen Maximalwert Umax in Abhängigkeit von dem Eingabewert E ermitteln. Der Eingabewert E kann den zulässigen Maximalwert Umax nach Bedarf alleine bestimmen oder zusätzlich zu einer der Vorgehensweisen derFIG 5 bis 7 berücksichtigt werden. - Die vorliegende Erfindung weist viele Vorteile auf. Insbesondere können Überschläge der Lichtbögen 13 auf den Deckel 16 des Ofengefäßes 1 und die damit verbundenen Nachteile zuverlässig vermieden werden.
-
- 1
- Ofengefäß
- 2
- Metall
- 3
- Energieversorgungseinrichtung
- 4
- Versorgungsnetz
- 5
- Ofentransformator
- 6
- Elektroden
- 7
- Positioniereinrichtung
- 8
- Doppelpfeil
- 9
- Steuereinrichtung
- 10
- Steuerprogramm
- 11
- Maschinencode
- 12
- Metallschmelze
- 13
- Lichtbögen
- 14
- Schlackenschicht
- 15
- Bedienperson
- 16
- Deckel
- A1, A2
- Ansteuerwerte
- E
- Eingabewert
- f0
- Basisfrequenz
- I
- Elektrodenströme
- p
- Positionierung
- p1, p2
- vorbestimmte Positionierungen
- S1 bis S12
- Schritte
- t
- Zeit
- t1, t2
- Zeitpunkte
- U
- Elektrodenspannungen
- U0
- möglicher Maximalwert
- Umax
- zulässiger Maximalwert
- X*
- Sollgrößen
- X
- Istgrößen
Claims (8)
- Betriebsverfahren für einen Lichtbogenofen, wobei während einer Schmelzphase in einem Ofengefäß (1) des Lichtbogenofens befindliches Metall (2) geschmolzen wird, wobei eine Steuereinrichtung (9) des Lichtbogenofens- anhand elektrischer Sollgrößen (X*) von den Elektroden (6) zuzuführender elektrischer Energie vorläufige Spannungssollwerte (U1*) ermittelt, so dass bei Anlegen von mit den vorläufigen Spannungssollwerten (U1*) korrespondierenden Spannungen (U) an die Elektroden (6) erste elektrische Istgrößen (X) von den Elektroden (6) zugeführter elektrischer Energie den elektrischen Sollgrößen (X*) so weit wie möglich angenähert werden, und- eine Energieversorgungseinrichtung (3) des Lichtbogenofens basierend auf endgültigen Spannungssollwerten (U2*) ansteuert, so dass mit den endgültigen Spannungssollwerten (U2*) korrespondierende Spannungen (U) an die Elektroden (6) angelegt werden, so dass die Energieversorgungseinrichtung (3) elektrische Energie aus einem Versorgungsnetz (4) bezieht und über einen Ofentransformator (5) den Elektroden (6) zuführt,dadurch gekennzeichnet ,
dass die Steuereinrichtung (9) zumindest während einer Anfangsphase der Schmelzphase die endgültigen Spannungssollwerte (U2*) durch Begrenzung der vorläufigen Spannungssollwerte (U1*) auf einen zulässigen Maximalwert (Umax) ermittelt, wobei der zulässige Maximalwert (Umax) unterhalb eines möglichen Maximalwertes (U0) liegt, der von der Energieversorgungseinrichtung (3) an die Elektroden (6) anlegbar ist. - Betriebsverfahren nach Anspruch 1,
dadurch gekennzeichnet ,
dass die Steuereinrichtung (9) von einer Bedienperson (15) einen Eingabewert (E) entgegennimmt und dass die Steuereinrichtung (9) den zulässigen Maximalwert (Umax) in Abhängigkeit von dem Eingabewert (E) ermittelt. - Betriebsverfahren nach Anspruch 1 oder 2,
dadurch gekennzeichnet ,
dass die Steuereinrichtung (9) den zulässigen Maximalwert (Umax) in Abhängigkeit von einer seit Beginn der Schmelzphase gestrichenen Zeitspanne ermittelt. - Betriebsverfahren nach Anspruch 1, 2 oder 3,
dadurch gekennzeichnet ,
dass eine Positionierung (p) der Elektroden (6) zeitlich variiert, dass die Positionierung (p) der Elektroden (6) der Steuereinrichtung (9) bekannt ist und dass die Steuereinrichtung (9) den zulässigen Maximalwert (Umax) in Abhängigkeit von der Positionierung (p) der Elektroden (6) ermittelt. - Betriebsverfahren nach einem der obigen Ansprüche,
dadurch gekennzeichnet ,
dass die Steuereinrichtung (9) durch Auswertung des zeitlichen Verlaufs zweiter elektrischer Istgrößen (U, I) der den Elektroden (6) zugeführten elektrischen Energie und/oder durch Auswertung akustischer Istgrößen des Lichtbogenofens einen Fortschritt des Schmelzens des Metalls (2) in dem Lichtbogenofen ermittelt und dass die Steuereinrichtung (9) den zulässigen Maximalwert (Umax) in Abhängigkeit von dem ermittelten Fortschritt ermittelt. - Steuerprogramm für eine Steuereinrichtung (9) eines Lichtbogenofens, wobei das Steuerprogramm Maschinencode (11) umfasst, der von der Steuereinrichtung (9) abarbeitbar ist,
dadurch gekennzeichnet, dass
die Abarbeitung des Maschinencodes (11) durch die Steuereinrichtung (9) bewirkt, dass die Steuereinrichtung (9) den Lichtbogenofen gemäß einem Betriebsverfahren nach einem der obigen Ansprüche betreibt. - Steuereinrichtung eines Lichtbogenofens, dadurch gekennzeichnet, dass die Steuereinrichtung mit einem Steuerprogramm (10) nach Anspruch 6 programmiert ist, so dass die Steuereinrichtung den Lichtbogenofen gemäß einem Betriebsverfahren nach einem der Ansprüche 1 bis 5 betreibt.
- Lichtbogenofen,- wobei der Lichtbogenofen ein Ofengefäß (1) aufweist, dem Metall (2) zuführbar ist,- wobei der Lichtbogenofen eine Energieversorgungseinrichtung (3) und Elektroden (6) sowie einen Ofentransformator (5) aufweist,- wobei die Energieversorgungseinrichtung (3) eingangsseitig mit einem Versorgungsnetz (4) und ausgangsseitig über den Ofentransformator (5) mit den Elektroden (6) verbunden ist,- wobei der Lichtbogenofen eine Steuereinrichtung (9) aufweist, von der die Energieversorgungseinrichtung (3) ansteuerbar ist,- dadurch gekennzeichnet, dassdie Steuereinrichtung (9) gemäß Anspruch 7 ausgebildet ist.
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP22155430.6A EP4224992B1 (de) | 2022-02-07 | 2022-02-07 | Betriebsverfahren für einen lichtbogenofen |
| KR1020247029898A KR20240146058A (ko) | 2022-02-07 | 2022-12-21 | 전기 아크 퍼니스에 대한 동작 방법 |
| US18/834,948 US20250142692A1 (en) | 2022-02-07 | 2022-12-21 | Operating method for an electric arc furnace |
| JP2024546471A JP7727125B2 (ja) | 2022-02-07 | 2022-12-21 | アーク炉の運転方法 |
| PCT/EP2022/087190 WO2023147931A1 (de) | 2022-02-07 | 2022-12-21 | Betriebsverfahren für einen lichtbogenofen |
| CN202280091066.9A CN118679853A (zh) | 2022-02-07 | 2022-12-21 | 用于电弧炉的运行方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP22155430.6A EP4224992B1 (de) | 2022-02-07 | 2022-02-07 | Betriebsverfahren für einen lichtbogenofen |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP4224992A1 EP4224992A1 (de) | 2023-08-09 |
| EP4224992B1 true EP4224992B1 (de) | 2024-11-13 |
| EP4224992C0 EP4224992C0 (de) | 2024-11-13 |
Family
ID=80222630
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP22155430.6A Active EP4224992B1 (de) | 2022-02-07 | 2022-02-07 | Betriebsverfahren für einen lichtbogenofen |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20250142692A1 (de) |
| EP (1) | EP4224992B1 (de) |
| JP (1) | JP7727125B2 (de) |
| KR (1) | KR20240146058A (de) |
| CN (1) | CN118679853A (de) |
| WO (1) | WO2023147931A1 (de) |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0914864A (ja) * | 1995-06-30 | 1997-01-17 | Toshiba Corp | アーク炉の自動電極昇降制御装置 |
| US5991327A (en) | 1995-10-26 | 1999-11-23 | Inverpower Controls Ltd. | Smart predictive line controller for AC and DC electric arc furnaces |
| JPH09274987A (ja) * | 1996-04-08 | 1997-10-21 | Daido Steel Co Ltd | 溶融炉の電力制御方法 |
| EP2947766A1 (de) | 2014-05-19 | 2015-11-25 | Siemens Aktiengesellschaft | Stromversorgung für eine nichtlineare Last mit Multilevel-Matrixumrichtern |
| ITUB20152674A1 (it) | 2015-07-30 | 2017-01-30 | Danieli Automation Spa | Apparato e metodo di alimentazione elettrica di un forno elettrico ad arco |
| IT201800004847A1 (it) | 2018-04-24 | 2019-10-24 | Metodo di fusione in un forno elettrico ad arco e relativo apparato | |
| JP7539026B2 (ja) | 2020-03-27 | 2024-08-23 | 大同特殊鋼株式会社 | 交流電気炉の制御方法 |
-
2022
- 2022-02-07 EP EP22155430.6A patent/EP4224992B1/de active Active
- 2022-12-21 KR KR1020247029898A patent/KR20240146058A/ko active Pending
- 2022-12-21 JP JP2024546471A patent/JP7727125B2/ja active Active
- 2022-12-21 CN CN202280091066.9A patent/CN118679853A/zh active Pending
- 2022-12-21 US US18/834,948 patent/US20250142692A1/en active Pending
- 2022-12-21 WO PCT/EP2022/087190 patent/WO2023147931A1/de not_active Ceased
Also Published As
| Publication number | Publication date |
|---|---|
| JP7727125B2 (ja) | 2025-08-20 |
| EP4224992A1 (de) | 2023-08-09 |
| KR20240146058A (ko) | 2024-10-07 |
| US20250142692A1 (en) | 2025-05-01 |
| WO2023147931A1 (de) | 2023-08-10 |
| JP2025504185A (ja) | 2025-02-06 |
| EP4224992C0 (de) | 2024-11-13 |
| CN118679853A (zh) | 2024-09-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP4360406B1 (de) | Betriebsverfahren für einen lichtbogenofen | |
| EP0369367A1 (de) | Einrichtung und Verfahren zum Kurzschluss-Lichtbogenschweissen | |
| EP0639880B2 (de) | Verfahren zur Stabilisierung eines Stromnetzes gegen Blindlastschwankungen und Blindleistungskompensationseinrichtung | |
| EP2850725B1 (de) | Verfahren zur regelung einer stromquelle, sowie stromquelle und prozessregler hierfür | |
| EP0197329B1 (de) | Verfahren zur Symmetrierung elektrischer Grössen in Drehstrom-Lichtbogenöfen und Vorrichtung zur Durchführung des Verfahrens | |
| EP3513625B1 (de) | Umrichtergespeister lichtbogenofen mit kondensatoranordnung im sekundärkreis | |
| EP0498239A1 (de) | Verfahren zur Elektrodenregelung eines Gleichstrom-Lichtbogenofens und Elektrodenregeleinrichtung | |
| WO1998042164A1 (de) | Regelung bzw. steuerung eines schmelzprozesses in einem drehstrom-lichtbogenofen | |
| EP4224992B1 (de) | Betriebsverfahren für einen lichtbogenofen | |
| DE7518767U (de) | Gleichstromlichtbogenofen | |
| DE69824346T2 (de) | Verfahren zur Leistungsregelung von elektrischen Lichtbogenöfen | |
| DE10221613A1 (de) | Verfahren und Vorrichtung zum martensitfreien Löten | |
| DE102006039693A1 (de) | Verfahren zum Betreiben von Windenergieanlagen | |
| EP2540138B1 (de) | Verfahren zum betrieb eines lichtbogenofens, steuer- und/oder regeleinrichtung für einen lichtbogenofen und lichtbogenofen | |
| WO2017085330A1 (de) | Energieversorgungssystem für einen elektroofen | |
| EP2797197A1 (de) | Steuervorrichtung für ein Energieverteilungssystem und Methode zur Steuerung eines Energieverteilungssystems | |
| EP4227624A1 (de) | Betriebsverfahren für einen lichtbogenofen | |
| EP4227625A1 (de) | Betriebsverfahren für einen lichtbogenofen | |
| EP2843491A1 (de) | Positionierung mit Energie- und/oder Zeitoptimierung | |
| DE102018218439A1 (de) | Leitungssteuerschaltungskonfiguration | |
| EP0180966A2 (de) | Wechselrichter mit einer Last, die eine Wechselrichter-Ausgangsspannung bestimmter Kurvenform und Frequenz erzwingt | |
| EP2529873B1 (de) | Lichtbogenprozesssteuereinheit zur Steuerung der Lichtbogenstromstärke bei Pulsschweissen unter Schutzgas; Verfahren zum Pulsschweissen unter solcher Prozesssteuerung | |
| EP3753082B1 (de) | Elektrische schaltung zur blindleistungskompensation | |
| DE2925054C2 (de) | Stromversorgungseinrichtung für Lichtbogenöfen | |
| DE936462C (de) | Selbsttaetige Steueranordnung fuer Kontaktumformer |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20240209 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20240702 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502022002101 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| U01 | Request for unitary effect filed |
Effective date: 20241113 |
|
| U07 | Unitary effect registered |
Designated state(s): AT BE BG DE DK EE FI FR IT LT LU LV MT NL PT RO SE SI Effective date: 20241118 |
|
| U20 | Renewal fee for the european patent with unitary effect paid |
Year of fee payment: 4 Effective date: 20250228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241113 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250313 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241113 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241113 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241113 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241113 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241113 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241113 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250228 |
|
| 26N | No opposition filed |
Effective date: 20250814 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250207 |