EP4212265A1 - Verfahren zur steuerung eines gussverfahrens, steuerungssystem für ein gussverfahren, vorrichtung sowie computerprogramm - Google Patents
Verfahren zur steuerung eines gussverfahrens, steuerungssystem für ein gussverfahren, vorrichtung sowie computerprogramm Download PDFInfo
- Publication number
- EP4212265A1 EP4212265A1 EP22152063.8A EP22152063A EP4212265A1 EP 4212265 A1 EP4212265 A1 EP 4212265A1 EP 22152063 A EP22152063 A EP 22152063A EP 4212265 A1 EP4212265 A1 EP 4212265A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- temperature
- model
- casting process
- input variable
- variable
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D46/00—Controlling, supervising, not restricted to casting covered by a single main group, e.g. for safety reasons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D17/00—Pressure die casting or injection die casting, i.e. casting in which the metal is forced into a mould under high pressure
- B22D17/20—Accessories: Details
- B22D17/22—Dies; Die plates; Die supports; Cooling equipment for dies; Accessories for loosening and ejecting castings from dies
- B22D17/2218—Cooling or heating equipment for dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D17/00—Pressure die casting or injection die casting, i.e. casting in which the metal is forced into a mould under high pressure
- B22D17/20—Accessories: Details
- B22D17/32—Controlling equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D30/00—Cooling castings, not restricted to casting processes covered by a single main group
Definitions
- the invention relates to a method for controlling, in particular for controlling the temperature, of a casting process, in particular a permanent mold casting process, comprising: control of at least one input variable indicative of at least one input variable of the casting process, preferably as a function of at least one output variable indicative of at least one temperature of the casting process, in particular for a temperature of a mold, more preferably for a temperature trajectory of the casting process or the mold, such that a temperature difference of the temperature of the casting process to a preset temperature profile is minimized.
- the present invention also relates to a control system for a casting process, in particular for a permanent mold casting process, comprising at least one control means for controlling at least one input variable indicative of at least one input variable of the casting process, in particular as a function of at least one output variable indicative of at least one temperature of the casting process, in particular for a temperature of a casting mold, more preferably for a temperature trajectory of the casting process or of the casting mold, such that a temperature difference, in particular a predicted temperature difference, of the temperature of the casting process to a preset temperature profile is minimized.
- the present invention also relates to a device and a computer program.
- feedforward control forward directed control
- feedback control simple feedback control
- At least one input variable indicative of at least one input variable of the casting process is preset by a process engineer prior to each casting cycle.
- the at least one input variable is then indicative of at least one input variable if this allows conclusions to be drawn about the input variable.
- the at least one input variable can be measured values and/or data indicative of the at least one input variable.
- the input variable can be the input variable itself or measured values and/or data that represent the input variable or from which the input variable can be derived.
- the at least one input variable can be a temperature of a coolant in Kelvin, in which case the at least one input variable can also be the temperature of the coolant in Kelvin or other measured values and/or data that represent the temperature of the coolant or from which the temperature of the coolant can be derived.
- the at least one input variable or the at least one output variable designates in particular the physical condition, for example the temperature of the coolant in Kelvin
- the at least one input variable or the at least one output variable can also designate measured values and/or data , which allow conclusions to be drawn about the at least one input variable or the at least one output variable and/or which represent the at least one input variable or the at least one output variable.
- the input variables that are usually set are indicative of, for example, the flow rates of a coolant or the cooling times during a casting cycle.
- forward regulation can lead to significant temperature fluctuations between individual casting cycles, as a result of which inaccuracies in the production of the individual cast parts can occur.
- the flow rate of a coolant is controlled as a function of at least one measuring device, in particular a thermocouple, arranged in the casting mold.
- a thermocouple arranged in the casting mold.
- coolant flow is activated.
- the coolant flow is activated until the temperature measured by the at least one thermocouple falls below a further preset temperature limit.
- a control strategy described in this way can also be referred to as bang-bang control and is possible in many commercial permanent mold casting plants.
- the reaction time of such a control is slow, since it is only possible to react to temperature fluctuations that have already occurred. It has been shown that with such a regulation, significant temperature peaks can occur, in particular shortly after the mold has been filled with the mold filling or the melt.
- the present invention is based on the object of specifying a method for controlling, in particular for controlling the temperature, of a casting method, in particular a chill casting method, which enables improved adjustment of the measured temperatures in a desired range.
- a control system for a casting process, a device and a computer program including program instructions are also to be specified, which enable improved temperature control of a casting process.
- the aforementioned object is achieved in an aforementioned method in that the regulation of the at least one input variable is based on a model-predictive regulation.
- the model-predictive control can be used to calculate future temperatures of the casting process, in particular future temperature trajectories, and the at least one input variable, which is indicative of a flow rate of a coolant, for example, can be controlled as a function of the calculated temperature trajectories .
- the at least one input variable can be adjusted proactively, as a result of which temperature fluctuations can be reduced within a casting cycle and also between casting cycles.
- a model-predictive regulation can be based in particular on a so-called MPC model.
- a preset temperature profile is aimed for, which is a target temperature profile.
- the preset temperature profile can, for example, only be a desired constant temperature.
- the aim of the regulation is to bring the measured and/or predicted temperature of the casting process, in particular the temperature of the casting mold, as close as possible to the desired temperature profile during or between casting cycles.
- the model-predictive control is therefore based on an optimization problem, namely optimizing the output variable with regard to the preset temperature profile by controlling the at least one input variable.
- the optimization problem can involve a cost function, where the cost function is to be minimized.
- the filling of the mold as a measured disturbance variable and the at least one input variable can be taken into account become.
- at least two input variables are taken into account, which are preferably indicative of the flow rate of a coolant and the heating rate of a heating source.
- k ⁇ right k + i ⁇ Q i 2 + ⁇ i 0 n CH ⁇ 1 ⁇ ⁇ and ⁇ k + i
- k ⁇ R i 2 + ⁇ i 0 n CH ⁇ 1 ⁇ ⁇ and ⁇ k + i
- the term r k + i corresponds to the preset temperature profile.
- the second sum term ⁇ i 0 n CH ⁇ 1 ⁇ ⁇ and ⁇ k + i
- k ⁇ R i 2 penalizes, for example, changes in the input variables. In particular, this can affect changes in the flow rate of a coolant or the heating rate of a heating source.
- k can here, for example, change at least one Specify input variable between time k+1 and the previous time.
- the third sum term ⁇ i 0 n CH ⁇ 1 ⁇ ⁇ and ⁇ k + i
- k ⁇ S i 2 penalizes the input variables directly, for example. This ensures in particular that the absolute amount of coolant flow or the absolute heating rate of a heat source is minimized.
- the degrees of freedom of the model-predictive control or the optimization problem are determined by the variables n PH , n CH and the weighting matrices Q, R and S.
- variable n PH specifies for how many time intervals the calculation is to be performed.
- a time interval can be in a range between 0.5 s and 10 s, for example.
- the variable n CH indicates, for example, for how many time intervals the at least one input variable can be changed.
- n PH and n CH can preferably be adjusted with regard to the underlying optimization problem.
- the variable n PH specifies at least the duration of a casting cycle, which can last between 1 minute and 10 minutes, for example.
- the weighting matrices Q, R and S indicate in particular how heavily the individual summation terms are weighted in the overall assessment.
- the weight matrices Q, R, and S can be unit matrices with constants q, r, and s be the diagonal. Such a configuration has proven to be advantageous when using model predictive control to reduce complexity while achieving satisfactory results.
- the detected output variable indicative of at least one temperature of the casting process can be, for example, the measured value of a thermocouple arranged in the casting mold.
- the thermocouple can be arranged at least partially within the mold and can thus reliably measure the temperature within the mold. With regard to increased measurement accuracy, it is preferred that a plurality of thermocouples are at least partially arranged within the casting mold.
- At least one input variable is controlled indicative of at least one input variable of the casting process based on the model-predictive control.
- the at least one input variable is indicative of a flow rate of a coolant, the coolant flowing, for example, through channels arranged in the mold and thereby cooling the mold. This enables the temperature of the mold to be set reliably.
- a further input variable is controlled by means of the model predictive control, the further input variable preferably being indicative of at least one heating rate of a heating element arranged in the mold or a heating source.
- a preferred embodiment of the present invention is characterized in that the model-predictive control is a model, in particular a dynamic model, comprises that the model is identified and/or adapted based on a data set, the data set having data indicative of the at least one input variable and the at least one output variable, and that by means of the model based on the data set a correlation between the at least an input variable and the at least one output variable is determined.
- the data set preferably includes a number of input variables, in particular at least two different input variables.
- correlations and/or interactions between the input variables can also be determined using the dynamic model.
- the aforementioned model can be based on a gray box model.
- the aforementioned model can also be purely data-based or be based on principles known from the prior art, which are then parameterized by data.
- Y out is preferably the output variable indicative of at least one temperature of the casting process.
- the various input variables are preferably referred to as U in,i , it being possible for a total of n different input variables to be present.
- the various input variables can be in the Laplacian domain.
- An amplification factor of the respective input variable is preferably specified as K i , in which case T i can in particular be a time constant.
- gray box model illustrated can be used to specify an advantageous model for calculating the correlation between the at least one input variable and the at least one output variable.
- the data record includes historical data, in particular data from casting tests that have already been carried out and/or data from series production, the data record preferably being expanded to include data recorded while the casting process was being carried out, and/or that the model is parameterized by means of estimated values, the model preferably being validated and/or expanded by recorded data while the casting process is being carried out.
- the historical data can in particular be data from casting tests that have already been carried out.
- data from the same casting process and the same casting device can be used, as a result of which the model predictive control can be further improved.
- the estimated values for individual parameters of the model can be based on the empirical values of a process engineer, for example. Alternatively, the estimates can be made using a conventional simulation environment, for example be determined. The estimated values are preferably validated or adjusted after casting cycles have been carried out, so that it can be ensured that the adjusted model describes the measured data with sufficient accuracy.
- the model predictive control takes into account the at least one input variable and/or the one output variable and their correlation to one another based on the model.
- various possible temperature trajectories can be reliably calculated using the model predictive control and the at least one input variable can be controlled in such a way that a, in particular predicted, temperature difference of the temperature of the casting process from a preset temperature profile is minimized.
- the model-predictive regulation also takes into account the correlation of the several input variables with one another based on the aforementioned model.
- model-predictive control also takes into account a filling of the mold as a measured disturbance variable (measured disturbance) and the correlation of the disturbance variable to the at least one input variable and/or the at least one output variable based on the dynamic model.
- a measured disturbance variable measured disturbance
- the filling of the mold as a disturbance variable can in particular be the time of filling the mold, the composition of the filling in the mold, the amount of filling in the mold and/or the temperature of the filling in the mold.
- the at least one input variable is a flow rate of a coolant, a temperature of a coolant, a duration of a casting cycle, an amount of a mold fill, a composition of a mold fill, a temperature of a mold fill, a timing of a mold fill, a temperature of a heating source and/or a heating rate of a heating source or a heating device.
- an input variable indicative of one of the aforementioned input variables can be regulated in such a way that a temperature difference between the temperature of the casting process and a preset temperature profile is minimized.
- an input variable is indicative of an input variable.
- several of the aforementioned input variables can also occur multiple times, for example if there are several cooling circuits for coolants during the casting process.
- the at least one input variable is particularly preferably indicative of the flow rate of a coolant.
- the flow rate of a coolant can be controlled based on the model predictive control in such a way that the aforementioned temperature difference is minimized.
- At least two input variables are preferably regulated indicative of two input variables of the casting process.
- the model-predictive control includes a Kalman filter and the state of the casting process, in particular the system state and the state of the at least one output variable, is calculated using the Kalman filter, in particular at defined time intervals. This allows the state of the casting process to be reliably calculated. In particular, the state of the casting process calculated based on a detection of the at least one input variable and the at least one output variable. Using the current state of the casting process, the various future temperature trajectories can be calculated as part of the model-predictive control, on the basis of which the at least one input variable can be controlled.
- a preferred embodiment of the invention is characterized in that the model-predictive control uses the state calculated by the Kalman filter model to predict different trajectories of the at least one output variable, and that the at least one input variable is controlled using the model-predictive control in such a way that a predicted Adjusts trajectory of the output variable, which is indicative of a minimum temperature difference of the temperature of the casting process to the preset temperature profile.
- This enables an advantageous temperature control of the casting process, so that the casting process can be optimized and the amount of casting defects can be reliably reduced.
- the aforementioned calculation is preferably carried out after one of the defined time intervals has elapsed. Accordingly, the at least one input variable is changed at each defined point in time depending on the previously described optimization problem based on the state predicted by means of the Kalman filter model in order to adapt the actual temperature of the mold to the preset temperature profile.
- a further preferred embodiment of the present invention is further characterized in that the model-predicative control takes into account restrictions of the casting process, in particular restrictions of the at least one input variable and/or the at least one output variable.
- the model-predicative control takes into account restrictions of the casting process, in particular restrictions of the at least one input variable and/or the at least one output variable.
- technical limitations of the casting process can advantageously be taken into account in the model-predictive control. For example, such limitations are a maximum coolant flow rate, a maximum heating rate of the heat source, and/or a maximum rate of change of coolant flow.
- the at least one output variable indicative of at least one temperature of the casting process is detected by means of at least one thermocouple, in particular by means of at least one thermocouple at least partially arranged within a mold. This enables the at least one output variable to be reliably recorded.
- the aforementioned object is achieved in a control system for a casting process in that the control means regulates the at least one input variable based on a model-predictive control.
- the control means regulates the at least one input variable based on a model-predictive control.
- a control system can be, for example, a device for evaluating data, controlling other devices and/or outputting signals.
- the control system can, for example, be part of a casting device, a casting device and/or a casting plant.
- the control system can include hardware and/or software components.
- the control system can include, for example, at least one memory with program instructions of a computer program and at least one processor designed to execute program instructions from the at least one memory.
- control devices should also be understood as being disclosed, which comprise at least one processor and at least one memory with program instructions, the at least one memory and the program instructions being set up to control the at least one input variable together with the at least one processor.
- the at least one input variable is controlled, for example, via a control connection.
- the control system is preferably designed to carry out a previously described method.
- the aforementioned object is achieved by a device comprising at least one processor and at least one memory containing program code, in that the memory and the program code are set up to cause a device with the at least one processor to to carry out and/or control at least the aforementioned method.
- a device comprising at least one processor and at least one memory containing program code, in that the memory and the program code are set up to cause a device with the at least one processor to to carry out and/or control at least the aforementioned method.
- the memory and the program code are set up to cause a device with the at least one processor to to carry out and/or control at least the aforementioned method.
- the system according to the third exemplary aspect of the present invention comprises at least one control system according to the second aspect of the present invention and a casting system suitable for carrying out a method according to the first aspect of the present invention.
- a processor should be understood to mean, inter alia, control units, microprocessors, microcontrol units such as microcontrollers, digital signal processors (DSP), application-specific integrated circuits (ASICs) or field programmable gate arrays (FPGAs).
- DSP digital signal processors
- ASICs application-specific integrated circuits
- FPGAs field programmable gate arrays
- the computer program can be connected via a network such as Internet, a telephone or mobile network and / or a local network can be distributed.
- the computer program can be at least partially software and/or firmware of a processor. It can equally be implemented at least partially in hardware.
- the computer program can be stored, for example, on a computer-readable storage medium, for example a magnetic, electrical, electromagnetic, optical and/or other type of storage medium.
- the storage medium can, for example, be part of the processor, for example a (non-volatile or volatile) program memory of the processor or a part thereof.
- the storage medium is, for example, physical, ie tangible, and/or non-transitory.
- the temperature profile 4 calculated using the model in particular using the dynamic model, deviates only slightly from the temperature profile 2 of the realistic simulation, so that the basic System dynamics of the casting process can be reliably reproduced by the dynamic model.
- a data set was first created by means of a realistic simulation, by means of which the system dynamics of the available data were identified.
- a realistic simulation is preferably a simulation for casting processes.
- a simulation from Magmasoft was used here.
- the filling of the mold with a melt or the filling of the mold was also taken into account as a measured disturbance variable.
- the mold fill was modeled as a Dirac impulse, with the specific Dirac impulse being triggered as soon as the mold fill flows into the mold in the simulation.
- the filling of the mold can also be referred to as a measured disturbance variable.
- Y out is the output variable indicative of at least one temperature of the casting process.
- the input variables are referred to as U in, i indicative of the previously mentioned input variables.
- An amplification factor of the respective input variable is specified as Ki, with Ti being a time constant.
- the predicted temperature curve of the identified dynamic model deviates only slightly from the temperature curve of the realistic simulation, so that the dynamic model reliably predicts the temperature curves occurring during the casting process.
- In 2 is an exemplary representation of different temperature curves based on different regulations for temperature control of a casting process.
- the temperature curve of a realistic simulation 2 the temperature curve of the model predictive control 6, the temperature curve of a PID control 8 and the temperature curve of a bang-bang control 10 were compared with one another.
- a constant temperature trajectory of 320° C. was selected as the preset temperature profile 12 .
- the in 2 regulations shown regulates an input variable indicative of a flow rate of a coolant.
- the model-predictive control 6 enables a temperature curve which, on average, is closer to the preset temperature profile 12 than the other types of control 8 and 10.
- the temperature essentially only depends on the flow rate of the coolant can be moved in one direction, namely, a temperature decrease can be caused to occur at the in 2
- the model shown has technical limitations that stand in the way of further improved regulation.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Feedback Control In General (AREA)
Abstract
Die vorliegende Erfindung betrifft ein Verfahren zur Regelung, insbesondere zur Temperaturregelung, eines Gussverfahrens, insbesondere eines Kokillengussverfahrens, umfassend: Regelung von zumindest einer Eingangsvariablen indikativ für zumindest eine Eingangsgröße des Gussverfahrens, insbesondere in Abhängigkeit zumindest einer Ausgangsvariablen indikativ für zumindest eine Temperatur des Gussverfahrens, insbesondere für eine Temperatur einer Gussform, derart, dass eine Temperaturdifferenz der Temperatur des Gussverfahrens zu einem voreingestellten Temperaturprofil minimiert wird, wobei die Regelung der zumindest einen Eingangsvariablen auf einer modellprädiktiven Regelung basiert. Die vorliegende Erfindung betrifft ebenfalls ein Steuerungssystem für ein Gussverfahren, insbesondere für ein Kokillengussverfahren, eine Vorrichtung umfassend zumindest einen Prozessor und zumindest einen Speicher sowie ein Computerprogramm umfassend Programmanweisungen.
Description
- Die Erfindung betrifft ein Verfahren zur Regelung, insbesondere zur Temperaturregelung, eines Gussverfahrens, insbesondere eines Kokillengussverfahrens, umfassend: Regelung von zumindest einer Eingangsvariablen indikativ für zumindest eine Eingangsgröße des Gussverfahrens, vorzugsweise in Abhängigkeit zumindest einer Ausgangsvariablen indikativ für zumindest eine Temperatur des Gussverfahrens, insbesondere für eine Temperatur einer Gussform, weiter bevorzugt für eine Temperaturtrajektorie des Gussverfahrens oder der Gussform, derart, dass eine Temperaturdifferenz der Temperatur des Gussverfahrens zu einem voreingestellten Temperaturprofil minimiert wird.
- Die vorliegende Erfindung betrifft ebenfalls ein Steuerungssystem für ein Gussverfahren, insbesondere für ein Kokillengussverfahren, umfassend zumindest ein Steuerungsmittel zur Regelung von zumindest einer Eingangsvariablen indikativ für zumindest eine Eingangsgröße des Gussverfahrens, insbesondere in Abhängigkeit zumindest einer Ausgangsvariablen indikativ für zumindest eine Temperatur des Gussverfahrens, insbesondere für eine Temperatur einer Gussform, weiter bevorzugt für eine Temperaturtrajektorie des Gussverfahrens oder der Gussform, derart, dass eine Temperaturdifferenz, insbesondere eine prognostizierte Temperaturdifferenz, der Temperatur des Gussverfahrens zu einem voreingestellten Temperaturprofil minimiert wird. Weiter betrifft die vorliegende Erfindung eine Vorrichtung sowie ein Computerprogramm.
- Aus dem Stand der Technik sind bereits Verfahren zur Temperatursteuerung von Gussverfahren bekannt. Im Wesentlichen wird hierbei zwischen zwei herkömmlichen Steuerungsmöglichkeiten differenziert, nämlich einer sogenannten vorwärts gerichteten Regelung (feedforward control) und einer simplen rückgekoppelten Regelung (feedback control).
- Bei der vorwärts gerichteten Regelung wird zumindest eine Eingangsvariable, die indikativ für zumindest eine Eingangsgröße des Gussverfahrens ist, vor den jeweiligen Gießzyklen von einem Prozessingenieur voreingestellt.
- Beispielsweise ist die zumindest eine Eingangsvariable dann indikativ für zumindest eine Eingangsgröße, wenn diese einen Rückschluss auf die Eingangsgröße zulässt. Insbesondere kann es sich bei der zumindest einen Eingangsvariablen um Messwerte und/oder Daten indikativ für die zumindest eine Eingangsgröße handeln. Beispielsweise kann es sich bei der Eingangsvariablen um die Eingangsgröße selbst oder um Messwerte und/oder Daten handeln, die die Eingangsgröße repräsentieren oder aus denen sich die Eingangsgröße ableiten lässt. Beispielsweise kann es sich bei der zumindest einen Eingangsgröße um eine Temperatur eines Kühlmittels in Kelvin handeln, wobei es sich in einem solchen Fall bei der zumindest einen Eingangsvariablen ebenfalls um die Temperatur des Kühlmittels in Kelvin oder um andere Messwerte und/oder Daten handeln kann, die die Temperatur des Kühlmittels repräsentieren oder aus denen sich die Temperatur des Kühlmittels ableiten lässt. Vorheriges gilt vorzugsweise ebenfalls hinsichtlich der zumindest einen Ausgangsvariablen indikativ für zumindest eine Ausgangsgröße. Insofern wird mit der zumindest einen Eingangsgröße bzw. der zumindest einen Ausgangsgröße insbesondere die physikalische Gegebenheit, also beispielsweise die Temperatur des Kühlmittels in Kelvin, bezeichnet, wohingegen mit der zumindest einen Eingangsvariablen bzw. der zumindest einen Ausgangsvariablen auch Messwerte und/oder Daten bezeichnet werden können, welche Rückschlüsse auf die zumindest eine Eingangsvariable bzw. auf die zumindest eine Ausgangsvariable zulassen und/oder welche die zumindest eine Eingangsvariable bzw. die zumindest eine Ausgangsvariable repräsentieren.
- Die üblicherweise eingestellten Eingangsvariablen sind beispielsweise indikativ für die Fließraten eines Kühlmittels oder die Kühlzeiten während eines Gusszyklus. Es hat sich in der Praxis allerdings gezeigt, dass eine derartige vorwärts gerichtete Regelung zu erheblichen Temperaturschwankungen zwischen einzelnen Gusszyklen führen kann, wodurch insbesondere Ungenauigkeiten in der Produktion der einzelnen Gussteile auftreten können.
- Bei der simplen rückgekoppelten Regelung wird beispielsweise die Fließrate eines Kühlmittels in Abhängigkeit von zumindest einem in der Gussform angeordneten Messmittel, insbesondere Thermoelement, geregelt. Falls beispielsweise die von dem zumindest einen Thermoelement gemessene Temperatur eine voreingestellte Temperaturgrenze übersteigt, wird ein Kühlmittelfluss aktiviert. Der Kühlmittelfluss wird solange aktiviert, bis die von dem zumindest einen Thermoelement gemessene Temperatur eine weitere voreingestellte Temperaturgrenze unterschreitet. Eine derart beschriebene Regelstrategie kann auch als Bang-Bang-Regelung bezeichnet werden und ist in vielen kommerziellen Kokillengussanlagen möglich. Hierbei werden zwar Informationen des jeweiligen Gussverfahrens, insbesondere die von einem Thermoelement gemessene Temperatur verwendet, allerdings ist die Reaktionszeit einer solchen Regelung langsam, da nur auf bereits stattgefundene Temperaturschwankungen reagiert werden kann. Es hat sich gezeigt, dass bei einer solchen Regelung signifikante Temperaturspitzen auftreten können, insbesondere kurz nachdem die Gussform mit der Gussformfüllung bzw. der Schmelze gefüllt wird.
- Insofern liegt der vorliegenden Erfindung die Aufgabe zugrunde, ein Verfahren zur Regelung, insbesondere zur Temperaturregelung, eines Gussverfahrens, insbesondere eines Kokillengussverfahren, anzugeben, welches eine verbesserte Einregelung der gemessenen Temperaturen in einem gewünschten Bereich ermöglicht. Ebenfalls soll ein Steuerungssystem für ein Gussverfahren, eine Vorrichtung und ein Computerprogramm umfassend Programmanweisungen angegeben werden, welche eine verbesserte Temperaturregelung eines Gussverfahrens ermöglichen.
- Die vorgenannte Aufgabe wird gemäß einem ersten Aspekt der Erfindung bei einem vorgenannten Verfahren dadurch gelöst, dass die Regelung der zumindest einen Eingangsvariablen auf einer modellprädiktiven Regelung basiert. Hierdurch wird eine verbesserte Temperaturregelung des Gussverfahrens ermöglicht, da mittels der modellprädiktiven Regelung zukünftige Temperaturen des Gussverfahren, insbesondere zukünftige Temperaturtrajektorien, berechnet werden können und die zumindest eine Eingangsvariable, die beispielweise indikativ für eine Fließrate eines Kühlmittels ist, in Abhängigkeit der berechneten Temperaturtrajektorien geregelt werden kann. Hierdurch kann die zumindest eine Eingangsvariable proaktiv angepasst werden, wodurch Temperaturfluktuationen innerhalb eines Gusszyklus und auch zwischen Gusszyklen reduziert werden können.
- Vorliegend kann eine modellprädiktive Regelung insbesondere auf einem sogenannten MPC-Modell basieren. Bei der modellprädiktiven Regelung wird vorliegend ein voreingestelltes Temperaturprofil angestrebt, bei welchem es sich um ein Zieltemperaturprofil handelt. Bei dem voreingestellten Temperaturprofil kann es sich beispielsweise auch nur um eine angestrebte konstante Temperatur handeln. Ziel der Regelung ist es, die gemessene und/oder prognostizierte Temperatur des Gussverfahrens, insbesondere die Temperatur der Gussform, während oder zwischen Gusszyklen möglichst nah an das angestrebte Temperaturprofil zu führen. Hierzu kann, beispielsweise in diskreten Zeitintervallen, nicht nur der aktuelle Zustand des Verfahrens, beispielsweise durch Erfassen der zumindest einen Ausgangsvariablen, überwacht, sondern ebenfalls der Zustand des Verfahrens für ein bestimmtes zukünftiges Zeitintervall geschätzt und geregelt werden. Der modellprädiktiven Regelung liegt demnach ein Optimierungsproblem zugrunde, nämlich durch Regelung der zumindest einen Eingangsvariablen die Ausgangsvariable hinsichtlich des voreingestellten Temperaturprofils zu optimieren.
- Beispielsweise kann das Optimierungsproblem eine Kostenfunktion beinhalten, wobei die Kostenfunktion minimiert werden soll. Dabei kann die Gussformfüllung als gemessene Störgröße und die zumindest eine Eingangsvariable berücksichtigt werden. Insbesondere werden zumindest zwei Eingangsvariablen berücksichtigt, welche vorzugsweise indikativ für die Flussrate eines Kühlmittels und die Heizrate einer Heizquelle sind.
- Eine exemplarische Kostenfunktion, die mittels der modelprädiktiven Regelung optimiert werden kann, kann beispielsweise auf folgender Formel basieren:

- Dabei bestraft der erste Summenterm

- Der zweite Summenterm

- Der dritte Summenterm

- Die Freiheitsgrade der modellprädiktiven Steuerung bzw. des Optimierungsproblems werden dabei durch die Variablen nPH, nCH sowie die Gewichtungsmatrizen Q, R und S bestimmt.
- Beispielsweise gibt die Variable nPH an, für wie viele Zeitintervalle die Berechnung durchgeführt werden soll. Ein Zeitintervall kann beispielsweise in einem Bereich zwischen 0,5 s und 10 s liegen.
- Die Variable nCH gibt beispielsweise an, für wie viele Zeitintervalle die zumindest eine Eingangsvariable geändert werden kann.
- Vorzugweise können die Variablen nPH und nCH hinsichtlich des zugrunde liegenden Optimierungsproblems angepasst werden. Beispielsweise ist es bevorzugt, dass die Variable nPH zumindest die Dauer eines Gusszyklus angibt, welcher beispielsweise zwischen 1 min und 10 min dauern kann.
- Die Gewichtungsmatrizen Q, R und S geben insbesondere an, wie stark die einzelnen Summenterme in der Gesamtbewertung gewichtet werden. Beispielsweise können die Gewichtungsmatrizen Q, R und S Einheitsmatrizen mit den Konstanten q, r, und s auf der Diagonalen sein. Eine derartige Ausbildung hat sich bei der Verwendung der modellprädiktiven Regelung zur Reduktion der Komplexität unter Erzielung zufriedenstellender Ergebnisse als vorteilhaft erwiesen.
- Vorzugsweise wird eine Ausgangsvariable erfasst. Bei der erfassten Ausgangsvariablen indikativ für zumindest eine Temperatur des Gussverfahrens, insbesondere für eine Temperatur einer Gussform, kann es sich beispielsweise um den Messwert eines in der Gussform angeordneten Thermoelements handeln. Beispielsweise kann das Thermoelement zumindest teilweise innerhalb der Gussform angeordnet sein und so in zuverlässiger Weise die Temperatur innerhalb der Gussform messen. Hinsichtlich einer erhöhten Messgenauigkeit ist es bevorzugt, dass mehrere Thermoelemente zumindest teilweise innerhalb der Gussform angeordnet sind.
- Vorzugsweise wird zumindest eine Eingangsvariable indikativ für zumindest eine Eingangsgröße des Gussverfahrens basierend auf der modellprädiktiven Regelung geregelt. Insbesondere ist die zumindest einen Eingangsvariablen indikativ für eine Fließrate eines Kühlmittels, wobei das Kühlmittel beispielsweise durch in der Gussform angeordnete Kanäle fließt und hierdurch die Gussform kühlt. Dies ermöglicht eine zuverlässige Einstellung der Temperatur der Gussform.
- Des Weiteren hat es sich in der Praxis insbesondere als vorteilhaft erwiesen, wenn mittels der modelprädikativen Regelung eine weitere Eingangsvariable geregelt wird, wobei die weitere Eingangsvariable vorzugsweise indikativ für zumindest eine Heizrate eines in der Gussform angeordneten Heizelements oder einer Heizquelle ist. Hierdurch kann eine schnelle Anpassung der Temperatur der Gussform an ein voreingestelltes Temperaturprofil im Rahmen der modellprädiktiven Regelung ermöglicht werden.
- Eine bevorzugte Ausgestaltung der vorliegenden Erfindung ist dadurch gekennzeichnet, dass die modellprädiktive Regelung ein Modell, insbesondere ein dynamisches Modell, umfasst, dass das Modell basierend auf einem Datensatz identifiziert und/oder angepasst wird, wobei der Datensatz Daten indikativ für die zumindest eine Eingangsvariable und die zumindest eine Ausgangsvariable aufweist, und dass mittels des Modells basierend auf dem Datensatz eine Korrelation zwischen der zumindest einen Eingangsvariablen und der zumindest einen Ausgangsvariablen bestimmt wird. Vorzugsweise umfasst der Datensatz mehrere Eingangsvariablen, insbesondere zumindest zwei unterschiedliche Eingangsvariablen. Optional können mittels des dynamischen Modells auch Korrelationen und/oder Wechselwirkungen der Eingangsvariablen untereinander bestimmt werden. Durch eine Berechnung der Korrelation und/oder der Wechselwirkungen der Eingangsvariablen und/oder der Korrelation zu der Ausgangsvariablen, kann in zuverlässiger Weise eine Auswirkung einer Änderung einer der Variablen auf eine andere der Variablen berechnet werden.
- Beispielsweise kann vorgenanntes Model auf einem Grey-Box-Modell basieren. Alternativ kann das vorgenannte Modell auch rein datenbasiert sein oder auf aus dem Stand der Technik bekannten Prinzipien beruhen, die anschließend durch Daten parametrisiert werden.
- Ein Grey-Box-Modell kann beispielsweise durch folgende Formel dargestellt werden:

- Bei Yout handelt es sich vorzugsweise um die Ausgangsvariable, die indikativ für zumindest eine Temperatur des Gussverfahrens ist. Als Uin, i werden vorzugsweise die verschiedenen Eingangsvariablen bezeichnet, wobei insgesamt n verschiedene Eingangsvariable vorliegen können. Beispielsweise können die verschiedenen Eingangsvariablen im Laplacebereich vorliegen. Bei der Funktion Gi(s) handelt es sich vorzugsweise um eine Transferfunktion, welche sich insbesondere durch folgende Formel für die einzelnen Eingangsvariablen darstellen lässt:

- Als Ki wird vorzugsweise ein Verstärkungsfaktor der jeweiligen Eingangsvariablen angegeben, wobei es sich bei Ti insbesondere um eine Zeitkonstante handeln kann.
- Es hat sich gezeigt, dass durch das illustrierte Grey-Box-Modell ein vorteilhaftes Model zur Berechnung der Korrelation zwischen der zumindest einen Eingangsvariablen und der zumindest einen Ausgangsvariablen angegeben werden kann.
- Eine weitere bevorzugte Ausgestaltung der Erfindung ist dadurch gekennzeichnet, dass der Datensatz historische Daten, insbesondere Daten von bereits durchgeführten Gießversuchen und/oder Daten aus einer Serienproduktion, umfasst, wobei der Datensatz vorzugsweise um während der Durchführung des Gussverfahrens erfasste Daten erweitert wird, und/oder dass das Modell mittels Schätzwerten parametriert wird, wobei das Modell vorzugsweise während der Durchführung des Gussverfahrens durch erfasste Daten validiert und/oder erweitert wird. Dies ermöglicht die Zugrundelegung eines Datensatzes, welcher es erlaubt, die Korrelation zwischen der zumindest einen Eingangsvariablen, der zumindest einen Ausgangsvariablen und beispielsweise auch Störgrößen zu berücksichtigen.
- Die historischen Daten können insbesondere Daten von bereits durchgeführten Gießversuchen sein. Insbesondere können Daten des gleichen Gussverfahrens und der gleichen Gussvorrichtung verwendet werden, wodurch die modellprädiktive Regelung weiter verbessert werden kann. Es ist bevorzugt, dass der zugrunde gelegte Datensatz nach Durchführung der Gusszyklen um die vergangenen Messwerte erweitert wird. Hierdurch kann insbesondere ein repräsentativer Datensatz zur Verfügung gestellt werden.
- Die Schätzwerte für einzelne Parameter des Modells können beispielsweise auf den Erfahrungswerten eines Prozessingenieurs beruhen. Alternativ können die Schätzwerte beispielsweise mittels einer herkömmlichen Simulationsumgebung ermittelt werden. Vorzugsweise werden die Schätzwerte nach Durchführung von Gusszyklen validiert bzw. angepasst, so dass sichergestellt werden kann, dass das angepasste Modell die gemessenen Daten hinreichend genau beschreibt.
- Bei einer bevorzugten Ausgestaltung der vorliegenden Erfindung berücksichtigt die modelprädikative Regelung die zumindest eine Eingangsvariable und/oder die eine Ausgangsvariable sowie deren Korrelation zueinander basierend auf dem Modell. Hierdurch können mittels der modelprädikativen Regelung in zuverlässiger Weise verschiedene mögliche Temperaturtrajektorien berechnet werden und die zumindest eine Eingangsvariable derart geregelt werden, dass eine, insbesondere prognostizierte, Temperaturdifferenz der Temperatur des Gussverfahrens zu einem voreingestellten Temperaturprofil minimiert wird. Des Weiteren ist es bevorzugt, dass bei mehreren Eingangsvariablen die modellprädikative Regelung auch die Korrelation der mehreren Eingangsvariablen untereinander basierend auf dem vorgenannten Modell berücksichtigt.
- Eine weitere bevorzugte Ausgestaltung der Erfindung ist dadurch gekennzeichnet, dass die modelprädikative Regelung ferner eine Füllung der Gussform als gemessene Störgröße (measured disturbance) und die Korrelation der Störgröße zu der zumindest einen Eingangsvariablen und/oder der zumindest einen Ausgangsvariablen basierend auf dem dynamischen Modell berücksichtigt. Dies ermöglicht eine zuverlässige modellprädiktive Regelung der zumindest einen Eingangsvariablen und/oder der zumindest einen Eingangsgröße, da auch das Verhalten der Gussformfüllung bzw. Abweichungen der Gussformfüllung als gemessene Störgröße in die modelprädikative Regelung mit einbezogen werden können. Bei der Gussformfüllung als Störgröße kann es sich insbesondere um den Zeitpunkt der Gussformfüllung, die Zusammensetzung der Gussformfüllung, die Menge der Gussformfüllung und/oder die Temperatur der Gussformfüllung handeln.
- Bei einer weiteren vorteilhaften Ausgestaltung der vorliegenden Erfindung ist die zumindest eine Eingangsgröße eine Flussrate eines Kühlmittels, eine Temperatur eines Kühlmittels, eine Dauer eines Gusszyklus, eine Menge einer Gussformfüllung, eine Zusammensetzung einer Gussformfüllung, eine Temperatur einer Gussformfüllung, ein Zeitpunkt einer Gussformfüllung, eine Temperatur einer Heizquelle und/oder eine Heizrate einer Heizquelle bzw. einer Heizeinrichtung. Hierdurch kann eine Eingangsvariable indikativ für eine der vorgenannten Eingangsgrößen derart geregelt werden, dass eine Temperaturdifferenz der Temperatur des Gussverfahrens zu einem voreingestellten Temperaturprofil minimiert wird. Es ist bevorzugt, dass eine Eingangsvariable jeweils indikativ für eine Eingangsgröße ist. Vorzugsweise können auch mehrere der vorgenannten Eingangsgrößen mehrfach auftreten, beispielsweise falls mehrere Kühlkreisläufe für Kühlmittel während des Gussverfahrens vorhanden sind.
- Besonders bevorzugt ist die zumindest eine Eingangsvariable indikativ für die Flussrate eines Kühlmittels. Hierdurch kann die Flussrate eines Kühlmittels basierend auf der modellprädiktiven Regelung derart geregelt werden, dass die vorgenannte Temperaturdifferenz minimiert wird.
- Vorzugsweise werden zumindest zwei Eingangsvariablen indikativ für zwei Eingangsgrößen des Gussverfahrens geregelt. In der Praxis hat es sich hinsichtlich einer Genauigkeit der Regelung als bevorzugt erwiesen, falls zwei Eingangsvariablen verwendet werden, wobei eine Eingangsvariable indikativ für die Flussrate des Kühlmittels und eine Eingangsvariable indikativ für die Heizrate einer Heizquelle ist. Dies ermöglicht sowohl eine Anpassung sowohl der Flussrate des Kühlmittels als auch der Heizrate der Heizquelle basierend auf der modelprädiktiven Regelung.
- Bei einer weiteren bevorzugten Ausgestaltung der vorliegenden Erfindung umfasst die modellprädiktive Regelung einen Kalman-Filter und der Zustand des Gussverfahrens, insbesondere der Systemzustand sowie der Zustand der zumindest einen Ausgangsvariablen, wird mittels des Kalman-Filters, insbesondere in definierten Zeitintervallen, berechnet. Hierdurch kann der Zustand des Gussverfahrens zuverlässig berechnet werden. Insbesondere wird der Zustand des Gussverfahrens basierend auf einer Erfassung der zumindest einen Eingangsvariablen und der zumindest einen Ausgangsvariablen berechnet. Mittels des aktuellen Zustands des Gussverfahrens können im Rahmen der modellprädiktiven Regelung die verschiedenen zukünftigen Temperaturtrajektorien berechnet werden, auf deren Basis die zumindest eine Eingangsvariable geregelt werden kann.
- Eine bevorzugte Ausgestaltung der Erfindung ist dadurch gekennzeichnet, dass die modellprädiktive Regelung mittels des von dem Kalman-Filter-Modells berechneten Zustands verschiedene Trajektorien der zumindest einen Ausgangsvariablen prognostiziert, und dass mittels der modellprädiktiven Regelung die zumindest eine Eingangsvariable derart geregelt wird, dass sich eine prognostizierte Trajektorie der Ausgangsvariablen einstellt, die indikativ für eine minimale Temperaturdifferenz der Temperatur des Gussverfahrens zu dem voreingestellten Temperaturprofil ist. Dies ermöglicht eine vorteilhafte Temperatursteuerung des Gussverfahrens, so dass der Gießprozess optimiert und die Menge an Gussfehlern zuverlässig reduziert werden kann. Vorzugsweise wird vorgenannte Berechnung jeweils nach Ablauf eines der definierten Zeitintervalle durchgeführt. Dementsprechend wird die zumindest eine Eingangsvariable zu jedem definierten Zeitpunkt in Abhängigkeit des zuvor beschriebenen Optimierungsproblems basierend auf dem mittels des Kalman-Filter-Models prognostizierten Zustands geändert, um die tatsächliche Temperatur der Gussform an das voreingestellte Temperaturprofil anzupassen.
- Eine weitere bevorzugte Ausgestaltung der vorliegenden Erfindung ist ferner dadurch gekennzeichnet, dass die modelprädikative Regelung Beschränkungen des Gussverfahrens, insbesondere Beschränkungen der zumindest einen Eingangsvariablen und/oder der zumindest einen Ausgangsvariablen, berücksichtigt. Hierdurch können in vorteilhafter Weise technische Beschränkungen des Gussverfahrens bei der modellprädiktiven Regelung berücksichtigt werden. Beispielsweise handelt es sich bei derartigen Beschränkungen um eine maximale Flussrate des Kühlmittels, um eine maximale Heizrate der Heizquelle und/oder um eine maximale Änderungsrate des Kühlmittelflusses.
- Bei einer weiteren bevorzugten Ausgestaltung der vorliegenden Erfindung wird die zumindest eine Ausgangsvariable indikativ für zumindest eine Temperatur des Gussverfahrens mittels mindestens eines Thermoelements, insbesondere mittels mindestens eines zumindest teilweise innerhalb einer Gussform angeordneten Thermoelements, erfasst. Dies ermöglicht eine zuverlässige Erfassung der zumindest einen Ausgangsvariablen.
- Gemäß einem zweiten Aspekt der vorliegenden Erfindung wird die vorgenannte Aufgabe bei einem Steuerungssystem für ein Gussverfahren dadurch gelöst, dass das Steuerungsmittel die zumindest eine Eingangsvariable basierend auf einer modellprädiktiven Regelung regelt. Die im Zusammenhang mit dem vorgenannten Verfahren beschriebenen Ausführungsformen und Vorteile gelten gleichermaßen für das erfindungsgemäße Steuerungssystem.
- Ein Steuerungssystem kann beispielsweise eine Vorrichtung zum Auswerten von Daten, Steuern von weiteren Vorrichtungen und/oder Ausgeben von Signalen sein. Das Steuerungssystem kann beispielsweise Bestandteil einer Gussvorrichtung, einer Gießvorrichtung und/oder eine Gießanlage sein.
- Das Steuerungssystem kann Hardware- und/oder Software-Komponenten umfassen. Das Steuerungssystem kann beispielsweise mindestens einen Speicher mit Programmanweisungen eines Computerprogramms und mindestens einen Prozessor ausgebildet zum Ausführen von Programmanweisungen aus dem mindestens einen Speicher umfassen. Dementsprechend sollen insbesondere auch Steuereinrichtungen als offenbart verstanden werden, die zumindest einen Prozessor und zumindest einen Speicher mit Programmanweisungen umfassen, wobei der zumindest eine Speicher und die Programmanweisungen eingerichtet sind, gemeinsam mit dem zumindest einen Prozessor die mindestens eine Eingangsvariable zu steuern. Das Steuern der mindestens einen Eingangsvariablen erfolgt zum Beispiel über eine Steuerverbindung.
- Vorzugsweise ist das Steuerungssystem zur Durchführung eines zuvor beschriebenen Verfahrens ausgestaltet.
- Gemäß einem dritten Aspekt der vorliegenden Erfindung wird die vorgenannte Aufgabe durch eine Vorrichtung umfassend zumindest einen Prozessor und zumindest einen Speicher, der Programmcode beinhaltet, dadurch gelöst, dass der Speicher und der Programmcode eingerichtet sind, mit dem zumindest einen Prozessor eine Vorrichtung dazu zu veranlassen, zumindest das vorgenannte Verfahren auszuführen und/oder zu steuern. Dabei können entweder alle Schritte des Verfahrens gesteuert werden, oder alle Schritte des Verfahrens ausgeführt werden, oder ein oder mehrere Schritte gesteuert und ein oder mehrere Schritte ausgeführt werden.
- In einer beispielhaften Ausgestaltung umfasst das System gemäß dem dritten beispielhaften Aspekt der vorliegenden Erfindung zumindest ein Steuerungssystem gemäß dem zweiten Aspekt der vorliegenden Erfindung sowie eine Gießanlage geeignet zur Durchführung eines Verfahrens gemäß dem ersten Aspekt der vorliegenden Erfindung.
- Die vorgenannte Aufgabe wird ebenfalls gemäß einem vierten Aspekt der vorliegenden Erfindung durch ein Computerprogramm dadurch gelöst, dass das Computerprogramm Programmanweisungen umfasst, die einen Prozessor zur Ausführung und/oder Steuerung des vorgenannten Verfahrens veranlassen, wenn das Computerprogramm auf dem Prozessor läuft. Unter einem Prozessor sollen in dieser Spezifikation unter anderem Kontrolleinheiten, Mikroprozessoren, Mikrokontrolleinheiten wie Mikrocontroller, digitale Signalprozessoren (DSP), Anwendungsspezifische Integrierte Schaltungen (ASICs) oder Field Programmable Gate Arrays (FPGAs) verstanden werden. Dabei können entweder alle Schritte des Verfahrens gesteuert werden, oder alle Schritte des Verfahrens ausgeführt werden, oder ein oder mehrere Schritte gesteuert und ein oder mehrere Schritte ausgeführt werden. Das Computerprogramm kann beispielsweise über ein Netzwerk wie das Internet, ein Telefon- oder Mobilfunknetz und/oder ein lokales Netzwerk verteilbar sein. Das Computerprogramm kann zumindest teilweise Software und/oder Firmware eines Prozessors sein. Es kann gleichermaßen zumindest teilweise als Hardware implementiert sein. Das Computerprogramm kann beispielsweise auf einem computerlesbaren Speichermedium gespeichert sein, z.B. einem magnetischen, elektrischen, elektro-magnetischen, optischen und/oder andersartigen Speichermedium. Das Speichermedium kann beispielsweise Teil des Prozessors sein, beispielsweise ein (nicht-flüchtiger oder flüchtiger) Programmspeicher des Prozessors oder ein Teil davon. Das Speichermedium ist beispielsweise gegenständlich, also greifbar, und/oder nicht-transitorisch.
- Die oben beschriebenen, zunächst grundsätzlich für sich älleine stehenden Ausführungsformen und beispielhaften Ausgestaltungen aller Aspekte der vorliegenden Erfindung sollen auch in allen Kombinationen miteinander offenbart verstanden werden.
- Weitere vorteilhafte beispielhafte Ausführungsformen der Aspekte der Erfindung sind der folgenden detaillierten Beschreibung einiger beispielhafter Ausführungsformen der vorliegenden Erfindung, insbesondere in Verbindung mit den Figuren zu entnehmen. Die der Anmeldung beiliegenden Figuren sollen jedoch nur dem Zwecke der Verdeutlichung, nicht aber zur Bestimmung des Schutzbereiches der Erfindung dienen. Die beiliegenden Zeichnungen spiegeln lediglich das allgemeine Konzept der vorliegenden Erfindung beispielhaft wieder. Insbesondere sollen Merkmale, die in den Figuren enthalten sind, keineswegs als notwendiger Bestandteil der vorliegenden Erfindung verstanden werden.
- Im Folgenden wird die Erfindung anhand von Ausführungsbeispielen mit Bezug auf die Zeichnung erläutert. In der Zeichnung zeigen
- Fig. 1
- eine exemplarische Gegenüberstellung von gemessenen und mittels eines Models berechneten Temperaturdaten;
- Fig. 2
- eine exemplarische Darstellung verschiedener Temperaturverläufe basierend auf unterschiedlichen Regelungen zur Temperatursteuerung eines Gussverfahrens; und
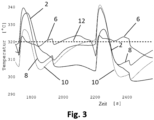
- Fig. 3
- eine weitere exemplarische Darstellung verschiedener Temperaturverläufe basierend auf unterschiedlichen Regelungen zur Temperatursteuerung eines Gussverfahrens.
-
Fig. 1 zeigt eine exemplarische Gegenüberstellung eines Temperaturverlaufs 2 einer realitätsnahen Simulation und eines mittels eines Modells berechneten Temperaturverlaufs 4. Dabei weicht der mittels des Modells, insbesondere mittels des dynamischen Modells, berechnete Temperaturverlauf 4 nur geringfügig von dem Temperaturverlauf 2 der realitätsnahen Simulation ab, so dass die grundlegenden Systemdynamiken des Gussverfahrens durch das dynamische Model zuverlässig wiedergegeben werden können. - Zur Erstellung des dynamischen Modells wurden vorliegend Daten eines im Gussverfahren hergestellten Fahrzeug-Hilfsrahmenbauteils aus einer Aluminium Legierung verwendet.
- Durch eine realitätsnahe Simulation wurde zunächst ein Datensatz erstellt, mittels welchem die Systemdynamiken der vorliegenden Daten identifiziert wurden. Bei einer solchen realitätsnahen Simulation handelt es sich vorzugsweise um eine Simulation für Gussprozesse. Vorliegend wurde eine Simulation aus dem Hause Magmasoft verwendet.
- Mittels der realitätsnahen Simulation wurden verschiedene Eingangsvariablen indikativ für verschiedene Eingangsgrößen verändert, damit ein umfangreicher Datensatz vorliegt. Zur Bestimmung einer Ausgangsvariablen indikativ für eine Temperatur in der Gussform wurde vorliegend eine festgelegte Position eines Thermoelements in der Gussform gewählt. In dem vorliegenden Fall wurden folgende verschiedene Eingangsgrößen sowie die Eingangsvariablen indikativ für diese Eingangsgrößen in der Simulation berücksichtigt:
- die Flussrate des Kühlmittels in zwei Kühlkreisläufen nahe der spezifischen Position des Thermoelements; sowie
- die Heizrate einer Heizquelle bzw. eines Heizelements nahe der spezifischen Position des Thermoelements.
- Ebenfalls wurde die Füllung der Gussform mit einer Schmelze bzw. die Gussformfüllung als gemessene Störgröße (measured disturbance) berücksichtigt.
- Die Gussformfüllung wurde als Dirac-Impuls modelliert, wobei der jeweilige Dirac-Impuls ausgelöst wird, sobald die Gussformfüllung in der Simulation in die Gussform fließt. Im Rahmen der modellprädiktiven Regelung kann die Gussformfüllung auch als gemessene Störgröße (measured disturbance) bezeichnet werden.
- Nachfolgend wurde das folgende Prozessmodel an die im Rahmen der Simulation ermittelten Daten angepasst:

- Bei Yout handelt es sich um die Ausgangsvariable, die indikativ für zumindest eine Temperatur des Gussverfahrens ist. Als Uin, i werden die Eingangsvariablen indikativ für die zuvor genannten Eingangsgrößen bezeichnet. Bei der Funktion Gi(s) handelt es sich um eine Übertragungsfunktion, welche sich durch folgende Formel für die einzelnen Eingangsvariablen darstellen lässt:

- Als Ki wird ein Verstärkungsfaktor der jeweiligen Eingangsvariablen angegeben, wobei es sich bei Ti um eine Zeitkonstante handelt.
- Wie in
Fig. 1 dargestellt, weicht der prognostizierte Temperaturverlauf des identifizierten dynamischen Models nur geringfügig von dem Temperaturverlauf der realitätsnahen Simulation ab, so dass das dynamische Modell die im Rahmen des Gussverfahrens auftretenden Temperaturverläufe zuverlässig prognostiziert. - In
Fig. 2 ist eine exemplarische Darstellung verschiedener Temperaturverläufe basierend auf unterschiedlichen Regelungen zur Temperatursteuerung eines Gussverfahrens dargestellt. Dabei wurden der Temperaturverlauf einer realitätsnahen Simulation 2, der Temperaturverlauf der modellprädiktiven Regelung 6, der Temperaturverlauf einer PID-Regelung 8 und der Temperaturverlauf einer Bang-Bang-Regelung 10 einander gegenübergestellt. Als voreingestelltes Temperaturprofil 12 wurde eine konstante Temperaturtrajektorie von 320°C ausgewählt. - Der modelprädiktiven Regelung 6 wurde ein Vorhersagehorizont von nPH = 1000 für ein Zeitintervall von ΔT = 1 s zugrunde gelegt. Demnach fließen 1000 Zeitintervalle mit jeweils 1 s in die Berechnung ein. Der Kontrollhorizont nCH wurde mit 100 ebenfalls für ein Zeitintervall von ΔT = 1 s festgelegt, so die Eingangsvariablen für 100 Zeitintervalle geändert werden können.
- Als Gewichtungsmatrizen Q, R und S wurden Einheitsmatrizen mit den Konstanten q, r und s auf der Diagonalen gewählt, wobei q = 1.000.000; r = 1; und s = 0.
- Als Eingangsvariable indikativ für eine Eingangsgröße wurde bei den in
Fig. 2 dargestellten Regelungen eine Eingangsvariable indikativ für eine Fließrate eines Kühlmittels geregelt. Es ist ersichtlich, dass die modelprädiktive Regelung 6 einen Temperaturverlauf ermöglicht, welcher im Durchschnitt näher an dem voreingestellten Temperaturprofil 12 liegt als die anderen Regelungsarten 8 und 10. Da allerdings die Temperatur von der Fließrate des Kühlmittels im Wesentlichen nur in eine Richtung bewegt werden kann, nämlich eine Temperatursenkung verursacht werden kann, treten bei dem inFig. 2 dargestellten Model technische Beschränkungen auf, die einer weiter verbesserten Regelung im Wege stehen. - In
Fig. 3 ist eine weitere exemplarische Darstellung verschiedener Temperaturverläufe basierend auf unterschiedlichen Regelungen zur Temperatursteuerung eines Gussverfahrens dargestellt. Im Unterschied zu den inFig. 2 dargestellten Regelungen basieren die inFig. 3 dargestellten Regelungen auf zwei Eingangsvariablen, nämlich einer Eingangsvariablen indikativ für eine Fließrate eines Kühlmittels und zusätzlich einer weiteren Eingangsvariablen indikativ für eine Heizrate einer Heizquelle. Insofern können die beiden vorgenannten Eingangsvariablen von den jeweiligen Regelungen derart geregelt werden, dass die jeweiligen Temperaturverläufe eine möglichst geringe Differenz zu dem voreingestellten Temperaturprofil 12 aufweisen. Wie ausFig. 3 und ebenfalls aus einem Vergleich derFig. 2 und3 hervorgeht, kann insbesondere bei der modelprädiktiven Regelung 6 eine Temperaturverlauf erzielt werden, welcher sehr nah an dem voreingestellten Temperaturprofil liegt. Bei den anderen Regelungsarten 8 und 10 konnte im Vergleich dazu durch die Regelung einer weiteren Eingangsvariablen nur eine geringe Verbesserung erzielt werden. - Die in dieser Spezifikation beschriebenen beispielhaften Ausführungsformen der vorliegenden Erfindung sollen auch in allen Kombinationen miteinander offenbart verstanden werden. Insbesondere soll auch die Beschreibung eines von einer Ausführungsform umfassten Merkmals - sofern nicht explizit gegenteilig erklärtvorliegend nicht so verstanden werden, dass das Merkmal für die Funktion des Ausführungsbeispiels unerlässlich oder wesentlich ist.
- In den Ansprüchen verwendete Begriffe wie "umfassen", "aufweisen", "beinhalten", "enthalten" und dergleichen schließen weitere Elemente oder Schritte nicht aus. Unter die Formulierung "zumindest teilweise" fallen sowohl der Fall "teilweise" als auch der Fall "vollständig". Die Formulierung "und/oder" soll dahingehend verstanden werden, dass sowohl die Alternative als auch die Kombination offenbart sein soll, also "A und/oder B" bedeutet "(A) oder (B) oder (A und B)". Eine Mehrzahl von Einheiten, Personen oder dergleichen bedeutet im Zusammenhang dieser Spezifikation mehrere Einheiten, Personen oder dergleichen. Die Verwendung des unbestimmten Artikels schließt eine Mehrzahl nicht aus. Eine einzelne Einrichtung oder ein einzelnes Mittel kann die Funktionen mehrerer in den Patentansprüchen genannten Einheiten bzw. Einrichtungen ausführen. In den Ansprüchen angegebene Bezugszeichen sind nicht als Beschränkungen der eingesetzten Mittel und Schritte anzusehen.
Claims (14)
- Verfahren zur Regelung, insbesondere zur Temperaturregelung, eines Gussverfahrens, insbesondere eines Kokillengussverfahrens, umfassend:- Regelung von zumindest einer Eingangsvariablen indikativ für zumindest eine Eingangsgröße des Gussverfahrens in Abhängigkeit zumindest einer Ausgangsvariablen indikativ für zumindest eine Temperatur des Gussverfahrens, insbesondere für eine Temperatur einer Gussform, derart, dass eine Temperaturdifferenz der Temperatur des Gussverfahrens zu einem voreingestellten Temperaturprofil minimiert wird,dadurch gekennzeichnet,- dass die Regelung der zumindest einen Eingangsvariablen auf einer modellprädiktiven Regelung basiert.
- Verfahren nach Anspruch 1,
dadurch gekennzeichnet,- dass die modellprädiktive Regelung ein Modell, insbesondere ein dynamisches Modell, umfasst,- dass das Modell basierend auf einem Datensatz identifiziert und/oder angepasst wird, wobei der Datensatz Daten indikativ für die zumindest eine Eingangsvariable und die zumindest eine Ausgangsvariable aufweist, und- dass mittels des Modells basierend auf dem Datensatz eine Korrelation zwischen der zumindest einen Eingangsvariablen und der zumindest einen Ausgangsvariablen bestimmt wird. - Verfahren nach Anspruch 2,
dadurch gekennzeichnet,- dass der Datensatz historische Daten, insbesondere Daten von bereits durchgeführten Gießversuchen und/oder Daten aus einer Serienproduktion, umfasst, wobei der Datensatz vorzugsweise um während der Durchführung des Gussverfahrens erfasste Daten erweitert wird, und/oder- dass das Modell mittels Schätzwerten parametriert wird, wobei das Modell vorzugsweise während der Durchführung des Gussverfahrens durch erfasste Daten validiert und/oder erweitert wird. - Verfahren nach Anspruch 2 oder 3,
dadurch gekennzeichnet,- dass die modelprädikative Regelung die zumindest eine Eingangsvariable und die eine Ausgangsvariable sowie deren Korrelation zueinander basierend auf dem Modell berücksichtigt. - Verfahren nach Anspruch 4,
dadurch gekennzeichnet,- dass die modelprädikative Regelung ferner eine Füllung der Gussform als gemessene Störgröße und die Korrelation der Störgröße zu der zumindest einen Eingangsvariablen und/oder der zumindest einen Ausgangsvariablen basierend auf dem dynamischen Modell berücksichtigt. - Verfahren nach einem der Ansprüche 1 bis 5,
dadurch gekennzeichnet,- dass die zumindest eine Eingangsgröße eine Flussrate eines Kühlmittels, eine Temperatur eines Kühlmittels, eine Dauer eines Gusszyklus, eine Menge einer Gussformfüllung, eine Zusammensetzung einer Gussformfüllung, eine Temperatur einer Gussformfüllung, ein Zeitpunkt einer Gussformfüllung, eine Temperatur einer Heizquelle und/oder eine Heizrate einer Heizquelle ist. - Verfahren nach einem der Ansprüche 1 bis 6,
dadurch gekennzeichnet,- dass die modellprädiktive Regelung einen Kalman-Filter umfasst, und- dass der Zustand des Gussverfahrens, insbesondere der Systemzustand sowie der Zustand der zumindest einen Ausgangsvariablen, mittels des Kalman-Filter-Modells, insbesondere in definierten Zeitintervallen, berechnet wird. - Verfahren nach Anspruch 7,
dadurch gekennzeichnet,- dass die modellprädiktive Regelung mittels des von dem Kalman-Filter-Modell berechneten Zustands verschiedene Trajektorien der zumindest einen Ausgangsvariablen prognostiziert, und- dass mittels der modellprädiktiven Regelung die zumindest eine Eingangsvariable derart geregelt wird, dass sich eine prognostizierte Trajektorie der Ausgangsvariablen einstellt, die indikativ für eine minimale Temperaturdifferenz der Temperatur des Gussverfahrens zu dem voreingestellten Temperaturprofil ist. - Verfahren nach einem der Ansprüche 1 bis 8,
dadurch gekennzeichnet,- dass die modelprädikative Regelung Beschränkungen des Gussverfahrens, insbesondere Beschränkungen der zumindest einen Eingangsvariablen und/oder der zumindest einen Ausgangsvariablen, berücksichtigt. - Verfahren nach einem der Ansprüche 1 bis 9,
dadurch gekennzeichnet,- dass die zumindest eine Ausgangsvariable indikativ für zumindest eine mittels eines Thermoelements, insbesondere mittels eines in zumindest teilweise innerhalb einer Gussform angeordneten Thermoelements, erfasste Temperatur des Gussverfahrens ist. - Steuerungssystem für ein Gussverfahren, insbesondere für ein Kokillengussverfahren, umfassend:- zumindest ein Steuerungsmittel zur Regelung von zumindest einer Eingangsvariablen indikativ für zumindest eine Eingangsgröße des Gussverfahrens, in Abhängigkeit zumindest einer Ausgangsvariablen indikativ für zumindest eine Temperatur des Gussverfahrens, insbesondere für eine Temperatur einer Gussform, derart, dass eine Temperaturdifferenz der Temperatur des Gussverfahrens zu einem voreingestellten Temperaturprofil minimiert wird,dadurch gekennzeichnet,- dass das Steuerungsmittel die zumindest eine Eingangsvariable basierend auf einer modellprädiktiven Regelung regelt.
- Steuerungssystem nach Anspruch 11,
dadurch gekennzeichnet,- dass das Steuerungssystem zur Durchführung eines Verfahrens nach einem der Ansprüche 1 bis 10 ausgestaltet ist. - Vorrichtung umfassend zumindest einen Prozessor und zumindest einen Speicher, der Programmcode beinhaltet, wobei der Speicher und der Programmcode eingerichtet sind, mit dem zumindest einen Prozessor eine Vorrichtung dazu zu veranlassen, zumindest das Verfahren nach einem der Ansprüche 1 bis 10 auszuführen und/oder zu steuern.
- Computerprogramm umfassend Programmanweisungen, die einen Prozessor zur Ausführung und/oder Steuerung des Verfahrens gemäß einem der Ansprüche 1 bis 10 veranlassen, wenn das Computerprogramm auf dem Prozessor läuft.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP22152063.8A EP4212265A1 (de) | 2022-01-18 | 2022-01-18 | Verfahren zur steuerung eines gussverfahrens, steuerungssystem für ein gussverfahren, vorrichtung sowie computerprogramm |
| PCT/IB2023/050024 WO2023139438A1 (de) | 2022-01-18 | 2023-01-03 | Verfahren zur steuerung eines gussverfahrens, steuerungssystem für ein gussverfahren, vorrichtung sowie computerprogramm |
| CN202380017744.1A CN118748956A (zh) | 2022-01-18 | 2023-01-03 | 用于控制铸造方法的方法、用于铸造方法的控制系统、装置以及计算机程序 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP22152063.8A EP4212265A1 (de) | 2022-01-18 | 2022-01-18 | Verfahren zur steuerung eines gussverfahrens, steuerungssystem für ein gussverfahren, vorrichtung sowie computerprogramm |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP4212265A1 true EP4212265A1 (de) | 2023-07-19 |
Family
ID=79730627
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP22152063.8A Pending EP4212265A1 (de) | 2022-01-18 | 2022-01-18 | Verfahren zur steuerung eines gussverfahrens, steuerungssystem für ein gussverfahren, vorrichtung sowie computerprogramm |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP4212265A1 (de) |
| CN (1) | CN118748956A (de) |
| WO (1) | WO2023139438A1 (de) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102007017690A1 (de) * | 2007-04-14 | 2008-10-16 | Siempelkamp Giesserei Gmbh | Verfahren und Vorrichtung zur Herstellung eines Gussteils |
| JP2019048322A (ja) * | 2017-09-11 | 2019-03-28 | 新日鐵住金株式会社 | 連続鋳造機の2次冷却制御装置、連続鋳造機の2次冷却制御方法、およびプログラム |
-
2022
- 2022-01-18 EP EP22152063.8A patent/EP4212265A1/de active Pending
-
2023
- 2023-01-03 WO PCT/IB2023/050024 patent/WO2023139438A1/de active Application Filing
- 2023-01-03 CN CN202380017744.1A patent/CN118748956A/zh active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102007017690A1 (de) * | 2007-04-14 | 2008-10-16 | Siempelkamp Giesserei Gmbh | Verfahren und Vorrichtung zur Herstellung eines Gussteils |
| JP2019048322A (ja) * | 2017-09-11 | 2019-03-28 | 新日鐵住金株式会社 | 連続鋳造機の2次冷却制御装置、連続鋳造機の2次冷却制御方法、およびプログラム |
Also Published As
| Publication number | Publication date |
|---|---|
| CN118748956A (zh) | 2024-10-08 |
| WO2023139438A1 (de) | 2023-07-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1576429B1 (de) | Modellierverfahren für ein metall | |
| DE102012224132B4 (de) | Überwachungsverfahren für eine Stranggießkokille mit Aufbau einer Datenbank | |
| DE102020123359A1 (de) | Maschinenlernvorrichtung, verfahren zum generieren eines lernmodells, isolierwiderstandsabschätzvorrichtung und steuervorrichtung | |
| DE102011012710A1 (de) | Schnelle Identifikation und Erzeugung von Prozessmodellen | |
| DE10341764A1 (de) | Integrierte Modell-Vorhersagesteuerung und -Optimierung innerhalb eines Prozesssteuerungssystems | |
| EP2258939A2 (de) | Verfahren zur Regelung der Temperatur einer Glühkerze | |
| EP0756219A2 (de) | Verfahren zur Überwachung von Produkteigenschaften und Verfahren zur Regelung eines Herstellungs-prozesses | |
| DE102008003962A1 (de) | Erstarrungsanalyseverfahren und -vorrichtung | |
| DE4416317A1 (de) | Verfahren und Regeleinrichtung zur Regelung eines materialverarbeitenden Prozesses | |
| DE69009412T2 (de) | Einrichtung zur Temperaturregelung. | |
| DE19881041B4 (de) | Verfahren zur Steuerung und Voreinstellung eines Stahlwerkes oder von Teilen eines Stahlwerkes | |
| EP4212265A1 (de) | Verfahren zur steuerung eines gussverfahrens, steuerungssystem für ein gussverfahren, vorrichtung sowie computerprogramm | |
| EP3762790B1 (de) | Verfahren zur bestimmung von in einem messsignal vorkommenden schwingungen | |
| EP3542229B1 (de) | Einrichtung und verfahren zur bestimmung der parameter einer regeleinrichtung | |
| EP3065015B1 (de) | Diagnoseeinrichtung und -verfahren zur überwachung des betriebs von regelkreisen | |
| DE102012002774A1 (de) | Verfahren und System zum automatischen optimalen Betrieb einer Strangpresse für Metalle | |
| DE102015010753A1 (de) | Verfahren zur simulierten Ermittlung eines Korrosionsverlaufs eines Bauteils | |
| EP3121672B1 (de) | Diagnoseeinrichtung und verfahren zur überwachung des betriebs eines regelkreises | |
| EP3787811B1 (de) | Verfahren zum betreiben einer kühlstrecke und anlage zum herstellen von walzprodukten | |
| DE102007059582A1 (de) | Verfahren und Vorrichtung zum Training des Bedienpersonals einer prozesstechnischen Anlage | |
| DE19641432C2 (de) | Verfahren und Einrichtung zur Vorausberechnung von vorab unbekannten Parametern eines industriellen Prozesses | |
| EP1542102B1 (de) | Verfahren und Vorrichtung zur suboptimalen Regelung mittels einer Suchstrategie und Verfahren und Vorrichtung zur Gaszerlegung, insbesondere zur Tieftemperatur-Luftzerlegung | |
| EP0735443B1 (de) | Neuronales Netz zur Positionsabweichungskompensation bei Werkstückbearbeitungseinrichtungen | |
| EP4069448A1 (de) | Verfahren und computersystem zur vorhersage einer schrumpfung eines gegossenen metallproduktes | |
| EP4404007A1 (de) | Prozessmodell, entwicklungsverfahren und überwachungsverfahren |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20221010 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |