EP4034331B1 - System und verfahren zum stoss-laserstrahlen eines werkstücks - Google Patents
System und verfahren zum stoss-laserstrahlen eines werkstücks Download PDFInfo
- Publication number
- EP4034331B1 EP4034331B1 EP20908373.2A EP20908373A EP4034331B1 EP 4034331 B1 EP4034331 B1 EP 4034331B1 EP 20908373 A EP20908373 A EP 20908373A EP 4034331 B1 EP4034331 B1 EP 4034331B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- laser
- workpiece
- beam components
- pulse
- components
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/352—Working by laser beam, e.g. welding, cutting or boring for surface treatment
- B23K26/356—Working by laser beam, e.g. welding, cutting or boring for surface treatment by shock processing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/0604—Shaping the laser beam, e.g. by masks or multi-focusing by a combination of beams
- B23K26/0608—Shaping the laser beam, e.g. by masks or multi-focusing by a combination of beams in the same heat affected zone [HAZ]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/062—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam
- B23K26/0622—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam by shaping pulses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/073—Shaping the laser spot
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/073—Shaping the laser spot
- B23K26/0734—Shaping the laser spot into an annular shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/073—Shaping the laser spot
- B23K26/0736—Shaping the laser spot into an oval shape, e.g. elliptic shape
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D10/00—Modifying the physical properties by methods other than heat treatment or deformation
- C21D10/005—Modifying the physical properties by methods other than heat treatment or deformation by laser shock processing
Definitions
- the present disclosure relates to pulsed laser material processing systems and methods, more particularly to a laser based system and a method for laser peening a workpiece, see claims 1 and 11, which generates spatio-temporal varying pulses during a laser shock peening operation, to even more effectively create compressive stresses deep below a surface of a workpiece.
- Pulsed laser processing of materials has been used in a variety of applications from micro-machining, engraving, 3D printing and laser shock peening.
- the generation of extreme temperatures and pressures at a specific location allows materials to be processed in ways that are generally not available to continuous wave (CW) lasers.
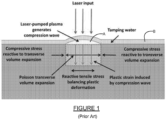
- laser shock peening is a process that plastically compresses material normal to a surface, resulting in transverse (Poisson) expansion.
- a thicker or otherwise constrained component's ability to resist the transverse straining results in a local buildup of compressive stress.
- the peening results in strain and shape change.
- Figure 1 illustrates how the introduction of compressive stress into a material works when using laser peening, keeping in mind that the concept of plastic compression and transverse expansion is common to all treatments.
- Laser peening is a particularly important post processing method for metal parts. Laser peening is now extensively used to enhance the fatigue lifetime of jet engine fan and compressor blades, and more recently in aircraft structures, and even in spent nuclear fuel storage canisters. It has also been applied to improve surface properties in additively manufactured Maraging steel. Laser peening technology is also used to apply curvature and stretch to thick sections of aircraft wing panels, thus providing precise aerodynamic shaping. In the LP process, short intensive laser pulses create a plasma in a confined geometry, which is shown as area "A" in Figure 1 . This results in pressure pulses that create local plastic deformation.
- An ablative layer can be used in the process or, as in this work, such a layer may be omitted, resulting in only a very shallow (10 to 20 ⁇ m thick) layer of recast material that can be left on the surface or easily polished off.
- Use of a water tamper "B" increases the generating pressure by an order of magnitude thus making the process more efficient.
- modifications to stress state and/or shape can be precisely generated in parts in a spot-by-spot manner using the LP method.
- Laser peened materials typically demonstrate higher cracking and corrosion resistance and are becoming widely used in manufacturing.
- Laser peening is also known for creating very small amounts of cold work, typically 3% to 5%, typically leaving the phase, hardness, and yield strength of the treated material unchanged. Shot peening typically requires multiple impacts estimated, for example, at 13 impacts for 100% coverage. Due to the spherical nature of the impacts, the shot generates transverse as well as normal forces and plastic deformation. This working of the surface increases hardness and generates cold work. While cold work isn't necessarily bad, physical ball peening has limited penetration depth and therefore efficiency compared to laser shock peening.
- US 2018/0001417 A1 discloses a method and an apparatus for use in laser shock peening.
- the apparatus may include a diode-pumped solid-state laser oscillator configured to output a pulsed laser beam, a modulator configured to modify an energy and a temporal profile of the pulsed laser beam, and an amplifier configured to amplify an energy of the pulse laser beam.
- US 2019/255649 A1 discloses a laser machining or cutting method that is carried out by a laser beam machine including a laser oscillator that is a first laser oscillator which emits a pulse of a laser beam that is a first laser beam, and a laser oscillator that is a second laser oscillator which emits a pulse of a laser beam that is a second laser beam differing in wavelength or pulse width from the first laser beam.
- the first laser beam and the second laser beam are caused to alternate in irradiating a workpiece.
- the present invention relates to a laser based system with the features of claim 1 for laser peening a workpiece.
- the present invention relates to a method with the features of claim 11 for laser shock peening a workpiece.
- a principal feature of the present disclosure is shaping of a laser-induced shock being applied to a material surface, through simultaneous spatio-temporal pulse shaping.
- a non-uniform input may be used that varies in time to allow a build-up or constructive accumulation of shock at a selected, specific point in the material.
- the phase of the pulse preferably scales across the laser beam such that different components of the laser pulse arrive at the surface at different times.
- the system 10 may include one or more lasers 12 (e.g., pulse laser) and a controller 14 for controlling On/Off operation of the laser(s) 12. While the use of two or more lasers is contemplated, for convenience, the following discussion will focus on the system using a single pulse laser 12.
- the controller 14 may be formed by a computer or any other suitable type of processing component which is able to control On/Off operation of the laser 12 with the necessary degree of control to create a series of carefully timed pulses.
- the controller 14 may include a non-volatile memory 16 (e.g., RAM, ROM, etc.) for storing any data/parameters needed for operation of the system 10.
- the controller 14 may also communicate with a spatio-temporal beam shaping system/software module 18 (hereinafter simply “beam shaping module” 18) for controlling the shape (i.e., fluence) of laser energy applied by each pulse of the laser 12 to a workpiece 20 by a beam 12a of the laser 12.
- beam shaping module 18 a spatio-temporal beam shaping system/software module 18 for controlling the shape (i.e., fluence) of laser energy applied by each pulse of the laser 12 to a workpiece 20 by a beam 12a of the laser 12.
- Figure 2 shows the use of two distinct beam components 12a1 and 12a2 to more easily help the reader visualize how the spatio-temporal beam shaping applied by the system 10 operates.
- one beam component 12a1 of the beam 12 consists of an annular or 'donut' shaped beam that arrives at time t A .
- the other beam component 12a2 is a standard Gaussian profile beam that arrives at a later time t G , but still while the beam 12a1 is being applied to the workpiece 20.
- the radial position of the annular beam component 12a1 may be given by r A and the laser-induced shock velocity caused by beam component12a1 can be given by vs.
- the graph 100 illustrates a single laser pulse 102 in which the laser fluence is modified throughout the pulse length, and simultaneously spatially over the cross-sectional area of the beam, to achieve the same (or closely similar) result as that described above in connection with the distinct first and second beam pulse components 102a1 and 102a2.
- the overall length of the pulse 102 (comprising both beam pulse components 102a1 and 102a2) may be in the millisecond range, the microsecond range or the nanosecond range, or possibly even shorter.
- the single pulse 102 is initially created to apply a laser fluence, indicated by first beam pulse component102a1, to generate a first shock wave in the workpiece 20.
- This laser fluence creating the first beam pulse component 102a1 is applied for a first time duration 104, which in this example represents only a fractional portion of the overall duration of the single pulse 102. It will be understood, however, that the first beam pulse component 102a1 may be applied during the full time of the pulse 102 or any other fractional portion thereof, depending the needs of a particular application.
- the pulse 102 begins to apply the second beam pulse component 102a2, which in this example has a Gaussian profile beam fluence.
- the first beam pulse component 102a1 and the second beam pulse component102a2 are being applied simultaneously.
- the first beam pulse component 102a1 and the second beam pulse component 102a2 may be applied such that they are separated in time, such as indicated by dashed Gaussian beam spot 103.
- beam pulse components 102a1 and 102a2 may be annular and Gaussian profile beams, respectively, virtually any other beam pattern shapes (e.g., square, elliptical, etc.) are readily implementable using the system 10, with suitable modifications to the beam shaping module 18 and/or its software.
- the shocks created by the beam pulse components 102a1 and 102a2 created in the workpiece 20 propagate toward one another and overlap at a precise X-Y location within the workpiece, and at a precisely controlled depth below the upper surface 20a of the workpiece 20.
- any number of pulses can be imposed with similar synchronization to achieve optimized processing conditions.
- a continuously varying 'composite' pulse can be contemplated in which the spatio-temporal shaping of a single pulse allows for portions of it to arrive at different locations within the workpiece 20 at different times.
- One possible method to achieve this would be to spatially 'chirp' the laser pulse and send it through dispersive elements that delay different spatial components.
- Figure 4 shows a laser beam 200 in accordance with another construction in which an outer annular beam component 202 is created, which is partially overlapped by an inner Gaussian profile beam spot 204 (shown in shading) centered within the outer annular beam component.
- Figure 5 shows still another example of a beam construction 300 which may be implemented using the system 10.
- an outer, square, annular beam component 302 is created, and a separate Gaussian profile beam spot component 304 is centered within the outer, annular beam component 302.
- the beam components may be generated to overlap in time or such that they do not overlap in time. These are but a few variations of the shapes that the beam components may take.
- a particular advantage of the system 10 and method of the present invention is that laser peening with, for example, a square or rectangular beam, as used here in one embodiment of the system, in contrast generates 100% coverage in only one impact per beam spot (i.e., one impact of the beam 12a).
- the impact angle which is determined by the plasma pressure on the surface 20a of the workpiece 20 material being acted on and not the laser light incident angle, is totally normal to the surface 20a, thus generating little hardening or cold work.
- the large footprint of the laser beam 12a typically 3 mm to 10 mm on a side, and the steady nature of the shock, result in a very deep (multiple mm) plastic deformation of the material of the workpiece 20 before the shock drops below the yielding limit.
- different embodiments of the system 10 may include multiple, synchronized pulses from a single laser or from multiple lasers. Furthermore, because processing may take place at some distance and through dispersive media (e.g., water in laser shock peening or air for long stand-off material processing), the laser system may include additional dispersion compensating elements to account for this.
- dispersive media e.g., water in laser shock peening or air for long stand-off material processing
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Laser Beam Processing (AREA)
- Lasers (AREA)
Claims (14)
- Laserbasiertes System (10) zum Laserstrahlhämmern eines Werkstücks (20), das System (10) bestehend aus:einen Pulslaser (12), der zum Erzeugen von Laserpulsen konfiguriert ist;eine Steuerung (14) zum Steuern des Betriebs des Pulslasers (12); unddadurch gekennzeichnet, dass:die Steuerung (14) konfiguriert ist, um den Pulslaser (12) zu steuern, um den Pulslaser (12) zu veranlassen, um mindestens einen der Laserpulse mit räumlich-zeitlich variierender Laserfluenz über eine Dauer des mindestens einen der Laserimpulse zu erzeugen;wobei die räumlich-zeitlich variierende Laserfluenz erste und zweite Strahlkomponenten (12a1; 102a1; 12a2; 102a2) des mindestens einen der Laserpulse erzeugt, die zu unterschiedlichen Zeiten an einer Oberfläche (20a) des Werkstücks (20) ankommen; undwobei die ersten und zweiten Strahlkomponenten (12a1; 102a1; 12a2; 102a2) zeitlich abgestimmt sind, um einen überlappenden Stoß an einer gewünschten Stelle unter der Oberfläche (20a) des Werkstücks (20) zu erzeugen.
- System (10) nach Anspruch 1, wobei die ersten und zweiten Strahlkomponenten (102a1;102a2) so erzeugt werden, um sich zeitlich zu überlappen.
- System (10) nach Anspruch 1, wobei einer von dem ersten und dem zweiten Strahlkomponenten (12a1; 102a1; 12a2; 102a2) eine ringförmige geformte Balkenkomponente aufweisen.
- System (10) nach Anspruch 1, wobei einer von dem ersten und zweiten Strahlkomponenten (12a1; 102a1; 12a2; 102a2) eine Strahlkomponente der Form eines Gaußschen Profils aufweist.
- System (10) nach Anspruch 1, wobei einer von dem ersten und dem zweiten Strahlkomponenten mindestens einen kreisförmigen Fleck, einen elliptischen Fleck oder eine kranzförmige, vierkantige Form aufweist.
- System (10) nach Anspruch 5, wobei der mindestens eine, kreisförmige Fleck und/oder der elliptische Fleck außerdem eine Laserfluenz mit einem Gaußschen Profil aufweist.
- System (10) nach Anspruch 1, wobei die ersten und zweiten Strahlkomponenten (12a1;12a2) so geformt sind, dass sie sich beim Auftreffen auf die Oberfläche (20a) des Werkstücks (20) räumlich nicht überlappen.
- System (10) nach Anspruch 1, wobei die ersten und zweiten Strahlkomponenten (102a1;102a2) so geformt sind, dass sie sich beim Auftreffen auf die Oberfläche (20a) des Werkstücks (20) räumlich überlappen.
- System (10) nach Anspruch 1, wobei die ersten und zweiten Strahlkomponenten des mindestens eine Laserpulses zeitlich festgelegt werden, um sich entgegengesetzt auszubreiten und um zur gleichen Zeit am selben Ort innerhalb eines Innenbereichs des Werkstücks (20) anzukommen.
- System (10) nach Anspruch 1, wobei der Erste der ersten und zweiten Strahlkomponenten (12a1; 12a2) einen ringförmigen oder geformten Strahl aufweist, der zum Zeitpunkt tA ankommt, und der Zweite der ersten und zweiten Strahlkomponenten (12a1; 12a2) einen Standard-Gauß-Profilstrahl aufweist, der zu einem späteren Zeitpunkt tG ankommt, aber während die erste Strahlkomponente (12a1) noch auf das Werkstück (20) aufgebracht wird, und wobei eine relative Verzögerung zwischen einem Start der ersten und zweiten Strahlkomponente (12a1; 12a2) definiert ist als:
 wobei eine radiale Position der ersten Strahlkomponente (12a1) durch rA gegeben ist;wobei eine laserinduzierte Stoßgeschwindigkeit verursacht durch die erste Strahlkomponente (12a1) durch vs angegeben werden kann;wobei Stöße von den ersten und zweiten Strahlkomponenten (12a1; 12a2) in der Tiefe δ unter der Oberfläche (20a) des Werkstücks (20) zusammen fallen;und wobei eine Stoßverstärkung im Material des Werkstücks (20) durch τ wird dargestellt durch (δ/γG) (v1 + Y2/δ2 A - 1).
wobei eine radiale Position der ersten Strahlkomponente (12a1) durch rA gegeben ist;wobei eine laserinduzierte Stoßgeschwindigkeit verursacht durch die erste Strahlkomponente (12a1) durch vs angegeben werden kann;wobei Stöße von den ersten und zweiten Strahlkomponenten (12a1; 12a2) in der Tiefe δ unter der Oberfläche (20a) des Werkstücks (20) zusammen fallen;und wobei eine Stoßverstärkung im Material des Werkstücks (20) durch τ wird dargestellt durch (δ/γG) (v1 + Y2/δ2 A - 1). - Verfahren zum Laserstrahlhämmern eines Werkstücks (20), wobei das Verfahren aufweist:
Erzeugen einer Vielzahl von Laserimpulsen, die auf eine Oberfläche (20a) des Werkstücks gerichtet sind (20);
wobei das Verfahren durch Folgendes gekennzeichnet ist:für mindestens einen der Laserimpulse, weiteres Steuern der Erzeugung des Impulses um, über die Dauer des Laserpulses eine räumlich-zeitlich variierende Laserfluenz zu haben, die die erste und zweite Strahlkomponenten (12a1; 102a1; 12a2; 102a2) des Laserimpulses erzeugt, welche zu unterschiedlichen Zeiten an der Oberfläche (20a) des Werkstücks (20) ankommen; unddie ersten und zweiten Strahlkomponenten (12a1; 102a1; 12a2; 102a2) breiten sich in das Werkstück (20) hinein bis zu einer Stelle unterhalb der Oberfläche (20a) des Werkstücks (20) aus,wobei die ersten und zweiten Strahlkomponenten (12a1; 102a1; 12a2; 102a2) zeitlich abgestimmt sind, um einen überlappenden Stoß innerhalb des Werkstücks (20) an einer gewünschten Stelle unterhalb der Oberfläche (20a) des Werkstücks (20) zu erzeugen. - Verfahren nach Anspruch 11, wobei die erste Strahlkomponente (102a1) vor der zweiten Strahlkomponente (102a2) angewendet wird.
- Verfahren nach Anspruch 11, wobei die zweite Strahlkomponente (102a2) angewendet wird während die erste Strahlkomponente (102a1) noch erzeugt wird, so dass die ersten und zweiten Strahlkomponenten (102a1; 102a2) einander zeitlich überlappen.
- Verfahren nach Anspruch 11, wobei die Erzeugung der ersten und zweiten Strahlkomponenten aufweisen:Erzeugen einer der ersten und zweiten Strahlkomponenten (102a1; 102a2) mit einer ringförmige Strahlform; undErzeugen der anderen der ersten und zweiten Strahlkomponenten (102a1;102a2) als Fleck mit einer Gaußschen Profilstrahlfluenz.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US16/580,141 US11638970B2 (en) | 2019-09-24 | 2019-09-24 | Enhanced material shock using spatiotemporal laser pulse formatting |
| PCT/US2020/051977 WO2021133444A2 (en) | 2019-09-24 | 2020-09-22 | Enhanced material shock using spatiotemporal laser pulse formatting |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP4034331A2 EP4034331A2 (de) | 2022-08-03 |
| EP4034331A4 EP4034331A4 (de) | 2023-08-09 |
| EP4034331B1 true EP4034331B1 (de) | 2024-11-06 |
Family
ID=74880445
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20908373.2A Active EP4034331B1 (de) | 2019-09-24 | 2020-09-22 | System und verfahren zum stoss-laserstrahlen eines werkstücks |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US11638970B2 (de) |
| EP (1) | EP4034331B1 (de) |
| WO (1) | WO2021133444A2 (de) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114406475B (zh) * | 2021-12-01 | 2023-09-22 | 江苏大学 | 一种激光喷丸制备铝合金超疏水表面的方法 |
| CN115870623B (zh) * | 2022-11-29 | 2025-10-03 | 江苏大学 | 一种深冷激光冲击装置和方法 |
| US20240335907A1 (en) * | 2022-11-29 | 2024-10-10 | Jiangsu University | Cryogenic laser shock device and method |
| CN117286317A (zh) * | 2023-10-30 | 2023-12-26 | 西北工业大学 | 一种强化奥氏体不锈钢的方法 |
| CN118308589B (zh) * | 2024-06-11 | 2024-09-06 | 中南大学 | 一种电脉冲蠕变时效与激光喷丸复合成形方法和装置 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6198069B1 (en) | 1998-08-13 | 2001-03-06 | The Regents Of The University Of California | Laser beam temporal and spatial tailoring for laser shock processing |
| US6752593B2 (en) * | 2001-08-01 | 2004-06-22 | Lsp Technologies, Inc. | Articles having improved residual stress profile characteristics produced by laser shock peening |
| US6670577B2 (en) | 2001-09-28 | 2003-12-30 | General Electric Company | Laser shock peening method and apparatus |
| US7750266B2 (en) | 2004-11-17 | 2010-07-06 | Metal Improvement Company Llc | Active beam delivery system for laser peening and laser peening method |
| DE102013217783A1 (de) | 2013-09-05 | 2015-03-05 | Sauer Gmbh Lasertec | Verfahren zur Bearbeitung eines Werkstücks mittels eines Laserstrahls, Laserwerkzeug, Lasermaschine, Maschinensteuerung |
| US9744618B2 (en) * | 2014-05-22 | 2017-08-29 | Lsp Technologies, Inc. | Temporal pulse shaping for laser shock peening |
| EP3242768B8 (de) | 2015-01-09 | 2019-10-23 | LSP Technologies, Inc. | Verfahren und vorrichtung zur verwendung in laserschockstrahlungsprozessen |
| US11273521B2 (en) | 2016-04-11 | 2022-03-15 | Lsp Technologies, Inc. | Method and apparatus for laser shock peening ballistic armor |
| US20190255649A1 (en) | 2017-09-26 | 2019-08-22 | Mitsubishi Electric Corporation | Laser beam machining method and laser beam machine |
-
2019
- 2019-09-24 US US16/580,141 patent/US11638970B2/en active Active
-
2020
- 2020-09-22 WO PCT/US2020/051977 patent/WO2021133444A2/en not_active Ceased
- 2020-09-22 EP EP20908373.2A patent/EP4034331B1/de active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US11638970B2 (en) | 2023-05-02 |
| WO2021133444A3 (en) | 2021-09-10 |
| EP4034331A2 (de) | 2022-08-03 |
| US20210086302A1 (en) | 2021-03-25 |
| EP4034331A4 (de) | 2023-08-09 |
| WO2021133444A2 (en) | 2021-07-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP4034331B1 (de) | System und verfahren zum stoss-laserstrahlen eines werkstücks | |
| RU2228234C2 (ru) | Профильное формование металлов посредством лазерной проковки | |
| CN100582255C (zh) | 通过产生和施加自适应脉冲、标准化的能量和其之间的间歇来改变或生产材料和接头的方法 | |
| EP3229994B1 (de) | Schichtweise herstellungsprozess mit integrietem schlagbehandlung | |
| US20040086738A1 (en) | Laser peening of components of thin cross-section | |
| Clauer | Laser shock peening for fatigue resistance | |
| US6993948B2 (en) | Methods for altering residual stresses using mechanically induced liquid cavitation | |
| EP2986410B1 (de) | Prozess-diagnose-system und -verfahren zur durchführung von laserschockstrahlen auf einem ziel mit einem fluidströmungsweg zwischen einem laserlichtdurchlässigen festmedium sowie dem ziel | |
| US20040224179A1 (en) | Laser peening method and apparatus using tailored laser beam spot sizes | |
| EP1483418B1 (de) | Vorspannen von werkstücken während ihrer formgebung durch laserschockstrahlen | |
| EP3845333B1 (de) | Verfahren zur herstellung von metalladditiven | |
| US20230219294A1 (en) | Hybrid additive manufacturing method | |
| US5671628A (en) | Laser shock peened dies | |
| KR20140132411A (ko) | 워크피스의 파열 분리를 위한 방법 및 장치 | |
| US7832614B2 (en) | Method of explosion welding to create an explosion welded article having a non-planar shape | |
| US9115417B2 (en) | Liquid drop peening method and apparatus therefor | |
| EP3995668A1 (de) | Verfahren zur verlängerung der ermüdungslebensdauer einer von lochfrass betroffenen turbinenschaufel und entsprechendes produkt | |
| EP2855719B1 (de) | Tiefes laser-peening | |
| RU2762308C1 (ru) | Способ термической обработки участка стальной заготовки и стальная заготовка, полученная этим способом | |
| US20250128328A1 (en) | An integrated system and method for in-situ laser peening of a three-dimensional printed part | |
| Tessmann et al. | Bidirectional Bending of Thin Metals With Femtosecond Lasers |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20220211 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: MATTHEWS, MANYALIBO JOSEPH |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230526 |
|
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20230710 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: C21D 10/00 20060101ALI20230704BHEP Ipc: B23K 26/06 20140101ALI20230704BHEP Ipc: B23K 26/0622 20140101ALI20230704BHEP Ipc: B23K 26/073 20060101ALI20230704BHEP Ipc: B23K 26/356 20140101AFI20230704BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: C21D 10/00 20060101ALI20240510BHEP Ipc: B23K 26/06 20140101ALI20240510BHEP Ipc: B23K 26/0622 20140101ALI20240510BHEP Ipc: B23K 26/073 20060101ALI20240510BHEP Ipc: B23K 26/356 20140101AFI20240510BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20240529 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602020041092 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20241106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250306 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250306 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241106 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241106 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1738845 Country of ref document: AT Kind code of ref document: T Effective date: 20241106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250206 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250207 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241106 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250206 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241106 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602020041092 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241106 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20250807 |