EP3882178A1 - Tiefziehfolie - Google Patents
Tiefziehfolie Download PDFInfo
- Publication number
- EP3882178A1 EP3882178A1 EP21160890.6A EP21160890A EP3882178A1 EP 3882178 A1 EP3882178 A1 EP 3882178A1 EP 21160890 A EP21160890 A EP 21160890A EP 3882178 A1 EP3882178 A1 EP 3882178A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- film
- deep
- seam
- material section
- printed material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000003856 thermoforming Methods 0.000 title claims description 16
- 238000004806 packaging method and process Methods 0.000 claims abstract description 128
- 239000000463 material Substances 0.000 claims abstract description 126
- 239000010408 film Substances 0.000 claims abstract description 124
- 239000013039 cover film Substances 0.000 claims abstract description 87
- 239000010410 layer Substances 0.000 claims description 66
- 238000007789 sealing Methods 0.000 claims description 35
- 239000004743 Polypropylene Substances 0.000 claims description 27
- 229920001155 polypropylene Polymers 0.000 claims description 27
- -1 polyethylene Polymers 0.000 claims description 19
- 239000000853 adhesive Substances 0.000 claims description 13
- 230000001070 adhesive effect Effects 0.000 claims description 13
- 230000004888 barrier function Effects 0.000 claims description 13
- 238000004049 embossing Methods 0.000 claims description 9
- 239000012790 adhesive layer Substances 0.000 claims description 8
- 239000002131 composite material Substances 0.000 claims description 8
- 239000004698 Polyethylene Substances 0.000 claims description 7
- 238000004519 manufacturing process Methods 0.000 claims description 7
- 238000000034 method Methods 0.000 claims description 7
- 229920000573 polyethylene Polymers 0.000 claims description 7
- 230000002093 peripheral effect Effects 0.000 claims description 3
- 229920000098 polyolefin Polymers 0.000 claims description 3
- 229920000219 Ethylene vinyl alcohol Polymers 0.000 description 23
- 239000004715 ethylene vinyl alcohol Substances 0.000 description 17
- 238000004064 recycling Methods 0.000 description 9
- 239000011127 biaxially oriented polypropylene Substances 0.000 description 8
- 239000004814 polyurethane Substances 0.000 description 8
- 239000011248 coating agent Substances 0.000 description 7
- 238000000576 coating method Methods 0.000 description 7
- 229920006378 biaxially oriented polypropylene Polymers 0.000 description 6
- 238000001125 extrusion Methods 0.000 description 6
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- 239000004372 Polyvinyl alcohol Substances 0.000 description 3
- 238000003851 corona treatment Methods 0.000 description 3
- 229920003023 plastic Polymers 0.000 description 3
- 239000004033 plastic Substances 0.000 description 3
- 229920002635 polyurethane Polymers 0.000 description 3
- 229920002451 polyvinyl alcohol Polymers 0.000 description 3
- 238000000926 separation method Methods 0.000 description 3
- 229920001903 high density polyethylene Polymers 0.000 description 2
- 239000004700 high-density polyethylene Substances 0.000 description 2
- 239000004615 ingredient Substances 0.000 description 2
- 238000003475 lamination Methods 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 235000012239 silicon dioxide Nutrition 0.000 description 2
- 239000000377 silicon dioxide Substances 0.000 description 2
- 238000009966 trimming Methods 0.000 description 2
- 238000003855 Adhesive Lamination Methods 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- 239000005977 Ethylene Substances 0.000 description 1
- 239000002318 adhesion promoter Substances 0.000 description 1
- VXAUWWUXCIMFIM-UHFFFAOYSA-M aluminum;oxygen(2-);hydroxide Chemical compound [OH-].[O-2].[Al+3] VXAUWWUXCIMFIM-UHFFFAOYSA-M 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 239000000356 contaminant Substances 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 229920001519 homopolymer Polymers 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 229940127554 medical product Drugs 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000013502 plastic waste Substances 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 239000012173 sealing wax Substances 0.000 description 1
- 239000007779 soft material Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 239000012780 transparent material Substances 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- 230000003313 weakening effect Effects 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D77/00—Packages formed by enclosing articles or materials in preformed containers, e.g. boxes, cartons, sacks or bags
- B65D77/22—Details
- B65D77/24—Inserts or accessories added or incorporated during filling of containers
- B65D77/28—Cards, coupons, or drinking straws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D77/00—Packages formed by enclosing articles or materials in preformed containers, e.g. boxes, cartons, sacks or bags
- B65D77/10—Container closures formed after filling
- B65D77/20—Container closures formed after filling by applying separate lids or covers, i.e. flexible membrane or foil-like covers
- B65D77/2024—Container closures formed after filling by applying separate lids or covers, i.e. flexible membrane or foil-like covers the cover being welded or adhered to the container
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B47/00—Apparatus or devices for forming pockets or receptacles in or from sheets, blanks, or webs, comprising essentially a die into which the material is pressed or a folding die through which the material is moved
- B65B47/04—Apparatus or devices for forming pockets or receptacles in or from sheets, blanks, or webs, comprising essentially a die into which the material is pressed or a folding die through which the material is moved by application of mechanical pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B7/00—Closing containers or receptacles after filling
- B65B7/16—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons
- B65B7/162—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons by feeding web material to securing means
- B65B7/164—Securing by heat-sealing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material, by deep-drawing operations performed on sheet material
- B65D1/22—Boxes or like containers with side walls of substantial depth for enclosing contents
- B65D1/26—Thin-walled containers, e.g. formed by deep-drawing operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D25/00—Details of other kinds or types of rigid or semi-rigid containers
- B65D25/20—External fittings
- B65D25/205—Means for the attachment of labels, cards, coupons or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2203/00—Decoration means, markings, information elements, contents indicators
- B65D2203/02—Labels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2203/00—Decoration means, markings, information elements, contents indicators
- B65D2203/12—Audible, olfactory or visual signalling means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2577/00—Packages formed by enclosing articles or materials in preformed containers, e.g. boxes, cartons, sacks, bags
- B65D2577/10—Container closures formed after filling
- B65D2577/20—Container closures formed after filling by applying separate lids or covers
Definitions
- the invention relates to a deep-drawn film packaging with a packaging body composed of a shell and a cover film, the cover film closing the shell and the shell being formed from a deep-drawn film.
- Such deep-drawn film packaging are usually used for the packaging of foodstuffs, medical products or the like, the packaged products being protected by the shell formed from a deep-drawing film and being able to be presented to the user in an attractive manner. After opening the thermoformed film packaging, the products can be removed.
- the tray and the cover film form a packaging body which is designed in such a way that a reliable closure is ensured and the end user can easily open the tear-open packaging.
- This is usually done by means of a correspondingly detachable closure seam which connects the shell and the cover film to one another and securely closes the packaging body.
- an unconnected section is then usually left at a corner of the cover film, which is arranged outside the sealing seam and which can be gripped by the end user and from which the cover film can be removed from the tray by loosening the sealing seam.
- Such detachable seams are also referred to as peelable seams.
- non-peelable seams can no longer be opened, so that in the case of deep-drawn film packaging designed in this way, removal of the products packaged therein is only possible by destroying the cover film in particular.
- the deep-drawn film is made significantly more rigid than the cover film, so that the shell of the Thermoforming film packaging gives a certain degree of stability, the cover film lying flat or essentially flat on the tray and only having a two-dimensional structure.
- the material used for the cover film is usually a lamination composite with an inner film made of polyethylene (PE) and at least one outer film made of polyethylene terephthalate (PET), the inner film made of polyethylene having very good sealing properties, so that the cover film is heat-sealed over the inner film with the shell can be.
- PE polyethylene
- PET polyethylene terephthalate
- a connection is made without an additional layer of adhesive, the material of both the shell and the cover film melting slightly and a material connection is established between the two layers.
- a printing layer can also be provided, which is preferably arranged between the inner film and the outer film, so that it is protected by the adjacent layers both inwards and outwards and thus a high-quality appearance is guaranteed over a long period of time. So that the printed layer remains visible from the outside, at least the outer film is transparent.
- the printing layer can be printed on both the inner and the outer film. If necessary, the film to be printed can be subjected to a corona treatment beforehand, as a result of which the adhesion for the printing layer is improved.
- further film layers can also be present.
- thermoformed packagings are usually as single-use items and are no longer readily materially recyclable after their use and are usually incinerated so that at least thermal recycling is still possible.
- the plastic waste can be jointly recycled, but then the printing ink of the printing layer, which is often provided on the cover sheet, also impairs or even prevents joint recycling, since no transparent recyclate can be formed.
- an effort is always made to provide a large part of the packaging with one type of material and, in particular, only to provide printing in a small area.
- optically appealing packaging should be created for advertising purposes, so that printing cannot be entirely dispensed with.
- the end user must be provided with information about the packaged product as well as any ingredients and expiry dates.
- the present invention is based on the object of improving the use and design possibilities of generic deep-drawn film packaging and, in particular, of improving the recyclability.
- the object of the invention and the solution to the problem is therefore a deep-drawn film packaging according to claim 1.
- a printed material section is accordingly arranged on the packaging body and only attached to a part of a circumferential edge with a fastening seam on the packaging body.
- fastening seam does not relate to a specific embodiment. Rather, any flat fastening, for example heat-sealed seams or adhesive seams, can be referred to as a fastening seam.
- the circumferential edge refers to a section of the printed material section. Since, accordingly, fastening only takes place on the circumferential edge, areas remain between the edge that lie unsecured on the packaging body. These unsecured sections lie flat on the packaging body and do not form any functional space, e.g. to accommodate any objects. Rather, the fastening seam should only extend over a small proportion of the area of the printed material section, so that the printed material section can be removed as completely and easily as possible.
- the fastening seam preferably runs over a proportion of less than 20%, particularly preferably less than 15%, of the area of the unprinted material section.
- the invention thus differs from label solutions in which labels, for example made of a high-density polyethylene (HDPE), are attached to the packaging body via an adhesive surface arranged over the entire area on the back of the label.
- labels for example made of a high-density polyethylene (HDPE)
- the printing can preferably be arranged completely on the additional material section, which then contains all essential information, for example about the packaging content, the ingredients of the packaged products, expiry dates, advertising information or the like. It is therefore not absolutely necessary that the packaging body also has printing, so that the Packaging body can be recycled in a simple manner and to a high degree.
- a comparable solution is, for example, from the EP 3 594 144 A1 known, but in contrast to the above invention, an additional printed material section is provided on a film packaging which, compared to a deep-drawn film packaging, does not provide for any separation of the individual front walls from one another.
- the packaging body described there thus already forms a structural unit in which the material section is also preferably firmly or non-peelably connected to the front walls, so that perforation holes are provided for removing this material section.
- a peelable connection is preferably provided between the cover film and the shell, so that the printed material section, when arranged on the cover film, is arranged on a component of the packaging body that is in any case in the course of opening the shell is removed. Accordingly, the invention deliberately accepts that if the individual fastening seams and sealing seams are not designed carefully, the deep-drawn film packaging can be inadvertently torn open in order, in return, to significantly simplify the recycling of the packaging.
- the fastening seam Since the fastening seam does not run along the entire circumferential edge, the material section can also be grasped from behind in a simple manner, so that easy removal of the material section from the packaging body is possible.
- the fastening seam is preferably designed in such a way that it can be separated relatively easily.
- Such a peelable fastening can be set, for example, by precisely selected parameters, the material section on the one hand being fastened so strongly to the packaging body that an unintentional cut off is prevented as far as possible and on the other hand, the material section can be cut off by targeted reaching behind without great effort. This can be made possible, for example, by the type of fastening but also by the number of fastening points. Accordingly, it is provided that the fastening seam can be formed either continuously or discontinuously from several fastening points.
- the material section can also be attached to the packaging body with a permanent or non-peelable fastening seam, in which case the printed material section preferably has a material weakening adjacent to the fastening seam, e.g. in the form of perforations, so that the material section can then also be removed to a large extent.
- the fastening seam extends over a proportion between 5 and 80%, preferably between 10 to 60%, particularly preferably between 15 and 50% of the circumferential edge.
- the edge has an unconnected section between 20 and 95%, preferably between 40 and 90%, particularly preferably between 50 and 85%, wherein the printed material section can be reached behind and removed via the unconnected section of the peripheral edge.
- a preferred embodiment of the invention provides that the printed material section is arranged on the cover film, the material section only covering the cover film to a proportion of between 30 and 80%, preferably between 40 and 70%. It goes without saying that it is also within the scope of the invention that the printed material section rests on the shell or on the side walls of the shell, but an arrangement on the cover film enables a significantly more attractive appearance, because then the material section lies flat and the printed information is more visible.
- deep-drawn film packs are usually stacked one on top of the other on a shelf, with the cover film facing upwards and thus the printed material section is directly visible from the outside and the information printed on it can be read. If the printed material section is nevertheless arranged on the deep-drawing film of the shell, the specified values relate to a projected area of the shell, which usually corresponds to the area of the cover film.
- a configuration with a cover film or deep-drawing film that is not completely covered is particularly useful if, according to a further development, the cover film and / or the deep-drawing film are designed to be transparent. In this case, it is ensured that despite the use of an additional printed material section, it is possible to inspect the deep-drawn film packaging, so that, for example, the end user can immediately see what type of packaged product it is and does not have to rely solely on the information on the printed material section .
- both the shell and the cover film are transparent, it is basically sufficient if only the cover film or the deep-drawing film are transparent.
- the printed material section can also be transparent outside the printing.
- the printed material section is also arranged on the cover film and covers it over the entire surface, the printed material section having a print that covers the material section only to a proportion between 30 and 80%, preferably between 40 and 70%.
- a print that covers the material section only to a proportion between 30 and 80%, preferably between 40 and 70%.
- the deep-drawing film and / or the cover film are designed to be heat-sealable on the outside of the packaging, so that the fastening seam can be designed as a heat-sealed seam, preferably as a detachable heat-sealed seam.
- the deep-drawing film and the cover film are designed to be heat-sealable on at least one inside of the packaging, the shell and the cover film then being able to be connected to one another via a sealing seam running along a circumferential side edge of the packaging body, the sealing seam also being designed as a heat-sealed seam.
- both the fastening seam and the sealing seam can be formed in just one sealing process, which in particular significantly reduces the process steps for producing the deep-drawn film packaging.
- the cover film, the deep-drawing film and also the printed material section are at least partially made of a sealable material or at least the film layers adjoining the heat-sealed seams are made of such a sealable material.
- polyolefins such as polyethylene (PE) or polypropylene (PP) are particularly suitable.
- sealable materials generally only have poor printability, so that the printed surface of the material section either has to be formed from a different material or has to be subjected to a so-called corona treatment, which significantly increases the printability.
- corona treatment can be omitted from heat-sealed seams, since although the printability is increased, the sealability is reduced at the same time.
- the fastening seam can also be designed as an adhesive seam, so that the printed material section is then fastened to the packaging body, in particular to the cover film, with the inclusion of an adhesive layer.
- This has the advantage that non-heat-sealable materials can also be attached to the packaging body.
- the packaging body itself is still preferably designed to be heat-sealable, so that the closure seam can be designed as a heat-sealed seam and the fastening can be designed as an adhesive seam.
- a detachable or peelable closure seam or heat-seal seam is particularly suitable, wherein, according to a particularly preferred embodiment, the closure seam has a securing section in which the closure seam is formed permanently and the closure seam is designed releasably outside the securing section.
- the detachable section allows the deep-drawn film packaging to be opened easily, while at the same time the securing section ensures that the cover film continues to adhere to the tray even in an open state.
- the entire packaging body can be jointly recycled, which is particularly useful in the case of a single-type design of the packaging body.
- the fastening seam is completely detachable and the closure seam is at least partially detachable.
- the circumferential side edge preferably runs at least in sections along a circumferential side edge of the packaging body and the The fastening seam is at least partially congruent with the closure seam.
- this has the particular advantage that the closure seam and the fastening seam can be designed together as a heat-sealed seam. But even if the fastening seam is designed as a glued seam, this ensures that the fastening seam is provided at a point at which the deep-drawn film packaging is particularly stable.
- the packaging body has a rectangular shape, the circumferential side edge being formed from two opposing first and two opposing second edge sections, the fastening seam being arranged only on the first edge sections.
- the first edge sections can, for example, be long or short sides of the packaging body, the packaging body also being able to have a square shape so that all edge sections have the same length, the fastening seam always being formed from two opposing sections.
- the present invention can be used particularly advantageously if the deep-drawing film and the cover film are of a single type.
- the deep-drawing film and the cover film are the same material or are materials which can be disposed of together.
- the material recyclability can be improved even further in that the packaging body is essentially unprinted.
- unprinted means that at least more than 90%, preferably more than 95%, particularly preferably more than 99% of the area of the packaging body has no printing.
- Slight printing can be in the form of positioning marks for production, in batch numbers or, for example, also in expiry dates. Nevertheless, the printed surface sections are chosen to be so small that, despite the printing, joint material recycling is possible.
- the shell can have an embossing, in particular an information embossing.
- information embossing can contain, for example, the brand name of the packaged product or else contain other information which should still be present even after the printed material section has been removed.
- the embossing can be formed, for example, by using stamping tools or also by a vacuum process in which the still molten or at least soft material of the deep-drawing film is formed in the course of the formation of the shell by introducing local vacuum zones with embossing.
- the printed material section preferably consists of a material selected from the group consisting of film, nonwoven, coated paper and multilayer laminate.
- a material selected from the group consisting of film, nonwoven, coated paper and multilayer laminate Particularly preferred is an embodiment in which the material for the tray, the cover film and the unprinted material section are identical, and thus the entire film packaging is made of one type of material with regard to the material. Material recycling is then only impaired by the printing of the printed material section.
- Such a configuration has the advantage that the use of non-detachable fastening seams is also possible, with the area in the fastening seams then correspondingly being unprinted according to such a configuration.
- the material section can then be along the fastening seams are removed, in which case material weaknesses, for example in the form of perforation lines, are preferably directly adjacent to the fastening seams.
- material weaknesses for example in the form of perforation lines, are preferably directly adjacent to the fastening seams.
- the deep-drawing film has a thickness between 50 and 500 ⁇ m, in particular between 100 and 350 ⁇ m.
- the cover film and / or the printed material section preferably have a thickness between 20 and 150 ⁇ m, in particular between 60 and 100 ⁇ m, and can be identical in terms of thickness as well as in terms of the specific design, but also differently.
- the cover film and / or the printed material section and / or the deep-drawing film are multilayered and can have at least one, but preferably two, outer layers made of a polyolefin, in particular of polyethylene or polypropylene. These layers are particularly suitable for sealing, so that both the fastening seam and the sealing seam can be designed as a heat-sealed seam.
- the outer layers can also be designed to be peelable.
- the multilayer films are preferably designed as coextrusion films.
- the multilayer films are formed by blow extrusion or by flat film extrusion or cast extrusion.
- the printed material section can be, for example, an unstretched, multi-layer, for example three-layer, cast film, all layers preferably being formed on the basis of polypropylene.
- homopolymers and copolymers are used as polypropylene, this being in outer layers
- the polypropylene used is preferably lower-melting than in the inner layers.
- the individual layers can alternatively also be welded, laminated or laminated to one another, in particular laminated with adhesive.
- adhesive lamination a two-component adhesive based on polyurethane is used in particular.
- the cover film and / or the printed material section and / or the deep-drawing film can have a barrier layer.
- This barrier layer is preferably arranged between an outer layer and an inner layer.
- the barrier layer can, for example, be provided directly as a coextrusion layer, e.g. made of ethylene-vinyl alcohol copolymer (EVOH), this then preferably having a thickness between 0.5 and 20 ⁇ m, preferably between 1 and 10 ⁇ m.
- EVOH ethylene-vinyl alcohol copolymer
- the barrier layer can also be applied as a coating to at least one of the outer layers.
- Suitable materials for this are silicon dioxide (SiOx) or aluminum dioxide (AlOx), the coating preferably having a thickness of less than 120 nm, preferably less than 100 nm, particularly preferably less than 80 nm.
- the polyvinyl alcohol coating preferably has a basis weight of 0.2 to 2.8 g / m 2 .
- the basis weight is particularly preferably less than 1.5 g / m 2 , in particular less than 1 g / m 2 .
- a metal layer can also be used as a barrier layer.
- the barrier layer preferably having a thickness of less than 220 nm, preferably less than 200 nm, preferably less than 180 nm.
- the barrier layer has the disadvantage that it can impair the visual appearance, since the barrier layer is preferably made transparent. However, this is not possible with a metallized barrier layer.
- the barrier layers can thus be made very thin, so that they only make up a small proportion of contaminants in the corresponding film composite.
- a barrier layer made of ethylene-vinyl alcohol copolymer with a proportion of ethylene of less than 35% by weight, preferably less than 30% by weight and particularly preferably less than 27% by weight is also used. % used.
- the proportion of polypropylene can be more than 90% by weight, preferably more than 95% by weight, based on the entire deep-drawn film packaging.
- the printed material section preferably has a coating with a sealing wax. This can be arranged over the entire surface of the material section. Alternatively, a coating that is only partially, e.g., in the form of a strip, is sufficient, in which case a coating is then carried out at the points where sealing is required.
- an adhesive layer is also provided between the cover film or the deep-drawing film and the printed material section, the adhesive layer preferably made of an adhesive based on polyurethane (PU), in particular a two-component polyurethane , consists.
- PU polyurethane
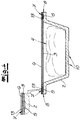
- the Fig. 1 shows a deep-drawn film packaging according to the invention with a packaging body 1 comprising a shell 2 and a cover film 3 which closes the shell 2.
- the shell 2 has previously been brought into a three-dimensional structure from a deep-drawing film, which enables a product 4 to be received.
- the shell 2 and the cover film 3 are connected to one another via a sealing seam 5, the sealing seam 5 being designed as a heat-sealed seam and a gas-tight and fluid-tight closure of the packaging body 1 is guaranteed.
- both the shell 2 and the cover film 3 and thus the entire packaging body 1 have no printing whatsoever, although it is fundamentally within the scope of the invention that minor impressions such as batch numbers, expiry dates or position marks are printed on the packaging body 1 .
- the entire information-relevant printing is arranged on an additional printed material section 6, which rests flat on the cover film 3 and is connected to it via a fastening seam 7.
- the fastening seam 7 extends only along part of the circumferential edge of the printed material section 6 and is divided into two fastening seam sections 7a, 7b, these fastening seam sections 7a, 7b running in sections along a circumferential side edge of the packaging body 1 and at least in sections congruent with the sealing seam 5 are.
- the packaging body 1 has a rectangular shape, the circumferential side edge being formed from two opposing first edge sections 8 and two opposing second edge sections 9.
- the fastening seam sections 7a, 7b are only arranged on the first edge sections 8, the first edge sections 8 forming the short side and the second edge sections 9 forming the long side of the deep-drawn film packaging or the packaging body 1.
- the fastening seam sections 7a, 7b each extend over 30 to 60%, so that a relatively large area of the cover film 3 is not covered by the printed material section 6 and is therefore visible from the outside.
- Such a configuration is particularly useful because the Cover film 3 is designed to be transparent and thus the product 4 is visible through the cover film 3. As a result, the end user can recognize which product 4 is involved, even without looking at the printing on the printed material section 6.
- thermoformed packaging can be determined by the Fig. 2 are removed, which the thermoformed packaging according to the Fig. 1 shows in a cross section. It can be seen here that the closure seam 5 and the fastening seam 7 are congruent on top of one another and both are designed as heat-sealed seams. As a result, both the sealing seam 5 and the fastening seam 7 can be formed in just one sealing step, which reduces the number of individual method steps.
- both the printed material section 6 and the cover film 3 are made of the same material, which consists of a layer made of a biaxially oriented polypropylene (BOPP) and a sealing layer, which is made of a two-component polyurethane adhesive (2K-PUR) are laminated with each other.
- the sealing layer is a coextrusion layer (PP-EVOH), with a comparatively thin layer of ethylene-vinyl alcohol copolymer (EVOH) being arranged between two layers of polypropylene (PP).
- the layer made of ethylene vinyl alcohol copolymer (EVOH) forms a gas barrier layer that at least makes it difficult for oxygen to penetrate, which, for example, can extend the shelf life of food.
- EVOH ethylene vinyl alcohol copolymer
- HV adhesion promoter layer
- the deep-drawing film of the shell 2 is designed as a coextrusion film (PP-EVOH), which was produced in particular by blown film extrusion.
- PP-EVOH coextrusion film
- a tubular preform is formed, this preform being formed from a layer of ethylene-vinyl alcohol copolymer (EVOH) and two layers of polypropylene (PP), the layers of polypropylene including the layer of the ethylene-vinyl alcohol copolymer .
- the tubular preform is then laid flat, the layers of polypropylene lying on top of one another then blocking one another, so that the layer thickness is double and the barrier layer can be divided into two layers. This allows the thickness tolerances of the individual layers to be improved.
- the layer structure of the deep-drawing film given in Table 1 relates to the preform.
- the specified thickness of the deep-drawing film corresponds to the actual film thickness or the thickness of the preform laid flat with a doubled layer structure.
- the deep-drawing film can also be produced by cast film extrusion.
- the fastening seam 6 is formed on a layer of biaxially oriented polypropylene (BOPP) and on a coextrusion layer (PP-EVOH).
- the sealing seam 5 is correspondingly formed on two layers of polypropylene (PP).
- the sealing layers can be composed in a known manner in such a way as to reduce the seal seam strength and to enable easy separation.
- the shell 2 has an information embossing 10 on an underside, via which information can be introduced into the packaging body 1 without additional printing.
- This can be, for example, the brand name or a logo. Additionally or alternatively, the embossing can also be a symbol for the main plastic class of the material or materials used from which the deep-drawn film packaging was formed.
- the show an alternative embodiment Fig. 3 and 4th wherein the printed material section 6 now extends over the entire surface of the cover film 3 and is fastened to the cover film 3 along the first edge sections 8 via a fastening seam 7.
- the first edge sections 8 now relate to a long side of the packaging body 1.
- the individual fastening seam sections 7A, 7B are not designed as a heat-sealed seam but as an adhesive seam, so that an adhesive layer is accordingly arranged between the cover sheet 3 and the printed material section 6.
- the material section 6 also has printing, which does not, however, extend over the entire surface of the printed material section 6, so that when the cover sheet 3 and the printed sheet are made transparent Material section 6 is still a view of the packaging body 1 and thus of the packaged product 4 is possible.
- the exact structure is based in particular on Fig. 4 and Table 2, the structure only differing in the printed material section 6 from the configuration according to FIG Fig. 2 differs. Since the material section 6 is connected to the cover film 3 via a fastening seam 7 designed as an adhesive seam, the material section 6 can be formed exclusively from a biaxially oriented polypropylene film (BOPP) without an additional sealing layer.
- BOPP biaxially oriented polypropylene film
- the fastening seam 7 extends only along a section of the circumferential edge of the printed material section 6, the fastening seam 7 being designed in such a way that the printed material section 6 can be removed relatively easily by reaching behind it, so that it is independent of the packaging body 1 can be recycled. Accordingly, the fastening seams 7 are designed to be detachable. Alternatively, it is also possible to make this non-releasable, but then at least one perforation should be provided so that the printed material section 6 outside the fastening seams 7 can be removed. In such a case, however, at least the areas of the printed material section 6 on which the fastening seam sections 7a, 7b run should be unprinted, so that they can be recycled together with the shell 2 and the cover film 3 in a single-type configuration.
- the closure seam 5 is also designed to be detachable in the examples shown, with at least a section of this closure seam 5 as a securing section is formed and cannot be solved in this area. This ensures that the cover film 3 remains on the shell 2 even after the packaging body 1 has been opened and can thus be disposed of and recycled together.
- FIG. 11 shows an exemplary method for producing a deep-drawn film packaging according to FIG Fig. 1 , wherein several packaging bodies 1 run in the machine direction MD, wherein in a first step only the trays 2 are supplied from a deep-drawing film and are covered with the cover film 3 and the printed material section 6 in a second step. Both the cover film 3 and the printed material section 6 are provided in the form of endless belts and are each removed from rolls 11.
- both the cover film 3 with the shell 2 and the printed material section 6 with the cover film 3 are then sealed in a sealing station 12, with both the closure seam 5 and the fastening seam 7 with the fastening seam sections 7a, 7b being formed.
- the fastening seam sections 7a, 7b run congruently with the closing seam 5 in the area of the first edge sections 8, which run in a transverse direction CD in such a method.
- the second edge sections 9 accordingly run in the machine direction MD.
- the packaging bodies 1 are separated from one another by severing the cover film 3 and the printed material section 6, with the corners of the deep-drawn film packaging also being able to be trimmed at the same time.
- a trimming process between 10 and 20 mm can be removed from the edge sections 8, 9 in order to avoid any incorrect positioning between the cover film 3 and the shell 2 balance.
- trimming is preferably carried out only on the second edge sections 9.
- the corners between the first and second edge sections 8, 9 can also be punched in a rounded manner.
- FIG. 11 shows an alternative method for producing a deep-drawn film packaging according to FIG Fig. 3 .
- the shells 2 are fed in a machine direction MD and then covered with a composite of a cover film 3 and the printed material section 6.
- the cover film 3 has already been connected to the printed material section 6 via an adhesive layer 13, so that the composite of the cover film 3 and the material section 6 can be supplied from a roll 11 in the form of a common endless belt.
- the adhesive layer 13 has only been applied to the first edge sections 8, the first edge sections 8 now extending in the form of two strips in the machine direction MD. and the cover film is also dimensioned in such a way that it covers the cover film 3 over the entire surface.
- a fastening seam 7 is then formed over the adhesive layer 13 between the cover film 3 and the printed material section 6, the fastening seam sections 7a, 7b extending in the machine direction MD.
- a sealing station 12 the cover film 3 is then sealed to the shell 2, so that a sealing seam 5 is formed along the circumferential side edge.
- the individual thermoformed film packaging is separated and the circumferential side edges are trimmed.
Abstract
Description
- Die Erfindung betrifft eine Tiefziehfolienverpackung mit einem Verpackungskörper aus einer Schale und einer Deckfolie, wobei die Deckfolie die Schale verschließt und die Schale aus einer Tiefziehfolie gebildet ist.
- Derartige Tiefziehfolienverpackungen werden üblicherweise für die Verpackung von Lebensmitteln, Medizinprodukten oder dergleichen verwendet, wobei die verpackten Produkte durch die aus einer Tiefziehfolie gebildeten Schale geschützt sind und dem Benutzer in einer ansprechenden Art und Weise präsentiert werden können. Nach einem Öffnen der Tiefziehfolienverpackung ist eine Entnahme der Produkte möglich.
- Die Schale und die Deckfolie bilden einen Verpackungskörper, der so ausgebildet ist, dass ein zuverlässiger Verschluss gewährleistet wird und wobei der Endverbraucher die Aufreißverpackung in leichter Art und Weise öffnen kann. Dies erfolgt üblicherweise durch eine entsprechend lösbar ausgestaltete Verschlussnaht, die die Schale und die Deckfolie miteinander verbindet und den Verpackungskörper sicher schließt. Zum Öffnen der Tiefziehfolienverpackung verbleibt sodann üblicherweise an einer Ecke der Deckfolie ein außerhalb der Verschlussnaht angeordneter unverbundener Abschnitt, der von dem Endverbraucher gegriffen werden kann und von dem ausgehend die Deckfolie von der Schale durch Lösen der Verschlussnaht entfernt werden kann. Derartige lösbare Nähte werden auch als peelbare Nähte bezeichnet. Im Gegensatz dazu lassen sich nicht-peelbare Nähte nicht mehr öffnen, sodass bei einer solch ausgestalteten Tiefziehfolienverpackung nur durch Zerstörung insbesondere der Deckfolie eine Entnahme der darin verpackten Produkte möglich ist.
- Bei gattungsgemäßen Tiefziehfolienverpackungen ist die Tiefziehfolie deutlich steifer als die Deckfolie ausgebildet, sodass die Schale der Tiefziehfolienverpackung ein gewisses Maß an Stabilität verleiht, wobei die Deckfolie flach bzw. im Wesentlichen flach auf der Schale aufliegt und lediglich eine zweidimensionale Struktur aufweist. Als Material für die Deckfolie wird üblicherweise ein Kaschierverbund mit einer Innenfolie aus Polyethylen (PE) und zumindest einer Außenfolie aus Polyethylenterephthalat (PET) verwendet, wobei die Innenfolie aus Polyethylen sehr gute Siegeleigenschaften aufweist, sodass die Deckfolie über die Innenfolie mit der Schale durch Heißsiegeln versiegelt werden kann. Beim Heißsiegeln erfolgt eine Verbindung ohne zusätzliche Klebstoffschicht, wobei das Material sowohl der Schale als auch der Deckfolie geringfügig aufschmilzt und sich zwischen beiden Lagen eine stoffschlüssige Verbindung einstellt.
- Bei einem solchen Kaschierverbund kann darüber hinaus eine Druckschicht vorgesehen sein, die vorzugsweise zwischen der Innenfolie und der Außenfolie angeordnet ist, sodass diese von den angrenzenden Schichten sowohl nach innen als nach außen hin geschützt wird und somit über einen langen Zeitraum ein hochwertiges Erscheinungsbild gewährleistet wird. Damit die Druckschicht dann von außen sichtbar bleibt, ist zumindest die Außenfolie transparent. Die Druckschicht kann sowohl auf der Innen- als auch auf der Außenfolie aufgedruckt sein. Gegebenenfalls kann die zu bedruckende Folie zuvor einer Coronabehandlung unterzogen werden, wodurch die Haftung für die Druckschicht verbessert wird. Neben der Innen- und der Außenfolie können darüber hinaus auch weitere Folienschichten vorhanden sein.
- Derartige Tiefziehfolienverpackungen zeichnen sich durch ein besonders hochwertiges Erscheinungsbild und gute funktionale Eigenschaften aus, allerdings ist aufgrund der verschiedenen unterschiedlichen Materialien ein Kunststoff-Recycling nur in sehr begrenztem Maße möglich, da eine Trennung der Materialien und damit ein sortenreines stoffliches Recycling kaum möglich ist. Unter einem stofflichen Recycling wird das Recycling innerhalb einer Hauptkunststoffklasse oder bevorzugt innerhalb einer transparenten Polymerklasse verstanden. Vor diesem Hintergrund sind bekannte Tiefziehverpackungen üblicherweise als Einwegartikel nach ihrer Benutzung nicht mehr ohne weiteres stofflich recycelbar und werden üblicherweise der Müllverbrennung zugeführt, sodass zumindest noch eine thermische Verwertung möglich ist.
- Bei einer sortenreinen Ausbildung können die Kunststoffabfälle dagegen gemeinsam stofflich recycelt werden, wobei dann jedoch die häufig auf der Deckfolie vorgesehene Druckfarbe der Druckschicht ebenfalls ein gemeinsames Recycling beeinträchtigt oder sogar verhindert wird, da kein transparentes Rezyklat gebildet werden kann. Aus diesem Grunde ist es stets ein Bestreben einen Großteil der Verpackungen sortenrein und insbesondere Bedruckungen nur in einem geringfügigen Bereich vorzusehen. Zugleich sollen aber gerade aus Werbezwecken optisch ansprechende Verpackungen gebildet werden, sodass auf eine Bedruckung nicht gänzlich verzichtet werden kann. Insbesondere müssen dem Endverbraucher Informationen über das verpackte Produkt sowie eventuelle Inhaltsstoffe und Haltbarkeitsdaten mitgeteilt werden.
- Vor diesem Hintergrund liegt der vorliegenden Erfindung die Aufgabe zugrunde, die Einsatz- und Gestaltungsmöglichkeiten gattungsgemäßer Tiefziehfolienverpackungen zu verbessern und insbesondere die Recycelbarkeit zu verbessern.
- Gegenstand der Erfindung und Lösung der Aufgabe ist daher eine Tiefziehfolienverpackung gemäß Patentanspruch 1. Ausgehend von einer Tiefziehfolienverpackung der eingangs beschriebenen Art ist demnach ein bedruckter Materialabschnitt auf dem Verpackungskörper angeordnet und lediglich an einem Teil eines umlaufenden Randes mit einer Befestigungsnaht an dem Verpackungskörper befestigt. Der Begriff "Befestigungsnaht" bezieht sich hierbei nicht auf eine konkrete Ausgestaltung. Vielmehr kann jede flächige Befestigung, z.B. Heißsiegelnähte oder Klebstoffnähte als Befestigungsnaht bezeichnet werden.
- Der umlaufende Rand bezieht sich auf einen Abschnitt des bedruckten Materialabschnittes. Da dementsprechend eine Befestigung nur an dem umlaufenden Rand erfolgt, verbleiben zwischen dem Rand Bereiche, die unbefestigt auf dem Verpackungskörper aufliegen. Diese unbefestigten Abschnitte liegen flach auf dem Verpackungskörper auf und bilden keinen Funktionsraum z.B. zur Aufnahme etwaiger Gegenstände. Vielmehr soll sich die Befestigungsnaht nur über einen geringen Anteil der Fläche des bedruckten Materialabschnittes erstrecken, sodass der bedruckte Materialabschnitt möglichst vollständig und in leichter Art und Weise entfernt werden kann.
- Die Befestigungsnaht verläuft bevorzugt über einen Anteil von weniger als 20 %, besonders bevorzugt weniger als 15 %, der Fläche des unbedruckten Materialabschnittes. Somit unterscheidet sich die Erfindung von Etikettenlösungen, bei denen Etiketten z.B. aus einem Polyethylen hoher Dichte (HDPE) über eine vollflächig auf der Rückseite des Etiketts angeordnete Klebefläche auf dem Verpackungskörper befestigt werden.
- Durch den bedruckten Materialabschnitt kann die Bedruckung vorzugsweise vollständig auf dem zusätzlichen Materialabschnitt angeordnet sein, der dann alle wesentlichen Informationen z.B. über den Verpackungsinhalt, die Inhaltsstoffe der verpackten Produkte, Haltbarkeitsangaben, Werbeinformationen oder dergleichen enthält. Somit ist es nicht zwingenderweise notwendig, dass auch der Verpackungskörper eine Bedruckung aufweist, sodass der Verpackungskörper in einfacher Art und Weise und zu einem hohen Anteil stofflich recycelt werden kann.
- Eine vergleichbare Lösung ist z.B. aus der
EP 3 594 144 A1 bekannt, wobei aber im Gegensatz zur vorstehenden Erfindung ein zusätzlicher bedruckter Materialabschnitt an einer Folienverpackung vorgesehen ist, die im Vergleich zu einer Tiefziehfolienverpackung kein Trennen der einzelnen Frontwände voneinander vorsieht. Somit bildet der dort beschriebene Verpackungskörper bereits eine strukturelle Einheit, bei der auch der Materialabschnitt bevorzugt fest bzw. nicht-peelbar mit den Frontwänden verbunden ist, sodass für ein Entfernen dieses Materialabschnittes Perforationslöcher vorgesehen sind. Im Gegensatz dazu ist bei einer Tiefziehfolienverpackung, wie bereits eingangs erläutert, vorzugsweise eine peelbare Verbindung zwischen der Deckfolie und der Schale vorgesehen, sodass der bedruckte Materialabschnitt bei einer Anordnung auf der Deckfolie auf einem Bestandteil des Verpackungskörpers angeordnet ist, der ohnehin im Zuge des Öffnens von der Schale entfernt wird. Demnach nimmt die Erfindung bewusst in Kauf, dass bei einer nicht sorgfältigen Ausgestaltung der einzelnen Befestigungsnähte und Verschlussnähte ein versehentliches Aufreißen der Tiefziehfolienverpackung erfolgen kann, um im Gegenzug das Recyceln der Verpackung wesentlich zu vereinfachen. - Da die Befestigungsnaht nicht entlang des gesamten umlaufenden Randes verläuft, kann der Materialabschnitt auch in einfacher Art und Weise hintergriffen werden, sodass ein leichtes Entfernen des Materialabschnittes von dem Verpackungskörper möglich ist. Vorzugsweise ist hierzu die Befestigungsnaht derart ausgebildet, dass diese verhältnismäßig leicht aufgetrennt werden kann. Eine derartige peelbare Befestigung kann beispielsweise durch genau ausgewählte Parameter eingestellt werden, wobei der Materialabschnitt einerseits so stark an dem Verpackungskörper befestigt ist, dass ein ungewolltes abtrennen möglichst verhindert wird und wobei andererseits der Materialabschnitt durch gezieltes Hintergreifen ohne großen Aufwand abgetrennt werden kann. Dies kann beispielsweise durch die Art der Befestigung aber auch durch die Anzahl der Befestigungsstellen ermöglicht werden. Demnach ist vorgesehen, dass die Befestigungsnaht entweder kontinuierlich oder diskontinuierlich aus mehreren Befestigungsstellen gebildet sein kann.
- Alternativ kann der Materialabschnitt auch mit einer unlösbaren bzw. nichtpeelbaren Befestigungsnaht auf dem Verpackungskörper befestigt sein, wobei dann der bedruckte Materialabschnitt vorzugsweise benachbart zu der Befestigungsnaht eine Materialschwächung z.B. in Form von Perforationen aufweist, sodass der Materialabschnitt auch dann zu einem großen Anteil entnommen werden kann.
- Gemäß einer bevorzugten Ausgestaltung erstreckt sich die Befestigungsnaht über einen Anteil zwischen 5 und 80 %, bevorzugt zwischen 10 bis 60 %, besonders bevorzugt zwischen 15 und 50 % des umlaufenden Randes. Entsprechend weist der Rand einen unverbundenen Abschnitt zwischen 20 und 95 %, bevorzugt zwischen 40 und 90 % besonders bevorzugt zwischen 50 und 85 %, auf, wobei der bedruckte Materialabschnitt über den unverbundenen Abschnitt des umlaufenden Randes hintergriffen und entfernt werden kann.
- Eine bevorzugte Ausgestaltung der Erfindung sieht vor, dass der bedruckte Materialabschnitt auf der Deckfolie angeordnet ist, wobei der Materialabschnitt die Deckfolie lediglich zu einem Anteil zwischen 30 und 80 %, bevorzugt zwischen 40 und 70 %, bedeckt. Selbstverständlich liegt es auch im Rahmen der Erfindung, dass der bedruckte Materialabschnitt auf der Schale bzw. auf Seitenwänden der Schale aufliegt, allerdings kann bei einer Anordnung auf der Deckfolie ein wesentlich ansprechenderes Erscheinungsbild ermöglicht werden, da dann der Materialabschnitt flach aufliegt und die aufgedruckten Informationen besser sichtbar sind. Zudem werden Tiefziehfolienverpackungen in der Regel in einem Regal übereinander gestapelt, wobei die Deckfolie nach oben zeigt und somit der bedruckte Materialabschnitt von außen unmittelbar sichtbar ist und die darauf aufgedruckten Informationen gelesen werden können. Sofern der bedruckte Materialabschnitt dennoch auf der Tiefziehfolie der Schale angeordnet ist, so beziehen sich die angegebenen Werte auf eine projizierte Fläche der Schale, die üblicherweise mit der Fläche der Deckfolie übereinstimmt.
- Eine Ausgestaltung mit nicht-vollflächig verdeckter Deckfolie bzw. Tiefziehfolie ist besonders dann sinnvoll, wenn gemäß einer Weiterbildung die Deckfolie und/oder die Tiefziehfolie transparent ausgestaltet sind. In diesem Fall wird sichergestellt, dass trotz Verwendung eines zusätzlichen bedruckten Materialabschnittes eine Einsicht in die Tiefziehfolienverpackung möglich ist, sodass beispielsweise der Endverbraucher sofort erkennen kann, um welche Art von verpackten Produkt es sich handelt und nicht allein auf die Informationen auf dem bedruckten Materialabschnitt angewiesen ist. Wenngleich gemäß einer bevorzugten Ausgestaltung sowohl die Schale als auch die Deckfolie transparent ausgebildet sind, so reicht es grundsätzlich aus, wenn lediglich die Deckfolie oder die Tiefziehfolie transparent ausgebildet sind. Ferner kann auch der bedruckte Materialabschnitt außerhalb der Bedruckung transparent ausgebildet sein.
- Gemäß einer alternativen Ausgestaltungsform ist der bedruckte Materialabschnitt ebenfalls auf der Deckfolie angeordnet und bedeckt diese vollflächig, wobei der bedruckte Materialabschnitt eine Bedruckung aufweist, die den Materialabschnitt lediglich zu einem Anteil zwischen 30 und 80 %, bevorzugt zwischen 40 und 70 %, bedeckt. Auch eine solche Ausgestaltung ist besonders sinnvoll, wenn zumindest die Deckfolie und der bedruckte Materialabschnitt transparent ausgebildet sind, wobei sich dies bezüglich des bedruckten Materialabschnittes lediglich auf die nicht-bedruckten Abschnitte bezieht. Somit kann auch bei einer vollflächigen Anordnung weiterhin eine Einsicht in die Tiefziehfolienverpackung ermöglicht werden.
- Gemäß einer bevorzugten Weiterbildung der Erfindung sind die Tiefziehfolie und/oder die Deckfolie an einer Verpackungsaußenseite heißsiegelbar ausgebildet, so dass die Befestigungsnaht als Heißsiegelnaht bevorzugt als lösbare Heißsiegelnaht ausgeführt werden kann. Bevorzugt sind die Tiefziehfolie und die Deckfolie aber zumindest an einer Verpackungsinnenseite heißsiegelbar ausgebildet, wobei danndie Schale und die Deckfolie über eine entlang eines umlaufenden Seitenrandes des Verpackungskörpers verlaufene Verschlussnaht miteinander verbunden werden können, wobei auch die Verschlussnaht als Heißsiegelnaht ausgeführt ist.
- In einem solchen Fall kann bei einem Verschließen der Tiefziehfolienverpackung sowohl die Befestigungsnaht als auch die Verschlussnaht in nur einem Siegelvorgang ausgebildet werden, wodurch insbesondere die Verfahrensschritte zur Herstellung der Tiefziehfolienverpackung wesentlich reduziert werden. Hierbei ist allerdings zu beachten, dass in einem solchen Fall die Deckfolie, die Tiefziehfolie und auch der bedruckte Materialabschnitt zumindest teilweise aus einem siegelbaren Material hergestellt sind bzw. wobei zumindest die an die Heißsiegelnähte angrenzenden Folienschichten aus einem solchen siegelbaren Material hergestellt sind. In diesem Zusammenhang sind insbesondere Polyolefine wie z.B. Polyethylen (PE) oder Polypropylen (PP) geeignet. Allerdings weisen derartige siegelbare Materialien in der Regel nur eine schlechte Bedruckbarkeit auf, sodass die bedruckte Oberfläche des Materialabschnittes entweder aus einem anderen Material gebildet sein muss oder einer sogenannten Coronabehandlung unterzogen werden muss, wodurch die Bedruckbarkeit wesentlich erhöht wird. Allerdings muss dann im Bereich der Heißsiegelnähte eine solche Coronabehandlung ausgespart werden, da zwar die Bedruckbarkeit erhöht zugleich aber die Siegelfähigkeit herabgesetzt wird.
- Gemäß einer alternativen Ausgestaltung kann die Befestigungsnaht auch als Klebenaht ausgeführt sein, sodass dann der bedruckte Materialabschnitt unter Einbeziehung einer Klebeschicht auf dem Verpackungskörper, insbesondere auf der Deckfolie, befestigt wird. Dies hat den Vorteil, dass auch nichtheißsiegelfähige Materialien auf dem Verpackungskörper befestigt werden können. Der Verpackungskörper selbst ist dennoch weiterhin vorzugsweise heißsiegelbar ausgeführt, sodass die Verschlussnaht als Heißsiegelnaht und die Befestigung als Klebenaht ausgebildet werden kann.
- Bezüglich der Ausgestaltung der Verschlussnaht eignet sich besonders eine lösbare bzw. peelbare Verschlussnaht bzw. Heißsiegelnaht, wobei gemäß einer besonders bevorzugten Ausgestaltungsform die Verschlussnaht einen Sicherungsabschnitt aufweist, in dem die Verschlussnaht dauerhaft ausgebildet ist und wobei die Verschlussnaht außerhalb des Sicherungsabschnittes lösbar ausgebildet ist. Hierdurch kann durch den lösbaren Abschnitt die Tiefziehfolienverpackung in leichter Art und Weise geöffnet werden, während zugleich der Sicherungsabschnitt sicherstellt, dass die Deckfolie auch in einem geöffneten Zustand weiterhin an der Schale anhaftet. Hierdurch kann der gesamte Verpackungskörper gemeinsam stofflich recycelt werden, was insbesondere bei einer sortenreinen Ausgestaltung des Verpackungskörpers besonders sinnvoll ist. Somit ergibt sich gemäß einer vorteilhaften Ausgestaltung, dass die Befestigungsnaht vollständig und die Verschlussnaht zumindest abschnittsweise lösbar ausgebildet sind.
- Bevorzugt verläuft der umlaufende Seitenrand zumindest abschnittsweise entlang eines umlaufenden Seitenrandes des Verpackungskörpers und die Befestigungsnaht ist zumindest abschnittsweise deckungsgleich mit der Verschlussnaht ausgebildet. Dies hat, wie zuvor bereits erläutert, den besonderen Vorteil, dass die Verschlussnaht und die Befestigungsnaht gemeinsam als Heißsiegelnaht ausgebildet werden können. Aber auch bei einer Ausgestaltung der Befestigungsnaht als Klebenaht wird hierdurch sichergestellt, dass die Befestigungsnaht an einer Stelle vorgesehen ist, an der die Tiefziehfolienverpackung besonders stabil ausgebildet ist.
- Gemäß einer besonders bevorzugten Ausgestaltungsform weist der Verpackungskörper eine Rechteckform auf, wobei der umlaufende Seitenrand aus zwei sich gegenüberliegenden ersten und zwei sich gegenüberliegende zweiten Randabschnitten gebildet ist, wobei die Befestigungsnaht lediglich an den ersten Randabschnitten angeordnet ist.
- Bei den ersten Randabschnitten kann es sich beispielsweise um lange oder auch um kurze Seiten des Verpackungskörpers handeln, wobei der Verpackungskörper auch eine quadratische Form aufweisen kann, sodass alle Randabschnitte die gleiche Länge aufweisen, wobei die Befestigungsnaht stets aus zwei gegenüberliegenden Abschnitten gebildet ist.
- Besonders vorteilhaft lässt sich die vorliegende Erfindung einsetzen, wenn die Tiefziehfolie und die Deckfolie sortenrein ausgebildet sind. Wie zuvor erwähnt spricht man von einer sortenreinen Ausbildung, wenn es sich bei der Tiefziehfolie und der Deckfolie um dasselbe Material handelt bzw. um Materialien handelt, welche gemeinsam entsorgt werden können. Die stoffliche Recycelbarkeit kann noch weiter verbessert werden, indem der Verpackungskörper im Wesentlichen unbedruckt ausgebildet ist. Unbedruckt meint im Rahmen der Erfindung, dass der Verpackungskörper zu zumindest mehr als 90 %, bevorzugt mehr als 95 %, besonders bevorzugt zu mehr als 99 % der Fläche keine Bedruckung aufweist. Eine geringfügige Bedruckung kann beispielsweise in Form von Positioniermarken für die Herstellung, in Chargennummern oder beispielsweise auch in Haltbarkeitsangaben liegen. Dennoch sind die bedruckten Flächenabschnitte so gering gewählt, dass trotz Bedruckung ein gemeinsames stoffliches Recycling möglich ist.
- Damit der Verpackungskörper auch ohne Bedruckung gewisse Informationen enthalten kann, kann die Schale eine Prägung, insbesondere eine Informationsprägung, aufweisen. Eine solche Informationsprägung kann beispielsweise den Markennamen des verpackten Produktes enthalten oder aber auch andere Informationen enthalten, welche auch nach Entfernen des bedruckten Materialabschnittes weiterhin vorhanden sein sollen. Die Prägung kann beispielsweise durch Einsatz von Stempelwerkzeugen gebildet werden oder aber auch durch ein Vakuumverfahren, bei denen das noch schmelzflüssige oder zumindest weiche Material der Tiefziehfolie im Zuge der Bildung der Schale durch Einbringen lokaler Vakuumzonen mit Prägungen geformt wird.
- Gemäß einer bevorzugten Ausgestaltung der Erfindung besteht der bedruckte Materialabschnitt vorzugsweise aus einem Material ausgewählt aus der Gruppe Folie, Nonwoven, beschichtetes Papier und mehrschichtiges Laminat. Besonders bevorzugt ist eine Ausgestaltung, bei der das Material für die Schale, die Deckfolie und den unbedruckten Materialabschnitt identisch sind, und somit die gesamte Folienverpackung hinsichtlich des Materials sortenrein ausgebildet ist. Dann wird ein stoffliches Recycling nur noch durch die Bedruckung des bedruckten Materialabschnittes beeinträchtigt. Eine solche Ausgestaltung hat den Vorteil, dass auch der Einsatz von nicht-lösbaren Befestigungsnähten möglich ist, wobei gemäß einer solchen Ausgestaltung dann entsprechend der Bereich in den Befestigungsnähten unbedruckt ist. Bei einer solchen Ausgestaltung kann dann der Materialabschnitt entlang der Befestigungsnähte entfernt werden, wobei hierzu vorzugsweise Materialschwächungen z.B. in Form von Perforationslinien unmittelbar an die Befestigungsnähte angrenzen. Somit verbleiben Abschnitte des unbedruckten Materialabschnittes an dem Verpackungskörper, die dann aber aufgrund der unbedruckten Ausbildung zusammen mit diesem stofflich recycelt werden können.
- Bezüglich der Verwendung der einzelnen Folien hat sich eine Ausgestaltung als besonders vorteilhaft erwiesen, bei der die Tiefziehfolie eine Dicke zwischen 50 und 500 µm, insbesondere zwischen 100 und 350 µm, aufweist. Die Deckfolie und/oder der bedruckte Materialabschnitt weisen bevorzugt eine Dicke zwischen 20 und 150 µm, insbesondere zwischen 60 und 100 µm auf und können sowohl hinsichtlich der Dicke als auch hinsichtlich der konkreten Ausgestaltung identisch aber auch unterschiedlich ausgebildet seien.
- Bevorzugt sind die Deckfolie und/oder der bedruckte Materialabschnitt und/oder die Tiefziehfolie mehrschichtig ausgebildet und können zumindest eine, vorzugsweise aber zwei, Außenschichten aus einem Polyolefin, insbesondere aus Polyethylen oder Polypropylen, aufweisen. Diese Schichten eignen sich besonders gut für eine Versiegelung, sodass sowohl die Befestigungsnaht als auch die Verschlussnaht als Heißsiegelnaht ausgeführt werden können. Die Außenschichten können darüber hinaus peelbar ausgebildet sein.
- Die mehrschichtigen Folien sind bevorzugt als Coextrusionsfolie ausgebildet. Insbesondere sind die mehrschichtigen Folien durch Blasextrusion oder durch Flachfolienextrusion bzw. Castextrusion gebildet. Bei dem bedruckten Materialabschnitt kann es sich beispielsweise um eine ungereckte, mehrschichtige, z.B. dreischichtige, Castfolie handeln, wobei bevorzugt alle Schichten auf Basis von Polypropylen gebildet sind. Als Polypropylen kommen insbesondere Homopolymere als auch Copolymere zum Einsatz, wobei das in Außenschichten verwendete Polypropylen vorzugsweise niedrigschmelzender ist als in den innenliegenden Schichten.
- Anstelle einer Coextrusion können alternativ die einzelnen Schichten aber auch miteinander verschweißt, laminiert oder kaschiert, insbesondere klebstoffkaschiert, sein. Bei einer Klebstoffkaschierung kommt insbesondere ein Zwei-Komponenten-Klebstoff basierend auf Polyurethan zum Einsatz.
- Darüber hinaus können die Deckfolie und/oder der bedruckte Materialabschnitt und/oder die Tiefziehfolie eine Barriereschicht aufweisen. Diese Barriereschicht ist vorzugsweise zwischen einer Außenschicht und einer Innenschicht angeordnet. Die Barriereschicht kann beispielsweise unmittelbar als Coextrusionsschicht z.B. aus Ethylen-Vinylalkohol-Copolymer (EVOH) vorgesehen sein, wobei diese dann bevorzugt eine Dicke zwischen 0,5 und 20 µm, bevorzugt zwischen 1 und 10 µm aufweist.
- Alternativ kann die Barriereschicht auch als Beschichtung auf zumindest eine der Außenschichten aufgebracht werden. Hierzu eignen sich als Materialien Siliciumdioxid (SiOx) oder Aluminiumdioxid (AlOx), wobei die Beschichtung vorzugsweise eine Dicke von weniger als 120 nm, bevorzugt weniger als 100 nm, besonders bevorzugt weniger als 80 nm, aufweist. Möglich ist ferner eine Beschichtung aus Polyvinylalkohol (PVOH), welches lösungsmittelbasiert auf zumindest eine der Außenschichten aufgebracht wird. Die Beschichtung aus Polyvinylalkohol weist bevorzugt ein Basisgewicht von 0,2 bis 2,8 g/m2 auf. Besonders bevorzugt beträgt das Basisgewicht weniger als 1,5 g/m2, insbesondere weniger als 1 g/m2. Darüber hinaus kann als eine Barriereschicht auch eine Metallschicht eingesetzt werden. In diesem Fall wird zumindest eine der Außenschichten metallisiert, wobei die Barriereschicht bevorzugt eine Dicke von weniger als 220 nm, bevorzugt weniger als 200 nm, bevorzugt weniger als 180 nm, aufweist. Eine solche Metallschicht weist allerdings den Nachteil auf, dass sie das optische Erscheinungsbild beeinträchtigen kann, da die Barriereschicht vorzugsweise transparent ausgebildet ist. Dies ist mit einer metallisierten Barriereschicht jedoch nicht möglich.
- Grundsätzlich können damit die Barriereschichten sehr dünn ausgeführt werden, so dass diese in dem entsprechenden Folienverbund nur einen geringen Störstoffanteil ausmachen.
- Insbesondere bei einer Ausgestaltung mit Polypropylen in den Außenschichten wird ferner eine Barriereschicht aus Ethylen-Vinylalkohol-Copolymer mit einem Anteil an Ethylen von weniger als 35 Gew.-%, bevorzugt weniger als 30 Gew.-% und besonders bevorzugt weniger als 27 Gew.-% verwendet. Der Anteil an Polypropylen kann bezogen auf die gesamte Tiefziehfolienverpackung mehr als 90 Gew.-%, bevorzugt mehr als 95 Gew.-% betragen.
- Bevorzugt weist der bedruckte Materialabschnitt eine Beschichtung mit einem Siegellack auf. Dieser kann vollflächig auf dem Materialabschnitt angeordnet sein. Alternativ reicht auch eine nur teilweise z.B. streifenförmige Beschichtung aus, wobei dann an den Stellen eine Beschichtung vorgenommen wird, an denen eine Siegelung erforderlich ist.
- Sofern der bedruckte Materialabschnitt über eine Klebenaht an dem Verpackungskörper befestigt ist, ist zusätzlich eine Klebeschicht zwischen der Deckfolie oder der Tiefziehfolie und dem bedruckten Materialabschnitt vorgesehen, wobei die Klebstoffschicht vorzugsweise aus einem Klebstoff basierend auf Polyurethan (PU), insbesondere einem Zwei-Komponenten-Polyurethan, besteht.
- Im Folgenden wird die Erfindung anhand eines exemplarischen Beispiels näher erläutert. Es zeigen:
- Fig. 1
- eine erfindungsgemäße Tiefziehverpackung mit einem bedruckten Materialabschnitt in Streifenform
- Fig. 2
- einen Querschnitt der Verpackung gemäß der
Fig. 1 - Fig. 3
- eine alternative Ausgestaltung der Tiefziehfolienverpackung mit vollflächig aufliegendem bedruckten Materialabschnitt
- Fig. 4
- einen Querschnitt der Verpackung gemäß der
Fig. 3 - Fig. 5
- die Tiefziehfolienverpackung gemäß der
Fig. 1 mit Blick auf die Unterseite - Fig. 6
- ein Verfahren zur Herstellung der Tiefziehfolienverpackung gemäß der
Fig. 1 - Fig. 7
- ein Verfahren zur Herstellung einer Tiefziehfolienverpackung gemäß der
Fig. 3 - Die
Fig. 1 zeigt eine erfindungsgemäße Tiefziehfolienverpackung mit einem Verpackungskörper 1 aus einer Schale 2 und einer Deckfolie 3, die die Schale 2 verschließt. Die Schale 2 ist aus einer Tiefziehfolie zuvor in eine dreidimensionale Struktur gebracht worden, durch die die Aufnahme eines Produktes 4 ermöglicht wird. - Die Schale 2 und die Deckfolie 3 sind über eine Verschlussnaht 5 miteinander verbunden, wobei die Verschlussnaht 5 als Heißsiegelnaht ausgebildet ist und einen gas- und fluiddichten Verschluss des Verpackungskörpers 1 gewährleistet.
- In dem gezeigten Beispiel weisen sowohl die Schale 2 als auch die Deckfolie 3 und damit der gesamte Verpackungskörper 1 keinerlei Bedruckung auf, wobei es aber grundsätzlich im Rahmen der Erfindung liegt, dass geringfügige Bedruckungen wie z.B. Chargennummern, Haltbarkeitsdaten oder Positionsmarken auf dem Verpackungskörper 1 aufgedruckt sind. Grundsätzlich ist aber die gesamte informationswesentliche Bedruckung auf einem zusätzlichen bedruckten Materialabschnitt 6 angeordnet, welcher flach auf der Deckfolie 3 aufliegt und mit diesem über eine Befestigungsnaht 7 verbunden ist. Hierbei zeigt sich, dass sich die Befestigungsnaht 7 lediglich entlang eines Teils des umlaufenden Randes des bedruckten Materialabschnittes 6 erstreckt und in zwei Befestigungsnahtabschnitte 7a, 7b unterteilt ist, wobei diese Befestigungsnahtabschnitte 7a, 7b abschnittsweise entlang eines umlaufenden Seitenrandes des Verpackungskörpers 1 verlaufen und zumindest abschnittsweise deckungsgleich mit der Verschlussnaht 5 sind.
- Der Verpackungskörper 1 weist eine rechteckige Form auf, wobei der umlaufende Seitenrand aus zwei sich gegenüberliegenden ersten Randabschnitten 8 und zwei sich gegenüberliegenden zweiten Randabschnitten 9 gebildet ist. Die Befestigungsnahtabschnitte 7a, 7b sind lediglich an den ersten Randabschnitten 8 angeordnet, wobei die ersten Randabschnitte 8 die kurze Seite und die zweiten Randabschnitten 9 die lange Seite der Tiefziehfolienverpackung bzw. des Verpackungskörpers 1 bilden. Bezogen auf die Länge der ersten Randabschnitte 8 erstrecken sich die Befestigungsnahtabschnitte 7a, 7b jeweils über 30 bis 60 %, sodass entsprechend ein verhältnismäßig großer Flächenbereich der Deckfolie 3 nicht von dem bedruckten Materialabschnitt 6 bedeckt wird und somit von außen sichtbar ist. Eine solche Ausgestaltung ist besonders zweckmäßig, da die Deckfolie 3 transparent ausgebildet ist und somit das Produkt 4 durch die Deckfolie 3 sichtbar ist. Hierdurch kann der Endverbraucher auch ohne Blick auf die Bedruckung des bedruckten Materialabschnittes 6 erkennen, um welches Produkt 4 es sich handelt.
- Den genauen Aufbau der Tiefziehverpackung kann der
Fig. 2 entnommen werden, die die Tiefziehverpackung gemäß derFig. 1 in einem Querschnitt zeigt. Hierbei ist zu erkennen, dass die Verschlussnaht 5 und die Befestigungsnaht 7 deckungsgleich übereinander liegen und beide als Heißsiegelnähte ausgebildet sind. Hierdurch kann in nur einem Siegelschritt sowohl die Verschlussnaht 5 als auch die Befestigungsnaht 7 ausgebildet werden, wodurch sich die Anzahl der einzelnen Verfahrensschritte verringert. - Der genaue Aufbau der Tiefziehverpackung kann der Tabelle 1 entnommen werden. Demnach besteht sowohl der bedruckte Materialabschnitt 6 als auch die Deckfolie 3 aus demselben Material, welches aus einer Schicht aus einem biaxial-orientiertem Polypropylen (BOPP) und aus einer Siegelschicht besteht, welche über einen Zwei-Komponenten-Polyurethan-Klebstoff (2K-PUR) miteinander kaschiert sind. Bei der Siegelschicht handelt es sich um eine Coextrusionsschicht (PP-EVOH), wobei eine vergleichsweise dünne Schicht aus Ethylen-Vinylalkohol-Copolymer (EVOH) zwischen zwei Schichten aus Polypropylen (PP) angeordnet ist. Die Schicht aus Ethylen-Vinylalkohol-Copolymer (EVOH) bildet eine Gasbarriereschicht, die das Eindringen von Sauerstoff zumindest erschwert, wodurch z.B. die Haltbarkeit von Lebensmitteln verlängert werden kann. Zur Verbesserung der Haftwirkung ist zwischen den einzelnen Schichten der Coextrusionsfolie jeweils eine Haftvermittlerschicht (HV) angeordnet.
- Die Tiefziehfolie der Schale 2 ist als Coextrusionsfolie (PP-EVOH) ausgebildet, welche insbesondere durch Blasfolienextrusion hergestellt wurde. Bei einer Blasfolienextrusion wird ein schlauchförmiger Vorformling gebildet, wobei dieser Vorformling aus einer Schicht aus Ethylen-Vinylalkohol-Copolymer (EVOH) und zwei Schichten aus Polypropylen (PP) gebildet ist, wobei die Schichten aus Polypropylen die Schicht aus dem Ethylen-Vinylalkohol-Copolymer einschließen. Der schlauchförmige Vorformling wird anschließend flachgelegt, wobei dann die aufeinanderliegenden Schichten aus Polypropylen miteinander verblocken, so dass sich eine doppelte Schichtdicke ergibt und die Barriereschicht auf zwei Schichten verteilt aufgeteilt werden kann. Hierdurch können die Dickentoleranzen der einzelnen Schichten verbessert werden. Vor diesem Hintergrund bezieht sich der in der Tabelle 1 angegebene Schichtaufbau der Tiefziehfolie auf den Vorformling. Die angegeben Dicke der Tiefziehfolie entspricht hingegen der tatsächlichen Foliendicke bzw. der Dicke des flachgelegten Vorformlings mit gedoppeltem Schichtaufbau. Alternativ kann die Tiefziehfolie auch durch Cast-Folien-Extrusion hergestellt werden.
- Die Befestigungsnaht 6 ist an einer Schicht aus biaxial-orientiertem Polypropylen (BOPP) und an einer Coextrusionsschicht (PP-EVOH), gebildet. Die Verschlussnaht 5 ist entsprechend an zwei Schichten aus Polypropylen (PP) gebildet. Die Siegelschichten können auf bekannte Art und Weise derart zusammengesetzt sein, um die Siegelnahtfestigkeit herabzusetzen und ein leichtes Auftrennen zu ermöglichen.
Materialabschnitt 6 BOPP 20 µm 2K-PUR PP-EVOH 60 µm (PP/HV/EVOH/HV/PP) (25/4/2/4/25) Tabelle 1 Deckfolie 3 BOPP 20 µm 2K-PUR PP-EVOH 60 µm (PP/HV/EVOH/HV/PP) (25/4/2/4/25) Tiefziehfolie PP-EVOH 250 µm (PP/HV/EVOH/HV/PP) (45/5/5/5/65) - In einer vergleichenden Ansicht mit der
Fig. 5 zeigt sich, dass die Schale 2 an einer Unterseite eine Informationsprägung 10 aufweist, über die Informationen ohne zusätzliche Bedruckung in den Verpackungskörper 1 eingebracht werden können. Hierbei kann es sich beispielsweise um den Markennamen oder aber auch um ein Logo handeln. Zusätzlich oder alternativ kann die Prägung auch ein Symbol für die Hauptkunststoffklasse des verwendeten Materials bzw. der verwendeten Materialien sein, aus denen die Tiefziehfolienverpackung gebildet wurde. - Eine alternative Ausgestaltungsform zeigen die
Fig. 3 und4 , wobei sich der bedruckte Materialabschnitt 6 nunmehr vollflächig auf der Deckfolie 3 erstreckt und entlang der ersten Randabschnitte 8 über eine Befestigungsnaht 7 an der Deckfolie 3 befestigt ist. Im Gegensatz zu derFig. 1 beziehen sich die ersten Randabschnitte 8 nunmehr auf eine lange Seite des Verpackungskörpers 1. Zudem sind die einzelnen Befestigungsnahtabschnitte 7A, 7B nicht als Heißsiegelnaht sondern als Klebenaht ausgebildet, sodass entsprechend eine Klebstoffschicht zwischen der Deckfolie 3 und dem bedruckten Materialabschnitt 6 angeordnet ist. Der Materialabschnitt 6 weist ferner eine Bedruckung auf, die sich allerdings nicht vollflächig auf dem bedruckten Materialabschnitt 6 erstreckt, sodass bei einer transparenten Ausbildung der Deckfolie 3 und des bedruckten Materialabschnittes 6 noch immer eine Einsicht in den Verpackungskörper 1 und damit auf das verpackte Produkt 4 möglich ist. - Der genaue Aufbau geht insbesondere aus der
Fig. 4 sowie der Tabelle 2 hervor, wobei sich der Aufbau nur in dem bedruckten Materialabschnitt 6 von der Ausgestaltung gemäß derFig. 2 unterscheidet. Da der Materialabschnitt 6 mit der Deckfolie 3 über eine als Klebenaht ausgebildete Befestigungsnaht 7 verbunden ist, kann der Materialabschnitt 6 ausschließlich aus einer biaxialorientierten Polypropylenfolie (BOPP) ohne zusätzliche Siegelschicht gebildet sein.Tabelle 2 Materialabschnitt 6 BOPP 20 µm Deckfolie 3 BOPP 20 µm 2K-PUR PP-EVOH 60 µm (PP/HV/EVOH/HV/PP) (25/4/2/4/25) Tiefziehfolie PP-EVOH 250 µm (PP/HV/EVOH/HV/PP) (45/5/5/5/65) - Unabhängig von der konkreten Ausgestaltung erstreckt sich die Befestigungsnaht 7 lediglich entlang eines Abschnittes des umlaufenden Randes des bedruckten Materialabschnittes 6, wobei die Befestigungsnaht 7 so ausgebildet ist, dass der bedruckte Materialabschnitt 6 durch Hintergreifen verhältnismäßig leicht entfernt werden kann, sodass dieser unabhängig von dem Verpackungskörper 1 recycelt werden kann. Demnach sind die Befestigungsnähte 7 lösbar ausgebildet. Alternativ ist es auch möglich, diese nicht-lösbar auszugestalten, wobei dann aber zumindest eine Perforation vorgesehen sein sollte, sodass der bedruckten Materialabschnitt 6 außerhalb der Befestigungsnähte 7 entfernt werden kann. In einem solchen Fall sollten aber zumindest die Bereiche des bedruckten Materialabschnittes 6, an denen die Befestigungsnahtabschnitte 7a, 7b verlaufen unbedruckt sein, sodass diese bei einer sortenreinen Ausgestaltung mit der Schale 2 und der Deckfolie 3 gemeinsam stofflich recycelt werden können.
- Auch die Verschlussnaht 5 ist in den gezeigten Beispielen lösbar ausgebildet, wobei zumindest ein Abschnitt dieser Verschlussnaht 5 als Sicherungsabschnitt ausgebildet ist und in diesem Bereich nicht gelöst werden kann. Hierdurch wird sichergestellt, dass die Deckfolie 3 auch nach einem Öffnen des Verpackungskörpers 1 an der Schale 2 verbleibt und somit gemeinsam entsorgt und recycelt werden kann.
- Die
Fig. 6 zeigt ein exemplarisches Verfahren zur Herstellung einer Tiefziehfolienverpackung gemäß derFig. 1 , wobei mehrere Verpackungskörper 1 in Maschinenrichtung MD verlaufen, wobei in einem ersten Schritt lediglich die Schalen 2 aus einer Tiefziehfolie zugeführt werden und in einem zweiten Schritt mit der Deckfolie 3 und dem bedruckten Materialabschnitt 6 bedeckt werden. Sowohl die Deckfolie 3 als auch der bedruckte Materialabschnitt 6 werden in Form von Endlosbändern bereitgestellt und jeweils von Rollen 11 entnommen. - In einem Siegelschritt erfolgt sodann die Siegelung sowohl der Deckfolie 3 mit der Schale 2 als auch des bedruckten Materialabschnittes 6 mit der Deckfolie 3 in einer Siegelstation 12 wobei sich sowohl die Verschlussnaht 5 als auch die Befestigungsnaht 7 mit den Befestigungsnahtabschnitten 7a, 7b ausbildet. Durch die gemeinsame Siegelung verlaufen die Befestigungsnahtabschnitte 7a, 7b deckungsgleich mit der Verschlussnaht 5 im Bereich der ersten Randabschnitte 8, welche bei einem solchen Verfahren in einer Querrichtung CD verlaufen. Entsprechend verlaufen die zweiten Randabschnitten 9 in Maschinenrichtung MD.
- In einem abschließenden Schritt werden die Verpackungskörper 1 durch Durchtrennen der Deckfolie 3 und des bedruckten Materialabschnittes 6 voneinander getrennt, wobei zugleich auch eine Trimmung der Ecken der Tiefziehfolienverpackung erfolgen kann. Bei einem solchen Trimmvorgang können zwischen 10 und 20 mm von den Randabschnitten 8,9 entfernt werden, um hierdurch eventuelle Fehlpositionierungen zwischen Deckfolie 3 und Schale 2 auszugleichen. Um einen zu großen Materialverlust zu vermeiden erfolgt bevorzugt eine Trimmung lediglich an den zweiten Randabschnitten 9. Darüber hinaus können auch die Ecken zwischen den ersten und den zweiten Randabschnitten 8,9 abgerundet gestanzt werden.
- Die
Fig. 7 zeigt ein alternatives Verfahren zur Herstellung einer Tiefziehfolienverpackung gemäß derFig. 3 . Auch hier werden die Schalen 2 in einer Maschinenrichtung MD zugeführt und anschließend mit einem Verbund aus einer Deckfolie 3 und dem bedruckten Materialabschnitt 6 bedeckt. Die Deckfolie 3 wurde bereits zuvor über eine Klebstoffschicht 13 mit dem bedruckten Materialabschnitt 6 verbunden, so dass der Verbund aus der Deckfolie 3 und dem Materialabschnitt 6 in Form eines gemeinsamen endlosen Bandes von einer Rolle 11 zugeführt werden kann. - Die Klebstoffschicht 13 ist nur auf die ersten Randabschnitte 8 aufgebracht worden, wobei sich die ersten Randabschnitte 8 nunmehr in Form von zwei Streifen in Maschinenrichtung MD erstrecken. und die Deckfolie ist ferner so bemessen, dass diese die Deckfolie 3 vollflächig bedeckt. Über die Klebstoffschicht 13 bildet sich sodann zwischen der Deckfolie 3 und dem bedruckten Materialabschnitt 6 eine Befestigungsnaht 7 aus, wobei sich die Befestigungsnahtabschnitte 7a, 7b in Maschinenrichtung MD erstrecken.
- In einer Siegelstation 12 wird die Deckfolie 3 anschließend mit der Schale 2 versiegelt, sodass sich eine Verschlussnaht 5 entlang des umlaufenden Seitenrandes ausbildet.
- Zu guter Letzt erfolgt auch hier ein Abtrennen der einzelnen Tiefziehfolienverpackungen und einen Beschnitt der umlaufenden Seitenränder.
Claims (24)
- Tiefziehfolienverpackung mit einem Verpackungskörper (1) aus einer Schale (2) und einer Deckfolie (3), wobei die Deckfolie (3) die Schale (2) verschließt und die Schale (2) aus einer Tiefziehfolie gebildet ist,
dadurch gekennzeichnet, dass
ein bedruckter Materialabschnitt (6) auf dem Verpackungskörper (1) angeordnet und lediglich an einem Teil eines umlaufenden Randes mit einer Befestigungsnaht (7) an dem Verpackungskörper (1) befestigt ist. - Tiefziehfolienverpackung nach Anspruch 1, dadurch gekennzeichnet, dass sich die Befestigungsnaht (7) über ein Anteil zwischen 5 und 80 %, bevorzugt zwischen 10 und 60 %, des umlaufenden Randes erstreckt.
- Tiefziehfolienverpackung nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass der bedruckte Materialabschnitt (6) auf der Deckfolie (3) angeordnet ist, wobei der Materialabschnitt (6) die Deckfolie (3) lediglich zu einem Anteil zwischen 30 und 80 %, bevorzugt zwischen 40 und 70 %, bedeckt.
- Tiefziehfolienverpackung nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass der bedruckte Materialabschnitt (6) auf der Deckfolie (3) angeordnet ist und die Deckfolie (3) vollflächig bedeckt, wobei der bedruckte Materialabschnitt (6) eine Bedruckung aufweist, die den Materialabschnitt lediglich zu einem Anteil zwischen 30 und 80 %, bevorzugt zwischen 40 und 70 % bedeckt.
- Tiefziehfolienverpackung nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass die Deckfolie und/oder die Tiefziehfolie transparent sind.
- Tiefziehfolienverpackung nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass die Befestigungsnaht (7) als Heißsiegelnaht ausgebildet ist.
- Tiefziehfolienverpackung nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass die Schale (2) und die Deckfolie (3) über eine entlang eines umlaufenden Seitenrandes des Verpackungskörpers (1) verlaufende Verschlussnaht (5) miteinander verbunden sind, wobei die Verschlussnaht (5) als Heißsiegelnaht ausgebildet ist.
- Tiefziehfolienverpackung nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass die Befestigungsnaht (7) als Klebenaht ausgebildet ist.
- Tiefziehfolienverpackung nach einem der Ansprüche 7 oder 8, dadurch gekennzeichnet, dass die Befestigungsnaht (7) vollständig und die Verschlussnaht (5) zumindest abschnittsweise lösbar ausgebildet ist.
- Tiefziehfolienverpackung nach einem der Ansprüche 7 bis 9, dadurch gekennzeichnet, dass die Verschlussnaht (5) einen Sicherungsabschnitt aufweist, an dem die Verschlussnaht (5) dauerhaft ausgebildet ist und wobei die Verschlussnaht (5) außerhalb des Sicherungsabschnittes lösbar ausgebildet ist.
- Tiefziehfolienverpackung nach einem der Ansprüche 7 bis 10, dadurch gekennzeichnet, dass der umlaufende Rand zumindest abschnittsweise entlang eines umlaufenden Seitenrandes des Verpackungskörpers (1) verläuft und die Befestigungsnaht (7) zumindest abschnittsweise deckungsgleich mit der Verschlussnaht (5) ist.12. Tiefziehfolienverpackung nach Anspruch 11, dadurch gekennzeichnet, dass der Verpackungskörper (1) eine Rechteckform aufweist und der umlaufenden Rand aus zwei sich gegenüberliegenden ersten und zwei sich gegenüberliegenden zweiten Randabschnitten (8, 9) gebildet ist, wobei die Befestigungsnaht (7) lediglich an den ersten Randabschnitten (8) angeordnet ist.
- Tiefziehfolienverpackung nach einem der Ansprüche 1 bis 11, dadurch gekennzeichnet, dass die Tiefziehfolie und die Deckfolie (3) sortenrein ausgebildet sind.
- Tiefziehfolienverpackung nach einem der Ansprüche 1 bis 12, dadurch gekennzeichnet, dass der Verpackungskörper (1) im Wesentlichen unbedruckt ist.
- Tiefziehfolienverpackung nach einem der Ansprüche 1 bis 13, dadurch gekennzeichnet, dass die Schale (2) eine Prägung, insbesondere eine Informationsprägung (10), aufweist.
- Tiefziehfolienverpackung nach einem der Ansprüche 1 bis 14, dadurch gekennzeichnet, dass der bedruckte Materialabschnitt (6), die Tiefziehfolie und die Deckfolie (3) sortenrein ausgebildet sind, wobei der bedruckte Materialabschnitt (6) zumindest im Bereich der Befestigungsnaht (7) unbedruckt ist.
- Tiefziehfolienverpackung nach einem der Ansprüche 1 bis 15, dadurch gekennzeichnet, dass die Tiefziehfolie eine Dicke zwischen 50 und 500 µm, insbesondere zwischen 100 und 350 µm, aufweist.
- Tiefziehfolienverpackung nach einem der Ansprüche 1 bis 16, dadurch gekennzeichnet, dass die Deckfolie (3) und/oder der bedruckten Materialabschnitt (6) eine Dicke zwischen 20 und 150 µm, insbesondere zwischen 60 und 100 µm aufweist.
- Tiefziehfolienverpackung nach einem der Ansprüche 1 bis 17, dadurch gekennzeichnet, dass der bedruckte Materialabschnitt (6) ein Material ausgewählt aus der Gruppe Folie, Nonwoven und beschichtetes Papier aufweist.
- Tiefziehfolienverpackung nach einem der Ansprüche 1 bis 18, dadurch gekennzeichnet, dass die Deckfolie (3) und/oder der bedruckten Materialabschnitt (6) und/oder die Tiefziehfolie mehrschichtig ausgebildet sind.
- Tiefziehfolienverpackung nach Anspruch 19, dadurch gekennzeichnet, dass die Deckfolie (3) und/oder der bedruckte Materialabschnitt (6) und/oder die Tiefziehfolie zumindest eine Außenschicht aus Polyolefin, insbesondere aus Polyethylen oder Polypropylen, aufweisen.
- Tiefziehfolienverpackung nach Anspruch 19 oder 20, dadurch gekennzeichnet, dass die Deckfolie (3) und/oder der bedruckte Materialabschnitt (6) und/oder die Tiefziehfolie zumindest eine Barriereschicht aufweisen.
- Verfahren zur Herstellung einer Tiefziehfolienverpackung nach einem der Ansprüche 1 bis 21,- wobei Schalen (2) aus einer Tiefziehfolie zugeführt werden,- wobei die Schalen (2) mit einer Deckfolie (3) und einem bedruckten Materialabschnitt (6) bedeckt werden,- wobei in einem Siegelschritt sowohl die Deckfolie (3) mit der Schale (2) über eine Verschlussnaht (5) als auch der bedruckte Materialabschnitt (6) mit der Deckfolie (3) über eine Befestigungsnaht (7) miteinander heißgesiegelt werden,- wobei die Deckfolie (3) und der bedruckte Materialabschnitt (6) zwischen zwei aufeinanderfolgenden Schalen in Querrichtung (CD) durchtrennt werden.
- Verfahren zur Herstellung einer Tiefziehfolienverpackung nach einem der Ansprüche 1 bis 21,- wobei Schalen (2) aus einer Tiefziehfolie zugeführt werden,- wobei ein Verbund aus einer Deckfolie (3) und einem über eine Befestigungsnaht (7) an der Deckfolie (3) befestigten bedruckten Materialabschnitt (6) zugeführt wird,- wobei die Schalen (2) mit dem Verbund bedeckt werden,- wobei in einem Siegelschritt der Verbund mit der Schale (2) über eine Verschlussnaht (5) heißgesiegelt werden,- wobei die Deckfolie (3) und der bedruckte Materialabschnitt (6) zwischen zwei aufeinanderfolgenden Schalen in Querrichtung (CD) durchtrennt werden.
- Verfahren nach Anspruch 23, wobei die Befestigungsnaht (7) über eine Klebstoffschicht (13) gebildet wird.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102020107324.0A DE102020107324A1 (de) | 2020-03-17 | 2020-03-17 | Tiefziehfolienverpackung |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP3882178A1 true EP3882178A1 (de) | 2021-09-22 |
Family
ID=74859257
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP21160890.6A Pending EP3882178A1 (de) | 2020-03-17 | 2021-03-05 | Tiefziehfolie |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20210292071A1 (de) |
| EP (1) | EP3882178A1 (de) |
| DE (1) | DE102020107324A1 (de) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20210153126A (ko) * | 2019-04-19 | 2021-12-16 | 시로파크 이탈리아 에스.알.엘. | 식료품용 용기 및 그 제조방법 |
| DE102022122331A1 (de) | 2022-09-02 | 2024-03-07 | Constantia Teich Gmbh | Blisterverschlussfolie und Blisterverpackung sowie Verfahren zu deren Herstellung |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1171966A (en) * | 1913-02-24 | 1916-02-15 | American Key Can Company | Decorated can. |
| CH566896A5 (de) * | 1974-08-08 | 1975-09-30 | Alusuisse | |
| EP1584569A1 (de) * | 2004-04-06 | 2005-10-12 | Intersnack Knabber-Gebäck GmbH & Co. KG | Schalenverpackung mit Traymantel |
| US20150136637A1 (en) * | 2012-07-23 | 2015-05-21 | Henkel Ag & Co. Kgaa | Water-soluble packaging and production method thereof |
| EP3594144A1 (de) | 2018-07-13 | 2020-01-15 | Mondi AG | Recyclingfähiger beutel |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BR7905505A (pt) | 1978-08-28 | 1980-05-13 | Kemicron Oy | Embalagem de porcao descartavel |
| US4896775A (en) | 1988-06-29 | 1990-01-30 | Zip-Pak Incorporated | Zippered thermal form tray system |
| US20100065582A1 (en) * | 2003-12-02 | 2010-03-18 | The Tapemark Company | Dispensing package |
| DE202012002078U1 (de) | 2012-03-01 | 2012-05-10 | Franz Tress GmbH & Co. KG | Verpackung |
| US11225355B2 (en) * | 2017-11-08 | 2022-01-18 | Sonoco Development, Inc. | Membrane lid with integrated peelable portion |
-
2020
- 2020-03-17 DE DE102020107324.0A patent/DE102020107324A1/de active Pending
-
2021
- 2021-03-05 EP EP21160890.6A patent/EP3882178A1/de active Pending
- 2021-03-16 US US17/202,404 patent/US20210292071A1/en active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1171966A (en) * | 1913-02-24 | 1916-02-15 | American Key Can Company | Decorated can. |
| CH566896A5 (de) * | 1974-08-08 | 1975-09-30 | Alusuisse | |
| EP1584569A1 (de) * | 2004-04-06 | 2005-10-12 | Intersnack Knabber-Gebäck GmbH & Co. KG | Schalenverpackung mit Traymantel |
| US20150136637A1 (en) * | 2012-07-23 | 2015-05-21 | Henkel Ag & Co. Kgaa | Water-soluble packaging and production method thereof |
| EP3594144A1 (de) | 2018-07-13 | 2020-01-15 | Mondi AG | Recyclingfähiger beutel |
Also Published As
| Publication number | Publication date |
|---|---|
| US20210292071A1 (en) | 2021-09-23 |
| DE102020107324A1 (de) | 2021-09-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2321195B1 (de) | PLATINE ZUM VERSCHLIEßEN EINES BECHERS | |
| EP1559658B1 (de) | Zweilagiges, deckelförmig ausgestanztes Verschlusselement | |
| EP1089912B1 (de) | Gasdichte lebensmittelverpackung sowie verfahren und tray zu deren herstellung | |
| CH684081A5 (de) | Durchdrückpackung. | |
| CH692980A5 (de) | Verpackung. | |
| CH683175A5 (de) | Verpackung. | |
| DE3708780C2 (de) | ||
| EP3882178A1 (de) | Tiefziehfolie | |
| DE102010006036A1 (de) | Behälter für Nahrungsmittel aus einem aluminiumfreien flächenförmigen Verbund mit einem überzogenen Loch als Teil eines Verschlusssystems | |
| EP2586606B1 (de) | Verpackungsmaterial | |
| EP0946391B1 (de) | Verfahren zur Herstellung einer sauerstoffdichten Verpackung, Vorrichtung zur Durchführung eines derartigen Verfahrens | |
| EP2439149A1 (de) | Beutelverpackung | |
| DE102016209237A1 (de) | Behältervorläufer mit Aufformkoeffizienten, insbesondere für einen einzelnen formstabilen Nahrungsmittelbehälter | |
| AT404349B (de) | Deckelelement für verpackungen sowie verfahren zu dessen herstellung | |
| DE102016209235A1 (de) | Verfahren zum Herstellen eines Behältervorläufers, insbesondere für einen einzelnen formstabilen Nahrungsmittelbehälter, ohne Umfalten des Behältervorläufers | |
| EP1475223B1 (de) | Verbundfolie für Aufreissverpackungen und Verfahren zu ihrer Herstellung | |
| EP2377682B1 (de) | Verfahren zur herstellung einer mehrlagigen verpackungsfolie | |
| DE4218998A1 (de) | Behälter für die Verpackung von Lebensmitteln, Verfahren zur Herstellung eines solchen Behälters und Vorrichtung zur Durchführung dieses Verfahrens | |
| AT522332B1 (de) | Kapselplatine | |
| WO2021018997A1 (de) | Vorrichtung mit einem einen transportweg bildenden stanzwerkzeug | |
| DE102018206381A1 (de) | Verwendung eines COC-haltigen flexiblen Folienlaminats zur Herstellung einer kalt tiefgezogenen flexiblen Verpackung | |
| CH686939A5 (de) | Verfahren zur Herstellung von Durchdrueckpackungen | |
| DE102004059138A1 (de) | Verbundfolie, insbesondere Tubenverbundfolie und Verfahren zu ihrer Herstellung | |
| DE102004008568A1 (de) | Aufreißstreifen und seine Verwendung zur Herstellung von Folienverpackungen | |
| WO2013124476A1 (de) | Verpackungsmaterial zum herstellen einer sterilen verpackung, verwendung des verpackungsmaterials sowie eines verbundes zum herstellen des verpackungsmaterials und verfahren zum herstellen einer sterilen verpackung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20220225 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20230421 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230504 |