EP3865421A1 - Verpackung mit einem beutel und einem stapel von absorbierenden artikeln und herstellungsverfahren dafür - Google Patents
Verpackung mit einem beutel und einem stapel von absorbierenden artikeln und herstellungsverfahren dafür Download PDFInfo
- Publication number
- EP3865421A1 EP3865421A1 EP20157757.4A EP20157757A EP3865421A1 EP 3865421 A1 EP3865421 A1 EP 3865421A1 EP 20157757 A EP20157757 A EP 20157757A EP 3865421 A1 EP3865421 A1 EP 3865421A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- bag
- package
- absorbent articles
- stack
- side wall
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/008—Standing pouches, i.e. "Standbeutel"
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B25/00—Packaging other articles presenting special problems
- B65B25/14—Packaging paper or like sheets, envelopes, or newspapers, in flat, folded, or rolled form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/10—Feeding, e.g. conveying, single articles
- B65B35/20—Feeding, e.g. conveying, single articles by reciprocating or oscillatory pushers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/12—Feeding flexible bags or carton blanks in flat or collapsed state; Feeding flat bags connected to form a series or chain
- B65B43/14—Feeding individual bags or carton blanks from piles or magazines
- B65B43/16—Feeding individual bags or carton blanks from piles or magazines by grippers
- B65B43/18—Feeding individual bags or carton blanks from piles or magazines by grippers by suction-operated grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/26—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks
- B65B43/28—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks by grippers co-operating with fixed supports
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B5/00—Packaging individual articles in containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, jars
- B65B5/06—Packaging groups of articles, the groups being treated as single articles
- B65B5/067—Packaging groups of articles, the groups being treated as single articles in bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B5/00—Packaging individual articles in containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, jars
- B65B5/10—Filling containers or receptacles progressively or in stages by introducing successive articles, or layers of articles
- B65B5/108—Article support means temporarily arranged in the container
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/14—Applying or generating heat or pressure or combinations thereof by reciprocating or oscillating members
- B65B51/144—Closing paperboard containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/14—Applying or generating heat or pressure or combinations thereof by reciprocating or oscillating members
- B65B51/146—Closing bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/02—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for perforating, scoring, slitting, or applying code or date marks on material prior to packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/18—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for making package-opening or unpacking elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/04—Articles or materials wholly enclosed in single sheets or wrapper blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/52—Details
- B65D75/58—Opening or contents-removing devices added or incorporated during package manufacture
- B65D75/5827—Tear-lines provided in a wall portion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D85/00—Containers, packaging elements or packages, specially adapted for particular articles or materials
- B65D85/07—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles
Definitions
- the present invention pertains to the technical field of absorbent articles, and more in particular to packages comprising a bag and a stack of absorbent articles.
- the present invention also pertains to methods for manufacturing such packages for a stack of absorbent articles.
- the object of embodiments of the invention is to provide a package of absorbent articles which is both eco-friendly and user friendly. More in particular it is an object of embodiment of the invention to provide a package which offers protection against environmental influences to the absorbent articles, which can easily be handled by a user, and/or which can easily be opened by a caregiver when needed.
- a package comprising a bag and a stack of absorbent articles having a substantially rectangular shape, wherein the stack of absorbent articles is arranged in the bag.
- the bag is made of a paper material having a basis weight between 60 and 100 g/m 2 measured according to the ISO 536 standard.
- the bag has a closed bottom, a closed top, and a peripheral wall between said bottom and said top, and the bag is provided at least on an inner surface of the bag near the top, with a sealable coating.
- the closed top is realized by a sealed portion of the sealable coating.
- Embodiments of the invention are based on the inventive insight that a bag of paper material with a basis weight between 60 and 100 g/m 2 provides a sufficient amount of protection against environmental influences to the stack of absorbent articles. In this manner, the absorbent articles are kept safe from any possible pollution or contamination before the package is actually opened.
- paper material is less flexible as compared to the commonly used plastic packaging material, it has been found that this particular range of basis weight allows that the paper material is manipulated in such a way as to fold and/or shape it into a bag, without the risk of the paper material being ripped or torn.
- a sealable coating e.g. a thermoplastic coating
- the sealable coating can be provided only locally near the top, or alternatively over a larger portion of the inner surface or over substantially the entire inner surface of the bag.
- the sealable coating can be applied according to a continuous or discontinuous coating pattern.
- the bag alternatively or in addition to comprising paper material, can comprise other non-plastic materials such as non-woven materials.
- the bag is made of a non-plastic material having a basis weight between 60 and 100 g/m 2 .
- a paper material is to be understood as a material produced by pressing together moist fibres of cellulose pulp, optionally in combination with other materials, and drying the fibres into preferably flexible sheets.
- the formed wing portions provide gripping means for a user and allow the package of absorbent articles to be easily gripped. Since preferably two wing portions are provided near each side wall, the resulting package can be easily gripped or handled from many different directions and according to many different orientations. It is further noted that the provision of the wing portions also results in a dented corner area below the wing portions at each side wall, where the package can be easily gripped and the bag can be opened by pulling "open" the wing portions. In addition the resulting package can be stacked and/or displayed in a supermarket on any one of the faces of the package, e.g. on the bottom, on the top, or on any one of the sides of the peripheral wall, i.e. front, rear, first side, second side.
- the sealable coating extends at least over a closed peripheral inner portion of the inner surface of the bag. In this manner a good and tight seal of the package is ensured. In addition this allows that each wing portion that is formed is also adequately sealed.
- the stack of absorbent articles is arranged such that each absorbent article extends in an upright direction between the bottom and the top. In this manner, when the package of absorbent articles is opened near the top, the absorbent articles can easily be taken out of the package.
- the absorbent articles are any one of the following: baby diapers, pants, adult incontinence garments.
- the absorbent article is a folded absorbent article, wherein a crotch portion of the absorbent article is located at the top of the bag, and wherein a rear and front end of the absorbent article are located at the bottom of the bag.
- a caregiver can easily take one individual absorbent article out of the bag, while keeping the other absorbent articles intact and in the bag.
- the absorbent articles are folded and/or arranged in the bag in a different manner.
- the folded absorbent articles have a width between 7 cm and 20 cm, and a height between 15 cm and 40 cm.
- the bottom has a width between 9 cm and 20 cm, preferably between 10 cm and 15 cm, and a length between 15 cm and 50 cm, preferably between 20 cm and 40 cm.
- the coating is made of any one of the following materials or a combination thereof: a polymer material such as a polyethylene material, e.g. as a low density polyethylene (LDPE), a bio coating, a printed lacquer, 1,4 succinic, fumaric and malic acids, 2,5 furan dicarboxylic acid, 3 hydroxy propionic acid, aspartic acid, glucaric acid, glutamic acid, itaconic acid, levulinic acid, 3-hydroxybutyrolactone, glycerol, sorbitol, xylitol/arabinito, tricarboxylic acid.
- a coating is provided which can be efficiently sealed by applying heat and/or pressure thereto.
- the paper material has a basis weight measured according to the ISO 536 standard between 65 g/m 2 and 85 g/m 2 . It has been found that this particular range of basis weight allows that the paper material is manipulated in such a way as to fold and/or shape it into a bag, while reducing the risk that the paper material is ripped or torn during manufacturing of the package.
- the paper material has any one or more of following properties, in test conditions as specified in ISO 554 -1976 (23 +/- 1°C / 50 +/- 2%):
- any one these properties enable the paper material to be manipulated during a manufacturing process of a package filled with absorbent articles, while reducing the risk that the paper material is prematurely ripped or torn.
- a method for manufacturing a package for a stack of absorbent articles comprising the steps of:
- the peripheral wall comprises a front wall, a rear wall opposite to the front wall, a first side wall, and a second side wall opposite to the first side wall.
- the first and the second side wall are folded inwardly at the top, such that two first wing portions are formed where the top joins the first side wall and such that two second wing portions are formed where the top joins the second side wall.
- the open top end of the bag is provided with a manipulation part containing a plurality of holes, and, prior to the step of arranging of the stack of absorbent articles in the bag, the bag is arranged on a stack of bags, with a plurality of pins extending through the plurality of holes.
- the step of arranging comprises opening the bag whilst the bag is held by the plurality of pins, and pushing the stack of absorbent articles in the bag.
- the manipulation part containing the plurality of holes is a part made of a paper material, e.g.
- the manipulation part is a separate part glued to the bag or an integral part of the bag.
- the manipulation part is substantially rectangular and has a length between 20 cm and 35 cm and a width between 4 cm and 15 cm.
- the method further comprises, after or during the step of sealing, the step of cutting of an end part of the top of the bag.
- the end part comprises the manipulation part containing the plurality of holes.
- the stack of absorbent articles is arranged in the bag such that each absorbent article extends substantially perpendicular to the closed bottom of the bag.
- the closed bottom is formed by folding and gluing a portion of the paper material, such that is has a substantially rectangular shape.
- the absorbent articles are any one of the following: baby diapers, pants, adult incontinence garments.
- the paper material has a basis weight measured according to the ISO 536 standard between 65 and 85 g/m 2 .
- the coating has a basis weight between 5 g/m 2 and 25 g/m 2 , preferably between 7 g/m 2 and 20 g/m 2 , more preferably between 8 g/m 2 and 16 g/m 2 .
- the absorbent articles are folded absorbent articles having a width between 7 cm and 20 cm, and a height between 15 cm and 40 cm.
- Figure 1 illustrates an open bag 100' and a stack of absorbent articles 200 to be inserted in the open bag 100'.
- the bag 100' is made of a non-plastic material and preferably has a basis weight between 60 and 100 g/m 2 .
- the bag 100' is made from paper material, but alternative embodiments exist wherein the bag is made from other non-plastic material, such as non-woven material.
- the bag 100' has a bottom 110 and a peripheral wall 130 extending upwardly from the bottom 110 leading up to an open top 120'.
- the peripheral wall 130 comprises a front wall 133, a rear wall 134 positioned opposite to the front wall 133, a first side wall 131, and a second side wall 132 positioned opposite to the first side wall 131.
- the illustrated bottom has the shape of a rectangle wherein a length dimension 1 is larger that a width dimension w.
- the bottom has a length 1 between 15 cm and 50 cm, preferably between 20 cm and 40 cm, and a width w between 9 cm and 20 cm, more preferably between 10 cm and 15 cm.
- the bottom may have the shape of a square or another geometric figure.
- the illustrated substantially rectangular shaped bottom is preferred in terms of filling efficiency and further shaping of the bag 100'.
- the bottom 110 can be formed by folding and gluing a portion of the non-plastic material, such that is has a substantially rectangular shape.
- the bottom is provided with a handle made of paper material.
- the package may further comprising a paper sheet with two cuts, wherein the paper sheet is attached, e.g. glued to the bottom of the bag in an area around the two cuts, such that an area of the paper sheet between the two cuts functions as the handle.
- a sealable coating 140 which is configured to be sealed at least along a portion thereof to form a closed top 120 of the bag, as is further illustrated in figure 2 .
- the sealable coating 140 is a heat sealable coating and comprises any one of the following materials or a combination thereof: a polymer material such as a polyethylene material, e.g.
- Such discontinuous coating pattern may comprise multiple lines, strips, dots or other geometric shapes which may at least partially overlap when viewed in a height direction of the bag 100' such that the open top 120'of the bag can be adequately sealed along at least a portion of the sealable coating 140 to form a closed top 120.
- the sealable coating 140 has a basis weight between 5 g/m 2 and 25 g/m 2 , more preferably between 7 g/m 2 and 20 g/m 2 , and even more preferably between 8 g/m 2 and 16 g/m 2 .
- the absorbent articles 200 preferably have a rectangular shape as illustrated in figure 1 such that the dimensions of the stack of absorbent articles 200 substantially correspond with the dimensions of the available inner space of the bag 100'.
- the absorbent articles 200 and/or the bag 100' are shaped and/or dimensioned in another manner. It is noted that, for the sake of efficient filling of the bag, it is preferred that the shape and dimensions of the stack of absorbent articles substantially corresponds with the shape and dimensions of the inner space of the bag 100'. More in particular, the width w of the bottom 110 of the bag 100' should be sufficiently large to accommodate the stack of absorbent articles 200 having a width w a .
- the stack of absorbent articles 200 is to be inserted in the bag 100' such that each absorbent article 200 extends in a substantially upright direction between the bottom 110 and the top 120 of the bag 100'.
- the absorbent articles 200 are folded before being inserted in the bag 100'.
- each absorbent article 200 is folded along a transversal crotch line of the absorbent article 200 such that a crotch portion 201 of the absorbent article is located at one side, and such that a rear and front end 202, 203 of the absorbent article are located on the opposite side.
- the crotch portion 201 is located at the top 120 of the bag 100' after insertion, whereas the rear and front end 202, 203 are located at the bottom 110 of the bag 100' after insertion.
- the crotch portion corresponds with one absorbent article.
- each folded absorbent article would correspond with two ends, due to the absorbent article being folded. In such embodiments it is harder for a person to take out only one absorbent article while keeping the remaining absorbent articles in the stack intact.
- Figure 2 illustrates a package 1000 which is formed by arranging the stack of absorbent articles 200 into the open bag 100' of figure 1 , and sealing at least a portion 145 of the sealable coating 140 to obtain a closed top 120.
- the first side wall 131 is folded inwardly such that two first wing portions 121 are formed where the top 120 joins the first side wall 131.
- the second side wall 132 is folded inwardly such that that two second wing portions 122 are formed where the top 120 joins the second side wall 132.
- embodiments exist wherein only one of the first side wall 131 and second side wall 132 is folded inwardly and wherein consequently only the two first wing portions 121 or the two second wing portions 122, respectively, are formed.
- the holes 161 are provided in a manipulation part which corresponds with an extension on at least one of the front wall, rear wall, first side wall and second side wall.
- the manipulation part in figure 3 is provided on the rear wall of the bag 100', which is opposite to the front wall 130.
- the manipulation part with the plurality of wholes can be a separate part which is attached to the bag 100' or it may be formed as an integral part of the bag 100'.
- the holes 161 are configured to firstly serve as a guiding means along the corresponding pins, however, in a later step of the manufacturing process the bag 100' is pulled or pushed of from the pins towards a sealing means, which pull or push causes the holes 161 to be ripped or torn.
- the holes 161 are preferably shaped such that slit or groove like features are present in the holes 161 wherein the slit or groove like features are at least oriented along an intended tear direction. In this manner, the holes 161 can efficiently be torn open when the bag 100' is to be released by the pins. Alternatively, the holes 161 may be slid over the pins and/or the pins may briefly be retracted, such that the bag 100' is transported to the sealing means without the holes being ripped open.
- the bags 100' in the stack have a closed bottom 110 and an open top 120'.
- the respective bag 100' is opened up, for example by an air flow, and a stack of absorbent articles 200 is inserted into the bag 100' via the open top 120'.
- the stack of absorbent articles 200 is prearranged between two holding means which are configured to insert the prearranged stack of absorbent articles 200 into the bag 100'.
- ach of the holding means passes in close proximity to the respective first and second side wall with the stack of absorbent articles 200 arranged there between.
- a pushing means is configured to push the prearranged stack of absorbent articles 200 from between the holding means, such that the stack of absorbent articles is arranged in the bag 100' such that each absorbent article 200 extends substantially perpendicular to the closed bottom 110 of the bag 100'.
- the pushing means are further configured to push the bag 100' with the stack of absorbent articles towards a sealing means, thereby ripping the holes 161 and releasing the bag 100' from the pins. Consequently the open bag 100' containing the stack of absorbent articles 200 is moved trough or passed a sealing means and preferably adjacent cutting means.
- a folding means is provided which is configured to, before the bag is sealed, fold the first and/or the second side wall inwardly at the top 120', such that two first wing portions 121 are formed where the top 120 joins the first side wall 131 and/or such that two second wing portions 122 are formed where the top 120 joins the second side wall 132.
- the sealing means are configured to seal the bag 100' at the top 120' thereof by sealing at least a portion of a sealable coating 140 provided near the top of the bag, preferably on an inner surface of the bag.
- the cutting means are configured to, during or after sealing, cut away an end part of the top 120' of the bag.
- Figures 4A-4D illustrate multiple steps of a method for manufacturing a package for a stack of absorbent articles according to an embodiment.
- Figure 4A illustrates a stack of bags 100', wherein each bag is provided with a plurality of holes 161, for example two holes 161.
- a corresponding number of pins 301 for example two pins 301, extend through the plurality of holes 161.
- each bag 100' in or on the stack has substantially the same orientation.
- each bag 100' is oriented such that it has an open top 120' at the left hand side and a closed bottom 110 at the right hand side.
- the bags 100' are oriented such that the front wall 133 of the bag is facing up, while the rear wall 134 is located below the front wall 133.
- the rear wall 134 comprising the manipulation part 160 remains at the level of the stopper elements 302 while the front wall 133 is pulled up further, thereby opening the bag 100' as is further illustrated in figure 4B .
- the functionality of the holding means 304, pushing means 305, sealing means 306 and cutting means 307 will be further elaborated below.
- Figure 4B illustrates the upper bag 100' in its pulled up and open state.
- a sealable coating 140 is present on the bag near the top 120'.
- the sealable coating 140 is located on the front wall 133 and/or the rear wall 134.
- Preferably the sealable coating 140 is located on an inner surface of the front wall 133 and/or rear wall 134.
- a stack of absorbent articles 200 is provided, in this case by holding means 304, and inserted in the opened bag 100' via open top 120'.
- Pushing means 305 comprises a pushing surface which is dimensioned in such a way that it fits in between the holding means 304 and which substantially corresponds with the surface of the opening at the open top 120' and/or with the surface of the closed bottom 110.
- the pushing surface is preferably rectangular.
- the pushing means 305 are configured to push the stack of absorbent articles 200 from between the holding means 304 towards the closed bottom 110 of the bag 100'.
- the pushing means 305 further cause the bag 100' and the stack of absorbent articles 200 arranged therein to be moved towards a sealing means 306.
- a cutting means 307 is provided. This will be further elaborated in view of figures 4C and 4D .
- Figure 4C illustrates the bag 100' in a pushed through position, ready to be sealed.
- the sealable coating 140 is located in between the sealing means 306.
- the portion 145 of the sealable coating 140 is then sealed by means of pressure and/or heat such that a closed top end 120 of the bag 100 is achieved.
- the sealable coating 140 is a pre-coating which is applied to the bag in advance, and which is dry when the stack of absorbent articles are inserted into the bag 100.
- the first and the second side wall are folded inwardly at the top 120, such that two first wing portions 121 are formed where the top 120 joins the first side wall 131 and such that two second wing portions 122 are formed where the top 120 joins the second side wall 132.
- These wing portions 121, 122 are illustrated in figures 2 , 5 and 6 and are described in the corresponding passages of this description.
- an end part 170 of the top 120' of the bag is cut off.
- the cut of end part 170 may comprise the manipulation part 160 or at least a part thereof comprising the holes 161 which may or may not be ripped open at that moment in the manufacturing process, depending on the respective embodiment.
- the cut is executed along a cutting line which is at least partially serrated. In this manner a serrated portion remains near de sealed top of the package, which serrated portion allows for a user to easily tear open the package.
- the cutting line may comprise any one of a substantially straight line, waved line, ribbed line or a combination thereof.
- Figure 4D schematically illustrates a closed bag 100 with a stack of absorbent articles 200 arranged therein and a cut off end part 170.
- the stack of absorbent articles 200 is arranged in the bag 100 such that each absorbent article extends substantially perpendicular to the closed bottom 110 of the bag 100.
- the closed bottom is formed by folding and gluing a portion of the paper material, such that is has a substantially rectangular shape. It can be seen that at least at the peripheral wall 130 and the closed bottom 110 the bag 100 is tightly arranged against the stack of absorbent articles 200.
- a free volume is present in the bag between the stack of absorbent articles 200 and the sealed portion 145.
- the free volume is provided as a buffer such as to create a safety distance between the absorbent articles and the sealable top 120 of the bag to avoid that the absorbent articles in the bag are affected by the sealing means 306 when sealing the bag 100.
- the free volume forms a depressable, collapsible area at the outside of the bag 100. This area can be more easily gripped by users or caregivers as compared to the tightly wrapped peripheral wall 130 and bottom 110. Further, the sealed portion of the top 120 can be seen as to protrude from the bag 100 and thereby provides an additional gripping area for a user or caregiver. In further preferred embodiment even more easily graspable areas are provided at the outside surface of the bag 100 as further elaborated in view of figures 5 and 6 .
- Figure 5 illustrates a package 1000 according to a further embodiment wherein the bottom 110 is provided with a handle 155.
- the handle 155 is illustrated as being substantially aligned with a length direction of the bottom 110 but it is clear that embodiments exist wherein the handle 155 is oriented in another direction. In this manner additional gripping means are provided on an otherwise hard to grasp area of the package 1000.
- the handle is made of non-plastic material such as paper material.
- the package 1000 comprises a paper sheet 150 with two cuts 153. The paper sheet is attached to the bottom 120 of the bag in an area 151 around the two cuts, such that an area 152 of the paper sheet between the two cuts functions as the handle 155.
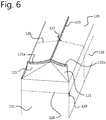
- Figure 6 illustrates a further embodiment of a package, which is provided with a number of features which allow easy opening of the non-plastic bag.
- Non-plastic bags and especially paper bags are harder to open as compared to thin plastic bags which can be gripped at a random location and can be easily torn open at that location.
- Figure 6 shows that at the top 120 of the bag a seal seam 125 is formed.
- two first wing portions 121 are formed where the top 120 joins the first side wall 131. As described earlier, these wing portions 121 are formed by folding the first side wall 131 inwardly before sealing the top 120 of the bag.
- these wing portions 121 respectively comprise wing portion seam 121a and wing portion seam 121b which allow for an easy opening of the bag. More in particular, the wing portions 121 and their corresponding seams 121a, 121b are dimensioned and formed in such a way, that the separation force needed to separate the seams 121a, 121b is substantially smaller as compared to the separation force needed to separate the seal seam 125.
- the end part 170 which is cut of from the top 120 during or after sealing is cut of such that a ribbed or serrated seam portion remains at the top 120 of the bag.
- the seal seam 125 and/or wing portion seams 121a, 121b comprise a ribbed or serrated portion which can be easily torn by applying a tearing force transversally on the seal seam 125 and/or wing portion seams 121a, 121b.
- the bag may be provided with one or more tear strips 126, 128 to enable easy opening of the bag.
- a tear strip 126, 128 may be attached or incorporated in one or more of the walls of the paper bag and preferably comprise a tear line opener 127, 129 which at least partially extends or protrudes from the respective wall of the paper bag.
- the tear strip 126, 128 and/or tear line opener 127, 129 may be formed out of cotton, polypropylene or a combination thereof.
- tear strip 128 is positioned in such a way as to cause the package to be opened along a plane which is substantially parallel to the top and/or bottom of the package.
- the tear strip 128, optionally in combination with a corresponding tear line opener 129, allows for the top of the package to be at least partially removed, such that a person can easily take out an absorbent article from above, especially when the absorbent articles are arranged in the bag according to one of the previously described preferred embodiments.
- a tear strip 126 can be provided which is positioned in such a way as to cause the package to be opened along a plane which is substantially perpendicular to the top and/or bottom of the package.
- the tear strip 126 optionally in combination with a corresponding tear line opener 127, allows for a sidewall of the package to be at least partially removed, such that a person can easily take out an absorbent article from the side, especially when the opened package is stored or placed on its opposite side.
- tear strips may be provided which are positioned and/or oriented differently in addition to or as alternative to the illustrated tear strips 126 and/or 128. It is noted that any one of the plurality of features illustrated in figure 6 can be applied in isolation or in combination with any other illustrated feature.
- an edge barrier refers to one or more than one edge barrier.
- Absorbent article refers to devices that absorb and contain bodily exudates, and more specifically, refers to devices that are placed against or in proximity to the body of the wearer to absorb and contain the various liquids discharged from the body.
- Absorbent articles include but are not limited to feminine hygiene garments, baby diapers and pants, adult incontinence garments, various diaper and pants holders, liners, towels, absorbent inserts and the like.
- Absorbent core refers to a three-dimensional part of the absorbent structure, comprising liquid-absorbing material, useful to permanently absorb and/or retain bodily exudates.
- Absorbent component refers to a structural constituent of an absorbent article, e.g., a piece of an absorbent core, such as one of multiple pieces in a multi-piece absorbent core.
- Absorbent element refers to a part of a functional constituent of an absorbent structure, e.g., an acquisition layer, a dispersion layer, core layer or a release structure formed of a material or materials having particular liquid handling characteristics suitable for the specific function.
- Absorbent fibrous polymer material refers to an absorbent polymer material which is in threadlike from such as fibers, filaments, and the like so as to be less flowable in the dry state than particulates.
- Absorbent insert refers to a device adapted for insertion into an "Absorbent layer” as used herein refers to a term referring to a discrete, identifiable sheet-like or web-like element of an absorbent article which may remain detached and relatively movable with respect to another such element or may be attached or joined so as to remain permanently associated with another such element.
- Each absorbent layer may itself include a laminate or combination of several layers, sheets and/or webs of similar or diverse compositions.
- ABSAP Ultrasorbent polymer material
- AGM absorbent gelling material
- AGM absorbent gelling material
- SAP super absorbent polymer
- any suitable particulate e.g., flaked, particulate, granular, or powdered
- fibrous cross linked polymeric materials that can absorb at least 5 times and preferably at least about 10 times or more its weight of an aqueous 0.9% saline solution as measured using the Centrifuge Retention Capacity test (EDANA 441.2-01).
- Absorbent polymer material area refers to the area of the absorbent structure wherein adjacent layers are separated by a multiplicity of absorbent polymer material. Incidental contact areas between these adjacent layers within the absorbent particulate polymer material area may be intentional (e.g bond area's) or unintentional (e.g. manufacturing artifacts). "Absorbent particulate polymer material” as used herein refers to an absorbent polymer material which is in particulate form such as powders, granules, flakes and the like so as to be flowable in the dry state.
- Absorption rate refers to the rate of absorption of liquid, i.e. the amount of liquid which is absorbed per unit of time, typically by an absorbent component, element and/or absorbent layer of the absorbent article, structure and/or core.
- Acquisition layer refers to the layer overlying the absorbent core having a faster liquid uptake and/or distribution capability.
- Absorbency is the ability of a material to take up fluids by various means including capillary, osmotic, solvent, chemical and/or other action.
- “Adult incontinence garment” as used herein refers to absorbent articles intended to be worn by incontinent adults, for absorbing and containing bodily exudates.
- Adhesion refers to the force that holds different materials together at their interface.
- Adhesive refers to a material, which may or may not be flowable in solution or when heated, that is used to bond materials together.
- Airlaying refers to forming a web by dispersing fibers or particles in an air stream and condensing them from the air stream onto a moving screen by means of a pressure and/or vacuum; a web of fibers produced by airlaying is herein referred to an "airlaid”; an airlaid web bonded by one or more techniques to provide fabric integrity is herein referred to an "airlaid nonwoven”.
- Apparent density “density” as used herein refers to the basis weight of the sample divided by the caliper with appropriate unit conversions incorporated therein. Apparent density used herein has the unit g/cm3.
- Body pants refers to absorbent articles marketed for use in transitioning children from diapers to underwear intended to cover the lower torso of children, so as to absorb and contain body exudates which article is generally configured like a panty garment and manufactured with a completed waist encircling portion, thereby eliminating the need for the user to fasten the article about the waist of the wearer.
- Back region refers to the portion of an absorbent article or part thereof that is intended to be positioned proximate the back of a wearer.
- Backing refers to a web or other material that supports and reinforces the back of a product.
- Basis weight is the weight per unit area of a sample reported in grams per square meter, g/m2 or gsm.
- Bodily exudates "body exudates”, “bodily fluids”, “body fluids”, “bodily discharges”, “body discharges”, “fluid(s)”, “ liquid(s)”, “fluid(s) and liquid(s) and the like as used herein are used interchangeably and refer to, but are not limited to urine, blood, vaginal discharges, breast milk, sweats and fecal matter.
- Binder "adhesive”, “glue”, “resins”, “plastics” and the like as used herein are used interchangeably and refer to substances, generally in a solid form (e.g. powder, film, fiber) or as a foam, or in a liquid form (e .g. emulsion, dispersion, solution) used for example by way of impregnation, spraying, printing, foam application and the like used for attaching or bonding functional and/or structural components, elements and materials, for example including heat and/or pressure sensitive adhesives, hot-melts, heat activated adhesives, thermoplastic materials, chemical activated adhesives/solvents, curable materials and the like.
- Cellulose fibers refers to naturally occurring fibers based on cellulose, such as, for example cotton, linen, etc; wood pulp fibers are one example of cellulose fibers; man-made fibers derived from cellulose, such as regenerated cellulose (rayon), or partially or fully acetylated cellulose derivatives (e.g. cellulose acetate or triacetate) are also considered as cellulose fibers.
- Cluster or the like as used herein refers to an agglomeration of particles and/or fibers.
- Cohesion refers to the resistance of similar materials to be separated from each other.
- Crossstock refers to a lightweight non-woven material used to contain and conceal an underlying absorbent core material; examples are the facing layer or materials that cover the absorbent cores of feminine hygiene garment s, baby diapers and pants and adult incontinence garments.
- the front waist portion and a back waist portion are connected by relatively non-stretchable or stretchable members (the term “stretchable” as used herein refers to materials that are extensible when forces are applied to the material, and offer some resistance to extension). Hence, such articles are generally not configured to be pulled up or down over the hips of the wearer when the fasteners are attached.
- Dispossion layer refers to the layer overlying the absorbent core having a faster liquid uptake and dispersion capability.
- Disposable is used herein to describe articles that are generally not intended to be laundered or otherwise restored or reused (i.e., they are intended to be discarded after a single use and, preferably, to be recycled, composted or otherwise disposed of in an environmentally compatible manner).
- “Drylaying” as used herein refers to a process for making a nonwoven web from dry fiber; these terms apply to the formation of carded webs, as well as to the air laying formation of random webs; a web of fibers produced by drylaying is herein referred to as a "drylaid”; a drylaid web bonded by one or more techniques to provide fabric integrity is herein referred to a “drylaid nonwoven”.
- “Dry strength” as used herein refers to the strength of ajoint determined in dry state conditions, immediately after drying under specified conditions or after a period of conditioning in the standard laboratory atmosphere.
- Essentially cellulose free refers to an absorbent article, structure, core component and/or element containing less than 20% by weight cellulosic fibers, less than 10% cellulosic fibers, less than 5% cellulosic fibers, no cellulosic fibers, or no more than an immaterial amount of cellulosic fibers which do not materially affect the thinness, flexibility or absorbency thereof.
- Essentially fluffless or “little to no fluff pulp” as used herein refers to an absorbent article, structure, core, component and/or element containing less than 20% by weight fluff pulp, less than 10% fluff pulp, less than 5% fluff pulp, no fluff pulp, or no more than an immaterial amount of fluff pulp which do not materially affect the thinness, flexibility or absorbency thereof.
- Fabric refers to a sheet structure made from fibers, filaments and/or yarns.
- “Feminine hygiene garments” as used herein refer to absorbent hygiene articles intended to be worn by woman, for absorbing and containing body exudates.
- Fiber refers to the basic threadlike structure from which nonwovens, yarns and textiles are made. It differs from a particle by having a length at least 4 times its width; "Natural fibers” are either of animal (wool, silk), vegetable (cotton, flax, jute) or mineral (asbestos) origin, while “Man-made fibers” may be either polymers synthesized from chemical compounds (polyester, polypropylene, nylon, acrylic etc.) or modified natural polymers (rayon, acetate) or mineral (glass). "Fiber” and “filament” are used interchangeably.
- Fiber pulp or "Pulp fluff” as used herein refers to wood pulp specially prepared to be drylaid.
- the fibers can be either natural or synthetic or a combination thereof.
- Front region refers to the portion of an absorbent article or part thereof that is intended to be positioned proximate the front of a wearer.
- Garment facing layer refers to elements of the chassis that form the outer surface of the absorbent article, such as the backsheet, the side panels, the waist fasteners, and the like, when such elements are present.
- Heat activated adhesive refers to a dry adhesive that is rendered tacky or fluid by application of heat or heat and pressure to the assembly.
- Heat sealing adhesive refers to a thermoplastic adhesive which is melted between the adherent surfaces by heat application to one or both of the adjacent adherent surfaces.
- High loft refers to general term of low density, thick or bulky fabrics.
- Hydrophilic refers to having an affinity for being wetted by water or for absorbing water.
- Immobilization layer refers to a layer able to be applied to the absorbent polymer material or absorbent polymer material area with the intent to gather, bond and/or immobilize absorbent material and/or absorbent layer.
- Join, “joined” and “joining” as used herein refers to encompassing configurations wherein an element is directly secured to another element by affixing the element directly to the other element, as well as configurations wherein the element is indirectly secured to the other element by affixing the element to an intermediate member or members which in turn is or are affixed to the other element.
- Knitting refers to the technique for interlocking loops of fibers with needles or similar devices.
- Layer refers to identifiable components of the absorbent article, and any part referred to as a “layer” may actually comprise a laminate or combination of several sheets or webs of the requisite type of materials. As used herein, the term “layer” includes the terms “layers” and “layered.”
- “Upper” refers to the layer of the absorbent article which is nearest to and/ or faces the wearer facing layer; conversely, the term “lower” refers to the layer of the absorbent article which is nearest to and/or faces the garment facing layer.
- “Layer” is three dimensional structure with a x dimension width, y dimension length, and z-dimensions thickness or caliper, said x-y dimensions being substantially in the plane of the article, however it should be noted that the various members, layers, and structures of absorbent articles according to the present invention may or may not be generally planar in nature, and may be shaped or profiled in any desired configuration .
- Machine direction (MD) "longitudinal” and the like as used herein are used interchangeably and refer to a direction running parallel to the maximum linear dimension of the structure and includes directions within ⁇ 45° of the longitudinal direction.
- Major surface refers to a term used to describe the surfaces of greatest extent of a generally planar or sheet-like structural element and to distinguish these surfaces from the minor surfaces of the end edges and the side edges, i.e., in an element having a length, a width, and a thickness, the thickness being the smallest of the three dimensions, the major surfaces are those defined by the length and the width and thus having the greatest extent.
- Mass flow refers to the flow of a liquid from one absorbent element or component to another absorbent element or component by channel flow action.
- Mechanism bonding refers to a method of bonding fibers by entangling them. This can be achieved by needling, stitching with fibers or by the use of high-pressure air or water jets and the like.
- Nonwoven refers to manufactured sheet, web or batt of directionally or randomly orientated fibers, bonded by friction, and/or cohesion and/or adhesion, excluding paper and products which are woven, knitted, tufted, stitch-bonded incorporating binding yarns or filaments, or felted by wet-milling, whether or not additionally needled.
- the fibers may be of natural or man-made origin and may be staple or continuous filaments or be formed in situ.
- Pant "training pant”, “closed diapers”, “prefastened diapers”, “pull-on diapers” and “diaper-pants” and the like as used herein are used interchangeably and refer to absorbent articles which are typically applied to the wearer by first leading the feet into the respective leg openings and subsequently pulling the pants from the feet to waist area over the hips and buttocks of the wearer and which are capable of being pulled up or down over the hips of the wearer.
- Such articles may include a front waist portion and a back waist portion which may be connected about the hips of the wearer by integral or releasable members.
- a pant may be preformed by any suitable technique including, but not limited to, joining together portions of the article using refastenable and/or nonrefastenable bonds (e.g., seam, weld, adhesive, cohesive bond, fastener, etc.).
- a pant may be preformed anywhere along the circumference of the article (e.g., side fastened, front waist fastened).
- Polymer refers to but is not limited to, homopolymers, copolymers, such as for example, block, graft, random and alternating copolymers, terpolymers, etc. and blends and modifications thereof. Unless otherwise specifically limited, the term “polymer” includes all possible spatial configurations of the molecule and include, but are not limited to isotactic, syndiotactic and random symmetries.
- Rear refers to the portion of an absorbent article or part thereof that is intended to be positioned proximate the back of the wearer.
- Release structure As used herein are used interchangeably and refer to a structure in fluid communication with the absorbent core having a larger relative liquid absorption capacity and/or rate allowing it to quickly take up, temporarily hold and releasing liquids.
- Resin refers to a solid or semisolid polymeric material.
- Thermobonding refers to a method of bonding fibers by the use of heat and/or high-pressure.
- Thermoplastic refers to polymeric materials that have a melting temperature and can flow or be formed into desired shapes on the application of heat at or below the melting point.
- Ultrasonic refers to the use of high frequency sound to generate localized heat through vibration thereby causing thermoplastic fibers to bond to one another.
- Water-absorbing “liquid-absorbing”, “absorbent”, “absorbing” and the like as used herein are used interchangeably and refer to compounds, materials, products that absorb at least water, but typically also other aqueous fluids and typically other parts of bodily exudates such as at least urine or blood.
- Weight facing layer refers to elements of the chassis that form the inner surface of the absorbent article, such as the topsheet, the leg cuffs, and the side panels, etc., when such elements are present.
- Weighting refers to the process of interlacing two or more sets of yarns at right angles to form a fabric; a web of fibers produced by weaving is herein referred to as a "woven".
- Web material refers to an essentially endless material in one direction, i.e. the longitudinal extension or the length, or the x- direction in Cartesian coordinates relative to the web material. Included in this term is an essentially unlimited sequence of pieces cut or otherwise separated from an essentially endless material.
- the web materials will have a thickness dimension (i.e. the z-direction) which is significantly smaller than the longitudinal extension (i.e. in x-direction).
- the width of web materials (they-direction) will be significantly larger than the thickness, but less than the length.
- the thickness and the width of such materials is essentially constant along the length of the web.
- such web materials may be cellulosic fiber materials, tissues, woven or nonwoven materials and the like.
- web materials are supplied in roll form, or on spools, or in a folded state in boxes. The individual deliveries may then be spliced together to form the essentially endless structure.
- a web material may be composed of several web materials, such as multilayer non-woven, coated tissues, nonwoven/film laminates. Web materials may comprise other materials, such as added binding material, particles, hydrophilizing agents and the like.
- Weight burst strength is a measure of a layer's ability to absorb energy, when wet and subjected to deformation normal to the plane of the web.
- Weight strength refers to the strength of a joint determined immediately after removal from a liquid in which it has been immersed under specified conditions of time, temperature and pressure. The term is commonly used in the art to designate strength after immersion in water.
- Weighting refers to the forming a web from an aqueous dispersion of fibers by applying modified paper making techniques; a web of fibers produced by wetlaying is herein referred to as a "wetlaid”.
- X-y dimension refers to the plane orthogonal to the thickness of the article, structure or element.
- the x- and y-dimensions correspond generally to the width and length, respectively, of the article, structure or element.
- Z-dimension refers to the dimension orthogonal to the length and width of the article, structure or element.
- the z-dimension corresponds generally to the thickness of the article, structure or element.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Bag Frames (AREA)
- Packages (AREA)
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20157757.4A EP3865421A1 (de) | 2020-02-17 | 2020-02-17 | Verpackung mit einem beutel und einem stapel von absorbierenden artikeln und herstellungsverfahren dafür |
| BR112022015838A BR112022015838A2 (pt) | 2020-02-17 | 2021-02-17 | Embalagem e método para fabricar uma embalagem para uma pilha de artigos absorventes |
| EP24195299.3A EP4442583A2 (de) | 2020-02-17 | 2021-02-17 | Verpackung mit einem beutel und einem stapel saugfähiger artikel und herstellungsverfahren dafür |
| PCT/EP2021/053884 WO2021165317A1 (en) | 2020-02-17 | 2021-02-17 | Package comprising a bag and a stack of absorbent articles and manufacturing method thereof |
| DE202021004331.4U DE202021004331U1 (de) | 2020-02-17 | 2021-02-17 | Verpackung mit einem Beutel und einem Stapel von absorbierenden Artikeln |
| EP21704589.7A EP4107088B1 (de) | 2020-02-17 | 2021-02-17 | Herstellungsverfahren für eine verpackung mit einem beutel und einem stapel von absorbierenden artikeln |
| US17/904,435 US20230064927A1 (en) | 2020-02-17 | 2021-02-17 | Package comprising a bag and a stack of absorbent articles and manufacturing method thereof |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20157757.4A EP3865421A1 (de) | 2020-02-17 | 2020-02-17 | Verpackung mit einem beutel und einem stapel von absorbierenden artikeln und herstellungsverfahren dafür |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP3865421A1 true EP3865421A1 (de) | 2021-08-18 |
Family
ID=69645894
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20157757.4A Pending EP3865421A1 (de) | 2020-02-17 | 2020-02-17 | Verpackung mit einem beutel und einem stapel von absorbierenden artikeln und herstellungsverfahren dafür |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP3865421A1 (de) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11794976B2 (en) | 2020-07-30 | 2023-10-24 | The Procter And Gamble Company | Recyclable absorbent article package material |
| WO2023241810A1 (en) * | 2022-06-17 | 2023-12-21 | Essity Hygiene And Health Aktiebolag | A package comprising a bag and a stack of absorbent pads |
| WO2023241811A1 (en) * | 2022-06-17 | 2023-12-21 | Essity Hygiene And Health Aktiebolag | A package comprising a bag and a stack of absorbent articles |
| WO2024104572A1 (en) * | 2022-11-16 | 2024-05-23 | Essity Hygiene And Health Aktiebolag | A package comprising a bag and at least two absorbent articles |
| WO2024158725A1 (en) * | 2023-01-25 | 2024-08-02 | The Procter & Gamble Company | Recyclable absorbent article packages |
| US12076221B2 (en) | 2020-07-30 | 2024-09-03 | The Procter & Gamble Company | Natural fiber-containing packages for absorbent articles |
| US12090034B2 (en) | 2020-07-30 | 2024-09-17 | The Procter & Gamble Company | Recyclable absorbent article package material |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4966286A (en) | 1989-06-26 | 1990-10-30 | The Procter & Gamble Company | Easy open flexible bag |
| US5065868A (en) * | 1990-10-23 | 1991-11-19 | Cornelissen Roger E | Package consisting of a paper bag compactly packing compressed flexible articles |
| WO1992010412A1 (en) * | 1990-12-10 | 1992-06-25 | The Procter & Gamble Company | Package comprised of environmentally compatible material and containing compressed flexible articles |
| DE4239415A1 (de) * | 1992-11-24 | 1994-05-26 | Roland Danner | Papier-Tragetasche |
| US6033112A (en) * | 1997-12-24 | 2000-03-07 | Kimberly-Clark Worldwide, Inc. | Universal flexible packaging bag |
| WO2016209122A1 (en) * | 2015-06-22 | 2016-12-29 | Sca Hygiene Products Ab | Package comprising a stack of absorbent tissue paper material and a packaging |
| US20170057721A1 (en) * | 2015-08-31 | 2017-03-02 | Kimberly-Clark Worldwide, Inc. | Splittable outer packaging for absorbent personal care articles |
-
2020
- 2020-02-17 EP EP20157757.4A patent/EP3865421A1/de active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4966286A (en) | 1989-06-26 | 1990-10-30 | The Procter & Gamble Company | Easy open flexible bag |
| US5065868A (en) * | 1990-10-23 | 1991-11-19 | Cornelissen Roger E | Package consisting of a paper bag compactly packing compressed flexible articles |
| WO1992010412A1 (en) * | 1990-12-10 | 1992-06-25 | The Procter & Gamble Company | Package comprised of environmentally compatible material and containing compressed flexible articles |
| DE4239415A1 (de) * | 1992-11-24 | 1994-05-26 | Roland Danner | Papier-Tragetasche |
| US6033112A (en) * | 1997-12-24 | 2000-03-07 | Kimberly-Clark Worldwide, Inc. | Universal flexible packaging bag |
| WO2016209122A1 (en) * | 2015-06-22 | 2016-12-29 | Sca Hygiene Products Ab | Package comprising a stack of absorbent tissue paper material and a packaging |
| US20170057721A1 (en) * | 2015-08-31 | 2017-03-02 | Kimberly-Clark Worldwide, Inc. | Splittable outer packaging for absorbent personal care articles |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11794976B2 (en) | 2020-07-30 | 2023-10-24 | The Procter And Gamble Company | Recyclable absorbent article package material |
| US12076221B2 (en) | 2020-07-30 | 2024-09-03 | The Procter & Gamble Company | Natural fiber-containing packages for absorbent articles |
| US12090034B2 (en) | 2020-07-30 | 2024-09-17 | The Procter & Gamble Company | Recyclable absorbent article package material |
| US12110163B2 (en) | 2020-07-30 | 2024-10-08 | The Procter & Gamble Company | Recyclable absorbent article package material |
| WO2023241810A1 (en) * | 2022-06-17 | 2023-12-21 | Essity Hygiene And Health Aktiebolag | A package comprising a bag and a stack of absorbent pads |
| WO2023241811A1 (en) * | 2022-06-17 | 2023-12-21 | Essity Hygiene And Health Aktiebolag | A package comprising a bag and a stack of absorbent articles |
| WO2024104572A1 (en) * | 2022-11-16 | 2024-05-23 | Essity Hygiene And Health Aktiebolag | A package comprising a bag and at least two absorbent articles |
| WO2024158725A1 (en) * | 2023-01-25 | 2024-08-02 | The Procter & Gamble Company | Recyclable absorbent article packages |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3865421A1 (de) | Verpackung mit einem beutel und einem stapel von absorbierenden artikeln und herstellungsverfahren dafür | |
| EP4107088B1 (de) | Herstellungsverfahren für eine verpackung mit einem beutel und einem stapel von absorbierenden artikeln | |
| EP3560469B1 (de) | Saugfähiger artikel | |
| US20230039880A1 (en) | Absorbent article with capillary acceleration sheet | |
| EP3549566B1 (de) | Saugfähiger artikel mit reduziertem saugfähigem kern | |
| EP4262664B1 (de) | Absorbierender artikel mit verbesserter struktur | |
| EP4262661A1 (de) | Absorbierender artikel mit elastischer unterschicht | |
| NL2033874B1 (en) | Absorbent article with guard pocket | |
| EP4014937B1 (de) | Absorbierender artikel mit verbesserter bodenverteilungsanordnung | |
| US20240024172A1 (en) | Absorbent article with improved capillary acceleration sheet | |
| NL2027169B1 (en) | Absorbent article with improved capillary acceleration sheet | |
| NL2033924B1 (en) | Absorbent article with improved core wrap | |
| NL2026975B1 (en) | Absorbent article with improved capillary acceleration sheet |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20220218 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| TPAC | Observations filed by third parties |
Free format text: ORIGINAL CODE: EPIDOSNTIPA |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20220817 |
|
| TPAC | Observations filed by third parties |
Free format text: ORIGINAL CODE: EPIDOSNTIPA |