EP3840894B1 - Method and device for selective removal of rippling products - Google Patents
Method and device for selective removal of rippling products Download PDFInfo
- Publication number
- EP3840894B1 EP3840894B1 EP19766187.9A EP19766187A EP3840894B1 EP 3840894 B1 EP3840894 B1 EP 3840894B1 EP 19766187 A EP19766187 A EP 19766187A EP 3840894 B1 EP3840894 B1 EP 3840894B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- suction
- product
- opening
- suction opening
- conveying
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 36
- 238000012544 monitoring process Methods 0.000 claims 2
- 238000012806 monitoring device Methods 0.000 claims 1
- 238000004806 packaging method and process Methods 0.000 description 7
- 230000002950 deficient Effects 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 239000002775 capsule Substances 0.000 description 2
- 238000011109 contamination Methods 0.000 description 2
- 230000006735 deficit Effects 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000007373 indentation Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 239000004753 textile Substances 0.000 description 2
- 238000005299 abrasion Methods 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000013528 metallic particle Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000016776 visual perception Effects 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/36—Sorting apparatus characterised by the means used for distribution
- B07C5/363—Sorting apparatus characterised by the means used for distribution by means of air
- B07C5/365—Sorting apparatus characterised by the means used for distribution by means of air using a single separation means
- B07C5/366—Sorting apparatus characterised by the means used for distribution by means of air using a single separation means during free fall of the articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/36—Sorting apparatus characterised by the means used for distribution
- B07C5/363—Sorting apparatus characterised by the means used for distribution by means of air
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07B—SEPARATING SOLIDS FROM SOLIDS BY SIEVING, SCREENING, SIFTING OR BY USING GAS CURRENTS; SEPARATING BY OTHER DRY METHODS APPLICABLE TO BULK MATERIAL, e.g. LOOSE ARTICLES FIT TO BE HANDLED LIKE BULK MATERIAL
- B07B4/00—Separating solids from solids by subjecting their mixture to gas currents
- B07B4/02—Separating solids from solids by subjecting their mixture to gas currents while the mixtures fall
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/34—Sorting according to other particular properties
- B07C5/342—Sorting according to other particular properties according to optical properties, e.g. colour
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/36—Sorting apparatus characterised by the means used for distribution
- B07C5/363—Sorting apparatus characterised by the means used for distribution by means of air
- B07C5/365—Sorting apparatus characterised by the means used for distribution by means of air using a single separation means
Definitions
- the invention relates to a method for selectively separating out free-flowing products that are conveyed in a conveying direction along a conveying path in a conveying path, the conveyed products being checked in a control section of the conveying path with a checking device, and being in a sorting section arranged downstream along the conveying path the product that does not meet a predeterminable control criterion is separated from the conveyor track with a suction device and is discharged by arranging the suction device on the conveyor section and generating a suction stream flowing away from the conveyor track for a predefined suction duration in order to suck the product out of the conveyor track.
- suitable methods are used to selectively separate out and remove those products from the conveyor line that do not meet a predetermined control criterion.
- the individual products can be recorded with a camera and checked for optical deviations from a specified appearance. It is also conceivable that the weight of the individual products is checked with the control device.
- a suction pipe is usually brought directly above or next to the conveyor track to the product to be sorted out and a suction flow flowing away from the conveyor track is generated for a predetermined suction duration, with which the product is sucked out of the conveyor track.
- the extracted product can be fed through the suction pipe to a storage container for rejected products.
- sucking off the product with a suction device prevents the separated products or, for example, their abrasion or impurities from being blown out of the conveyor track in a more or less uncontrollable manner will.
- a suction device is, for example, in EP 2 774 693 A shown and described.
- a suction pipe of the suction device with a suction opening is arranged at a front end of the conveyor track in order to suck off the product falling down from the conveyor track along a fall trajectory at the end of the conveyor track through the suction opening.
- the suction device is above the conveyor track and the product to be sorted out is usually sucked off upwards through a suction pipe
- the suction takes place at the front end of the conveyor track, whereby the product to be separated out does not have to be sucked out of the conveyor track, but rather sucked off along a fall trajectory as it falls can.
- the fall trajectory corresponds to the trajectory of a product falling undisturbed at the front end out of the conveyor track.
- the suction opening of the suction tube can advantageously be arranged below an upper side of the conveyor track and possibly completely below the conveyor track, so that a suction flow sucked in through the suction opening is not sucked out of the conveyor track and does not impair a product in the conveyor track that follows the product to be sucked off becomes. If the suction pipe with the suction opening is arranged close to the front end of the conveyor track, the product to be sucked off is at the beginning of its falling movement along the falling trajectory and is still comparatively slow, so that the falling product stays in a suction area around the suction opening of the suction pipe for a relatively long time stops.
- the suction tube can be arranged with its suction opening in the immediate vicinity of the falling trajectory of the falling product, independently of the design and orientation of the conveyor track.
- the method according to the invention can be used particularly advantageously in the case of a conveyor track designed in the form of a groove.
- the intake manifold with the Prior to a suction process the suction opening is brought to the front end of the conveyor section and is arranged with the suction opening in or directly on the fall trajectory of the falling product in order to suck off the product to be separated out while it is falling down the fall trajectory, and that the suction pipe with the suction opening after a suction process of is shifted away from the front end of the conveyor track in order not to impede the falling down of a product following in the conveyor section, which product is not intended to be sorted out, along the fall trajectory.
- the suction tube can be shifted with the suction opening directly into the fall trajectory of the falling product, so that even a low suction power is sufficient to suck the falling product through the suction opening into the suction tube.
- the suction opening can be arranged and aligned in such a way that the fall trajectory of the falling product runs through a cross-sectional area of the suction opening that is as large as possible and is directed perpendicularly to the fall trajectory.
- a suction section of the suction tube adjacent to the suction opening can also be useful for a suction section of the suction tube adjacent to the suction opening to have a small angle of less than 45° and preferably less than 20° relative to the fall trajectory of the falling product, so that a suction flow sucked in through the suction opening is essentially parallel to the Fall trajectory runs and the product falling along the fall trajectory is already moving in the direction of the suction opening during its falling movement.
- the suction flow supports the catching of the falling product with the suction opening of the suction tube and the subsequent removal of the product sucked in through the suction tube.
- a collecting device for the product to be sorted out is arranged on the suction pipe, adjacent to the suction opening, and that the collecting device is arranged in the fall trajectory before a suction process, in order to catch the falling product with the collecting device, and that the product caught with the collecting device is then sucked out through the suction opening.
- a suction flow sucking off the product can be generated even before the falling product is caught with the collecting device and the falling product can also be sucked in the direction of the collecting device. It is also conceivable that the suction flow sucking off the product is only generated when the product has already been caught by the collecting device.
- the collecting device can reduce the suction flow required for sucking off the product or a minimum required suction capacity of the suction device because the suction flow is not used and required to deflect the falling product from the fall trajectory, but is only required to then transport the product that has already been caught out of the collection device through the suction pipe away.
- the collecting device can be a separately manufactured collecting tray, which is attached to the suction tube in the area of the suction opening in such a way that an air flow sucked in through the suction opening can suck the product caught with the collecting device out of the collecting device through the suction tube.
- the collecting device can also be a collecting trough or collecting tray formed on the suction tube.
- the collecting device can also have a collecting area lined with an air-permeable material.
- the collection area can be formed, for example, by a grid, a net or a textile material, so that an air flow sucked in through the suction opening can also flow through the collection area of the collection device.
- the collecting device is displaced relative to the suction opening after the collecting of the product to be sorted out, in order to facilitate the sucking off of the product through the suction opening.
- the collecting device can be folded in the direction of the suction opening or pivoted or shifted into an arrangement that almost completely covers the suction opening in order to separate out the liquid to convey the product through the suction opening into the suction tube.
- the product caught in the collecting device can no longer fall out of the collecting device during a subsequent displacement of the suction pipe.
- a suction section of the suction tube adjoining the suction opening can be aligned at an angle of less than 45°, preferably less than 20°, relative to a horizontal plane during a suction process.
- a substantially horizontal alignment of the suction tube and thus of the air flow sucked into the suction tube through the suction opening can cause a comparatively strong deflection of the falling product from the fall trajectory.
- the suction opening is arranged directly at the end of the conveyor track, the air flow sucked into the suction tube through the suction opening can be aligned in such a way that it essentially coincides with the movement of the separated product in the conveying direction along the conveyor track and the movement of the product towards the end of the Conveyor track is used to favor the rejection of the product during suction with a suction flow directed in the same direction.
- the suction opening of the suction tube of the suction device encompasses the front end of the conveyor track at least in sections during the suction process.
- the suction tube can be adapted to the conveyor track or to the front end of the conveyor track in the area of the suction opening Have a shape so that the suction opening fits snugly against the front end of the conveyor track. The suction flow sucked in through the suction opening is then sucked out of the conveyor track very effectively, so that a product located there and to be separated out is reliably sucked off even with a low suction power.
- the positioning of the suction opening relative to the front end of the conveyor track can be specified particularly reliably by contact of the suction tube with the front end of the conveyor track. It is also possible to arrange the suction tube with the suction opening at a small distance from the front end of the conveyor track. A small gap does not significantly affect the suction of a product to be sorted out and can, for example, offer advantages due to the design.
- the suction opening with the suction section adjoining the suction opening can be brought up to the front end of the conveyor track at an angle from above or from below the conveying direction and positioned during the suction process.
- the invention also relates to a device for selectively separating out free-flowing products with a conveyor track running in a conveying direction up to a front end of a conveying section, and with a suction device with a suction tube opening into a suction opening.
- the conveyor track can be designed in the form of a groove and either convey several products next to one another or have only one narrow groove-shaped indentation or several narrow groove-shaped indentations only one row of products arranged one behind the other in the conveying direction can be located in each groove-shaped depression.
- the suction pipe with the suction opening is usually arranged directly above the conveyor track in order to suck the product to be separated out upwards from the conveyor track before the product leaves the conveyor track. It cannot be ruled out that the suction process with the suction device influences a subsequent product and, for example, the fall trajectory of the falling product is changed due to its acceleration, so that reliable conveying and further processing of the product can be jeopardized.
- the suction tube is mounted displaceably on the front end of the conveyor track in such a way that the suction tube with the suction opening is displaced below an upper side of the conveyor track into or onto a fall trajectory of a product falling out of the conveyor track at the front end and towards can be shifted away from the fall trajectory after the completion of a suction process.
- the product to be sorted out can be sucked off to the side or downwards while it is falling out and falling from the front end of the conveying path, without the suction flow required for sucking off being able to influence a product following in the conveying track.
- the suction tube can be directly in the fall trajectory of the falling Product are shifted into it, so that the product falling along the fall trajectory falls through the suction opening into the suction tube even without a suction flow or with an already low suction flow and can thus be reliably separated out.
- by subsequently moving the suction tube away from the fall trajectory it can be ensured that neither the suction tube itself nor a suction flow generated in the vicinity of the suction opening can influence the falling of a subsequent product and thereby disrupt it.
- a collecting device for the product to be sorted out is arranged on the suction pipe and adjoins the suction opening.
- the collecting device expediently has a trough or bowl-shaped collecting area for the product to be separated out.
- the catching device is expediently arranged in the fall trajectory of a product that is falling and to be sorted out, so that the product falls into the catching device even without a suction flow and is caught by the catching device. The collected product can then be sucked out of the collecting device through the suction pipe with the suction stream.
- the collecting device has at least one air-permeable flow opening through which a suction flow directed in the direction of the suction opening of the suction tube can at least partially flow through.
- the air-permeable flow opening can be formed, for example, by a grid, a net or a textile material that is arranged in a collection area of the collection device and surrounded by a suitable frame.
- a conveying section 1 with a conveying path 3 aligned in a conveying direction 2 is shown schematically.
- the conveyor track 3 there are two tablet-shaped products 4 which are conveyed along the conveying direction up to a front end 5 of the conveyor track 3 .
- the conveyor section 1 is designed as a vibration conveyor, so that the products 4 in the conveyor track 3 are conveyed by directed vibration movements of the conveyor section 1 in the conveying direction 2 up to the front end 5 of the conveyor track 3 .
- the tablet-shaped products 4 fall out of the row of conveyor belts and down along a fall trajectory 6 into a packaging container 7 arranged below the front end 5 of the conveyor track 3.
- the fall trajectory 6 corresponds to a trajectory of the products 4, which without external influence fall out of the front end 5 of the conveyor track 3 and then fall down due to gravity.
- a suction device 8 with a suction pipe 10 opening into a suction opening 9 is arranged laterally in the immediate vicinity of the fall trajectory 6 .
- a vacuum can be generated in the suction pipe 10 with a vacuum generating device, not shown, so that in a suction area in front of the suction opening 9 suction flow 11 directed into the suction pipe 10 is generated.
- the suction pipe 10 is arranged with its suction opening 9 on the fall trajectory 6 in such a way that the suction flow 11 flows through the fall trajectory 6 and a product 4 falling along the fall trajectory 6 is caught by the suction flow 11 and sucked through the suction opening 9 into the suction pipe 10.
- FIG 2 another variant of the method according to the invention is shown schematically.
- the suction pipe 10 with the suction opening 9 is brought up to the front end 5 of the conveyor track 3 immediately before the start of a suction process and arranged in such a way that the fall trajectory 6 of a falling product 4 would run through the suction opening 9 .
- the product 4 to be sorted out is already being conveyed in the direction of the suction opening 9 during conveyance in the conveyor track 3 .
- a suction section 12 adjoining the suction opening 9 has a small angle of less than 20° relative to a horizontal plane, or relative to the alignment of the conveyor track 3 .
- the suction pipe 10 with the suction opening 9 is removed from the front end 5 of the conveyor track 3 again.
- the subsequent product 4 can then fall undisturbed along the fall trajectory 6 and, for example, fall into a packaging container or a subsequent conveyor section.
- FIG 3 a differently configured suction device 8 is shown.
- a cup-shaped collecting device 13 adjoining the suction opening 9 is formed on the suction tube 10 .
- the suction pipe 10 can be arranged with the collecting device 13 below the conveyor track 3 in such a way that the fall trajectory 6 opens into the collecting device 13 or the collecting device 13 passes through.
- the product 4 falling at the front end 5 along the fall trajectory 6 then falls into the collecting device 13 and can be sucked out of the collecting device 13 through the suction pipe 10 with a suction stream 11 with a low suction power.
- the suction pipe 10 with the collecting device 13 In order to prevent products 4 that are not to be sorted out from being impaired or even sorted out if they fall down along the fall trajectory 6, the suction pipe 10 with the collecting device 13 must be inserted into the fall trajectory 6 immediately before the start of a sorting process and then out of the fall trajectory 6 again be outsourced.
- the suction process can also only begin a little later, when the product 4 to be separated out has already been collected with the collecting device 13. If necessary, the suction process can only begin when the suction pipe 10 with the suction opening 9 and the collecting device 13 has already been removed from the fall trajectory 6 again.
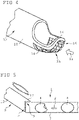
- FIG 4 a differently configured collecting device 13 on the intake manifold 10 is shown as an example.
- the collecting device 13 has a grid 15 which is fixed to a frame 14 and forms an air-permeable flow opening 16 .
- the suction flow 11 can be drawn in through the grid 15 and thus through the flow opening formed by the grid 15, so that the suction flow 11 can be sucked in through the flow opening 16 into the suction pipe 10 almost unhindered and without turbulence.
- a product 4 lying on the grid 15 in the collecting device 13 can then be sucked off with a comparatively low suction power.
- the suction pipe 10 in the area of the suction opening 9 has a shape that is adapted to the shape of the front end 5 of the conveyor track 3 .
- a major portion of a cross-sectional area of the suction opening 9 covers the front end 5 of the conveyor track 3. Only a small portion of less than 20%, preferably less than 10% of the cross-sectional area of the suction opening 9 protrudes laterally along the conveyor track 3 and forms a stop surface 17, which can be used as a guide and positioning aid during displacement of the suction tube 10 before and after a suction process.
Landscapes
- Specific Conveyance Elements (AREA)
- Sorting Of Articles (AREA)
Description
Die Erfindung betrifft ein Verfahren zum selektiven Aussondern von rieselfähigen Produkten, die in einer Förderrichtung entlang einer Förderstrecke in einer Förderbahn befördert werden, wobei die beförderten Produkte in einem Kontrollabschnitt der Förderstrecke mit einer Kontrolleinrichtung überprüft werden, und wobei in einem entlang der Förderstrecke nachfolgend angeordneten Aussonderungsabschnitt dasjenige Produkt mit einer Saugvorrichtung aus der Förderbahn ausgesondert und abgeführt wird, das ein vorgebbares Kontrollkriterium nicht erfüllt, in dem die Saugvorrichtung an der Förderstrecke angeordnet und für eine vorgegebene Saugdauer ein aus der Förderbahn wegströmender Saugstrom erzeugt wird, um das Produkt aus der Förderbahn abzusaugen.The invention relates to a method for selectively separating out free-flowing products that are conveyed in a conveying direction along a conveying path in a conveying path, the conveyed products being checked in a control section of the conveying path with a checking device, and being in a sorting section arranged downstream along the conveying path the product that does not meet a predeterminable control criterion is separated from the conveyor track with a suction device and is discharged by arranging the suction device on the conveyor section and generating a suction stream flowing away from the conveyor track for a predefined suction duration in order to suck the product out of the conveyor track.
Aus der Praxis sind verschiedene Anwendungsbereiche bekannt, in denen rieselfähige Produkte während der Herstellung oder bei deren Konfektionierung in einer Verpackung entlang einer Förderstrecke befördert werden. In vielen Fällen werden die Produkte dabei zunächst vereinzelt, um nacheinander in einer üblicherweise von einer nutförmig ausgebildeten Vertiefung gebildeten Förderbahn in der Förderrichtung befördert zu werden. Dabei kann die Förderbahn beispielsweise als Vibrationsförderer ausgestaltet sein, um durch eine kontinuierliche gerichtete Vibrationsbewegung die in der Förderbahn befindlichen Produkte in der Förderrichtung über die Förderstrecke hinweg zu befördern. Ein insbesondere für die pharmazeutische Industrie sehr relevanter Anwendungsbereich einer derartigen Beförderung von Produkten ist die Vereinzelung und Beförderung einzelner Tabletten oder Kapseln während eines Herstellungsverfahrens oder bei der Verpackung der Tabletten oder Kapseln in Behältern wie beispielsweise Flaschen oder Kartonboxen.Various areas of application are known from practice, in which free-flowing products are conveyed in a packaging along a conveyor line during production or when they are packaged. In many cases, the products are first separated in order to be conveyed one after the other in the conveying direction in a conveying path usually formed by a groove-shaped depression. In this case, the conveyor track can be designed, for example, as a vibrating conveyor to be directed by a continuous Vibration movement to transport the products located in the conveyor track in the conveying direction over the conveying path. An area of application of such a conveyance of products that is particularly relevant for the pharmaceutical industry is the separation and conveyance of individual tablets or capsules during a manufacturing process or when packaging the tablets or capsules in containers such as bottles or cardboard boxes.
Um zu verhindern, dass beschädigte oder mangelhafte Produkte weiterbefördert und gegebenenfalls in eine Verpackung abgefüllt werden ist es aus der Praxis bekannt, dass mit geeigneten Verfahren selektiv diejenigen Produkte aus der Förderstrecke ausgesondert und entfernt werden, die ein vorgegebenes Kontrollkriterium nicht erfüllen. So können die einzelnen Produkte beispielsweise mit einer Kamera erfasst und auf optische Abweichungen von einem vorgegebenen Aussehen überprüft werden. Es ist ebenfalls denkbar, dass mit der Kontrolleinrichtung das Gewicht der einzelnen Produkte überprüft wird. Für viele Anwendungsbereiche ist es zweckmäßig und vorteilhaft, zumindest auch eine Kontrolle auf Verunreinigungen der Produkte durchzuführen, wobei die Verunreinigungen beispielsweise die optische Wahrnehmung, eine chemische Zusammensetzung oder metallische Partikel bzw. Schmutzpartikel betreffen können. Wenn ein einzelnes Produkt das vorgegebene Kontrollkriterium wie beispielsweise ein vorgegebenes Aussehen oder ein vorgegebenes Mindestgewicht nicht erfüllt, sollte das betreffende Produkt nach Möglichkeit ausgesondert werden, um nicht weiterverarbeitet und gegebenenfalls verpackt und ausgeliefert zu werden.In order to prevent damaged or defective products from being conveyed further and possibly being filled into packaging, it is known from practice that suitable methods are used to selectively separate out and remove those products from the conveyor line that do not meet a predetermined control criterion. For example, the individual products can be recorded with a camera and checked for optical deviations from a specified appearance. It is also conceivable that the weight of the individual products is checked with the control device. For many areas of application, it is expedient and advantageous to at least also carry out a check for contamination of the products, in which case the contamination can affect, for example, visual perception, a chemical composition or metallic particles or dirt particles. If an individual product does not meet the specified control criterion, such as a specified appearance or a specified minimum weight, the product in question should be discarded if possible, in order not to be further processed and possibly packaged and delivered.
Aus der Praxis sind verschiedene Verfahren zum selektiven Aussondern von Produkten innerhalb einer derartigen Förderstrecke bekannt. So können beispielsweise auszusondernde Produkte mit einem gezielten Druckluftstrahl aus der Förderbahn heraus verlagert und von einer weiteren Beförderung ausgeschlossen werden. Es ist ebenfalls bekannt, durch geeignete mechanische Vorrichtungen wie beispielsweise Klappen oder verlagerbare Ableitbleche die auszusondernden Produkte aus der Förderbahn oder aus einem vorgegebenen Beförderungspfad heraus zu verlagern und von einer weiteren Beförderung auszuschließen. Eine derartige Vorrichtung ist beispielsweise in
Es hat sich in der Praxis auch bewährt, die auszusondernden Produkte mit einer Saugvorrichtung aus der Förderbahn abzusaugen. Zu diesem Zweck wird üblicherweise ein Saugrohr unmittelbar über oder neben die Förderbahn an das auszusondernde Produkt herangeführt und für eine vorgegebene Saugdauer ein aus der Förderbahn wegströmender Saugstrom erzeugt, mit welchem das Produkt aus der Förderbahn abgesaugt wird. Das abgesaugte Produkt kann durch das Saugrohr einem Vorratsbehälter für ausgesonderte Produkte zugeführt werden. Im Gegensatz zu dem Herausblasen eines fehlerhaften Produkts aus der Förderbahn wird durch das Absaugen des Produkts mit einer Saugvorrichtung vermieden, dass die ausgesonderten Produkte oder beispielsweise deren Abrieb oder Verunreinigungen mehr oder weniger unkontrollierbar aus der Förderbahn herausgeblasen werden. Eine derartige Vorrichtung ist beispielsweise in
Es hat sich jedoch gezeigt, dass bei einem Absaugen eines auszusondernden ersten Produkts mit einer oberhalb der Förderbahn angeordneten Saugvorrichtung durch den dabei notwendigerweise erzeugten Saugstrom auch ein nachfolgendes zweites Produkt in der Förderbahn von dem Saugstrom erfasst und dadurch zumindest beschleunigt oder sogar ebenfalls abgesaugt wird, obwohl das betreffende nachfolgende zweite Produkt nicht fehlerhaft ist. Wenn der Absaugvorgang zur Vermeidung einer unerwünschten Beeinflussung eines nachfolgenden zweiten Produkts verkürzt wird oder die für die Erzeugung des Saugstroms verwendete Saugleistung reduziert wird, kann oftmals das auszusondernde erste Produkte nicht mehr zuverlässig abgesaugt werden.It has been shown, however, that when a first product to be sorted out is sucked off with a suction device arranged above the conveyor track, a subsequent second product in the conveyor track is also caught by the suction stream due to the suction flow that is necessarily generated and is thereby at least accelerated or even sucked off, although the relevant subsequent second product is not defective. If the suction process is shortened to avoid an undesired effect on a subsequent second product or the suction power used to generate the suction flow is reduced, the first product to be separated out can often no longer be reliably suctioned off.
Es wird deshalb als eine Aufgabe der vorliegenden Erfindung angesehen, ein Verfahren zum selektiven aussondern von rieselfähigen Produkten gemäß der eingangs genannten Gattung so auszugestalten , dass ein auszusonderndes Produkt möglichst zuverlässig ausgesondert werden kann, wobei ein nachfolgendes zweites Produkt möglichst wenig beeinträchtigt werden soll.It is therefore considered an object of the present invention to design a method for selectively separating out free-flowing products of the type mentioned at the outset in such a way that a product to be separated out can be separated out as reliably as possible, with a subsequent second product being affected as little as possible.
Diese Aufgabe wird erfindungsgemäß dadurch gelöst, dass ein Saugrohr der Saugvorrichtung mit einer Saugöffnung an einem stirnseitigen Ende der Förderbahn angeordnet wird, um das am Ende der Förderbahn von der Förderbahn entlang einer Falltrajektorie herabfallende Produkt durch die Saugöffnung abzusaugen. Im Gegensatz zu den herkömmlichen Verfahren, bei denen die Saugvorrichtung oberhalb der Förderbahn angeordnet und das auszusondernde Produkt üblicherweise durch ein Saugrohr nach oben abgesaugt wird, erfolgt die Absaugung bei dem erfindungsgemäßen Verfahren an dem stirnseitigen Ende der Förderbahn, wobei das auszusondernde Produkt nicht aus der Förderbahn heraus gesaugt werden muss, sondern während des Herabfallens entlang einer Falltrajektorie abgesaugt werden kann. Dabei entspricht die Falltrajektorie der Flugbahn eines ungestört an dem stirnseitigen Ende aus der Förderbahn heraus herabfallenden Produkts. Die Saugöffnung des Saugrohrs kann dabei in vorteilhafter Weise unterhalb einer Oberseite der Förderbahn und gegebenenfalls vollständig unterhalb der Förderbahn angeordnet sein, sodass ein durch die Saugöffnung angesaugter Saugstrom nicht aus der Förderbahn heraus angesaugt wird und ein auf das abzusaugende Produkt nachfolgendes Produkt in der Förderbahn nicht beeinträchtigt wird. Wenn das Saugrohr mit der Saugöffnung nahe an dem stirnseitigen Ende der Förderbahn angeordnet ist, befindet sich das abzusaugende Produkt an dem Anfang seiner Fallbewegung entlang der Falltrajektorie und ist noch vergleichsweise langsam, sodass sich das herabfallende Produkt verhältnismäßig lange in einem Ansaugbereich um die Saugöffnung des Saugrohrs aufhält. Das Saugrohr kann mit seiner Saugöffnung unabhängig von der Ausgestaltung und Ausrichtung der Förderbahn in der unmittelbaren Nähe der Falltrajektorie des herabfallenden Produkts angeordnet werden. Das erfindungsgemäße Verfahren kann besonders vorteilhaft bei einer nutförmig ausgebildeten Förderbahn eingesetzt werden.This object is achieved according to the invention in that a suction pipe of the suction device with a suction opening is arranged at a front end of the conveyor track in order to suck off the product falling down from the conveyor track along a fall trajectory at the end of the conveyor track through the suction opening. In contrast to the conventional methods, in which the suction device is above the conveyor track and the product to be sorted out is usually sucked off upwards through a suction pipe, in the method according to the invention, the suction takes place at the front end of the conveyor track, whereby the product to be separated out does not have to be sucked out of the conveyor track, but rather sucked off along a fall trajectory as it falls can. The fall trajectory corresponds to the trajectory of a product falling undisturbed at the front end out of the conveyor track. The suction opening of the suction tube can advantageously be arranged below an upper side of the conveyor track and possibly completely below the conveyor track, so that a suction flow sucked in through the suction opening is not sucked out of the conveyor track and does not impair a product in the conveyor track that follows the product to be sucked off becomes. If the suction pipe with the suction opening is arranged close to the front end of the conveyor track, the product to be sucked off is at the beginning of its falling movement along the falling trajectory and is still comparatively slow, so that the falling product stays in a suction area around the suction opening of the suction pipe for a relatively long time stops. The suction tube can be arranged with its suction opening in the immediate vicinity of the falling trajectory of the falling product, independently of the design and orientation of the conveyor track. The method according to the invention can be used particularly advantageously in the case of a conveyor track designed in the form of a groove.
Es ist gemäß einer vorteilhaften Ausgestaltung des Erfindungsgedankens vorgesehen, dass das Saugrohr mit der Saugöffnung vor einem Absaugvorgang an das stirnseitige Ende der Förderstrecke heran geführt und mit der Saugöffnung in oder unmittelbar an der Falltrajektorie des herabfallenden Produkts angeordnet wird, um das auszusondernde Produkt während des Herabfallens der Falltrajektorie abzusaugen, und dass das Saugrohr mit der Saugöffnung nach einem Absaugvorgang von dem stirnseitigen Ende der Förderbahn wegverlagert wird, um das herabfallen eines in der Förderstrecke nachfolgenden Produkts, welches nicht ausgesondert werden soll, entlang der Falltrajektorie nicht zu behindern. Das Saugrohr kann mit der Saugöffnung direkt in die Falltrajektorie des herabfallenden Produkts hinein verlagert werden, sodass bereits eine geringe Saugleistung ausreicht, um das herabfallende Produkt durch die Saugöffnung in das Saugrohr hinein zu saugen. Die Saugöffnung kann dabei so angeordnet und ausgerichtet sein, dass die Falltrajektorie des herabfallenden Produkts durch eine möglichst groß ausgebildete und senkrecht zu der Falltrajektorie gerichtete Querschnittsfläche der Saugöffnung verläuft. Es kann zudem zweckmäßig sein, dass ein an die Saugöffnung angrenzender Ansaugabschnitt des Saugrohrs einen kleinen Winkel von weniger als 45° und vorzugsweise weniger als 20° relativ zu der Falltrajektorie des herabfallenden Produkts aufweist, sodass ein durch die Saugöffnung angesaugter Saugstrom im Wesentlichen parallel zu der Falltrajektorie verläuft und das entlang der Falltrajektorie herabfallende Produkt sich während seiner Fallbewegung bereits in Richtung der Saugöffnung bewegt. Der Saugstrom unterstützt dabei das Einfangen des herabfallenden Produkts mit der Saugöffnung des Saugrohrs und das anschließende Abführen des angesaugten Produkts durch das Saugrohr hindurch.It is provided according to an advantageous embodiment of the inventive idea that the intake manifold with the Prior to a suction process, the suction opening is brought to the front end of the conveyor section and is arranged with the suction opening in or directly on the fall trajectory of the falling product in order to suck off the product to be separated out while it is falling down the fall trajectory, and that the suction pipe with the suction opening after a suction process of is shifted away from the front end of the conveyor track in order not to impede the falling down of a product following in the conveyor section, which product is not intended to be sorted out, along the fall trajectory. The suction tube can be shifted with the suction opening directly into the fall trajectory of the falling product, so that even a low suction power is sufficient to suck the falling product through the suction opening into the suction tube. The suction opening can be arranged and aligned in such a way that the fall trajectory of the falling product runs through a cross-sectional area of the suction opening that is as large as possible and is directed perpendicularly to the fall trajectory. It can also be useful for a suction section of the suction tube adjacent to the suction opening to have a small angle of less than 45° and preferably less than 20° relative to the fall trajectory of the falling product, so that a suction flow sucked in through the suction opening is essentially parallel to the Fall trajectory runs and the product falling along the fall trajectory is already moving in the direction of the suction opening during its falling movement. The suction flow supports the catching of the falling product with the suction opening of the suction tube and the subsequent removal of the product sucked in through the suction tube.
Durch das optionale Verlagern des Saugrohrs an die Falltrajektorie heran oder sogar in die Falltrajektorie hinein, und dass anschließende Wegverlagern des Saugrohrs, um das Herabfallen eines nachfolgenden Produkts nicht zu stören, lässt sich eine besonders zuverlässige Aussonderung fehlerhafter Produkte durchführen, die das vorgegebene Kontrollkriterium nicht erfüllen.By optionally relocating the suction pipe to the fall trajectory or even into the fall trajectory and then moving the suction pipe away so as not to disturb the fall of a subsequent product, faulty products that do not meet the specified control criterion can be separated out in a particularly reliable manner .
Gemäß einer besonders vorteilhaften Ausgestaltung des Erfindungsgedankens ist vorgesehen, dass an dem Saugrohr eine an die Saugöffnung angrenzende Auffangvorrichtung für das auszusondernde Produkt angeordnet ist, und dass die Auffangvorrichtung vor einem Absaugvorgang in der Falltrajektorie angeordnet wird, um mit der Auffangvorrichtung das herabfallende Produkt aufzufangen, und dass das mit der Auffangvorrichtung aufgefangene Produkt anschließend durch die Saugöffnung abgesaugt wird. Dabei kann ein das Produkt absaugender Saugstrom bereits vor dem Auffangen des herabfallenden Produkts mit der Auffangvorrichtung erzeugt werden und das herabfallende Produkt zusätzlich in Richtung der Auffangvorrichtung ansaugen. Es ist ebenfalls denkbar, dass der das Produkt absaugende Saugstrom erst dann erzeugt wird, wenn das Produkt mit der Auffangvorrichtung bereits aufgefangen wurde. In diesem Fall kann eine unerwünschte Beeinträchtigung eines nachfolgenden Produkts während des Absaugens des auszusondernden Produkts weitgehend oder sogar vollständig vermieden werden. Durch die Auffangvorrichtung kann der für das Absaugen des Produkts erforderliche Saugstrom beziehungsweise eine mindestens notwendige Saugleistung der Saugvorrichtung reduziert werden, da der Saugstrom nicht dazu verwendet und benötigt wird, das herabfallende Produkt aus der Falltrajektorie heraus abzulenken, sondern lediglich dazu benötigt wird, das bereits aufgefangene Produkt anschließend aus der Auffangvorrichtung heraus durch das Saugrohr weg zu befördern.According to a particularly advantageous embodiment of the concept of the invention, it is provided that a collecting device for the product to be sorted out is arranged on the suction pipe, adjacent to the suction opening, and that the collecting device is arranged in the fall trajectory before a suction process, in order to catch the falling product with the collecting device, and that the product caught with the collecting device is then sucked out through the suction opening. In this way, a suction flow sucking off the product can be generated even before the falling product is caught with the collecting device and the falling product can also be sucked in the direction of the collecting device. It is also conceivable that the suction flow sucking off the product is only generated when the product has already been caught by the collecting device. In this case, an undesired impairment of a subsequent product while the product to be separated out is being sucked off can be largely or even completely avoided. The collecting device can reduce the suction flow required for sucking off the product or a minimum required suction capacity of the suction device because the suction flow is not used and required to deflect the falling product from the fall trajectory, but is only required to then transport the product that has already been caught out of the collection device through the suction pipe away.
Bei der Auffangvorrichtung kann es sich um eine gesondert hergestellte Auffangschale handeln, die im Bereich der Saugöffnung so an dem Saugrohr befestigt ist, dass ein durch die Saugöffnung angesaugter Luftstrom das mit der Auffangvorrichtung aufgefangen Produkt aus der Auffangvorrichtung durch das Saugrohr hindurch absaugen kann. Die Auffangvorrichtung kann auch eine an dem Saugrohr ausgebildete Auffangmulde oder Auffangschale sein. Die Auffangvorrichtung kann auch einen mit einem luftdurchlässigen Material verkleideten Auffangbereich aufweisen. Der Auffangbereich kann beispielsweise durch ein Gitter, ein Netz oder ein textiles Material gebildet werden, sodass eine durch die Saugöffnung angesaugte Luftströmung auch durch den Auffangbereich der Auffangvorrichtung hindurch strömen kann.The collecting device can be a separately manufactured collecting tray, which is attached to the suction tube in the area of the suction opening in such a way that an air flow sucked in through the suction opening can suck the product caught with the collecting device out of the collecting device through the suction tube. The collecting device can also be a collecting trough or collecting tray formed on the suction tube. The collecting device can also have a collecting area lined with an air-permeable material. The collection area can be formed, for example, by a grid, a net or a textile material, so that an air flow sucked in through the suction opening can also flow through the collection area of the collection device.
Gemäß einer optionalen Ausgestaltung des Erfindungsgedankens kann vorgesehen sein, dass die Auffangvorrichtung nach dem Auffangen des auszusondernden Produkts relativ zu der Saugöffnung verlagert wird, um das Absaugen des Produkts durch die Saugöffnung zu vergünstigen. So kann die Auffangvorrichtung beispielsweise in Richtung der Saugöffnung angeklappt oder in eine die Saugöffnung fast vollständig bedeckende Anordnung verschwenkt oder verlagert werden, um das auszusondernde Produkt durch die Saugöffnung hindurch in das Saugrohr zu befördern. Dabei kann zusätzlich auch erreicht werden, dass das in der Auffangvorrichtung aufgefangene Produkt während einer anschließenden Verlagerung des Saugrohrs nicht mehr aus der Auffangvorrichtung herausfallen kann.According to an optional embodiment of the idea of the invention, it can be provided that the collecting device is displaced relative to the suction opening after the collecting of the product to be sorted out, in order to facilitate the sucking off of the product through the suction opening. For example, the collecting device can be folded in the direction of the suction opening or pivoted or shifted into an arrangement that almost completely covers the suction opening in order to separate out the liquid to convey the product through the suction opening into the suction tube. In addition, it can also be achieved that the product caught in the collecting device can no longer fall out of the collecting device during a subsequent displacement of the suction pipe.
Es kann zweckmäßig sein, dass ein an die Saugöffnung angrenzender Ansaugabschnitt des Saugrohrs während eines Absaugvorgang in einem Winkel kleiner als 45°, vorzugsweise kleiner als 20° relativ zu einer horizontalen Ebene ausgerichtet ist. Eine im Wesentlichen horizontale Ausrichtung des Saugrohrs und damit des durch die Saugöffnung in das Saugrohr angesaugten Luftstroms kann eine vergleichsweise starke Ablenkung des herabfallenden Produkts von der Falltrajektorie bewirken. Falls die Saugöffnung unmittelbar an dem Ende der Förderbahn angeordnet ist kann der durch die Saugöffnung in das Saugrohr eingesaugte Luftstrom so ausgerichtet werden, dass er im Wesentlichen mit der Bewegung des ausgesonderten Produkts in der Förderrichtung entlang der Förderbahn übereinstimmt und die Bewegung des Produkts gegen Ende der Förderbahn dazu verwendet wird, das Aussondern des Produkts während des Absaugens mit einem in der selben Richtung ausgerichteten Saugstrom zu begünstigen.It can be expedient for a suction section of the suction tube adjoining the suction opening to be aligned at an angle of less than 45°, preferably less than 20°, relative to a horizontal plane during a suction process. A substantially horizontal alignment of the suction tube and thus of the air flow sucked into the suction tube through the suction opening can cause a comparatively strong deflection of the falling product from the fall trajectory. If the suction opening is arranged directly at the end of the conveyor track, the air flow sucked into the suction tube through the suction opening can be aligned in such a way that it essentially coincides with the movement of the separated product in the conveying direction along the conveyor track and the movement of the product towards the end of the Conveyor track is used to favor the rejection of the product during suction with a suction flow directed in the same direction.
Gemäß einer vorteilhaften Ausgestaltung des Erfindungsgedankens ist vorgesehen, dass die Saugöffnung des Saugrohrs der Saugvorrichtung während des Absaugvorgangs das stirnseitige Ende der Förderbahn mindestens abschnittsweise umgreift. Das Saugrohr kann dabei im Bereich der Saugöffnung eine an die Förderbahn bzw. an das stirnseitige Ende der Förderbahn angepasste Formgebung aufweisen, sodass die Saugöffnung eng an dem stirnseitigen Ende der Förderbahn anliegt. Der durch die Saugöffnung angesaugte Saugstrom wird dann sehr effektiv aus der Förderbahn angesaugt, sodass ein dort befindliches und auszusonderndes Produkt bereits bei einer geringen Saugleistung zuverlässig abgesaugt wird. Indem das Saugrohr mindestens abschnittsweise das stirnseitige Ende der Förderbahn umgreift kann durch einen Kontakt des Saugrohrs mit dem stirnseitigen Ende der Förderbahn die Positionierung der Saugöffnung relativ zu dem stirnseitigen Ende der Förderbahn besonders zuverlässig vorgegeben werden. Es ist ebenfalls möglich, das Saugrohr mit der Saugöffnung in einem geringen Abstand zu dem stirnseitigen Ende der Förderbahn anzuordnen. Ein kleiner Spalt beeinträchtigt die Absaugung eines auszusondernden Produkts nicht wesentlich und kann beispielsweise konstruktionsbedingt Vorteile bieten. Die Saugöffnung mit dem an die Saugöffnung angrenzenden Ansaugabschnitt kann in einem Winkel von oberhalb oder von unterhalb der Förderrichtung an das stirnseitige Ende der Förderbahn herangeführt und während des Absaugvorgangs positioniert werden.According to an advantageous embodiment of the idea of the invention, it is provided that the suction opening of the suction tube of the suction device encompasses the front end of the conveyor track at least in sections during the suction process. The suction tube can be adapted to the conveyor track or to the front end of the conveyor track in the area of the suction opening Have a shape so that the suction opening fits snugly against the front end of the conveyor track. The suction flow sucked in through the suction opening is then sucked out of the conveyor track very effectively, so that a product located there and to be separated out is reliably sucked off even with a low suction power. By the suction tube at least partially enclosing the front end of the conveyor track, the positioning of the suction opening relative to the front end of the conveyor track can be specified particularly reliably by contact of the suction tube with the front end of the conveyor track. It is also possible to arrange the suction tube with the suction opening at a small distance from the front end of the conveyor track. A small gap does not significantly affect the suction of a product to be sorted out and can, for example, offer advantages due to the design. The suction opening with the suction section adjoining the suction opening can be brought up to the front end of the conveyor track at an angle from above or from below the conveying direction and positioned during the suction process.
Die Erfindung betrifft auch eine Vorrichtung zum selektiven Aussondern von rieselfähigen Produkten mit einer in einer Förderrichtung bis zu einem stirnseitigen Ende einer Förderstrecke verlaufenden Förderbahn, und mit einer Saugvorrichtung mit einem in eine Saugöffnung mündenden Saugrohr. Die Förderbahn kann dabei nutförmig ausgebildet sein und entweder mehrere Produkte nebeneinander befördern oder aber nur eine schmale nutförmige Vertiefung oder mehrere schmale nutförmige Vertiefungen aufweisen, wobei sich in jeder nutförmigen Vertiefung lediglich eine Reihe von in der Förderrichtung hintereinander angeordneten Produkten befinden kann.The invention also relates to a device for selectively separating out free-flowing products with a conveyor track running in a conveying direction up to a front end of a conveying section, and with a suction device with a suction tube opening into a suction opening. The conveyor track can be designed in the form of a groove and either convey several products next to one another or have only one narrow groove-shaped indentation or several narrow groove-shaped indentations only one row of products arranged one behind the other in the conveying direction can be located in each groove-shaped depression.
Bei den herkömmlichen Vorrichtungen, bei denen ein Produkt mit einer Saugvorrichtung aus einer Förderstrecke ausgesondert wird, wird das Saugrohr mit der Saugöffnung üblicherweise unmittelbar oberhalb der Förderbahn angeordnet, um das auszusondernde Produkt nach oben aus der Förderbahn heraus abzusaugen, bevor das Produkt die Förderstrecke verlässt. Dabei kann nicht ausgeschlossen werden, dass durch den Absaugvorgang mit der Saugvorrichtung ein nachfolgendes Produkt beeinflusst wird und beispielsweise aufgrund seiner Beschleunigung die Falltrajektorie des herabfallenden Produkts verändert wird, sodass eine zuverlässige Förderung und Weiterverarbeitung des Produkts gefährdet sein kann.In conventional devices, in which a product is separated from a conveyor track with a suction device, the suction pipe with the suction opening is usually arranged directly above the conveyor track in order to suck the product to be separated out upwards from the conveyor track before the product leaves the conveyor track. It cannot be ruled out that the suction process with the suction device influences a subsequent product and, for example, the fall trajectory of the falling product is changed due to its acceleration, so that reliable conveying and further processing of the product can be jeopardized.
Erfindungsgemäß ist deshalb vorgesehen, dass das Saugrohr an dem stirnseitigen Ende der Förderstrecke verlagerbar so gelagert ist, dass das Saugrohr mit der Saugöffnung unterhalb einer Oberseite der Förderbahn in oder an eine Falltrajektorie eines an dem stirnseitigen Ende aus der Förderbahn heraus fallenden Produkts hin verlagert und nach dem Abschluss eines Absaugvorgangs von der Falltrajektorie wegverlagert werden kann. Das auszusondernde Produkt kann während des Heraus- und Herabfallens von dem stirnseitigen Ende der Förderstrecke seitlich oder nach unten gerichtet abgesaugt werden, ohne dass der für das Absaugen erforderliche Saugstrom ein in der Förderbahn nachfolgendes Produkt beeinflussen kann. Das Saugrohr kann dabei unmittelbar in die Falltrajektorie des herabfallenden Produkts hinein verlagert werden, sodass das entlang der Falltrajektorie herabfallende Produkt auch ohne einen Saugstrom oder bei einem bereits geringen Saugstrom durch die Saugöffnung in das Saugrohr hineinfällt und dadurch zuverlässig ausgesondert werden kann. Gleichzeitig kann durch das anschließende Wegverlagern des Saugrohrs von der Falltrajektorie weg sichergestellt werden, dass weder das Saugrohr selbst noch ein in der Umgebung der Saugöffnung erzeugter Saugstrom das Herabfallen eines nachfolgenden Produkts beeinflussen und dadurch stören kann.According to the invention, it is therefore provided that the suction tube is mounted displaceably on the front end of the conveyor track in such a way that the suction tube with the suction opening is displaced below an upper side of the conveyor track into or onto a fall trajectory of a product falling out of the conveyor track at the front end and towards can be shifted away from the fall trajectory after the completion of a suction process. The product to be sorted out can be sucked off to the side or downwards while it is falling out and falling from the front end of the conveying path, without the suction flow required for sucking off being able to influence a product following in the conveying track. The suction tube can be directly in the fall trajectory of the falling Product are shifted into it, so that the product falling along the fall trajectory falls through the suction opening into the suction tube even without a suction flow or with an already low suction flow and can thus be reliably separated out. At the same time, by subsequently moving the suction tube away from the fall trajectory, it can be ensured that neither the suction tube itself nor a suction flow generated in the vicinity of the suction opening can influence the falling of a subsequent product and thereby disrupt it.
Gemäß einer besonders vorteilhaften Ausgestaltung des Erfindungsgedankens ist vorgesehen, dass an dem Saugrohr eine an die Saugöffnung angrenzende Auffangvorrichtung für das auszusondernde Produkt angeordnet ist. Die Auffangvorrichtung weist zweckmäßigerweise einen muldenoder schalenförmigen Auffangbereich für das auszusondernde Produkt auf. Die Auffangvorrichtung wird dabei zweckmäßigerweise so in der Falltrajektorie eines herabfallenden und auszusondernden Produkts angeordnet, sodass das Produkt auch ohne einen Saugstrom in die Auffangvorrichtung fällt und von der Auffangvorrichtung aufgefangen wird. Mit dem Saugstrom kann anschließend das aufgefangene Produkt aus der Auffangvorrichtung heraus durch das Saugrohr abgesaugt werden.According to a particularly advantageous embodiment of the idea of the invention, it is provided that a collecting device for the product to be sorted out is arranged on the suction pipe and adjoins the suction opening. The collecting device expediently has a trough or bowl-shaped collecting area for the product to be separated out. The catching device is expediently arranged in the fall trajectory of a product that is falling and to be sorted out, so that the product falls into the catching device even without a suction flow and is caught by the catching device. The collected product can then be sucked out of the collecting device through the suction pipe with the suction stream.
Um eine möglichst vorteilhafte und effiziente Absaugung des bereits in der Auffangvorrichtung aufgefangenen Produkts zu begünstigen kann optional vorgesehen sein, dass die Auffangvorrichtung mindestens eine luftdurchlässige Strömungsöffnung aufweist, durch welche eine in Richtung der Saugöffnung des Saugrohrs gerichtete Saugströmung mindestens teilweise hindurchströmen kann. Die luftdurchlässige Strömungsöffnung kann beispielsweise durch ein Gitter, ein Netz oder ein textiles Material gebildet werden, dass in einem Auffangbereich der Auffangvorrichtung angeordnet und von einem geeigneten Rahmen umgeben ist.In order to promote the most advantageous and efficient suction possible of the product already caught in the collecting device, it can optionally be provided that the collecting device has at least one air-permeable flow opening through which a suction flow directed in the direction of the suction opening of the suction tube can at least partially flow through. The air-permeable flow opening can be formed, for example, by a grid, a net or a textile material that is arranged in a collection area of the collection device and surrounded by a suitable frame.
Nachfolgend werden einige Ausführungsbeispiele der Erfindung exemplarisch dargestellt und näher erläutert, die in der Zeichnung gezeigt sind. Es zeigt:
-
Figur 1 -
Figur 2Figur 1 -
Figur 3 -
Figur 4 -
Figur 5
-
figure 1 a schematic representation of an inventive separation of a product while falling from a conveyor line, -
figure 2 a schematic representation of the infigure 1 shown suction of a product at the front end of the conveyor section, a suction pipe with a suction opening being arranged directly at the front end of a conveyor track running in the conveyor section, -
figure 3 a differently configured suction device, in which a collecting device adjacent to the suction opening is formed on the suction pipe, -
figure 4 a differently configured suction device with a collecting device that has an air-permeable flow effect, and -
figure 5 a schematic representation of a differently designed suction device with a suction pipe, which can be attached to the front end of the conveyor section in a form-fitting manner.
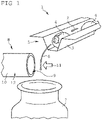
In
An dem stirnseitigen Ende 5 fallen die tablettenförmigen Produkte 4 aus der Förderbandreihe heraus und entlang einer Falltrajektorie 6 nach unten in einen unterhalb des stirnseitigen Endes 5 der Förderbahn 3 angeordneten Verpackungsbehälter 7. Die Falltrajektorie 6 entspricht dabei einer Flugbahn der Produkte 4, die ohne äußere Beeinflussung aus dem stirnseitigen Ende 5 der Förderbahn 3 herausfallen und anschließend aufgrund der Schwerkraft nach unten herabfallen.At the
Seitlich ist in unmittelbarer Nähe zu der Falltrajektorie 6 eine Saugvorrichtung 8 mit einem in einer Saugöffnung 9 mündenden Saugrohr 10 angeordnet. Um ein schadhaftes Produkt 4, das durch die Förderbahn 3 bis in den Verpackungsbehälter 7 befördert würde, vor dem Erreichen des Verpackungsbehälters 7 auszusondern kann mit einer nicht dargestellten Unterdruckerzeugungsvorrichtung ein Unterdruck in dem Saugrohr 10 erzeugt werden, sodass in einem Ansaugbereich vor der Saugöffnung 9 ein in das Saugrohr 10 gerichteter Saugstrom 11 erzeugt wird. Das Saugrohr 10 ist mit seiner Saugöffnung 9 so an der Falltrajektorie 6 angeordnet, dass der Saugstrom 11 die Falltrajektorie 6 durchströmt und eine entlang der Falltrajektorie 6 herabfallendes Produkt 4 von dem Saugstrom 11 erfasst wird und durch die Saugöffnung 9 in das Saugrohr 10 hinein gesaugt wird.A
Da das Saugrohr 10 mit der Saugöffnung 9 unterhalb der Förderbahn 3 angeordnet ist, ist eine unerwünschte Beeinträchtigung eines auf das auszusondernde Produkt 4 nachfolgenden Produkts 4, welches sich noch in der Förderbahn 3 befindet, im Wesentlichen ausgeschlossen.Since the
In
Nach dem Abschluss des Absaugvorgangs zu dem auszusondernden Produkt 4 wird das Saugrohr 10 mit der Saugöffnung 9 wieder von dem stirnseitigen Ende 5 der Förderbahn 3 entfernt. Das nachfolgende Produkt 4 kann dann ungestört entlang der Falltrajektorie 6 herabfallen und beispielsweise in einen Verpackungsbehälter oder eine nachfolgende Förderstrecke hineinfallen.After completion of the suction process for the
In
In
Bei der in
Claims (10)
- Method for selectively separating out free-flowing products (4) that are conveyed in a conveying direction (2) along a conveying path (1) in a conveying track (3), wherein the conveyed products (4) are checked in a monitoring portion of the conveying path (1) by means of a monitoring device, and wherein in a separating-out portion arranged downstream along the conveying path (1), the product (4) that does not meet a presettable monitoring criterion is separated out and carried away from the conveying track (3) using a suction device (8) in that the suction device (8) is arranged on the conveying path (1) and a suction flow flowing away from the conveying track (3) is generated for a preset suction period in order to suction the product (4) out of the conveying track (3), characterized in that a suction tube (10) of the suction device (8) is arranged with a suction opening (9) at a face-side end (5) of the conveying track (3), in order to suction off the product (2) falling at the face-side end (5) of the conveying track (3) from the conveying track (3) along a fall trajectory (6) through the suction opening (9).
- Method according to claim 1, characterized in that the suction opening (9) of the suction tube (10) is moved to the face-side end (5) of the conveying path (1) prior to a suction process and is connected to the suction opening (9) in or on the fall trajectory (6) of the falling product (4) in order to suction off the product to be separated-out (4) while falling along the fall trajectory (6), and that the suction opening (9) of the suction tube (10) is displaced away from the face-side end (5) of the conveying track (3) after a suction process in order to not impede a product downstream in the conveying path (1), which is not to be separated-out, from falling along the fall trajectory (6).
- Method according to claim 1 or claim 2, characterized in that a collecting device (13) for the product (4) to be separated-out and which adjoins the suction opening (9) is arranged on the suction tube (10), and that the collecting device (13) is arranged in the fall trajectory (6) prior to a suction process in order to collect the falling product (4) using the collecting device (13), and that the product (4), which is collected by the collecting device (13), is thereafter suctioned off through the suction opening (9).
- Method according to claim 3, characterized in that the collecting device (13), after collecting the product (4) to be separated-out, is displaced relative to the suction opening (9) in order to facilitate the suctioning of the product (4) through the suction opening (9).
- Method according to one of the preceding claims, characterized in that a suction section (12) adjoining the suction opening (9) of the suction tube (10) is oriented at an angle of less than 45°, preferably less than 20° relative to a horizontal plane during a suction process.
- Method according to one of claims 1, 2 or 5, characterized in that the suction opening (9) of the suction tube (10) of the suction device (8) at least in portions encloses the face-side end (5) of the conveying track (3) during the suction process.
- Device for selectively separating free-flowing products (4) comprising a conveying track (3) extending in a conveying direction (2) up to a face-side end (5) of a conveying path (1), and comprising a suction device (8) having a suction tube (10) opening into a suction opening (9), characterized in that the suction tube (10) is displaceably mounted on the face-side end (5) of the conveying path (1) in such a way that the suction opening (9) of the suction tube (10) below an upper side of the conveying track (3) can be displaced into or toward a fall trajectory (6) of a product (4) falling from the conveying track (3) at the face-side end (5), and can be displaced away from the fall trajectory (6) after the end of a suction process.
- Device according to claim 7, characterized in that a collecting device (13) for the product (4) to be separated-out adjoining the suction opening (9) is arranged on the suction tube (10).
- Device according to claim 8, characterized in that the collecting device (13) comprises a trough-shaped or trayshaped collecting area for the product (4) to be separated-out.
- Device according to claim 8 or claim 9, characterized in that the collecting device (13) comprises at least an airpermeable flow opening (16) through which a suction flow (11) directed in the direction of the suction opening (9) of the suction tube (10) can at least partially flow.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102018120721.2A DE102018120721A1 (en) | 2018-08-24 | 2018-08-24 | Process for the selective separation of free-flowing products |
| PCT/EP2019/072630 WO2020039087A1 (en) | 2018-08-24 | 2019-08-23 | Method for selectively sorting out flowable products |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3840894A1 EP3840894A1 (en) | 2021-06-30 |
| EP3840894B1 true EP3840894B1 (en) | 2022-08-03 |
Family
ID=67928794
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19766187.9A Active EP3840894B1 (en) | 2018-08-24 | 2019-08-23 | Method and device for selective removal of rippling products |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US11577280B2 (en) |
| EP (1) | EP3840894B1 (en) |
| DE (1) | DE102018120721A1 (en) |
| WO (1) | WO2020039087A1 (en) |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3415368A (en) * | 1966-09-13 | 1968-12-10 | Ramsey Eng Co | Core handling device with air sorting system |
| DE4335156B4 (en) * | 1993-10-15 | 2005-08-25 | BüHLER GMBH | Regulating device for a grinder |
| JP5568770B2 (en) * | 2009-10-08 | 2014-08-13 | テクマン工業株式会社 | Plastic pellet sorter |
| US10016790B1 (en) * | 2010-08-17 | 2018-07-10 | K.B.C. Group, Inc. | Dual robotic sorting system and method |
| US20140250835A1 (en) * | 2013-03-05 | 2014-09-11 | Howmedica Osteonics Corp. | Process for removing contaminants from polymeric powders |
| EP2859963A1 (en) * | 2013-10-11 | 2015-04-15 | Sikora Ag | Method and device for sorting bulk material |
| CN106000924A (en) * | 2016-06-20 | 2016-10-12 | 合肥名德光电科技股份有限公司 | Air suction removing type material color sorter |
| JP6275911B1 (en) * | 2017-10-02 | 2018-02-07 | 株式会社服部製作所 | Color sorter |
-
2018
- 2018-08-24 DE DE102018120721.2A patent/DE102018120721A1/en not_active Withdrawn
-
2019
- 2019-08-23 EP EP19766187.9A patent/EP3840894B1/en active Active
- 2019-08-23 WO PCT/EP2019/072630 patent/WO2020039087A1/en unknown
- 2019-08-23 US US17/270,290 patent/US11577280B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US20210252557A1 (en) | 2021-08-19 |
| WO2020039087A1 (en) | 2020-02-27 |
| EP3840894A1 (en) | 2021-06-30 |
| US11577280B2 (en) | 2023-02-14 |
| DE102018120721A1 (en) | 2020-02-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3463735A1 (en) | Machine for cutting a workpiece and method for ejecting workpiece parts | |
| EP3307472A1 (en) | Apparatus for cutting metal plates out of a metal strip | |
| EP3315420B1 (en) | Deep draw packaging machine | |
| EP3315423B1 (en) | Deep draw packaging machine | |
| EP0163043A1 (en) | Feeding apparatus in packaging machines for small pharmaceutical products such as tablets, pills, capsules, etc. | |
| WO2011070065A1 (en) | Sorting device | |
| EP2657005B1 (en) | Blow off group for a sealing unit of a packaging apparatus | |
| WO2021110682A1 (en) | Sorting system and sorting method for leaf tobacco | |
| EP3384787A1 (en) | Device for conveying rod-shaped articles for the tobacco processing industry | |
| EP3670399A1 (en) | Cascade conveyor and method for sorting and separating closure caps | |
| EP3208001A1 (en) | Air classifier with triple separation | |
| EP3860937A1 (en) | Device and method for transporting a plurality of articles | |
| EP3840894B1 (en) | Method and device for selective removal of rippling products | |
| DE102016101027B4 (en) | Rotary tablet press | |
| EP2859802B1 (en) | Apparatus and method for sorting and conveying smoking articles | |
| EP3840895B1 (en) | Method for selective removal of rippling products | |
| EP3199333B1 (en) | Rotary press for tablets | |
| EP1062883A1 (en) | Method and apparatus for making and/or packing cigarettes | |
| DE102018124212A1 (en) | Conveyor line for transporting a variety of articles and methods for adapting and / or operating a conveyor line | |
| AT506149B1 (en) | CONVEYING DEVICE FOR SMALL PARTS | |
| EP2417860A1 (en) | Device and method for separating sections of balls of a pressed good | |
| DE102019207724A1 (en) | MOVING STACKS OF TRAY WITH A DENESTER UNIT | |
| EP2251163B1 (en) | Device for separating waste parts of workpieces in cutting devices, preferably in optimising chop saws | |
| DE68901692T2 (en) | AUTOMATIC DEVICE FOR REMOVING VARIOUS ITEMS, IN PARTICULAR CAPSULES, TABLETS AND DRAGEES FROM STRIPED, ADAPTED HIGH SPACES. | |
| DE102008058998B4 (en) | Process for the screening or classification of cut, vegetable bulk material, in particular tobacco, and apparatus for carrying out the process |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: UNKNOWN |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20210312 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| INTG | Intention to grant announced |
Effective date: 20220322 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1508310 Country of ref document: AT Kind code of ref document: T Effective date: 20220815 Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502019005172 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220803 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220803 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221205 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221103 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220803 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220803 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220803 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220803 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220803 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221203 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220803 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221104 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220803 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220803 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220823 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220831 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220803 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220803 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220831 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20220831 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502019005172 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220803 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220803 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220803 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220803 |
|
| 26N | No opposition filed |
Effective date: 20230504 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220823 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220803 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220831 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20230831 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20230821 Year of fee payment: 5 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20230823 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220803 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220803 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20190823 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230823 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230823 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220803 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220803 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240904 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20240920 Year of fee payment: 6 |