EP3718659A1 - Appareil d'automatisation - Google Patents
Appareil d'automatisation Download PDFInfo
- Publication number
- EP3718659A1 EP3718659A1 EP19000169.3A EP19000169A EP3718659A1 EP 3718659 A1 EP3718659 A1 EP 3718659A1 EP 19000169 A EP19000169 A EP 19000169A EP 3718659 A1 EP3718659 A1 EP 3718659A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- axis
- movement
- horizontal slide
- drive
- automation device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 230000033001 locomotion Effects 0.000 claims abstract description 87
- 239000002184 metal Substances 0.000 description 14
- 229910052751 metal Inorganic materials 0.000 description 14
- 238000004519 manufacturing process Methods 0.000 description 8
- 238000005516 engineering process Methods 0.000 description 5
- 238000000034 method Methods 0.000 description 4
- 238000003825 pressing Methods 0.000 description 4
- 238000006073 displacement reaction Methods 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000013589 supplement Substances 0.000 description 1
Images
















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/02—Advancing work in relation to the stroke of the die or tool
- B21D43/04—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work
- B21D43/05—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work specially adapted for multi-stage presses
- B21D43/052—Devices having a cross bar
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/02—Advancing work in relation to the stroke of the die or tool
- B21D43/04—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work
- B21D43/10—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work by grippers
- B21D43/105—Manipulators, i.e. mechanical arms carrying a gripper element having several degrees of freedom
Definitions
- the present invention relates to an automation device with a base body with a plurality of carriages which can be moved relative to one another via a plurality of axes of movement and orientation axes in order to automatically displace at least one workpiece from a first location to a second location that is different from the first location
- a plurality of slides comprises an X1 horizontal slide and an X2 horizontal slide, which are telescopically movable along the X movement axis.
- Such an automation device is used, for example, in forming technology.
- sheet metal parts go through so-called pressing lines with different processing sections in which the sheet metal parts are formed by forming tools. Between the processing sections, the sheet metal parts accumulating at the end of a respective processing section must be unloaded, reloaded and / or loaded.
- the displacement of the sheet metal parts at the end of a processing section and / or at the beginning of a processing section or between a first processing section and a second processing section require a high degree of precision and are therefore carried out using automation.
- the automation can be implemented in the form of standard robots, which are supplemented by appropriate grippers or even additional axes, or from automation devices specially designed for press automation.
- automated device should also include the term “standard robot with supplement”.
- an automation device mentioned at the beginning is off WO 00/2011067260 A1 and from WO 00/2015000855 A1 known.
- automation devices are used that comprise six axes.
- automation devices in linear technology which have an advantage over standard robots in terms of speed and range, these six axes are not easy to implement for reasons of space.
- the object of the present invention is therefore to develop an automation device of the type mentioned at the beginning in such a way that it requires less space than automation devices of the prior art.
- the object is achieved according to the invention in that the X1 horizontal slide and the X2 horizontal slide can be pivoted about the A orientation axis.
- the pivotability of the XI horizontal slide and the X2 horizontal slide around the A orientation axis allows the two horizontal slides to move in an additional direction that can be controlled directly. This increases the degree of freedom of the automation device and creates an additional possibility of storing workpieces in a position that was previously only accessible via detours.
- Another advantage of the present invention is that the X1 and X2 horizontal slides are connected to a drive device for movement around the A orientation axis, around the B orientation axis and along the Y movement axis. It is advantageous to combine a drive device for moving both horizontal slides about three axes. This reduces the space required for the drive device.
- the drive device comprises an A drive for rotation about the A orientation axis, a B drive for rotation about the B orientation axis and a Y drive for movement along the B movement axis and in the Base body is arranged below the Z movement axis.
- the combination of the respective drives for the respective axes and their arrangement below the Z movement axis has the advantage that they are spatially remote from the respective slide and can therefore be arranged at a location that does not restrict the space requirement in the workroom.
- Another advantage of the present invention is that the X1 horizontal slide is movably supported on the base body and the X2 horizontal slide is movably supported on the X1 horizontal slide. This enables a telescopic linear displacement of the horizontal slide in relation to the base body.
- the X2 horizontal slide has at least one support beam with the Y axis of movement and the plurality of slides comprises at least one Y horizontal slide which is movable along the Y movement axis of the support beam. This also optimizes the freedom of movement of the automation device in the workroom.
- the X2 horizontal slide has a first support beam and a second support beam each with one of the Y movement axes, on each of which a first and second Y horizontal slide can be moved along the Y movement axis.
- the freedom of movement of the automation device according to the invention is thereby further optimized.
- the Y drive drives the first Y horizontal slide independently of the second Y horizontal slide. It is particularly advantageous that the B drive also drives the first Y horizontal slide independently of the second Y horizontal slide. This means that the spaces available on both sides of the X1 horizontal slide can be used independently can be used optimally for the relocation of workpieces.
- the drive device with the respective drives is arranged outside of the work space and thus does not restrict the space required for moving workpieces.
- a production plant 1 is shown schematically by way of example in the form of a press line with three processing sections 3, 5, 7.
- the processing sections 3, 5, 7 are arranged in a row one behind the other.
- the processing sections 3, 5, 7 can also be arranged not (only) in a straight row one behind the other but also offset and / or at an angle to one another.
- the arrangement of the individual processing sections 3, 5, 7 generally depends on the space available and the space required by the production plant.
- the spatial arrangement of the individual processing sections 3, 5, 7 with respect to one another is therefore not relevant to the invention and can therefore be planned as required as required.
- the present invention also includes systems with only a single processing section 3, 5, 7.
- Each machining section 3, 5, 7 forms a tool space 9 in which a tool 10 machines a workpiece 12 in a predetermined manner.
- the predetermined The way of processing is carried out by a control of the respective processing section 3, 5, 7 or the production plant 1.
- Such a control takes place via suitable software and hardware, which is generally known and is not the subject of the present invention. This is therefore not discussed further here.
- the processing sections 3, 5, 7 are presses in which sheet metal parts are pressed into a predetermined shape by a predetermined pressing process. In other embodiments, completely different machining operations, e.g. Assembly steps are carried out in the production plant 1 with the present invention.
- each processing section 3, 5, 7 forms a tool space 9 in which a workpiece 12 as a sheet metal part is placed on a lower tool 11 before a pressing process, in order then to carry out the predetermined pressing process with an upper tool 13.
- a sheet metal part must be loaded into the first processing section 3, unloaded from this first processing section 3 after processing in the first processing section 3 and transferred and loaded into the second processing section 3 in order to be processed there again and after processing by the second processing section 3 to be transferred to the third processing section 5 and loaded into it in order to be processed there again and finally to be unloaded from the third processing section 5.
- the loading, the transferring and the unloading are carried out before and between the respective processing sections 3, 5 and 7 by automation devices 100.
- a processing section 3 is shown schematically on a somewhat larger scale.
- the tool space 9 is defined in the context of the present invention as the space which is located between the lower tool 11 and the upper tool 13.
- the tool space 9 changes its height as a function of the distance between the upper tool 13 and the lower tool 11 and thus has its greatest volume when the upper tool 13 has moved at most from the lower tool, i.e. in a state that is suitable for loading and unloading a workpiece 12 is.
- two sheet metal parts B1, B2 are arranged next to one another on the lower tool 11. It can be clearly seen that the space requirement in the tool room 9 is a critical variable.
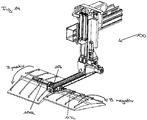
- FIG. 13 is a schematic perspective view of an automation device 100 according to the present invention, as shown in FIG Fig. 1 and Fig. 2 is used in the production plant 1 designed as a press line.
- a 3D coordinate system for representing the axes of movement and orientation axes of the automation device 100 is also shown.
- the automation device 100 has an X0 movement axis X0, an X1 movement axis X1, an X2 movement axis X2, which are assigned to an A-orientation axis A, a Y-movement axis Y to which a B-orientation axis B is assigned, and a Z. -Motion axis Z to which a C orientation axis C is assigned.
- the respective axes of movement and orientation are described in more detail below.
- the automation device 100 is designed symmetrically to the X1 movement axis X1.
- the automation device 100 has a base body 101 which essentially forms a Z-axis body 103 and comprises the Z-axis of movement Z.
- a Z vertical slide 105 is linearly displaceable along the Z movement axis Z.
- the base body 101 is connected to an X0 axis body 107 in a vertically overhead area and is attached to the X0 axis body 107 so as to be linearly displaceable via an X0 horizontal slide 109.
- the base body 101 can thus change its position horizontally along the X0 movement axis X0 and can change its position along the Z axis of movement Z vertically.
- the base body 101 is also connected via an X1 horizontal slide 111 to an X1 axis body 113, which can move linearly horizontally in relation to the base body 101.
- the X1 axle body 113 is in a position that has been advanced completely in the X direction.
- the X1 axis body 113 is formed symmetrically on both sides of the X1 movement axis X1.
- the two sides are identified as “left” and “right” from the perspective of the base body 101.
- the same components are denoted by the same reference symbols on both sides of the axis of symmetry.
- "L” for "left” and “R” for “right” are added to the respective reference numerals.
- a Y support beam 117L, 117R is attached to the X1 axis body 113 on both sides, that is to say left and right, via an X2 horizontal slide 112, and each includes a Y axis of movement Y.
- a gripping device 119L, 119R for gripping the workpiece 12 to be transported is located on the two Y support beams 117L, 117R Fig. 3 The gripping device 119L, 119R is just gripping such a workpiece 12.
- FIG. 14 is a schematic side view of the automation device 100 from FIG Fig. 3 shown.
- the Z vertical slide 105 can move along the Z movement axis Z and thus reduce or increase the distance between the X0 movement axis X0 and the X1 movement axis X1.
- Fig. 4 is the Z-vertical slide 105 moved upwards so that the distance between the X0 movement axis X0 and the X1 movement axis X1 is small.
- the Z-vertical slide has moved downwards so that the distance between the X0 movement axis X0 and the X1 movement axis X1 is large.
- FIG. 11 is a schematic side view of the automation device from FIG Fig. 3 in which an X0 horizontal slide 109 lies on the base body 101 at a first exemplary position, an X1 horizontal slide 111 lies at a first exemplary position in relation to the base body 101 and an X2 horizontal slide 112 lies in a first exemplary position in relation to the X1 -Horizontal slide 111 is located.
- FIG. 14 is a schematic side view of the automation device 100 from FIG Fig. 3 in a second exemplary position of the X0, X1 and X2 horizontal slides 109, 111, 112 in relation to the base body 101 and in comparison to the first position in FIG Fig. 6 shown.
- Fig. 6 and Fig. 7 should each give an example for the linear movement along the X0 movement axis, the X1 movement axis and the X2 movement axis. Any horizontally aligned position in the tool space 9 can thus be reached by the workpiece 12.
- Fig. 8 is schematically shown a perspective view obliquely from above of the left and right Y-horizontal slides 115L, 115R in a respective exemplary first position.
- the two Y horizontal slides 115L, 115R move on the left Y support beam 117L and the right Y support beam 117R, respectively and thus the gripping device 119L, 119R away from or towards the X1 axis body 113 with the X1 movement axis X1.
- a neutral position of the two Y-horizontal slides 115L, 115R is shown.
- Fig. 9 is a schematic perspective side view obliquely from above of the two Y-horizontal slides 115L, 115R in a second exemplary position, that is, in a position shifted to the right in the direction of the arrow.
- FIG. 10 A schematic, perspective side view of the automation device 100 according to the present invention is shown in a first exemplary position in relation to the A orientation axis A.
- a negative rotary movement of the X1 axle body 113 in direction A is indicated by an arrow.
- FIG. 3 is a schematic, perspective side view of the automation device 100 from FIG Fig. 10 in a second position in relation to the A orientation axis A.
- a movement in direction A positive is indicated by an arrow.
- Fig. 10 thus shows an example of a rotational movement of the X1 axle body 113 to the left, while Fig. 10 shows an example of a rotary movement of the X1 axle body 113 to the right.
- FIG. 3 is a schematic, perspective side view of the automation device from FIG Fig. 10 in a first position in relation to a B orientation axis B.
- a rotational movement of the Y support beam 117L, 117R in the positive direction B is indicated by an arrow.
- the direction B positive is therefore tilted towards the viewer.
- FIG. 3 is a schematic, perspective view of the automation device 100 from FIG Fig. 10 in a second position in relation to the B orientation axis B.
- a rotational movement of the Y support beam 117L, 117R in the negative direction B is also indicated here by an arrow.
- the second position in direction B negative is tilted backwards away from the viewer.
- FIG. 3 is a schematic, perspective view of the automation device 100 from FIG Fig. 10 , wherein the position of the Y support beam 117L and the position of the Y support beam 117R with respect to the B orientation axis B are different and opposite, respectively.
- the control of the automation device 100 allows independent control of the left Y-support beam 117L and the right Y-support beam 117R, for example in opposite directions around the (respective) B-orientation axis B.
- the positions are in FIG Fig. 14 so left B negative and right B positive.
- Fig. 15 13 is a schematic detailed view of a drive device 200 for a movement along the Y movement axis Y as well as a movement about the B orientation axis B and a movement about the A orientation axis A.
- the drive device 200 is in the area of the base body 101, essentially below the Z. Axis of movement Z.
- the drive device 200 comprises a left drive 200L and a right drive 200R, which can comprise one or more drive motors.
- the drive mechanisms on the left-hand side and on the right-hand side are identical, so that in the following the drive system is essentially based on the left-hand drive side is described. The description also applies to the right drive side. Reference is made to the right-hand drive side only in individual cases, when it is necessary for clarity.
- Fig. 15 shows the left drive side of the drive device 200.
- the drive device 200 comprises on the left drive side a bearing 201 for rotating the X1 axis body 113 about the A orientation axis A, a B drive 203L for rotating the Y support beam 117L about the B orientation axis B and a Y drive 205L for moving the Y horizontal slide 115L along the B movement axis B.
- the A drive 202 is indicated, which pivots the drive unit 200 around the bearing 201 with the aid of a spindle.
- the B drive 203L is arranged above the Y drive 205L in a space below the Z movement axis Z of the base body 101.
- the B drive 203L and the Y drive 205L are aligned transversely to the X1 movement axis X1 and each have a B or Y drive shaft 209L, 211L facing the observer.
- the B drive shaft 209L of the B drive 203L spatially protrudes somewhat further towards the viewer than the drive shaft 211L of the Y drive 205L located below it.
- a B or Y belt pulley 213L, 215L is arranged at the respective protruding, free ends of the drive shaft 209L or 211L.
- the above drive device 200 produces a rotational movement of the B and Y pulleys 213L, 215L.
- a Y drive belt 217L runs around the lower pulley 215L and over two Y deflection pulleys 218L along the left side of the X1 axle body 113, parallel to the X1 movement axis X1.
- a B drive belt 219L runs over B deflection rollers 221L parallel to the Y drive belt 217L and thus to the X1 movement axis X1.
- Fig. 16 the course of the Y drive belt 217L and the B drive belt 219L parallel to the X1 movement axis X1 at one end of the X1 axis body 113 is shown in detail.
- a large B pulley 223L around which the B drive belt 219L is passed
- a large Y pulley 225L around which the Y drive belt 217L is passed.
- a large Y and B belt pulley (not shown) so that the drive belts each form an upper run and a lower run.
- the lower run of the two B and Y drive belts 219L, 217L is guided around a B drive wheel 227L or a Y drive wheel 229L and then runs at the opposite rear end of the X1 axle body 113 around the respective large pulley there (not shown ) back to the pulley 215L or 213L drive device.
- the system is in Fig. 16 described for the left side, but also applies to the right drive side.
- the rotational movement of the Y support beam 117L about the B orientation axis B is indicated with an arrow.
- the Y-horizontal slide 115L with the gripping device 119L moves depending on the control of the Y-drive 205L along the Y-support beam 117L.
- Fig. 17 Fig. 13 is a schematic front view of the left Y-support beam 117L with the left Y-horizontal slide 115L.
- the Y drive wheel 229L drives a Y spindle 231L for movement along the Y movement axis Y, to which the Y horizontal slide 115L is attached via a spindle nut 233L.
- the gripping device 119L with a workpiece 12 can also be seen on the Y-horizontal slide 115L.
- the B drive wheel 227L for a movement about the B orientation axis B is part of a transmission 235L with a hollow shaft, which converts the rotary movement of the B drive wheel 227L into an in Fig. 16 implemented by the rotary movement of the Y-beam 117L shown by the arrow.
- This technology is also identical on the right-hand drive side.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manipulator (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP19000169.3A EP3718659B1 (fr) | 2019-04-05 | 2019-04-05 | Appareil d'automatisation |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP19000169.3A EP3718659B1 (fr) | 2019-04-05 | 2019-04-05 | Appareil d'automatisation |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3718659A1 true EP3718659A1 (fr) | 2020-10-07 |
| EP3718659B1 EP3718659B1 (fr) | 2022-11-23 |
Family
ID=66101789
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19000169.3A Active EP3718659B1 (fr) | 2019-04-05 | 2019-04-05 | Appareil d'automatisation |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP3718659B1 (fr) |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19521976A1 (de) * | 1994-06-16 | 1995-12-21 | Mueller Weingarten Maschf | Transportsystem |
| EP0930110A2 (fr) * | 1998-01-19 | 1999-07-21 | Müller Weingarten AG | Dispositif de transport |
| DE10158194A1 (de) * | 2001-11-28 | 2003-06-18 | Mueller Weingarten Maschf | Vorrichtung zum Transport von Formteilen |
| JP2010046706A (ja) * | 2008-08-25 | 2010-03-04 | Ihi Corp | ワーク搬送装置 |
| WO2011067260A1 (fr) | 2009-12-01 | 2011-06-09 | Kuka Systems Gmbh | Dispositif de transport |
| US20120282066A1 (en) * | 2009-12-21 | 2012-11-08 | Wilfried Strothmann Gmbh Maschinenbau Und Handhabungstechnik | Robot |
| WO2015000855A1 (fr) | 2013-06-30 | 2015-01-08 | Hagel Automation Gmbh | Dispositif et procédé pour transférer un élément et système d'outil |
| US20160039062A1 (en) * | 2014-08-08 | 2016-02-11 | Murata Machinery, Ltd. | Workpiece conveyor and machine tool |
-
2019
- 2019-04-05 EP EP19000169.3A patent/EP3718659B1/fr active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19521976A1 (de) * | 1994-06-16 | 1995-12-21 | Mueller Weingarten Maschf | Transportsystem |
| EP0930110A2 (fr) * | 1998-01-19 | 1999-07-21 | Müller Weingarten AG | Dispositif de transport |
| DE10158194A1 (de) * | 2001-11-28 | 2003-06-18 | Mueller Weingarten Maschf | Vorrichtung zum Transport von Formteilen |
| JP2010046706A (ja) * | 2008-08-25 | 2010-03-04 | Ihi Corp | ワーク搬送装置 |
| WO2011067260A1 (fr) | 2009-12-01 | 2011-06-09 | Kuka Systems Gmbh | Dispositif de transport |
| US20120282066A1 (en) * | 2009-12-21 | 2012-11-08 | Wilfried Strothmann Gmbh Maschinenbau Und Handhabungstechnik | Robot |
| WO2015000855A1 (fr) | 2013-06-30 | 2015-01-08 | Hagel Automation Gmbh | Dispositif et procédé pour transférer un élément et système d'outil |
| US20160039062A1 (en) * | 2014-08-08 | 2016-02-11 | Murata Machinery, Ltd. | Workpiece conveyor and machine tool |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3718659B1 (fr) | 2022-11-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1871570B1 (fr) | Châine de production servant à usiner des pièces avec souplesse | |
| EP0693334B1 (fr) | Système de transport | |
| EP3641972B1 (fr) | Systeme de déplacement et machine à tailler les engrenages | |
| DE19518965C2 (de) | Bearbeitungszentrum für Holz- und Kunststoff-Werkstoffe | |
| DE102008036218A1 (de) | Fertigungssystem | |
| EP3412403B1 (fr) | Machine-outil destinée à l'usinage par enlèvement de copeaux d'une pièce à usiner | |
| WO2019052859A1 (fr) | Magasin à outils et procédé de changement d'outils | |
| DE112016004041T5 (de) | Eine verbindungsgliedbedienungsseinrichtung verwendende verbundarbeitseinrichtung | |
| EP3208034B1 (fr) | Magasin d'outils | |
| DE3624416C2 (de) | Vorrichtung zum Werkstückbe- und Entladen einer Presse | |
| DE102015121884B4 (de) | Umform- und/oder Transferpresse mit zwei Stationsreihen und mit einer Transportvorrichtung zum Transport von Werkstücken entlang der aufeinanderfolgenden Bearbeitungstationen sowie Verfahren zum Fertigen von Produkten aus Werkstücken | |
| EP2916994B1 (fr) | Installation de production d'un ensemble constitué de plusieurs éléments | |
| EP3016760B1 (fr) | Dispositif et procédé pour transférer un élément et système d'outil | |
| DE19828239A1 (de) | Vorrichtung zum spanabhebenden Bearbeiten von Werkstücken | |
| EP1511596B1 (fr) | Tour multibroche | |
| EP1927429A1 (fr) | Machine-outil avec magasin à outils | |
| EP3718659B1 (fr) | Appareil d'automatisation | |
| EP2148759A1 (fr) | Machine-outil optimisée dynamiquement à systèmes d'entraînement superposés | |
| DE19645792B4 (de) | Transfereinrichtung zum Transport von Werkstücken durch eine Stufenpresse, Transferpressenlinie o. dgl. Pressenanlage | |
| DE102016110491A1 (de) | Transportvorrichtung für Pressenanlagen | |
| DE4035353A1 (de) | Nutenstanzanlage | |
| EP2200779A2 (fr) | Tour | |
| DE10158194A1 (de) | Vorrichtung zum Transport von Formteilen | |
| DE4312406C2 (de) | Verfahren und Vorrichtung zum getakteten Transport von Werkstücken oder Werkstückträgern in Transferstraßen oder Transfermaschinen | |
| DE202014104881U1 (de) | Schleifmaschine mit einem Schleifwerkzeug zum gleichzeitigen Wälzschleifen zweier Werkstücke |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20201109 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: WIESING, HELMUT Inventor name: ROSENHAEGER, JOERG |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20220511 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20220808 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1532826 Country of ref document: AT Kind code of ref document: T Effective date: 20221215 Ref country code: DE Ref legal event code: R096 Ref document number: 502019006321 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20221123 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221123 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230323 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230223 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221123 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221123 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221123 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221123 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221123 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221123 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230323 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221123 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230224 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221123 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221123 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221123 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221123 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221123 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221123 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502019006321 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221123 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221123 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20230824 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221123 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20230405 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230405 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20230430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221123 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230405 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221123 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230430 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230405 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230430 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230430 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230405 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230405 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221123 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240419 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221123 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221123 |