EP3592159B1 - Unité et procédé pour séparer des papiers de gainage et les appliquer sur des articles à fumer en forme de tige - Google Patents
Unité et procédé pour séparer des papiers de gainage et les appliquer sur des articles à fumer en forme de tige Download PDFInfo
- Publication number
- EP3592159B1 EP3592159B1 EP18710154.8A EP18710154A EP3592159B1 EP 3592159 B1 EP3592159 B1 EP 3592159B1 EP 18710154 A EP18710154 A EP 18710154A EP 3592159 B1 EP3592159 B1 EP 3592159B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- score line
- web
- plugwraps
- shaped
- line
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 230000000391 smoking effect Effects 0.000 title claims description 45
- 238000000034 method Methods 0.000 title claims description 13
- 238000005520 cutting process Methods 0.000 claims description 35
- 238000005096 rolling process Methods 0.000 claims description 13
- 238000011144 upstream manufacturing Methods 0.000 claims description 4
- 230000001419 dependent effect Effects 0.000 claims description 3
- 235000019504 cigarettes Nutrition 0.000 description 28
- 238000004519 manufacturing process Methods 0.000 description 5
- 230000000694 effects Effects 0.000 description 4
- 230000002093 peripheral effect Effects 0.000 description 3
- 239000000796 flavoring agent Substances 0.000 description 2
- 241000208125 Nicotiana Species 0.000 description 1
- 235000002637 Nicotiana tabacum Nutrition 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 235000019506 cigar Nutrition 0.000 description 1
- 239000003571 electronic cigarette Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
Images





Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/47—Attaching filters or mouthpieces to cigars or cigarettes, e.g. inserting filters into cigarettes or their mouthpieces
- A24C5/471—Attaching filters or mouthpieces to cigars or cigarettes, e.g. inserting filters into cigarettes or their mouthpieces by means of a connecting band
- A24C5/473—Cutting the connecting band
Definitions
- This invention relates to a unit and a method for separating plugwraps and applying them to rod-shaped smoking articles.
- the unit forming the object of this invention is applicable in particular in machines known as "filter tip attachment" machines used in the tobacco industry to make traditional filter cigarettes, that is, cigarettes which can be smoked by burning the end of the cigarette opposite the filter, or cigarettes of other kinds, such as, for example, electronic cigarettes which can be smoked by electronically heating the end of the cigarette opposite the filter.
- filters tip attachment machines used in the tobacco industry to make traditional filter cigarettes, that is, cigarettes which can be smoked by burning the end of the cigarette opposite the filter, or cigarettes of other kinds, such as, for example, electronic cigarettes which can be smoked by electronically heating the end of the cigarette opposite the filter.
- cigarette is used to generally denote a plurality of products or smoking articles such as, for example, cigarettes, cigars, cigarillos and the like, provided with a filter.
- a "filter tip attachment” machine receives a succession of equispaced cigarette segments from a cutting station located downstream of a forming beam of a machine which makes the cigarettes, known simply as "maker". After being cut into two segments of desired length, the cigarette segments are fed to a withdrawal conveyor by way of a plurality of rotary transfer conveyors, known as conveyor drums. After withdrawing the two cigarette segments, the withdrawal conveyor spaces them axially apart to make room for a double filter.
- the group thus made up of two cigarette segments and a double filter is joined by a gummed plugwrap fed to the group by another drum and rolled around the group by a rolling device. Next, the group made up of cigarette segments, double filter and plugwrap is cut in half and fed to an outfeed conveyor drum.
- the gummed plugwraps are made by feeding a paper web which is unwound from a roll and which, after being gummed, is cut into individual plugwraps transversely to its longitudinal direction of extension. Cutting may be performed by known means, such as, for example, a scissor cutter, an impact cutter or a sliding cutter, to divide the web into a sequence of plugwraps.
- Each plugwrap typically has the shape of a rectangular patch which is wrapped round the double filter and at least a short stretch of each of the cigarette segments abutting against the double filter at either end.
- the Applicant has identified the need to make filter cigarettes provided with outer plugwraps which are at least partly removable.
- Cigarettes of this kind are known from WO2016/156209 and preferably comprise a tear tab allowing the consumer to grip and partly remove the plugwrap.
- Other examples of known solutions in this field can be found in documents WO2017/013105 , GB2246092 , EP3045055 and WO2014/064433 .
- advertisements and/or graphical effects for different marketing purposes can be applied on the removable portion of the plugwrap or the zone of the filter uncovered.
- use of an at least partly removable plugwrap means that a flavourant or essence can be associated with the plugwrap to come into contact with the consumer's lips or be perceived by smell before, during or after smoking.
- removing the plugwrap at least partly from the filter activates a new olfactory and taste experience for the consumer who may decide its intensity and the time when to enjoy it. For example, removing a small piece of plugwrap exposes to the air a specific part of the filter which has been previously treated with a coat of flavourant and which can come into contact with the consumer.
- the Applicant has found that in order to separate the plugwraps from each other in such a way that after being rolled round the group they define a convenient tab-like grip profile which enables the consumer to grip it and partly remove the plugwrap, it is necessary to make at least one shaped score line.
- the step of separating the plugwrap and making the shaped stretch would be excessively complex and/or slow relative to the high production speeds required. Moreover, the step of separating the plugwrap and making the shaped stretch would subject the cutting means to excessive strain, thus reducing their working life.
- This invention therefore has for an aim to provide a unit for separating plugwraps and applying them to rod-shaped smoking articles which allows making plugwraps with a removable portion in an efficient and reliable manner.
- Another aim of this invention therefore is to provide a method for separating plugwraps and applying them to rod-shaped smoking articles which is practical and effective and which allows improving the efficiency of the production process.
- the numeral 100 denotes in its entirety a portion of a filter tip attachment machine, hereinafter referred to simply as machine 100.
- the machine 100 comprises a unit for separating plugwraps and applying them to rod-shaped smoking articles, denoted in its entirety by the numeral 1 and hereinafter referred to simply as unit 1.
- the unit 1 is configured to separate plugwraps 2 from a web 3, preferably of paper, as will become clearer as this description continues, and apply them to rod-shaped smoking articles 101.
- smoking articles 101 of the kind illustrated in Figure 6 that is to say, comprising a double filter 102 interposed between two cigarette segments 103 abutting axially against it end to end.
- the invention is, however, also applicable to smoking articles 101 comprising a single filter abutting axially against one cigarette segment 103.
- the unit 1 comprises a suction roller 4, adapted to rotate about its axis of rotation 4a in the direction indicated by the arrow F4, and feed means, not illustrated in the accompanying drawings, configured to feed the web 3 on the suction roller 4 along a feed path indicated by the arrow P.
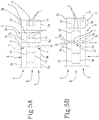
- the unit 1 is configured to separate a sequence of plugwraps 2 from the web 3 by cyclically generating a transverse cutting line T on the web 3, preferably perpendicular, as illustrated in Figures 5A and 5B .
- the suction roller 4 is adapted to retain the web 3 and the sequence of plugwraps 2 by suction on its own external surface of rotation 4' while the suction roller 4 rotates.
- the unit 1 also comprises transfer means 6 configured to transfer a succession of smoking articles 101 towards a suction roller 4 so that each plugwrap 2 is applied tangentially in known manner to a respective smoking article 101 at an applicator station 5.
- the transfer means 6 comprise a conveyor roller 7 provided with peripheral suction flutes capable of retaining the smoking articles 101 and adapted to rotate about its axis of rotation 7a in the direction indicated by the arrow F7.
- the peripheral speed of the suction roller 4 is preferably greater than the speed of the web 3 advancing along the feed path so that the plugwraps 2 cut off are spaced at a constant spacing.
- the spacing of the plugwraps 2 coincides with the spacing of the smoking articles 101 feeding into the conveyor drum 7, so that each plugwrap 2 is applied correctly to the respective smoking article 101.
- the suction roller 4 holds the plugwraps 2 by the ungummed side so that as each plugwrap 2 reaches a respective smoking article 101, that plugwrap is applied in "flag-like manner" to the smoking article 101.
- the expression "flag-like manner” means that the plugwrap 2 adheres to the smoking article 101 only by a reduced portion of it; specifically, at the front edge of it. The rest of the plugwrap 2 remains lifted by known means not illustrated, which prevent the plugwrap 2 from drooping and sticking to the outer cylindrical surface of the conveyor roller 7.
- the machine 100 comprises a rolling drum 8, disposed substantially tangent to the conveyor roller 7 and adapted to rotate about its axis of rotation 8a in the direction indicated by the arrow F8 and configured to receive the succession of smoking articles 101 with plugwraps 2 from the conveyor roller 7 downstream of the applicator station 5, and a rolling device 9 configured to wrap the plugwraps 2 round the smoking articles 101 provided with plugwraps 2 transported by the rolling drum 8.
- the smoking articles 101 housed in the peripheral suction flutes of the conveyor drum 7 are transferred to the rolling drum 8 which moves them in the rolling device 9 in such a way as to roll the plugwraps 2 according to known methods.
- the smoking articles 101 are rolled in the plugwraps 2 inside a rolling channel 9a while advancing along a longitudinal direction of travel of the channel 9a itself.
- Feeding out of the rolling channel 9a are double cigarettes 104 made by the machine 100, that is, two cigarette segments 103 with a double filter 102 interposed between them and joined to each other by a plugwrap 2 wrapped round the double filter 102 and at least the end portions of the cigarette segments 103.
- the double cigarettes 104 are first cut into single cigarettes 105 by cutting means of known type, not illustrated, and then subjected to further processing and operations of known type performed in cigarette making machines and not described here since they are outside the scope of this invention.
- the unit 1 comprises first scoring means 10 configured to make cyclically and transversely on the web 3 or on the plugwrap 2 at least a first, preferably straight score line 11 defining at least one end segment T1 of the cutting line T and second scoring means 12 configured to make cyclically and transversely on the web 3 or on the plugwrap 2 at least a second, preferably shaped score line 13.
- plugwraps 2 referred to hereinafter have only one straight score line 11 and only one shaped score line 13, as illustrated in the two embodiments of Figures 5A-5B .
- the second scoring means 12 are configured to make the shaped score line 13 at a central portion X of the web 3 or of the plugwraps 2, while the first scoring means 10 are configured to make the straight score line 11 at opposite end portions Y of the web 3)or of the plugwraps 2, so that the straight score line 11 at least defines opposite end segments T1 of the cutting line T.
- the step of making the shaped score line 13 and the step of making the straight score line 11 can preferably be performed at two longitudinally distinct positions along the feed path so that the shaped score line 13 and the straight score line 11 are made to form a single cutting line T.
- plugwraps 2 having shaped score lines T comprising straight end segments T1 at the opposite end portions Y and a shaped central profile T2 made by the shaped score line 13 at the central portion X.
- the first scoring means 10 and the second scoring means 12 may be disposed and adapted to be driven in such a way that the shaped score line 13 belongs to the cutting line T.
- the straight score line 11 may define the entire cutting line T the step of making the shaped score line 13 is performed on the web 3 or on the plugwraps 2 at a position along the feed path longitudinally distinct from a position corresponding to the cutting line T.
- the first scoring means 10 and the second scoring means 12 may be disposed and adapted to be driven in such a way that the shaped score line 13 does not belong to the cutting line T.
- the second scoring means 12 are configured to make at least one convex portion of the shaped score line 13 suitable for defining a grip tab L of the plugwrap 2.
- the tab L can be easily gripped by the consumer to at least partly remove a portion of the plugwrap 2 corresponding to the respective part of the central portion X.
- the central portion X is not gummed, allowing it to be removed by the consumer if necessary, while the opposite end portions Y are at least partly gummed to allow the plugwrap to be fixed to the double filter 102 and to the cigarette segments 103.
- the web 3 is suitable for making a removable portion of the plugwrap 2, for example without the aforesaid gumming or with gumming suitable for removal.
- the shaped score line 13 (as shown in Figure 6 for example) has a main direction of extension which is parallel to the cutting line "T" (and relative to which the shaped score line 13 may have undulations, protrusions, etc.). That way, the shaped score line 13 allows allow the plugwrap 2 to be partly removed along a tear direction perpendicular to the cutting line "T", that is to say, along a circumferential direction on the cigarette 105.
- the web 3 preferably has at least one sequence of holes defining at least one line of weakness 14 substantially parallel to the lateral edges 3a of the web 3.
- the line of weakness 14 divides the web 3 or the plugwraps 2 into at least one first portion, adapted to receive the straight score line 11, and at least one second portion, adapted to receive the shaped score line 13, allowing the second portion to be easily and precisely removed by the consumer.
- the web 3 comprises two sequences of holes defining two lines of weakness 14 delimiting the central portion X, corresponding to the aforementioned second portion, and the opposite end portions Y, corresponding to the aforementioned first portions; thus, the shaped score line 13 extends between the two lines of weakness 14.
- the unit 1 my comprise means (not illustrated) for perforating the web 3, configured to make on the web 3 or on the plugwraps 2 the sequences of holes which define the lines of weakness 14.
- the lines of weakness 14 are ready made on the web 3.
- the second scoring means 12 preferably comprise at least one punch roller 15 configured to make the shaped score line 13.
- the punch roller 15 may be disposed tangentially to the suction roller 4, as in the first embodiment illustrated in Figure 2 , or disposed tangentially to a punch anvil roller 16, as in the second embodiment illustrated in Figure 3 , in such a way that the web 3 is positioned between the punch roller 15 and the punch anvil roller 16.
- the punch roller 15 may be disposed upstream, as in the embodiments of Figures 2 and 3 , or downstream of the first scoring means 10.
- the second scoring means 12 comprise a first laser scoring device 17 located upstream, as in the third embodiment of the unit 1 illustrated in Figure 4 , or downstream of the first scoring means 10, and configured to make the at least one shaped score line 13.
- the first scoring means 10 comprise a second laser scoring device configured to make the straight score line 11.
- the shaped score line 13 can advantageously be made before or after making the respective straight score line 11, depending on requirements.
- the first scoring means 10 preferably comprise a scoring roller 18 rotating about its axis of rotation 18a and having a plurality of circumferentially distributed blades 19 configured to make the straight score line 11.
- the plurality of blades 19 is configured like a plurality of blade pairs so that the end segments T1 are made simultaneously.
- the plurality of blades 19 is configured like a plurality of blade pairs and the second scoring means 12 comprise a plurality of punches, each punch being interposed between the blades of a respective blade pair so as to make the at least one shaped score line 13 in such a way that the shaped score line defines a central profile T2 of the cutting line T interposed between and consecutive upon the opposite end segments T1 defined by the straight score line 11.
- the central shaped profile T2 may be obtained, for example, using shaped blades.
- a blade pair with an interposed punch advantageously allows making a scissor-like cut which simultaneously makes the opposite end segments T1 from the outside of the web 3 according to customary scissor cutting methods and, after simultaneously making the segments T1, allows making the central shaped profile T2 by means of a punch. This avoids the damage to the blade that would occur if the cut were made starting from a single lateral edge 3a in the end portions Y, then interrupted at the central portion X corresponding to the shaped score line 13 and resumed after the central portion X to make the opposite end portion Y.
- the blade would have to resume the scissor cut which, since it is made by crossing the edges and bending the top blade, would lead to splintering of the blade, which would thus be unable to have starting guide edges because the cut must be complete and blended into the one made by the punch.
- This invention achieves the preset aims by overcoming the above mentioned disadvantages of the prior art and providing the user with a unit for separating plugwraps and applying them to rod-shaped smoking articles and which allows efficiently making a smoking article provided with a plugwrap having a portion which can be easily removed by a consumer and allowing the removable portion to be used to meet a diversity of production requirements.
- This invention also provides the user with a method for separating plugwraps and applying them to rod-shaped smoking articles and which guarantees maximum flexibility and operating and production versatility, allowing each plugwrap to be made with one or more shaped score lines at a cutting line or at a central portion thereof.
- the filter tip attachment machine comprising the unit according to this invention advantageously allows improving the entire production process and the quality and variety of the rod-shaped smoking articles produced.
Landscapes
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
Claims (20)
- Unité (1) pour séparer des papiers de gainage (2) et les appliquer sur des articles à fumer (101) en forme de tige, comprenant :- un rouleau d'aspiration (4) adapté pour tourner autour de son propre axe de rotation (4a),- des moyens d'alimentation configurés pour alimenter une bande (3), de préférence de papier, sur le rouleau d'aspiration (4) le long d'un parcours d'alimentation, dans laquelle l'unité (1) est configurée pour séparer de la bande (3) une séquence de papiers de gainage (2) en générant de façon cyclique une ligne de coupe transversale (T) sur la bande (3), et dans laquelle le rouleau d'aspiration (4) est adapté pour retenir la bande (3) et la séquence de papiers de gainage (2) par aspiration sur sa propre surface externe de rotation (4') pendant que le rouleau d'aspiration (4) tourne,- des moyens de transfert (6) configurés pour transférer une succession d'articles à fumer (101) vers le rouleau d'aspiration (4) de sorte que chaque papier de gainage (2) soit appliqué sur un article à fumer (101) respectif en correspondance d'un poste d'application (5) ;- des premiers moyens d'incision (10) configurés pour réaliser cycliquement et transversalement sur la bande (3) ou sur le papier de gainage (2) au moins une première ligne d'incision (11) rectiligne définissant au moins un segment d'extrémité (T1) de la ligne de coupe (T) ;caractérisée en ce qu'elle comprend des seconds moyens d'incision (12) configurés pour réaliser de manière cyclique et transversale sur la bande (3) ou sur le papier de gainage (2) au moins une seconde ligne d'incision (13) façonnée ; ladite ligne d'incision (13) façonnée ayant une direction principale d'extension parallèle à la ligne de coupe (T) et étant configurée pour permettre au papier de gainage (2) d'être partiellement retiré le long d'une direction de déchirure perpendiculaire à ladite ligne de coupe (T), à savoir le long d'une direction circonférentielle sur l'article à fumer (101) en forme de tige.
- Unité (1) selon la revendication 1, dans laquelle les seconds moyens d'incision (12) sont configurés pour réaliser au moins une ligne d'incision (13) façonnée en correspondance d'une partie centrale (X) de la bande (3) ou des papiers de gainage (2), et dans laquelle les premiers moyens d'incision (10) sont configurés pour réaliser au moins une ligne d'incision (11) rectiligne en correspondance des parties d'extrémité (Y) opposées de la bande (3) ou des papiers de gainage (2), l'au moins une ligne d'incision (11) rectiligne définissant au moins des segments d'extrémité (T1) opposés de la ligne de coupe (T).
- Unité (1) selon une ou plusieurs des revendications précédentes, dans laquelle les seconds moyens d'incision (12) comprennent un premier dispositif d'incision laser (17) situé en amont ou en aval des premiers moyens d'incision (10) et configuré pour réaliser l'au moins une ligne d'incision (13) façonnée.
- Unité (1) selon une ou plusieurs des revendications précédentes, dans laquelle les seconds moyens d'incision (12) comprennent au moins un rouleau poinçonneur (15) configuré pour réaliser au moins une ligne d'incision (13) façonnée, l'au moins un rouleau poinçonneur (15) étant disposé tangentiellement au rouleau d'aspiration (4) ou disposé tangentiellement à un contre-rouleau poinçonneur (16), la bande (3) étant positionnée entre le rouleau poinçonneur (15) et le contre-rouleau poinçonneur (16).
- Unité (1) selon la revendication 4, dans laquelle l'au moins un rouleau poinçonneur (15) est disposé en amont ou en aval des premiers moyens d'incision (10).
- Unité (1) selon une ou plusieurs des revendications précédentes, dans laquelle les premiers moyens d'incision (10) comprennent un second dispositif d'incision laser configuré pour réaliser au moins une ligne d'incision (11) rectiligne.
- Unité (1) selon une ou plusieurs des revendications précédentes, dans laquelle la bande (3) comporte au moins une séquence de trous définissant au moins une ligne de faiblesse (14) substantiellement parallèle aux bords latéraux (3a) de la bande (3), l'au moins une ligne de faiblesse (14) divisant la bande (3) ou les papiers de gainage (2) en au moins une première partie adaptée pour recevoir l'au moins une ligne d'incision (11) rectiligne, et au moins une seconde partie adaptée pour recevoir l'au moins une ligne d'incision (13) façonnée.
- Unité (1) selon la revendication 7, lorsqu'elle dépend de la revendication 2, comprenant deux séquences de trous définissant deux lignes de faiblesse (14) délimitant, respectivement, la partie centrale (X) et les parties d'extrémité (Y) opposées, les seconds moyens d'incision (12) étant configurés pour réaliser l'au moins une ligne d'incision (13) façonnée, se prolongeant entre les deux lignes de faiblesse (14).
- Unité (1) selon la revendication 7 ou 8, comprenant des moyens, servant à perforer la bande (3), configurés pour réaliser l'au moins une séquence de trous sur la bande (3) ou sur les papiers de gainage (2).
- Unité (1) selon une ou plusieurs des revendications précédentes, dans laquelle les seconds moyens d'incision (12) sont configurés pour réaliser au moins une partie convexe de l'au moins une ligne d'incision (13) façonnée, adaptée pour définir une languette de préhension (L) du papier de gainage (2) et/ou pour réaliser des ondulations ou des saillies par rapport à ladite direction principale d'extension de la seconde ligne d'incision (13).
- Unité (1) selon une ou plusieurs des revendications précédentes, dans laquelle les premiers moyens d'incision (10) comprennent un rouleau d'incision (18) tournant autour de son propre axe de rotation (18a) et comportant une pluralité de lames (19), réparties sur la circonférence, configurées pour réaliser au moins une ligne d'incision (11) rectiligne.
- Unité (1) selon la revendication 11, lorsqu'elle dépend de la revendication 2, dans laquelle la pluralité de lames (19) est configurée comme une pluralité de paires de lames et dans laquelle les seconds moyens d'incision (12) comprennent une pluralité de poinçons, chaque poinçon étant interposé entre les lames d'une paire de lames respective de manière à réaliser l'au moins une ligne d'incision (13) façonnée, l'au moins une ligne d'incision (13) façonnée définissant un profil central (T2) façonné de la ligne de coupe (T) interposé entre et consécutif sur les segments d'extrémité (T1) opposés définis par l'au moins une ligne d'incision (11) rectiligne.
- Unité (1) selon une ou plusieurs des revendications 1-10, dans laquelle les premiers moyens d'incision (10) et les seconds moyens d'incision (12) sont disposés et adaptés pour être entraînés de telle manière que l'au moins une ligne d'incision (13) façonnée n'appartient pas à la ligne de coupe (T).
- Procédé pour séparer des papiers de gainage (2) et les appliquer sur des articles à fumer (101) en forme de tige, comprenant les étapes suivantes :- alimenter une bande (3), de préférence de papier, le long d'un parcours d'alimentation,- séparer cycliquement de la bande (3) une séquence de papiers de gainage (2) au moyen d'une ligne de coupe (T) transversale à la bande (3),- retenir la bande (3) et la séquence de papiers de gainage (2) par aspiration sur une surface externe de rotation (4') d'un rouleau d'aspiration (4),- alimenter une succession d'articles à fumer (101) vers le rouleau d'aspiration (4) de sorte que chaque papier de gainage (2) soit appliqué sur un article à fumer (101) respectif à un poste d'application (5),- inciser de façon cyclique et transversale la bande (3) ou les papiers de gainage (2) pour réaliser au moins une première ligne d'incision (11) rectiligne définissant au moins un segment d'extrémité (T1) de la ligne de coupe (T) ;
caractérisé en ce qu'il comprend les étapes suivantes :- inciser de façon cyclique et transversale la bande (3) ou les papiers de gainage (2) pour réaliser au moins une seconde ligne d'incision (13) façonnée ayant une direction principale d'extension parallèle à la ligne de coupe (T) et configurée pour permettre au papier de gainage (2) d'être partiellement retiré le long d'une direction de déchirure perpendiculaire à ladite ligne de coupe (T) le long d'une direction circonférentielle sur l'article à fumer (101) en forme de tige. - Procédé selon la revendication 14, dans lequel l'étape consistant à réaliser l'au moins une ligne d'incision (13) façonnée et l'étape consistant à réaliser l'au moins une ligne d'incision (11) rectiligne sont réalisées à deux positions longitudinalement distinctes le long du parcours d'alimentation, l'au moins une ligne d'incision (13) façonnée et l'au moins une ligne d'incision (11) rectiligne étant réalisées pour former une seule ligne de coupe (T).
- Procédé selon la revendication 14, dans lequel l'étape consistant à réaliser l'au moins une ligne d'incision (13) façonnée et l'étape consistant à réaliser l'au moins une ligne d'incision (11) rectiligne sont réalisées à la même position longitudinale le long du parcours d'alimentation, l'au moins une ligne d'incision (13) façonnée et l'au moins une ligne d'incision (11) rectiligne étant réalisées pour former une seule ligne de coupe (T).
- Procédé selon la revendication 14, dans lequel l'au moins une ligne d'incision (11) rectiligne définit la ligne de coupe (T) et l'étape consistant à réaliser l'au moins une ligne d'incision (13) façonnée est réalisée sur la bande (3) ou sur les papiers de gainage (2) en correspondance d'une position le long du parcours d'alimentation longitudinalement distincte d'une position correspondant à la ligne de coupe (T).
- Procédé selon une ou plusieurs des revendications 14-17, dans lequel l'au moins une ligne d'incision (13) façonnée est réalisée en correspondance d'une partie centrale (X) de la bande (3) ou des papiers de gainage (2), et dans lequel l'au moins une ligne d'incision (11) rectiligne est réalisée sur des parties d'extrémité (Y) opposées de la bande (3) ou des papiers de gainage (2), l'au moins une ligne d'incision (11) rectiligne définissant des segments d'extrémité (T1) opposés de la ligne de coupe (T), les segments d'extrémité (T1) opposés étant réalisés simultanément.
- Procédé selon une ou plusieurs des revendications 14-18, dans lequel l'au moins une seconde ligne d'incision (13) façonnée présente des ondulations ou des saillies par rapport à ladite direction principale d'extension de la seconde ligne d'incision (13) et/ou au moins une partie convexe de l'au moins une ligne d'incision (13) façonnée, adaptée pour définir une languette de préhension (L) du papier de gainage (2).
- Machine de fixation de bout-filtre (100), comprenant :- une unité (1) selon l'une ou plusieurs des revendications 1-13,- un tambour roulant (8) configuré pour recevoir la succession d'articles à fumer (101) pourvus de papiers de gainage (2) provenant de moyens de transfert (6) situés en aval du poste d'application (5),- un dispositif roulant (9) configuré pour enrouler les papiers de gainage (2) autour des articles à fumer (101) pourvus de papiers de gainage (2) et transportés par le tambour roulant (8).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL18710154T PL3592159T3 (pl) | 2017-03-08 | 2018-03-06 | Jednostka i sposób oddzielania owijek korka i nakładania ich na wyroby do palenia w kształcie pręta |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT102017000025620A IT201700025620A1 (it) | 2017-03-08 | 2017-03-08 | Unità e metodo per la separazione di fascette e per la loro applicazione ad articoli da fumo a forma di barretta, |
| PCT/IB2018/051434 WO2018163064A1 (fr) | 2017-03-08 | 2018-03-06 | Unité et procédé pour séparer des papiers de gainage et les appliquer sur des articles à fumer en forme de tige |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3592159A1 EP3592159A1 (fr) | 2020-01-15 |
| EP3592159B1 true EP3592159B1 (fr) | 2021-05-05 |
Family
ID=59683644
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18710154.8A Active EP3592159B1 (fr) | 2017-03-08 | 2018-03-06 | Unité et procédé pour séparer des papiers de gainage et les appliquer sur des articles à fumer en forme de tige |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP3592159B1 (fr) |
| IT (1) | IT201700025620A1 (fr) |
| PL (1) | PL3592159T3 (fr) |
| WO (1) | WO2018163064A1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4381966A1 (fr) * | 2022-12-05 | 2024-06-12 | Philip Morris Products S.A. | Procédé de fabrication d'un article en forme de tige comprenant un segment amovible et appareil destiné à être utilisé dans la production d'un tel article |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB201419838D0 (en) * | 2014-11-07 | 2014-12-24 | British American Tobacco Co | Smoking article assembly machine and method of making a smoking article |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT1246830B (it) * | 1990-07-10 | 1994-11-28 | Gd Spa | Dispositivo per il taglio trasversale in spezzoni di un nastro mobile di moto continuo lungo un percorso determinato. |
| CN201064177Y (zh) * | 2007-06-28 | 2008-05-28 | 刘江鸿 | 带有卫生保护结构的香烟 |
| US10117455B2 (en) * | 2012-10-22 | 2018-11-06 | British American Tobacco (Investments) Limited | Cutting apparatus for use in the tobacco industry |
| GB201419838D0 (en) * | 2014-11-07 | 2014-12-24 | British American Tobacco Co | Smoking article assembly machine and method of making a smoking article |
| DE102015200711B4 (de) * | 2015-01-19 | 2016-09-01 | Hauni Maschinenbau Gmbh | Schneiden eines Belagpapierstreifens |
| WO2016156209A1 (fr) * | 2015-03-27 | 2016-10-06 | Philip Morris Products S.A. | Article de génération d'aérosol comportant un agent aromatique et une partie d'enveloppe de bout amovible |
| CA2993121A1 (fr) * | 2015-07-22 | 2017-01-26 | Jt International Sa | Article a fumer |
-
2017
- 2017-03-08 IT IT102017000025620A patent/IT201700025620A1/it unknown
-
2018
- 2018-03-06 WO PCT/IB2018/051434 patent/WO2018163064A1/fr unknown
- 2018-03-06 PL PL18710154T patent/PL3592159T3/pl unknown
- 2018-03-06 EP EP18710154.8A patent/EP3592159B1/fr active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4381966A1 (fr) * | 2022-12-05 | 2024-06-12 | Philip Morris Products S.A. | Procédé de fabrication d'un article en forme de tige comprenant un segment amovible et appareil destiné à être utilisé dans la production d'un tel article |
Also Published As
| Publication number | Publication date |
|---|---|
| PL3592159T3 (pl) | 2021-10-11 |
| EP3592159A1 (fr) | 2020-01-15 |
| IT201700025620A1 (it) | 2018-09-08 |
| WO2018163064A1 (fr) | 2018-09-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2545791B2 (fr) | Dispositif pour rouler des cigarettes à bout filtre et procédé | |
| EP4295708A2 (fr) | Machine et procédé de fabrication d'articles à fumer en forme de tige | |
| JP6383874B2 (ja) | 喫煙品組立機械および喫煙品の製造方法 | |
| EP3592159B1 (fr) | Unité et procédé pour séparer des papiers de gainage et les appliquer sur des articles à fumer en forme de tige | |
| EP3231300A1 (fr) | Procédé de fabrication de cigarette à filtre | |
| US4331165A (en) | Ventilated cigarettes | |
| CN109843090B (zh) | 制备半成品接装纸坯料的流程和设备 | |
| WO2019244003A1 (fr) | Procédé de traitement d'une bande de matériau d'emballage utilisée pour fabriquer des articles à fumer | |
| JP2019525734A5 (fr) | ||
| RU2707044C2 (ru) | Способ транспортировки и устройство для транспортировки стержнеобразного изделия | |
| US3058475A (en) | Cigarette making machine | |
| EP3426065B1 (fr) | Dispositif et procédé permettant de rouler des cigarettes, des cigarettes à filtre ou des filtres | |
| EP2532257B1 (fr) | Tambour de transport de l'industrie de traitement du tabac | |
| EP2999362B1 (fr) | Appareil pour fabriquer des articles de fumeurs | |
| US3518999A (en) | Mouthpiece tobacco articles | |
| US2013202A (en) | Means for the production of tobacco articles | |
| IT201800004018A1 (it) | Procedimento ed apparecchiatura per l'ottenimento di un articolo da fumo, e articolo da fumo cosi' ottenuto | |
| WO2015001316A1 (fr) | Machine à rouler | |
| US20040221856A1 (en) | Filter tipping machine with double tipping paper feed | |
| EP4069001A1 (fr) | Tambour de transport pour l'industrie de transformation du tabac |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: UNKNOWN |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20190927 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20201120 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1388692 Country of ref document: AT Kind code of ref document: T Effective date: 20210515 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602018016633 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1388692 Country of ref document: AT Kind code of ref document: T Effective date: 20210505 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210805 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210505 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210505 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210505 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210505 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210806 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210905 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210805 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210505 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210906 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210505 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210505 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20210505 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210505 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210505 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210505 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210505 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210505 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210505 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210505 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210505 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602018016633 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20220208 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210905 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210505 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210505 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210505 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20220306 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20220331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220306 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220331 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220306 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220306 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220331 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220331 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230527 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210505 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210505 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240327 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20180306 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20240221 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210505 |