EP3556567A1 - Verfahren und vorrichtung zum aufbringen eines von einem streifenförmigen klebefilm separierten klebefilmabschnitts auf eine buchdecke - Google Patents
Verfahren und vorrichtung zum aufbringen eines von einem streifenförmigen klebefilm separierten klebefilmabschnitts auf eine buchdecke Download PDFInfo
- Publication number
- EP3556567A1 EP3556567A1 EP19163257.9A EP19163257A EP3556567A1 EP 3556567 A1 EP3556567 A1 EP 3556567A1 EP 19163257 A EP19163257 A EP 19163257A EP 3556567 A1 EP3556567 A1 EP 3556567A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- adhesive film
- gripping
- book cover
- contact surface
- pressing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42C—BOOKBINDING
- B42C7/00—Manufacturing bookbinding cases or covers of books or loose-leaf binders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42C—BOOKBINDING
- B42C9/00—Applying glue or adhesive peculiar to bookbinding
- B42C9/0056—Applying glue or adhesive peculiar to bookbinding applying tape or covers precoated with adhesive to a stack of sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42C—BOOKBINDING
- B42C9/00—Applying glue or adhesive peculiar to bookbinding
- B42C9/0056—Applying glue or adhesive peculiar to bookbinding applying tape or covers precoated with adhesive to a stack of sheets
- B42C9/0062—Applying glue or adhesive peculiar to bookbinding applying tape or covers precoated with adhesive to a stack of sheets the tape being fed from a roller
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H35/00—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers
- B65H35/0006—Article or web delivery apparatus incorporating cutting or line-perforating devices
- B65H35/002—Hand-held or table apparatus
- B65H35/0026—Hand-held or table apparatus for delivering pressure-sensitive adhesive tape
- B65H35/0033—Hand-held or table apparatus for delivering pressure-sensitive adhesive tape and affixing it to a surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H35/00—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers
- B65H35/0006—Article or web delivery apparatus incorporating cutting or line-perforating devices
- B65H35/006—Article or web delivery apparatus incorporating cutting or line-perforating devices with means for delivering a predetermined length of tape
- B65H35/0066—Article or web delivery apparatus incorporating cutting or line-perforating devices with means for delivering a predetermined length of tape this length being adjustable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2801/00—Application field
- B65H2801/48—Bookbinding
Definitions
- the invention relates to a method for applying a separated from a strip-shaped adhesive film adhesive film on a book cover and a device for carrying out the method.
- a book-type document in particular security and / or value document, such as a passport, comprises a book cover. On an inside of the book cover a header is provided, which is attached to the book cover. This intent can be connected to several other data pages or inner pages via a seam to a book block.
- a book cover consists of a book cover, which may have on its outside a decorative cover.
- an adhesive film is required to attach the attachment to the book cover. This adhesive film has been cut and applied by hand so far. This has the disadvantage that the production is time-consuming and the application of the adhesive film on the inside of the book cover can be inaccurate.
- a device for applying an adhesive strip to an object is known.
- One end of the adhesive strip is grasped by means of a gripper in a clamping and cutting station. Subsequently, the gripper is moved along the object, wherein in an end position of the adhesive strip is still held by the gripper. Subsequently, several punches are pivoted with the interposition of the adhesive strip on the object to be bonded, so that the adhesive strip presses on the object and is simultaneously separated by separating knife.
- the invention has for its object to provide a method for applying a strip-shaped adhesive film on a book cover and a device for applying a strip-shaped adhesive film on the book cover, through which reduces the cycle time and a increased processing accuracy is achieved.
- This object is achieved by a method for applying an adhesive film section separated from a strip-shaped adhesive film on a book cover, in which a book cover is placed on a contact surface of a die of a pressing device in a device for applying the adhesive film section of the strip-shaped adhesive film on the book cover and aligned, in which a gripping device is assigned to a pressing surface in a starting position in a gripping station and the gripping device grips an adhesive film section, in which the adhesive film section with the gripping device is transferred to a pressing die of the pressing device arranged adjacent thereto, in which after the transfer of the adhesive film section to the pressure stamp Adhesive film section detached from the gripping device and the gripping device is returned to the starting position in the gripping station and a new, located in the gripping station itself adhesive film is taken with the gripping device in which the first and further adhesive film section are separated by a cutting device, in which the Andschreibstempel and the contact surface of the pressing device merged and the adhesive film portion is applied to the book cover and glued
- a strip-shaped adhesive film is applied to a book cover and glued within a precisely predetermined cycle time. Due to the positioning of the adhesive film portion for Andschreibstempel the pressure device and the orientation of the book cover on the contact surface, a defined positioning of the adhesive film on the book cover can be made possible, whereby a high repeatability is given.
- the insertion of the book cover on the contact surface of the pressing device can be done both manually and automatically.
- the Andschreibstempel is with its Andschreibisation on the firm arranged on the base frame of the device, in particular heated, contact surface supplied and driven with a contact pressure and a contact pressure. Since only one of the two surfaces is moved, in turn, the position accuracy can be increased. In addition, a simple structure of such a pressing device is made possible.
- the gripping device preferably has at least one sucker, and a vacuum is applied for gripping the adhesive film section.
- a vacuum is applied for gripping the adhesive film section.
- a field of a plurality of suckers or at least a large-area suction is provided, which are driven together, so that the entire adhesive film section can be grasped and transferred without delay into the pressing device.
- the pressure piston of the pressure device has at least one sucker and a vacuum is applied for gripping the adhesive film section.
- the Andschreibstempel thus has a dual function. On the one hand, the gripping of the adhesive film section is made possible until the transfer of the pressure stamp to the contact surface. Thereafter, the vacuum is released, and the Andschreibstempel exercises with its Andschreib constitutional a contact pressure on the contact surface or the book cover.
- the vacuum of the gripping device is released after the vacuum is applied to the Andschreibstempel.
- a cutting device is provided between the gripping station and the pressing device, by means of which the adhesive film section gripped in the pressing device is separated from the adhesive film section positioned in the gripping station.
- a cutting element of the cutting device and a counter-blade or further cutting element on a cutting drive on a base frame of the device is provided on the gripping device.
- a pressure flap with a pressing ridge is preferably provided on the pressure ram, which is activated after the separating cut of the adhesive film portion and before pressing the Andschreibstempels to the contact surface, so that the Andschreibsteg is transferred into a plane of the pressure surface of the Andschreibstempels.
- the pressing surface can be enlarged and a space required for the cutting device between the pressing device and the gripping station can be bridged.
- a further advantageous embodiment of the method provides that the contact surface of the die is heated to a temperature in a temperature range of 20 to 150 ° C. Depending on the adhesive film used, a working temperature is set, which receives the book cover after placing on the contact surface to ensure secure adhesion of the adhesive film to the book cover.
- the adhesive film is preferably provided on one side with a release liner, in particular a silicone paper, on a roll or a roll.
- a release liner in particular a silicone paper
- continuous provisioning can be made possible by the provision on the roll.
- a simple separation of the adhesive film from the pressure surface by the separating layer, in particular the silicone paper be made possible.
- the pre-laminated book covers are thereby stackable and can be easily stored or stored in magazines and provided for further processing.
- a film tension and / or a withdrawal of the at least one adhesive film section is preferably controlled by a belt braking device. This can cause the belt tension be maintained in order to create defined employment relationships.
- a hot-melt adhesive film or a heat-reactive adhesive film is preferably supplied.
- an adhesive effect can be achieved due to the heating of the book cover, whereas after cooling and optionally stripping a release liner or a silicone paper, the free surface of the adhesive film is without adhesive effect. This simplifies further processing.
- the object underlying the invention is further achieved by a device for applying a separated from a strip-shaped adhesive film adhesive film portion on a book cover, for which a base frame and the base frame at least partially surrounding housing is provided and a winding receptacle for the adhesive film and a gripping station, the an adhesive film section of the adhesive film is supplied from the winding receptacle and with a pressing device, in which a gripping device of the gripping station for transferring the adhesive film section is movable and which has a Andschreibstempel for taking over the adhesive film portion of the gripping device and with a cutting device, through which transferred in the pressing device Adhesive film portion of the adjacent adhesive film portion is separable in the gripping station and with a contact surface of the pressing device for positioning a book cover, the Andr ckstempel and the pressing surface can be positioned to each other under pressure, so that the adhesive film portion is adhered to the book cover.
- Such a device has a structurally simple structure to produce a pre-laminated book cover.
- the gripping station and the pressing device can also be a high repeatability when applying the adhesive film on the book cover be made possible.
- the gripping station is provided a fixedly arranged on the base pressure plate with a pressing surface and this assignable gripping device with at least one sucker. Thereby, the gripping device can be moved against the pressure plate to to allow a defined receiving the adhesive film portion in the gripping station.
- the gripping device is preferably movable by a linear axis drive.
- a linear axis drive which can be moved in the X and Z directions is provided.
- Such linear axis systems can be actuated pneumatically, hydraulically, electrically, electromagnetically or the like.
- At least one guide device for the lateral alignment of the adhesive film section in the gripping station is preferably provided in and / or in front of the gripping station.
- This lateral orientation is preferably related to the Y direction.
- the Y direction is transverse to the feed direction of the adhesive film.
- a direction in the feed plane of the adhesive film in the gripping device can be adjustable.
- the guide device may be formed by at least one guide plate, which is provided on the inlet side to the pressure plate.
- the guide device may be formed by guide discs, which are provided on a deflection roller, which are connected directly upstream of the gripping station.
- a cutting device is provided between the pressing device and the gripping station.
- a cutting element of the cutting device can be provided on an end face of the gripping device facing the pressing device.
- a further advantageous embodiment of the pressing device provides that it has a linear axis drive, which controls the pressing surface of the Andschreibstempels movable on the contact surface.
- the Andschreibstempel the pressing device has at least one sucker, in addition to the Andschreibfunktion to fulfill the gripping function.
- a pressure flap is provided on the pressure ram, which can be activated on a movement of the Andschreibstempels on the pressing surface, so that it increases with a Andschreibsteg the pressure surface of the Andschreibstempels.
- the cutting device can be positioned between the gripping device and the pressing device.
- the device may be controllable in a semi-automatic mode.
- the housing preferably has an access area for manually applying and positioning the book cover on the contact surface of the pressing device.
- a conveyor belt or a handling device can lead into the feed area in order to feed the book cover to the contact surface.
- the removal can also be done automatically by a conveyor belt or a handling device.
- the contact surface of the die of the pressing device is preferably heatable. This can be heated by cartridge heaters, which are energized, for example. Also, this contact surface can be flowed through with a heating medium or heated by radiation.
- the pressing surface of the die preferably has an alignment device. This facilitates a manual or machine laying the book cover on the contact surface a defined orientation, so that then the adhesive film section can be positioned with a high repeatability on the book cover.
- the pressing surface of the die preferably has an ejector device. This is activated after returning the Andschreibstempels to a starting position. This facilitates the removal of the pre-laminated book cover.
- FIG. 1 is a book-like document 11, in particular security document, shown in perspective.
- This book-type document 11 is, for example, an identification document such as a passport.
- the document 11 comprises, for example, a book cover 12.
- An intent may be provided on an inner side of the book cover 12, which is fastened to the book cover 12.
- Via a seam 16 a data page 17 and one or more inner sides 18 can be connected together to form a book block 15. Also, only inner sides 18 may be provided.
- a book cover 12 and in particular the attachment 14 are provided, at least this attachment 14 is also connected to the seam 16 to the book block 15.
- the insides 18 of the book-like document 11 are used to hold visas, stamps or other entries.
- the data page 17 consists, for example, of a data carrier 20 and a tab 23 fastened thereto.
- the data page 17, in particular the data carrier 20, may be designed, for example, according to the ICAO standard and an image 19 of the document owner, a machine-readable area 21 (MRZ) and others Personalization data 22 include.
- the personalization data 22 are provided within the data carrier 20.
- the tab 23 of the data carrier 20 extends over the seam 16 across. This tab 23 also includes a seam area in which the seam 16 is formed. In addition or as an alternative, an adhesive and / or welded connection can still be provided for the seam 16 in order to integrate the tab 23 into the book-type document 11, in particular the book block 15.
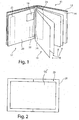
- FIG. 2 a book cover 28 for the book cover 12 is shown with an adhesive film 29 applied thereto.
- This pre-laminated book cover 28 serves as a semifinished product for producing the book cover 12 with the attachment 14 applied thereon.
- a cover can be applied on an outer side of the book cover 28 and folded over in the direction of the one adhesive film section 45 of an adhesive film 29. Subsequently, the intent 14 of the book block 15 can be applied to the adhesive film and glued by means of this.
- the adhesive film 29 is formed as a hot melt adhesive.
- a heat-reactive adhesive or heat-reactive hot melt adhesive can be used, which is formed in a temperature range at ambient temperature as a continuous layer in the form of a film or an adhesive strip.
- this adhesive film 29 can be provided on a roll or a roll.
- the adhesive film 29 is preferably provided on one side with a release liner, in particular a silicone paper.
- the book cover 28 may be formed of paper, paperboard, a fabric, plastic or a combination of the individual layers. Also, the book cover 28 may be used with and without the application of an additional decorative layer or wrapper on the outside thereof for a book-type document.
- FIG. 3 is a schematic side view of a device 31 for applying the strip-shaped adhesive film 29 is shown on the book cover 28.
- the device 31 comprises a base frame 32 having a housing 33 surrounding individual components connected to or with the base frame 32.
- a winding receptacle 34 On a winding receptacle 34, a roll of the adhesive film 29 is provided.
- This winding receptacle 34 following deflection rollers 35 are provided, which guide the adhesive film 29 to the gripping station 36.
- the winding receptacle 34 may comprise a band brake.
- the pulleys 35 may be formed to adjust a belt tension.
- the gripping station 36 comprises a pressure plate 37 fixedly arranged on the base frame 32 and a gripping device 38.
- This gripping device 38 is provided on a linear axis drive 39 which comprises at least one linear axis 41 in the X direction and at least one further linear axis 42 in the Z direction. As a result, the gripping device 38 is driven movable.
- the gripping device 38 has a gripping surface with at least one sucker 44 on an end face facing the pressure plate 37.
- an adhesive film section 45 of the adhesive film 29 arranged in the gripping station 36 can be gripped by the gripping device 38 by lifting it over the linear axis 42 and brought to rest against the gripping surface.
- the adhesive film 29 is fed to the gripping device 38 via a deflection roller 35 leading the gripping station 36, which is positioned in such a way to the gripping station 36 that a supply is made possible almost parallel or parallel to the pressure plate 37.
- This deflection roller 35 has a deflection surface 48 in order to adjust a lateral orientation of the adhesive film 29 in the Y direction to the gripping station 36.
- These deflecting surfaces 48 may also be provided on the deflection roller 35 as so-called flanged wheels, in particular as clamping rings.
- a pressing device 50 On the output side to the gripping station 36, a pressing device 50 is provided.
- This pressing device 50 includes a pressure ram 51, which can be controlled to move vertically in the Z direction with a linear axis drive 52. Furthermore, the pressing device 50 comprises a contact surface 53 on a die 54, which is preferably provided fixedly in the base frame 32.
- the pressure stamp 51 has at least one sucker 55 on a stamp surface. This at least one sucker 55 is integrated in the die surface of the pressing die 51, so that the adhesive film section 45 of the adhesive film 29 can rest thereon.
- This cutting device 60 comprises a first and second cutting element 61, 62, through which a separating cut is made in the adhesive film 29.
- a first cutting element 61 is fixedly provided on an end face of the gripping device 38, which points to the pressing device 50.
- the second cutting element 62 is fixed and pivotable in the X direction to the gripping device 38, which is controlled via a drive 63 for performing a separating cut.
- a defined stop or a defined front end of the adhesive film section 45 of the adhesive film 29 is formed, on which the transfer to the pressure piston 51 is aligned.
- a Andschreibklappe 65 is provided, which in FIG. 3 is shown in a partially pivoted and inactive position.
- This pressure flap 65 can be pivoted clockwise with a drive 66, so that a pressure ridge 67 is positioned in the plane of the punch surface of the pressure ram 51 and simultaneously acts on the pressure surface 53 with the pressure ram 51.
- the contact surface 53 of the die 54 has an alignment device 71. This can be formed for example by three mutually offset pins or pins arranged. As a result, the book cover 28 can be aligned when placed on the contact surface 53.
- the contact surface 53 may have an ejector device 72.
- the pre-laminated book cover 28 is slightly raised by the contact surface 53 for easy removal in a manual removal.
- a retraction operation preparatory to the subsequent application of the adhesive sheet to a book cover comprises the following steps:
- a roll of adhesive film 29 is placed on the winding receptacle 34.
- a first end of the adhesive film 29 is placed around the deflection rollers 35.
- the free end of the film is passed through the gripping station 36 so that it is positioned in a feed area 75 and held by the operator.
- the at least one sucker 44 of the gripping device 38 is turned on. So it creates a vacuum.
- the cutter 60 is driven to perform a first separation cut.
- the cutter 60 is subsequently opened again. The operator can remove the cut end of the film from the housing 33.
- a process cycle for applying the strip-shaped adhesive film 29 to the book cover 28 can proceed as follows, preferably on the basis of the above-described retraction operation.
- the book cover 28 is placed over the feed region 75 on the contact surface 53 on the die 54 and aligned.
- the gripping device 38 with the sucked or vacuum-held adhesive film portion 45 of the adhesive film 29 is slightly lowered by the linear axis 42.
- the linear axis 41 is driven, so that the gripping device 38 is retracted into the pressing device 50.
- the adhesive film 28 is removed from the winding.
- a further adhesive film section 47 of the adhesive film 29 is positioned in the gripping station 36.
- the gripping device 38 is positioned between the pressure piston 51 and the pressing surface 53.
- a traversing movement in the direction of the pressure ram 51 is actuated until the adhesive film section 45 of the adhesive film 29 bears against the pressure ram 51.
- the pressure ram 51 can be moved toward the gripping device 38.
- the transfer of the adhesive film portion 45 of the adhesive film 29 takes place.
- the vacuum is applied to at least one sucker 55 in the pressure die 51. subsequently, the vacuum from the sucker 44 to the gripping device 38 is turned off.
- the gripping device 38 is moved downwards along the Z-axis, subsequently moved into the gripping station 36 along the X-axis and then moved upward again in the Z-direction, around the further adhesive film 29 or the adhesive film section which is now in the gripping station 36 45/47 to pinch and grab. Subsequently, the cutter 60 is activated and a separating cut is made.
- the pressure piston 51 is again moved to its starting position with the linear drive 52.
- the pressure flap 65 is pivoted back to a starting position in the counterclockwise direction, so that no collision with the cutting device 60 is produced. If an ejector device 72 is assigned to the contact surface 53, it is actuated, so that a simple removal of the pre-laminated book cover 28 is made possible.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
- Making Paper Articles (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren zum Aufbringen eines von einem streifenförmigen Klebefilm separierten Klebefilmabschnitts auf eine Buchdecke sowie eine Vorrichtung zur Durchführung des Verfahrens.
- Ein buchartiges Dokument, insbesondere Sicherheits- und/oder Wertdokument, wie beispielsweise ein Reisepass, umfasst einen Bucheinband. Auf einer Innenseite des Bucheinbandes ist ein Vorsatz vorgesehen, der am Bucheinband befestigt ist. Dieser Vorsatz kann mit mehreren weiteren Datenseiten oder Innenseiten über eine Naht zu einem Buchblock verbunden sein. Ein solcher Bucheinband besteht aus einer Buchdecke, der an seiner Außenseite eine Dekorumhüllung aufweisen kann. Zur Anbindung des Vorsatzes an die Buchdecke ist das vorherige Aufbringen eines Klebefilmes erforderlich. Dieser Klebefilm wird bislang von Hand zugeschnitten und aufgebracht. Dies weist den Nachteil auf, dass die Herstellung zeitaufwändig ist und das Aufbringen des Klebefilmes auf die Innenseite der Buchdecke ungenau sein kann.
- Aus der
DE 32 36 702 C2 ist eine Vorrichtung zum Auftragen eines Klebestreifens auf einen Gegenstand bekannt. Ein Ende des Klebestreifens wird mittels eines Greifers in einer Klemm- und Schneidstation erfasst. Darauffolgend wird der Greifer entlang des Gegenstandes verfahren, wobei in einer Endposition der Klebestreifen weiterhin durch den Greifer gehalten ist. Anschließend werden mehrere Stempel unter Zwischenschaltung des Klebestreifens auf den zu beklebenden Gegenstand zugeschwenkt, so dass der Klebestreifen auf den Gegenstand presst und gleichzeitig durch Trennmesser abgetrennt wird. - Der Erfindung liegt die Aufgabe zugrunde, ein Verfahren zum Aufbringen eines streifenförmigen Klebefilmes auf eine Buchdecke sowie eine Vorrichtung zum Aufbringen eines streifenförmigen Klebefilmes auf der Buchdecke zu schaffen, durch welche die Taktzeit reduziert und eine erhöhte Verarbeitungsgenauigkeit erzielt wird.
- Diese Aufgabe wird durch ein Verfahren zum Aufbringen eines von einem streifenförmigen Klebefilm separierten Klebefilmabschnitts auf einer Buchdecke gelöst, bei dem eine Buchdecke auf eine Anpressfläche einer Matrize einer Andrückeinrichtung in einer Vorrichtung zum Aufbringen des Klebefilmabschnitts von dem streifenförmigen Klebefilm auf der Buchdecke aufgelegt und ausgerichtet wird, bei dem eine Greifeinrichtung in einer Ausgangsposition in einer Greifstation einer Andrückfläche zugeordnet ist und die Greifeinrichtung einen Klebefilmabschnitt greift, bei dem der Klebefilmabschnitt mit der Greifeinrichtung an einen benachbart dazu angeordneten Andrückstempel der Andrückeinrichtung übergeben wird, bei dem nach der Übergabe des Klebefilmabschnitts an dem Andrückstempel der Klebefilmabschnitt von der Greifeinrichtung abgelöst und die Greifeinrichtung in die Ausgangsposition in der Greifstation zurückgeführt wird und ein neuer, in der Greifstation sich befindender Klebefilmabschnitt mit der Greifeinrichtung ergriffen wird, bei dem der erste und weitere Klebefilmabschnitt mit einer Schneideinrichtung getrennt werden, bei dem der Andrückstempel und die Anpressfläche der Andrückeinrichtung zusammengeführt und der Klebefilmabschnitt auf die Buchdecke aufgebracht und verklebt wird und bei dem nach dem Verkleben des Klebefilmabschnitts auf der Buchdecke der Andrückstempel und die Anpressfläche voneinander entfernt und die vorkaschierte Buchdecke entnommen wird.
- Durch dieses Verfahren wird innerhalb einer genau vorgegebenen Taktzeit eine streifenförmige Klebefolie auf eine Buchdecke aufgebracht und verklebt. Durch die Positionierung des Klebefilmabschnitts zum Andrückstempel der Andrückeinrichtung sowie der Ausrichtung der Buchdecke auf der Anpressfläche kann eine definierte Positionierung der Klebefolie auf der Buchdecke ermöglicht sein, wodurch eine hohe Wiederholgenauigkeit gegeben ist.
- Das Einlegen der Buchdecke auf die Anpressfläche der Andrückeinrichtung kann sowohl manuell als auch automatisch erfolgen.
- Bevorzugt wird der Andrückstempel mit seiner Andrückfläche auf die fest am Grundgestell der Vorrichtung angeordnete, insbesondere beheizbare, Anpressfläche zugeführt und mit einem Anpressdruck und einer Anpressdauer angesteuert. Da nur eine der beiden Flächen verfahren wird, kann wiederum die Positionsgenauigkeit erhöht sein. Zudem ist ein einfacher Aufbau einer solchen Andrückeinrichtung ermöglicht.
- Des Weiteren weist die Greifeinrichtung bevorzugt zumindest einen Sauger auf, und zum Greifen des Klebefilmabschnitts wird ein Vakuum angelegt. Dadurch ist eine einfache Handhabung einer Klebefolie ermöglicht. Bevorzugt ist ein Feld aus mehreren Saugern oder zumindest ein großflächiger Sauger vorgesehen, die gemeinsam angesteuert werden, so dass der gesamte Klebefilmabschnitt ergriffen und ohne Verzug in die Andrückeinrichtung übergeführt werden kann.
- Des Weiteren ist bevorzugt vorgesehen, dass der Andrückstempel der Andrückeinrichtung zumindest einen Sauger aufweist und zum Greifen des Klebefilmabschnitts ein Vakuum angelegt wird. Der Andrückstempel weist somit eine Doppelfunktion auf. Zum einen ist das Greifen des Klebefilmabschnitts bis zum Überführen des Andrückstempels an die Anpressfläche ermöglicht. Danach wird das Vakuum gelöst, und der Andrückstempel übt mit seiner Andrückfläche eine Anpresskraft auf die Anpressfläche beziehungsweise die Buchdecke auf.
- Bevorzugt wird bei einer Übergabe des Klebefilmabschnitts von der Greifeinrichtung an den Andrückstempel das Vakuum der Greifeinrichtung gelöst, nachdem das Vakuum an dem Andrückstempel angelegt ist. Dadurch können eine sichere Übergabe sowie eine positionsgenaue Übergabe ermöglicht sein.
- Vorteilhafterweise ist zwischen der Greifstation und der Andrückeinrichtung eine Schneidvorrichtung vorgesehen, durch welche der in der Andrückeinrichtung ergriffene Klebefilmabschnitt von dem in der Greifstation positionierten Klebefilmabschnitt abgetrennt wird. Bevorzugt ist an der Greifvorrichtung ein Schneidelement der Schneideinrichtung und eine Gegenschneide oder weiteres Schneidelement an einem Schneidantrieb an einem Grundgestell der Vorrichtung vorgesehen. Diese Anordnung ermöglicht, dass ein freies Ende des streifenförmigen Klebefilmabschnitts immer in einer definierten Position von der Greifeinrichtung an den Andrückstempel übergeben wird. Dadurch kann auch eine exakte Positionierung des Klebefilmabschnitts zum Überführen auf den Andrückstempel ermöglicht sein. Der an dem Andrückstempel ergriffene Klebefilmabschnitt wird erst dann von dem streifenförmigen Klebefilm getrennt, wenn die Greifeinrichtung in der Greifstation den nachfolgenden weiteren Klebefilmabschnitt fest ergriffen hat.
- Des Weiteren ist bevorzugt an dem Andrückstempel eine Andrückklappe mit einem Andrücksteg vorgesehen, der nach dem Trennschnitt des Klebefilmabschnitts und vor dem Andrücken des Andrückstempels an der Anpressfläche aktiviert wird, so dass der Andrücksteg in eine Ebene der Andrückfläche des Andrückstempels übergeführt wird. Dadurch kann die Andrückfläche vergrößert und ein für die Schneideinrichtung benötigter Freiraum zwischen der Andrückeinrichtung und der Greifstation überbrückt werden.
- Eine weitere vorteilhafte Ausgestaltung des Verfahrens sieht vor, dass die Anpressfläche der Matrize auf eine Temperatur in einem Temperaturbereich von 20 bis 150 °C aufgeheizt wird. In Abhängigkeit des verwendeten Klebefilmes wird eine Arbeitstemperatur eingestellt, welche die Buchdecke nach dem Auflegen auf die Anpressfläche aufnimmt, um ein sicheres Anhaften des Klebefilmes an der Buchdecke sicherzustellen.
- Des Weiteren wird bevorzugt die Klebefolie einseitig mit einer Trennlage, insbesondere einem Silikonpapier, auf einer Rolle beziehungsweise einem Wickel bereitgestellt. Zum einen kann durch das Bereitstellen auf der Rolle ein kontinuierliches Abarbeiten ermöglicht sein. Zum anderen kann eine einfache Trennung der Klebefolie von der Andrückfläche durch die Trennlage, insbesondere das Silikonpapier, ermöglicht sein. Zudem sind die vorkaschierten Buchdecken dadurch übereinander stapelbar und können in einfacher Weise bevorratet oder magaziniert und für die Weiterverarbeitung bereitgestellt werden.
- Des Weiteren wird bevorzugt eine Folienspannung und/oder ein Abzug des zumindest einen Klebefilmabschnitts durch eine Band-Bremseinrichtung gesteuert. Dadurch kann die Bandspannung aufrechterhalten werden, um definierte Arbeitsverhältnisse zu schaffen.
- Des Weiteren wird bevorzugt ein Hotmelt-Klebefilm oder ein wärme-reaktiver Klebefilm zugeführt. Dadurch kann aufgrund der Aufheizung der Buchdecke eine Klebewirkung erzielt werden, wohingegen nach einer Abkühlung und gegebenenfalls einem Abziehen einer Trennlage beziehungsweise einem Silikonpapier die freie Fläche des Klebefilmes ohne Klebewirkung ist. Dies vereinfacht die Weiterverarbeitung.
- Die der Erfindung zugrundeliegende Aufgabe wird des Weiteren durch eine Vorrichtung zum Aufbringen eines von einer streifenförmigen Klebefolie separierten Klebefilmabschnitts auf einer Buchdecke gelöst, für welche ein Grundgestell und ein das Grundgestell zumindest teilweise umgebendes Gehäuse vorgesehen ist sowie eine Wickelaufnahme für die Klebefolie und eine Greifstation, der ein Klebefilmabschnitt der Klebefolie von der Wickelaufnahme zugeführt wird und mit einer Andrückeinrichtung, in welcher eine Greifeinrichtung der Greifstation zum Überführen des Klebefilmabschnitts verfahrbar ist und welche einen Andrückstempel zur Übernahme des Klebefilmabschnitts von der Greifeinrichtung aufweist und mit einer Schneideinrichtung, durch welche der in der Andrückeinrichtung übergeführte Klebefilmabschnitt von dem benachbarten Klebefilmabschnitt in der Greifstation trennbar ist und mit einer Anpressfläche der Andrückeinrichtung zur Positionierung einer Buchdecke, wobei der Andrückstempel und die Anpressfläche unter Druck zueinander positionierbar sind, so dass der Klebefilmabschnitt auf die Buchdecke aufgeklebt wird. Eine solche Vorrichtung weist einen konstruktiv einfachen Aufbau auf, um eine vorkaschierte Buchdecke herzustellen. Durch die Aneinanderreihung der Wickelaufnahme, der Greifstation und der Andrückeinrichtung kann auch eine hohe Wiederholgenauigkeit beim Aufbringen des Klebefilmabschnitts auf die Buchdecke ermöglicht sein.
- Bevorzugt ist vorgesehen, dass die Greifstation eine fest am Grundgestell angeordnete Andrückplatte mit einer Andrückfläche und dieser zuordenbar die Greifeinrichtung mit zumindest einem Sauger vorgesehen ist. Dadurch kann die Greifeinrichtung gegen die Andrückplatte verfahren werden, um ein definiertes Aufnehmen des Klebefilmabschnitts in der Greifstation zu ermöglichen.
- Die Greifeinrichtung ist bevorzugt durch einen Linearachsenantrieb verfahrbar. Insbesondere ist zumindest eine in X- und Z-Richtung verfahrbare Linearachse vorgesehen. Dadurch kann in einfacher Weise eine Übergabe des Klebefilmabschnitts von der Greifstation in die Andrückeinrichtung ermöglicht sein. Solche Linearachsensysteme können pneumatisch, hydraulisch, elektrisch, elektromagnetisch oder dergleichen ansteuerbar sein.
- Des Weiteren ist bevorzugt in und/oder vor der Greifstation zumindest eine Führungseinrichtung zur seitlichen Ausrichtung des Klebefilmabschnitts in der Greifstation vorgesehen. Diese seitliche Ausrichtung ist vorzugsweise auf die Y-Richtung bezogen. Die Y-Richtung ist quer zur Vorschubrichtung der Klebefolie. Dadurch kann eine Richtung in die Zuführebene der Klebefolie in die Greifeinrichtung einstellbar sein.
- Die Führungseinrichtung kann durch zumindest ein Führungsblech ausgebildet sein, welches einlaufseitig zur Andrückplatte vorgesehen ist. Alternativ kann die Führungseinrichtung durch Führungsscheiben ausgebildet sein, welche an einer Umlenkrolle vorgesehen sind, die unmittelbar der Greifstation vorgeschaltet sind. Durch eine Einrichtung der Umlenkrolle in Bezug auf die Y-Achse kann wiederum die Ausrichtung des Klebefilmabschnitts ermöglicht sein.
- Zwischen der Andrückeinrichtung und der Greifstation ist eine Schneideinrichtung vorgesehen. Insbesondere kann an einer zur Andrückeinrichtung weisenden Stirnseite der Greifeinrichtung ein Schneidelement der Schneideinrichtung vorgesehen sein. Durch diese Anordnung der Schneideinrichtung kann eine exakte Ausrichtung des Klebefilmabschnitts in X-Richtung ermöglicht sein, da die Schnittkante die vorderste Kante des Klebefilmabschnitts bildet, der in die Andrückeinrichtung übergeben wird.
- Eine weitere vorteilhafte Ausgestaltung der Andrückeinrichtung sieht vor, dass diese einen Linearachsenantrieb aufweist, der die Andrückfläche des Andrückstempels auf die Anpressfläche verfahrbar ansteuert.
- Der Andrückstempel der Andrückeinrichtung weist zumindest einen Sauger auf, um ergänzend zur Andrückfunktion auch die Greiffunktion zu erfüllen.
- Vorteilhafterweise ist an dem Andrückstempel eine Andrückklappe vorgesehen, welche bei einer Verfahrbewegung des Andrückstempels auf die Andrückfläche zu aktivierbar ist, so dass diese mit einem Andrücksteg die Andrückfläche des Andrückstempels vergrößert. Dadurch ist zwischen der Greifeinrichtung und der Andrückeinrichtung die Schneideinrichtung positionierbar.
- Die Vorrichtung kann in einem halbautomatischen Betrieb steuerbar sein. Bevorzugt weist hierzu das Gehäuse einen Zugangsbereich auf, um die Buchdecke manuell auf der Anpressfläche der Andrückeinrichtung aufzulegen und zu positionieren. Bei einem vollautomatischen Betrieb kann ein Transportband oder eine Handlingseinrichtung in den Zuführbereich führen, um die Buchdecke der Anpressfläche zuzuführen. Auch die Entnahme kann automatisch durch ein Transportband oder eine Handlingseinrichtung erfolgen.
- Die Anpressfläche der Matrize der Andrückeinrichtung ist bevorzugt beheizbar. Diese kann durch Heizpatronen, welche beispielsweise bestromt werden, beheizbar sein. Auch kann diese Anpressfläche mit einem Heizmedium durchströmt oder durch Strahlung aufgeheizt werden.
- Des Weiteren weist bevorzugt die Anpressfläche der Matrize eine Ausrichteinrichtung auf. Diese erleichtert bei einem manuellen oder maschinellen Auflegen der Buchdecke auf die Anpressfläche eine definierte Ausrichtung, so dass daraufhin der Klebefilmabschnitt auch mit einer hohen Wiederholgenauigkeit auf der Buchdecke positioniert werden kann.
- Des Weiteren weist bevorzugt die Anpressfläche der Matrize eine Auswerfereinrichtung auf. Diese wird nach dem Zurückführen des Andrückstempels in eine Ausgangsposition aktiviert. Dadurch wird die Entnahme der vorkaschierten Buchdecke erleichtert.
- Die Erfindung sowie weitere vorteilhafte Ausführungsformen und Weiterbildungen derselben werden im Folgenden anhand der in den Zeichnungen dargestellten Beispiele näher beschrieben und erläutert. Die der Beschreibung und den Zeichnungen zu entnehmenden Merkmale können einzeln für sich oder zu mehreren in beliebiger Kombination erfindungsgemäß angewandt werden. Es zeigen:
-
Figur 1 eine perspektivische Ansicht eines buchartigen Dokumentes, -
Figur 2 eine schematische Ansicht auf eine vorkaschierte Buchdecke, -
Figur 3 eine schematische Seitenansicht einer Vorrichtung zum Aufbringen eines streifenförmigen Klebefilmes auf eine Buchdecke, -
Figur 4 eine schematische Seitenansicht der Vorrichtung gemäßFigur 3 in einem weiteren Arbeitsschritt, und -
Figur 5 eine weitere schematische Seitenansicht der Vorrichtung gemäßFigur 3 in einem weiteren Arbeitsschritt. - In
Figur 1 ist ein buchartiges Dokument 11, insbesondere Sicherheitsdokument, perspektivisch dargestellt. Bei diesem buchartigen Dokument 11 handelt es sich beispielsweise um ein Identifikationsdokument wie einen Reisepass. Das Dokument 11 umfasst beispielsweise einen Bucheinband 12. Auf einer Innenseite des Bucheinbandes 12 kann ein Vorsatz vorgesehen sein, der am Bucheinband 12 befestigt ist. Über eine Naht 16 kann eine Datenseite 17 und eine oder mehrere Innenseiten 18 miteinander zu einem Buchblock 15 verbunden werden. Auch können nur Innenseiten 18 vorgesehen sein. Sofern ein Bucheinband 12 und insbesondere der Vorsatz 14 vorgesehen sind, ist zumindest dieser Vorsatz 14 auch mit der Naht 16 zum Buchblock 15 verbunden. Die Innenseiten 18 des buchartigen Dokuments 11 dienen zur Aufnahme von Visa, Stempeln oder sonstigen Eintragungen. Die Datenseite 17 besteht beispielsweise aus einem Datenträger 20 und einer daran befestigten Lasche 23. Die Datenseite 17, insbesondere der Datenträger 20, kann beispielsweise gemäß den ICAO-Standard ausgebildet sein und ein Bild 19 des Dokumenteninhabers, einen maschinenlesbaren Bereich 21 (MRZ) sowie weitere Personalisierungsdaten 22 umfassen. Die Personalisierungsdaten 22 sind innerhalb des Datenträgers 20 vorgesehen. Die Lasche 23 des Datenträgers 20 erstreckt sich über die Naht 16 hinweg. Diese Lasche 23 umfasst auch einen Nahtbereich, in dem die Naht 16 gebildet ist. Zusätzlich oder alternativ kann zur Naht 16 noch eine Klebe- und/oder Schweißverbindung vorgesehen sein, um die Lasche 23 in das buchartige Dokument 11, insbesondere den Buchblock 15, einzubinden. - In
Figur 2 ist eine Buchdecke 28 für den Bucheinband 12 mit einer darauf aufgebrachten Klebefolie 29 dargestellt. Diese vorkaschierte Buchdecke 28 dient als Halbzeug zur Herstellung des Bucheinbandes 12 mit dem darauf aufgebrachten Vorsatz 14. Beispielsweise kann ein Einband auf einer Außenseite der Buchdecke 28 aufgebracht und in Richtung auf den einen Klebefilmabschnitt 45 einer Klebefolie 29 umgeschlagen werden. Anschließend kann der Vorsatz 14 des Buchblocks 15 auf die Klebefolie aufgebracht und mittels dieser verklebt werden. - Bevorzugt ist die Klebefolie 29 als Hotmelt-Klebemittel ausgebildet. Auch kann ein wärme-reaktiver Kleber oder wärme-reaktiver Schmelzkleber eingesetzt werden, der in einem Temperaturbereich bei Umgebungstemperatur als zusammenhängende Schicht die Form einer Folie oder eines Klebestreifens ausgebildet ist. Vorteilhafterweise kann diese Klebefolie 29 auf einer Rolle oder einem Wickel bereitgestellt werden. Die Klebefolie 29 ist bevorzugt einseitig mit einer Trennlage, insbesondere einem Silikonpapier, versehen.
- Die Buchdecke 28 kann aus Papier, Pappe, einem Gewebe, Kunststoff oder einer Kombination von den einzelnen Schichten ausgebildet sein. Auch kann die Buchdecke 28 mit und ohne das Aufbringen einer zusätzlichen Dekorschicht oder einer zusätzlichen Umhüllung auf deren Außenseite für ein buchartiges Dokument verwendet werden.
- In
Figur 3 ist eine schematische Seitenansicht einer Vorrichtung 31 zum Aufbringen der streifenförmigen Klebefolie 29 auf die Buchdecke 28 dargestellt. Die Vorrichtung 31 umfasst ein Grundgestell 32 mit einem Gehäuse 33, welches einzelne Komponenten umgibt, die an oder mit dem Grundgestell 32 verbunden sind. An einer Wickelaufnahme 34 ist eine Rolle aus der Klebefolie 29 vorgesehen. Dieser Wickelaufnahme 34 nachfolgend sind Umlenkrollen 35 vorgesehen, welche die Klebefolie 29 zur Greifstation 36 führen. Zur Aufrechterhaltung einer Bandspannung kann die Wickelaufnahme 34 eine Bandbremse umfassen. Alternativ können die Umlenkrollen 35 zur Einstellung einer Bandspannung ausgebildet sein. - Die Greifstation 36 umfasst eine fest an dem Grundgestell 32 angeordnete Andrückplatte 37 sowie eine Greifeinrichtung 38. Diese Greifeinrichtung 38 ist an einem Linearachsenantrieb 39 vorgesehen, welche zumindest eine Linearachse 41 in X-Richtung und zumindest eine weitere Linearachse 42 in Z-Richtung umfasst. Dadurch ist die Greifeinrichtung 38 verfahrbar angesteuert.
- Die Greifeinrichtung 38 weist an einer zur Andrückplatte 37 weisenden Stirnseite eine Greiffläche mit zumindest einem Sauger 44 auf. Durch den beziehungsweise die Sauger 44 kann ein in der Greifstation 36 angeordneter Klebefilmabschnitt 45 der Klebefolie 29 durch Anheben über die Linearachse 42 von der Greifeinrichtung 38 ergriffen und zur Anlage an der Greiffläche gebracht werden.
- Die Zuführung der Klebefolie 29 zur Greifeinrichtung 38 erfolgt über eine der Greifstation 36 vorauseilende Umlenkrolle 35, die derart zur Greifstation 36 positioniert ist, dass eine Zuführung nahezu parallel oder parallel zur Andrückplatte 37 ermöglicht ist. Diese Umlenkrolle 35 weist eine Umlenkfläche 48 auf, um eine seitliche Ausrichtung der Klebefolie 29 in Y-Richtung zur Greifstation 36 einzustellen. Diese Umlenkflächen 48 können auch als sogenannte Bordscheiben, insbesondere als Klemmringe, auf der Umlenkrolle 35 vorgesehen sein.
- Ausgangsseitig zur Greifstation 36 ist eine Andrückeinrichtung 50 vorgesehen. Diese Andrückeinrichtung 50 umfasst einen Andrückstempel 51, der mit einem Linearachsenantrieb 52 vertikal verfahrbar in Z-Richtung ansteuerbar ist. Des Weiteren umfasst die Andrückeinrichtung 50 eine Anpressfläche 53 an einer Matrize 54, die vorzugsweise fest im Grundgestell 32 vorgesehen ist. Der Andrückstempel 51 weist an einer Stempelfläche zumindest einen Sauger 55 auf. Dieser zumindest eine Sauger 55 ist in der Stempelfläche des Andrückstempels 51 integriert, so dass der Klebefilmabschnitt 45 der Klebefolie 29 daran anliegen kann.
- Zwischen der Andrückeinrichtung 50 und der Greifstation 36 ist eine Schneideinrichtung 60 vorgesehen. Diese Schneideinrichtung 60 umfasst ein erstes und zweites Schneidelement 61, 62, durch welche ein Trennschnitt in die Klebefolie 29 erfolgt.
- Im Ausführungsbeispiel ist ein erstes Schneidelement 61 fest an einer Stirnseite der Greifeinrichtung 38 vorgesehen, die zur Andrückeinrichtung 50 weist. Das zweite Schneidelement 62 ist in X-Richtung fest und schwenkbar zur Greifeinrichtung 38 angeordnet, welches über einen Antrieb 63 zur Durchführung eines Trennschnittes angesteuert wird. Dadurch wird ein definierter Anschlag beziehungsweise ein definiertes vorderes Ende des Klebefilmabschnitts 45 der Klebefolie 29 gebildet, an welchem die Übergabe an den Andrückstempel 51 ausgerichtet wird.
- Oberhalb des Andrückstempels 51 ist eine Andrückklappe 65 vorgesehen, welche in
Figur 3 in einer teilweise verschwenkten und inaktiven Position dargestellt ist. Diese Andrückklappe 65 kann mit einem Antrieb 66 im Uhrzeigersinn verschwenkt werden, so dass ein Andrücksteg 67 in der Ebene der Stempelfläche des Andrückstempels 51 positioniert ist und gleichzeitig mit dem Andrückstempel 51 auf die Anpressfläche 53 wirkt. - Die Anpressfläche 53 der Matrize 54 weist eine Ausrichteinrichtung 71 auf. Diese kann beispielsweise durch drei zueinander versetzt angeordnete Pins oder Stifte gebildet werden. Dadurch kann die Buchdecke 28 beim Auflegen auf die Anpressfläche 53 ausgerichtet werden.
- Des Weiteren kann die Anpressfläche 53 eine Auswerfereinrichtung 72 aufweisen. Dadurch wird bei einer manuellen Entnahme die vorkaschierte Buchdecke 28 geringfügig von der Anpressfläche 53 zur einfachen Entnahme angehoben.
- Ein Einziehbetrieb, der vorbereitend für das darauffolgende Aufbringen der Klebefolie auf eine Buchdecke erfolgt, umfasst folgende Schritte:
- Eine Rolle mit Klebefolie 29 wird auf die Wickelaufnahme 34 aufgesetzt. Ein erstes Ende der Klebefolie 29 wird um die Umlenkrollen 35 gelegt. Darauffolgend wird das freie Folienende durch die Greifstation 36 hindurchgeführt, so dass dieses in einem Zuführbereich 75 positioniert und durch den Bediener gehalten wird. Darauffolgend wird eine Verfahrbewegung der Linearachse 42 der Greifeinrichtung 38 in der Greifstation 36 angesteuert, um die Klebefolie 29 gegen die Andrückplatte 37 zu klemmen. Der zumindest eine Sauger 44 der Greifeinrichtung 38 wird eingeschaltet. Es wird also ein Vakuum angelegt. Darauffolgend wird die Schneideinrichtung 60 angesteuert, um einen ersten Trennschnitt durchzuführen. Die Schneideinrichtung 60 wird darauffolgend wieder geöffnet. Der Bediener kann das abgeschnittene Folienende aus dem Gehäuse 33 entnehmen.
- Bei der Vorrichtung 31 gemäß der dargestellten Ausführungsform, bei welcher das Einlegen der Buchdecke 28 zum Aufbringen der Klebefolie 29 manuell erfolgt, können die vorbeschriebenen Schritte für den Einziehbetrieb durch die Betätigung einer Taste von einer Zweihandbedienung bei entsprechenden Sicherungsmaßnahmen von einem Bedienterminal einer Maschinensteuerung 79 an einer Außenseite des Gehäuses 33 erfolgen.
- Ein Verfahrenszyklus zum Aufbringen der streifenförmigen Klebefolie 29 auf die Buchdecke 28 kann, vorzugsweise ausgehend von dem vorbeschriebenen Einziehbetrieb, folgendermaßen ablaufen. Die Buchdecke 28 wird über den Zuführbereich 75 auf der Anpressfläche 53 auf der Matrize 54 aufgelegt und ausgerichtet. Die Greifeinrichtung 38 mit dem angesaugten oder unter Vakuum gehaltenen Klebefilmabschnitt 45 der Klebefolie 29 wird durch die Linearachse 42 geringfügig abgesenkt. Darauffolgend wird die Linearachse 41 angesteuert, so dass die Greifeinrichtung 38 in die Andrückeinrichtung 50 eingefahren wird. Die Klebefolie 28 wird dabei von dem Wickel abgezogen. Dadurch wird ein weiterer Klebefilmabschnitt 47 der Klebefolie 29 in der Greifstation 36 positioniert. Die Greifeinrichtung 38 wird zwischen dem Andrückstempel 51 und der Andrückfläche 53 positioniert. Anschließend wird eine Verfahrbewegung in Richtung auf den Andrückstempel 51 angesteuert, bis der Klebefilmabschnitt 45 der Klebefolie 29 an dem Andrückstempel 51 anliegt. Gegebenenfalls kann auch der Andrückstempel 51 auf die Greifeinrichtung 38 zubewegt werden. Darauffolgend erfolgt die Übergabe des Klebefilmabschnitts 45 der Klebefolie 29. Der zumindest eine Sauger 55 im Andrückstempel 51 wird mit Vakuum beaufschlagt. Darauffolgend wird das Vakuum vom Sauger 44 an der Greifeinrichtung 38 abgeschaltet. Die Greifeinrichtung 38 wird entlang der Z-Achse nach unten bewegt, darauffolgend entlang der X-Achse in die Greifstation 36 eingefahren und anschließend wieder in Z-Richtung nach oben bewegt, um die in der Greifstation 36 sich nunmehr befindende weitere Klebefolie 29 beziehungsweise den Klebefilmabschnitt 45/47 zu klemmen und zu greifen. Darauffolgend wird die Schneideinrichtung 60 aktiviert und ein Trennschnitt gesetzt.
- Anschließend wird der Andrückstempel 51 auf die Anpressfläche 53 zubewegt und die Andrückklappe 65 geschlossen. Der Klebefilmabschnitt 45 am Andrückstempel 41 wird auf der Buchdecke 28 positioniert. Durch die Aufheizung der Anpressfläche 53 wird die Buchdecke 28 erwärmt, so dass eine Anhaftung des Klebefilmabschnitts 45 auf der Buchdecke 28 erfolgt. Diese Arbeitsposition des Andrückstempels 51 zur Anpressfläche 53 ist in einer weiteren Seitenansicht der Vorrichtung 31 in
Figur 5 dargestellt. - Nach einer vorbestimmten Anpressdauer wird der Andrückstempel 51 wieder in seine Ausgangsposition mit dem Linearantrieb 52 verfahren. Die Andrückklappe 65 wird in eine Ausgangsposition entgegen dem Uhrzeigersinn zurückgeschwenkt, so dass keine Kollision mit der Schneideinrichtung 60 entsteht. Sofern eine Auswerfereinrichtung 72 der Anpressfläche 53 zugeordnet ist, wird diese betätigt, so dass ein einfaches Entnehmen der vorkaschierten Buchdecke 28 ermöglicht ist.
- Darauffolgend wird eine neue Buchdecke 28 auf die Anpressfläche 53 eingelegt, und ein weiterer Verfahrenszyklus beginnt.
- Aus der
Figur 5 ist beispielsweise die Positionierung einer Maschinensteuerung 79 ersichtlich. Durch diese Maschinensteuerung 79 werden die einzelnen Komponenten zum Aufbringen des Klebefilmabschnitts 45 der Klebefolie 29 auf die Buchdecke 28 angesteuert und überwacht.Bezugszeichenliste 11. Buchartiges Dokument 31. Vorrichtung 51. Andrückstempel 12. Bucheinband 32. Grundgestell 52. Linearantrieb 14. Vorsatz 33. Gehäuse 53. Anpressfläche 15. Buchblock 34. Wickelaufnahme 54. Matrize 16. Naht 35. Umlenkrolle 55. Sauger 17. Datenseite 36. Greifstation 60. Schneideinrichtung 18. Innenseite 37. Andrückplatte 61. Schneidelement 19. Bild 38. Greifeinrichtung 62. Schneidelement 20. Datenträger 39. Linearachsenantrieb 63. Antrieb 21. Maschinenlesbarer Bereich 41. Linearachse 65. Andrückklappe 22. Personalisierungsdaten 42. Linearachse 66. Antrieb 23. Lasche 44. Sauger 67. Andrücksteg 24. Transpondermodul 45. Klebefilmabschnitt 71. Ausrichteinrichtung 25. IC-Chip 47. Weiterer Folienabschnitt 72. Auswerfereinheit 26. Antenne 48. Umlenkfläche 75. Zuführbereich 28. Buchdecke 50. Andrückeinrichtung 79. Maschinensteuerung 29. Klebefolie
Claims (15)
- Verfahren zum Aufbringen eines von einer streifenförmigen Klebefolie (29) separierten Klebefilmabschnitts (45) auf eine Buchdecke (28),- bei dem eine Buchdecke (28) auf eine Anpressfläche (53) einer Matrize (54) einer Andrückeinrichtung (50) aufgelegt und in der Position zur Anpressfläche (53) ausgerichtet wird,- bei dem eine Greifeinrichtung (38) in einer Ausgangposition in einer Greifstation (36) einer Andrückfläche (37) zugeordnet ist und die Greifeinrichtung (38) den Klebefilmabschnitt (45) der streifenförmigen Klebefolie (29) greift,- bei dem der Klebefilmabschnitt (45) in die benachbart dazu angeordnete Andrückeinrichtung (50) verfahren und an einen Andrückstempel (51) der Andrückeinrichtung (50) übergeben wird,- bei dem nach der Übergabe des Klebefilmabschnitts (45) an den Andrückstempel (51) der Klebefilmabschnitt (45) von der Greifeinrichtung abgelöst und die Greifeinrichtung (38) in die Greifstation (36) zurückgeführt und ein weiterer in der Greifstation (36) angeordneter Klebefilmabschnitt (47) mit der Greifeinrichtung (38) ergriffen wird,- bei dem der erste und weitere Klebefilmabschnitt (45, 47) mit einer Schneideinrichtung (60) getrennt werden,- bei dem der Andrückstempel (51) und die Anpressfläche (53) der Andrückeinrichtung (50) zusammengeführt und der Klebefilmabschnitt (45) auf die Buchdecke (28) aufgebracht und verklebt wird, und- bei dem nach dem Verkleben des Klebefilmabschnitts (45) auf die Buchdecke (28) der Andrückstempel (51) und die Anpressfläche (53) voneinander entfernt werden und die vorkaschierte Buchdecke (28) entnommen wird.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass der Andrückstempel (51) auf die fest am Grundgestell (32) der Vorrichtung (31) angeordnete Anpressfläche (53) zugeführt und mit einem Anpressdruck und einer Anpressdauer angesteuert wird.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die Greifeinrichtung (38) zumindest einen Sauger (44) aufweist und zum Greifen des Klebefilmabschnitts (45, 47) der streifenförmigen Klebefolie (29) ein Vakuum angelegt wird, und der Andrückstempel (51) zumindest einen Sauger (55) aufweist und zum Greifen des Klebefilmabschnitts (45, 47) ein Vakuum angelegt wird, und vorzugsweise bei einer Übergabe des Klebefilmabschnitts (45) von der Greifeinrichtung (38) zum Andrückstempel (51) das Vakuum der Greifeinrichtung (38) gelöst wird, nachdem das Vakuum am Andrückstempel (51) angelegt ist.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass zwischen der Greifstation (36) und der Andrückeinrichtung (50) eine Schneideinrichtung (60) vorgesehen ist und vorzugsweise an der Greifeinrichtung (38) ein Schneidelement (61) der Schneideinrichtung (60) und ein weiteres Schneidelement (52) der Schneideinrichtung an einem Antrieb (63) in dem Grundgestell (32) vorgesehen ist, und insbesondere die Schneideinrichtung (60) zu einem Trennschnitt angesteuert wird, nachdem der Klebefilmabschnitt (45) durch den Andrückstempel (51) ergriffen und der weitere Klebefilmabschnitt (47) durch die Greifeinrichtung ergriffen wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass an dem Andrückstempel (51) eine Andrückklappe (65) mit einem Andrücksteg (67) vorgesehen ist, der nach dem Trennschnitt des Klebefilmabschnitts (45, 47) und vor dem Andrücken des Andrückstempels (51) an der Anpressfläche (53) aktiviert wird, so dass der Andrücksteg (67) in der Ebene des Andrückstempels (51) übergeführt wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Anpressfläche (54) der Matrize auf eine Temperatur in einem Bereich zwischen 20 und 80 °C aufgeheizt wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Klebefolie (29), vorzugsweise Hotmelt-Klebefolie, einseitig mit einer Trennlage, insbesondere einem Silikonpapier, oder ein wärmereaktiver Klebefilm auf einer Rolle bereitgestellt und vorzugsweise auf die Buchdecke (28) aufgebracht wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass eine Bandspannung der Klebefolie (29) durch eine Bremseinrichtung angesteuert wird.
- Vorrichtung zum Aufbringen eines von einer streifenförmigen Klebefolie (29) separierten Klebefilmabschnitts (45) auf eine Buchdecke (28),- mit einem Grundgestell (32) und einem das Grundgestell (32) zumindest teilweise umgebenden Gehäuse (33),- mit einer Wickelaufnahme (34),- mit einer Greifstation (36), welcher der Klebefilmabschnitt (45, 47) der streifenförmigen Klebefolie (29) von der Wickelaufnahme (34) zugeführt wird,- mit einer Andrückeinrichtung (50), in welche eine Greifeinrichtung (38) der Greifstation (36) zum Überführen des Klebefilmabschnitts (45, 47) verfahrbar ist, und welche einen Andrückstempel (51) zur Übernahme des Klebefilmabschnitts (45, 47) von der Greifeinrichtung (38) aufweist,- mit einer Schneideinrichtung (60), durch welche der in der Andrückeinrichtung (50) eingebrachte Klebefilmabschnitt vom benachbarten weiteren Klebefilmabschnitt (47) in der Greifstation (36) trennbar ist, und- mit einer Anpressfläche (53) der Andrückeinrichtung (50), auf welcher eine Buchdecke positionierbar ist und der Andrückstempel (51) und die Anpressfläche (53) unter Druck zueinander positionierbar sind, so dass der Klebefilmabschnitt (45) auf der Buchdecke (28) positionierbar ist.
- Vorrichtung nach Anspruch 9, dadurch gekennzeichnet, dass die Greifstation (36) eine fest am Grundgestell (32) angeordnete Andrückplatte (37) mit einer Andrückfläche aufweist und dieser zuordenbar eine Greifeinrichtung (38) mit zumindest einem Sauger (44) vorgesehen ist, und vorzugsweise die Greifeinrichtung durch einen Linearachsenantrieb (39) verfahrbar ist, insbesondere zumindest eine in X-Richtung verfahrbare Linearachse (41) und zumindest eine in Z-Richtung verfahrbare Linearachse (42) umfasst.
- Vorrichtung nach Anspruch 9 oder 10, dadurch gekennzeichnet, dass in und/oder vor der Greifstation (36) zumindest eine Führungseinrichtung (48) zur seitlichen Ausrichtung des Klebefilmabschnitts (45, 47) in der Greifstation (36) vorgesehen ist, und vorzugsweise die Führungseinrichtung (47) durch die Führungsflächeneinlaufseite zur Andrückplatte (37) vorgesehen oder die Führungseinrichtung durch Führungsscheiben an zumindest einer Umlenkrolle (35) ausgebildet ist, die der Greifstation (36) vorgeschalten ist.
- Vorrichtung nach einem der Ansprüche 9 bis 11, dadurch gekennzeichnet, dass zwischen der Greifstation (36) und der Andrückeinrichtung (50) die Schneideinrichtung (60) vorgesehen ist und vorzugsweise ein Schneidelement (61) der Schneideinrichtung (60) an einer zur Andrückeinrichtung (50) weisenden Stirnseite der Greifeinrichtung (38) vorgesehen ist.
- Vorrichtung nach einem der Ansprüche 9 bis 12, dadurch gekennzeichnet, dass die Andrückeinrichtung (50) einen Linearantrieb (52) aufweist und der Andrückstempel (51) auf die Anpressfläche (53) zu verfahrbar angesteuert ist, und vorzugsweise der Andrückstempel (51) der Andrückeinrichtung (50) zumindest einen Sauger (55) aufweist und vorzugsweise die Andrückfläche des Andrückstempels (51) in der Größe mit einer Andrückklappe (65) vergrößerbar ist.
- Vorrichtung nach einem der Ansprüche 9 bis 13, dadurch gekennzeichnet, dass das Gehäuse (33) einen Zugangsbereich zur Anpressfläche (53) der Andrückeinrichtung (50) zum Positionieren einer Buchdecke (28) aufweist.
- Vorrichtung nach einem der Ansprüche 9 bis 14, dadurch gekennzeichnet, dass die Anpressfläche (53) der Matrize (54) beheizbar ist und/oder die Anpressfläche (53) der Matrize (54) eine Ausrichteinrichtung (71) aufweist und/oder die Anpressfläche (53) der Matrize (50) eine Auswerfereinrichtung (72) aufweist.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102018109068.4A DE102018109068B4 (de) | 2018-04-17 | 2018-04-17 | Verfahren und Vorrichtung zum Aufbringen eines von einem streifenförmigen Klebefilm separierten Klebefilmabschnitts auf eine Buchdecke |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3556567A1 true EP3556567A1 (de) | 2019-10-23 |
| EP3556567B1 EP3556567B1 (de) | 2021-04-28 |
Family
ID=65818229
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19163257.9A Active EP3556567B1 (de) | 2018-04-17 | 2019-03-15 | Verfahren und vorrichtung zum aufbringen eines von einem streifenförmigen klebefilm separierten klebefilmabschnitts auf eine buchdecke |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP3556567B1 (de) |
| DE (1) | DE102018109068B4 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111498578A (zh) * | 2020-04-21 | 2020-08-07 | 深圳市安耐节科技有限公司 | 一种薄料贴双面胶机及薄料贴双面胶方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2708066A1 (de) * | 1977-02-24 | 1978-08-31 | Bielomatik Leuze & Co | Vorrichtung zum aufbringen von einfasstreifen auf die ruecken von blattlagen |
| DE3220789A1 (de) * | 1982-06-02 | 1983-12-08 | Claus Koenig Kg, 8520 Erlangen | Vorrichtung zum zufuehren eines klebebandzuschnitts zu einem geraet zum verkleben des rueckens eines buchblocks oder dergleichen |
| DE3236702C1 (de) * | 1982-10-04 | 1984-02-09 | Maschinenfabrik Stahlkontor Weser Lenze GmbH & Co KG, 3251 Aerzen | Vorrichtung zum Auftragen von Streifen |
| EP0295383A2 (de) * | 1987-05-14 | 1988-12-21 | Peter Lázár | Verfahren und Vorrichtung zur Herstellung eines Einbandes oder dergleichen |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL8600986A (nl) * | 1986-04-18 | 1987-11-16 | Avery International Corp | Apparaat voor het inbinden van een stapel papier. |
| DE4220181A1 (de) * | 1992-06-19 | 1993-12-23 | Schlegel Karl Heinz | Vorschubeinrichtung, insbesondere Klebebandspender |
-
2018
- 2018-04-17 DE DE102018109068.4A patent/DE102018109068B4/de active Active
-
2019
- 2019-03-15 EP EP19163257.9A patent/EP3556567B1/de active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2708066A1 (de) * | 1977-02-24 | 1978-08-31 | Bielomatik Leuze & Co | Vorrichtung zum aufbringen von einfasstreifen auf die ruecken von blattlagen |
| DE3220789A1 (de) * | 1982-06-02 | 1983-12-08 | Claus Koenig Kg, 8520 Erlangen | Vorrichtung zum zufuehren eines klebebandzuschnitts zu einem geraet zum verkleben des rueckens eines buchblocks oder dergleichen |
| DE3236702C1 (de) * | 1982-10-04 | 1984-02-09 | Maschinenfabrik Stahlkontor Weser Lenze GmbH & Co KG, 3251 Aerzen | Vorrichtung zum Auftragen von Streifen |
| EP0295383A2 (de) * | 1987-05-14 | 1988-12-21 | Peter Lázár | Verfahren und Vorrichtung zur Herstellung eines Einbandes oder dergleichen |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111498578A (zh) * | 2020-04-21 | 2020-08-07 | 深圳市安耐节科技有限公司 | 一种薄料贴双面胶机及薄料贴双面胶方法 |
| CN111498578B (zh) * | 2020-04-21 | 2021-07-09 | 深圳市安耐节科技有限公司 | 一种薄料贴双面胶机及薄料贴双面胶方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102018109068A1 (de) | 2019-10-17 |
| DE102018109068B4 (de) | 2025-08-14 |
| EP3556567B1 (de) | 2021-04-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102011006905A1 (de) | Maschine zum Herstellen von Büchern, insbesondere Fotobüchern und/oder Bildbänden | |
| EP0394926B1 (de) | Verfahren und Vorrichtung zum Aufbringen von Unterschriftsstreifen auf Ausweiskarten | |
| EP3375623B1 (de) | Verfahren zur herstellung eines halbzeuges | |
| EP3412458B1 (de) | Verfahren und laminiervorrichtung zum laminieren eines aus mehreren substratschichten bestehenden stapels zu einem verbundkörper | |
| EP3608103B1 (de) | Verfahren und laminiervorrichtung zum laminieren eines aus mehreren substratschichten bestehenden stapels zu einem verbundkörper | |
| EP0408896B1 (de) | Vorrichtung zum Aufkleben von Heissklebefolien | |
| DE102016218046B4 (de) | Verfahren, Vorrichtung und System zur Herstellung eines buchartigen Ausweis-, Wert- oder Sicherheitsdokument und buchartiges Ausweis-, Wert- oder Sicherheitsdokument | |
| WO2010089022A1 (de) | Verfahren zur herstellung von mehrlagigen sicherheitsprodukten | |
| DE102016218047B4 (de) | Verfahren, Vorrichtung und System zur Herstellung eines buchförmigen Ausweis-, Wert- oder Sicherheitsdokument und buchförmiges Ausweis-, Wert- oder Sicherheitsdokument | |
| EP1915270A1 (de) | Verfahren zum verbinden des stoss von dichtungsprofilen sowie vorrichtung zu dessen durchführung | |
| EP3556567A1 (de) | Verfahren und vorrichtung zum aufbringen eines von einem streifenförmigen klebefilm separierten klebefilmabschnitts auf eine buchdecke | |
| EP3515721B1 (de) | Vorrichtung und ein verfahren zum vereinzeln und sortieren von doppelseiten für ein buchförmiges ausweis-, wert- oder sicherheitsdokument, verfahren und system zur herstellung eines buchförmigen ausweis-, wert- oder sicherheitsdokuments | |
| EP2029360B2 (de) | Verfahren und Vorrichtung zur Herstellung von Folienverbünden | |
| DE69424139T2 (de) | Gerät und Verfahren zur Trennung gespleisster Streifen photographischen Films | |
| DE102018004914B4 (de) | Fertigungsanlage für die Herstellung von Sicherheits- oder Buchdokumenten | |
| EP3527400B1 (de) | System zur herstellung und bearbeitung eines buchförmigen ausweis-, wert- oder sicherheitsdokuments und herstellverfahren | |
| EP3966041B1 (de) | Vorrichtung und verfahren zur anbringung einer klebstoffschicht an einem klebstofflosen bestandteil eines ausweis-, wert- oder sicherheitsdokuments | |
| EP3670206B1 (de) | Vorrichtung und verfahren zur anbringung einer klebstoffschicht an einem klebstofflosen einband eines ausweis-, wert- oder sicherheitsdokument | |
| DE102016218045B4 (de) | Verfahren und Vorrichtung zur Herstellung eines Passbuchblocks für ein buchartigen Ausweis-, Wert- oder Sicherheitsdokument, System zur Herstellung eines buchartigen Ausweis-, Wert- oder Sicherheitsdokument und buchartiges Ausweis-, Wert- oder Sicherheitsdokument | |
| EP4212350B1 (de) | Produktionsanlage zum herstellen von ausweis-, wert- oder sicherheitsdokumenten oder zum herstellen eines verbunds aus einer mehrzahl von ausweis-, wert- oder sicherheitsdokumenten | |
| EP4215380B1 (de) | Produktionsanlage und verfahren zum herstellen einer rohkarte oder eines verbunds aus rohkarten für ausweis-, wert- oder sicherheitsdokumente | |
| DE102010022618A1 (de) | Klebebinder insbesondere für hochqualitative Kleinauflagen | |
| EP1142677A2 (de) | Verfahren und Vorrichtung zum Stanzen von dünner Folie | |
| EP4101655A1 (de) | Verfahren und vorrichtung zur herstellung einer datenseite für ein buchartiges dokument | |
| EP3515717A1 (de) | Zusammenstellvorrichtung und verfahren zum vereinzeln und sortieren von doppelseiten |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20200423 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20201021 |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| INTC | Intention to grant announced (deleted) | ||
| INTG | Intention to grant announced |
Effective date: 20210226 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502019001290 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1386666 Country of ref document: AT Kind code of ref document: T Effective date: 20210515 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210728 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210728 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210830 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210828 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210729 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20210428 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502019001290 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20220131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210828 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20220331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220315 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220331 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220315 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220331 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230526 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20190315 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1386666 Country of ref document: AT Kind code of ref document: T Effective date: 20240315 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240315 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20260324 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20260320 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20260410 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20260324 Year of fee payment: 8 |