EP3511254B2 - Device and method for applying a piece of film of material to a container - Google Patents
Device and method for applying a piece of film of material to a container Download PDFInfo
- Publication number
- EP3511254B2 EP3511254B2 EP19151776.2A EP19151776A EP3511254B2 EP 3511254 B2 EP3511254 B2 EP 3511254B2 EP 19151776 A EP19151776 A EP 19151776A EP 3511254 B2 EP3511254 B2 EP 3511254B2
- Authority
- EP
- European Patent Office
- Prior art keywords
- film
- container
- row
- along
- feed means
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000463 material Substances 0.000 title claims description 53
- 238000000034 method Methods 0.000 title claims description 20
- 238000005520 cutting process Methods 0.000 claims description 55
- 238000003825 pressing Methods 0.000 claims description 24
- 238000003466 welding Methods 0.000 claims description 15
- 208000003044 Closed Fractures Diseases 0.000 claims description 12
- 239000002775 capsule Substances 0.000 description 17
- 239000002699 waste material Substances 0.000 description 12
- 230000008859 change Effects 0.000 description 7
- 238000001802 infusion Methods 0.000 description 5
- 241001122767 Theaceae Species 0.000 description 4
- 235000013305 food Nutrition 0.000 description 3
- 238000001914 filtration Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 239000000109 continuous material Substances 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000007849 functional defect Effects 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 210000003456 pulmonary alveoli Anatomy 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B7/00—Closing containers or receptacles after filling
- B65B7/16—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons
- B65B7/162—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons by feeding web material to securing means
- B65B7/164—Securing by heat-sealing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B29/00—Packaging of materials presenting special problems
- B65B29/02—Packaging of substances, e.g. tea, which are intended to be infused in the package
- B65B29/022—Packaging of substances, e.g. tea, which are intended to be infused in the package packaging infusion material into capsules
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/04—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for severing webs, or for separating joined packages
- B65B61/06—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for severing webs, or for separating joined packages by cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/02—Enclosing successive articles, or quantities of material between opposed webs
- B65B9/04—Enclosing successive articles, or quantities of material between opposed webs one or both webs being formed with pockets for the reception of the articles, or of the quantities of material
Definitions
- the present invention relates to a device and a method of applying a piece of film of material to a container, preferably a device and a method for closing a container with a disk of material.
- the present invention is mainly applied in the food sector, more particularly in the technical field of making capsules for infusion products, such as coffee, tea or the like.
- the filling and closing stations of the capsules provide for ordering the capsules on one or more parallel rows by means of suitable alveolus feed systems.
- such systems comprise a plurality of concatenated modules, each provided with an array of alveoli aligned orthogonally to the feed direction, each of which belonging to a row.
- the infusion product is dispensed so as to fill the containers, which are then carried towards a closing station.
- a plurality of cutting heads is generally provided, arranged side by side orthogonally to the feed direction, each one designed to close the capsules of a single row.
- a film material advancement system is provided, operatively interposed between the cutting heads and the capsules, so that each cutting head, descending towards the container, fastens the material to the edges of the capsule to cut it.
- the cutting heads are generally provided, within a welding device/ring adapted to act preliminarily (and coaxially) to the cut in order to ensure/engage the film of material to the capsule before it is cut according to the desired shape, generally counter-shaped to the edges of the capsule.
- the film of blank, or waste, material is advanced by one pitch to allow a portion of "virgin” film to position itself under the cutting heads and then discarded.
- the aim of the present invention is therefore to provide a device and a method for applying a piece of film of material to a container which are able to overcome the aforementioned drawbacks of the known art.
- the applying device comprises first feed means movable along a predetermined movement path and comprising a plurality of seats for housing a corresponding plurality of containers.
- the seats are arranged in succession on at least a first and a second row parallel to each other and developing along an operating direction.
- Second feed means of a film of material arranged along said movement path and configured so that at least one operating section of the film faces the first feed means and is movable along said operating direction are also provided.
- the device also comprises an application station arranged along said movement path, at said operating section of the film.
- the application station is preferably provided with pressing means configured to fasten said film to at least one container placed in a first seat of the first row and at least one container placed in a second seat of the second row.
- At least one first cutting head arranged along the first row of seats, associated thereto and configured to cut the film along a predetermined closed fracture line at said first seat is provided.
- the application station further comprises a second cutting head arranged along the second row of seats, operatively associated thereto and configured to cut the film along a predetermined closed fracture line at said second seat wherein, with reference to the operating direction, the second cutting head is placed downstream of the first cutting head.
- the distance between the interaxle spacings of the first and second cutting heads, measured along the operating direction, is an integer multiple of the distance between the interaxle spacings of two successive seats of said first or said second row.
- the two cutting heads can operate simultaneously, speeding up the production process.
- said second feed means comprise at least one compensation member configured to adjust the length of the film running between the first cutting head and the second one.
- the movement of the first feed means is released and decoupled from that of the second feed means, allowing to maximize the surface occupation of the cuts with respect to the "virgin" film.
- the second feed means comprise a pair of rewind rollers spaced from each other and at least partially delimiting said operating section, wherein the compensation member comprises an adjustment element operatively interposed between said rewind rollers and rotatably or slidingly associated to the film.
- the adjustment element is movable with respect to said rewind rollers in order to change the length of the film running between them.
- the adjustment element due to its movement, determines a deviation in the path of the film between the two cutting heads, whose entity is related to the length to be obtained.
- the containers have an entrance opening perimetrically delimited by a ring-shaped edge and are preferably oriented with said opening facing upwards.
- a film of material developing at least partly along said operating direction and facing the opening of said containers, in correspondence with at least one application station, is also provided.
- the containers succession is being fed of a first feed pitch along said operating direction;
- the film of material is being fed of a second feed pitch along said operating direction, in the same or opposite direction with respect to the containers.
- the film of material is fastened to at least one first container of the first row and to at least one second container of the second row.
- an engaging step, preferably welding, of said film of material to the first and the second container is provided.
- the film of material is then cut along a predetermined (first) closed fracture line at the first container.
- the film of material is also cut along a predetermined (second) closed fracture line at the second container.
- the second container is placed, with reference to said operating direction, operatively downstream of the first container.
- the second container is placed on a different row with respect to the first container, therefore it is transversely misaligned to it, and displaced with respect to it along the operating direction, so it is longitudinally misaligned thereto.
- the method provides for an adjusting step of the length of the film (along the operating direction) running between the interaxle spacings of said first and said second container as a function of the area of said entrance opening of the containers.
- the second feed pitch is adjusted as a function of the area of said entrance opening of the containers and of said length of the film running between the interaxle spacings of said first and said second container.
- number 1 refers to a device for applying a piece of film of material to a container according to the present Invention.
- such a device can be applied in the food industry and, in particular, in the application of disks of material to containers for infusion products, such as for example coffee, tea or similar capsules.
- the device 1 is designed to apply the closure disks to the capsules once they have been filled; however, the present invention is not to be considered limited to such an application, but can be advantageously used also in other similar operations, such as for example the application of filtering pieces from a film of continuous material.
- the device 1 for applying is placed in a machine for filling containers "C", such as for example coffee capsules.
- the device 1 comprises first feed means 2 movable along a predetermined movement path and comprising a plurality of seats 3 for housing a corresponding plurality of said containers "C".
- the seats 3 are adapted to keep the containers "C" with their own opening accessible from the top (i.e. from above).
- the seats 3 are defined by housing alveoli, more preferably of circular shape.
- the first feed means (2) are adapted so that the seats (3) are arranged in succession on at least a first "F1" and a second "F2" row parallel to each other and developing along an operating direction "A".
- the operating direction "A" corresponds to the movement path.
- the first feed means 2 comprise at least two first rows “F1” and at least two alternating second rows "F2", with reference to a direction transverse to the operating direction "A".
- each first row "F1" is flanked by at least a second row “F2”, and vice versa.
- the first feed means 2 comprise a plurality of modules 2a, 2b arranged in succession along said operating direction "A", each containing at least one seat 3.
- each module 2a, 2b comprises at least two seats 3 mutually side by side transversely to the operating direction "A".
- each seat “3" of the first row “F1" is interposed between two subsequent seats “3" of the second row (F2), and vice versa.
- the seats 3 of a first row "F1" are arranged in mutually alternated along the operating direction "A" with respect to the seats 3 of the adjacent second row "F2".
- the first feed means comprise a plurality of first modules 2a, containing one or more seats 3 of the first row "F1", and a plurality of second modules 2b, containing one or more seats 3 of the second row "F2".
- each first module 2a comprises exclusively seats 3 of the first row "F1" and each second module 2b comprises exclusively seats 3 of the second row.
- the first modules 2a and the second modules 2b are arranged mutually alternated along the operating direction "A".
- the first feed means 2 are of the discontinuous type (i.e. intermittent) and have a first feed pitch P1, preferably corresponding to the axial distance (measured along the operating direction "A") between two first modules 2a or two subsequent second modules 2b.
- the movement of the first feed means 2 can be set by an operator and driven by a control unit (not shown).
- operatively upstream of the first feed means 2a loading station (not shown) is provided, configured to supply one or more rows of containers "C" in succession and provided with a selector (or revolver ) configured to arrange said containers "C" in the seats 3, i.e. on a plurality of parallel rows.
- the device 1 further comprises second feed means 4 of a film 5 of material arranged along said movement path.
- the film 5 of material is preferably a strip of suitable material, usable as a filtering, sealing or closing element for the containers "C".
- the second feed means (4) are configured so that at least one operating section 5a of the film 5 is faced to the first feed means 2 and movable along said operating direction "A".
- the second feed means 4 comprise a plurality of movement rollers on which the film 5 is partially wrapped so as to be moved linearly, along the operating direction "A" in response to a rotation thereof.
- the second feed means 4 comprise a pair of rewind rollers 6 spaced apart (along the operating direction A) and at least partly delimiting said operating section 5a. Said rewind rollers 6 can be driven by means of said control unit.
- the second feed means 4 are of the discontinuous type (i.e. intermittent) and have a second feed pitch P1 which can be set by the operator.
- the first "P1" and the second feed pitch “P2" can be set independently.
- the device also comprises an application station 7 arranged along said movement path at said operating section 5a of the film 5 of material of the second feed means 4.
- the application station 7 comprise pressing means 8 configured to fasten said film 5 to at least one (first) container “C1” placed in a first seat of the first row “F1" and at least one (second) container “C2" placed in a second seat of the second row "F2".
- Such pressing means 8 are therefore movable towards and away from the first feed means 2, along a transverse direction, preferably orthogonal to the first direction "A".
- the pressing means 8 are vertically movable between a raised, distal position of the first advancing means 2, and a lowered position, in contact with the first feed means 2.
- the operating section 5a of the film 5 is interposed between the pressing means 8 and the first feed means 2.
- a movement of the pressing means 8 towards the first feed means 2 involves moving the film 5 of material in contact with them, at least at the first seat and the second seat.
- the pressing means 8 comprise at least a first pressing element 8a associated with the first seat and at least a second pressing element 8b associated with the second seat.
- the first feed means 2 comprise two first seats side by side (located in the same first module 2a) and two second seats side by side (located in the same second module 2b).
- the pressing means 8 comprise respective first 8a and second pressing elements 8b associated with each first and second seat.
- each pressing element 8a, 8b comprises at least one welding ring 9 configured to engage the film 5 to the ring-shaped edge of the container "C" contained in the first or in the second seat.
- Such a welding ring 9 is therefore in turn movable towards and away from the first feed means 2 between a rest position, wherein it is distal from the first feed means 2, and a working position, wherein it is fastened to the first feed means 2 and coaxial to a respective (first or second) seat.
- the pressing element 8a, 8b, and in particular the welding ring 9 are therefore coaxial to the interaxle spacing of the first seat or of the second seat in the application station 7.
- This application station 7 further comprises at least a first cutting head 10 arranged along the first row "F1" of seats 3 and associated therewith.
- the first cutting head 10 is configured to cut the film 5 along a predetermined (first) closed fracture line at the first seat.
- Such first cutting head 10 is operatively placed (not necessarily structurally) downstream of the pressing means 8 in order to carry out the cut only upon the welding of the film 5 to the container "C", avoiding the creation of not very aesthetic folds or functional defects.
- the application station 7 further comprises at least a second cutting head 11 arranged along the second row "F2" of seats 3 and operatively associated therewith.
- Said second cutting head 11 is configured to cut the film 5 along a predetermined (second) closed fracture line at said second seat. According to the present invention, with reference to the operating direction "A", the second cutting head 11 is located downstream of the first cutting head 10.
- first 10 and the second cutting head 11 are not side by side orthogonally to the operating direction "A", but they are "staggered”, or arranged in succession.
- the distance "D" between the interaxle spacings of the first 10 and of the second cutting head 11, measured along the operating direction "A", is an integer multiple of the distance between the interaxle spacings of two successive modules of the first feed means 2. It should be noted that the distance between the first 10 and the second cutting head 11 corresponds, preferably, to the distance between the first and the second seat.
- each cutting head 10, 11 comprises a ring-shaped cutting blade 10a, 11a, moving towards and away from the first feed means 2 between a rest position and a cutting position, wherein it is in contact with the film 5 of material (already engaged/welded to the container).
- each cutting head 10, 11 is associated with a respective pressing element 8a, 8b.
- the application station 7 comprises a plurality of operating groups 12, 13 each comprising a pressing element 8a, 8b and a corresponding cutting head 10, 11, arranged coaxially with each other to act in combination on the same first or second seat.
- the operating group 12, 13 comprises a welding ring 9 and a ring-shaped cutting blade 10a, 11a fit around said welding ring 9 (i.e. around the pressing element) and movable, towards or away from the first feed means 2 with a predetermined delay with respect to the welding ring 9.
- each cutting head 10, 11a has a ring-shaped blade surrounding the pressing element 8a, 8b in order to cut the film 5 of material externally with respect to the engaging/welding line with the container "C".
- the application station 7 comprises at least two first operating groups 12, arranged along respective first rows "F1" and comprising a first pressing element 8a and a first cutting head 10.
- such first operating groups 12 are side by side and, at least in part, jointly moved.
- the application station 7 further comprises at least two second operating groups 13, arranged along respective second rows "F2" and comprising a second pressing element 8b and a second cutting head 11.
- such second operating groups 13 are side by side and, at least in part, jointly moved.
- the second feed means 4 comprise at least a compensation member 14 configured to adjust the length of the film 5 running between the first 10 and the second cutting head 11.
- the compensation member 14 comprises an adjustment element 15 operatively interposed between said rewind rollers 6 and rotatably or slidingly associated with the film 5.
- Such adjustment element 15 is movable with respect to said rewind rollers 6 in order to change the length of the film 5 running between them.
- the adjustment element 15 defines at least in part a deviation or rewinding along the operating section 5a of the film, the entity of which is of adjustable length.
- the compensation member 14 comprises two first rollers 14a substantially parallel to each other and transversal to said operating direction "A", arranged along the operating section 5a.
- a second roller 15a is operatively interposed between the first rollers 14a so as to define a rewinding of the film 5 between said first rollers and defining the adjustment element.
- Such second roller 15a is selectively translatable towards and/or away from said first rollers 14a in order to change the length of the film 5 running between them.
- the second roller 15a is movable towards and/or away from the first feed means 2.
- the operating section 5a is linear and has a length corresponding to the distance, measured along the operating direction "A", between the rewind rollers 6.
- adjustment element 15 can be driven manually or mechanically.
- An object of the present invention is also a method of applying a piece of film 5 of material to a container "C", preferably but not exclusively carry out by means of the device 1 described up to now.
- the method provides for a succession of containers "C” arranged on at least a first "F1" and a second row “F2" parallel to each other and developing along an operating direction "A".
- the containers "C” are arranged on at least two first "F1" and two second "F2" rows side by side and alternated.
- Each container "C”, as already mentioned above, has an entrance opening perimetrically delimited by a ring-shaped edge.
- the containers are coffee or tea capsules.
- the method provides that the containers "C" to be filled with food products, preferably produced by infusion, such as coffee or tea.
- the film 5 of material is then prepared, developing at least partially along said operating direction "A” and provided with at least an operating section 5a facing the opening of said containers "C" (at least one application station).
- the method then provides to feed the succession of containers "C” of a first feed pitch “P1" along said operating direction “A” and to feed said film 5 of material of a second feed pitch "P2" along said operating direction "A".
- the second pitch "P2" may have indistinctly the same or the opposite direction with respect to the first pitch “P1" of the containers "C".
- the movement direction of the containers "C" is opposite to that of the film 5.
- the film 5 is fastened to (i.e. pressed/pushed until it is in contact with) at least a first container "C1" of the first row “F1” and at least a second container “C2" of the second row “F2".
- the first "C1" and the second container “C2" are placed in the first and in the second seat previously described.
- the method provides an engaging step, preferably welding, of said film 5 of material to the first "C1" and to the second "C2" container.
- the film is cut along a predetermined (first) closed fracture line at the first container "C1".
- the method provides to cut said film 5 of material along a predetermined closed fracture line at said second container "C2" operatively placed downstream of said at least one first container “C1" of the first row “F1", with reference to said operating direction "A".
- the cutting steps are performed simultaneously.
- the interaxle spacing of said at least one first container “C1" of the first row “F1” and the interaxle spacing of said at least one second container “C2" of the second row “F2” are placed at a distance which is an integral multiple of the distance between the interaxle spacings of two successive containers “C” (i.e. two modules 2a, 2b).
- a step for adjusting the length of the film 5 running between the interaxle spacing of said at least one first container “C1" of the first row "F1” and the interaxle spacing of said at least one second container “C2” of the second row “F2” as a function of the area of said entrance opening of the containers "C” is provided.
- the adjusting step is preliminary to the cutting steps. In this way, the first "P1" and the second feed pitch "P2" can be set independently.
- the invention achieves the intended aims and achieves important advantages.
- the introduction of a compensation member allows not only to improve flexibility, but to optimize the waste in a dedicated manner according to the diameter of the capsules/containers, thus making the device universal.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
Description
- The present invention relates to a device and a method of applying a piece of film of material to a container, preferably a device and a method for closing a container with a disk of material.
- The present invention is mainly applied in the food sector, more particularly in the technical field of making capsules for infusion products, such as coffee, tea or the like.
- In the known art, the filling and closing stations of the capsules provide for ordering the capsules on one or more parallel rows by means of suitable alveolus feed systems.
- Usually, such systems comprise a plurality of concatenated modules, each provided with an array of alveoli aligned orthogonally to the feed direction, each of which belonging to a row.
- In this configuration, typically with the capsules facing upwards, the infusion product is dispensed so as to fill the containers, which are then carried towards a closing station.
- In this station a plurality of cutting heads is generally provided, arranged side by side orthogonally to the feed direction, each one designed to close the capsules of a single row.
- For this purpose, a film material advancement system is provided, operatively interposed between the cutting heads and the capsules, so that each cutting head, descending towards the container, fastens the material to the edges of the capsule to cut it.
- More precisely, the cutting heads are generally provided, within a welding device/ring adapted to act preliminarily (and coaxially) to the cut in order to ensure/engage the film of material to the capsule before it is cut according to the desired shape, generally counter-shaped to the edges of the capsule.
- Following the cut, the film of blank, or waste, material, is advanced by one pitch to allow a portion of "virgin" film to position itself under the cutting heads and then discarded.
- It should be noted, however, that the always reduced margins linked to the sale of infusion capsules (coffee in particular) have made coffee roasters very sensitive to the reduction of waste.
- One of the parameters that are gradually becoming important, given the not insignificant cost of the material, is consumption of the film of closing material, which is why machine manufacturers have in recent years tried to reduce the waste thereof as much as possible, or to maximize the surface use during cutting/closing steps.
- In this regard, the most recent developments have focused mainly on the miniaturization of the cutting head components, to allow the flanking of a large number of heads, each one acting on the capsules of a respective row, with a limited transverse footprint.
- These solutions are, even if they are expensive due to the aforementioned miniaturization, still particularly efficient in reducing the waste relative to the "large" format capsules, but are very disadvantageous when the manufacturer has to change the format.
- In fact, given the distance between the fixed and calibrated cutting heads on the maximum workable format, upon obtaining cuts very close to each other along the transverse direction, during the machining of smaller formats the transverse distance between the cuts necessarily increases, significantly reducing the cuts surface occupation and, therefore, significantly increasing the waste.
- The aim of the present invention is therefore to provide a device and a method for applying a piece of film of material to a container which are able to overcome the aforementioned drawbacks of the known art.
- In particular, it is an object of the present invention to provide a device and a method for applying a piece of film of material to a container which are particularly versatile and allow to minimize material waste regardless of the format of the containers.
- Furthermore, it is an object of the present invention to provide a device and a method for applying a piece of film of material to a container which are easily adjustable and cost-efficient to manufacture.
- Said objects are achieved by a device for applying a piece of film of material to a container having the characteristics of the subsequent claims from 1 to 9, as well as by a method for applying a piece of film of material to a container having the characteristics of
claim 10. - The applying device comprises first feed means movable along a predetermined movement path and comprising a plurality of seats for housing a corresponding plurality of containers.
- The seats are arranged in succession on at least a first and a second row parallel to each other and developing along an operating direction. Second feed means of a film of material arranged along said movement path and configured so that at least one operating section of the film faces the first feed means and is movable along said operating direction are also provided.
- The device also comprises an application station arranged along said movement path, at said operating section of the film.
- The application station is preferably provided with pressing means configured to fasten said film to at least one container placed in a first seat of the first row and at least one container placed in a second seat of the second row.
- At least one first cutting head arranged along the first row of seats, associated thereto and configured to cut the film along a predetermined closed fracture line at said first seat is provided.
- According to an aspect of the present invention, the application station further comprises a second cutting head arranged along the second row of seats, operatively associated thereto and configured to cut the film along a predetermined closed fracture line at said second seat wherein, with reference to the operating direction, the second cutting head is placed downstream of the first cutting head.
- Advantageously, in this way it is possible to further reduce the distance between the two cutting heads, even without a miniaturization thereof, as the position of the cuts on the film can also change.
- Preferably, the distance between the interaxle spacings of the first and second cutting heads, measured along the operating direction, is an integer multiple of the distance between the interaxle spacings of two successive seats of said first or said second row.
- Advantageously, in this way the two cutting heads can operate simultaneously, speeding up the production process.
- In addition, said second feed means comprise at least one compensation member configured to adjust the length of the film running between the first cutting head and the second one.
- Advantageously, in this way the movement of the first feed means is released and decoupled from that of the second feed means, allowing to maximize the surface occupation of the cuts with respect to the "virgin" film.
- In fact, due to the presence of the compensating member it is possible to release the length of the film running between the two cutting heads from the effective distance between them, allowing to optimize the positioning of the cuts as a function of the diameter of the container.
- Preferably, the second feed means comprise a pair of rewind rollers spaced from each other and at least partially delimiting said operating section, wherein the compensation member comprises an adjustment element operatively interposed between said rewind rollers and rotatably or slidingly associated to the film.
- The adjustment element is movable with respect to said rewind rollers in order to change the length of the film running between them.
- In other words, the adjustment element, due to its movement, determines a deviation in the path of the film between the two cutting heads, whose entity is related to the length to be obtained.
- With reference to the method for applying, it envisages preparing a succession of containers arranged on at least a first and a second row parallel to one another and developing along an operating direction.
- The containers have an entrance opening perimetrically delimited by a ring-shaped edge and are preferably oriented with said opening facing upwards.
- A film of material developing at least partly along said operating direction and facing the opening of said containers, in correspondence with at least one application station, is also provided.
- The containers succession is being fed of a first feed pitch along said operating direction;
- The film of material is being fed of a second feed pitch along said operating direction, in the same or opposite direction with respect to the containers.
- In the application station, the film of material is fastened to at least one first container of the first row and to at least one second container of the second row.
- Preferably, contextually or subsequently, to have the film of material fastened to the first and the second container, an engaging step, preferably welding, of said film of material to the first and the second container is provided.
- The film of material is then cut along a predetermined (first) closed fracture line at the first container.
- Similarly, the film of material is also cut along a predetermined (second) closed fracture line at the second container. According to an aspect of the present invention, the second container is placed, with reference to said operating direction, operatively downstream of the first container.
- In other words, the second container is placed on a different row with respect to the first container, therefore it is transversely misaligned to it, and displaced with respect to it along the operating direction, so it is longitudinally misaligned thereto.
- Moreover, the method provides for an adjusting step of the length of the film (along the operating direction) running between the interaxle spacings of said first and said second container as a function of the area of said entrance opening of the containers.
- More preferably, also the second feed pitch is adjusted as a function of the area of said entrance opening of the containers and of said length of the film running between the interaxle spacings of said first and said second container.
- Advantageously, therefore, by adjusting that length of film (along the operating direction) running between the interaxle spacings of said first and said second container, together with the second feed pitch, as a function of the size of the containers, it is possible to optimize the distribution of the cuts on the film, minimizing the waste.
- These and other features and relating advantages will become more apparent from the following exemplary, therefore non-limiting, description of a preferred, therefore not exclusive, embodiment of a device and a method for applying a piece of film of material to a container according to the appended drawings show, wherein:
-
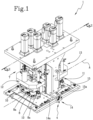
Figure 1 shows a perspective view of device for applying of a piece of film of material to a container according to the present invention; -
Figure 2 shows a sectional view of the device offigure 1 , with the addition of the first feed means; -
Figure 2a shows a detail offigure 2 in two different operating positions; -
Figure 3 shows the chessboard of the first feed means and the waste of film of material obtained carrying out the method for applying a piece of film of material to a container with the device offigure 1 ; -
Figure 4 shows the chessboard of the first feed means and the waste of film of material obtained carrying out the method for applying a piece of film of material to a container with an alternative embodiment of the device. - With reference to the appended figures,
number 1 refers to a device for applying a piece of film of material to a container according to the present Invention. - It should be noted that, preferably, such a device can be applied in the food industry and, in particular, in the application of disks of material to containers for infusion products, such as for example coffee, tea or similar capsules.
- More preferably, the
device 1 is designed to apply the closure disks to the capsules once they have been filled; however, the present invention is not to be considered limited to such an application, but can be advantageously used also in other similar operations, such as for example the application of filtering pieces from a film of continuous material. - Preferably, in any case, the
device 1 for applying is placed in a machine for filling containers "C", such as for example coffee capsules. Thedevice 1 comprises first feed means 2 movable along a predetermined movement path and comprising a plurality ofseats 3 for housing a corresponding plurality of said containers "C". - Preferably, the
seats 3 are adapted to keep the containers "C" with their own opening accessible from the top (i.e. from above). - In the preferred embodiment, the
seats 3 are defined by housing alveoli, more preferably of circular shape. - The first feed means (2) are adapted so that the seats (3) are arranged in succession on at least a first "F1" and a second "F2" row parallel to each other and developing along an operating direction "A". The operating direction "A" corresponds to the movement path. Preferably, the first feed means 2 comprise at least two first rows "F1" and at least two alternating second rows "F2", with reference to a direction transverse to the operating direction "A".
- In other words, each first row "F1" is flanked by at least a second row "F2", and vice versa.
- Preferably, the first feed means 2 comprise a plurality of
modules seat 3. - In the preferred embodiment, each
module seats 3 mutually side by side transversely to the operating direction "A". - Preferably, with reference to the operating direction "A", each seat "3" of the first row "F1" is interposed between two subsequent seats "3" of the second row (F2), and vice versa.
- In other words, the
seats 3 of a first row "F1" are arranged in mutually alternated along the operating direction "A" with respect to theseats 3 of the adjacent second row "F2". - In this regard, preferably the first feed means comprise a plurality of
first modules 2a, containing one ormore seats 3 of the first row "F1", and a plurality ofsecond modules 2b, containing one ormore seats 3 of the second row "F2". - More precisely, each
first module 2a comprises exclusively seats 3 of the first row "F1" and eachsecond module 2b comprises exclusively seats 3 of the second row. - The
first modules 2a and thesecond modules 2b are arranged mutually alternated along the operating direction "A". - From the point of view of the movement, preferably the first feed means 2 are of the discontinuous type (i.e. intermittent) and have a first feed pitch P1, preferably corresponding to the axial distance (measured along the operating direction "A") between two
first modules 2a or two subsequentsecond modules 2b. - In any case, the movement of the first feed means 2 can be set by an operator and driven by a control unit (not shown).
- It should be noted that, preferably, operatively upstream of the first feed means 2a loading station (not shown) is provided, configured to supply one or more rows of containers "C" in succession and provided with a selector (or revolver) configured to arrange said containers "C" in the
seats 3, i.e. on a plurality of parallel rows. - The
device 1 further comprises second feed means 4 of afilm 5 of material arranged along said movement path. - The
film 5 of material is preferably a strip of suitable material, usable as a filtering, sealing or closing element for the containers "C". - The second feed means (4) are configured so that at least one
operating section 5a of thefilm 5 is faced to the first feed means 2 and movable along said operating direction "A". - More precisely, in the
operating section 5a thefilm 5 of material faced to theseats 3. - In the preferred embodiment, the second feed means 4 comprise a plurality of movement rollers on which the
film 5 is partially wrapped so as to be moved linearly, along the operating direction "A" in response to a rotation thereof. - With reference to the appended figures, the second feed means 4 comprise a pair of
rewind rollers 6 spaced apart (along the operating direction A) and at least partly delimiting said operating section 5a. Saidrewind rollers 6 can be driven by means of said control unit. - In this regard, also the second feed means 4 are of the discontinuous type (i.e. intermittent) and have a second feed pitch P1 which can be set by the operator.
- Preferably, as will be better explained in the following, the first "P1" and the second feed pitch "P2" can be set independently.
- The device also comprises an application station 7 arranged along said movement path at said
operating section 5a of thefilm 5 of material of the second feed means 4. - The application station 7 comprise
pressing means 8 configured to fasten saidfilm 5 to at least one (first) container "C1" placed in a first seat of the first row "F1" and at least one (second) container "C2" placed in a second seat of the second row "F2". - Such
pressing means 8 are therefore movable towards and away from the first feed means 2, along a transverse direction, preferably orthogonal to the first direction "A". - In particular, the
pressing means 8 are vertically movable between a raised, distal position of the first advancingmeans 2, and a lowered position, in contact with the first feed means 2. - Therefore, the
operating section 5a of thefilm 5 is interposed between thepressing means 8 and the first feed means 2. - In this way, a movement of the
pressing means 8 towards the first feed means 2 involves moving thefilm 5 of material in contact with them, at least at the first seat and the second seat. - Preferably, the
pressing means 8 comprise at least a firstpressing element 8a associated with the first seat and at least a secondpressing element 8b associated with the second seat. - With reference to the illustrated embodiment, the first feed means 2 comprise two first seats side by side (located in the same
first module 2a) and two second seats side by side (located in the samesecond module 2b). - Preferably, therefore, the
pressing means 8 comprise respective first 8a and secondpressing elements 8b associated with each first and second seat. - Preferably, each
pressing element welding ring 9 configured to engage thefilm 5 to the ring-shaped edge of the container "C" contained in the first or in the second seat. - Such a
welding ring 9 is therefore in turn movable towards and away from the first feed means 2 between a rest position, wherein it is distal from the first feed means 2, and a working position, wherein it is fastened to the first feed means 2 and coaxial to a respective (first or second) seat. - The
pressing element welding ring 9 are therefore coaxial to the interaxle spacing of the first seat or of the second seat in the application station 7. - This application station 7 further comprises at least a
first cutting head 10 arranged along the first row "F1" ofseats 3 and associated therewith. - The
first cutting head 10 is configured to cut thefilm 5 along a predetermined (first) closed fracture line at the first seat. - Such
first cutting head 10 is operatively placed (not necessarily structurally) downstream of thepressing means 8 in order to carry out the cut only upon the welding of thefilm 5 to the container "C", avoiding the creation of not very aesthetic folds or functional defects. - The application station 7 further comprises at least a
second cutting head 11 arranged along the second row "F2" ofseats 3 and operatively associated therewith. - Said second cutting
head 11 is configured to cut thefilm 5 along a predetermined (second) closed fracture line at said second seat. According to the present invention, with reference to the operating direction "A", thesecond cutting head 11 is located downstream of thefirst cutting head 10. - In other words, the first 10 and the
second cutting head 11 are not side by side orthogonally to the operating direction "A", but they are "staggered", or arranged in succession. - Preferably, the distance "D" between the interaxle spacings of the first 10 and of the
second cutting head 11, measured along the operating direction "A", is an integer multiple of the distance between the interaxle spacings of two successive modules of the first feed means 2. It should be noted that the distance between the first 10 and thesecond cutting head 11 corresponds, preferably, to the distance between the first and the second seat. - Preferably, each cutting
head cutting blade film 5 of material (already engaged/welded to the container). - In the preferred embodiment, each cutting
head pressing element - More precisely, the application station 7 comprises a plurality of
operating groups pressing element corresponding cutting head - In the illustrated embodiment, the
operating group welding ring 9 and a ring-shapedcutting blade welding ring 9. - In other words, each cutting
head pressing element film 5 of material externally with respect to the engaging/welding line with the container "C". - With reference to the appended figures, therefore, the application station 7 comprises at least two
first operating groups 12, arranged along respective first rows "F1" and comprising a firstpressing element 8a and afirst cutting head 10. - Preferably, such
first operating groups 12 are side by side and, at least in part, jointly moved. - The application station 7 further comprises at least two
second operating groups 13, arranged along respective second rows "F2" and comprising a secondpressing element 8b and asecond cutting head 11. - Preferably, such
second operating groups 13 are side by side and, at least in part, jointly moved. - According to a further aspect of the present invention, the second feed means 4 comprise at least a
compensation member 14 configured to adjust the length of thefilm 5 running between the first 10 and thesecond cutting head 11. - Advantageously, in this way it is possible to release the second feed pitch "P2" (of the second feed means) from the first feed pitch "P1" (of the first feed means), considerably increasing the flexibility of the
device 1. - With reference to
figures 3 and 4 , for example, it is possible to appreciate how to change the container format (large infigure 3 , small infigure 4 ) it is possible to change the second feed pitch "P2", optimizing the surface occupation of thefilm 5 and minimizing the waste. - Preferably, the
compensation member 14 comprises anadjustment element 15 operatively interposed between saidrewind rollers 6 and rotatably or slidingly associated with thefilm 5. -
Such adjustment element 15 is movable with respect to saidrewind rollers 6 in order to change the length of thefilm 5 running between them. - In other words, the
adjustment element 15 defines at least in part a deviation or rewinding along theoperating section 5a of the film, the entity of which is of adjustable length. - In this way, it is possible to optimize the second feed pitch "P2" with respect to the first one with a minimizing view of the waste coming from the
film 5. - In the preferred embodiment, the
compensation member 14 comprises twofirst rollers 14a substantially parallel to each other and transversal to said operating direction "A", arranged along theoperating section 5a. - A
second roller 15a is operatively interposed between thefirst rollers 14a so as to define a rewinding of thefilm 5 between said first rollers and defining the adjustment element. - Such
second roller 15a is selectively translatable towards and/or away from saidfirst rollers 14a in order to change the length of thefilm 5 running between them. - More precisely, the
second roller 15a is movable towards and/or away from the first feed means 2. - In this way, moving away from the first feed means 2, the forward section and the return section of the deviation or rewinding are lengthened, with consequent elongation of the
operating section 5a (broken line infigure 2a ). - Likewise, moving towards the first feed means 2, the forward section and the return portion of the deviation or rewinding are shortened, with a consequent shortening of the
operating section 5a (continuous line infigure 2a ). - It should be noted that, in the position proximal to the feed means 2 of the
second roller 15a, theoperating section 5a is linear and has a length corresponding to the distance, measured along the operating direction "A", between therewind rollers 6. - It should be noted that the
adjustment element 15 can be driven manually or mechanically. - An object of the present invention is also a method of applying a piece of
film 5 of material to a container "C", preferably but not exclusively carry out by means of thedevice 1 described up to now. - In any case, for simplicity, the reference numbers where compatible will be kept unchanged also in the following method description.
- The method provides for a succession of containers "C" arranged on at least a first "F1" and a second row "F2" parallel to each other and developing along an operating direction "A".
- In the preferred embodiment, the containers "C" are arranged on at least two first "F1" and two second "F2" rows side by side and alternated.
- Each container "C", as already mentioned above, has an entrance opening perimetrically delimited by a ring-shaped edge.
- Preferably, the containers are coffee or tea capsules.
- It should be noted that, preferably, the method provides that the containers "C" to be filled with food products, preferably produced by infusion, such as coffee or tea.
- The
film 5 of material is then prepared, developing at least partially along said operating direction "A" and provided with at least anoperating section 5a facing the opening of said containers "C" (at least one application station). - The method then provides to feed the succession of containers "C" of a first feed pitch "P1" along said operating direction "A" and to feed said
film 5 of material of a second feed pitch "P2" along said operating direction "A". - The second pitch "P2" may have indistinctly the same or the opposite direction with respect to the first pitch "P1" of the containers "C". Preferably, however, the movement direction of the containers "C" is opposite to that of the
film 5. - When a predetermined application station 7 is reached, the
film 5 is fastened to (i.e. pressed/pushed until it is in contact with) at least a first container "C1" of the first row "F1" and at least a second container "C2" of the second row "F2". - The first "C1" and the second container "C2" are placed in the first and in the second seat previously described.
- Preferably, contextually or after having fastened the
film 5 of material to the first "C1" and to the second container "C2", the method provides an engaging step, preferably welding, of saidfilm 5 of material to the first "C1" and to the second "C2" container. - Subsequently, or simultaneously, the film is cut along a predetermined (first) closed fracture line at the first container "C1".
- According to the present invention, the method provides to cut said
film 5 of material along a predetermined closed fracture line at said second container "C2" operatively placed downstream of said at least one first container "C1" of the first row "F1", with reference to said operating direction "A". - Preferably, the cutting steps are performed simultaneously.
- In particular, the interaxle spacing of said at least one first container "C1" of the first row "F1" and the interaxle spacing of said at least one second container "C2" of the second row "F2" are placed at a distance which is an integral multiple of the distance between the interaxle spacings of two successive containers "C" (i.e. two
modules film 5 running between the interaxle spacing of said at least one first container "C1" of the first row "F1" and the interaxle spacing of said at least one second container "C2" of the second row "F2" as a function of the area of said entrance opening of the containers "C" is provided. Advantageously, the adjusting step is preliminary to the cutting steps. In this way, the first "P1" and the second feed pitch "P2" can be set independently. - The invention achieves the intended aims and achieves important advantages.
- In fact, the arrangement of two cutting heads acting on distinct rows and placed in succession along the operating direction allows to limit the transverse footprint of the cuts, with the same size of the same, thus promoting greater flexibility of the device.
- Furthermore, the introduction of a compensation member allows not only to improve flexibility, but to optimize the waste in a dedicated manner according to the diameter of the capsules/containers, thus making the device universal.
Claims (10)
- Device for applying a piece of film of material to a container, comprising:first feed means (2) movable along a predetermined movement path and comprising a plurality of seats (3) for housing a corresponding plurality of containers (C) arranged in succession on at least a first row (F1) and a second row (F2), running parallel to each other and developing along an operating direction (A);second feed means (4) of a film (5) of material arranged along said movement path configured so that at least one operating section (5a) of the film (5) faces the first feed means (2) and can move along said operating direction (A);an application station (7) arranged along said movement path, at said operating section (5a) of the film (5), provided with:pressing means (8) configured to fasten said film (5) to at least one container placed in a first seat of the first row (F1) and at least one container placed in a second seat of the second row (F2);a first cutting head (10) arranged along the first row (F1) of seats (3), associated thereto and configured to cut the film (5) along a predetermined closed fracture line at said first seat;wherein said application station (7) further comprises a second cutting head (11) arranged along the second row (F2) of seats (3), operatively associated thereto and configured to cut the film (5) along a predetermined closed fracture line at said second seat (3b) wherein, with reference to the operating direction (A), the second cutting head (11) is placed downstream of the first cutting head (10), characterized in that said second feed means (4) comprise at least one compensation member (14) configured to adjust the length of the film (5) running between the first cutting head (10) and the second cutting head (11).
- Applying device according to claim 1, characterized in that said second feed means (4) comprise a pair of rewind rollers (6) mutually spaced apart and delimiting at least part of said operating section (5a), wherein the compensation member (14) comprises an adjustment element (15) operatively interposed between said rewind rollers (6) and rotatably or slidingly associated with the film (5); said adjustment element (15) being movable with respect to said rewind rollers (6) in order to modify the length of the film (5) running between them.
- Applying device according to claim 2, characterized in that said compensation member (14) comprises two first rollers (14a) substantially parallel to each other and transverse to said operating direction (A) and a second roller (15a) operatively interposed between the first rollers (14A) so as to define a rewinding of the film (5) between said first rollers (14a), wherein the second roller (15a) is selectively movable towards and/or away from said first rollers (14a) in order to modify the length of the film (5) running between them and define the adjustment element (15).
- Applying device according to any one of the previous claims, characterized in that said first (2) and said second feed means (4) are of the discontinuous type and have respectively a first feed pitch (P1) and a second feed pitch (P2) which can be set independently from each other.
- Applying device according to any one of the previous claims, characterized in that, with reference to the operating direction (A), each seat (3) of the first row (F1) is interposed between two following seats (3) of the second row (F2), and vice versa.
- Applying device according to any one of the previous claims, characterized in that said first feed means (2) comprise at least two first rows (F1) and at least two alternating second rows (F2), with reference to a direction transverse to the operating direction (A); said application station (7) comprising in turn at least two first cutting heads (10) and at least two second cutting heads (11).
- Applying device according to any one of the previous claims, characterized in that said pressing means (8) comprise at least one pressing element (8a, 8b) for each cutting head (10, 11).
- Applying device according to claim7, in which said containers (C) have an entrance opening perimetrically delimited by a ring-shaped edge and said seats (3) are adapted to keep the containers (C) with their opening accessible from the top; said pressing element (8a, 8b) comprising at least one welding ring (9) configured to engage the film (5) with the ring-shaped edge of the container (C).
- Applying device according to any one of the previous claims, characterized in that the application station (7) comprises a plurality of operating groups (12, 13) each comprising:a welding ring (9) movable towards and away from the first feed means (2) between a rest position, wherein it is distal from the first feed means (2), and a working position, wherein it is fastened to the first feed means (2) and coaxial to a respective first or second seat;a ring-shaped cutting blade (10a, 11a) fitted around said welding ring (9) and movable towards and away from the first feed means (2) with a predetermined delay with respect to the welding ring (9).
- Method of applying a piece of film of material to a container, comprising the following steps:providing a succession of containers (C) arranged on at least a first (F1) and a second row (F2) parallel to one another and developing along an operating direction (A); said containers having an entrance opening perimetrically delimited by a ring-shaped edge;providing a film (5) of material having at least one operating section (5a) developing at least partly along said operating direction (A) and facing the opening of said containers (C) in correspondence with at least one application station (7);feeding said succession of containers (C) of a first feed pitch (P1) along said operating direction (A);feeding said film (5) of material of a second feed pitch (P2) along said operating direction (A), in the same direction or against the containers (C);fastening the film (5) of material to at least one first container (C1) of the first row (F1) and to at least one second container (C2) of the second row (F2) in the application station (7);cutting said film (5) of material along a predetermined closed fracture line at said first container (C1) with a first cutting head (10);cutting said film (5) of material along a predetermined closed fracture line at said second container (C2) with a second cutting head (11) operatively placed downstream of said at least one first container (C1) of the first row (F1), with reference to said operating direction (A),characterized in that it comprises a step for adjusting the length of the film (5) running between said at least one first container (C1) of the first row (F1) and the interaxle spacing of said at least one second container (C2) of the second row (F2) as a function of the area of said
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT201800000927A IT201800000927A1 (en) | 2018-01-15 | 2018-01-15 | DEVICE AND METHOD OF APPLYING A SLICE OF MATERIAL FILM TO A CONTAINER |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP3511254A1 EP3511254A1 (en) | 2019-07-17 |
| EP3511254B1 EP3511254B1 (en) | 2020-08-12 |
| EP3511254B2 true EP3511254B2 (en) | 2023-09-27 |
Family
ID=61952879
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19151776.2A Active EP3511254B2 (en) | 2018-01-15 | 2019-01-15 | Device and method for applying a piece of film of material to a container |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP3511254B2 (en) |
| ES (1) | ES2831523T5 (en) |
| IT (1) | IT201800000927A1 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT202000002341A1 (en) | 2020-02-06 | 2021-08-06 | T M E S P A | MACHINE FOR FILLING CONTAINERS, SUCH AS FOR EXAMPLE CAPSULES FOR COFFEE |
| IT202100008756A1 (en) * | 2021-04-08 | 2022-10-08 | Gd Spa | APPARATUS AND METHOD FOR TRANSPORTING PRODUCTS |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2000618B2 (en) | 1969-01-21 | 1976-10-07 | Societe Intercan S.A., Freiburg (Schweiz) | PROCEDURE FOR CUTTING OUT CONTAINERS AND PUNCHING STATION FOR PERFORMING THE PROCESS |
| JP2568423Y2 (en) | 1992-03-06 | 1998-04-15 | 四国化工機株式会社 | Container sealing device |
| WO2016075604A1 (en) * | 2014-11-11 | 2016-05-19 | Sarong S.P.A. | Machine and method for packaging containers for beverage and package obtained thereby |
| EP3040285B1 (en) | 2014-12-29 | 2017-03-01 | Aroma System SRL | Machine and method for packaging capsules for producing beverages |
| ITUB20152383A1 (en) | 2015-07-22 | 2017-01-22 | Goglio Spa | MACHINE AND METHOD FOR THE PRODUCTION AND / OR FILLING OF COFFEE CAPSULES? AND SOLUBLE PRODUCTS IN GENERAL |
| ITUB20155300A1 (en) * | 2015-10-20 | 2017-04-20 | Ca Ve Co S R L | Machine for the thermosealing of food containers and relative method |
-
2018
- 2018-01-15 IT IT201800000927A patent/IT201800000927A1/en unknown
-
2019
- 2019-01-15 EP EP19151776.2A patent/EP3511254B2/en active Active
- 2019-01-15 ES ES19151776T patent/ES2831523T5/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| IT201800000927A1 (en) | 2019-07-15 |
| EP3511254B1 (en) | 2020-08-12 |
| ES2831523T3 (en) | 2021-06-08 |
| EP3511254A1 (en) | 2019-07-17 |
| ES2831523T5 (en) | 2024-03-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3093244B1 (en) | Film transport device for a packaging machine | |
| US10988270B2 (en) | Packaging apparatus and system to fill single-serve pods | |
| EP3511254B2 (en) | Device and method for applying a piece of film of material to a container | |
| EP3395702A1 (en) | Sealing device | |
| CA3147148C (en) | Servo driven ice cream sandwich assembly and wrapping machine | |
| EP3880558B1 (en) | Apparatus for packaging capsules under vacuum | |
| EP1256519B1 (en) | An apparatus for wrapping groups of products with plastic film | |
| EP3265386B1 (en) | Device for continuous compensation of stretching of film during drawing applicable on packaging machines | |
| CN114007940B (en) | Packaging machine for packaging paper rolls | |
| US9511883B2 (en) | Method for operating a vertical packaging machine and vertical packaging machine | |
| US8690146B2 (en) | Apparatus for loading a relatively rigid material, for example cardboard, and relative loading method | |
| EP3710364B1 (en) | Machine for packaging soft products | |
| US8333312B2 (en) | Method and assembly for separating opening devices supplied jointly in the form of a sheet and applied individually to respective packages of pourable food products | |
| EP4041636B1 (en) | Apparatus and method for cutting and joining a sheet element to a container | |
| EP2104630B1 (en) | Print centring apparatus and method | |
| US6751927B2 (en) | Machine for producing so-called strip packs | |
| JP2023536307A (en) | Transfer devices and processes | |
| JP2019167146A (en) | Filling and packaging machine | |
| EP3710363B1 (en) | Machine for packaging soft products | |
| US20230322427A1 (en) | Horizontal packaging machine with adjustable cut-sew group | |
| KR101888757B1 (en) | Wrapping paper for easy food wrap and the forming apparatus | |
| JPH1059312A (en) | Turret type overwrapping machine and related method for packaging |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20190930 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65B 7/16 20060101ALI20200212BHEP Ipc: B65B 29/02 20060101ALI20200212BHEP Ipc: B65B 9/04 20060101AFI20200212BHEP Ipc: B65B 61/06 20060101ALI20200212BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20200311 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602019000420 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1301345 Country of ref document: AT Kind code of ref document: T Effective date: 20200915 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20200812 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201113 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201112 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200812 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201112 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200812 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200812 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200812 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1301345 Country of ref document: AT Kind code of ref document: T Effective date: 20200812 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200812 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200812 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200812 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200812 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201212 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200812 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200812 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200812 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200812 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200812 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 602019000420 Country of ref document: DE |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200812 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200812 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2831523 Country of ref document: ES Kind code of ref document: T3 Effective date: 20210608 |
|
| 26 | Opposition filed |
Opponent name: OPTIMA CONSUMER GMBH Effective date: 20210512 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200812 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200812 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200812 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200812 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210115 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20210131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210131 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210115 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210131 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220131 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200812 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20190115 |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 20230927 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20230115 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R102 Ref document number: 602019000420 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230115 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: DC2A Ref document number: 2831523 Country of ref document: ES Kind code of ref document: T5 Effective date: 20240305 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20240213 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200812 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240129 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200812 |