EP3501682B1 - Die - Google Patents
Die Download PDFInfo
- Publication number
- EP3501682B1 EP3501682B1 EP18171769.5A EP18171769A EP3501682B1 EP 3501682 B1 EP3501682 B1 EP 3501682B1 EP 18171769 A EP18171769 A EP 18171769A EP 3501682 B1 EP3501682 B1 EP 3501682B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- die
- cushioning element
- pressure plate
- plate
- workpiece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000004814 polyurethane Substances 0.000 claims description 31
- 229920002635 polyurethane Polymers 0.000 claims description 30
- 238000003825 pressing Methods 0.000 claims description 24
- 238000000034 method Methods 0.000 claims description 16
- 230000008569 process Effects 0.000 claims description 15
- 238000010009 beating Methods 0.000 claims description 10
- 238000004519 manufacturing process Methods 0.000 description 10
- 239000000463 material Substances 0.000 description 8
- 239000002184 metal Substances 0.000 description 5
- 230000009467 reduction Effects 0.000 description 5
- 230000003139 buffering effect Effects 0.000 description 4
- 230000007812 deficiency Effects 0.000 description 4
- 238000012545 processing Methods 0.000 description 4
- 230000009471 action Effects 0.000 description 3
- 238000011161 development Methods 0.000 description 3
- 230000018109 developmental process Effects 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 3
- 238000012546 transfer Methods 0.000 description 3
- 239000002699 waste material Substances 0.000 description 3
- 239000006096 absorbing agent Substances 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000002474 experimental method Methods 0.000 description 2
- 230000002349 favourable effect Effects 0.000 description 2
- 230000014509 gene expression Effects 0.000 description 2
- 230000035939 shock Effects 0.000 description 2
- 230000032683 aging Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 230000008439 repair process Effects 0.000 description 1
- 238000009966 trimming Methods 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
- B21D22/06—Stamping using rigid devices or tools having relatively-movable die parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D19/00—Flanging or other edge treatment, e.g. of tubes
- B21D19/08—Flanging or other edge treatment, e.g. of tubes by single or successive action of pressing tools, e.g. vice jaws
- B21D19/10—Flanging or other edge treatment, e.g. of tubes by single or successive action of pressing tools, e.g. vice jaws working inwardly
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/10—Stamping using yieldable or resilient pads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D24/00—Special deep-drawing arrangements in, or in connection with, presses
- B21D24/16—Additional equipment in association with the tools, e.g. for shearing, for trimming
Definitions
- the present invention relates to a die for flanging.
- the die according to the present invention is particularly applied for stamping of a vehicle's outer cover element.
- the flanging process is a relatively common processing that can be applied for almost all the stamped products.
- a flanging die is usually applied to realize flanging.
- the known flanging die generally comprises an upper die and a lower die, the lower die comprising a forming die, the upper die being provided with a pressure plate, a workpiece being arranged on the forming die, and taking the forming die as the basis, the rigid pressure plate is used to make the workpiece be stamped and flanged.
- Such a die has been known from CN202052866U .
- the metal pressure plate contacts with a workpiece directly. Due to the fact that the pressure plate itself may be not flat, the deficiency of the pressure plate will be reflected on the manufactured product.
- a generic inward flanging die has been known from CN104353730A , wherein the inward flanging die has an upper template 2 and a lower template 1, and a convex die 14 is connected with a shock absorber 12 and the lower template 1 via blank unloading screws.
- the shock absorber 12 is arranged between the convex die and the lower template to spring the convex die 14 back when the upper template is lifted after the flanging is finished. In the flanging process, the workpiece is still in direct contact with the metal convex die.
- a forming press might have press forming dies made of polyurethane to avoid scratches in the surface.
- the object of the present invention lies in providing a die in an extremely economical and simple manner to overcome deficiencies of dies in existing technologies.
- a polyurethane cushioning element is used, and the polyurethane cushioning element can be adapted to the shape of the workpiece due to its flexibility.
- the cushioning element transfers the pressure plate's pressure onto the workpiece, which has functions of blank pressing and buffering during blank pressing and simultaneously due to the fact that the cushioning element has deformability to some extent, the cushioning element can remedy the defect caused by non-uniform lapping of the pressure plate, such that the pressure plate's own deficiency will not be reflected on the workpiece to be extruded.
- the lapping work procedure can be cancelled, so as to realize low production cost, reduction of development period of a whole vehicle, reduction of dependence of the worker's experiment, reduction of amount of labor, reduction of labor cost and reduction of waste product ratio.
- the polyurethane cushioning element is adapted to the workpiece's shape, in the development engineering of the die, requirement of the skill level of adjustment staff required by the die according to the present invention is low, which shortens the die adjustment period and reduces die development cost.
- the polyurethane cushioning element being arranged on the pressure plate, in the blank pressing process, the polyurethane cushioning element contacts with the workpiece, and the blank pressing forces from the pressure plate are applied onto the workpiece. Due to the pressure plate being not in direct contact with the workpiece, loss of the pressure plate in stamping forming is also reduced. Due to change of the polyurethane material per se being easy and having low cost, loss of the die is also reduced significantly accordingly.
- polyurethane is adopted for producing the cushioning element.
- Polyurethane can be obtained from the market easily and has low price, thus it is favorable from the aspect of cost. Meanwhile, the polyurethane material has extremely good pressure-resistant performance, good insulation property, anti-corrosion characteristic, aging-resistant performance and low noise as far as possible when realizing the buffering, such that safe and reliable operation of the die is realized.
- the cushioning element has a thickness of 0.3mm to 1.0mm.
- the polyurethane material having a thickness of 0.3mm to 1.0mm is suitable for producing the cushioning element in the present application.
- Such polyurethane can be obtained from the market easily and can realize buffering effect and simultaneously absorbing generated scraps.
- the die according to the present invention is in particular the die for producing a vehicle's outer cover element appearance quality requirements of which are high, so it can improve production efficiency greatly and reduce percentage of products sent back for repair.
- the die according to the present invention has a series of advantages such that its structure is simple, the manufacturing is convenient, the pressing process is steady, and its maintenance is convenient.
- said polyurethane cushioning element is fixed onto the pressure plate through screws or adhesion.
- the planar polyurethane cushioning element can be fixed in a simple manner onto the existing die pressure plate. Then, in the case that the existing die is made use of sufficiently, it can be realized to improve production efficiency dramatically and reduce waste product ratio prominently.
- the polyurethane material of a cushioning element serving as blank pressing region It is required to make the polyurethane material of a cushioning element serving as blank pressing region to have certain deformability, and simultaneously it is required to make it have certain hardness.
- hardness of the cushioning element is larger than Shore hardness 80. Based on such a cushioning element material, the cushioning element can possess certain support strength, such that the pressure plate's defect will not be reflected on the workpiece during pressing process. Meanwhile, deformation can be realized to remedy unevenness of the pressure plate.
- Said cushioning element has a blank pressing region in which the cushioning element has a width of 30mm to 40mm to form protection for the pressing region.
- the upper die comprises an upper shoe plate
- the lower die comprises a lower shoe plate
- a backing plate is arranged on a pressure plate
- said backing plate supports an upper balance block that cooperates with a lower balance block on the lower shoe plate
- the upper balance block comprises a recessed portion that is preferably conical
- the lower balance block has a preferably conical shape that is adapted to the recessed portion.
- the lower shoe plate is provided with a guide element that is preferably selected to be guide plate.
- Said guide element and the upper shoe plate preferably contact in an abutment manner to make the upper shoe plate and the lower shoe plate cooperate precisely. Therefore, in the flanging forming process, it can be assured that the upper die move according to a determined running trajectory relative to the lower die, so as to ensure the pressure plate being positioned on the workpiece precisely to apply suitable pressure to the blank pressing region of the pressure plate.
- the pressure plate is kept in the upper shoe plate by means of a retaining screw bolt.
- the retaining screw bolt is provided with a pad made of polyurethane (PU).
- PU polyurethane
- the pressure plate is provided with an upper beating rod for connection with a loading member located outside the die, said upper beating rod being fixed on the pressure plate via screws and being applied for transferring pressure from the exterior of the die.
- the cushioning element according to the present invention further can be applied in the processing of trimming and piercing etc.
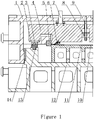
- Fig. 1 shows a section of a die for flanging according to the present invention.
- this element when it is called that one element is located “on” another element or is “connected” to another element etc., this element can be directly located on said another element or connected to said another element, or an intermediate element can be provided.
- Fig. 1 shows a die for flanging according to the present invention, said die comprising an upper die and a lower die.
- the upper die and the lower die cooperate with each other and are in the closed state.
- the upper die comprises an upper shoe plate 1 and a pressure plate 4, wherein the upper shoe plate 1 bears other members of the upper die.
- the pressure plate contacts with a workpiece 10 supported on the lower die and exerts pressure on the workpiece.
- the pressure plate 4 can be kept on said upper shoe plate.
- the upper shoe plate 1 and the pressure plate 4 can be made of metal.
- the pressure plate 4 is kept on the upper shoe plate 1 by means of a retaining screw bolt 9. A region, for instance, a region of 30mm to 40mm on the pressure plate 4 is vacated. In said region, the pressure plate 4 is connected with the upper shoe plate 1 via the retaining screw bolt 9 for keeping the pressure plate.
- the pressure plate 4 is provided with an opening, through which the retaining screw bolt 9 passes and is fixed onto the upper shoe plate.
- the retaining screw bolt 9's end away from the upper shoe plate is provided with a pad 8 for absorbing impaction forces generated in the stamping process when the pressure plate contacts with the workpiece.
- Said pad can be made of a cushion material, e.g. polyurethane.
- the pressure plate 4 is provided with an upper beating rod 7.
- Said upper beating rod 7 can be connected with a loading member located outside the die, so as to provide pressure for the pressure plate.
- the upper beating rod 7 is fixed onto the pressure plate via screws.
- a through hole is provided in the upper shoe plate 1.
- the upper beating rod 7 passes through the through hole to contact with the equipment's upper air cushion (not shown) to provide pressing force.
- a flanging insert 5 for flanging the workpiece is fixed to the upper shoe plate.
- the flanging insert 5 is fixed in the upper shoe plate through a screw. In the stamping process, the flanging insert forces the workpiece to form a flanged portion.
- the lower die comprises a lower shoe plate 12.
- a forming die 11 is fixed on the lower shoe plate 12.
- Said forming die is, for instance, fixed onto the lower shoe plate via a screw.
- the lower shoe plate and the forming die can be made of metal.
- the lower shoe plate 12 is provided with guide elements, such as guide plates 14, those have the function of making the upper die be guided during die closing.
- the guide plates are fixed, for instance, are fixed via screws, in the lower shoe plate 12.
- the number of the guide plates can be one or more.
- the lower shoe plate is provided with two guide plates in total. To be positioned precisely, said guide plates contact with the upper shoe plate 1 in the abutment manner, as shown in Fig. 1 .
- the upper shoe plate 1, the lower shoe plate 12 and the guide plates 14 form a die frame of the whole die.
- the pressure plate 4 is provided with a backing plate 2.
- An upper balance block 3 is supported on said backing plate 2.
- the upper balance block has a recessed portion that is, for instance, conical.
- the backing plate below the upper balance block has the function of adjusting height.
- the upper balance block cooperates with a lower balance block 13 arranged on the lower shoe plate 12.
- Said lower balance block has a shape, such as a conical shape, adapted to the recessed portion of the upper balance block.
- the upper balance block 3 and the lower balance block 13 are engaged together to cooperated with each other during die closing, so as to have functions of orientation and balancing pressure.
- a planar cushioning element 6 is fixed on the pressure plate 4.
- Said planar cushioning element is at least arranged in the pressure plate's region in contact with the workpiece.
- the planar cushioning element is provided in the region of flanging line. The said planar cushioning element transfers pressure of the pressure plate 4 onto the workpiece 10, so as to make the workpiece be pressed tightly, assure that the workpiece does not move any more, and simultaneously buffer impaction forces during blank pressing process.
- the cushioning element is a plate made of polyurethane.
- the experiments prove that the polyurethane material is in particular suitable for manufacturing the cushioning element in the present invention.
- the polyurethane having a thickness of 0.3mm-1.0mm is favorable from the aspect of cost, can realize the function of buffering sufficiently and simultaneously is thick enough for absorbing the generated scraps.
- the polyurethane cushioning element 6 has a blank pressing region in which the cushioning element has a width of 30mm-40mm and a thickness of 0.3mm to 1.0mm.
- the cushioning element further comprises a remaining region for fixation except for the blank pressing region. Said remaining region starting from the blank pressing region becomes gradually thicker, and a hole for passage of the screw is configured in said remaining region, such that the polyurethane cushioning element 6 can be secured on the pressure plate 4 by the screw.
- the cushioning element 6 has the function of blank pressing during die closing. Furthermore, to avoid bringing about unfavorable effect on the quality of the workpiece's surface, the screw does not contact with the workpiece 10 supported on the forming die.
- the polyurethane cushioning element is also fixed onto the pressure plate by means of adhesion. In the case of adhesion, it is only required to make the blank pressing region be provided with the planar cushioning element.
- a flanging process according to the present invention is described simply in the following paragraphs.
- the upper die and the lower die are divided.
- the workpiece 10 is placed on the forming die 11, the lower die is held stationary, and the upper die moves downwards relative to the lower die. Meanwhile, the pressure plate kept on the upper die also moves downwards.
- the polyurethane cushioning element arranged on the pressure plate contacts with the workpiece.
- the upper shoe plate of the upper die continues to move downwards together with the flanging insert arranged thereon.
- the upper beating rod 7 is gradually exposed from the upper shoe plate and contacts with the upper air cushion of the press machine, and then starts to transfer a blank pressing force that is transferred onto the polyurethane cushioning element 6 through the pressure plate 4.
- the retaining screw bolt moves downwards along the opening in the pressure plate.
- the pressure applied onto the workpiece becomes larger and larger due to the action of the pressure in the upper air cushion. Therefore, under the action of pressure, the cushioning element is gradually shrinked deformed to balance the blank pressing force of the blank pressing region and press the workpiece 10 tightly, and simultaneously compensate the uneven surface of the pressure plate 4.
- the flanging insert 5 contacts with the workpiece 10 gradually till completion of the flanging at last. After this, the upper die moves upward, the flanging insert 5 and the cushioning element 6 leave the workpiece gradually, such that its initial shapes are recovered.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Presses And Accessory Devices Thereof (AREA)
Description
- The present invention relates to a die for flanging. The die according to the present invention is particularly applied for stamping of a vehicle's outer cover element.
- In the cold stamping field, the flanging process is a relatively common processing that can be applied for almost all the stamped products. In cold stamping, a flanging die is usually applied to realize flanging.
- The known flanging die generally comprises an upper die and a lower die, the lower die comprising a forming die, the upper die being provided with a pressure plate, a workpiece being arranged on the forming die, and taking the forming die as the basis, the rigid pressure plate is used to make the workpiece be stamped and flanged.
- Such a die has been known from
CN202052866U . In flanging dies of existing technologies, the metal pressure plate contacts with a workpiece directly. Due to the fact that the pressure plate itself may be not flat, the deficiency of the pressure plate will be reflected on the manufactured product. - A generic inward flanging die has been known from
CN104353730A , wherein the inward flanging die has anupper template 2 and alower template 1, and aconvex die 14 is connected with ashock absorber 12 and thelower template 1 via blank unloading screws. Theshock absorber 12 is arranged between the convex die and the lower template to spring theconvex die 14 back when the upper template is lifted after the flanging is finished. In the flanging process, the workpiece is still in direct contact with the metal convex die. - In existing technologies, manually lapping work for the pressure plate's forming surface is required after the pressure plate's forming surface has been processed by the numerically controlled machine tool, so as to ensure clearance between the pressure plate and the forming die being uniform and consistent and mating with the workpiece's shape. In particular, in manufacturing of the vehicle's outer cover element, high precision of lapping work is required. If the lapping work of the pressure plate is unqualified, blank pressing forces exerted on the workpiece will be non-uniform, resulting in deficiencies on products, which particularly brings about unfavorable effect on quality of the outer plate element's surface. Besides, due to the rigid pressure plate being adopted, scraps generated in production process and dust from external environment will result in impressions on product surface and will lead to the product being scraped when it is serious. Thus it can be seen that current processing has disadvantages such that high requirements of processing precision, heavy lapping workload, resulting in quality problems of outer plate surfaces easily. Besides, lapping work on the workpiece generally relies on the worker's experience, and insufficient experience leads to generation of waste product.
- Also known from
CN 205 732 472 U is that a forming press might have press forming dies made of polyurethane to avoid scratches in the surface. - The object of the present invention lies in providing a die in an extremely economical and simple manner to overcome deficiencies of dies in existing technologies.
- The above-mentioned object is realized by a die in the present invention according to
claim 1. - According to the instant invention, a polyurethane cushioning element is used, and the polyurethane cushioning element can be adapted to the shape of the workpiece due to its flexibility. In the die according to the present invention, the cushioning element transfers the pressure plate's pressure onto the workpiece, which has functions of blank pressing and buffering during blank pressing and simultaneously due to the fact that the cushioning element has deformability to some extent, the cushioning element can remedy the defect caused by non-uniform lapping of the pressure plate, such that the pressure plate's own deficiency will not be reflected on the workpiece to be extruded. Based on the die according to the present invention, the lapping work procedure can be cancelled, so as to realize low production cost, reduction of development period of a whole vehicle, reduction of dependence of the worker's experiment, reduction of amount of labor, reduction of labor cost and reduction of waste product ratio.
- Besides, due to hardness of the cushioning element made of polyurethane plate being lower than hardness of the pressure plate normally made of metal, scraps will fall down into the cushioning element having lower hardness under the action of pressure, such that the problem of impressions caused by scrapes on the workpiece can be overcome, which also further improves product quality, reduces ratio of products to be reprocessed, and simultaneously reduces times required to wipe the die in production, such that production efficiency can be improved.
- Furthermore, based on the fact that the polyurethane cushioning element is adapted to the workpiece's shape, in the development engineering of the die, requirement of the skill level of adjustment staff required by the die according to the present invention is low, which shortens the die adjustment period and reduces die development cost.
- Meanwhile, in the die according to the present invention, due to the polyurethane cushioning element being arranged on the pressure plate, in the blank pressing process, the polyurethane cushioning element contacts with the workpiece, and the blank pressing forces from the pressure plate are applied onto the workpiece. Due to the pressure plate being not in direct contact with the workpiece, loss of the pressure plate in stamping forming is also reduced. Due to change of the polyurethane material per se being easy and having low cost, loss of the die is also reduced significantly accordingly.
- In the die according to the present invention, polyurethane is adopted for producing the cushioning element. Polyurethane can be obtained from the market easily and has low price, thus it is favorable from the aspect of cost. Meanwhile, the polyurethane material has extremely good pressure-resistant performance, good insulation property, anti-corrosion characteristic, aging-resistant performance and low noise as far as possible when realizing the buffering, such that safe and reliable operation of the die is realized.
- According to one preferred embodiment of the present invention, the cushioning element has a thickness of 0.3mm to 1.0mm. In particular, the polyurethane material having a thickness of 0.3mm to 1.0mm is suitable for producing the cushioning element in the present application. Such polyurethane can be obtained from the market easily and can realize buffering effect and simultaneously absorbing generated scraps.
- Advantageously, the die according to the present invention, is in particular the die for producing a vehicle's outer cover element appearance quality requirements of which are high, so it can improve production efficiency greatly and reduce percentage of products sent back for repair. Regarding this, the die according to the present invention has a series of advantages such that its structure is simple, the manufacturing is convenient, the pressing process is steady, and its maintenance is convenient.
- According to one preferred embodiment of the present invention, said polyurethane cushioning element is fixed onto the pressure plate through screws or adhesion. In this way, the planar polyurethane cushioning element can be fixed in a simple manner onto the existing die pressure plate. Then, in the case that the existing die is made use of sufficiently, it can be realized to improve production efficiency dramatically and reduce waste product ratio prominently.
- It is required to make the polyurethane material of a cushioning element serving as blank pressing region to have certain deformability, and simultaneously it is required to make it have certain hardness. According to the present invention, hardness of the cushioning element is larger than Shore hardness 80. Based on such a cushioning element material, the cushioning element can possess certain support strength, such that the pressure plate's defect will not be reflected on the workpiece during pressing process. Meanwhile, deformation can be realized to remedy unevenness of the pressure plate.
- Only a partial region on said pressure plate is provided with a planar cushioning element. Said cushioning element has a blank pressing region in which the cushioning element has a width of 30mm to 40mm to form protection for the pressing region.
- According to one preferred embodiment of the present invention, the upper die comprises an upper shoe plate, and the lower die comprises a lower shoe plate, a backing plate is arranged on a pressure plate, and said backing plate supports an upper balance block that cooperates with a lower balance block on the lower shoe plate, wherein the upper balance block comprises a recessed portion that is preferably conical, and the lower balance block has a preferably conical shape that is adapted to the recessed portion. Based on this, the upper die and the lower die can cooperate precisely, so as to improve precision of the manufactured product.
- According to a further preferred embodiment of the present invention, the lower shoe plate is provided with a guide element that is preferably selected to be guide plate. Said guide element and the upper shoe plate preferably contact in an abutment manner to make the upper shoe plate and the lower shoe plate cooperate precisely. Therefore, in the flanging forming process, it can be assured that the upper die move according to a determined running trajectory relative to the lower die, so as to ensure the pressure plate being positioned on the workpiece precisely to apply suitable pressure to the blank pressing region of the pressure plate.
- In accordance with a further configuration of the present invention, the pressure plate is kept in the upper shoe plate by means of a retaining screw bolt. The retaining screw bolt is provided with a pad made of polyurethane (PU). By means of the polyurethane pad, impaction forces will be absorbed in stamping process, so as to reduce generation of noises and make operations of the die be more stable.
- In accordance with a further configuration of the present invention, the pressure plate is provided with an upper beating rod for connection with a loading member located outside the die, said upper beating rod being fixed on the pressure plate via screws and being applied for transferring pressure from the exterior of the die.
- In fact, the cushioning element according to the present invention further can be applied in the processing of trimming and piercing etc.
- The present invention is more specifically described in the following paragraphs by reference to the drawings, wherein,
Fig. 1 shows a section of a die for flanging according to the present invention. - The present invention is described as follows by reference to the drawings, wherein the figure shows one embodiment of the present invention. However, it should be understood that, the present application can be presented in many different manners and is not limited to the embodiment described in the following text but the invention is limited merely by the scope of the appended claims. In fact, the purpose of the embodiment described in the following text is making the disclosure of the present invention be more complete and providing sufficient explanations for the protection scope of the present invention for a person having ordinary skill in the art.
- It should be understood that, in the figure, for the sake of clearness, dimensions of some feature can be variant.
- It should be understood that expressions in the description are only applied for describing the specific embodiment and do not aim at limiting the present invention. All the terminologies (including technical terminologies and scientific terminologies) used in the description, except for those being defined additionally, have meanings generally understood by a person having ordinary skill in the art. For the sake of conciseness and clearness, well-known functions or structures may not be explained in details any more.
- Expressions "comprising", "including" and "containing" used in the description indicate existence of alleged features and do not exclude existence of one or more other features.
- In the description, when it is called that one element is located "on" another element or is "connected" to another element etc., this element can be directly located on said another element or connected to said another element, or an intermediate element can be provided.
-
Fig. 1 shows a die for flanging according to the present invention, said die comprising an upper die and a lower die. In the embodiment as shown inFig. 1 , the upper die and the lower die cooperate with each other and are in the closed state. - The upper die comprises an
upper shoe plate 1 and apressure plate 4, wherein theupper shoe plate 1 bears other members of the upper die. During stamping, the pressure plate contacts with aworkpiece 10 supported on the lower die and exerts pressure on the workpiece. Thepressure plate 4 can be kept on said upper shoe plate. Theupper shoe plate 1 and thepressure plate 4 can be made of metal. In this embodiment, thepressure plate 4 is kept on theupper shoe plate 1 by means of a retainingscrew bolt 9. A region, for instance, a region of 30mm to 40mm on thepressure plate 4 is vacated. In said region, thepressure plate 4 is connected with theupper shoe plate 1 via the retainingscrew bolt 9 for keeping the pressure plate. Thepressure plate 4 is provided with an opening, through which the retainingscrew bolt 9 passes and is fixed onto the upper shoe plate. The retainingscrew bolt 9's end away from the upper shoe plate is provided with apad 8 for absorbing impaction forces generated in the stamping process when the pressure plate contacts with the workpiece. Said pad can be made of a cushion material, e.g. polyurethane. Thepressure plate 4 is provided with anupper beating rod 7. Saidupper beating rod 7 can be connected with a loading member located outside the die, so as to provide pressure for the pressure plate. In this embodiment, theupper beating rod 7 is fixed onto the pressure plate via screws. A through hole is provided in theupper shoe plate 1. When the die is in the closed state, theupper beating rod 7 passes through the through hole to contact with the equipment's upper air cushion (not shown) to provide pressing force. Aflanging insert 5 for flanging the workpiece is fixed to the upper shoe plate. Theflanging insert 5 is fixed in the upper shoe plate through a screw. In the stamping process, the flanging insert forces the workpiece to form a flanged portion. - The lower die comprises a
lower shoe plate 12. A formingdie 11 is fixed on thelower shoe plate 12. Said forming die is, for instance, fixed onto the lower shoe plate via a screw. When the stamping forming is performed, theworkpiece 10 is supported on the formingdie 11. The lower shoe plate and the forming die can be made of metal. Thelower shoe plate 12 is provided with guide elements, such asguide plates 14, those have the function of making the upper die be guided during die closing. Besides, as shown inFig. 1 , the guide plates are fixed, for instance, are fixed via screws, in thelower shoe plate 12. The number of the guide plates can be one or more. In this embodiment, the lower shoe plate is provided with two guide plates in total. To be positioned precisely, said guide plates contact with theupper shoe plate 1 in the abutment manner, as shown inFig. 1 . Theupper shoe plate 1, thelower shoe plate 12 and theguide plates 14 form a die frame of the whole die. - Besides, as illustrated in
Fig. 1 , thepressure plate 4 is provided with abacking plate 2. Anupper balance block 3 is supported on saidbacking plate 2. The upper balance block has a recessed portion that is, for instance, conical. The backing plate below the upper balance block has the function of adjusting height. To realize precise positioning between thepressure plate 4 and the formingdie 11 in the production process, the upper balance block cooperates with alower balance block 13 arranged on thelower shoe plate 12. Said lower balance block has a shape, such as a conical shape, adapted to the recessed portion of the upper balance block. In the embodiment according toFig. 1 of the present invention, theupper balance block 3 and thelower balance block 13 are engaged together to cooperated with each other during die closing, so as to have functions of orientation and balancing pressure. - In addition, as can be seen from
Fig. 1 , according to the present invention, aplanar cushioning element 6 is fixed on thepressure plate 4. Said planar cushioning element is at least arranged in the pressure plate's region in contact with the workpiece. In this embodiment, the planar cushioning element is provided in the region of flanging line. The said planar cushioning element transfers pressure of thepressure plate 4 onto theworkpiece 10, so as to make the workpiece be pressed tightly, assure that the workpiece does not move any more, and simultaneously buffer impaction forces during blank pressing process. - The cushioning element is a plate made of polyurethane. The experiments prove that the polyurethane material is in particular suitable for manufacturing the cushioning element in the present invention. In particular, the polyurethane having a thickness of 0.3mm-1.0mm is favorable from the aspect of cost, can realize the function of buffering sufficiently and simultaneously is thick enough for absorbing the generated scraps.
- The
polyurethane cushioning element 6 has a blank pressing region in which the cushioning element has a width of 30mm-40mm and a thickness of 0.3mm to 1.0mm. To realize fixing the cushioning element by means of a screw, the cushioning element further comprises a remaining region for fixation except for the blank pressing region. Said remaining region starting from the blank pressing region becomes gradually thicker, and a hole for passage of the screw is configured in said remaining region, such that thepolyurethane cushioning element 6 can be secured on thepressure plate 4 by the screw. Thecushioning element 6 has the function of blank pressing during die closing. Furthermore, to avoid bringing about unfavorable effect on the quality of the workpiece's surface, the screw does not contact with theworkpiece 10 supported on the forming die. Certainly, it is possible that the polyurethane cushioning element is also fixed onto the pressure plate by means of adhesion. In the case of adhesion, it is only required to make the blank pressing region be provided with the planar cushioning element. - A flanging process according to the present invention is described simply in the following paragraphs. In an initial state, the upper die and the lower die are divided. After the flanging process starts, the
workpiece 10 is placed on the formingdie 11, the lower die is held stationary, and the upper die moves downwards relative to the lower die. Meanwhile, the pressure plate kept on the upper die also moves downwards. Firstly, the polyurethane cushioning element arranged on the pressure plate contacts with the workpiece. After that, the upper shoe plate of the upper die continues to move downwards together with the flanging insert arranged thereon. Theupper beating rod 7 is gradually exposed from the upper shoe plate and contacts with the upper air cushion of the press machine, and then starts to transfer a blank pressing force that is transferred onto thepolyurethane cushioning element 6 through thepressure plate 4. Simultaneously, due to the pressure plate having been in contact with the workpiece and substantially held stationary, the retaining screw bolt moves downwards along the opening in the pressure plate. On this basis, the pressure applied onto the workpiece becomes larger and larger due to the action of the pressure in the upper air cushion. Therefore, under the action of pressure, the cushioning element is gradually shrinked deformed to balance the blank pressing force of the blank pressing region and press theworkpiece 10 tightly, and simultaneously compensate the uneven surface of thepressure plate 4. At the same time, theflanging insert 5 contacts with theworkpiece 10 gradually till completion of the flanging at last. After this, the upper die moves upward, theflanging insert 5 and thecushioning element 6 leave the workpiece gradually, such that its initial shapes are recovered. - In the stamping process, hardness of the
cushioning element 6 made of the polyurethane material is softer than the metal material from which the workpiece is made of. In the stamping process, scraps on the workpiece are absorbed by means of thepolyurethane cushioning element 6. Therefore, no impression generated by scraps will be left on theworkpiece 10. -
- 1. upper shoe plate
- 2. backing plate
- 3. upper balance block
- 4. pressure plate
- 5. flanging insert
- 6. cushioning element
- 7. upper beating rod
- 8. pad
- 9. retaining screw bolt
- 10. workpiece
- 11. forming die
- 12. lower shoe plate
- 13. lower balance block
- 14. guide plate
Claims (10)
- A die for flanging, comprising an upper die that is movable and a lower die that is held stationary, said upper die being provided with a pressure plate (4) for stamping a workpiece, said lower die being provided with a forming die (11) for supporting said workpiece, wherein cushioning element (6) is arranged at least in a blank pressing region of said pressure plate (4) for pressing the workpiece located on the forming die (11) tightly, and said cushioning element (6) is made of polyurethane, wherein the upper die has an upper shoe plate (1) bearing other members of the upper die and wherein said cushioning element (6) is arranged in the region of flanging line characterised in that said cushioning element is planar and wherein a flanging insert (5) for flanging the workpiece is fixed to the upper shoe plate through a screw, wherein in the stamping process, the flanging insert forces the workpiece to form a flanged portion along a flanging line.
- A die according to claim 1, characterized in that only a partial region of the pressure plate (4) is provided with the planar cushioning element, and said cushioning element comprises a blank pressing region in which the cushioning element has a width of 30mm to 40mm.
- A die according to claim 1 or 2, characterized in that said cushioning element (6) is fixed on the pressure plate (4) by means of a screw or adhesion.
- A die according to one of claims 1 to 3, characterized in that hardness of said cushioning element (6) is larger than Shore hardness 80.
- A die according to claims 1 to 4, characterized in that said cushioning element (6) has a thickness of 0.3mm to 1.0mm.
- A die according to one of claims 1 to 5, characterized in that the lower die has a lower shoe plate (12), said pressure plate (4) is provided with a backing plate (2) on which an upper balance block (3) is supported, and said upper balance block cooperates with a lower balance block (13) on the lower shoe plate (12).
- A die according to claim 6, characterized in that said upper balance block (3) has a preferably conical recessed portion, and said lower balance block (13) has a preferably conical shape adapted to the recessed portion.
- A die according to claim 6, characterized in that the lower shoe plate (12) is provided with guide elements (14) which are preferably guide plates, and said guide elements contact with the upper shoe plate (1) preferably in an abutment manner for precise cooperation of the upper shoe plate (1) and the lower shoe plate (12).
- A die according to claim 6, characterized in that the pressure plate (4) is kept in the upper shoe plate by means of a retaining screw bolt (9), and the retaining screw bolt (9) is provided with a pad (8) made of polyurethane.
- A die according to one of claims 1 to 9, characterized in that the pressure plate (4) is provided with an upper beating rod (7) for connection with a loading member located outside of the die, and said upper beating rod is fixed on the pressure plate by means of screws
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201711391625.5A CN109940093A (en) | 2017-12-21 | 2017-12-21 | Mold |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3501682A1 EP3501682A1 (en) | 2019-06-26 |
| EP3501682B1 true EP3501682B1 (en) | 2021-01-20 |
Family
ID=62152418
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18171769.5A Active EP3501682B1 (en) | 2017-12-21 | 2018-05-11 | Die |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP3501682B1 (en) |
| CN (1) | CN109940093A (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112775255B (en) * | 2020-12-24 | 2022-12-06 | 南京京力汽车零部件有限公司 | Blank pressing forming device in stamping and drawing die and using method thereof |
| CN115488234A (en) * | 2022-08-19 | 2022-12-20 | 瑞鹄汽车模具股份有限公司 | Reduce turn-ups mould mechanism that door handle A face warp |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4235972A1 (en) * | 1992-10-26 | 1994-04-28 | Pass Anlagenbau Gmbh | Cutting tool for stamping sheets - includes two relatively movable upper and lower parts with punches and associated dies for stamping outer edge and openings of blanked part |
| JP2001047147A (en) * | 1999-08-11 | 2001-02-20 | Mitsui High Tec Inc | Die device |
| CN202052866U (en) | 2011-05-11 | 2011-11-30 | 上海众达汽车冲压件有限公司 | Cold-stamping flanging and forming die of automobile taillight support |
| CN202498129U (en) * | 2012-03-22 | 2012-10-24 | 成都槟果科技有限公司 | Simple composite stamping die |
| CN104353730B (en) | 2014-10-27 | 2016-08-24 | 沈阳黎明航空发动机(集团)有限责任公司 | A kind of double-deck annular element in-flanges mould and flanging process |
| CN204194600U (en) * | 2014-11-06 | 2015-03-11 | 上海众达汽车冲压件有限公司 | A kind of flanging forming mould of automobile insert |
| JP6059291B2 (en) * | 2015-06-03 | 2017-01-11 | アイダエンジニアリング株式会社 | Die cushion device for press machine |
| TWI599476B (en) * | 2015-06-16 | 2017-09-21 | National Kaohsiung First Univ Of Science And Technology | Molding mold with rubber pressure plate |
| CN205732472U (en) * | 2016-05-17 | 2016-11-30 | 江苏未来轨道交通装备股份有限公司 | A kind of public bicycle knee sheet metal parts punching die |
-
2017
- 2017-12-21 CN CN201711391625.5A patent/CN109940093A/en active Pending
-
2018
- 2018-05-11 EP EP18171769.5A patent/EP3501682B1/en active Active
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| CN109940093A (en) | 2019-06-28 |
| EP3501682A1 (en) | 2019-06-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101716631B (en) | Continuous vehicle wiring harness punching die | |
| EP3501682B1 (en) | Die | |
| CN104368681B (en) | Wedge mechanism | |
| CN106180396B (en) | Rigid die thin plate method of stretch forming based on multiple spot mold | |
| CN102909242A (en) | 90-degree bending mechanism for sheet metal stamping die | |
| JP4090028B2 (en) | Mold equipment for press forming thin steel sheet | |
| CN202893911U (en) | 90 degree bending mechanism for sheet metal stamping molds | |
| KR102446094B1 (en) | Bending press molds that supports lateral load in an internal support mothod by processing the upper pad and lower punch | |
| JP2006116554A (en) | Press die excellent in shape fixability | |
| MX2021008959A (en) | Press molding method and press machine. | |
| CN201329391Y (en) | Narrow slot rotary body accessory stamping secondary deep-drawing die | |
| JP2020157325A (en) | Press molding device | |
| CN205020636U (en) | U type bolt forming die | |
| JP2016002590A (en) | Bending die | |
| CN204262156U (en) | Wedge mechanism | |
| CN202803947U (en) | Machining mold aiming at contact type elastic piece | |
| CN107127224A (en) | A kind of die casting workpiece examination and repair system | |
| CN211660922U (en) | Mould side pushes away structure | |
| CN102989854B (en) | Correcting method of misplacement of flanging angle and unevenness of flanging face of automotive L-shaped stamping part | |
| JP7069998B2 (en) | Manufacturing method and press forming device for automobile outer panel having concave embossed portion | |
| CN109047494A (en) | A kind of automobile side beam inner panel combined drawing die tool | |
| CN218487016U (en) | Riveting type high-temperature bearing boat integrated forming die with wrap angles | |
| CN112756480B (en) | Lamination process for improving scraping and uneven lamination of thin lamination | |
| CN109968009B (en) | Die of front bumper energy-absorbing box riveting assembly | |
| KR20150034994A (en) | Press molding apparatus |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20191216 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20200323 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20201021 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602018011960 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1355924 Country of ref document: AT Kind code of ref document: T Effective date: 20210215 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20210120 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1355924 Country of ref document: AT Kind code of ref document: T Effective date: 20210120 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210120 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210420 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210520 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210120 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210120 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210421 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210420 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210120 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210120 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210120 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210120 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210120 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210520 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602018011960 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210120 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210120 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210120 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210120 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210120 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210120 |
|
| 26N | No opposition filed |
Effective date: 20211021 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210120 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210531 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210511 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210120 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210120 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210531 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20210531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210120 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210120 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210511 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210520 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210531 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20220511 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220511 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210120 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210120 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20180511 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210120 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240524 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210120 |