EP3473113A1 - Crimping unit - Google Patents
Crimping unit Download PDFInfo
- Publication number
- EP3473113A1 EP3473113A1 EP18200863.1A EP18200863A EP3473113A1 EP 3473113 A1 EP3473113 A1 EP 3473113A1 EP 18200863 A EP18200863 A EP 18200863A EP 3473113 A1 EP3473113 A1 EP 3473113A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- crimping
- roller
- web
- supporting element
- unit according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000002788 crimping Methods 0.000 title claims abstract description 127
- 239000000463 material Substances 0.000 claims abstract description 17
- 241000208125 Nicotiana Species 0.000 claims abstract description 14
- 235000002637 Nicotiana tabacum Nutrition 0.000 claims abstract description 14
- 238000006073 displacement reaction Methods 0.000 claims description 4
- 238000004804 winding Methods 0.000 claims description 2
- 238000007493 shaping process Methods 0.000 description 24
- 239000000047 product Substances 0.000 description 7
- 239000007795 chemical reaction product Substances 0.000 description 5
- 238000000034 method Methods 0.000 description 4
- 230000008569 process Effects 0.000 description 4
- 235000019504 cigarettes Nutrition 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 230000009471 action Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 239000003571 electronic cigarette Substances 0.000 description 1
- 239000000796 flavoring agent Substances 0.000 description 1
- 235000019634 flavors Nutrition 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 230000008439 repair process Effects 0.000 description 1
- 239000000779 smoke Substances 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images





Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B3/00—Preparing tobacco in the factory
- A24B3/14—Forming reconstituted tobacco products, e.g. wrapper materials, sheets, imitation leaves, rods, cakes; Forms of such products
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/01—Making cigarettes for simulated smoking devices
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
- A24D3/0204—Preliminary operations before the filter rod forming process, e.g. crimping, blooming
Definitions
- This invention relates to a machine for crimping a web of material used to make tobacco industry products.
- this web can be used in the tobacco industry to make traditional filter cigarettes, that is, cigarettes which can be smoked by burning the end of the cigarette opposite the filter, or electronic cigarettes such as, for example: heat not burn, electronic-cig, mixed electronic-cig and tobacco.
- the technical purpose which forms the basis of the present invention is to propose a crimping unit which overcomes at least some of the above mentioned disadvantages of the prior art. More specifically, this invention has for an aim to provide a crimping unit capable of optimizing the process of crimping the web of material used to make tobacco industry products in order to improve the quality of the end product made using the web.
- This invention discloses a crimping unit for crimping a web of material used to make tobacco industry products, comprising:
- the crimping station also comprises a supporting element for supporting the crimping rollers and configured to adopt variable position and/or orientation in such a way as to vary the orientation of the web being fed to the crimping rollers.
- the path along which the web is subjected to the action of the crimping rollers can be modified easily and efficiently in order to quickly adapt it to the specific features of each different type of web.
- the web of material used to make the tobacco industry products can be gathered more easily during the steps of gathering, conveying and forming, so as to create a high-quality continuous stream in which the web is optimally compacted to make an end product of high quality and strength.
- unit 1 denotes a crimping unit in its entirety, hereinafter referred to simply as unit 1.
- the unit 1 comprises a feed station 10 configured to feed a web of material 100 used to make tobacco industry products, a crimping station 20 equipped with crimping rollers 21, 22 and a gathering station 30 located downstream of the crimping station 20.
- the unit 1 comprises feed means 11 for feeding the web 100, for example of tobacco based material, filter paper or PLA.
- the web 100 is adapted to be unwound along a longitudinal feed direction, indicated by the arrow "A" in Figure 1 .
- the machine 1 preferably also comprises one or more systems for adjusting the tension of the web 100 (for example, an unwinding feedback sensor) and/or one or more systems for centring the web 100.
- one or more systems for adjusting the tension of the web 100 for example, an unwinding feedback sensor
- one or more systems for centring the web 100 for example, centring the web 100.
- the feed means 11 are equipped with tensioning devices 12 for tensioning the web 100, embodied for example by dancer rollers.
- the feed station 10 comprises at least one infeed diverting roller 13 mounted on a movable supporting device 13a.
- the movable supporting device 13a is configured to move the infeed diverting roller 13 along a predetermined path "B" in such a way as to vary the infeed position of the web in the crimping station 20, specifically varying the orientation of the web being fed to the crimping rollers 21, 22.
- the path “B” is preferably straight and the movable supporting device 13a comprises a carriage which mounts the diverting roller 13 and which is movable along a respective straight guide, for example disposed vertically in such a way as to define a substantially vertical path "B".
- the presence of the at least one diverting roller 13 thus makes it possible, also in use, to modulate the angular portion of the crimping rollers 21, 22 intercepted by the web 100, in particular when entering the crimping station 20, thus helping to lengthen/shorten the stretch of path which the web 100 travels in contact with the surface of the crimping rollers 21, 22.
- the crimping station 20 comprises a first crimping roller 21 and a second crimping roller 22 operatively coupled to make a plurality of longitudinal easy folding lines on the web 100 in transit between the two crimping rollers 21, 22.
- the crimping rollers 21, 22 have a wavy profile, with respective protrusions and recesses, configured to condition the material in such a way as to make easy folding lines at each interface between protrusion and recess of the two crimping rollers 21, 22.
- the crimping station comprises a supporting element 23 for supporting the crimping rollers 21, 22 and configured to adopt variable position and/or orientation in such a way as to vary the orientation of the web 100 being fed to the crimping rollers 21, 22.
- the supporting element 23 comprises motor means 23c acting on the supporting element 23 to vary the position and/or orientation of the supporting element 23.
- the supporting element is movable in such a way as to be able to modify the arrangement of the crimping rollers 21, 22 associated therewith, changing their arrangement within the crimping unit 1 so as to make the web 100 follow a different path defined by the specific arrangement adopted by the crimping rollers 21, 22.
- the supporting element 23 is rotatable about an axis of adjustment "X" to allow turning the crimping station 20 in such a way as to modify, by increasing or decreasing, the winding angle of the web 100 on the first and/or the second crimping roller 21, 22.
- the supporting element 23 is embodied by a vertical plate 23a which is supported rotatably about the axis of adjustment "X".
- the first crimping roller 21 is supported by the supporting element 23 and is connected thereto at its centre of rotation, while the second crimping roller 22 is supported by the supporting element 23 and connected thereto in a zone outside its centre of rotation.
- the axis of rotation of the first crimping roller 21 is coaxial with the axis of adjustment "X"
- the axis of rotation "Y" of the second crimping roller 22 is eccentric (and parallel) relative to the axis of adjustment "X”.
- the position of the first crimping roller 21 remains substantially unchanged, while the second crimping roller 22 performs a movement of revolution around the first crimping roller 21.
- the supporting element 23 is rotatably supported at a peripheral portion by means of a curved guide 25 which extends around at least one stretch of a circle concentric with the axis of adjustment "X".
- the curved guide 25 can define a closed path or, alternatively, an open stretch, depending on the range of angular adjustment around the axis of adjustment "X".
- the supporting element 23 also comprises guide means 26, such as, for example, roller pairs, sliders or other, which are slidably engaged on the curved guide 25 to impart to the supporting element 23 a rotational movement about the axis of adjustment "X", which remains stationary, peripherally supporting the supporting element 23.
- guide means 26 such as, for example, roller pairs, sliders or other, which are slidably engaged on the curved guide 25 to impart to the supporting element 23 a rotational movement about the axis of adjustment "X", which remains stationary, peripherally supporting the supporting element 23.
- the supporting element 23 also comprises motor means 23b, preferably embodied by a rack and pinion drive mechanism 23c disposed in proximity to the curved guide 25 and associated therewith in such a way as to allow it to perform a movement, specifically a rotation, about the axis of adjustment "X".
- the second crimping roller 22 is adjustably mounted on the supporting element 23 in such a way as to allow varying its position relative to the first crimping roller 21.
- This technical feature allows moving the second crimping roller 22 towards/away from the first crimping roller 21 in such a way as, for example, to allow inserting the web 100, facilitate maintenance and repairs on the crimping station 20 or allow adapting the distance between the crimping rollers 21 and 22 as a function of the height or other features of the web 100 to be crimped.
- the second crimping roller 22 is mounted on the supporting element 23 by means of an eccentric, rotatable roller bracket 22a.
- the roller bracket 22a is configured to rotate about a respective axis of rotation "Y" parallel to the axis of adjustment "X" and the second crimping roller 22 is mounted on the roller bracket 22a rotatably about a respective axis of rotation "Z” parallel and eccentric relative to the axis of rotation "Y” of the roller bracket 22a.
- the roller bracket 22a is associated with an actuator 27 configured to rotate the roller bracket 22a by a fine adjustment movement about the respective axis of rotation "Y".
- the supporting element 23 comprises an actuator 27 which allows rotating the roller bracket 22a in such a way as to cause the second crimping roller 22 mounted thereon to rotate eccentrically, thereby moving it towards/away from the first crimping roller 21.
- the supporting element 23 comprises a limit stop device 28 which defines a limit to the rotational movement of the roller bracket.
- the limit stop device may be embodied, for example, by an adjustment screw or a rotary lead nut and screw coupling, so as to allow the angular stroke of the roller bracket 22a to be adjusted very precisely.
- the crimping station 20 Preferably upstream of the crimping rollers 21, 22 relative to the feed direction "A" of the web 100, the crimping station 20 also comprises a guide roller 24 mounted on the supporting element 23 at a preferably fixed position on the supporting element 23 and eccentrically relative to the axis of adjustment "X".
- the guide roller 24 is associated with the supporting element 23 in such a way as to intercept and divert the stretch of the web 100 between the exit of the infeed station 10, specifically from the diverting roller 13, and the crimping rollers 21, 22 when the supporting element 23 is in a first position interval, and so as not to intercept the web 100 when the supporting element 23 is in a second position interval, different from the first interval, thus moving to a non-operating position.
- the first position interval is a first interval of angular positions
- the second position interval is a second interval of angular positions
- the supporting element 23 is configured to rotate between a plurality of possible positions where the guide roller 24 intercepts or does not intercept the web 100.
- the web may or may not intercept the guide roller 24.
- the guide roller 24 When the web 100 engages the guide roller 24, the latter provides a reference point which determines the point of engagement of the web 100 with the crimping rollers 21, 22 independently of the diverting roller 13, if any, of the feed station 10, and thus allowing stably fixing the geometry of the path followed by the web 100 entering the crimping station 20 and at the same time keeping the possibility of modifying the path at the exit by moving the supporting element 23.
- the guide roller 24 is selectively engageable in such a way as to allow fixing or not fixing the geometry of the path followed by the web 100 entering the crimping station 20 depending on whether or not it is necessary to modulate only the path of the web 100 at the exit of the crimping station 20.
- the guide roller 24 is rotationally at a fixed position on the supporting element 23.
- the presence of the supporting element 23 allows dynamically modifying the position of the crimping rollers 21, 22 relative to each other, hence the geometry of the path followed by the web 100 along the feed direction "A".
- the interaction of the web 100 with the crimping station 20 can be varied to adapt and optimize it as a function of the structural features of the specific type of web 100 to be subjected to a crimping process.
- the crimping unit 1 also comprises a gathering station 30 configured to receive the web 100 and progressively gather it in order to give the web a substantially cylindrical shape.
- the gathering station 30 comprises a pre-shaping member 31 whose cross-sectional shape transverse to the feed direction "A” is curved and shaped to give the web 100 a shape substantially like that of a U.
- the shape of the pre-shaping member 31 is such as to allow the web 100 from the crimping station 20 to be deformed by simultaneously closing the web on itself to obtain an at least partly cylindrical shape of the web 100, preferably according to the above mentioned substantially U shaped form, and folding the web on at least some of the longitudinal fold lines.
- the gathering station 30 also comprises a shaping device 32 configured to receive the pre-shaped web 100 from the pre-shaping member 31 and having a convergent shaping duct 32a, described in more detail below, to give the web 100 the substantially cylindrical shape.
- the outside surface 31a has a general shape which, in transverse cross-section, is at least partly annular or tubular, to give the web 100 a tubular shape, and, along it, the outside surface 31a is provided with a succession of protrusions and recesses adapted to engage the web 100 at respective longitudinal easy folding lines in such a way as to pre-fold the web 100 simultaneously along the longitudinal easy folding lines.
- the protrusions and recesses are distributed along the entire outside surface 31 a of the pre-shaping member 31.
- the protrusions and recesses are distributed non-uniformly along the outside surface 31a of the pre-shaping member 31.
- the spacing between adjacent protrusions for engaging a portion of the edge of the web 100 is greater than the spacing between adjacent protrusions intended to engage a central portion of the web 100.
- This structure allows obtaining a particularly functional distribution of the pressure on the web 100, transferring the latter in optimum manner to the shaping device 32 in such a way as to improve the structural quality of the continuous stream resulting from the step of gathering the web 100.
- the outside surface 31a of the pre-shaping member 31 extends along an open line joined by a supporting portion 31b configured to keep the pre-shaping member 31 suspended at a predetermined position.
- the pre-shaping member 31 comprises a supporting portion 31b which supports and connects it to the body of the crimping unit 1 in such way that it can, in use, remain in the correct position to engage the web 100.
- the crimping unit also comprises adjustment means 31c, associated with the supporting portion 31b, for adjusting the position and/or orientation of the pre-shaping member 31.
- the presence of the adjustment means 31c allows moving the pre-shaping member to dynamically modify its position and/or orientation, in particular relative to the web 100.
- This movement is accomplished preferably by a translation in a direction perpendicular to the feed direction of the web 100 around the pre-shaping member 32 and may adopt a vertical orientation when the web 100 passes horizontally over the pre-shaping member 32.
- This movement may also be accomplished by a rotation about an axis of rotation "K" transverse to the feed direction of the web 100 and preferably horizontal. This rotation can therefore be added to the aforementioned translational movement and is preferably controllable independently thereof.
- the pre-shaping device 31 is configured to be positioned above the web 100 and to tension it by applying a downwardly directed force.
- the outside surface 31a of the pre-shaping member 31 has an upward facing concavity and the adjustment means 31c are configured to lower the pre-shaping member 31 to engage the web 100 by pushing it downwards or to lift the pre-shaping member 31 to reduce the force it applies on the web 100 until it is disengaged from the web.
- adjustment means 31c might also be configured to perform only the rotational movement about the axis "K" without necessarily being structured to perform the translational movement, and vice versa.
- the gathering station 30 also comprises a shaping duct 32a and an inserting device 33 configured to insert an additional component "C" into the stream formed by the gathered web 100.
- the inserting device 33 comprises an inserting duct 34 for inserting the additional component "C" placed inside the shaping duct 32a, preferably coaxially therewith.
- the additional component "C" is positioned centrally in the rod formed by gathering the web 100.
- the shaping duct 32a is convergent in shape along the feed direction of the additional component "C" which substantially coincides with the feed direction "A" of the web 100, at least in the stretch of path through the gathering station 30.
- the shaping duct 32a has a frustoconical profile.
- the additional component "C” is a flavouring component which allows giving the web 100 a specific aroma to modify the flavour of the smoke produced by the end product made using the web 100.
- flavouring component may comprise a thread made of or impregnated with a flavouring material.
- the inserting device 33 comprises tensioning members 33a adapted to keep the flavouring thread under tension.
- the inserting device may further comprises a roll holder 35 configured to support a plurality of rolls of additional component "C" and to adopt variable positions and/or orientations in such a way as to change the position of the rolls.
- the presence of the roll holder 35 optimizes the production process of the rod from the web 100 comprising the additional component "C" because it allows automating the switch from one roll to another in such a way as to allow replacing depleted rolls with new rolls without interrupting the production process of the crimping unit 1.
- the roll holder 35 comprises a plurality of supports 36 associable with respective rolls of additional material "C" and rotatable to move the respective rolls towards or away from the forming duct 32a.
- the roll holder 35 is thus configured to move a single support 36 containing a roll of additional material "C" to the forming duct 32a and, when the roll is nearly depleted, to move it away from the forming duct 32a and to automatically replace it with a new roll on another support 36.
- this invention achieves the preset aims and overcomes the abovementioned disadvantages of the prior art by providing a crimping unit which allows optimizing the process of crimping the web 100 and making a continuous rod from that web of material to produce products of the tobacco industry.
Landscapes
- Absorbent Articles And Supports Therefor (AREA)
Abstract
Description
- This invention relates to a machine for crimping a web of material used to make tobacco industry products.
- In particular, this web can be used in the tobacco industry to make traditional filter cigarettes, that is, cigarettes which can be smoked by burning the end of the cigarette opposite the filter, or electronic cigarettes such as, for example: heat not burn, electronic-cig, mixed electronic-cig and tobacco.
- Known in the art are crimping systems, as described in document
WO 2016/071267 A1 , designed to create corrugations on the web which can subsequently be compacted to create a longitudinal stream containing the crimped web; it was found, however, that the articles made according to this solution are not uniformly compacted but tend to become loose. - The Applicant has found that the articles obtained according to the teachings of the prior art are not optimally compacted and tend to loosen up when subjected to subsequent processes. As a result, the end products may also be non-uniform and of poor quality.
- In this context, the technical purpose which forms the basis of the present invention is to propose a crimping unit which overcomes at least some of the above mentioned disadvantages of the prior art. More specifically, this invention has for an aim to provide a crimping unit capable of optimizing the process of crimping the web of material used to make tobacco industry products in order to improve the quality of the end product made using the web.
- The technical purpose indicated and the aims specified are substantially achieved by a crimping unit comprising the technical features described in one or more of the accompanying claims.
- This invention discloses a crimping unit for crimping a web of material used to make tobacco industry products, comprising:
- a feed station provided with feed means for feeding a web of material used to make tobacco industry products;
- a crimping station which comprises a first crimping roller and a second crimping roller operatively coupled to make a plurality of longitudinal easy folding lines on the web in transit between the two crimping rollers.
- The crimping station also comprises a supporting element for supporting the crimping rollers and configured to adopt variable position and/or orientation in such a way as to vary the orientation of the web being fed to the crimping rollers.
- Thanks to this feature, the path along which the web is subjected to the action of the crimping rollers can be modified easily and efficiently in order to quickly adapt it to the specific features of each different type of web.
- Thus, the web of material used to make the tobacco industry products can be gathered more easily during the steps of gathering, conveying and forming, so as to create a high-quality continuous stream in which the web is optimally compacted to make an end product of high quality and strength.
- The dependent claims, which are incorporated herein by reference, correspond to different embodiments of the invention.
- Further features and advantages of the present invention are more apparent in the detailed description below, with reference to a preferred, but non-exclusive, embodiment of a crimping unit, as illustrated in the accompanying drawings, in which:
-
Figure 1 is a perspective view of the crimping unit according to this invention; -
Figure 2 is a detail view showing a crimping station of the crimping unit; -
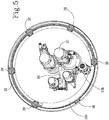
Figure 3 shows a further front view of the components ofFigure 2 ; -
Figure 4 is a perspective view of some components of the crimping unit; -
Figure 5 shows a rear view of the crimping station; -
Figures 6a and 6b show two different possible configurations of the crimping station. - With reference to the accompanying drawings, the numeral 1 denotes a crimping unit in its entirety, hereinafter referred to simply as unit 1.
- The unit 1 comprises a
feed station 10 configured to feed a web ofmaterial 100 used to make tobacco industry products, acrimping station 20 equipped withcrimping rollers gathering station 30 located downstream of thecrimping station 20. - The unit 1 comprises feed means 11 for feeding the
web 100, for example of tobacco based material, filter paper or PLA. - The
web 100 is adapted to be unwound along a longitudinal feed direction, indicated by the arrow "A" inFigure 1 . - Together with the feed means 11, the machine 1 preferably also comprises one or more systems for adjusting the tension of the web 100 (for example, an unwinding feedback sensor) and/or one or more systems for centring the
web 100. - To ensure the
web 100 is correctly transferred to the further processing stations of the unit 1, the feed means 11, too, are equipped withtensioning devices 12 for tensioning theweb 100, embodied for example by dancer rollers. - The
feed station 10 comprises at least one infeeddiverting roller 13 mounted on a movable supportingdevice 13a. - The movable supporting
device 13a is configured to move the infeeddiverting roller 13 along a predetermined path "B" in such a way as to vary the infeed position of the web in thecrimping station 20, specifically varying the orientation of the web being fed to thecrimping rollers - The path "B" is preferably straight and the movable supporting
device 13a comprises a carriage which mounts thediverting roller 13 and which is movable along a respective straight guide, for example disposed vertically in such a way as to define a substantially vertical path "B". - The presence of the at least one
diverting roller 13 thus makes it possible, also in use, to modulate the angular portion of thecrimping rollers web 100, in particular when entering thecrimping station 20, thus helping to lengthen/shorten the stretch of path which theweb 100 travels in contact with the surface of thecrimping rollers - The
crimping station 20 comprises afirst crimping roller 21 and asecond crimping roller 22 operatively coupled to make a plurality of longitudinal easy folding lines on theweb 100 in transit between the twocrimping rollers - The
crimping rollers crimping rollers element 23 for supporting thecrimping rollers web 100 being fed to thecrimping rollers - To do this, the supporting
element 23 comprises motor means 23c acting on the supportingelement 23 to vary the position and/or orientation of the supportingelement 23. - In other words, the supporting element is movable in such a way as to be able to modify the arrangement of the
crimping rollers web 100 follow a different path defined by the specific arrangement adopted by thecrimping rollers - In a preferred embodiment, the supporting
element 23 is rotatable about an axis of adjustment "X" to allow turning thecrimping station 20 in such a way as to modify, by increasing or decreasing, the winding angle of theweb 100 on the first and/or thesecond crimping roller - Preferably, the supporting
element 23 is embodied by avertical plate 23a which is supported rotatably about the axis of adjustment "X". Also in this preferred embodiment, thefirst crimping roller 21 is supported by the supportingelement 23 and is connected thereto at its centre of rotation, while thesecond crimping roller 22 is supported by the supportingelement 23 and connected thereto in a zone outside its centre of rotation. - In other words, the axis of rotation of the
first crimping roller 21 is coaxial with the axis of adjustment "X", while the axis of rotation "Y" of thesecond crimping roller 22 is eccentric (and parallel) relative to the axis of adjustment "X". - Thus, during rotation of the supporting
element 23, the position of thefirst crimping roller 21 remains substantially unchanged, while thesecond crimping roller 22 performs a movement of revolution around thefirst crimping roller 21. - The supporting
element 23 is rotatably supported at a peripheral portion by means of acurved guide 25 which extends around at least one stretch of a circle concentric with the axis of adjustment "X". Thecurved guide 25 can define a closed path or, alternatively, an open stretch, depending on the range of angular adjustment around the axis of adjustment "X". - The supporting
element 23 also comprises guide means 26, such as, for example, roller pairs, sliders or other, which are slidably engaged on thecurved guide 25 to impart to the supportingelement 23 a rotational movement about the axis of adjustment "X", which remains stationary, peripherally supporting the supportingelement 23. - The supporting
element 23 also comprises motor means 23b, preferably embodied by a rack andpinion drive mechanism 23c disposed in proximity to thecurved guide 25 and associated therewith in such a way as to allow it to perform a movement, specifically a rotation, about the axis of adjustment "X". Advantageously, thesecond crimping roller 22 is adjustably mounted on the supportingelement 23 in such a way as to allow varying its position relative to thefirst crimping roller 21. - This technical feature allows moving the
second crimping roller 22 towards/away from thefirst crimping roller 21 in such a way as, for example, to allow inserting theweb 100, facilitate maintenance and repairs on thecrimping station 20 or allow adapting the distance between thecrimping rollers web 100 to be crimped. - More specifically, the second crimping
roller 22 is mounted on the supportingelement 23 by means of an eccentric,rotatable roller bracket 22a. - The
roller bracket 22a is configured to rotate about a respective axis of rotation "Y" parallel to the axis of adjustment "X" and thesecond crimping roller 22 is mounted on theroller bracket 22a rotatably about a respective axis of rotation "Z" parallel and eccentric relative to the axis of rotation "Y" of theroller bracket 22a. - That way, the rotation of the
roller bracket 22a about its axis of rotation "Y" causes displacement of the axis of rotation "Z" of thesecond crimping roller 22 and hence, displacement of thecrimping rollers - The
roller bracket 22a is associated with anactuator 27 configured to rotate theroller bracket 22a by a fine adjustment movement about the respective axis of rotation "Y". - In other words, the supporting
element 23 comprises anactuator 27 which allows rotating theroller bracket 22a in such a way as to cause the second crimpingroller 22 mounted thereon to rotate eccentrically, thereby moving it towards/away from thefirst crimping roller 21. - In order to optimize adjustment of the rotational movement of the
roller bracket 22a, the supportingelement 23 comprises alimit stop device 28 which defines a limit to the rotational movement of the roller bracket. - The limit stop device may be embodied, for example, by an adjustment screw or a rotary lead nut and screw coupling, so as to allow the angular stroke of the
roller bracket 22a to be adjusted very precisely. - Preferably upstream of the
crimping rollers web 100, thecrimping station 20 also comprises aguide roller 24 mounted on the supportingelement 23 at a preferably fixed position on the supportingelement 23 and eccentrically relative to the axis of adjustment "X". - More specifically, the
guide roller 24 is associated with the supportingelement 23 in such a way as to intercept and divert the stretch of theweb 100 between the exit of theinfeed station 10, specifically from thediverting roller 13, and thecrimping rollers element 23 is in a first position interval, and so as not to intercept theweb 100 when the supportingelement 23 is in a second position interval, different from the first interval, thus moving to a non-operating position. - In particular, in the preferred embodiment where the supporting
element 23 is a plate rotatable about the axis of adjustment "X", the first position interval is a first interval of angular positions, while the second position interval is a second interval of angular positions. - In other words, the supporting
element 23 is configured to rotate between a plurality of possible positions where the guide roller 24 intercepts or does not intercept theweb 100. - In use, therefore, as it passes from the
feed station 10 to thecrimping station 20 and before it engages thecrimping rollers guide roller 24. - When the
web 100 engages theguide roller 24, the latter provides a reference point which determines the point of engagement of theweb 100 with thecrimping rollers diverting roller 13, if any, of thefeed station 10, and thus allowing stably fixing the geometry of the path followed by theweb 100 entering thecrimping station 20 and at the same time keeping the possibility of modifying the path at the exit by moving the supportingelement 23. Advantageously, theguide roller 24 is selectively engageable in such a way as to allow fixing or not fixing the geometry of the path followed by theweb 100 entering thecrimping station 20 depending on whether or not it is necessary to modulate only the path of theweb 100 at the exit of thecrimping station 20. - In other words, it is always possible to insert the
web 100 into thecrimping unit 10 in such a way that it does not engage theguide roller 24, independently of the angular position of thesupport 23. Preferably, theguide roller 24 is rotationally at a fixed position on the supportingelement 23. - In the light of the above, it follows that the presence of the supporting
element 23 allows dynamically modifying the position of thecrimping rollers web 100 along the feed direction "A". - That way, the interaction of the
web 100 with the crimpingstation 20 can be varied to adapt and optimize it as a function of the structural features of the specific type ofweb 100 to be subjected to a crimping process. - The crimping unit 1 also comprises a
gathering station 30 configured to receive theweb 100 and progressively gather it in order to give the web a substantially cylindrical shape. - More specifically, along the feed direction "A" of the
web 100, thegathering station 30 comprises apre-shaping member 31 whose cross-sectional shape transverse to the feed direction "A" is curved and shaped to give the web 100 a shape substantially like that of a U. - In other words, the shape of the
pre-shaping member 31 is such as to allow theweb 100 from the crimpingstation 20 to be deformed by simultaneously closing the web on itself to obtain an at least partly cylindrical shape of theweb 100, preferably according to the above mentioned substantially U shaped form, and folding the web on at least some of the longitudinal fold lines. - The
gathering station 30 also comprises ashaping device 32 configured to receive thepre-shaped web 100 from thepre-shaping member 31 and having aconvergent shaping duct 32a, described in more detail below, to give theweb 100 the substantially cylindrical shape. - More specifically, the
outside surface 31a has a general shape which, in transverse cross-section, is at least partly annular or tubular, to give the web 100 a tubular shape, and, along it, theoutside surface 31a is provided with a succession of protrusions and recesses adapted to engage theweb 100 at respective longitudinal easy folding lines in such a way as to pre-fold theweb 100 simultaneously along the longitudinal easy folding lines. - Preferably, the protrusions and recesses are distributed along the entire
outside surface 31 a of thepre-shaping member 31. - Still more preferably, the protrusions and recesses are distributed non-uniformly along the
outside surface 31a of thepre-shaping member 31. - More specifically, the spacing between adjacent protrusions for engaging a portion of the edge of the
web 100 is greater than the spacing between adjacent protrusions intended to engage a central portion of theweb 100. - This structure allows obtaining a particularly functional distribution of the pressure on the
web 100, transferring the latter in optimum manner to theshaping device 32 in such a way as to improve the structural quality of the continuous stream resulting from the step of gathering theweb 100. - The
outside surface 31a of thepre-shaping member 31 extends along an open line joined by a supportingportion 31b configured to keep thepre-shaping member 31 suspended at a predetermined position. - In other words, the
pre-shaping member 31 comprises a supportingportion 31b which supports and connects it to the body of the crimping unit 1 in such way that it can, in use, remain in the correct position to engage theweb 100. - The crimping unit also comprises adjustment means 31c, associated with the supporting
portion 31b, for adjusting the position and/or orientation of thepre-shaping member 31. - The presence of the adjustment means 31c allows moving the pre-shaping member to dynamically modify its position and/or orientation, in particular relative to the
web 100. - This movement is accomplished preferably by a translation in a direction perpendicular to the feed direction of the
web 100 around thepre-shaping member 32 and may adopt a vertical orientation when theweb 100 passes horizontally over thepre-shaping member 32. - This movement may also be accomplished by a rotation about an axis of rotation "K" transverse to the feed direction of the
web 100 and preferably horizontal. This rotation can therefore be added to the aforementioned translational movement and is preferably controllable independently thereof. - That way, it is possible to vary both the force applied by the
pre-shaping member 31 on theweb 100 and the extent of the outside surface of it 31a which comes into contact with the web. - In a preferred embodiment shown in the accompanying drawings, the
pre-shaping device 31 is configured to be positioned above theweb 100 and to tension it by applying a downwardly directed force. - In other words, the
outside surface 31a of thepre-shaping member 31 has an upward facing concavity and the adjustment means 31c are configured to lower thepre-shaping member 31 to engage theweb 100 by pushing it downwards or to lift thepre-shaping member 31 to reduce the force it applies on theweb 100 until it is disengaged from the web. - It is stressed, therefore, that the adjustment means 31c might also be configured to perform only the rotational movement about the axis "K" without necessarily being structured to perform the translational movement, and vice versa.
- The
gathering station 30 also comprises a shapingduct 32a and an insertingdevice 33 configured to insert an additional component "C" into the stream formed by the gatheredweb 100. - More specifically, the inserting
device 33 comprises an inserting duct 34 for inserting the additional component "C" placed inside the shapingduct 32a, preferably coaxially therewith. - That way, the additional component "C" is positioned centrally in the rod formed by gathering the
web 100. - Advantageously, the shaping
duct 32a is convergent in shape along the feed direction of the additional component "C" which substantially coincides with the feed direction "A" of theweb 100, at least in the stretch of path through thegathering station 30. - In a preferred embodiment, the shaping
duct 32a has a frustoconical profile. - Preferably, the additional component "C" is a flavouring component which allows giving the web 100 a specific aroma to modify the flavour of the smoke produced by the end product made using the
web 100. - More specifically, the flavouring component may comprise a thread made of or impregnated with a flavouring material.
- To ensure the flavouring thread is correctly transferred into the
web 100, the insertingdevice 33 comprises tensioningmembers 33a adapted to keep the flavouring thread under tension. - The inserting device may further comprises a
roll holder 35 configured to support a plurality of rolls of additional component "C" and to adopt variable positions and/or orientations in such a way as to change the position of the rolls. - The presence of the
roll holder 35 optimizes the production process of the rod from theweb 100 comprising the additional component "C" because it allows automating the switch from one roll to another in such a way as to allow replacing depleted rolls with new rolls without interrupting the production process of the crimping unit 1. - In other words, this ensures that there is at least one roll of additional material "C" present at all times for use in the production of the end product.
- More specifically, the
roll holder 35 comprises a plurality ofsupports 36 associable with respective rolls of additional material "C" and rotatable to move the respective rolls towards or away from the formingduct 32a. - The
roll holder 35 is thus configured to move asingle support 36 containing a roll of additional material "C" to the formingduct 32a and, when the roll is nearly depleted, to move it away from the formingduct 32a and to automatically replace it with a new roll on anothersupport 36. - In the light of the above, this invention achieves the preset aims and overcomes the abovementioned disadvantages of the prior art by providing a crimping unit which allows optimizing the process of crimping the
web 100 and making a continuous rod from that web of material to produce products of the tobacco industry.
Claims (16)
- A crimping unit for crimping a web of material (100) used to make tobacco industry products, comprising:- a feed station (10) comprising feed means (11) for feeding at least one web of material (100) used to make tobacco industry products; the feed means (11) being equipped with tensioning devices (12) for tensioning the web (100);- a crimping station (20) comprising a first crimping roller (21) and a second crimping roller (22) operatively coupled to make a plurality of longitudinal easy folding lines on the web (100) in transit between the crimping rollers (21, 22);characterized in that the crimping station (20) comprises a supporting element (23) for supporting the crimping rollers (21, 22), the supporting element (23) being configured to adopt variable position and/or orientation in such a way as to vary the orientation of the web (100) being fed to the crimping rollers (21, 22) and being associated with respective motor means (23b) acting on the supporting element (23) to implement the variation of the position and/or orientation of the supporting element (23).
- The crimping unit according to claim 1, wherein the supporting element (23) is rotatable about an axis of adjustment (X) to allow turning the crimping station (20) in such a way as to increase the winding angle of the web (100) on the first and/or the second crimping roller (21, 22).
- The crimping unit according to claim 2, wherein the first crimping roller (21) is mounted on the supporting element (23) coaxially with the supporting element (23), while the second crimping roller (22) is disposed with its axis eccentric to the axis of adjustment (X).
- The crimping unit according to one or more of the preceding claims, wherein the supporting element (23) comprises a vertical plate (23a) which is supported rotatably about the axis of adjustment (X).
- The crimping unit according to one or more of the preceding claims, wherein the supporting element (23) is rotatably supported peripherally by means of a curved guide (25) and guiding means (26) which are slidably engaged in the curved guide (25), and wherein the curved guide (25) extends around at least one stretch of a circle concentric with the axis of adjustment (X).
- The crimping unit according to claim 5, wherein the motor means (23b) comprise a rack and pinion drive (23c) located in proximity to the curved guide (25).
- The unit according to one or more of the preceding claims, wherein the second crimping roller (22) is adjustably mounted on the supporting element (23) in such a way as to vary the mutual position between the first and the second crimping roller (22).
- The unit according to claim 7, wherein the second crimping roller (22) is mounted on the supporting element (23) by means of an eccentric, rotatable roller bracket (22a), the roller bracket (22a) being configured to rotate about a respective axis of rotation (Y) parallel to the axis of adjustment (X) and the second crimping roller (22) being mounted on the roller bracket (22a) rotatably about a respective axis of rotation (Z) parallel and eccentric relative to the axis of rotation (Y) of the roller bracket (22a) in such a way that the rotation of the roller bracket (22a) about its axis of rotation (Y) causes displacement of the axis of rotation (Z) of the second crimping roller (22) and hence, displacement of the crimping rollers (21, 22) relative to each other.
- The unit according to claim 8, wherein the roller bracket (22a) is associated with a respective actuator (27) configured to rotate the roller bracket (22a) by a fine adjustment movement about the respective axis of rotation.
- The unit according to one or more of claims 7 to 9, wherein the supporting element (23) comprises a limit stop device (28) defining a limit to the rotational movement of the roller bracket (22a).
- The unit according to claim 9, wherein the limit stop device (28) comprises an adjustable screw to modify the position of the limit stop.
- The crimping unit according to one or more of the preceding claims, wherein the feed station (10) comprises at least one infeed diverting roller (13) mounted on a movable supporting device (13a), the movable supporting device (13a) being configured to move the infeed diverting roller (13) along a predetermined path (B) in such a way as to vary the orientation of the web (100) being fed to the crimping rollers.
- The crimping unit according to claim 12, wherein the predetermined path (B) is straight and wherein the movable supporting device (13a) comprises a carriage which mounts the infeed diverting roller (13) and which is movable along a respective straight guide.
- The crimping unit according to claim 13, wherein the predetermined path (B) is vertical.
- The crimping unit according to one or more of claims 12 to 14, wherein the crimping station (20) also comprises a guide roller (24) mounted on the supporting element (23) eccentrically relative to the axis of adjustment (X) in such a way as to intercept and divert the stretch of the web (100) between the diverting roller (13) and the crimping rollers (21, 22) when the supporting element (23) is in a first position interval, and wherein the guide roller (24) moves into a non-operating position where it does not engage that stretch of the web (100), when the supporting element (23) is in a second position interval, different from the first interval.
- The crimping unit according to claim 15, wherein the guide roller (24) is disposed at a fixed position on the supporting element (23).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL18200863T PL3473113T3 (en) | 2017-10-18 | 2018-10-17 | Crimping unit |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT102017000117799A IT201700117799A1 (en) | 2017-10-18 | 2017-10-18 | Crimping unit |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3473113A1 true EP3473113A1 (en) | 2019-04-24 |
| EP3473113B1 EP3473113B1 (en) | 2021-03-17 |
Family
ID=61224367
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18200863.1A Active EP3473113B1 (en) | 2017-10-18 | 2018-10-17 | Crimping unit |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP3473113B1 (en) |
| IT (1) | IT201700117799A1 (en) |
| PL (1) | PL3473113T3 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020038869A1 (en) * | 2018-08-21 | 2020-02-27 | Philip Morris Products S.A. | Apparatus for crimping a band of material |
| IT201800009871A1 (en) * | 2018-10-29 | 2020-04-29 | Montrade Spa | Coaxial and / or parallel adjustment device between motorized axes |
| EP4437860A1 (en) | 2023-03-28 | 2024-10-02 | International Tobacco Machinery Poland Sp. z o.o. | Mechanism for crimping or incising material strip, apparatus comprising said mechanism and method of controlling mechanism |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1124434A (en) * | 1966-05-31 | 1968-08-21 | Celfil Co | Method of and apparatus for making filtering material for cigarettes |
| US5733234A (en) * | 1993-07-14 | 1998-03-31 | Rhone-Poulenc Rhodia Aktiengesellschaft | Method and apparatus for producing fiber skeins |
| WO2016023965A1 (en) * | 2014-08-13 | 2016-02-18 | Philip Morris Products S.A. | Method of making a rod for use as an aerosol-forming substrate having controlled porosity distribution |
| WO2016071267A1 (en) | 2014-11-03 | 2016-05-12 | Philip Morris Products S.A. | Method and apparatus for manufacturing a crimped web |
| WO2018197353A1 (en) * | 2017-04-28 | 2018-11-01 | Philip Morris Products S.A. | Method and apparatus for manufacturing a crimped sheet of material |
-
2017
- 2017-10-18 IT IT102017000117799A patent/IT201700117799A1/en unknown
-
2018
- 2018-10-17 PL PL18200863T patent/PL3473113T3/en unknown
- 2018-10-17 EP EP18200863.1A patent/EP3473113B1/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1124434A (en) * | 1966-05-31 | 1968-08-21 | Celfil Co | Method of and apparatus for making filtering material for cigarettes |
| US5733234A (en) * | 1993-07-14 | 1998-03-31 | Rhone-Poulenc Rhodia Aktiengesellschaft | Method and apparatus for producing fiber skeins |
| WO2016023965A1 (en) * | 2014-08-13 | 2016-02-18 | Philip Morris Products S.A. | Method of making a rod for use as an aerosol-forming substrate having controlled porosity distribution |
| WO2016071267A1 (en) | 2014-11-03 | 2016-05-12 | Philip Morris Products S.A. | Method and apparatus for manufacturing a crimped web |
| WO2018197353A1 (en) * | 2017-04-28 | 2018-11-01 | Philip Morris Products S.A. | Method and apparatus for manufacturing a crimped sheet of material |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020038869A1 (en) * | 2018-08-21 | 2020-02-27 | Philip Morris Products S.A. | Apparatus for crimping a band of material |
| JP2021533741A (en) * | 2018-08-21 | 2021-12-09 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | A device for crimping a band of material |
| JP7381559B2 (en) | 2018-08-21 | 2023-11-15 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | Device for crimping strips of material |
| US11918029B2 (en) | 2018-08-21 | 2024-03-05 | Philip Morris Products S.A. | Apparatus for crimping a band of material |
| IT201800009871A1 (en) * | 2018-10-29 | 2020-04-29 | Montrade Spa | Coaxial and / or parallel adjustment device between motorized axes |
| EP4437860A1 (en) | 2023-03-28 | 2024-10-02 | International Tobacco Machinery Poland Sp. z o.o. | Mechanism for crimping or incising material strip, apparatus comprising said mechanism and method of controlling mechanism |
| WO2024200500A1 (en) | 2023-03-28 | 2024-10-03 | International Tobacco Machinery Poland Sp. Z O.O. | Mechanism for crimping or incising material strip, apparatus for manufacturing tobacco industry rods and method of controlling mechanism for crimping or incising material strip |
Also Published As
| Publication number | Publication date |
|---|---|
| PL3473113T3 (en) | 2021-10-11 |
| IT201700117799A1 (en) | 2019-04-18 |
| EP3473113B1 (en) | 2021-03-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3473111B1 (en) | Crimping unit | |
| EP3473113B1 (en) | Crimping unit | |
| EP3727042B1 (en) | Method and unit for crimping a web of material for the tobacco industry | |
| US7537557B2 (en) | Folder feeder | |
| KR100908953B1 (en) | Nonwoven fabric processing apparatus and method | |
| EP2550218B1 (en) | A core feeding device in a rewinding machine for the production of rolls | |
| EP3473112B1 (en) | Crimping unit | |
| US5845464A (en) | Product wrapping method | |
| CN115465706A (en) | Cloth conveying device and cloth winding method | |
| EP3589142B1 (en) | Apparatus and method for treatment of wrapping material | |
| CN110815950B (en) | Filter paper folding device of filter | |
| CA3169006A1 (en) | A machine and method for making a continuous tubular element with filling having a spacer and/or filter function | |
| WO2010109426A1 (en) | Device for driving an operating element reciprocating on a variable pitch linear flow of products | |
| EP3413728B1 (en) | Apparatus and method for making semifinished products intended to form part of smokers' articles | |
| EP3164262B1 (en) | Folding arrangement, folding machine comprising said folding arrangement and method for folding using said folding arrangement | |
| AU2005201851B2 (en) | Folding device for printing presses or folders | |
| AU2009316210A2 (en) | Device and method for forming a tube from a material web | |
| EP3729975B1 (en) | Device and method for processing a continuous semi-finished product of the tobacco industry | |
| JPWO2019158313A5 (en) | ||
| CN112512346B (en) | Device for crimping a material web | |
| CN116176046B (en) | Continuous forming equipment for single-layer paper suction pipe | |
| EP2604132B1 (en) | Compacting assembly, with a thread insertion unit, for an automatic cigarette filter manufacturing machine | |
| KR101953161B1 (en) | processing device of pellet sheet for snack | |
| CN116463811A (en) | Preshrinking machine for knitting elastic cloth dyeing process and dyeing process | |
| WO2018087530A1 (en) | Wrapping material support apparatus and method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20191008 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20201016 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602018013996 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1371374 Country of ref document: AT Kind code of ref document: T Effective date: 20210415 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210617 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210317 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210618 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210317 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210617 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1371374 Country of ref document: AT Kind code of ref document: T Effective date: 20210317 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210317 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210317 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210317 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210317 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210317 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210317 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210317 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210317 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210717 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210719 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210317 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210317 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602018013996 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210317 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210317 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210317 |
|
| 26N | No opposition filed |
Effective date: 20211220 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210317 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210317 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210717 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20211031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210317 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211017 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211031 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211017 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210317 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230527 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20181017 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20231026 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20231027 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20231004 Year of fee payment: 6 Ref country code: DE Payment date: 20231027 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20231005 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210317 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210317 |