EP3433427B2 - Verbessertes filterpapier für zigarettenfilter - Google Patents
Verbessertes filterpapier für zigarettenfilter Download PDFInfo
- Publication number
- EP3433427B2 EP3433427B2 EP17701315.8A EP17701315A EP3433427B2 EP 3433427 B2 EP3433427 B2 EP 3433427B2 EP 17701315 A EP17701315 A EP 17701315A EP 3433427 B2 EP3433427 B2 EP 3433427B2
- Authority
- EP
- European Patent Office
- Prior art keywords
- filter
- filter paper
- fibers
- weight
- paper
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES OF CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter tips or filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces of cigars or cigarettes
- A24D3/06—Use of materials for tobacco smoke filters
- A24D3/08—Use of materials for tobacco smoke filters of organic materials as carrier or major constituent
- A24D3/10—Use of materials for tobacco smoke filters of organic materials as carrier or major constituent of cellulose or cellulose derivatives
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES OF CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter tips or filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces of cigars or cigarettes
- A24D3/06—Use of materials for tobacco smoke filters
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H11/00—Pulp or paper, comprising cellulose or lignocellulose fibres of natural origin only
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H15/00—Pulp or paper, comprising fibres or web-forming material characterised by features other than their chemical constitution
- D21H15/02—Pulp or paper, comprising fibres or web-forming material characterised by features other than their chemical constitution characterised by configuration
- D21H15/06—Long fibres, i.e. fibres exceeding the upper length limit of conventional paper-making fibres; Filaments
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/08—Filter paper
Definitions
- the present invention relates to a paper for producing a cigarette filter and a method for producing the filter paper.
- the invention further relates to an associated cigarette.
- a filter made from the filter paper according to the invention has retention properties similar to those of cellulose acetate filters and therefore improves the taste impression of a cigarette made from this filter paper compared to cigarettes with paper filters made from conventional filter papers.
- a conventionally manufactured filter cigarette generally consists of a cylindrical column of tobacco wrapped in a cigarette paper, and a filter made of a filter material wrapped in a filter wrapper paper.
- a common filter material is cellulose acetate.
- the tobacco column and the filter are connected by a tipping paper.
- paper is also known as a filter material for cigarettes.
- a cigarette filter can consist of several segments, each segment being made of a different material.
- filters consisting of two segments are known from the prior art, with one segment being a cellulose acetate filter and a second segment being a paper filter. It is also known to mix cellulose acetate fibers and pulp fibers in one segment or to arrange structures made of these fibers separately within a segment, for example, in a longitudinal or radial direction.
- Paper filters generally have the advantage that they degrade more quickly in the environment and are generally less expensive than cellulose acetate filters.
- a major disadvantage of a conventional paper filter is that it has different retention properties than a cellulose acetate filter.
- the draw resistance that is, the resistance the filter offers to the flow of smoke—is often considerably lower than that of a cellulose acetate filter.
- the hardness of a paper filter that is, its resistance to mechanical deformation—often does not meet the expectations of a smoker accustomed to a cellulose acetate filter.
- EP 2 761 085 For example, a particularly biodegradable paper for paper filters is described, but this cannot completely satisfactorily solve the problems regarding taste or filtration efficiency.
- the EP 10 98 036 A1 discloses a filter wrap paper comprising a paper layer having a first and a second surface.
- the filter wrap paper has a first overlap air permeability measured when a perforated paper is overlaid with the first surface, and a second overlap air permeability measured when a perforated tipping paper is overlaid with the second surface.
- the first overlap air permeability is higher than the second overlap air permeability.
- the present invention is therefore based on the object of providing a filter paper that can be produced easily and cost-effectively and simultaneously imparts a filtration efficiency similar to a filter made of cellulose acetate with comparable draw resistance.
- This object is achieved by a filter paper according to claim 1 and its production method according to claim 10.
- the invention further relates to a filter and a filter cigarette using this material.
- the inventors have determined that the amount of fines in the filter paper, i.e., fibers with a length of less than 0.2 mm, is significant in reducing the filtration efficiency of a filter made from the filter paper according to the invention, making it more similar to that of a cellulose acetate filter. This is surprising because the fines themselves have a large surface area, and their presence should therefore increase filtration efficiency. In fact, however, it is neither beneficial to have too many nor too few fines in the filter paper; rather, their proportion relative to the number of fibers in the filter paper should be in the narrow range between 2% and 10%.
- the inventors have determined that the air permeability of the filter paper is a key parameter for controlling the draw resistance of the paper filter and thus also its filtration efficiency over a wide range. This is surprising because cigarette smoke in a paper filter typically flows along the surface of the filter paper and not through it. Contrary to the expectations of the skilled person, a close relationship between air permeability, draw resistance, and filtration efficiency is evident.
- Air permeability is influenced by the intensity of fiber refining. Intensively refined fibers result in low air permeability, while less intensively refined fibers result in high air permeability. However, since not only air permeability but also the fines content is influenced by fiber refining, it is not self-evident that air permeability can be adjusted within the range described in the invention with an approximately constant fines content. In addition, the filter paper must also meet requirements regarding mechanical strength, which is also significantly influenced by fiber refining.
- the dimensions of the fibers in the filter paper influence their surface area and thus also the air permeability and filtration efficiency of the filter made from it. Therefore, it is beneficial if the average length and width of the fibers in the filter paper lie within a certain range.
- the length and width of the fibers in the filter paper can be measured according to ISO 16065 using the automated optical method described therein. However, in deviation from ISO 16065, fiber portions with a length of less than 0.2 mm are included in the measurement. Such a measurement is possible with the L&W Fiber Tester Plus - code 912 Plus from Lorentzen & Wettre, which can also determine the amount of fines.
- a sample of approximately 0.1 g of dry fibers is suspended in water and pumped through a thin gap between two plates by the measuring device.
- a camera monitors the fiber suspension flowing through the gap between the plates and takes images at short intervals. These images are analyzed to determine the geometry of the flowing fibers.
- the results of this measuring device include a number-related distribution of fiber lengths and fiber widths, from which the number-related mean length and mean width as well as the proportion of fines can be determined.
- the mean length of the fibres in the filter paper determined in this way, based on the number, should be more than 1 mm and less than 5 mm, and preferably more than 2 mm and less than 4 mm.
- the mean width of the fibers in the filter paper determined in this way, based on the number, is also between 10 ⁇ m and 50 ⁇ m, preferably between 20 ⁇ m and 40 ⁇ m, and most preferably between 25 ⁇ m and 35 ⁇ m.
- the filter paper according to the invention contains fibers, wherein the fibers in any case comprise cellulose fibers.
- Cellulose fibers are cellulose-based fibers of plant origin, for example, long-fiber cellulose fibers or short-fiber cellulose fibers.
- fibers made of plastics, fibers made of regenerated cellulose, and in particular cellulose acetate fibers are not considered cellulose fibers.
- the pulp fibers can basically be bleached or unbleached or a mixture of Bleached and unbleached pulp fibers are preferred. However, the pulp fibers are preferably bleached because the filter paper is then white, and this is the color expected by the smoker. The use of at least some unbleached pulp fibers results in a filter paper with a light brown to dark brown color and is less preferred.
- the proportion of long-fiber pulp fibers relative to the weight of the filter paper should therefore be at least 80 wt.%, preferably at least 90 wt.%, particularly preferably at least 95 wt.%, and most particularly preferably 100 wt.% of the filter paper.
- filter paper 100% by weight of the filter paper is made of long-fiber pulp is intended to mean that the filter paper contains essentially only long-fiber pulp fibers.
- This statement therefore also includes filter papers containing impurities from any other substances and materials, such as other fibers, short-fiber pulp fibers, fillers, pigments, additives, or processing aids, as may occur during paper production according to the state of the art.
- Long-fiber pulp can be obtained from coniferous wood, especially spruce or pine, but also from other plants such as hemp, flax, sisal, abaca, cotton, ramie, jute, kenaf, gampi, kozu, or matsumata.
- long-fiber pulp refers to the natural length of the fibers, not to the actual length in the milled state in the paper.
- the filter paper according to the invention must contain a certain proportion of fines. Fines include all fibers less than 0.2 mm long.
- the proportion of fines in the filter paper according to the invention is between 2% and 10% based on the number of fibers in the filter paper, preferably between 3% and 9%, and particularly preferably between 4% and 8%, each based on the number of fibers in the filter paper.
- the filter paper according to the invention must have an air permeability within a predetermined range, as this determines the filtration efficiency of the paper filter made from this filter paper.
- the air permeability of the filter paper according to the invention measured according to ISO 2965:2009 using a measuring head with an opening of 10 mm ⁇ 20 mm, is between 1000 cm min -1 kPa -1 and 9000 cm min -1 kPa -1 .
- the filter paper may comprise additional cellulose fibers, such as short-fiber cellulose fibers, or other fibers, such as fibers made from regenerated cellulose, such as viscose fibers, modal fibers, lyocell fibers, fibers made from cellulose esters such as cellulose acetate, or from plastics such as polyvinyl alcohol, polyethylene, polyester, or polypropylene, or even fibers made from polylactates.
- these fibers reduce the mechanical strength, and the total proportion of such fibers should therefore not exceed 10% by weight, preferably not more than 5% by weight, and particularly preferably not more than 2% by weight of the filter paper.
- viscose fibers, modal fibers, lyocell fibers, fibers made from cellulose acetate, polyvinyl alcohol, polyethylene, polyester, or polypropylene impair biodegradability increase the price of the filter paper, and, due to their low density, cause problems in the production of the filter paper, so that in a particularly preferred embodiment, the filter paper does not contain such fibers.
- Short-fiber pulp fibers can be obtained from hardwood, especially birch, beech or eucalyptus, but also from other plants, such as esparto grass.
- the filter paper may contain fillers to influence, for example, the whiteness, color, or opacity of the filter paper.
- the optical properties of the filter paper may be important, particularly if the filter made from the filter paper according to the invention extends all the way to the mouth of the cigarette so that the smoker can see it.
- the fillers reduce the strength of the filter paper and can undesirably affect the porous structure.
- the proportion of fillers should therefore not exceed 10% by weight, preferably not exceed 5% by weight, and most preferably not exceed 2% by weight of the filter paper.
- the filter paper is free of fillers.
- Fillers may be mineral fillers, in particular carbonates, sulfates, silicates or oxides, in particular, for example, calcium carbonate, magnesium oxide, magnesium hydroxide, magnesium carbonate, titanium dioxide, talc, kaolin or aluminum hydroxide, as well as mixtures thereof.
- the particle shape, particle size distribution and crystal structure of the fillers can vary within wide ranges and the person skilled in the art will select these parameters according to the state of the art and the purpose that the person skilled in the art wishes to achieve.
- the filter paper according to the invention can contain pigments or dyes to impart a specific color to the filter paper.
- a pigment is iron oxide, which is typically yellow, red, or black and can be used alone or in mixtures. Iron oxides or other pigments or dyes can change their color permanently or temporarily when heated, so these substances can also be added to achieve special optical effects during or after smoking.
- the filter paper according to the invention can further Contain additives to influence certain properties of the filter paper.
- additives include, for example, sizing agents such as alkyl ketene dimer (AKD), succinic anhydride (ASA), fatty acids, fatty alcohols, or other hydrophobic substances to make the filter paper water-repellent, or starch to increase the strength of the filter paper, or wet strength agents.
- sizing agents such as alkyl ketene dimer (AKD), succinic anhydride (ASA), fatty acids, fatty alcohols, or other hydrophobic substances to make the filter paper water-repellent, or starch to increase the strength of the filter paper, or wet strength agents.
- the filter paper can therefore contain substances that influence the carbon monoxide content, such as catalysts; zinc oxide or other metal oxides; nitrates of transition metals or of copper, iron, or silver; or platinum.
- Zinc oxide or sodium glycinate can be used to influence hydrogen cyanide (HCN), particularly its reduction.
- Ascorbic acid, tartaric acid, sodium carbonate, or polyethyleneimine can be used to influence formaldehyde. Additions of activated carbon, polyethylene glycol, triacetin, or triethyl citrate are also possible.
- the filter paper is at least free of pigments and dyes.
- the mechanical properties of the filter paper are important for the production of a filter from the filter paper according to the invention.
- the mechanical properties of the filter paper differ in the machine direction, i.e., the direction in which the filter paper runs through the paper machine, and the transverse direction, i.e., the direction orthogonal to the running direction in the paper machine.
- the filter paper may be creped in the machine direction or in the transverse direction. In this case, its elongation at break in the direction or directions in which the filter paper is creped is at most 25%, preferably at most 15%, and most preferably at most 10%.
- Short-fiber pulp fibers can be obtained from hardwood, especially birch, beech or eucalyptus, but also from other plants, such as esparto grass.
- the refining unit is a Papillon refiner.
- the inventors have found that such a Papillon refiner can refining the fiber material in such a way that the desired combination of properties, namely air permeability, fines content, and strength of the filter paper, can be achieved.
- Papillon refiners are offered by various machine manufacturers, for example by Andritz with the model designations CS380, CS450, CC380, and CC450. The following information applies to an Andritz Papillon Refiner CS380 as an example and can easily be transferred to other refining units with the knowledge of the specialist or through testing.
- the Papillon refiner settings must be adapted to the type and quantity of unrefined fiber material, the dimensions of the refining unit, and the refining set.
- a pulp density i.e., the mass-related proportion of dry fiber material in the suspension used for refining, of between 1 wt.% and 5 wt.% has proven effective.
- the flow rate can be between 300 l min -1 and 700 l min -1 .
- the specific refining edge load can be between 0.3 J m -1 and 1.0 J m -1 .
- the fiber material is refined with an energy input of 30 W h kg -1 to 100 W h kg -1 , based on the mass of the dry, unrefined fiber material.
- the speed and power input must also be determined.
- the speed is between 500 min -1 and 2000 min -1 , and preferably between 600 min -1 and 1600 min -1 .
- the power supplied to the Papillon refiner is between 50 kW and 200 kW, preferably between 60 kW and 150 kW.
- the air permeability of the filter paper can be adjusted. Generally, a high speed or Low power leads to higher air permeability. Conversely, low speed or high power leads to low air permeability.
- That part of the suspension of the unground fiber material which was previously diverted and not ground is then added back to the suspension of the ground fiber material.
- fillers such as fillers, additives, processing aids, pigments, or dyes
- processing aids such as processing aids, pigments, or dyes
- dyes can be added to the aqueous suspension of the milled fiber material.
- the type and quantity of fillers, additives, processing aids, pigments, and dyes the information provided above applies.
- fines i.e., fibers with a maximum length of 0.2 mm
- the proportion of fines in the finished aqueous suspension is between 2% and 10%, based on the number of fibers in the aqueous suspension, preferably between 3% and 9%, and particularly preferably between 4% and 8%, each based on the number of fibers in the aqueous suspension.
- finished suspension refers to the suspension in the state in which it is fed to a paper machine in a step (C) described below, i.e., after all additions of further unrefined long-fiber pulp, fiber material, or fines have taken place.
- the length and width of the fibers are important.
- the average length of the fibers in the finished aqueous fiber suspension should preferably be more than 1 mm and less than 5 mm, and particularly preferably more than 2 mm and less than 4 mm.
- the average width of the fibers in the finished aqueous fiber suspension is preferably between 10 ⁇ m and 50 ⁇ m, particularly preferably between 20 ⁇ m and 40 ⁇ m, and most particularly preferably between 25 ⁇ m and 35 ⁇ m.
- the finished aqueous suspension is fed to a paper machine, where a filter paper is produced using processes known per se in the prior art.
- the paper machine is preferably an inclined-wire machine, because these machines can produce papers with particularly high air permeability, whose filtration efficiency is well suited for filtering cigarette smoke. Less preferred alternatives are fourdrinier or cylinder-wire machines.
- the suspension On a paper machine suitable for the process, the suspension is first collected in a headbox and then pumped onto a screen so that a large portion of the water flows through the screen, while the fiber material and other components largely remain on the screen to form a fiber web.
- the fiber web then passes through a press section where the fiber web is further dewatered by mechanical pressure, for example against a felt, and then through a drying section where the fiber web is dried by heat, microwave radiation, or infrared radiation, preferably by contact with steam-heated drying cylinders and most preferably by hot air, in particular by impingement air drying or through-air drying, until it has a moisture content of 3% to 10% by weight based on the mass of the filter paper.
- the filter paper is rolled up and optionally cut into narrower rolls with a width of at least 100 mm and a maximum of 400 m, which can then be used for the production of cigarette filters.
- a filter paper web with a width of at least 100 mm and a maximum of 400 mm, for example, approximately 300 mm is usually embossed or creped, sometimes at elevated temperatures or humidity. Creping can be done in the machine direction, the cross direction, or both directions; it can also be done diagonally, in any direction, or in patterns.
- the filter paper is then formed into a continuous strand, as with conventional cellulose acetate filters, which is wrapped in a filter wrapping paper. Filter rods are then cut from this continuous strand.
- any filter wrapping paper known from the state of the art can be used as the filter wrapping paper, in particular a filter wrapping paper with little porosity or a filter wrapping paper with an air permeability measured according to ISO 2965:2009 between 1000 cm ⁇ min -1 ⁇ kPa -1 and 30000 cm ⁇ min -1 ⁇ kPa -1 .
- the invention further relates to a paper filter comprising the filter paper according to the invention.
- a paper filter according to the invention can be in the form of a filter rod with a length of 60 mm to 200 mm, preferably with a length of 80 mm to 180 mm.
- the length of the filter rod is an integer multiple, preferably four to six times, of the length of the filter plug, which then serves as a filter on the cigarette.
- the paper filter according to the invention can therefore also be provided as a filter plug with a length of 10 mm to 50 mm, preferably with a length of 15 mm to 30 mm.
- the paper filter according to the invention can also be present as a segment of a cigarette filter. This is the case, for example, if the cigarette filter consists of a segment of cellulose acetate and a segment of filter paper, or if, for example, the cigarette filter contains a cavity containing activated carbon particles, which is delimited by two segments that may contain filter paper.
- the paper filter according to the invention can therefore also have a length of 3 mm to 10 mm, preferably 4 mm to 8 mm.
- the paper filter i.e. the filter rod, filter plug, or paper filter segment
- the paper filter has a diameter between 3 mm and 10 mm, preferably between 4 mm and 9 mm, and especially preferably between 7 mm and 9 mm.
- the diameter depends on the diameter of the cigarette that will contain the paper filter.
- CORESTA Guide No. 10 can be used to measure the diameter of a paper filter.
- the tensile resistance of the paper filter depends essentially on the diameter, the filter material and the length of the paper filter and can be measured according to ISO 6565:2011 at a volume flow of 17.5 cm 3 s -1 .
- the tensile resistance of a paper filter is given in Pa and is, to a very good approximation, proportional to the length of the paper filter, provided that the paper filter is approximately homogeneous over its length. Therefore, the length-specific tensile resistance can be expressed as a pressure difference per mm of length of the paper filter if the information is to be independent of the actual length of the paper filter.
- the paper filter according to the invention has a length-specific tensile resistance between 10 Pa mm -1 and 40 Pa mm -1 , preferably between 15 Pa mm -1 and 35 Pa mm -1 .
- a key feature of a paper filter is its filtration efficiency for the particulate phase of cigarette smoke. More specifically, the particulate phase is nicotine-free dry particulate matter (NFDPM), colloquially referred to as "tar,” whose content in cigarette smoke is sometimes indicated on the package in mg per cigarette.
- the filtration efficiency for NFDPM describes the mass ratio of the particulate phase of the smoke retained in the filter to the total particulate phase of the smoke flowing into the filter.
- the filtration efficiency is expressed in %.
- the filter comprising the filter paper according to the invention has a filtration efficiency for NFPDM of between 20% and 80%, preferably between 30% and 70%.
- the filtration efficiency of the filter is influenced, as is known from the prior art, by the diameter, length, and draw resistance of the paper filter.
- the filtration efficiency of a filter is determined by first smoking a sufficient number of cigarettes, for example, 20 cigarettes, on a smoking machine according to ISO 3308:2012.
- the resulting NFDPM content is determined in mg per cigarette, denoted by X, according to ISO 4387:2000.
- the filter of each smoked cigarette is separated and analyzed to determine the amount of NFDPM contained in the filter in mg per cigarette, denoted by Y.
- the amount of NFDPM contained in each filter segment denoted by Y i in mg per cigarette, can be determined.
- the invention also relates to a filter cigarette comprising a paper filter.
- the paper filter can be the only filter on the filter cigarette or, preferably, can be a segment in a segmented cigarette filter.
- a filter cigarette is particularly preferred in which the filter segment closest to the mouth end is formed from cellulose acetate and at least one further segment closer to the tobacco rod contains the filter paper according to the invention, because then the visual appearance of the mouth end corresponds to that of a filter cigarette with a cellulose acetate filter and thus meets the smoker's expectations.
- a filter cigarette comprising a paper filter according to the invention
- the production of a filter cigarette comprising a paper filter according to the invention can be carried out according to the methods known from the prior art.
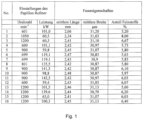
- the fiber material used was exclusively bleached, unrefined long-fiber pulp fibers, which were refined in a Papillon refiner at various speeds between 600 rpm and 1200 rpm and powers between approximately 60 kW and 140 kW. A total of 16 different power and speed combinations were selected. The specific values are given in Table 1 ("Papillon refiner settings"), which is available in Fig. 1 is shown. Unrefined long-fiber pulp fibers were added to the refined long-fiber pulp fibers so that the total suspension of long-fiber pulp fibers contained approximately 60 wt% refined and approximately 40 wt% unrefined long-fiber pulp fibers.
- the properties of the fibers in the suspension were determined in accordance with ISO 16065 using an L&W Fiber Tester Plus - code 912 Plus, taking into account also the fines, i.e. fibers with a length of less than 0.2 mm.
- the mean fiber length, the mean fiber width and the percentage of fines in relation to the number of fibers are shown in the corresponding columns of Table 1.
- Fig. 1 The average fiber length for the exemplary filter papers according to the invention is approximately between 2 mm and 2.5 mm, the average fiber width between 30.5 ⁇ m and 31.5 ⁇ m, and the proportion of fines is between 5% and 8% based on the number of fibers in the fiber material.
- the inventors assume that only a Papillon Refiner can achieve such constant fiber properties despite the variable air permeability of the filter paper and that these fiber properties contribute significantly to the filtration efficiency of the filters made from these filter papers.
- filter papers were produced on an inclined screen machine.
- the filter papers are numbered 1 to 16 according to the "No.” column in the Fig. 1 to 3 shown in Tables 1 to 3, whereby in all tables a number designates the same filter paper or the filter made from it.
- the basis weight according to ISO 536:2012, the thickness according to ISO 534:2011 and the air permeability according to ISO 2965:2009 were determined for each filter paper and are shown in the corresponding columns in Table 2 ( Fig. 2 ).
- the basis weight is between 34.9 g m -2 and 36.6 g m -2 , which is a very narrow range; the thickness also varies only between 83 ⁇ m and 101 ⁇ m.
- the air permeability of the filter papers however, varies depending on the grinding of the fiber material and lies between 1099 CU and 8364 CU.
- the tensile strength and elongation at break were determined according to ISO 1924-2:2008 for the uncreped filter paper in the machine direction (MD) and in the cross direction (CD). These values are also shown in the corresponding columns of Table 2 ( Fig. 2 ). The tensile strength values all exceed the technically necessary minimum for producing filters from the filter papers. Likewise, the elongation at break is within a favorable range for further processing of the filter paper.
- the tensile strength of each paper filter rod was determined according to ISO 6565:2011 and is converted to a length of 22 mm and given as specific tensile strength in the corresponding columns of Table 3 ( Fig. 3 ) is specified.
- Each paper filter rod was divided into six equal-length paper filter plugs, each 22 mm long, and used to produce cigarettes with a length of 83 mm, a circumference of 24.5 mm, a tobacco rod length of 61 mm, and a tobacco weight of 600 mg.
- the tobacco was formed into a tobacco rod using conventional cigarette paper with an air permeability of 50 cm min -1 kPa -1 .
- the paper filter was wrapped with a 27 mm long tipping paper, so that the tipping paper overlapped the tobacco rod by 5 mm, thus bonding the paper filter to the tobacco rod.
- the tobacco blend and all geometric data of the cigarettes were identical, differing only in the paper filter. Using these cigarettes, the filtration efficiency of the paper filters was determined using the method described above.
- the filtration efficiency for nicotine-free dry condensate (NFDPM) is shown for each of the 16 filter plugs (22 mm) in Table 3 ( Fig. 3 ). It results in A filtration efficiency of between 36.2% and 55.2% is obtained for NFPDM.
- a conventional paper filter has a draw resistance of approximately 300 Pa
- a conventional cellulose acetate filter has a draw resistance of approximately 600 Pa.
- the draw resistance of an unventilated filter cigarette is essentially determined by the draw resistance of the filter and that of the tobacco rod. For a king-size cigarette with a circumference of 24 mm to 25 mm, the smoker expects a draw resistance of approximately 1000 Pa. If one replaces the conventional cellulose acetate filter with a draw resistance of 600 Pa in an existing cigarette design with a conventional paper filter with 300 Pa, the draw resistance of the filter cigarette drops to 700 Pa, i.e. by 30%. This difference is clearly noticeable and undesirable for the smoker.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Paper (AREA)
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
Description
- Die vorliegende Erfindung betrifft ein Papier zur Herstellung eines Zigarettenfilters und ein Verfahren zur Herstellung des Filterpapiers. Die Erfindung betrifft ferner eine zugehörige Zigarette. Ein Filter gefertigt aus dem erfindungsgemäßen Filterpapier besitzt Retentionseigenschaften, die denen von Zelluloseacetatfiltern ähnlich sind, und verbessert daher den Geschmackseindruck einer aus diesem Filterpapier gefertigten Zigarette im Vergleich zu Zigaretten mit Papierfiltern aus herkömmlichen Filterpapieren.
- Eine konventionell hergestellte Filterzigarette besteht im Allgemeinen aus einer zylinderförmigen Säule aus Tabak, die von einem Zigarettenpapier umhüllt wird, und einem Filter, der aus einem Filtermaterial besteht und von einem Filterhüllpapier umhüllt wird. Ein übliches Filtermaterial ist Zelluloseacetat. Typischerweise sind die Tabaksäule und der Filter durch ein Mundstücksbelagpapier miteinander verbunden.
- Als Alternative zu Zelluloseacetatfasern ist auch Papier als Filtermaterial für Zigaretten bekannt. Ein Zigarettenfilter kann aus mehreren Segmenten bestehen, wobei jedes Segment aus einem unterschiedlichen Material gebildet sein kann. Beispielsweise sind Filter aus zwei Segmenten aus dem Stand der Technik bekannt, wobei ein Segment ein Zelluloseacetatfilter und ein zweites Segment ein Papierfilter ist. Es ist auch bekannt, Zelluloseacetatfasern und Zellstofffasern in einem Segment zu mischen oder innerhalb eines Segments Gebilde aus diesen Fasern beispielsweise in longitudinaler oder radialer Richtung separat anzuordnen.
- Papierfilter besitzen generell den Vorteil, dass sie schneller in der Umwelt abgebaut werden und dass sie im Allgemeinen preisgünstiger sind als Zelluloseacetatfilter. Ein wesentlicher Nachteil eines konventionellen Papierfilters besteht aber darin, dass er andere Retentionseigenschaften besitzt als ein Filter aus Zelluloseacetat. Es ist beispielsweise bekannt, dass bei vergleichbarem Zugwiderstand die Filtrationseffizienz eines Papierfilters für Teer höher ist als die eines Zelluloseacetatfilters. Papierfilter neigen außerdem dazu, Wasser und Wasserdampf wesentlich besser zurückzuhalten als Zelluloseacetatfilter. Diese beiden Effekte können unter anderem den Geschmackseindruck einer Zigarette in unerwünschter Weise verändern. Des Weiteren ist der Zugwiderstand bei vorgegebener Filtrationseffizienz, also der Widerstand, den der Filter dem Durchströmen des Rauchs bietet, oft erheblich geringer als bei einem Filter aus Zelluloseacetat. Ebenso entspricht die Härte eines Papierfilters, also der Widerstand gegen mechanische Verformung, oft nicht den Erwartungen eines Rauchers, der einen Zelluloseacetatfilter gewohnt ist.
- In
EP 2 761 085 ist beispielsweise ein besonders gut biologisch abbaubares Papier für Papierfilter beschrieben, allerdings können damit die Probleme hinsichtlich des Geschmacks oder der Filtrationseffizienz nicht ganz zufriedenstellend gelöst werden. - Es ist bekannt, dass dem Papierfilter bestimmte Substanzen zur Steuerung der Filtrationseffizienz oder Verbesserung des Geschmackseindrucks hinzugefügt werden können, wie beispielsweise Triacetin, Propylenglykol, Sorbitol, Glyzerin, Polyethylengylkol oder Tri-Ethlyzitrat. Die Beigabe solcher Substanzen löst aber die bestehenden Probleme bezüglich des Zugwiderstands und der Härte nicht und sie erhöht den Preis des Papierfilters.
- Es besteht also ein Bedarf ein Filterpapier zur Verfügung zu haben, das einem daraus gefertigten Filter Eigenschaften verleiht, die dem eines Filters aus Zelluloseacetat ähnlicher sind als aus konventionellen Filterpapieren gefertigte Papierfilter für Zigaretten.
- In dem Artikel Sable et al., 'Comparison of the properties of wood and pulp fibres from lodgepole pine (pinus contorta) and scots pine (pinus sylvestris)', werden die Verhältnisse zwischen den Eigenschaften von Holzzellstoffasern und Kraftzellstoffasern sowie die Papiereigenschaften verglichen, wenn der Zellstoff aus 27 Jahre alten Bäumen der Arten pinus contorta und pinus sylvestri gewonnen wird. Die mittlere Faserbreite für Holzfaserzellstoff im Falle der pinus sylvestris beträgt 33,1 µm, und im Falle der pinus contorta 31,7 µm.
- Die
EP 10 98 036 A1 offenbart ein Filterhüllpapier mit einer Papierschicht, die eine erste und eine zweite Oberfläche hat. Das Filterhüllpapier hat eine erste Überlapp-Luftdurchlässigkeit, die gemessen wird, wenn ein perforiertes Papier mit der ersten Oberfläche überlagert ist, und eine zweite Überlapp-Luftdurchlässigkeit, die gemessen wird, wenn ein perforiertes Tippingpapier mit der zweiten Oberfläche überlagert ist. Die erste Überlapp-Luftdurchlässigkeit ist höher als die zweite Überlapp-Luftdurchlässigkeit. - Der vorliegenden Erfindung liegt daher die Aufgabe zugrunde, ein Filterpapier anzugeben, welches sich einfach und kostengünstig herstellen lässt und gleichzeitig einem daraus gefertigten Filter eine Filtrationseffizienz verleiht, die einem Filter aus Zelluloseacetat mit vergleichbarem Zugwiderstand ähnlich ist. Diese Aufgabe wird durch ein Filterpapier nach Anspruch 1 und dessen Herstellungsverfahren nach Anspruch 10 gelöst. Ein weiterer Gegenstand der Erfindung sind ein Filter und eine Filterzigarette, die sich dieses Materials bedienen. Vorteilhafte Weiterbildungen sind in den abhängigen Ansprüchen angegeben.
- Gemäß der Erfindung wird ein Papier zur Verwendung als Filterpapier vorgeschlagen, das folgende Eigenschaften hat:
- das Filterpapier umfasst Fasern,
- mindestens 80 Gew.-%, vorzugsweise mindestens 90 Gew.-% und besonders vorzugsweise mindestens 95 Gew.-% und ganz besonders vorzugsweise 100 Gew.-% des Filterpapiers werden durch Langfaserzellstofffasern gebildet,
- der Anteil der Fasern mit einer Länge von weniger als 0,2 mm bezogen auf die Anzahl der Fasern beträgt zwischen 2% und 10%, bevorzugt zwischen 3% und 9% und besonders bevorzugt zwischen 4% und 8%,
- die Luftdurchlässigkeit des Filterpapiers gemessen nach ISO 2965:2009 beträgt zwischen 1000 cm·min-1·kPa-1 und 9000 cm·min-1·kPa-1,
- die auf die Anzahl bezogene mittlere Länge der Fasern im Filterpapier beträgt mehr als 1 mm und weniger als 5 mm, vorzugsweise mehr als 2 mm und weniger als 4 mm, und
- die auf die Anzahl bezogene mittlere Breite der Fasern im Filterpapier beträgt zwischen 10 µm und 50 µm, vorzugweise zwischen 20 µm und 40 µm, und besonders vorzugsweise zwischen 25 µm und 35 µm.
- Die Erfinder haben festgestellt, dass die Menge an Feinstoffen im Filterpapier, also der Fasern mit einer Länge von weniger als 0,2 mm, bedeutend dafür ist, dass die Filtrationseffizienz eines aus dem erfindungsgemäßen Filterpapier hergestellten Filters sinkt und damit der eines Zelluloseacetatfilters ähnlicher wird. Dies ist überraschend, weil die Feinstoffe an sich eine große Oberfläche besitzen und ihre Anwesenheit die Filtrationseffizienz daher steigern sollte. Tatsächlich ist es aber weder günstig, dass zu viele noch, dass zu wenige Feinstoffe im Filterpapier enthalten sind, sondern ihr Anteil bezogen auf die Anzahl der Fasern im Filterpapier soll im engen Bereich zwischen 2% und 10% liegen.
- Des Weiteren haben die Erfinder festgestellt, dass die Luftdurchlässigkeit des Filterpapiers eine wesentliche Größe ist, um den Zugwiderstand des Papierfilters und damit auch dessen Filtrationseffizienz in weiten Bereichen zu steuern. Dies ist überraschend, weil der Rauch einer Zigarette im Papierfilter typischerweise entlang der Oberfläche des Filterpapiers und nicht durch das Filterpapier hindurch strömt. Entgegen der Erwartung des Fachmanns zeigt sich ein enger Zusammenhang zwischen Luftdurchlässigkeit, Zugwiderstand und Filtrationseffizienz.
- Die Luftdurchlässigkeit wird durch die Intensität der Mahlung der Fasern beeinflusst. Dabei führen intensiv gemahlene Fasern zu einer niedrigen Luftdurchlässigkeit und weniger intensiv gemahlene Fasern zu einer hohen Luftdurchlässigkeit. Da aber neben der Luftdurchlässigkeit auch der Gehalt an Feinstoffen durch die Mahlung der Fasern beeinflusst wird, ist es nicht selbstverständlich, dass bei annähernd konstantem Gehalt an Feinstoffen überhaupt die Luftdurchlässigkeit in dem erfindungsgemäßen Bereich eingestellt werden kann. Zusätzlich muss das Filterpapier auch Anforderungen an die mechanische Festigkeit erfüllen, die ebenfalls erheblich durch die Mahlung der Fasern beeinflusst wird.
- Die gleichzeitige Vereinbarkeit aller dieser Anforderungen wird durch das weiter unten beschriebene erfindungsgemäße Verfahren erreicht, in dem zumindest ein Teil des Fasermaterials in einem speziellen Mahlaggregat mit bestimmten Einstellungen gemahlen wird.
- Die Dimensionen der Fasern im Filterpapier beeinflussen deren Oberfläche und damit auch die Luftdurchlässigkeit und die Filtrationseffizienz eines daraus gefertigten Filters. Daher ist es günstig, wenn die mittlere Länge und Breite der Fasern im Filterpapier in einem bestimmten Bereich liegt.
- Die Länge der Fasern im Filterpapier und deren Breite können nach ISO 16065 gemäß der darin beschriebenen automatisierten optischen Methode gemessen werden. In Abweichung von ISO 16065 werden allerdings Faseranteile mit einer Länge von weniger als 0,2 mm in der Messung berücksichtigt. Eine solche Messung ist mit dem Gerät L&W Fiber Tester Plus - code 912 Plus von Lorentzen & Wettre möglich, bei dem auch die Menge der Feinstoffe bestimmt werden kann. Dabei wird eine Probe von etwa 0,1 g trockener Fasern in Wasser suspendiert und vom Messgerät in einem dünnen Spalt zwischen zwei Platten durchgepumpt. Gleichzeitig überwacht eine Kamera die durch den Spalt der Platten strömende Fasersuspension und nimmt in kurzen Zeitabständen Bilder auf, die analysiert werden, um die Geometrie der durchströmenden Fasern zu bestimmen. Als Ergebnis liefert dieses Messgerät unter anderem eine auf die Anzahl bezogene Verteilung der Faserlängen und Faserbreiten, aus denen die auf die Anzahl bezogene mittlere Länge und mittlere Breite sowie der Anteil an Feinstoffen bestimmt werden können.
- Die derart bestimmte, auf die Anzahl bezogene mittlere Länge der Fasern im Filterpapier soll mehr als 1 mm und weniger als 5 mm, und vorzugsweise mehr als 2 mm und weniger als 4 mm betragen.
- Die derart bestimmte, auf die Anzahl bezogene mittlere Breite der Fasern im Filterpapier beträgt ferner zwischen 10 µm und 50 µm, vorzugweise zwischen 20 µm und 40 µm, und ganz besonders vorzugsweise zwischen 25 µm und 35 µm.
- Das erfindungsgemäße Filterpapier enthält Fasern, wobei die Fasern jedenfalls Zellstofffasern umfassen. Zellstofffasern sind zellulosebasierte Fasern pflanzlichen Ursprungs, beispielsweise Langfaserzellstofffasern oder Kurzfaserzellstofffasern. Im Sinne der Erfindung sind Fasern aus Kunststoffen, Fasern aus regenerierter Zellulose und insbesondere Zelluloseacetatfasern keine Zellstofffasern.
- Die Zellstofffasern können grundsätzlich gebleicht oder ungebleicht sein oder eine Mischung aus gebleichten und ungebleichten Zellstofffasern sein. Vorzugsweise sind die Zellstofffasern aber gebleicht, weil das Filterpapier dann weiß ist und diese Farbe vom Raucher erwartet wird. Die zumindest teilweise Verwendung von ungebleichten Zellstofffasern führt zu einem Filterpapier mit einem hellbraunen bis dunkelbraunen Farbton und ist weniger bevorzugt.
- Zur Erreichung einer ausreichenden Festigkeit und Luftdurchlässigkeit des Filterpapiers und einer entsprechenden Filtrationseffizienz des daraus gefertigten Filters ist es erforderlich, dass ein hoher Anteil der Fasern durch Langfaserzellstofffasern gebildet ist. Der Anteil an Langfaserzellstofffasern bezogen auf das Gewicht des Filterpapiers soll daher mindestens 80 Gew.-%, vorzugsweise mindestens 90 Gew.-% und besonders vorzugsweise mindestens 95 Gew.-% und ganz besonders vorzugsweise 100 Gew.-% des Filterpapiers betragen.
- Die Angabe, dass 100 Gew.-% des Filterpapiers aus Langfaserzellstoff gebildet sind, soll bedeuten, dass das Filterpapier im Wesentlichen ausschließlich Langfaserzellstofffasern enthält. Von dieser Angabe sollen daher auch Filterpapiere umfasst sein, die Verunreinigungen durch beliebige andere Substanzen und Materialien, wie beispielsweise andere Fasern, Kurzfaserzellstofffasern, Füllstoffe, Pigmente, Additive oder Prozesshilfsmittel enthalten, wie sie eben bei der Papierherstellung nach dem Stand der Technik vorkommen können.
- Der Langfaserzellstoff kann aus Nadelholz, insbesondere Fichte oder Kiefer gewonnen sein, aber auch aus anderen Pflanzen wie Hanf, Flachs, Sisal, Abacá, Baumwolle, Ramie, Jute, Kenaf, Gampi, Kozu oder Matsumata. Der Fachmann versteht, dass der Begriff "Langfaserzellstoff" sich auf die natürliche Länge der Fasern bezieht, nicht auf die tatsächliche Länge im gemahlenen Zustand im Papier.
- Es ist erforderlich, dass das erfindungsgemäße Filterpapier einen gewissen Anteil an Feinstoffen enthält. Zu den Feinstoffen zählen alle Fasern, deren Länge geringer als 0,2 mm ist. Der Anteil an Feinstoffen im erfindungsgemäßen Filterpapier beträgt zwischen 2% und 10% bezogen auf die Anzahl der Fasern im Filterpapier, vorzugsweise zwischen 3% und 9% und besonders vorzugsweise zwischen 4% und 8%, jeweils bezogen auf die Anzahl der Fasern im Filterpapier.
- Ebenso ist es für das erfindungsgemäße Filterpapier erforderlich, dass es eine Luftdurchlässigkeit innerhalb eines vorgegebenen Intervalls besitzt, weil dadurch die Filtrationseffizienz des Papierfilters aus diesem Filterpapier eingestellt wird. Die Luftdurchlässigkeit des erfindungsgemäßen Filterpapiers, gemessen nach ISO 2965:2009 mit einem Messkopf mit einer Öffnung von 10 mm × 20 mm, beträgt zwischen 1000 cm·min-1·kPa-1 und 9000 cm·min-1·kPa-1.
- Es ist mit der Erfindung vereinbar, dass das Filterpapier weitere Zellstofffasern wie Kurzfaserzellstofffasern, oder andere Fasern wie Fasern aus regenerierter Zellulose wie beispielsweise Viscosefasern, Modalfasern, Lyocellfasern, Fasern aus Zelluloseestern wie Zelluloseacetat oder aus Kunstoffen wie beispielsweise Polyvinylalkohol, Polyethylen, Polyester oder Polypropylen oder auch Fasern aus Polylactaten umfasst. Diese Fasern reduzieren aber die mechanische Festigkeit und der gesamte Anteil solcher Fasern soll daher nicht mehr als 10 Gew.-%, vorzugsweise nicht mehr als 5 Gew.-% und besonders vorzugsweise nicht mehr als 2 Gew.-% des Filterpapiers betragen. Insbesondere Viscosefasern, Modalfasern, Lyocellfasern, Fasern aus Zelluloseacetat, Polyvinylalkohol, Polyethylen, Polyester oder Polypropylen verschlechtern die biologische Abbaubarkeit, erhöhen den Preis des Filterpapiers und bereiten wegen ihrer geringen Dichte Probleme bei der Herstellung des Filterpapiers, sodass in einer besonders bevorzugten Ausführung das Filterpapier solche Fasern nicht enthält.
- Kurzfaserzellstofffasern können aus Laubholz, insbesondere Birke, Buche oder Eukalyptus gewonnen sein, aber auch aus anderen Pflanzen, wie Espartogras.
- Das Filterpapier kann Füllstoffe enthalten, um beispielsweise die Weiße, Farbe oder Opazität des Filterpapiers zu beeinflussen. Insbesondere wenn sich der Filter aus dem erfindungsgemäßen Filterpapier in der Zigarette ganz bis zum Mundende erstreckt, sodass der Raucher ihn sehen kann, können die optischen Eigenschaften des Filterpapiers von Bedeutung sein. Die Füllstoffe reduzieren aber die Festigkeit des Filterpapiers und können die poröse Struktur in unerwünschter Weise beeinflussen. Der Anteil der Füllstoffe soll daher nicht mehr als 10 Gew.-%, vorzugsweise nicht mehr als 5 Gew.-% und besonders vorzugsweise nicht mehr als 2 Gew.-% des Filterpapiers betragen. In einer besonders bevorzugten Ausführung ist das Filterpapier frei von Füllstoffen.
- Füllstoffe können mineralische Füllstoffe sein, insbesondere Carbonate, Sulfate, Silikate oder Oxide, insbesondere beispielsweise Calciumcarbonat, Magnesiumoxid, Magnesiumhydroxid, Magnesiumcarbonat, Titandioxid, Talkum, Kaolin oder Aluminiumhydroxid, sowie Gemische daraus.
- Die Partikelform, Partikelgrößenverteilung und Kristallstruktur der Füllstoffe kann in weiten Bereichen variieren und der Fachmann wird diese Parameter entsprechend dem Stand der Technik und dem Zweck, den der Fachmann damit erreichen möchte, auswählen.
- Das erfindungsgemäße Filterpapier kann Pigmente oder Farbstoffe enthalten, um dem Filterpapier eine bestimmte Farbe zu verleihen. Ein beispielhaftes Pigment sind Eisenoxide, die typischerweise gelb, rot oder schwarz sind und alleine oder in Mischungen eingesetzt werden können. Eisenoxide oder andere Pigmente oder Farbstoffe können bei Erwärmung ihre Farbe dauerhaft oder vorübergehend verändern, sodass diese Stoffe auch zugesetzt werden können, wenn damit besondere optische Effekte beim oder nach dem Rauchen erzielt werden sollen.
- Das erfindungsgemäße Filterpapier kann weitere Additive enthalten, um bestimmte Eigenschaften des Filterpapiers zu beeinflussen. Dazu gehören beispielsweise Leimungsmittel, wie beispielsweise Alkyl Keten Dimer (AKD), Bernsteinsäureanhydrid (ASA), Fettsäuren, Fettalkohole oder andere hydrophobe Substanzen, um das Filterpapier wasserabweisend zu machen, oder Stärke, um die Festigkeit des Filterpapiers zu erhöhen, oder Nassfestmittel.
- Von besonderem Interesse kann die Beigabe von Additiven sein, die selektiv bestimmte Substanzen im Rauch der Zigarette beeinflussen. Insbesondere sind dabei 44 Substanzen, die sogenannten "Hoffmann Analytes", von Bedeutung. Konkret kann das Filterpapier daher Substanzen zur Beeinflussung des Gehalts an Kohlenmonoxid, wie beispielsweise Katalysatoren; Zinkoxid oder andere Metalloxide; Nitrate der Übergangsmetalle oder von Kupfer, Eisen oder Silber; oder Platin enthalten. Zur Beeinflussung, insbesondere der Reduktion, von Cyanwasserstoff (HCN) können Zinkoxid oder Natriumglycinat eingesetzt werden. Zur Beeinflussung von Formaldehyd kann Ascorbinsäure, Weinsäure, Natriumcarbonat oder Polyethylenimin dienen. Ebenso sind Beigaben von Aktivkohle, Polyethylenglykol, Triacetin oder Triethylcitrat möglich. Die Summe aus Pigmenten, Farbstoffen und Additiven, sowie allen anderen Substanzen, die der Fachmann zur Erzielung bestimmter Effekte dem Filterpapier hinzufügen kann, soll nicht mehr als 10 Gew.-%, vorzugsweise nicht mehr als 5 Gew.-% und besonders vorzugsweise nicht mehr als 2 Gew.-% des Filterpapiers betragen. In einer besonders bevorzugten Ausführungsform ist das Filterpapier zumindest frei von Pigmenten und Farbstoffen.
- Generell sind bei der Festlegung der Bestandteile des Filterpapiers zusätzlich toxikologische Aspekte und gesetzliche Vorgaben zu beachten.
- Die mechanischen Eigenschaften des Filterpapiers sind für die Herstellung eines Filters aus dem erfindungsgemäßen Filterpapier von Bedeutung. Die mechanischen Eigenschaften unterscheiden sich am Filterpapier in Maschinenrichtung, also der Richtung, in der das Filterpapier durch die Papiermaschine läuft, und der Querrichtung, also der Richtung orthogonal zur Laufrichtung in der Papiermaschine.
- Die Zugfestigkeit des Filterpapiers in Maschinenrichtung soll mindestens 7 N/15 mm betragen, bevorzugt mindestens 8 N/15 mm und besonders bevorzugt mindestens 9 N/15 mm. Eine hohe Zugfestigkeit ist nicht von Nachteil. Da die Herstellung eines Filterpapier mit einer hohen Zugfestigkeit aber mit hohem Energieaufwand bei der Mahlung der Fasern verbunden ist, wird man die Zugfestigkeit nicht unnötig steigern. Die Zugfestigkeit in Maschinenrichtung soll daher höchstens 50 N/15 mm betragen, vorzugsweise höchstens 45 N/15 mm und besonders vorzugsweise höchstens 40 N/15 mm.
- Das Filterpapier wird bei der Herstellung des Filters in Querrichtung vergleichsweise weniger belastet, sodass die Zugfestigkeit in Querrichtung vorzugsweise mindestens 4 N/15 mm und besonders vorzugsweise mindestens 5 N/15 mm beträgt und vorzugsweise höchstens 9 N/15 mm und besonders vorzugsweise höchstens 8 N/15 mm.
- Ebenso bedeutend wie die Zugfestigkeit ist auch die Bruchdehnung, da sie beschreibt wie gut das Filterpapier Geschwindigkeitsunterschiede im Lauf durch die Maschine bei der Filterherstellung ausgleichen kann. Die Bruchdehnung in Maschinenrichtung beträgt daher vorzugsweise mindestens 1% und besonders vorzugsweise mindestens 1,2% und vorzugsweise höchstens 2% und besonders vorzugsweise höchstens 1,8%.
- Auch die Bruchdehnung in Querrichtung spielt eine Rolle, weil es bei der Filterherstellung auch zu Dehnungen des Filterpapiers in Querrichtung kommen kann. Daher soll die Bruchdehnung in Querrichtung vorzugsweise mindestens 4% und besonders vorzugsweise mindestens 4,5% und vorzugsweise höchstens 6% und besonders vorzugsweise höchstens 5,5% betragen.
- Das Filterpapier kann in Maschinenrichtung oder in Querrichtung gekreppt sein. In diesem Fall beträgt seine Bruchdehnung in der Richtung oder den Richtungen, in denen das Filterpapier gekreppt ist, höchstens 25%, vorzugsweise höchstens 15% und besonders vorzugsweise höchstens 10%.
- Die Zugfestigkeit und Bruchdehnung in Maschinenrichtung und Querrichtung kann nach ISO 1924-2:2008 gemessen werden.
- Das Flächengewicht des Filterpapiers kann beispielsweise für die Härte des aus diesem Filterpapier gefertigten Filters von Bedeutung sein. Das Flächengewicht beträgt daher vorzugsweise von 10 bis 80 g·m-2, besonders vorzugsweise von 20 bis 60 g·m-2, ganz besonders bevorzugt von 30 bis 40 g·m-2. Das Flächengewicht eines Filterpapiers kann nach ISO 536:2012 gemessen werden.
- Ebenso wie das Flächengewicht kann die Dicke des Filterpapiers für die Härte des aus diesem Filterpapier gefertigten Filters von Bedeutung sein. Die Dicke beträgt daher vorzugsweise von 60 µm bis 160 µm und besonders vorzugsweise von 80 µm bis 120 µm. Die Dicke eines Filterpapiers kann nach ISO 534:2011 auf einer einzelnen Lage des Filterpapieres gemessen werden.
- Das erfindungsgemäße Filterpapier kann nach dem folgenden erfindungsgemäßen Verfahren hergestellt werden.
- Der erste Schritt (A) umfasst das Bereitstellen einer wässrigen Suspension aus ungemahlenem Fasermaterial in einem Vorratsbehälter. Dieser Prozessschritt kann nach den aus dem Stand der Technik an sich bekannten Verfahren erfolgen.
- Das ungemahlene Fasermaterial umfasst Zellstofffasern, insbesondere Langfaserzellstofffasern. Die Zellstofffasern können gebleicht oder ungebleicht sein oder ein Gemisch aus gebleichten und ungebleichten Zellstofffasern. Vorzugsweise sind die ungemahlenen Zellstofffasern aber gebleicht, weil das Filterpapier dann weiß ist und diese Farbe vom Raucher erwartet wird.
- Der Anteil an ungemahlenen Langfaserzellstofffasern bezogen auf das Gewicht des ungemahlenen Fasermaterials beträgt mindestens 80 Gew.-%, vorzugsweise mindestens 90 Gew.-% und besonders vorzugsweise mindestens 95 Gew.-% und ganz besonders vorzugsweise 100 Gew.-% beträgt.
- Die Angabe, dass 100 Gew.-% aus ungemahlenen Langfaserzellstofffasern gebildet sind, soll bedeuten, dass das ungemahlene Fasermaterial im Wesentlichen ausschließlich ungemahlene Langfaserzellstofffasern enthält. Von dieser Angabe sollen daher auch ungemahlenes Fasermaterial umfasst sein, das Verunreinigungen durch beliebige andere Substanzen und Materialien, wie beispielsweise andere Fasern, Kurzfaserzellstofffasern, Füllstoffe, Pigmente, Additive oder Prozesshilfsmittel enthalten, wie sie eben bei der Papierherstellung nach dem Stand der Technik vorkommen können.
- Der Langfaserzellstoff ist dabei aus Nadelhölzern, wie beispielsweise Fichte oder Kiefer gewonnen, oder aus Flachs, Hanf, Sisal, Abacá, Baumwolle, Ramie, Jute, Kenaf, Gampi, Kozu oder Matsumata.
- Das ungemahlene Fasermaterial kann auch weitere Zellstofffasern wie Kurzfaserzellstofffasern, oder andere Fasern wie Fasern aus regenerierter Zellulose wie beispielsweise Viscosefasern, Modalfasern oder Lyocellfasern, Fasern aus Zelluloseestern wie Zelluloseacetat oder aus Kunstoffen wie beispielsweise Polyvinylalkohol, Polyethylen, Polyester oder Polypropylen oder auch Fasern aus Polylactaten umfassen. Der gesamte Anteil solcher Fasern soll aber nicht mehr als 10 Gew.-%, vorzugsweise nicht mehr als 5 Gew.-% und besonders vorzugsweise nicht mehr als 2 Gew.-% des ungemahlenen Fasermaterials betragen.
- Kurzfaserzellstofffasern können aus Laubholz, insbesondere Birke, Buche oder Eukalyptus gewonnen sein, aber auch aus anderen Pflanzen, wie Espartogras.
- In einem weiteren, optionalen Verfahrensschritt können der wässrigen Suspension des ungemahlenen Fasermaterials andere Materialien wie Füllstoffe, Additive, Prozesshilfsmittel, Pigmente oder Farbstoffe hinzugefügt werden.
- Bezüglich der Art und Menge an Füllstoffen, Additiven, Prozesshilfsmitteln, Pigmenten und Farbstoffen gelten die weiter oben gemachten Angaben.
- In einem weiteren Verfahrensschritt (B) wird zumindest ein Teil der in Schritt (A) bereitgestellten wässrigen Suspension aus überwiegend oder ausschließlich ungemahlenen Langfaserzellstofffasern und optionalen weiteren Komponenten einem Mahlaggregat zugeführt und dort gemahlen. Der Teil des ungemahlenen Fasermaterials, der in dem Mahlaggregat gemahlen wird, soll mindestens 40 Gew.-%, bevorzugt mindestens 50 Gew.-% und besonders bevorzugt mindestens 60 Gew.-% betragen, jeweils bezogen auf die gesamte Menge des ursprünglich ungemahlenen Fasermaterials. Falls ein Teil der Suspension des ungemahlenen Fasermaterials nicht gemahlen wird, kann er in einem späteren Prozessschritt wieder hinzugefügt werden. Es ist aber auch möglich, dass die gesamte in Schritt (A) bereitgestellte Suspension der Mahlung unterzogen wird, und zu einem späteren Zeitpunkt eine andere Suspension , die ungemahlene Langfaserzellstofffasern oder anderes Fasermaterial enthält, zugefügt wird.
- Für das erfindungsgemäße Verfahren ist es wesentlich, dass es sich beim Mahlaggregat um einen Papillon Refiner handelt. Die Erfinder haben gefunden, dass speziell ein solcher Papillon Refiner das Fasermaterial so mahlen kann, dass die gewünschte spezielle Eigenschaftskombination aus Luftdurchlässigkeit, Feinstoffgehalt und Festigkeit des Filterpapiers erreicht werden kann.
- Im Unterschied zu den üblichen Doppelscheibenrefinern oder Kegelrefinern findet in einem Papillon Refiner die Mahlung in einer zylindrischen Geometrie statt. Dadurch wird das Fasermaterial besonders schonend behandelt und weniger Energie für die Mahlung benötigt. Die Erfinder gehen davon aus, dass die besondere Verteilung der Faserlängen und Faserbreiten und insbesondere der Anteil an Feinstoffen speziell mit solchen Refinern erzielt werden können, während dies mit üblicherweise verwendeten Doppelscheibenrefinern oder Kegelrefinern nicht gelang. Papillon Refiner werden von verschiedenen Maschinenherstellern angeboten, beispielsweise von Andritz mit den Modellbezeichnungen CS380, CS450, CC380 und CC450. Die folgenden Angaben gelten beispielhaft für einen Papillon Refiner CS380 von Andritz und können mit dem Wissen des Fachmanns oder durch Versuche einfach auf andere Mahlaggregate übertragen werden.
- Die Einstellungen des Papillon Refiners müssen an die Art und Menge des ungemahlenen Fasermaterials, die Dimensionen des Mahlaggregats und an die Mahlgarnitur angepasst sein. Bewährt hat sich eine Stoffdichte, d.h. ein massenbezogener Anteil des trockenen Fasermaterials in der für die Mahlung verwendeten Suspension, zwischen 1 Gew.-% bis 5 Gew.-%. Die Durchflussrate kann zwischen 300 l·min-1 und 700 l·min-1 liegen. Die spezifische Mahlkantenbelastung kann zwischen 0,3 J·m-1 und 1,0 J·m-1 liegen.
- Bevorzugt wird das Fasermaterial mit einem Energieaufwand von 30 W·h·kg-1 bis 100 W·h·kg-1 gemahlen, bezogen auf die Masse des trockenen, ungemahlenen Fasermaterials. Zur Mahlung des Fasermaterials in einem Papillon Refiner sind auch die Drehzahl und die Leistungszufuhr festzulegen. Im erfindungsgemäßen Verfahren liegt die Drehzahl zwischen 500 min-1 und 2000 min-1 und vorzugsweise zwischen 600 min-1 und 1600 min-1. Die dem Papillon Refiner zugeführte Leistung liegt in bevorzugten Ausführungsbeispielen zwischen 50 kW und 200 kW, vorzugsweise zwischen 60 kW und 150 kW.
- Durch Wahl der Drehzahl und der Leistung kann vor allem die Luftdurchlässigkeit des Filterpapiers eingestellt werden. Generell führen eine hohe Drehzahl oder eine niedrige Leistung zu einer höheren Luftdurchlässigkeit. Umgekehrt führen eine niedrige Drehzahl oder eine hohe Leistung zu einer niedrigen Luftdurchlässigkeit.
- Jener Teil der Suspension des ungemahlenen Fasermaterials, der zuvor abgezweigt und nicht gemahlen wurde, wird dann der Suspension des gemahlenen Fasermaterials wieder hinzugefügt.
- In einem weiteren, optionalen Verfahrensschritt können der wässrigen Suspension des gemahlenen Fasermaterials andere Materialien wie Füllstoffe, Additive, Prozesshilfsmittel, Pigmente oder Farbstoffe hinzugefügt werden. Bezüglich der Art und Menge an Füllstoffen, Additiven, Prozesshilfsmitteln, Pigmenten und Farbstoffen gelten die weiter oben gemachten Angaben.
- Auch das Hinzufügen gemahlenen Fasermaterials aus einem oder mehreren anderen Mahlaggregat(en) ist in diesem Verfahrensschritt möglich, wobei allerdings, sofern es sich nicht um gemahlene Langfaserzellstofffasern handelt, die früher beim ersten Prozessschritt (A) angegebenen Grenzen zu beachten sind.
- Insbesondere können in diesem Schritt auch Feinstoffe, also Fasern mit einer Länge von höchstens 0,2 mm, zur wässrigen Suspension hinzugefügt werden, um damit die Filtrationseffizienz einzustellen. Der Anteil an Feinstoffen in der fertigen wässrigen Suspension beträgt insgesamt zwischen 2% und 10% bezogen auf die Anzahl der Fasern in der wässrigen Suspension, vorzugsweise zwischen 3% und 9% und besonders vorzugsweise zwischen 4% und 8%, jeweils bezogen auf die Anzahl der Fasern in der wässrigen Suspension. Der Begriff "fertige Suspension" bezieht sich auf die Suspension in dem Zustand, in dem sie in einem nachfolgend beschriebenen Schritt (C) einer Papiermaschine zugeführt wird, also nachdem sämtliche Zugaben von weiterem ungemahlenen Langfaserzellstoff, Fasermaterial oder Feinstoffen erfolgt ist.
- In der fertigen wässrigen Fasersuspension ist die Länge und Breite der Fasern von Bedeutung. Die mittlere Länge der Fasern in der fertigen wässrigen Fasersuspension soll vorzugsweise mehr als 1 mm und weniger als 5 mm und besonders vorzugsweise mehr als 2 mm und weniger als 4 mm betragen.
- Die mittlere Breite der Fasern in der fertigen wässrigen Fasersuspension beträgt vorzugsweise zwischen 10 µm und 50 µm, besonders vorzugweise zwischen 20 µm und 40 µm, und ganz besonders vorzugsweise zwischen 25 µm und 35 µm.
- In einem nachfolgenden Verfahrensschritt (C) wird die fertige wässrige Suspension einer Papiermaschine zugeführt und dort nach den im Stand der Technik an sich bekannten Verfahren ein Filterpapier hergestellt. Vorzugsweise ist die Papiermaschine eine Schrägsiebmaschine, weil sich auf diesen Maschinen Papiere mit einer besonders hohen Luftdurchlässigkeit herstellen lassen, deren Filtrationseffizienz für das Filtrieren von Zigarettenrauch gut geeignet ist. Weniger bevorzugte Alternativen sind die Langsieb- oder Rundsiebmaschinen.
- Auf einer für das Verfahren geeigneten Papiermaschine wird die Suspension zunächst in einem Stoffauflauf gesammelt und dann auf ein Sieb gepumpt, sodass ein großer Teil des Wassers durch das Sieb fließt, während das Fasermaterial und andere Komponenten zum überwiegenden Teil auf dem Sieb verbleiben und eine Faserbahn bilden. Danach durchläuft die Faserbahn eine Pressenpartie, in der die Faserbahn durch mechanischen Druck, beispielsweise gegen einen Filz, weiter entwässert wird und weiter eine Trockenpartie, in der die Faserbahn durch Wärme, Mikrowellenstrahlung oder Infrarotstrahlung, vorzugsweise durch Kontakt mit dampfbeheizten Trockenzylindern und ganz besonders bevorzugt durch Heißluft, insbesondere durch eine Prallströmtrocknung oder Durchströmtrocknung, getrocknet wird, bis sie einen Feuchtegehalt von 3 Gew.-% bis 10 Gew.-% bezogen auf die Masse des Filterpapiers besitzt. Die Trocknung durch eine Prallströmtrocknung oder Durchströmtrocknung ist ganz besonders bevorzugt, weil sie dem Filterpapier eine hohe Porosität und eine hohe Dicke verleihen kann. Abschließend wird das Filterpapier aufgerollt und optional in schmälere Rollen mit einer Breite von mindestens 100 mm und höchstens 400 m geschnitten, die danach für die Herstellung von Zigarettenfiltern verwendet werden können.
- Zur Herstellung eines Filterstabs aus dem Filterpapier wird eine Filterpapierbahn mit einer Breite von mindestens 100 mm und höchstens 400 mm, beispielsweise etwa 300 mm üblicherweise geprägt oder gekreppt, fallweise auch unter erhöhter Temperatur oder Feuchtigkeit. Die Kreppung kann in Maschinenrichtung, in Querrichtung oder in beide Richtungen erfolgen, ebenso kann die Kreppung auch diagonal, in beliebiger Richtung, oder in Mustern erfolgen. Das Filterpapier wird danach, wie bei konventionellen Zelluloseacetatfiltern, zu einem endlosen Strang geformt, der von einem Filterhüllpapier umhüllt wird. Aus diesem endlosen Strang werden im Anschluss Filterstäbe geschnitten.
- Als Filterhüllpapier kommt jedes aus dem Stand der Technik bekannte Filterhüllpapier in Frage, insbesondere ein wenig poröses Filterhüllpapier oder ein Filterhüllpapier mit einer Luftdurchlässigkeit gemessen nach ISO 2965:2009 zwischen 1000 cm·min-1·kPa-1 und 30000 cm·min-1·kPa-1.
- Die Erfindung betrifft weiter einen Papierfilter umfassend das erfindungsgemäße Filterpapier.
- Ein erfindungsgemäßer Papierfilter kann dabei als Filterstab mit einer Länge von 60 mm bis 200 mm vorliegen, vorzugsweise mit einer Länge von 80 mm bis 180 mm. Die Länge des Filterstabs beträgt dabei ein ganzzahliges Vielfaches, vorzugsweise ein Vier- bis Sechsfaches, der Länge des Filterstöpsels, der dann als Filter auf der Zigarette dient.
- Der erfindungsgemäße Papierfilter kann daher auch als Filterstöpsel mit einer Länge von 10 mm bis 50 mm, vorzugsweise mit einer Länge von 15 mm bis 30 mm vorliegen.
- Der erfindungsgemäße Papierfilter kann aber auch als Segment eines Zigarettenfilters vorliegen. Dies ist beispielsweise der Fall, wenn der Zigarettenfilter aus einem Segment aus Zelluloseacetat und einem Segment mit Filterpapier besteht oder auch, wenn beispielsweise im Zigarettenfilter ein Hohlraum mit Aktivkohlepartikeln vorgesehen ist, der durch zwei Segmente begrenzt wird, die Filterpapier enthalten können. Der erfindungsgemäße Papierfilter kann daher auch eine Länge von 3 mm bis 10 mm, vorzugsweise von 4 mm bis 8 mm aufweisen.
- Der Papierfilter, also der Filterstab, Filterstöpsel oder das Papierfiltersegment, besitzt einen Durchmesser zwischen 3 mm und 10 mm, vorzugsweise zwischen 4 mm und 9 mm und besonders vorzugsweise zwischen 7 mm und 9 mm. Der Durchmesser richtet sich nach dem Durchmesser der Zigarette, die den Papierfilter enthalten soll. Bei der Messung des Durchmessers eines Papierfilters kann CORESTA Guide No. 10 Berücksichtigung finden.
- Der Zugwiderstand des Papierfilters ist im Wesentlichen abhängig vom Durchmesser, dem Filtermaterial und der Länge des Papierfilters und kann nach ISO 6565:2011 bei einem Volumensstrom von 17.5 cm3·s-1 gemessen werden. Der Zugwiderstand eines Papierfilters wird in Pa angegeben und ist in sehr guter Näherung proportional der Länge des Papierfilters, sofern der Papierfilter über seine Länge näherungsweise homogen ist. Deshalb kann der längenspezifische Zugwiderstand als Druckdifferenz pro mm Länge des Papierfilters ausgedrückt werden, wenn die Angabe unabhängig von der konkreten Länge des Papierfilters sein soll. Der erfindungsgemäße Papierfilter hat einen längenspezifischen Zugwiderstand zwischen 10 Pa·mm-1 und 40 Pa·mm-1, vorzugsweise zwischen 15 Pa·mm-1 und 35 Pa·mm-1.
- Ein wesentliches Merkmal eines Papierfilters ist seine Filtrationseffizienz für die partikuläre Phase des Zigarettenrauchs. Genauer betrachtet man bei der partikulären Phase das nikotinfreie Trockenkondensat (NFDPM; nicotine-free dry particulate matter), das umgangssprachlich als "Teer" bezeichnet wird und dessen Gehalt im Rauch einer Zigarette fallweise auf der Packung in mg pro Zigarette angegeben ist. Die Filtrationseffizienz für NFDPM beschreibt das Massenverhältnis der im Filter zurückgehaltenen partikulären Phase des Rauchs zur gesamten in den Filter strömenden partikulären Phase des Rauchs. Die Filtrationseffizienz wird in % ausgedrückt. Der Filter, umfassend das erfindungsgemäße Filterpapier, hat eine Filtrationseffizienz für NFPDM zwischen 20% und 80%, vorzugsweise zwischen 30% und 70%. Die Filtrationseffizienz des Filters wird in aus dem Stand der Technik bekannter Weise von Durchmesser, Länge und Zugwiderstand des Papierfilters beeinflusst.
- Die Filtrationseffizienz eines Filters wird bestimmt, indem zunächst eine ausreichende Anzahl von Zigaretten, beispielsweise 20 Stück, auf einer Rauchmaschine gemäß ISO 3308:2012 abgeraucht wird und daraus der Gehalt an NFDPM in mg pro Zigarette, bezeichnet mit X, gemäß ISO 4387:2000 bestimmt wird. In einem weiteren Schritt wird der Filter jeder abgerauchten Zigarette abgetrennt und analysiert, wieviel NFDPM im Filter in mg pro Zigarette, bezeichnet mit Y, enthalten ist. Die Filtrationseffizienz F des Filters ist dann das Verhältnis F=Y·(X+Y)-1 und wird in % ausgedrückt.
- Im Fall, dass der Filter aus mehreren Segmenten besteht, beispielsweise aus n Segmenten mit i=1,2,...n, kann für jedes Filtersegment die darin enthaltene Menge an NFDPM, bezeichnet mit Yi in mg pro Zigarette bestimmt werden. Die Nummerierung der Filtersegmente soll dabei in Strömungsrichtung des Rauchs bei normaler Verwendung der Zigarette aufsteigend erfolgen. Das Segment i=1 grenzt also direkt an den Tabakstrang der Zigarette, während das Segment i=n am Mundende der Zigarette liegt. Die Filtrationseffizienz Fk des Segments k kann dann durch die Formel

- Die Erfindung betrifft auch eine Filterzigarette umfassend einen Papierfilter. Der Papierfilter kann der einzige Filter auf der Filterzigarette sein oder kann vorzugsweise ein Segment in einem segmentierten Zigarettenfilter sein. Besonders bevorzugt ist eine Filterzigarette, in der das dem Mundende nächstliegende Filtersegment durch Zelluloseacetat gebildet wird und mindestens ein weiteres dem Tabakstrang näherliegendes Segment das erfindungsgemäße Filterpapier enthält, weil dann das optische Erscheinungsbild des Mundendes dem einer Filterzigarette mit Zelluloseacetatfilter entspricht und damit die Erwartungen des Rauchers erfüllt.
- Die Herstellung einer Filterzigarette umfassend einen erfindungsgemäßen Papierfilter kann nach den aus dem Stand der Technik bekannten Verfahren erfolgen.
-
- Fig. 1
- zeigt eine Tabelle 1, die Fasereigenschaften von 16 verschiedenen Filterpapieren enthält, deren Fasermaterial mit unterschiedlichen Einstellungen eines Papillon Refiners gemahlen wurden.
- Fig. 2
- zeigt eine Tabelle 2, die das Flächengewicht, die Dicke, die Luftdurchlässigkeit, die Zugdehnung und die Bruchdehnung der 16 Papiere der Tabelle von
Fig. 1 enthält. - Fig. 3
- zeigt eine Tabelle 3, die die Filtrationseffizienz, den Zugwiderstand und den spezifischen Zugwiderstand der 16 Papiere der Tabelle von
Fig. 1 enthält. - Fig. 4
- zeigt den Zusammenhang zwischen der Luftdurchlässigkeit der erfindungsgemäßen Filterpapiere und der Filtrationseffizienz für NFDPM der aus den Filterpapieren gefertigten Papierfilter.
- Fig. 5
- zeigt den Zusammenhang zwischen dem Zugwiderstand eines Filters und der Filtrationseffizienz für NFDPM für die erfindungsgemäßen Papierfilter (Kreise), herkömmliche Papierfilter (Quadrate) und herkömmliche Filter aus Zelluloseacetat (Dreiecke).
- Die folgenden Beispiele sollen die Erfindung und deren Vorteile demonstrieren.
- Als Fasermaterial wurden ausschließlich gebleichte, ungemahlene Langfaserzellstofffasern in einem Papillon Refiner bei unterschiedlichen Drehzahlen zwischen 600 min-1 und 1200 min-1 und Leistungen zwischen etwa 60 kW und etwa 140 kW gemahlen. Insgesamt wurden 16 verschiedene Kombinationen aus Leistung und Drehzahl gewählt. Die konkreten Werte sind in Tabelle 1 ("Einstellungen des Papillon Refiner") angegeben, die in
Fig. 1 abgebildet ist. Zu den gemahlenen Langfaserzellstofffasern wurden ungemahlene Langfaserzellstofffasern hinzugefügt, sodass die gesamte Suspension aus Langfaserzellstoffasern etwa 60 Gew.-% gemahlene und etwa 40 Gew.-% ungemahlene Langfaserzellstofffasern enthielt. - Des Weiteren wurden die Eigenschaften der Fasern in der Suspension in Anlehnung an ISO 16065 unter Verwendung eines L&W Fiber Tester Plus - code 912 Plus bestimmt, wobei auch die Feinstoffe, also Fasern mit einer Länge von weniger als 0,2 mm berücksichtigt wurden.
- Die mittlere Faserlänge, die mittlere Faserbreite und der Anteil an Feinstoffen in % bezogen auf die Anzahl der Fasern sind in den entsprechenden Spalten von Tabelle 1 aus
Fig. 1 angegeben. Die mittlere Faserlänge beträgt für die beispielhaften erfindungsgemäßen Filterpapiere etwa zwischen 2 mm und 2,5 mm, die mittlere Faserbreite zwischen 30,5 µm und 31,5 µm, und der Anteil an Feinstoffen zwischen 5% und 8% bezogen auf die Anzahl Fasern im Fasermaterial. - Die Erfinder gehen davon aus, dass sich nur mit einem Papillon Refiner solche konstanten Fasereigenschaften trotz der variablen Luftdurchlässigkeit des Filterpapiers erzielen lassen und dass diese Fasereigenschaften wesentlich zur Filtrationseffizienz der aus diesen Filterpapieren gefertigten Filter beitragen.
- Aus diesen 16 verschieden gemahlenen Langfaserzellstoffen wurden 16 verschiedene Filterpapiere auf einer Schrägsiebmaschine hergestellt. Die Filterpapiere sind mit 1 bis 16 entsprechend der Spalte "No." in den in den
Fig. 1 bis 3 gezeigten Tabellen 1 bis 3 nummeriert, wobei in allen Tabellen eine Nummer jeweils dasselbe Filterpapier bzw. den daraus gefertigten Filter bezeichnet. - Das Flächengewicht nach ISO 536:2012, die Dicke nach ISO 534:2011 und die Luftdurchlässigkeit nach ISO 2965:2009 wurden für jedes Filterpapier bestimmt und sind in den entsprechenden Spalten in Tabelle 2 (
Fig. 2 ) angegeben. Das Flächengewicht liegt zwischen 34,9 g·m-2 und 36,6 g·m-2 und damit in einem sehr engen Bereich, ebenso variiert die Dicke nur zwischen 83 µm und 101 µm. Die Luftdurchlässigkeit der Filterpapiere verändert sich hingegen in Abhängigkeit der Mahlung des Fasermaterials und liegt zwischen 1099 CU und 8364 CU. - Ebenso wurden die Zugfestigkeit und Bruchdehnung nach ISO 1924-2:2008 für das ungekreppte Filterpapier jeweils in Maschinenrichtung (MD; machine direction) und in Querrichtung (CD; cross direction) bestimmt. Auch diese Werte sind in den entsprechenden Spalten von Tabelle 2 (
Fig. 2 ) angegeben. Die Werte für die Zugfestigkeit überschreiten alle das technisch notwendige Minimum, um aus den Filterpapieren Filter herstellen zu können. Ebenso liegen die Bruchdehnungen in einem für die weitere Verarbeitung des Filterpapiers günstigen Bereich. - Aus einer 240 mm breiten Rolle jedes der 16 Filterpapiere wurden Papierfilterstäbe mit einem Umfang von 24,35 mm und einer Länge von 132 mm unter Verwendung eines unporösen Filterhüllpapiers auf einer Laborfiltermaschine hergestellt.
- Der Zugwiderstand jedes Papierfilterstabs wurde nach ISO 6565:2011 bestimmt und ist umgerechnet auf eine Länge von 22 mm und als spezifischer Zugwiderstand in den entsprechenden Spalten der Tabelle 3 (
Fig. 3 ) angegeben. - Jeder Papierfilterstab wurde in sechs gleich lange Papierfilterstöpsel mit je 22 mm Länge geteilt und daraus Zigaretten mit einer Länge von 83 mm, einem Umfang von 24,5 mm, einer Länge des Tabakstrangs von 61 mm und einem Tabakgewicht von 600 mg hergestellt. Der Tabak wurde dabei mit einem konventionellen Zigarettenpapier mit einer Luftdurchlässigkeit von 50 cm·min-1·kPa-1 zu einem Tabakstrang geformt. Der Papierfilter wurden mit einem 27 mm langen Tippingpapier umhüllt, sodass also das Tippingpapier den Tabakstrang 5 mm weit überlappt und damit den Papierfilter mit dem Tabakstrang verbindet.
- Die Tabakmischung und alle geometrischen Daten der Zigaretten waren identisch, sodass sie sich nur bezüglich des Papierfilters unterschieden. Mit Hilfe dieser Zigaretten wurde die Filtrationseffizienz der Papierfilter nach dem weiter oben beschriebenen Verfahren bestimmt.
- Die Filtrationseffizienz für nikotinfreies Trockenkondensat (NFDPM) ist für jeden der 16 Filterstöpsel (22 mm) in Tabelle 3 (
Fig. 3 ) angegeben. Es ergibt sich eine Filtrationseffizienz für NFPDM zwischen 36,2% und 55,2%. Durch Änderung der Länge des Filterstöpsel oder durch die Verwendung einer anderen Rollenbreite bei der Herstellung des Papierfilterstabs können problemlos Filtrationseffizienzen unterhalb oder oberhalb dieses Intervalls erzielt werden, sodass mit dem erfindungsgemäßen Filterpapier ein Intervall an Filtrationseffizienzen abgedeckt werden kann, wie es auch für Filter aus Zelluloseacetat üblich ist. -
Fig. 4 zeigt den Zusammenhang zwischen der Filtrationseffizienz für NFPDM der erfindungsgemäßen Papierfilter und der Luftdurchlässigkeit des Filterpapiers. Man kann erkennen, dass die Luftdurchlässigkeit eine wesentliche Größe ist, um die Filtrationseffizienz in weiten Bereichen einzustellen, weil alle anderen Größen, wie beispielsweise Flächengewicht, Dicke oder Fasereigenschaften annähernd konstant gehalten werden. - Der wesentliche Vorteil der Erfindung lässt sich anhand von
Fig. 5 demonstrieren. Die Figur zeigt den Zusammenhang zwischen dem Zugwiderstand eines Filters und der Filtrationseffizienz für NFPDM für die erfindungsgemäßen Papierfilter (Kreise), herkömmliche Papierfilter (Quadrate) und herkömmliche Filter aus Zelluloseacetat (Dreiecke). Alle Filter hatten eine Länge von 22 mm. - Man kann aus der Figur deutlich einen der Nachteile herkömmlicher Papierfilter erkennen. Möchte man beispielsweise eine Filtrationseffizienz für NFDPM von 45% erreichen, dann hat ein herkömmlicher Papierfilter einen Zugwiderstand von etwa 300 Pa, während ein herkömmlicher Zelluloseacetatfilter einen Zugwiderstand von etwa 600 Pa besitzt. Der Zugwiderstand einer unventilierten Filterzigarette wird im Wesentlichen vom Zugwiderstand des Filters und dem des Tabakstrangs bestimmt. Für eine King-Size Zigarette mit einem Umfang von 24 mm bis 25 mm erwartet der Raucher einen Zugwiderstand von etwa 1000 Pa. Tauscht man also in einem bestehenden Zigarettendesign den herkömmlichen Zellulosacetatfilter mit einem Zugwiderstand von 600 Pa gegen einen herkömmlichen Papierfilter mit 300 Pa, dann fällt der Zugwiderstand der Filterzigarette auf 700 Pa, also um 30%. Dieser Unterschied ist für den Raucher deutlich wahrnehmbar und unerwünscht.
- Mit dem erfindungsgemäßen Filterpapier jedoch lässt sich bei einer Filtrationseffizienz für NFPDM von 45% ein Papierfilter mit einem Zugwiderstand von etwa 400 Pa herstellen, vergleiche Beispiel 6, sodass der Zugwiderstand der Zigaretten nur auf 800 Pa fällt. Damit ist im Vergleich zu einem herkömmlichen Filterpapier ein erheblich geringerer Aufwand nötig, um das Zigarettendesign an den geänderten Zugwiderstand anzupassen.
- Ebenso erreicht man mit einem herkömmlichen Filter aus Zelluloseacetat bei einem Zugwiderstand von 700 Pa eine Filtrationseffizienz für NFPDM von knapp unter 50% während ein herkömmlicher Papierfilter bei diesem Zugwiderstand bereits eine Filtrationseffizienz von etwa 70% besitzt. Mit dem erfindungsgemäßen Filterpapier, beispielsweise jenem aus Beispiel 3, lässt sich ein Papierfilter herstellen, der bei ähnlichem Zugwiderstand eine Filtrationseffizienz von knapp über 50% aufweist und damit näher an einem Filter aus Zelluloseacetat liegt als ein herkömmlicher Papierfilter. Das bedeutet, dass der erfindungsgemäße Papierfilter auch dann Vorteile gegenüber herkömmlichen Papierfiltern bietet, wenn man den Zugwiderstand des Filters konstant halten möchte.
- Insgesamt zeigt
Fig. 5 , dass die erfindungsgemäßen Papierfilter bezüglich Filtrationseffizienz und Zugwiderstand immer zwischen herkömmlichen Papierfiltern und herkömmlichen Zelluloseacetatfiltern liegen, und zusätzlich wird bei höheren Zugwiderständen der Unterschied zwischen den erfindungsgemäßen Papierfiltern und den Filtern aus Zelluloseacetat kleiner. - Mit den erfindungsgemäßen Filterpapieren und Papierfiltern lassen sich also die Vorteile eines Papierfilters besser nutzen und der Wechsel von Zelluloseacetatfiltern auf die erfindungsgemäßen Papierfilter benötigt weniger Anpassungen beim Zigarettendesign als für herkömmliche Papierfilter.
Claims (15)
- Filterpapier zur Herstellung von Filtern für Rauchartikel, insbesondere Filterzigaretten, mit den folgenden Eigenschaften:- das Filterpapier umfasst Fasern, umfassend Zellstofffasern,- mindestens 80 Gew.-%, vorzugsweise mindestens 90 Gew.-%, besonders vorzugsweise mindestens 95 Gew.-% und ganz besonders vorzugsweise 100 Gew.-% des Filterpapiers werden durch Langfaserzellstofffasern gebildet,- von den Fasern hat ein auf die Anzahl der Fasern bezogener Anteil von zwischen 2% und 10%, bevorzugt zwischen 3% und 9% und besonders bevorzugt zwischen 4% und 8% eine Länge von weniger als 0,2 mm,- die Luftdurchlässigkeit des Filterpapiers gemessen nach ISO 2965:2009 beträgt zwischen 1000 cm·min-1·kPa-1 und 9000 cm·min-1·kPa-1,- die auf die Anzahl bezogene mittlere Länge der Fasern im Filterpapier beträgt mehr als 1 mm und weniger als 5 mm, vorzugsweise mehr als 2 mm und weniger als 4 mm, und- die auf die Anzahl bezogene mittlere Breite der Fasern im Filterpapier beträgt zwischen 10 µm und 50 µm, vorzugweise zwischen 20 µm und 40 µm, und besonders vorzugsweise zwischen 25 µm und 35 µm.
- Filterpapier nach Anspruch 1, bei dem die Zellstofffasern gebleicht sind, ungebleicht sind oder eine Mischung aus gebleichten und ungebleichten Zellstofffasern bilden.
- Filterpapier nach Anspruch 1 oder 2, bei dem der Langfaserzellstoff aus Nadelholz, insbesondere Fichte oder Kiefer, oder aus Hanf, Flachs, Sisal, Abacá, Baumwolle, Ramie, Jute, Kenaf, Gampi, Kozu oder Matsumata gewonnen ist.
- Filterpapier nach einem der vorhergehenden Ansprüche, das zu höchstens 10 Gew.-%, vorzugsweise zu höchstens 5 Gew.-% und besonders vorzugsweise zu höchstens 2 Gew.-%, bezogen auf die Masse des Filterpapiers, aus Kurzfaserzellstofffasern besteht, wobei die genannten Kurzfaserzellstofffasern vorzugsweise aus Laubholz, insbesondere Birke, Buche oder Eukalyptus, oder aus Espartogras gewonnen sind.
- Filterpapier nach einem der vorhergehenden Ansprüche, welches zu höchstens 10 Gew.-%, vorzugsweise zu höchstens 5 Gew.-%, besonders vorzugsweise zu höchstens 2 Gew.-% bezogen auf die Masse des Filterpapiers aus Füllstoffen besteht, wobei die genannten Füllstoffe vorzugweise ausgewählt sind aus einer Gruppe bestehend aus Carbonaten, Sulfaten, Silikaten oder Oxiden, insbesondere Calciumcarbonat, Magnesiumoxid, Magnesiumhydroxid, Magnesiumcarbonat, Titandioxid, Talkum, Kaolin oder Aluminiumhydroxid, sowie Gemischen daraus.
- Filterpapier nach einem der vorhergehenden Ansprüche, welches Pigmente oder Farbstoffe, insbesondere Eisenoxid oder eine Mischung aus Eisenoxiden enthält, und/oder
welches ein Leimungsmittel, insbesondere Alkyl Keten Dimer (AKD), Bernsteinsäureanhydrid (ASA), eine hydrophobe Substanz, insbesondere eine oder mehrere Fettsäuren oder einen oder mehrere Fettalkohole, Stärke, oder Nassfestmittel enthält. - Filterpapier nach einem der vorhergehenden Ansprüche, dessen Zugfestigkeit in Maschinenrichtung mindestens 7 N/15 mm, bevorzugt mindestens 8 N/15 mm und besonders bevorzugt mindestens 9 N/15 mm und/oder höchstens 50 N/15 mm, vorzugsweise höchstens 45 N/15 mm und besonders vorzugsweise höchstens 40 N/15 mm beträgt, und/oder
dessen Zugfestigkeit in Querrichtung mindestens 4 N/15 mm, vorzugsweise mindestens 5 N/15 mm beträgt und/oder höchstens 9 N/15 mm, vorzugsweise höchstens 8 N/15 mm beträgt. - Filterpapier nach einem der vorhergehenden Ansprüche, dessen Bruchdehnung in Maschinenrichtung mindestens 1%, vorzugsweise mindestens 1,2% und/oder höchstens 2%, vorzugsweise höchstens 1,8% beträgt, und/oderdessen Bruchdehnung in Querrichtung mindestens 4%, vorzugsweise mindestens 4,5% und/oder höchstens 6%, vorzugsweise höchstens 5,5% beträgt, oderwelches in Maschinenrichtung und/oder in Querrichtung gekreppt ist, und dessen Bruchdehnung in der Richtung oder den Richtungen, in denen das Filterpapier gekreppt ist, höchstens 25%, vorzugsweise höchstens 15% und besonders vorzugsweise höchstens 10% beträgt.
- Filterpapier nach einem der vorhergehenden Ansprüche, dessen Flächengewicht zwischen 10 und 80 g·m-2, vorzugsweise zwischen 20 und 60 g·m-2 und ganz besonders bevorzugt von 30 bis 40 g·m-2 beträgt, und/oder
dessen Dicke zwischen 60 µm und 160 µm, vorzugsweise zwischen 80 µm und 120 µm beträgt. - Verfahren zur Herstellung eines Filterpapiers zur Herstellung von Filtern für Rauchartikel, insbesondere Filter-Zigaretten, umfassend die folgenden Schritte:(A) Bereitstellen einer wässrigen Suspension aus ungemahlenem Fasermaterial, wobei das ungemahlene Fasermaterial ungemahlene Langfaserzellstofffasern umfasst und der Anteil ungemahlener Langfaserzellstofffasern mindestens 80 Gew.-%, vorzugsweise mindestens 90 Gew.-%, besonders vorzugsweise mindestens 95 Gew.-% und ganz besonders vorzugsweise 100 Gew.-% des ungemahlenen Fasermaterials beträgt, und die wässrige Suspension zwischen 1 Gew.-% und 5 Gew.-% ungemahlenes Fasermaterial enthält,(B) Mahlen des Fasermaterials in der wässrigen Suspension aus Schritt (A), oder des Fasermaterials aus einem abgezweigten Teil der wässrigen Suspension aus Schritt (A), in einem Papillon Refiner mit einer Mahlenergie zwischen 30 W·h·kg-1 und 100 W·h·kg-1 bezogen auf die Masse des ungemahlenen Fasermaterials und einer spezifischen Mahlkantenbelastung von zwischen 0,3 J·m-1 und 1,0 J·m-1 und,(C) Zuführen der Suspension aus Schritt (B) zu einer Papiermaschine, vorzugsweise einer Schrägsiebmaschine, und Bildung eines Filterpapiers in der Papiermaschine,wobei die auf die Anzahl bezogene mittlere Länge der Fasern in der in Schritt (C) zugeführten Suspension mehr als 1 mm und weniger als 5 mm, vorzugsweise mehr als 2 mm und weniger als 4 mm beträgt, undwobei die auf die Anzahl bezogene mittlere Breite der Fasern in der in Schritt (C) zugeführten Suspension zwischen 10 µm und 50 µm, vorzugweise zwischen 20 µm und 40 µm, und besonders vorzugsweise zwischen 25 µm und 35 µm beträgt.
- Verfahren nach Anspruch 10, bei dem zwischen Schritt (B) und (C) der Suspension, die in Schritt (B) einer Mahlung unterzogen wurde, eine weitere Suspension zugeführt wird, die ungemahlene Langfaserzellstofffasern enthält, sodass in der Mischung beider Suspensionen mindestens 40 Gew.-%, bevorzugt mindestens 50 Gew.-% und besonders bevorzugt mindestens 60 Gew.-% der Langfaserzellstofffasern gemahlen sind, wobei die genannte weitere Suspension vorzugsweise durch einen abgezweigten Teil der in Schritt (A) bereitgestellten Suspension gebildet ist, und/oderbei dem der Schritt (B) des Mahlens des Fasermaterials so durchgeführt wird, und gegebenenfalls zwischen Schritt (B) und (C) Fasern mit einer Länge von höchstens 0,2 mm beigefügt werden, dass in der in Schritt (C) zugeführten Suspension ein auf die Anzahl der Fasern bezogener Anteil von zwischen 2% und 10%, bevorzugt zwischen 3% und 9% und besonders bevorzugt zwischen 4% und 8% eine Länge von weniger als 0,2 mm hat, und/oderdas ferner einen Schritt (D) des Kreppens des Filterpapiers in Maschinenrichtung und/oder in Querrichtung umfasst.
- Verfahren nach einem der Ansprüche 10 oder 11 zur Herstellung eines Filterpapiers nach einem der Ansprüche 1 bis 9.
- Zigarettenfilter, der zumindest teilweise aus einem Filterpapier nach einem der Ansprüche 1 bis 9 hergestellt ist.
- Zigarettenfilter nach Anspruch 13, der in einer der folgenden Formen vorliegt:- als Filterstab mit einer Länge von 60 mm bis 200 mm, vorzugsweise einer Länge von 80 mm bis 180 mm, aus dem Filterstöpsel oder Filterstöpselsegmente gefertigt werden können,- als Filterstöpsel mit einer Länge von 10 mm bis 50 mm, vorzugsweise 15 mm bis 30 mm, oder- als Filterstöpselsegment mit einer Länge von 3 mm bis 10 mm, vorzugsweise von 4 mm bis 8 mm, und/odermit einem Durchmesser von 3 mm bis 10 mm, vorzugsweise 4 mm bis 9 mm und besonders vorzugsweise 7 mm bis 9 mm, und/odermit einem spezifischen Zugwiderstand von 10 Pa·mm-1 bis 40 Pa·mm-1, vorzugsweise von 15 Pa·mm-1 bis 35 Pa mm-1.
- Filterzigarette, umfassend einen Tabakstrang und einen Zigarettenfilter nach einem der Ansprüche 13 oder 14, wobei der Zigarettenfilter durch einen Filterstöpsel nach Anspruch 14 gebildet wird, oder ein Filterstöpselsegment nach Anspruch 14 enthält, wobeider Zigarettenfilter vorzugsweise eine Filtrationseffizienz für NFDPM von 20% bis 80 %, vorzugsweise von 30 % bis 70 % aufweist, und/oderwobei der Zigarettenfilter ein segmentierter Zigarettenfilter ist, der ein Filterstöpselsegment nach Anspruch 14 und ein Filterstöpselsegment aus Zelluloseacetat umfasst, wobei das Filterstöpselsegment aus Zelluloseacetat am Mundende der Zigarette liegt.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL17701315.8T PL3433427T5 (pl) | 2016-03-21 | 2017-01-24 | Ulepszona bibuła filtracyjna do filtrów papierosowych |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102016105235.3A DE102016105235B4 (de) | 2016-03-21 | 2016-03-21 | Verbessertes Filterpapier für Zigarettenfilter, dessen Herstellung und Filterzigarette |
| PCT/EP2017/051368 WO2017162347A1 (de) | 2016-03-21 | 2017-01-24 | Verbessertes filterpapier für zigarettenfilter |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP3433427A1 EP3433427A1 (de) | 2019-01-30 |
| EP3433427B1 EP3433427B1 (de) | 2020-09-09 |
| EP3433427B2 true EP3433427B2 (de) | 2025-06-25 |
Family
ID=57882080
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP17701315.8A Active EP3433427B2 (de) | 2016-03-21 | 2017-01-24 | Verbessertes filterpapier für zigarettenfilter |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US11083217B2 (de) |
| EP (1) | EP3433427B2 (de) |
| CN (1) | CN108779609B (de) |
| BR (1) | BR112018068607A2 (de) |
| DE (1) | DE102016105235B4 (de) |
| ES (1) | ES2836530T5 (de) |
| PH (1) | PH12018501973A1 (de) |
| PL (1) | PL3433427T5 (de) |
| WO (1) | WO2017162347A1 (de) |
Families Citing this family (46)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA3086981C (en) * | 2017-12-26 | 2022-11-29 | Japan Tobacco Inc. | Filtered smoking article |
| DE102018107944B3 (de) | 2018-04-04 | 2019-06-19 | Delfortgroup Ag | Verbessertes filterpapier, herstellungsverfahren und daraus gefertigter beutel |
| US11332885B2 (en) | 2018-08-23 | 2022-05-17 | Eastman Chemical Company | Water removal between wire and wet press of a paper mill process |
| US11414818B2 (en) | 2018-08-23 | 2022-08-16 | Eastman Chemical Company | Dewatering in paper making process |
| US11414791B2 (en) | 2018-08-23 | 2022-08-16 | Eastman Chemical Company | Recycled deinked sheet articles |
| US11421387B2 (en) | 2018-08-23 | 2022-08-23 | Eastman Chemical Company | Tissue product comprising cellulose acetate |
| US11306433B2 (en) * | 2018-08-23 | 2022-04-19 | Eastman Chemical Company | Composition of matter effluent from refiner of a wet laid process |
| US11332888B2 (en) | 2018-08-23 | 2022-05-17 | Eastman Chemical Company | Paper composition cellulose and cellulose ester for improved texturing |
| US11230811B2 (en) | 2018-08-23 | 2022-01-25 | Eastman Chemical Company | Recycle bale comprising cellulose ester |
| US11339537B2 (en) | 2018-08-23 | 2022-05-24 | Eastman Chemical Company | Paper bag |
| US11512433B2 (en) | 2018-08-23 | 2022-11-29 | Eastman Chemical Company | Composition of matter feed to a head box |
| US11299854B2 (en) | 2018-08-23 | 2022-04-12 | Eastman Chemical Company | Paper product articles |
| US11408128B2 (en) | 2018-08-23 | 2022-08-09 | Eastman Chemical Company | Sheet with high sizing acceptance |
| US11492755B2 (en) | 2018-08-23 | 2022-11-08 | Eastman Chemical Company | Waste recycle composition |
| US11420784B2 (en) | 2018-08-23 | 2022-08-23 | Eastman Chemical Company | Food packaging articles |
| US11525215B2 (en) | 2018-08-23 | 2022-12-13 | Eastman Chemical Company | Cellulose and cellulose ester film |
| US11492757B2 (en) | 2018-08-23 | 2022-11-08 | Eastman Chemical Company | Composition of matter in a post-refiner blend zone |
| US11639579B2 (en) | 2018-08-23 | 2023-05-02 | Eastman Chemical Company | Recycle pulp comprising cellulose acetate |
| US11401660B2 (en) | 2018-08-23 | 2022-08-02 | Eastman Chemical Company | Broke composition of matter |
| US11519132B2 (en) | 2018-08-23 | 2022-12-06 | Eastman Chemical Company | Composition of matter in stock preparation zone of wet laid process |
| US11401659B2 (en) | 2018-08-23 | 2022-08-02 | Eastman Chemical Company | Process to produce a paper article comprising cellulose fibers and a staple fiber |
| US11390996B2 (en) | 2018-08-23 | 2022-07-19 | Eastman Chemical Company | Elongated tubular articles from wet-laid webs |
| US11421385B2 (en) | 2018-08-23 | 2022-08-23 | Eastman Chemical Company | Soft wipe comprising cellulose acetate |
| US11441267B2 (en) | 2018-08-23 | 2022-09-13 | Eastman Chemical Company | Refining to a desirable freeness |
| US11390991B2 (en) | 2018-08-23 | 2022-07-19 | Eastman Chemical Company | Addition of cellulose esters to a paper mill without substantial modifications |
| US11466408B2 (en) | 2018-08-23 | 2022-10-11 | Eastman Chemical Company | Highly absorbent articles |
| US11479919B2 (en) | 2018-08-23 | 2022-10-25 | Eastman Chemical Company | Molded articles from a fiber slurry |
| US11313081B2 (en) | 2018-08-23 | 2022-04-26 | Eastman Chemical Company | Beverage filtration article |
| US11492756B2 (en) | 2018-08-23 | 2022-11-08 | Eastman Chemical Company | Paper press process with high hydrolic pressure |
| US11286619B2 (en) | 2018-08-23 | 2022-03-29 | Eastman Chemical Company | Bale of virgin cellulose and cellulose ester |
| CN109588769B (zh) * | 2018-12-26 | 2021-05-14 | 湖南中烟工业有限责任公司 | 一种降温嘴棒及卷烟 |
| DE102019100112B4 (de) * | 2019-01-04 | 2020-09-10 | Delfortgroup Ag | Biologisch abbaubares Segment eines Rauchartikels |
| BR112021022122A2 (pt) * | 2019-06-10 | 2022-01-04 | Philip Morris Products Sa | Invólucro estável para artigo gerador de aerossol |
| JP7701277B2 (ja) | 2019-06-10 | 2025-07-01 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | エアロゾル発生物品用の安定したラッパー |
| EP3861159B1 (de) * | 2019-12-13 | 2022-05-25 | delfortgroup AG | Wasserstrahlverfestigtes filtermaterial für rauchartikel |
| PT3839138T (pt) * | 2019-12-20 | 2022-12-06 | Mondi Ag | Papel de extração a quente |
| DE102020131672A1 (de) * | 2020-07-01 | 2022-01-05 | Delfortgroup Ag | Hitzebeständiges umhüllungspapier für aerosolerzeugende artikel |
| DK4314406T3 (da) * | 2021-03-31 | 2025-05-05 | Glatfelter Gernsbach Gmbh | Filtermateriale til fødevareemballage |
| DE102021115450A1 (de) * | 2021-06-15 | 2022-12-15 | Delfortgroup Ag | Filtermaterial für rauchartikel mit verbessertem dehnungsverhalten |
| DE102021115456A1 (de) * | 2021-06-15 | 2022-12-15 | Delfortgroup Ag | Filtermaterial für segmente für rauchartikel mit reduzierter kriechneigung |
| KR102623333B1 (ko) * | 2021-06-21 | 2024-01-10 | 주식회사 케이티앤지 | 에어로졸 발생 물품 및 이와 함께 사용되는 에어로졸 발생 장치 |
| GB202118180D0 (en) * | 2021-12-15 | 2022-01-26 | Nicoventures Trading Ltd | A component for an article for use in or as an aerosol provision system |
| ES2958821B2 (es) | 2022-07-19 | 2025-12-01 | Miquel Y Costas & Miquel Sa | Papel para filtro de cigarrillos y filtro que lo comprende |
| CN115094674A (zh) * | 2022-07-20 | 2022-09-23 | 胡菊生 | 一种双层结构液体过滤用滤纸及其制备方法 |
| ES3015074A1 (es) * | 2023-10-26 | 2025-04-29 | Miquel Y Costas & Miquel Sa | Filtro para articulos de fumar y papel filtrante que lo conforma constituido por fibras de plantas |
| CN119663680A (zh) * | 2024-12-18 | 2025-03-21 | 湖北中烟工业有限责任公司 | 一种全植物纤维纸质滤棒滤芯原纸及其制备方法和纸质滤嘴棒 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2075328B (en) | 1980-04-21 | 1984-05-02 | Filtrona Ltd | Tobacco-smoke filter |
| DE3624661A1 (de) | 1986-07-22 | 1988-02-04 | Rhodia Ag | Ventilierte zigarette |
| EP0536407B1 (de) | 1991-03-11 | 1997-02-12 | Japan Tobacco Inc. | Ventilierte Filterzigarette |
| JP3420359B2 (ja) | 1994-10-21 | 2003-06-23 | ダイセル化学工業株式会社 | たばこ煙用フィルター素材、繊維状セルロースエステル及びその製造方法 |
| JP2883298B2 (ja) | 1995-08-09 | 1999-04-19 | 三島製紙株式会社 | たばこ用水分散性シート並びにこれを用いたたばこ |
| US6103294A (en) | 1997-02-28 | 2000-08-15 | Preservation Products, Inc. | Preservative for digestible food and beverage products |
| DE19753195A1 (de) * | 1997-11-21 | 1999-05-27 | Reemtsma H F & Ph | Biologisch abbaubarer Filter für Cigaretten |
| AU3630599A (en) * | 1998-05-12 | 1999-11-29 | Japan Tobacco Inc. | Cigarette filter roll paper, cigarette filter, and filter cigarette |
| JP3779945B2 (ja) | 2002-08-08 | 2006-05-31 | ダイセル化学工業株式会社 | たばこ煙用フィルター素材、繊維状セルロースエステル短繊維及びその製造方法 |
| WO2009031246A1 (ja) | 2007-09-05 | 2009-03-12 | Daicel Chemical Industries, Ltd. | たばこフィルター用素材及びたばこフィルター |
| GB0910373D0 (en) | 2009-06-16 | 2009-07-29 | Filtrona Int Ltd | Tabacco smoke filter |
| US9149070B2 (en) | 2011-07-14 | 2015-10-06 | R.J. Reynolds Tobacco Company | Segmented cigarette filter for selective smoke filtration |
| PL2551407T3 (pl) | 2011-07-28 | 2013-11-29 | Delfortgroup Ag | Olejoodporny papier owijkowy do filtrów |
| UA115062C2 (uk) * | 2012-07-13 | 2017-09-11 | Філіп Морріс Продактс С.А. | Здатний до розкладання фільтр для курильних виробів |
| DE102012106801A1 (de) | 2012-07-26 | 2014-01-30 | Delfortgroup Ag | In Wasser rasch zerfallendes Filterpapier |
| WO2014207704A2 (en) | 2013-06-26 | 2014-12-31 | Pan Jiayi | Filter media |
| US12029236B2 (en) | 2013-09-05 | 2024-07-09 | SWM Holdings US, LLC | Coated plug wrap for a smoking article |
| CA2949484C (en) | 2014-05-23 | 2022-05-31 | Greenbutts Llc | Biodegradable cigarette filter tow and method of manufacture |
-
2016
- 2016-03-21 DE DE102016105235.3A patent/DE102016105235B4/de active Active
-
2017
- 2017-01-24 US US16/087,172 patent/US11083217B2/en active Active
- 2017-01-24 WO PCT/EP2017/051368 patent/WO2017162347A1/de not_active Ceased
- 2017-01-24 PL PL17701315.8T patent/PL3433427T5/pl unknown
- 2017-01-24 CN CN201780018157.9A patent/CN108779609B/zh active Active
- 2017-01-24 EP EP17701315.8A patent/EP3433427B2/de active Active
- 2017-01-24 BR BR112018068607A patent/BR112018068607A2/pt not_active Application Discontinuation
- 2017-01-24 ES ES17701315T patent/ES2836530T5/es active Active
-
2018
- 2018-09-13 PH PH12018501973A patent/PH12018501973A1/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| PL3433427T5 (pl) | 2025-11-03 |
| EP3433427B1 (de) | 2020-09-09 |
| ES2836530T5 (en) | 2025-11-18 |
| US11083217B2 (en) | 2021-08-10 |
| CN108779609A (zh) | 2018-11-09 |
| US20190059443A1 (en) | 2019-02-28 |
| WO2017162347A1 (de) | 2017-09-28 |
| CN108779609B (zh) | 2021-11-16 |
| DE102016105235A1 (de) | 2017-09-21 |
| ES2836530T3 (es) | 2021-06-25 |
| DE102016105235B4 (de) | 2019-02-14 |
| PH12018501973A1 (en) | 2019-06-17 |
| BR112018068607A2 (pt) | 2019-02-05 |
| EP3433427A1 (de) | 2019-01-30 |
| PL3433427T3 (pl) | 2021-03-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3433427B2 (de) | Verbessertes filterpapier für zigarettenfilter | |
| EP3283686B2 (de) | Zigarettenpapier mit hohem kurzfaseranteil | |
| EP3861159B1 (de) | Wasserstrahlverfestigtes filtermaterial für rauchartikel | |
| EP2761085B1 (de) | In wasser rasch zerfallendes filterpapier | |
| EP3237679B1 (de) | Umweltfreundliches verpackungspapier für lebensmittel | |
| DE69414938T2 (de) | Tabakrauchfiltermaterials und Verfahren zu dessen Herstellung | |
| EP2804497B1 (de) | Mit tabakpartikeln gefülltes papier | |
| DE102012106154B4 (de) | Zigarettenpapier mit verbesserter Luftdurchlässigkeit, Zigarette und Verfahren zum Herstellen eines Zigarettenpapiers | |
| EP3568523B1 (de) | Verbessertes filterpapier | |
| DE102015107829B4 (de) | Umhüllungspapier, Verfahren zu dessen Herstellung und Zigarette mit einem Umhüllungspapier | |
| DE102021115456A1 (de) | Filtermaterial für segmente für rauchartikel mit reduzierter kriechneigung | |
| WO2015028276A1 (de) | Effizient herstellbares zigarettenpapier für selbstverlöschende zigaretten | |
| AT524998B1 (de) | Bedruckbares, mehrlagiges Papier für Verpackungen und Verfahren zu dessen Herstellung | |
| EP4124200A1 (de) | Filtermaterial für rauchartikel mit verbessertem dehnungsverhalten | |
| EP3839138B1 (de) | Wasserdampfdurchlässiges und heisswasserbeständiges papier | |
| DE102022102066B4 (de) | Segment für rauchartikel mit kalandrierter faserbahn | |
| DE102009036551A1 (de) | Faserstoffhaltiges Material auf Cellulosebasis |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: UNKNOWN |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20180724 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20191031 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20200616 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R108 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1311715 Country of ref document: AT Kind code of ref document: T Effective date: 20200915 Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: RO Ref legal event code: EPE |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200909 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200909 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200909 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201209 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201209 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200909 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20200909 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200909 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200909 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200909 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210111 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200909 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200909 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200909 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210109 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2836530 Country of ref document: ES Kind code of ref document: T3 Effective date: 20210625 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200909 |
|
| 26 | Opposition filed |
Opponent name: MIQUEL Y COSTAS & MIQUEL S.A. Effective date: 20210609 Opponent name: SCHWEITZER-MAUDUIT INTERNATIONAL INC. Effective date: 20210608 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200909 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200909 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200909 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210124 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20210131 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210131 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210124 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210131 |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| APAW | Appeal reference deleted |
Free format text: ORIGINAL CODE: EPIDOSDREFNO |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230313 |
|
| APBQ | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3O |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200923 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200909 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20170124 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200909 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200909 |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: RO Payment date: 20250114 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20250210 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GR Payment date: 20250121 Year of fee payment: 9 Ref country code: AT Payment date: 20250120 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20250127 Year of fee payment: 9 Ref country code: PL Payment date: 20250107 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20250121 Year of fee payment: 9 Ref country code: IT Payment date: 20250122 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20250114 Year of fee payment: 9 |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 20250625 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AL AT BE BG CH CY CZ DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: DC2A Ref document number: 2836530 Country of ref document: ES Kind code of ref document: T5 Effective date: 20251118 |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: EP Ref document number: 20250401770 Country of ref document: GR Effective date: 20251210 |