EP3397579B1 - Winding core for webs and rolls on same - Google Patents
Winding core for webs and rolls on same Download PDFInfo
- Publication number
- EP3397579B1 EP3397579B1 EP16882550.3A EP16882550A EP3397579B1 EP 3397579 B1 EP3397579 B1 EP 3397579B1 EP 16882550 A EP16882550 A EP 16882550A EP 3397579 B1 EP3397579 B1 EP 3397579B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- polymeric
- core
- web
- ribbons
- ribbon
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H75/00—Storing webs, tapes, or filamentary material, e.g. on reels
- B65H75/02—Cores, formers, supports, or holders for coiled, wound, or folded material, e.g. reels, spindles, bobbins, cop tubes, cans, mandrels or chucks
- B65H75/18—Constructional details
- B65H75/28—Arrangements for positively securing ends of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H75/00—Storing webs, tapes, or filamentary material, e.g. on reels
- B65H75/02—Cores, formers, supports, or holders for coiled, wound, or folded material, e.g. reels, spindles, bobbins, cop tubes, cans, mandrels or chucks
- B65H75/04—Kinds or types
- B65H75/08—Kinds or types of circular or polygonal cross-section
- B65H75/10—Kinds or types of circular or polygonal cross-section without flanges, e.g. cop tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/17—Nature of material
- B65H2701/175—Plastic
- B65H2701/1752—Polymer film
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/50—Storage means for webs, tapes, or filamentary material
- B65H2701/51—Cores or reels characterised by the material
- B65H2701/514—Elastic elements
Definitions
- the present invention relates to a winding core for use with impressionable web material (e.g., optical films) and rolls of such web materials on such cores.
- impressionable web material e.g., optical films
- web is used here to describe thin materials which are manufactured or processed in continuous, flexible strip form.
- Polymeric films such as optical films, often in web form, are commonly wound onto cores (sometimes called “winding cores") to form rolls of material during manufacturing, handling, transporting, and use.
- cores sometimes called “winding cores”
- a cut transfer process is used to begin winding the web onto the core.
- the starting end of the web is adhered to a core using a strip of adhesive tape (e.g., single or double-sided), or other means to secure the starting end to the core. Because of this attachment scheme, the leading edge of the web is over-lapped by subsequent layers of wound web, causing an effective disparity of the core surface on over which subsequent layers of the web are wound and which can increase the stress in adjacent web layers.
- defects in the core surface such as raised bumps and ridges can also present disparities which lead to impressions in the wound web.
- This disparity can propagate impressions from a few up to several adjacent layers of the web, causing defects that are often referred to as core impressions.
- the core impressions can be a surface defect, such as impressions or scratches, and also can be undesired disruptions within the web (e.g., local desensitization of light sensitive layer(s) in the case of photographic film, impairment of optical performance of optical films).
- These core impressions can be observed on many of the initial layers of wound web material on each roll, and are often the entire portion of the web within these wraps is considered to be wasted product. Losses due to impression damage to the wound web can typically range from a 2 to 10 percent, and particularly in the case of highly sensitive or impressionable materials sometimes much higher.
- Fig. 1A shows a cross-sectional schematic of an illustrative embodiment of prior art film roll core 100.
- prior art film roll core 100 includes cylindrical tube 110 having inside surface 112, outside surface 114 and center of rotation 115. Inside surface 112 is typically mounted on the mandrel of a film winding apparatus (not shown).
- Starting end (also sometimes referred to as leading end) 122 of web 120 is disposed on outside surface 114 of cylindrical tube 110, and web 120 is wound around cylindrical tube 110.
- a region of increased stress 130 within film 120 is generated by the tension "T" applied to web 120 as first wrap overlap 124 of web 120 overlays starting end 122.
- the region of increased stress 130 can result in a visible deformation in the web.
- First wrap overlap 124 generally follows the contour of the surface over which it is wrapped, and starting end 122 generates a step-change in outside surface 114 of the cylindrical tube, corresponding to the thickness "t" of the polymeric film.
- Subsequent second wrap overlap 126 overlays first wrap overlap 124 and starting end 122, again resulting in a visible deformation in web 120 in the region of increased stress 130.
- subsequent wrap overlaps may exhibit similar, though typically progressively decreasing, amounts of undesired core impression damage.
- Fig. 1B shows a cross-sectional view of another embodiment of prior art film roll core 101.
- prior art film roll core 101 includes cylindrical tube 110 having inside surface 112, outside surface 114 and center of rotation 115. Inside surface 112 is typically mounted on the mandrel of a film winding apparatus (not shown). Starting end 122 of web 120 is disposed on outside surface 114 of cylindrical tube 110, and web 120 is wound around cylindrical tube 110. Starting end 122 of web 120 can be attached to the core using adhesive tape 123 on outside surface 114 of the core. Alternatively (not shown), adhesive may be used under leading edge 122 to secure web 120 to outside surface 114.
- a region of increased stress 130 is generated by the tension "T" applied to web 120 as first wrap overlap 124 of web 120 overlays starting end 122 and adhesive tape 123.
- the region of increased stress 130 can result in a visible deformation in the web.
- First wrap overlap 124 generally follows the contour of the surface over which it is wrapped, and starting end 122 generates a step-change in outside surface 114 of the cylindrical tube, corresponding to the thickness "t" of the polymeric film, as well as a second step-change in the outer surface corresponding to the thickness of adhesive tape 123.
- Subsequent second wrap overlap 126 overlays first wrap overlap 124, starting end 122, and adhesive tape 123, again resulting in a visible deformation in web 120 in the region of increased stress 130.
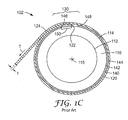
- FIG. 1C shows a cross-sectional schematic of another illustrative embodiment of a prior art film roll core 102, such as is disclosed in US Patent Appln. Publn. No. 2013/0248643 (Newhouse et al. ).
- Open gap film roll core 102 includes cylindrical tube 110 having inside surface 112, outside surface 114 and center of rotation 115. Inside surface 112 is typically mounted on the mandrel of a film winding apparatus (not shown).
- Compliant layer 140 is disposed on outside surface 114 of cylindrical tube 110, such that gap 150 remains between first edge 146 and second edge 148 of compliant layer 140.
- Compliant layer 140 can be attached to outside surface 114 by an adhesive layer (not shown) between outside surface 114 of cylindrical tube 210 and inner compliant surface 142 of compliant layer 140.
- a second adhesive layer (not shown) can be disposed on outside compliant surface 144 of compliant layer 140 (e.g., from a portion proximate to first edge 146 up to and including the entire outside compliant surface 144).
- gap 150 is used to accommodate the starting end of the web to be wound on the film core such that subsequently wound layers of the web of film suffer reduced impressions in areas corresponding to location of the leading edge. When starting wind up of a web on a roll it can be difficult to land the leading edge at the open gap of the compliant layer.
- US 2015/274483 A1 generally relates to a looped pile film roll core comprising a cylindrical tube used for winding a polymeric film, a method of winding film on the looped pile film roll core, and a roll of film that includes the looped pile film roll core.
- the US document describes an article and a process to reduce the core impressions created by the starting end of a web on the adjacent web layers next to the core. This reduction is due to a resilient looped pile fabric which covers the core.
- Core covers of the invention are made from a netting structure which offers several advantages.
- the netting structure has a porous character which enables air bleed during winding of web material covered core, even as the core cover undergoes attendant winding compression, thereby prevent impressions from trapped air.
- the netting structure is constructed so as to be capable of compression under winding compression and with selected modulus of the netting material such that winding stress at the overlap of the wind over the leading edge of web may be achieved without the use of an open gap in the core cover.
- the caliper or thickness of the netting structure enables dissipation of winding stress without creation of additional windup issues such as "starring" from overall reduction in diameter, and the overall surface area of the netting face and the tackiness of the netting material enables the leading edge of the cut transfer to successfully catch and wrap onto the core.
- the invention also provides rolls of web material wound into roll form on winding cores comprising such core covers.
- a winding core of the invention comprises: (a) a cylindrical tube having an outer surface and a longitudinal axis; and (b) a core covering comprising a polymeric netting having opposing interior and exterior sides disposed on the outer surface of the cylindrical tube, wherein the polymeric netting comprises an array of a plurality of polymeric ribbons and a plurality of polymeric strands arranged in sheet form with each polymeric ribbon bonded to one or two adjacent polymeric strands and each polymeric strand bonded to one or two adjacent ribbons, wherein:
- a wound roll of the invention comprises: (a) a film winding core as described herein; and (b) a web of film wound around the film winding core.
- Reference Number Feature 40 Core covering 41 Winding core 42 Ribbon 42 Center Ribbon z-axis center point 43 Opening 44 Strand 44 Center Strand z-axis center point 46 Core covering inner surface 48 Core covering outer surface 50 Core covering seam 52 Central segment 54 Outer segment 56 Inner segment 100, 101, 102 Prior art winding core 110 Tube 112 Core inside surface 114 Core outside surface 115 Core center of rotation 120 Web 122 Starting end 123 Adhesive tape 124 First wrap overlap 126 Second wrap overlap 130 Impression stress region 140 Compliant layer 142 Compliant layer inner surface 144 Compliant layer outer surface 146 Compliant layer first edge 148 Compliant layer second edge 150 Gap T Winding tension t Web (film) thickness
- polymer will be understood to include polymers, copolymers (e.g., polymers formed using two or more different monomers), oligomers and combinations thereof, as well as polymers, oligomers, or copolymers that can be formed in a miscible blend by, for example, coextrusion or reaction, including transesterification. Both block and random copolymers are included, unless indicated otherwise.
- netting is used to describe the constructions herein since there are spaces between the ribbons and strands, for example, between the regions where they are bonded together. Such spaces provide openings in the netting.
- elastic refers to any material (such as a film that is 0.002 millimeter to 0.5 millimeter thick) that exhibits recovery from stretching or deformation.
- a material may be considered to be elastic if, upon application of a stretching force, it can be stretched to a length that is at least about 25 (in some embodiments, 50) percent greater than its initial length and can recover at least 40 percent of its elongation upon release of the stretching force.
- Elongation expressed in terms of percent refers to ⁇ (the extended length minus the initial length) divided by the initial length ⁇ multiplied by 100.
- impressionable refers to the characteristic of a film developing a long lasting (i.e., lasting a day or more) or even permanent deformation when subjected to pressure in a wound roll configuration (e.g., such as being compressed over a discontinuity such as the leading edge of the web) comprised or configured in certain manner.
- first and second are used in this disclosure. It will be understood that, unless otherwise noted, those terms are used in their relative sense only. In particular, in some embodiments certain components may be present in interchangeable and/or identical multiples (e.g., pairs). For these components, the designation of “first” and “second” may be applied to the components merely as a matter of convenience in the description of one or more of the embodiments. However, when first and second edges are described, it should be understood that the first edges for a portion of polymeric ribbons are each in the same orientation. For example, when looking at a polymeric netting, the first edges may be all those defining the upper surface of the polymeric netting, and the second edges may be all those defining the lower surface of the polymeric netting, or vice versa.
- Abbreviations used herein include: “cm” for centimeter(s), “hr” for hour(s), “kg” for kilogram(s), “lb-f' for pound(s) force, “m” for meter(s), “min” for minute(s), “mm” for millimeter(s), “N” for Newton(s), and “ ⁇ m” for micrometer(s).
- a winding core of the invention comprises: (a) a cylindrical tube having an outer surface and a longitudinal axis; and (b) a core covering comprising a polymeric netting having opposing interior and exterior sides disposed on the outer surface of the cylindrical tube, wherein the polymeric netting comprises an array of a plurality of polymeric ribbons and a plurality of polymeric strands arranged in sheet form with each polymeric ribbon bonded to one or two adjacent polymeric strands and each polymeric strand bonded to one or two adjacent ribbons, wherein:
- the polymeric netting when mounted on a core the polymeric netting is oriented such that the longitudinal axes of the polymeric ribbons are substantially parallel or perpendicular to the longitudinal axis of the cylindrical tube. In other embodiments, it may be oriented at other relative angles.
- the ribbons each has a longitudinal axis or length in the y direction
- the ribbons and strands each has a width in the x direction
- the ribbons and strands each has a thickness in the z direction (i.e., extending radially from the rotational axis of the winding core when assembled).
- the strands each have a relatively wavy or oscillating shape in the x direction progressing along its length (y dimension) so as to intermittently bond to adjacent ribbons on opposing sides of the strand in the core covering.
- Fig. 2 is a plan view of a portion of an illustrative embodiment of a core covering 40 of the invention.
- Core covering 40 comprises an array of a plurality of polymeric ribbons 42 and polymeric strands 44.
- Fig. 3 is a cross-sectional view of the core covering 40 shown in Fig. 2 . In Figs. 2 and 3 , the portion of core covering 40 is shown in flat configuration.
- important aspects of the core covering netting include its compression ability, its overall caliper, and the openness of the structure to permit air flow and prevent air entrapment. Additionally, the effective surface area on the outer surface of the core covering which is in direct contact with the inner wrap of the web and its degree of tackiness or adhesion to the web are important to enabling use of flying splice engagement with webs and cores of the invention.
- core covering outer surface 48 is made up of the (1) upper portions of ribbons 42, (2) upper portions of strands 44, and (3) openings 43 connecting from the top or outer surface 48 to the bottom or inner surface 46 of core covering 40.
- openings 43 constitute at least about 5 % or more of the total area of the major face of core covering 40 to facilitate air bleed during use of the core covering.
- the longitudinal axes of the polymeric ribbons be substantially parallel to the longitudinal axis of the cylindrical tube to facilitate air bleed from within the covering during wind up of the web thereon.
- substantially the entire edge of both sides of the core covering are open (i.e., corresponding to the view shown in Fig. 3 ) such that various channels between constituent ribbons and strands permit air to flow freely and thereby reduce air entrapment as the web is wound upon the roll.
- Ribbons 42 have z-axis center points 42 Center and strands 44 have z-axis center points 44 Center . It is typically preferred that ribbon center points 42 Center be in a common plane (i.e., each at an equal distance from inner surface 46 as the other center points, and each at an equal distance from outer surface 48 as the other center points. It is typically preferred that strand center points 44 Center be in a common plane (i.e., each at an equal distance from inner surface 46 as the other center points, and each at an equal distance from outer surface 48 as the other center points. If in such common planes, ribbon center points 42 Center may be in the same common plane as strand center points 44 Center or in a different common plan.
- the height of ribbons 42 and strands 44 may be the same or different. If different, at one or both of the inner surface 46 and the outer surface 48, there is a difference in level between the common plane defined by the bottom edges or top edges, respectively of the ribbons and strands. In the embodiment shown in Fig. 4 , there is a difference in level D 1 at inner surface 46 (corresponding to the bottom edges of ribbons and strands) and also a difference in level D 2 at outer surface 48 (corresponding to the top edges of ribbons and strands).
- the top edges of strands 43 stand at relatively elevated position as compared to the top edges of ribbons 44, by distance D 2 . It is often preferred to provide that the top edge of the relatively elevated member be relatively tacky to the intended web to facilitate engagement of the web with the core covering via flying splice approach.
- the desired caliper (i.e., thickness in the z dimension) of the core covering will depend in part the particular application, including such factors as the amount of compression desired, thickness of the web, and stiffness of the web.
- the overall caliper of the netting is from about 0.1 millimeter to about 3 millimeter. As will be understood, thicknesses outside this range may be used if desired. If the caliper selected is too low, there core covering may not be sufficiently capable of deforming so as to relieve stress at the web leading edge overlap to minimize impressions in the web. If the caliper selected is too thick, it may tend to be unwieldy and subject to internal instabilities and uneven compression properties within the core covering that result in damage to the web.
- the compression of the netting is from about 10 to about 90%.
- the optimum desired degree of compression will depend in part upon the modulus and relative stiffness of the web, the thickness of the core covering, and winding tension used. If the core covering exhibits too little compression, it may fail to provide desired configuration relief at the lead edge overwrap by failing to taper the position of the lead edge portion of the web. If the core covering exhibits too much compression (i.e., compresses too easily), it may compress substantially completely around the entire perimeter of the core covering such that no tapering of the position of the lead edge portion of the web is achieved.
- core coverings of the invention may be made with a wide range of properties will be useful in differing embodiments for eliminating core impressions in films of relatively different thickness and stiffness. Additionally, the wide range of properties would also be able to accommodate different winding systems and winding tensions to reduce or eliminate core impressions.
- Core coverings of the invention may be fabricated to provide a wide range of compression properties by varying the orifice height, adding foaming agents, varying spacing between shims to alter the proportional dimensions of the width of ribbons, strands, and openings, varying spacing between shims to alter the proportional dimensions of the differences in relative common planes of the ribbons and strands at one or both of the inner surface and outer surface, and selecting different base polymers with different compression properties.
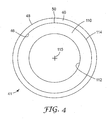
- Fig. 4 is a cross sectional view of a winding core 41 of the invention.
- winding core 41 comprises (a) cylindrical tube 110 having center of rotation 115, inner surface 112, and outer surface 114 on which is disposed (b) core covering 40.
- Inner surface 46 of core covering 40 is facing outer surface 114 of cylindrical tube 110.
- Outer surface 48 of core covering 40 is facing outward, presented to engage with the web (not shown) to be wound on winding core 41.
- winding core 41 is of hollow tube construction as is often preferred.
- winding core 41 will further comprise an intermediate adhesive, hook and loop fastener, or other means of attachment (not shown) between inner surface 42 of core covering 40 and outer surface 114 of tube 110.
- inside surface 112 of tube 110 is typically engaged with or mounted onto the mandrel of a film winding apparatus (not shown).
- the cylindrical tube of winding cores of the invention is a hollow tube with two open ends.
- the cylindrical tube may be solid, with or without openings or other features at one or both ends for engagement with winding or other handling apparatus.
- core covering 40 is bent in the x dimension to wrap around cylindrical tube 110.
- the adjacent ends 45a, 45b of core covering 40 abut with substantially no gap therebetween.
- polymeric netting useful as core coverings as disclosed herein in any of their embodiments can conveniently be prepared by an extrusion die as described in Int. Pat. App. Pub. No. WO2015/130942 (Legatt et al. ).
- the extrusion die according to the present disclosure has a variety of passageways from cavities within the die to dispensing orifices.
- the dispensing orifices each have a width, which is the dimension that corresponds to the width of a particular polymeric ribbon or polymeric strand, and a height, which is the dimension that corresponds to the thickness of the resulting extruded array and the height of a particular polymeric ribbon or polymeric strand.
- the height of a dispensing orifice can also be considered the distance between the top edge and the bottom edge of the dispensing orifice.
- the polymeric strand oscillates between bonding to the polymeric ribbon and another portion of the netting on the opposite side of the polymeric strand.
- the extrusion die has at least one cavity, a dispensing surface, and fluid passageways between the at least one cavity and the dispensing surface.
- the dispensing surface has an array of first and third dispensing orifices interspersed with an array of discrete, substantially vertically aligned second dispensing orifices. This means that for any two first and/or third dispensing orifices, there is at least one second dispensing orifice between them.
- first and/or third dispensing orifices there is more than one second dispensing orifice between them, and there may be dispensing orifices other than the second dispensing orifices between them.
- the array of first dispensing orifices is vertically and horizontally offset from the array of third dispensing orifices.
- the fluid passageways are capable of physically separating the polymers from the at least one cavity (e.g., first and second cavities and optionally any further die cavities within the extrusion die) until the fluid passageways enter the dispensing orifices.
- the shape of the different passageways within the die may be identical or different. Examples of passageway cross-sectional shapes include round, square, and rectangular shapes. These cross-sectional shapes, selection of polymeric material, and die swell can influence the cross-sectional shape of the ribbons and strands.
- the extrusion die includes at least a first and second cavity, with first fluid passageways between the first cavity and the first dispensing orifices and second fluid passageways between the second cavity and the second dispensing orifices.
- the extrusion die may also have third fluid passageways between the first cavity or a third cavity and the third dispensing orifices.
- the extrusion die has a third cavity, and the third fluid passageways are between the third cavity and the third dispensing orifices.
- At least one of the first dispensing orifices or third dispensing orifices have a height-to-width aspect ratio of at least 3:1 (in some embodiments, at least 5:1, 8:1, 10:1, 11:1, 15:1, 20:1, 30:1, or 40:1), and the height of at least one of the first and third dispensing orifices is typically larger than the height of the second dispensing orifices. In some embodiments, the height of at least one of the first dispensing orifices or third dispensing orifices is larger (in some embodiments, at least 2, 2.5, 3, 5, 10, or 20 times larger) than the height of the second dispensing orifices.
- the first dispensing orifices, second dispensing orifices, third dispensing orifices, and any other dispensing orifices are arranged one-by-one across the dispensing surface. That is, in these embodiments, in the width dimension of the die, the dispensing orifices are arranged singly or one-by-one regardless of the alignment of the dispensing orifices in these embodiments. For example, the dispensing orifices are not stacked in a group of two, three, or more in the height direction, and one first or third dispensing orifice is disposed between any two adjacent second dispensing orifices.
- one first dispensing orifice is disposed between any two adjacent third dispensing orifices, and one third dispensing orifice is disposed between any two adjacent first dispensing orifices.
- there may be more than one second dispensing orifices e.g., two stacked in the height direction and interspersed between the first and third dispensing orifices.
- the size of the polymeric ribbons and polymeric strands can be adjusted, for example, by the composition of the extruded polymers, velocity of the extruded strands, and/or the orifice design (e.g., cross sectional area (e.g., height and/or width of the orifices)).
- the orifice design e.g., cross sectional area (e.g., height and/or width of the orifices)
- a dispensing surface with a first polymer orifice three times greater in area than the second polymer orifice may not generate an array with polymeric ribbons with a height greater than the polymeric strands depending on the identity of the polymeric compositions and the pressure within the cavities.
- the extrusion die according to and/or useful for practicing the present disclosure may be comprised of a plurality of shims.
- the plurality of shims together define the at least one cavity, the dispensing surface, and the fluid passageways between the at least one cavity and the dispensing surface.
- the plurality of shims comprises a plurality of sequences of shims wherein each sequence comprises at least one first shim that provides a first fluid passageway between the at least one cavity and at least one of the first dispensing orifices, at least one second shim that provides a second fluid passageway between the at least one cavity and at least one of the second dispensing orifices, and at least one third shim that provides a third fluid passageway between the at least one cavity and at least one of the third dispensing orifices.
- the shims together define a first cavity and a second cavity, the extrusion die having a plurality of first dispensing orifices in fluid communication with the first cavity, a plurality of second dispensing orifices in fluid communication with the second cavity, and a plurality of third dispensing orifices in fluid communication with the first cavity or a third cavity (in some embodiments, the third cavity).
- the shims will be assembled according to a plan that provides a sequence of shims of diverse types. Since different applications may have different requirements, the sequences can have diverse numbers of shims.
- the sequence may be a repeating sequence that is not limited to a particular number of repeats in a particular zone. Or the sequence may not regularly repeat, but different sequences of shims may be used.
- the polymeric compositions useful in the ribbons and strands of arrays of the invention may be the substantially the same or different, so long as the resultant members exhibit the desired differentiated optical appearance.
- the polymeric ribbons and polymeric strands comprise different polymeric compositions.
- These arrays can be prepared, for example, by extrusion using any embodiments of the method described above by using different polymeric compositions in the first, second, and optionally third cavities.
- the different polymeric compositions in the polymeric ribbons and polymeric strands may be selected for their surface properties or their bulk properties (e.g., tensile strength, elasticity, microstructure, color, refractive index, etc.).
- polymeric compositions can be selected to provide specific functional or aesthetic properties in the polymeric array such as hydrophilicity/hydrophobicity, elasticity, softness, hardness, stiffness, bendability, or colors.
- the term "different" in terms of polymeric compositions can also refer to at least one of (a) a difference of at least 2% in at least one infrared peak, (b) a difference of at least 2% in at least one nuclear magnetic resonance peak, (c) a difference of at least 2% in the number average molecular weight, or (d) a difference of at least 5% in polydispersity.
- polymers used to make the polymeric ribbons and polymeric strands are selected to be compatible with each other such that the polymeric ribbons and polymeric strands bond together.
- Bonding generally refers to melt-bonding, and the bonds between polymer strands and polymeric ribbons can be considered to be melt-bonded. The bonding occurs in a relatively short period of time (typically less than about 1 second). The bond regions on the major surface of the polymeric ribbons, as well as the polymeric strands, typically cool through air and natural convection and/or radiation.
- polymers for the polymeric ribbons and polymeric strands in some embodiments, it may be desirable to select polymers of bonding strands that have dipole interactions (or H-bonds) or covalent bonds. Bonding between polymer ribbons and strands has been observed to be improved by increasing the time that the polymeric ribbons and polymeric strands are molten to enable more interaction between polymers. Bonding of polymers has generally been observed to be improved by reducing the molecular weight of at least one polymer and or introducing an additional co-monomer to improve polymer interaction and/or reduce the rate or amount of crystallization.
- thermoplastic polymers examples include thermoplastic polymers.
- Suitable thermoplastic polymers for the polymeric arrays include polyolefin homopolymers such as polyethylene and polypropylene, copolymers of ethylene, propylene and/or butylene; copolymers containing ethylene such as ethylene vinyl acetate and ethylene acrylic acid; ionomers based on sodium or zinc salts of ethylene methacrylic acid or ethylene acrylic acid; polyvinyl chloride; polyvinylidene chloride; polystyrenes and polystyrene copolymers (styrene-maleic anhydride copolymers, styrene acrylonitrile copolymers); nylons; polyesters such as poly(ethylene terephthalate), polyethylene butyrate and polyethylene naphthalate; polyamides such as poly(hexamethylene adipamide); polyurethanes; polycarbonates; poly(vinyl alcohol); ketones such as polyether
- the die and method according to the present disclosure may also be useful for co-extruding polymeric materials that can be crosslinked (e.g., by heat or radiation).
- a heat curable resin e.g., the die can be heated to start the cure so as to adjust the viscosity of the polymeric material and/or the pressure in the corresponding die cavity.
- at least one of the polymeric ribbons or polymeric strands is made from a polyolefin (e.g., polyethylene, polypropylene, polybutylene, ethylene copolymers, propylene copolymers, butylene copolymers, and copolymers and blends of these materials).
- the first polymeric ribbons are elastic and the strands are not, or the polymeric strands are elastic and the ribbons are not, or both are elastic.
- the second polymeric composition may include thermoplastic elastomers such as ABA block copolymers, polyurethane elastomers, polyolefin elastomers (e.g., metallocene polyolefin elastomers), polyamide elastomers, ethylene vinyl acetate elastomers, polyvinyl ethers, acrylics, especially those having long chain alkyl groups, poly-alpha-olefins, asphaltics, silicones, polyester elastomers, and natural rubber.
- thermoplastic elastomers such as ABA block copolymers, polyurethane elastomers, polyolefin elastomers (e.g., metallocene polyolefin elastomers), polyamide elastomers, ethylene vinyl acetate elastomers,
- An ABA block copolymer elastomer generally is one where the A blocks are polystyrenic, and the B blocks are conjugated dienes (e.g., lower alkylene dienes).
- the A block is generally formed predominantly of substituted (e.g., alkylated) or unsubstituted styrenic moieties (e.g., polystyrene, poly(alphamethylstyrene), or poly(t-butylstyrene)), having an average molecular weight from about 4,000 to 50,000 grams per mole.
- the B block(s) is generally formed predominantly of conjugated dienes (e.g., isoprene, 1,3-butadiene, or ethylene-butylene monomers), which may be substituted or unsubstituted, and has an average molecular weight from about 5,000 to 500,000 grams per mole.
- the A and B blocks may be configured, for example, in linear, radial, or star configurations.
- An ABA block copolymer may contain multiple A and/or B blocks, which blocks may be made from the same or different monomers.
- a typical block copolymer is a linear ABA block copolymer, where the A blocks may be the same or different, or a block copolymer having more than three blocks, predominantly terminating with A blocks.
- Multi-block copolymers may contain, for example, a certain proportion of AB diblock copolymer, which tends to form a more tacky elastomeric film segment.
- Other elastic polymers can be blended with block copolymer elastomers, and various elastic polymers may be blended to have varying degrees of elastic properties.
- thermoplastic elastomers suitable for use in the present invention are commercially available. Illustrative examples including those from BASF Corporation, under the trade designation “STYROFLEX”; from Kraton Performance Polymers, Inc., under the trade designation “KRATON”; from Dow Chemical Company, under the trade designation “PELLETHANE”, “ENGAGE”, “INFUSE”, VERSIFY”, or “NORDEL”; from Royal DSM N.V., under the trade designation "ARNITEL”; from E. I. duPont de Nemours and Company, under the trade designation "HYTREL”; from ExxonMobil under the trade designation "VISTAMAXX”; and more.
- a polyolefin may be blended with an elastomeric polymer to lower the modulus of the polymeric composition, which may be desirable for certain application.
- Such a blend may or may not be elastic.
- polymeric materials from which arrays can be made comprise a colorant (e.g., pigment and/or dye) for functional (e.g., optical effects) and/or aesthetic purposes (e.g., each has different color/shade).
- a colorant e.g., pigment and/or dye
- functional e.g., optical effects
- aesthetic purposes e.g., each has different color/shade.
- Suitable colorants are those known in the art for use in various polymeric materials. Exemplary colors imparted by the colorant include white, black, red, pink, orange, yellow, green, aqua, purple, and blue.
- a single strand of the polymeric strands or a single ribbon of the polymeric ribbons in the array may include different polymeric compositions.
- one or more of the polymeric strands in the polymeric array may have a core made of one polymeric composition and a sheath of a different polymeric composition.
- Such arrays can be extruded as described in Int. Pat. Appln. Publn. No. WO 2013/032683 (Ausen et al. ). Arrays in which their opposing major surfaces are made from different polymeric compositions are described in Int. App. No. PCT/US2014/021494 .
- the strands, the ribbons, or both are substantially uniform in the z-axis.
- one or both of the strands and the ribbons is made up of two or three segments of materials selected for differing properties to provide optimum performance.
- strand 44 may comprise 3 segments arranged in the z-axis, being made up of central segment 52 and with outer segment 54 (which will face the web (not shown) when the web is wound on the core) and inner outer segment 56 (which will face the core (not shown)).
- central segment 52 may be formulated and constructed so as to impart greater flexibility and deformability to the resultant core cover, thereby providing improved cushioning performance during use, while outer segment 54 and inner segment 56 are formulated and constructed so as to impart desired interaction tendencies (e.g., relatively tacky effect) with the web material (not shown) and core (not shown), respectively.
- desired interaction tendencies e.g., relatively tacky effect
- the strands and ribbons in coverings of the invention may be made up of only the central segment, a central segment and either an outer segment or inner segment, or both an outer segment and inner segment. In embodiments having both an outer segment and an inner segment, the two segments may be the same or different.
- portions of the strands, the ribbons, or both may be made with a foaming agent (e.g., HYDROCEROL® BIH-40-E from Clariant Corp.) such that the resultant member is porous.
- foaming agent e.g., HYDROCEROL® BIH-40-E from Clariant Corp.
- Such foaming tends to render the resultant member softer so that it can impart improved cushioning, thereby reducing the tendency of forming impressions upon the web material.
- such embodiments may tend to may tend to permit more effective air evacuation.
- Each extruder feeding cavities A and B were loaded with styrene-ethylene/butylene-styrene block copolymer elastomer (obtained under the trade designation "G1645" from Kraton Corporation, Belpre, Ohio)
- Other process conditions were: Orifice width for the first orifice: 0.304 mm (strand) Orifice height for the first orifice: 1.524 mm (strand) Orifice width of the second orifice: 0.812 mm (ribbon) Orifice height of the second orifice: 1.524 mm (ribbon) Land spacing between orifices 0.304 mm
- Flow rate of first polymer (strand) 3.4 kg/hr.
- Flow rate of second polymer (ribbon) 3 kg/hr Extrusion temperature 246°C Quench roll temperature 15°C Quench takeaway speed 0.76 m/min. Melt drop distance 3 cm
- Each extruder feeding cavities A and B were loaded with styrene-ethylene/butylene-styrene block copolymer elastomer ("G1645").
- Other process conditions were: Orifice width for the first orifice: 0.304 mm (strand) Orifice height for the first orifice: 0.762 mm (strand) Orifice width of the second orifice: 0.812 mm (ribbon) Orifice height of the second orifice: 0.762 mm (ribbon) Land spacing between orifices 0.304 mm Flow rate of first polymer (strand) 2 kg/hr Flow rate of second polymer (ribbon) 1.9 kg/hr Extrusion temperature 246°C Quench roll temperature 15°C Quench takeaway speed 1.0 m/min. Melt drop distance 3 cm
- Example 1 Evaluations were made using the core coverings of Example 1 and 2. These samples were installed onto a plastic winding core such that they covered the whole outer diameter of the core. The samples were held to the winding core's outer diameter by use of an adhesive. This was done to promote the bond of the samples to the winding core.
- the twin screw extruder feeding the cavity for the central layer of the ribbon strand was loaded with styrene-ethylene/butylene-styrene block copolymer elastomer ("G1645") dry blended with 2 percent green color concentrate (obtained under the trade designation PP64643536 from Clariant Corporation, Minneapolis, Minnesota). Ten percent tackifier (obtained under the trade designation "WINGTACK PLUS" from Total Cray Valley, Exton, Pennsylvania) was compounded into the elastomer in the extruder.
- G1645" styrene-ethylene/butylene-styrene block copolymer elastomer
- 2 percent green color concentrate obtained under the trade designation PP64643536 from Clariant Corporation, Minneapolis, Minnesota
- Ten percent tackifier obtained under the trade designation "WINGTACK PLUS" from Total Cray Valley, Exton, Pennsylvania
- the twin screw extruder feeding the cavity for the central layer of the strand was loaded with styrene-ethylene/butylene-styrene block copolymer elastomer ("G1645") dry blended with 2 percent red color concentrate (obtained under the trade designation PP34643729 from Clariant).
- Ten percent tackifier (“WINGTACK PLUS") was compounded into the elastomer in the extruder.
- the twin screw extruder feeding the cavity for the central layer of the ribbon strand was loaded with styrene-ethylene/butylene-styrene block copolymer elastomer ("G1645") dry blended with 2 percent green color concentrate (PP64643536). Ten percent tackifier (“WINGTACK PLUS”) was compounded into the elastomer in the extruder.
- the twin screw extruder feeding the cavity for the central layer of the strand was loaded with styrene-ethylene/butylene-styrene block copolymer elastomer ("G1645") dry blended with 2 percent red color concentrate (PP34643729).
- Ten percent tackifier (“WINGTACK PLUS”) was compounded into the elastomer in the extruder.
- the twin screw extruder feeding the cavity for the central layer of the ribbon strand was loaded with styrene-ethylene/butylene-styrene block copolymer elastomer ("G1645") dry blended with 2 percent green color concentrate (PP64643536 from Clariant Corporation). Twenty percent tackifier (“WINGTACK PLUS”) was compounded into the elastomer in the extruder.
- the twin screw extruder feeding the cavity for the central layer of the strand was loaded with styrene-ethylene/butylene-styrene block copolymer elastomer (designation "G1645") dry blended with 2 percent red color concentrate (PP34643729 from Clariant Corporation). Twenty percent tackifier (“WINGTACK PLUS”) was compounded into the elastomer at the extruder.
- the peel force required to separate polyester film from the core cover materials of Examples 3, 4, and 5 was measured using an IMass SP-2000, under the following conditions:
- Evaluations were completed using three different core coverings for winding 6.5 mil (165 micrometer) polyester film onto winding cores having an outer diameter of about 11.5 inches (29 centimeters).
- the control material was using a double coated tape and applying the tape in a spiral pattern around the core.
- the net materials evaluated were Example 3 and Example 4 as described previously. In each instance, 2000 lineal yards (1929 m) at about 1 pli (0.17 kg per cm) were wound upon the test core. After four weeks, the films were unwound and a visual inspection performed. On the core having the control core wrap, 270 lineal yards (247 meters) of film at the leading edge had incurred unacceptable visual defects.
- film wound on the cores having core covers of the invention had incurred unacceptable visual defects to a far lower degree, at 82 lineal yards (75 meters) for the core using the cover of Example 3 and 83 lineal yards (76 meters) for the core using the cover of Example 4.
- a core covering was made as in Example 5 but flattened so the thickness difference between ribbons and strands was reduced by 55% (i.e., from an average ribbon thickness of 27.4 mils (696 micrometers) and strand thickness of 34.2 mils (869 micrometers) in Example 5 to an average ribbon thickness of about 21.4 mils (543 micrometers) and average strand thickness of about 24.5 mils (622 micrometers) in Example 6).
- reducing the relative different in height between constituent strands and ribbons of a core covering can further reduce the tendency of highly impressionable materials (e.g., those which are relatively thin, highly pliable, etc.) to form impressions when wound upon cores using core coverings of the invention.
- highly impressionable materials e.g., those which are relatively thin, highly pliable, etc.
Landscapes
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Laminated Bodies (AREA)
- Storage Of Web-Like Or Filamentary Materials (AREA)
- Winding Of Webs (AREA)
Description
- The present invention relates to a winding core for use with impressionable web material (e.g., optical films) and rolls of such web materials on such cores. The term "web" is used here to describe thin materials which are manufactured or processed in continuous, flexible strip form.
- Polymeric films such as optical films, often in web form, are commonly wound onto cores (sometimes called "winding cores") to form rolls of material during manufacturing, handling, transporting, and use. Typically, a cut transfer process is used to begin winding the web onto the core. In a cut transfer process, the starting end of the web is adhered to a core using a strip of adhesive tape (e.g., single or double-sided), or other means to secure the starting end to the core. Because of this attachment scheme, the leading edge of the web is over-lapped by subsequent layers of wound web, causing an effective disparity of the core surface on over which subsequent layers of the web are wound and which can increase the stress in adjacent web layers. Additionally, defects in the core surface such as raised bumps and ridges can also present disparities which lead to impressions in the wound web. This disparity can propagate impressions from a few up to several adjacent layers of the web, causing defects that are often referred to as core impressions. The core impressions can be a surface defect, such as impressions or scratches, and also can be undesired disruptions within the web (e.g., local desensitization of light sensitive layer(s) in the case of photographic film, impairment of optical performance of optical films). These core impressions can be observed on many of the initial layers of wound web material on each roll, and are often the entire portion of the web within these wraps is considered to be wasted product. Losses due to impression damage to the wound web can typically range from a 2 to 10 percent, and particularly in the case of highly sensitive or impressionable materials sometimes much higher.
- It is known to provide a winding core with a covering of elastically or plastically deformable material which is intended to deform to accommodate the leading edge so that the first turns of a web on a core do not have to deform to accommodate the irregularity caused by the leading web edge. However, these materials can tend to trap air at the core surface which gives rise to localized distortion or disparities in the optimum cylindrical profile (i.e., circular cross section) typically desired for winding web materials. Such disparities contribute to creation of impression defects. Air entrapment can occur between the core and the core covering, or between the core covering and the first wrap. Additionally, these material constructions may not have the strength and tackiness necessary to grab a flying splice without the use of splice tape. We have found that none of known materials provides entirely acceptable results in practice.
-
Fig. 1A shows a cross-sectional schematic of an illustrative embodiment of prior artfilm roll core 100. InFig. 1A , prior artfilm roll core 100 includescylindrical tube 110 having insidesurface 112,outside surface 114 and center ofrotation 115. Insidesurface 112 is typically mounted on the mandrel of a film winding apparatus (not shown). Starting end (also sometimes referred to as leading end) 122 ofweb 120 is disposed onoutside surface 114 ofcylindrical tube 110, andweb 120 is wound aroundcylindrical tube 110. A region of increasedstress 130 withinfilm 120 is generated by the tension "T" applied toweb 120 asfirst wrap overlap 124 ofweb 120overlays starting end 122. The region of increasedstress 130 can result in a visible deformation in the web.First wrap overlap 124 generally follows the contour of the surface over which it is wrapped, and startingend 122 generates a step-change inoutside surface 114 of the cylindrical tube, corresponding to the thickness "t" of the polymeric film. Subsequent second wrap overlap 126 overlaysfirst wrap overlap 124 and startingend 122, again resulting in a visible deformation inweb 120 in the region of increasedstress 130. Depending upon the impressionability of the film, subsequent wrap overlaps may exhibit similar, though typically progressively decreasing, amounts of undesired core impression damage. -
Fig. 1B shows a cross-sectional view of another embodiment of prior artfilm roll core 101. InFig. 1B , prior artfilm roll core 101 includescylindrical tube 110 having insidesurface 112,outside surface 114 and center ofrotation 115. Insidesurface 112 is typically mounted on the mandrel of a film winding apparatus (not shown). Startingend 122 ofweb 120 is disposed onoutside surface 114 ofcylindrical tube 110, andweb 120 is wound aroundcylindrical tube 110. Startingend 122 ofweb 120 can be attached to the core usingadhesive tape 123 onoutside surface 114 of the core. Alternatively (not shown), adhesive may be used under leadingedge 122 to secureweb 120 tooutside surface 114. A region of increasedstress 130 is generated by the tension "T" applied toweb 120 asfirst wrap overlap 124 ofweb 120overlays starting end 122 andadhesive tape 123. The region of increasedstress 130 can result in a visible deformation in the web.First wrap overlap 124 generally follows the contour of the surface over which it is wrapped, and startingend 122 generates a step-change inoutside surface 114 of the cylindrical tube, corresponding to the thickness "t" of the polymeric film, as well as a second step-change in the outer surface corresponding to the thickness ofadhesive tape 123. Subsequentsecond wrap overlap 126 overlaysfirst wrap overlap 124, startingend 122, andadhesive tape 123, again resulting in a visible deformation inweb 120 in the region of increasedstress 130. -
Fig. 1C shows a cross-sectional schematic of another illustrative embodiment of a prior artfilm roll core 102, such as is disclosed inUS Patent Appln. Publn. No. 2013/0248643 (Newhouse et al. ). Open gapfilm roll core 102 includescylindrical tube 110 having insidesurface 112,outside surface 114 and center ofrotation 115. Insidesurface 112 is typically mounted on the mandrel of a film winding apparatus (not shown).Compliant layer 140 is disposed onoutside surface 114 ofcylindrical tube 110, such thatgap 150 remains betweenfirst edge 146 andsecond edge 148 ofcompliant layer 140.Compliant layer 140 can be attached tooutside surface 114 by an adhesive layer (not shown) betweenoutside surface 114 of cylindrical tube 210 and innercompliant surface 142 ofcompliant layer 140. A second adhesive layer (not shown) can be disposed on outsidecompliant surface 144 of compliant layer 140 (e.g., from a portion proximate tofirst edge 146 up to and including the entire outside compliant surface 144). In accordance with that invention,gap 150 is used to accommodate the starting end of the web to be wound on the film core such that subsequently wound layers of the web of film suffer reduced impressions in areas corresponding to location of the leading edge. When starting wind up of a web on a roll it can be difficult to land the leading edge at the open gap of the compliant layer. Moreover, the compliant material enables entrapment of air between the compliant layer and the core and also the compliant layer and the first wrap. These trapped air pockets are known to create impression defects.US 2015/274483 A1 generally relates to a looped pile film roll core comprising a cylindrical tube used for winding a polymeric film, a method of winding film on the looped pile film roll core, and a roll of film that includes the looped pile film roll core. The US document describes an article and a process to reduce the core impressions created by the starting end of a web on the adjacent web layers next to the core. This reduction is due to a resilient looped pile fabric which covers the core. - We have invented winding cores for web rolls comprising novel core covers (sometimes referred to as core wraps). Core covers of the invention are made from a netting structure which offers several advantages. First, the netting structure has a porous character which enables air bleed during winding of web material covered core, even as the core cover undergoes attendant winding compression, thereby prevent impressions from trapped air. In addition, the netting structure is constructed so as to be capable of compression under winding compression and with selected modulus of the netting material such that winding stress at the overlap of the wind over the leading edge of web may be achieved without the use of an open gap in the core cover. The caliper or thickness of the netting structure enables dissipation of winding stress without creation of additional windup issues such as "starring" from overall reduction in diameter, and the overall surface area of the netting face and the tackiness of the netting material enables the leading edge of the cut transfer to successfully catch and wrap onto the core. The invention also provides rolls of web material wound into roll form on winding cores comprising such core covers.
- In brief summary, a winding core of the invention comprises: (a) a cylindrical tube having an outer surface and a longitudinal axis; and (b) a core covering comprising a polymeric netting having opposing interior and exterior sides disposed on the outer surface of the cylindrical tube, wherein the polymeric netting comprises an array of a plurality of polymeric ribbons and a plurality of polymeric strands arranged in sheet form with each polymeric ribbon bonded to one or two adjacent polymeric strands and each polymeric strand bonded to one or two adjacent ribbons, wherein:
- (1) each polymeric ribbon has a width, height, and length such that the length is longer than the width and the height and is of elongate form defining a longitudinal axis;
- (2) each polymeric strand has a width, height, and length such that the length is longer than the width and the height and is intermittently bonded multiple times to one or two adjacent polymeric ribbons; and the interior side of the polymeric netting is facing the outer surface of the cylindrical tube. The polymeric netting may be oriented such that the longitudinal axes of the polymeric ribbons are substantially parallel or perpendicular to the longitudinal axis of the cylindrical tube.
- Briefly summarizing, a wound roll of the invention comprises: (a) a film winding core as described herein; and (b) a web of film wound around the film winding core.
- The invention is further explained with reference to the drawing wherein:
-
Figs. 1A-1C are each a cross-sectional schematic of a prior art film roll core in use; -
Fig. 2 is a plan view of a portion of an illustrative core covering of the invention; -
Fig. 3 is a cross-sectional schematic a portion of the core covering shown inFig. 2 ; -
Fig. 4 is a cross-sectional schematic of an illustrative winding core of the invention; -
Fig. 5 is a cross-section schematic of the winding core shown inFig. 4 in use; is a schematic of a web line used in evaluations of the Examples; and -
Fig. 6 is a cross-sectional schematic of an illustrative strand of a core covering of the invention. - These figures are not to scale and are intended to be merely illustrative and not limiting.
- The following reference characters are used:
Reference Number Feature 40 Core covering 41 Winding core 42 Ribbon 42Center Ribbon z- axis center point 43 Opening 44 Strand 44Center Strand z- axis center point 46 Core covering inner surface 48 Core covering outer surface 50 Core covering seam 52 Central segment 54 Outer segment 56 Inner segment 100, 101, 102 Prior art winding core 110 Tube 112 Core inside surface 114 Core outside surface 115 Core center of rotation 120 Web 122 Starting end 123 Adhesive tape 124 First wrap overlap 126 Second wrap overlap 130 Impression stress region 140 Compliant layer 142 Compliant layer inner surface 144 Compliant layer outer surface 146 Compliant layer first edge 148 Compliant layer second edge 150 Gap T Winding tension t Web (film) thickness - For the following defined terms, these definitions shall be applied, unless a different definition is given in the claims or elsewhere in this specification.
- The term "polymer" will be understood to include polymers, copolymers (e.g., polymers formed using two or more different monomers), oligomers and combinations thereof, as well as polymers, oligomers, or copolymers that can be formed in a miscible blend by, for example, coextrusion or reaction, including transesterification. Both block and random copolymers are included, unless indicated otherwise.
- Unless otherwise indicated, all numbers expressing quantities used in the specification and claims are to be understood as being modified in all instances by the term "about". Accordingly, unless indicated to the contrary, the numerical parameters set forth in the foregoing specification and attached claims are approximations that can vary depending upon the desired properties sought to be obtained by those skilled in the art utilizing the teachings of the present invention. Each numerical parameter should at least be construed in light of the number of reported significant digits and by applying ordinary rounding techniques. Notwithstanding that the numerical ranges and parameters setting forth the broad scope of the invention are approximations, the numerical values set forth in the specific examples are reported as precisely as possible. Any numerical value, however, inherently contains certain errors necessarily resulting from the standard deviations found in their respective testing measurements.
- The recitation of numerical ranges by endpoints includes all numbers subsumed within that range (e.g., 1 to 5 includes 1, 1.5, 2, 2.75, 3, 3.80, 4, and 5). As used in this specification and the appended claims, the singular forms "a", "an", and "the" include plural referents unless the content clearly dictates otherwise. Thus, for example, reference to a composition containing "a compound" includes a mixture of two or more compounds. As used in this specification and the appended claims, the term "or" is generally employed in its sense including "and/or" unless the content clearly dictates otherwise.
- The terms "multiple" and "a plurality" refer to more than one.
- The term "netting" is used to describe the constructions herein since there are spaces between the ribbons and strands, for example, between the regions where they are bonded together. Such spaces provide openings in the netting.
- The term "elastic" refers to any material (such as a film that is 0.002 millimeter to 0.5 millimeter thick) that exhibits recovery from stretching or deformation. In some embodiments, a material may be considered to be elastic if, upon application of a stretching force, it can be stretched to a length that is at least about 25 (in some embodiments, 50) percent greater than its initial length and can recover at least 40 percent of its elongation upon release of the stretching force.
- "Elongation" expressed in terms of percent refers to {(the extended length minus the initial length) divided by the initial length} multiplied by 100.
- The term "impressionable" refers to the characteristic of a film developing a long lasting (i.e., lasting a day or more) or even permanent deformation when subjected to pressure in a wound roll configuration (e.g., such as being compressed over a discontinuity such as the leading edge of the web) comprised or configured in certain manner.
- The terms "first" and "second" are used in this disclosure. It will be understood that, unless otherwise noted, those terms are used in their relative sense only. In particular, in some embodiments certain components may be present in interchangeable and/or identical multiples (e.g., pairs). For these components, the designation of "first" and "second" may be applied to the components merely as a matter of convenience in the description of one or more of the embodiments. However, when first and second edges are described, it should be understood that the first edges for a portion of polymeric ribbons are each in the same orientation. For example, when looking at a polymeric netting, the first edges may be all those defining the upper surface of the polymeric netting, and the second edges may be all those defining the lower surface of the polymeric netting, or vice versa.
- Abbreviations used herein include: "cm" for centimeter(s), "hr" for hour(s), "kg" for kilogram(s), "lb-f' for pound(s) force, "m" for meter(s), "min" for minute(s), "mm" for millimeter(s), "N" for Newton(s), and "µm" for micrometer(s).
- As described above, in brief summary, a winding core of the invention comprises: (a) a cylindrical tube having an outer surface and a longitudinal axis; and (b) a core covering comprising a polymeric netting having opposing interior and exterior sides disposed on the outer surface of the cylindrical tube, wherein the polymeric netting comprises an array of a plurality of polymeric ribbons and a plurality of polymeric strands arranged in sheet form with each polymeric ribbon bonded to one or two adjacent polymeric strands and each polymeric strand bonded to one or two adjacent ribbons, wherein:
- (1) each polymeric ribbon has a width, height, and length such that the length is longer than the width and the height and is of elongate form defining a longitudinal axis;
- (2) each polymeric strand has a width, height, and length such that the length is longer than the width and the height and is intermittently bonded multiple times to one or two adjacent polymeric ribbons; and
- (3) the interior side of the polymeric netting is facing the outer surface of the cylindrical tube.
- In some embodiments, when mounted on a core the polymeric netting is oriented such that the longitudinal axes of the polymeric ribbons are substantially parallel or perpendicular to the longitudinal axis of the cylindrical tube. In other embodiments, it may be oriented at other relative angles.
- For ease of discussion, this description will refer to orientation of components of core coverings of the invention in an x-y-z set of axes as indicated in
Figs. 2 and 3 . In this perspective, the ribbons each has a longitudinal axis or length in the y direction, the ribbons and strands each has a width in the x direction, and the ribbons and strands each has a thickness in the z direction (i.e., extending radially from the rotational axis of the winding core when assembled). The strands each have a relatively wavy or oscillating shape in the x direction progressing along its length (y dimension) so as to intermittently bond to adjacent ribbons on opposing sides of the strand in the core covering. -
Fig. 2 is a plan view of a portion of an illustrative embodiment of a core covering 40 of the invention. Core covering 40 comprises an array of a plurality ofpolymeric ribbons 42 andpolymeric strands 44.Fig. 3 is a cross-sectional view of the core covering 40 shown inFig. 2 . InFigs. 2 and 3 , the portion of core covering 40 is shown in flat configuration. - In accordance with the invention, important aspects of the core covering netting include its compression ability, its overall caliper, and the openness of the structure to permit air flow and prevent air entrapment. Additionally, the effective surface area on the outer surface of the core covering which is in direct contact with the inner wrap of the web and its degree of tackiness or adhesion to the web are important to enabling use of flying splice engagement with webs and cores of the invention. This may be better understood with reference to
Figs. 2 and 3 wherein it is shown that core coveringouter surface 48 is made up of the (1) upper portions ofribbons 42, (2) upper portions ofstrands 44, and (3)openings 43 connecting from the top orouter surface 48 to the bottom orinner surface 46 of core covering 40. In typical embodiments,openings 43 constitute at least about 5 % or more of the total area of the major face of core covering 40 to facilitate air bleed during use of the core covering. - Typically it is preferred that the longitudinal axes of the polymeric ribbons be substantially parallel to the longitudinal axis of the cylindrical tube to facilitate air bleed from within the covering during wind up of the web thereon. In this preferred orientation, substantially the entire edge of both sides of the core covering are open (i.e., corresponding to the view shown in
Fig. 3 ) such that various channels between constituent ribbons and strands permit air to flow freely and thereby reduce air entrapment as the web is wound upon the roll. -
Ribbons 42 have z-axis center points 42Center andstrands 44 have z-axis center points 44Center. It is typically preferred that ribbon center points 42Center be in a common plane (i.e., each at an equal distance frominner surface 46 as the other center points, and each at an equal distance fromouter surface 48 as the other center points. It is typically preferred that strand center points 44Center be in a common plane (i.e., each at an equal distance frominner surface 46 as the other center points, and each at an equal distance fromouter surface 48 as the other center points. If in such common planes, ribbon center points 42Center may be in the same common plane as strand center points 44Center or in a different common plan. - The height of
ribbons 42 and strands 44 (i.e., their dimension in the z direction) may be the same or different. If different, at one or both of theinner surface 46 and theouter surface 48, there is a difference in level between the common plane defined by the bottom edges or top edges, respectively of the ribbons and strands. In the embodiment shown inFig. 4 , there is a difference in level D1 at inner surface 46 (corresponding to the bottom edges of ribbons and strands) and also a difference in level D2 at outer surface 48 (corresponding to the top edges of ribbons and strands). Typically, there is a difference in level between respective edges of the ribbons and strands at at least one, and sometimes preferably at both, theinner surface 46 andouter surface 48 of the core covering to reduce air entrapment during winding. In the embodiment shown inFig. 2 , the top edges ofstrands 43 stand at relatively elevated position as compared to the top edges ofribbons 44, by distance D2. It is often preferred to provide that the top edge of the relatively elevated member be relatively tacky to the intended web to facilitate engagement of the web with the core covering via flying splice approach. - The desired caliper (i.e., thickness in the z dimension) of the core covering will depend in part the particular application, including such factors as the amount of compression desired, thickness of the web, and stiffness of the web. In some illustrative embodiments, the overall caliper of the netting is from about 0.1 millimeter to about 3 millimeter. As will be understood, thicknesses outside this range may be used if desired. If the caliper selected is too low, there core covering may not be sufficiently capable of deforming so as to relieve stress at the web leading edge overlap to minimize impressions in the web. If the caliper selected is too thick, it may tend to be unwieldy and subject to internal instabilities and uneven compression properties within the core covering that result in damage to the web.
- In some illustrative embodiments, the compression of the netting is from about 10 to about 90%. The optimum desired degree of compression will depend in part upon the modulus and relative stiffness of the web, the thickness of the core covering, and winding tension used. If the core covering exhibits too little compression, it may fail to provide desired configuration relief at the lead edge overwrap by failing to taper the position of the lead edge portion of the web. If the core covering exhibits too much compression (i.e., compresses too easily), it may compress substantially completely around the entire perimeter of the core covering such that no tapering of the position of the lead edge portion of the web is achieved.
- As will be understood, core coverings of the invention may be made with a wide range of properties will be useful in differing embodiments for eliminating core impressions in films of relatively different thickness and stiffness. Additionally, the wide range of properties would also be able to accommodate different winding systems and winding tensions to reduce or eliminate core impressions. Core coverings of the invention may be fabricated to provide a wide range of compression properties by varying the orifice height, adding foaming agents, varying spacing between shims to alter the proportional dimensions of the width of ribbons, strands, and openings, varying spacing between shims to alter the proportional dimensions of the differences in relative common planes of the ribbons and strands at one or both of the inner surface and outer surface, and selecting different base polymers with different compression properties.
-
Fig. 4 is a cross sectional view of a windingcore 41 of the invention. In accordance with the invention, windingcore 41 comprises (a)cylindrical tube 110 having center ofrotation 115,inner surface 112, andouter surface 114 on which is disposed (b) core covering 40.Inner surface 46 of core covering 40 is facingouter surface 114 ofcylindrical tube 110.Outer surface 48 of core covering 40 is facing outward, presented to engage with the web (not shown) to be wound on windingcore 41. In the embodiment shown inFig. 4 , windingcore 41 is of hollow tube construction as is often preferred. - In some embodiments, winding
core 41 will further comprise an intermediate adhesive, hook and loop fastener, or other means of attachment (not shown) betweeninner surface 42 of core covering 40 andouter surface 114 oftube 110. - In use, inside
surface 112 oftube 110 is typically engaged with or mounted onto the mandrel of a film winding apparatus (not shown). In typical embodiments, the cylindrical tube of winding cores of the invention is a hollow tube with two open ends. However, as will be understood, in some embodiments if desired, the cylindrical tube may be solid, with or without openings or other features at one or both ends for engagement with winding or other handling apparatus. - In the x-y-z orientation nomenclature used in this disclosure, core covering 40 is bent in the x dimension to wrap around
cylindrical tube 110. In preferred embodiments, the adjacent ends 45a, 45b of core covering 40 abut with substantially no gap therebetween. - In use, as shown in
Fig. 5 , whenweb 120 is wound upon windingcore 41 having core covering 40, leadingend 122 is compressed into core covering 40 such that subsequent layers or windings ofweb 120 overend 122 are subjected to stress to a lesser degree than would otherwise be the case, thereby reducing the dimension ofimpression stress region 130. Accordingly,web 120 will undergo formation of impressions only to a reduced degree. - Although other methods may be useful, polymeric netting useful as core coverings as disclosed herein in any of their embodiments can conveniently be prepared by an extrusion die as described in Int. Pat. App. Pub. No.
WO2015/130942 (Legatt et al. ). The extrusion die according to the present disclosure has a variety of passageways from cavities within the die to dispensing orifices. The dispensing orifices each have a width, which is the dimension that corresponds to the width of a particular polymeric ribbon or polymeric strand, and a height, which is the dimension that corresponds to the thickness of the resulting extruded array and the height of a particular polymeric ribbon or polymeric strand. The height of a dispensing orifice can also be considered the distance between the top edge and the bottom edge of the dispensing orifice. - When it is said that the first major surface of polymeric ribbon is intermittently joined to a polymeric strand, it can be observed that the polymeric strand oscillates between bonding to the polymeric ribbon and another portion of the netting on the opposite side of the polymeric strand.
- In the extrusion die and method of making a polymeric netting array of the present invention, the extrusion die has at least one cavity, a dispensing surface, and fluid passageways between the at least one cavity and the dispensing surface. The dispensing surface has an array of first and third dispensing orifices interspersed with an array of discrete, substantially vertically aligned second dispensing orifices. This means that for any two first and/or third dispensing orifices, there is at least one second dispensing orifice between them. However, it is possible that for any two first and/or third dispensing orifices, there is more than one second dispensing orifice between them, and there may be dispensing orifices other than the second dispensing orifices between them. The array of first dispensing orifices is vertically and horizontally offset from the array of third dispensing orifices.
- The fluid passageways are capable of physically separating the polymers from the at least one cavity (e.g., first and second cavities and optionally any further die cavities within the extrusion die) until the fluid passageways enter the dispensing orifices. The shape of the different passageways within the die may be identical or different. Examples of passageway cross-sectional shapes include round, square, and rectangular shapes. These cross-sectional shapes, selection of polymeric material, and die swell can influence the cross-sectional shape of the ribbons and strands.
- In many embodiments, the extrusion die includes at least a first and second cavity, with first fluid passageways between the first cavity and the first dispensing orifices and second fluid passageways between the second cavity and the second dispensing orifices. The extrusion die may also have third fluid passageways between the first cavity or a third cavity and the third dispensing orifices. In the illustrated embodiment, the extrusion die has a third cavity, and the third fluid passageways are between the third cavity and the third dispensing orifices. At least one of the first dispensing orifices or third dispensing orifices have a height-to-width aspect ratio of at least 3:1 (in some embodiments, at least 5:1, 8:1, 10:1, 11:1, 15:1, 20:1, 30:1, or 40:1), and the height of at least one of the first and third dispensing orifices is typically larger than the height of the second dispensing orifices. In some embodiments, the height of at least one of the first dispensing orifices or third dispensing orifices is larger (in some embodiments, at least 2, 2.5, 3, 5, 10, or 20 times larger) than the height of the second dispensing orifices.
- In some embodiments, the first dispensing orifices, second dispensing orifices, third dispensing orifices, and any other dispensing orifices are arranged one-by-one across the dispensing surface. That is, in these embodiments, in the width dimension of the die, the dispensing orifices are arranged singly or one-by-one regardless of the alignment of the dispensing orifices in these embodiments. For example, the dispensing orifices are not stacked in a group of two, three, or more in the height direction, and one first or third dispensing orifice is disposed between any two adjacent second dispensing orifices. Furthermore, in some embodiments, one first dispensing orifice is disposed between any two adjacent third dispensing orifices, and one third dispensing orifice is disposed between any two adjacent first dispensing orifices. In other embodiments, there may be more than one second dispensing orifices (e.g., two) stacked in the height direction and interspersed between the first and third dispensing orifices.
- The size of the polymeric ribbons and polymeric strands can be adjusted, for example, by the composition of the extruded polymers, velocity of the extruded strands, and/or the orifice design (e.g., cross sectional area (e.g., height and/or width of the orifices)). As taught in Int. Pat. App. Pub. No.
WO 2013/028654 (Ausen et al. ), a dispensing surface with a first polymer orifice three times greater in area than the second polymer orifice may not generate an array with polymeric ribbons with a height greater than the polymeric strands depending on the identity of the polymeric compositions and the pressure within the cavities. - Conveniently, the extrusion die according to and/or useful for practicing the present disclosure may be comprised of a plurality of shims. The plurality of shims together define the at least one cavity, the dispensing surface, and the fluid passageways between the at least one cavity and the dispensing surface. In some embodiments, the plurality of shims comprises a plurality of sequences of shims wherein each sequence comprises at least one first shim that provides a first fluid passageway between the at least one cavity and at least one of the first dispensing orifices, at least one second shim that provides a second fluid passageway between the at least one cavity and at least one of the second dispensing orifices, and at least one third shim that provides a third fluid passageway between the at least one cavity and at least one of the third dispensing orifices. In some embodiments, the shims together define a first cavity and a second cavity, the extrusion die having a plurality of first dispensing orifices in fluid communication with the first cavity, a plurality of second dispensing orifices in fluid communication with the second cavity, and a plurality of third dispensing orifices in fluid communication with the first cavity or a third cavity (in some embodiments, the third cavity).
- In some embodiments, the shims will be assembled according to a plan that provides a sequence of shims of diverse types. Since different applications may have different requirements, the sequences can have diverse numbers of shims. The sequence may be a repeating sequence that is not limited to a particular number of repeats in a particular zone. Or the sequence may not regularly repeat, but different sequences of shims may be used.
- The polymeric compositions useful in the ribbons and strands of arrays of the invention may be the substantially the same or different, so long as the resultant members exhibit the desired differentiated optical appearance. In some embodiments, the polymeric ribbons and polymeric strands comprise different polymeric compositions. These arrays can be prepared, for example, by extrusion using any embodiments of the method described above by using different polymeric compositions in the first, second, and optionally third cavities. The different polymeric compositions in the polymeric ribbons and polymeric strands may be selected for their surface properties or their bulk properties (e.g., tensile strength, elasticity, microstructure, color, refractive index, etc.). Furthermore, polymeric compositions can be selected to provide specific functional or aesthetic properties in the polymeric array such as hydrophilicity/hydrophobicity, elasticity, softness, hardness, stiffness, bendability, or colors. The term "different" in terms of polymeric compositions can also refer to at least one of (a) a difference of at least 2% in at least one infrared peak, (b) a difference of at least 2% in at least one nuclear magnetic resonance peak, (c) a difference of at least 2% in the number average molecular weight, or (d) a difference of at least 5% in polydispersity.
- In any embodiments of the method disclosed herein, polymers used to make the polymeric ribbons and polymeric strands are selected to be compatible with each other such that the polymeric ribbons and polymeric strands bond together. Bonding generally refers to melt-bonding, and the bonds between polymer strands and polymeric ribbons can be considered to be melt-bonded. The bonding occurs in a relatively short period of time (typically less than about 1 second). The bond regions on the major surface of the polymeric ribbons, as well as the polymeric strands, typically cool through air and natural convection and/or radiation. In selecting polymers for the polymeric ribbons and polymeric strands, in some embodiments, it may be desirable to select polymers of bonding strands that have dipole interactions (or H-bonds) or covalent bonds. Bonding between polymer ribbons and strands has been observed to be improved by increasing the time that the polymeric ribbons and polymeric strands are molten to enable more interaction between polymers. Bonding of polymers has generally been observed to be improved by reducing the molecular weight of at least one polymer and or introducing an additional co-monomer to improve polymer interaction and/or reduce the rate or amount of crystallization.
- Examples of polymeric materials from which arrays of the invention can be made include thermoplastic polymers. Suitable thermoplastic polymers for the polymeric arrays include polyolefin homopolymers such as polyethylene and polypropylene, copolymers of ethylene, propylene and/or butylene; copolymers containing ethylene such as ethylene vinyl acetate and ethylene acrylic acid; ionomers based on sodium or zinc salts of ethylene methacrylic acid or ethylene acrylic acid; polyvinyl chloride; polyvinylidene chloride; polystyrenes and polystyrene copolymers (styrene-maleic anhydride copolymers, styrene acrylonitrile copolymers); nylons; polyesters such as poly(ethylene terephthalate), polyethylene butyrate and polyethylene naphthalate; polyamides such as poly(hexamethylene adipamide); polyurethanes; polycarbonates; poly(vinyl alcohol); ketones such as polyetheretherketone; polyphenylene sulfide; polyacrylates; cellulosics; fluoroplastics; polysulfones; silicone polymers; and mixtures thereof. The die and method according to the present disclosure may also be useful for co-extruding polymeric materials that can be crosslinked (e.g., by heat or radiation). When a heat curable resin is used, the die can be heated to start the cure so as to adjust the viscosity of the polymeric material and/or the pressure in the corresponding die cavity. In some embodiments, at least one of the polymeric ribbons or polymeric strands is made from a polyolefin (e.g., polyethylene, polypropylene, polybutylene, ethylene copolymers, propylene copolymers, butylene copolymers, and copolymers and blends of these materials).
- In some embodiments, the first polymeric ribbons are elastic and the strands are not, or the polymeric strands are elastic and the ribbons are not, or both are elastic. For example, the second polymeric composition may include thermoplastic elastomers such as ABA block copolymers, polyurethane elastomers, polyolefin elastomers (e.g., metallocene polyolefin elastomers), polyamide elastomers, ethylene vinyl acetate elastomers, polyvinyl ethers, acrylics, especially those having long chain alkyl groups, poly-alpha-olefins, asphaltics, silicones, polyester elastomers, and natural rubber. An ABA block copolymer elastomer generally is one where the A blocks are polystyrenic, and the B blocks are conjugated dienes (e.g., lower alkylene dienes). The A block is generally formed predominantly of substituted (e.g., alkylated) or unsubstituted styrenic moieties (e.g., polystyrene, poly(alphamethylstyrene), or poly(t-butylstyrene)), having an average molecular weight from about 4,000 to 50,000 grams per mole. The B block(s) is generally formed predominantly of conjugated dienes (e.g., isoprene, 1,3-butadiene, or ethylene-butylene monomers), which may be substituted or unsubstituted, and has an average molecular weight from about 5,000 to 500,000 grams per mole. The A and B blocks may be configured, for example, in linear, radial, or star configurations. An ABA block copolymer may contain multiple A and/or B blocks, which blocks may be made from the same or different monomers. A typical block copolymer is a linear ABA block copolymer, where the A blocks may be the same or different, or a block copolymer having more than three blocks, predominantly terminating with A blocks. Multi-block copolymers may contain, for example, a certain proportion of AB diblock copolymer, which tends to form a more tacky elastomeric film segment. Other elastic polymers can be blended with block copolymer elastomers, and various elastic polymers may be blended to have varying degrees of elastic properties.
- Many types of thermoplastic elastomers suitable for use in the present invention are commercially available. Illustrative examples including those from BASF Corporation, under the trade designation "STYROFLEX"; from Kraton Performance Polymers, Inc., under the trade designation "KRATON"; from Dow Chemical Company, under the trade designation "PELLETHANE", "ENGAGE", "INFUSE", VERSIFY", or "NORDEL"; from Royal DSM N.V., under the trade designation "ARNITEL"; from E. I. duPont de Nemours and Company, under the trade designation "HYTREL"; from ExxonMobil under the trade designation "VISTAMAXX"; and more.
- Mixtures of any of the above-mentioned polymers may be useful in the arrays disclosed herein. For example, a polyolefin may be blended with an elastomeric polymer to lower the modulus of the polymeric composition, which may be desirable for certain application. Such a blend may or may not be elastic.
- In some embodiments, polymeric materials from which arrays can be made comprise a colorant (e.g., pigment and/or dye) for functional (e.g., optical effects) and/or aesthetic purposes (e.g., each has different color/shade). Suitable colorants are those known in the art for use in various polymeric materials. Exemplary colors imparted by the colorant include white, black, red, pink, orange, yellow, green, aqua, purple, and blue.
- In some embodiments, a single strand of the polymeric strands or a single ribbon of the polymeric ribbons in the array may include different polymeric compositions. For example, one or more of the polymeric strands in the polymeric array may have a core made of one polymeric composition and a sheath of a different polymeric composition. Such arrays can be extruded as described in Int. Pat. Appln. Publn. No.
WO 2013/032683 (Ausen et al. ). Arrays in which their opposing major surfaces are made from different polymeric compositions are described in Int. App. No.PCT/US2014/021494 . - In some embodiments, the strands, the ribbons, or both are substantially uniform in the z-axis. In some other embodiments, one or both of the strands and the ribbons is made up of two or three segments of materials selected for differing properties to provide optimum performance. For instance, as shown in
Fig. 6 ,strand 44 may comprise 3 segments arranged in the z-axis, being made up ofcentral segment 52 and with outer segment 54 (which will face the web (not shown) when the web is wound on the core) and inner outer segment 56 (which will face the core (not shown)). In such embodiments,central segment 52 may be formulated and constructed so as to impart greater flexibility and deformability to the resultant core cover, thereby providing improved cushioning performance during use, whileouter segment 54 andinner segment 56 are formulated and constructed so as to impart desired interaction tendencies (e.g., relatively tacky effect) with the web material (not shown) and core (not shown), respectively. As will be understood, the strands and ribbons in coverings of the invention may be made up of only the central segment, a central segment and either an outer segment or inner segment, or both an outer segment and inner segment. In embodiments having both an outer segment and an inner segment, the two segments may be the same or different. - In some embodiments, portions of the strands, the ribbons, or both may be made with a foaming agent (e.g., HYDROCEROL® BIH-40-E from Clariant Corp.) such that the resultant member is porous. Such foaming tends to render the resultant member softer so that it can impart improved cushioning, thereby reducing the tendency of forming impressions upon the web material. In addition, such embodiments may tend to may tend to permit more effective air evacuation.
- It will be understood that any claimed embodiment of the invention does not necessarily include all of the features of all of the embodiments described herein.
- The invention may be further understood with reference to the following illustrative examples.
- A co-extrusion die and process as generally described and depicted in Example 13 of Int. Publn. No.
WO2013/028654 (Ausen et al. ) was used to make the following core wrap with the following exceptions. - Each extruder feeding cavities A and B were loaded with styrene-ethylene/butylene-styrene block copolymer elastomer (obtained under the trade designation "G1645" from Kraton Corporation, Belpre, Ohio)
Other process conditions were: Orifice width for the first orifice: 0.304 mm (strand) Orifice height for the first orifice: 1.524 mm (strand) Orifice width of the second orifice: 0.812 mm (ribbon) Orifice height of the second orifice: 1.524 mm (ribbon) Land spacing between orifices 0.304 mm Flow rate of first polymer (strand) 3.4 kg/hr. Flow rate of second polymer (ribbon) 3 kg/hr Extrusion temperature 246°C Quench roll temperature 15°C Quench takeaway speed 0.76 m/min. Melt drop distance 3 cm - Using an optical microscope, at 30X magnification, the dimensions of the resulting polymeric net were measured to be:
Ribbon Height (total Caliper) 1850 µm Strand Height 1400 µm Resulting open area shown in figure 3 due to difference in ribbon and strand height24% Face Ribbon Width 700 µm Ribbon repeat length 1750 µm Resulting surface contact area of face side of netting 40% Open area of netting face side shown in figure 2 direction15% - A co-extrusion die and process as generally described and depicted in Example 13 of Int. Publn. No.
WO2013/028654 (Ausen et al. ) was used to make the following core wrap with the following exceptions. - Each extruder feeding cavities A and B were loaded with styrene-ethylene/butylene-styrene block copolymer elastomer ("G1645").
Other process conditions were: Orifice width for the first orifice: 0.304 mm (strand) Orifice height for the first orifice: 0.762 mm (strand) Orifice width of the second orifice: 0.812 mm (ribbon) Orifice height of the second orifice: 0.762 mm (ribbon) Land spacing between orifices 0.304 mm Flow rate of first polymer (strand) 2 kg/hr Flow rate of second polymer (ribbon) 1.9 kg/hr Extrusion temperature 246°C Quench roll temperature 15°C Quench takeaway speed 1.0 m/min. Melt drop distance 3 cm - Using an optical microscope, at 30X magnification, the dimensions of the resulting polymeric net were measured to be:
Ribbon Height (total Caliper) 895 µm Strand Height 655 µm Resulting open area shown in figure 3 due to difference in ribbon and strand height26% Face Ribbon Width 720 µm Ribbon repeat length 1600 µm Resulting surface contact area of face side of netting 45% Open area of face side shown in figure 2 direction16% - Evaluations were made using the core coverings of Example 1 and 2. These samples were installed onto a plastic winding core such that they covered the whole outer diameter of the core. The samples were held to the winding core's outer diameter by use of an adhesive. This was done to promote the bond of the samples to the winding core.
- The samples were then placed onto a winder of a web line where 500 lineal yards of 2 mil PET film at 0.5 pli tension was wound onto each core and then analyzed for 'spoking' defects. Spoking is commonly knowing in the web handling and winding area as linear markings that extend radially from the outer diameter of the winding core. Winding tension was measured and controlled by use of two rollers that had load cells and use of a laminator to help control tension.
- The results observed from this evaluation were as follows:
Example Roll Length (yards) Winding Tension (pli) Spoking Observed 1 500 0.5 No 2 500 0.5 No - A co-extrusion die and process as generally described and depicted in Example 2 from
US Patent Appln. Publn. No. 2016/0002838 (Ausen et al. ) was used to make the following core wrap with the following exceptions. - The twin screw extruder feeding the cavity for the central layer of the ribbon strand was loaded with styrene-ethylene/butylene-styrene block copolymer elastomer ("G1645") dry blended with 2 percent green color concentrate (obtained under the trade designation PP64643536 from Clariant Corporation, Minneapolis, Minnesota). Ten percent tackifier (obtained under the trade designation "WINGTACK PLUS" from Total Cray Valley, Exton, Pennsylvania) was compounded into the elastomer in the extruder.
- The twin screw extruder feeding the cavity for the central layer of the strand was loaded with styrene-ethylene/butylene-styrene block copolymer elastomer ("G1645") dry blended with 2 percent red color concentrate (obtained under the trade designation PP34643729 from Clariant). Ten percent tackifier ("WINGTACK PLUS") was compounded into the elastomer in the extruder.
- The twin screw extruder feeding the cavity for the top and bottom layer of the strands and ribbons was loaded with styrene-ethylene/butylene-styrene block copolymer elastomer ("G1645"). Ten percent tackifier ("WINGTACK PLUS") was compounded into the elastomer in the extruder.
Other process conditions were: Orifice width for the first orifice: 0.304 mm (strand) Orifice height for the first orifice: 0.762 mm (strand) Orifice width of the second orifice: 0.812 mm (ribbon) Orifice height of the second orifice: 0.762 mm (ribbon) Flow rate of first polymer (center of strand) 11.5kg/hr. Flow rate of second polymer (center of ribbon) 11.5kg/hr Flow rate for top and bottom layers 3.4 kg/hr. Extrusion width 61 cm Extrusion temperature 232°C Quench roll temperature 15°C Quench takeaway speed 1.5 m/min. Melt drop distance 10 cm - Using an optical microscope, at 30X magnification, the dimensions of the resulting polymeric net were measured to be:
Ribbon Height (total Caliper) 910 µm Strand Height 600 µm Resulting open area shown in figure 3 due to difference in ribbon and strand height34% Face Ribbon Width 530 µm Ribbon repeat length 1780µm Resulting surface contact area of face side of netting 30% Open area of face side shown in figure 2 direction35% - A co-extrusion die and process as generally described and depicted in Example 2 from
US Patent Appln. Publn. No. 2016/0002838 (Ausen et al. ) was used to make the following core wrap with the following exceptions. - The twin screw extruder feeding the cavity for the central layer of the ribbon strand was loaded with styrene-ethylene/butylene-styrene block copolymer elastomer ("G1645") dry blended with 2 percent green color concentrate (PP64643536). Ten percent tackifier ("WINGTACK PLUS") was compounded into the elastomer in the extruder.
- The twin screw extruder feeding the cavity for the central layer of the strand was loaded with styrene-ethylene/butylene-styrene block copolymer elastomer ("G1645") dry blended with 2 percent red color concentrate (PP34643729). Ten percent tackifier ("WINGTACK PLUS") was compounded into the elastomer in the extruder.
- The twin screw extruder feeding the cavity for the top and bottom layer of the strands and ribbons was loaded with styrene-ethylene/butylene-styrene block copolymer elastomer ("KRATON 1119" from Kraton).
Other process conditions were: Orifice width for the first orifice: 0.304 mm (strand) Orifice height for the first orifice: 0.762 mm (strand) Orifice width of the second orifice: 0.812 mm (ribbon) Orifice height of the second orifice: 0.762 mm (ribbon) Flow rate of first polymer (center of strand) 24.6 kg/hr. Flow rate of second polymer (center of ribbon) 23.2 kg/hr Flow rate for top and bottom layers 3 kg/hr. Extrusion width 61 cm Extrusion temperature 232°C Quench roll temperature 15°C Quench takeaway speed 3.3 m/min. Melt drop distance 10 cm - Using an optical microscope, at 30X magnification, the dimensions of the resulting polymeric net were measured to be:
Ribbon Height (total Caliper) 875 µm Strand Height 535 µm Resulting open area shown in figure 3 due to difference in ribbon and strand height39% Face Ribbon Width 470 µm Ribbon repeat length 1873 µm Resulting surface contact area of face side of netting 25% Open area of face side shown in figure 2 direction53% - A co-extrusion die and process as generally described and depicted in Example 2 from
US Patent Appln. Publn. No. 2016/0002838 (Ausen et al. ) was used to make the following core wrap with the following exceptions. - The twin screw extruder feeding the cavity for the central layer of the ribbon strand was loaded with styrene-ethylene/butylene-styrene block copolymer elastomer ("G1645") dry blended with 2 percent green color concentrate (PP64643536 from Clariant Corporation). Twenty percent tackifier ("WINGTACK PLUS") was compounded into the elastomer in the extruder.
- The twin screw extruder feeding the cavity for the central layer of the strand was loaded with styrene-ethylene/butylene-styrene block copolymer elastomer (designation "G1645") dry blended with 2 percent red color concentrate (PP34643729 from Clariant Corporation). Twenty percent tackifier ("WINGTACK PLUS") was compounded into the elastomer at the extruder.
- The twin screw extruder feeding the cavity for the top and bottom layer of the strands and ribbons was loaded with styrene-ethylene/butylene-styrene block copolymer elastomer ("G1645"). Twenty percent tackifier ("WINGTACK PLUS") was compounded into the elastomer at the extruder.
Other process conditions were: Orifice width for the first orifice: 0.304 mm (strand) Orifice height for the first orifice: 0.762 mm (strand) Orifice width of the second orifice: 0.812 mm (ribbon) Orifice height of the second orifice: 0.762 mm (ribbon) Flow rate of first polymer (center of strand) 23.2 kg/hr. Flow rate of second polymer (center of ribbon) 23.2 kg/hr Flow rate for top and bottom layers 3 kg/hr. Extrusion width 61 cm Extrusion temperature 204°C Quench roll temperature 15°C Quench takeaway speed 3.3 m/min. Melt drop distance 10 cm - Using an optical microscope, at 30X magnification, the dimensions of the resulting polymeric net were measured to be:
Ribbon Height (total Caliper) 979 µm Strand Height 614 µm Resulting open area shown in figure 3 due to difference in ribbon and strand height37% Face Ribbon Width 460 µm Ribbon repeat length 1770 µm Resulting surface contact area of face side of netting 26% Open area of face side shown in figure 2 direction60% - The peel force required to separate polyester film from the core cover materials of Examples 3, 4, and 5 was measured using an IMass SP-2000, under the following conditions:
- Load cell - 25 lb (111 N)
- Delay - 1 second
- Avg time - 10 seconds
- Rate - 12 inches/min (30.5) for a 2.24 inch (5.7 centimeter) total travel distance
- These show that increasing the amount of tackifier within the portion of the core covering in contact with the web provided increased strength of adhesion therebetween. Such techniques can be used to fabricate core coverings of the invention which provide sufficient adhesion or "grab" to the web to facilitate "flying splice" approach of web to core engagement to begin winding.
- Evaluations were completed using three different core coverings for winding 6.5 mil (165 micrometer) polyester film onto winding cores having an outer diameter of about 11.5 inches (29 centimeters). The control material was using a double coated tape and applying the tape in a spiral pattern around the core. The net materials evaluated were Example 3 and Example 4 as described previously. In each instance, 2000 lineal yards (1929 m) at about 1 pli (0.17 kg per cm) were wound upon the test core. After four weeks, the films were unwound and a visual inspection performed. On the core having the control core wrap, 270 lineal yards (247 meters) of film at the leading edge had incurred unacceptable visual defects. In contrast, film wound on the cores having core covers of the invention had incurred unacceptable visual defects to a far lower degree, at 82 lineal yards (75 meters) for the core using the cover of Example 3 and 83 lineal yards (76 meters) for the core using the cover of Example 4.
- A core covering was made as in Example 5 but flattened so the thickness difference between ribbons and strands was reduced by 55% (i.e., from an average ribbon thickness of 27.4 mils (696 micrometers) and strand thickness of 34.2 mils (869 micrometers) in Example 5 to an average ribbon thickness of about 21.4 mils (543 micrometers) and average strand thickness of about 24.5 mils (622 micrometers) in Example 6).
- The following table shows the impression results obtained with a 0.97 mil polyethylene terephthalate film wound under a line tension of 1.5 pli pounds per lineal inch (0.27 kg per lineal centimeter):
Lineal Web Distance from Leading Edge Impression Visible? Example 5 Example 6 150 yards (137 meters) No No 75 yards (69 meters) No No 37 yards (34 meters) Yes No 20 yards (18 meters) Yes No 0.5 yards (0.4 meters) Yes Yes - As shown by these results, reducing the relative different in height between constituent strands and ribbons of a core covering can further reduce the tendency of highly impressionable materials (e.g., those which are relatively thin, highly pliable, etc.) to form impressions when wound upon cores using core coverings of the invention.
- Although the present invention has been fully described in connection with the preferred embodiments thereof with reference to the accompanying drawings, it is to be noted that various changes and modifications are apparent to those skilled in the art. Such changes and modifications are to be understood as included within the scope of the present invention as defined by the appended claims unless they depart therefrom.
- The foregoing detailed description and examples have been given for clarity of understanding only. No unnecessary limitations are to be understood therefrom. The invention is not limited to the exact details shown and described, for variations obvious to one skilled in the art will be included within the invention defined by the claims.
| Example | Average Peel Force Oz-force (Gram-force) |
| 3 | 0.25 (7.1) |
| 4 | 1.0 (28) |
| 5 | 1.97 (55.8) |
Claims (4)
- A film winding core (41) comprising: (a) a cylindrical tube (110) having an outer surface (114) and a longitudinal axis; and (b) a core covering (40) comprising a polymeric netting having opposing interior and exterior sides disposed on the outer surface (114) of the cylindrical tube (110), wherein the polymeric netting comprises an array of a plurality of polymeric ribbons (42) and a plurality of polymeric strands (44) arranged in sheet form with each polymeric ribbon (42) bonded to one or two adjacent polymeric strands (44) and each polymeric strand (44) bonded to one or two adjacent ribbons (42), wherein:(1) each polymeric ribbon (42) has a width, height, and length such that the length is longer than the width and the height and is of elongate form defining a longitudinal axis;(2) each polymeric strand (44) has a width, height, and length such that the length is longer than the width and the height and is intermittently bonded multiple times to one or two adjacent polymeric ribbons (42); and(3) the interior side of the polymeric netting is facing the outer surface (114) of the cylindrical tube (110).
- The winding core (41) of claim 1 wherein the polymeric netting is oriented such that the longitudinal axes of the polymeric ribbons (42) are substantially parallel or substantially perpendicular to the longitudinal axis of the cylindrical tube (110).
- The winding core (41) of claim 1 wherein the polymeric netting is bonded to the outer surface (114) of the cylindrical tube (110) with an intermediate adhesive.
- A roll of film, comprising: (a) a film winding core (41) of claim 1; and (b) a web (120) of film wound around the film winding core (41).
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201562272437P | 2015-12-29 | 2015-12-29 | |
| US201662414319P | 2016-10-28 | 2016-10-28 | |
| PCT/US2016/068851 WO2017117206A1 (en) | 2015-12-29 | 2016-12-28 | Winding core for webs and rolls on same |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP3397579A1 EP3397579A1 (en) | 2018-11-07 |
| EP3397579A4 EP3397579A4 (en) | 2019-08-28 |
| EP3397579B1 true EP3397579B1 (en) | 2020-09-23 |
Family
ID=59225469
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP16882550.3A Active EP3397579B1 (en) | 2015-12-29 | 2016-12-28 | Winding core for webs and rolls on same |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20210229948A1 (en) |
| EP (1) | EP3397579B1 (en) |
| JP (1) | JP6924762B2 (en) |
| KR (1) | KR20180099786A (en) |
| CN (1) | CN109311621B (en) |
| TW (1) | TWI708731B (en) |
| WO (1) | WO2017117206A1 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021028798A1 (en) * | 2019-08-12 | 2021-02-18 | 3M Innovative Properties Company | Extruding connected hollow strands |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3156142B2 (en) * | 1991-08-27 | 2001-04-16 | コニカ株式会社 | Core for photographic photosensitive material and method of manufacturing the same |
| JP2006082953A (en) * | 2004-09-17 | 2006-03-30 | Showa Marutsutsu Co Ltd | Core and rolled article |
| WO2012083019A2 (en) * | 2010-12-17 | 2012-06-21 | 3M Innovative Properties Company | Open gap film roll core |
| JP2012206855A (en) * | 2011-03-30 | 2012-10-25 | Sekisui Chem Co Ltd | Composite core material for tape and tape roll using the same |
| EP2750856A2 (en) * | 2011-09-02 | 2014-07-09 | 3M Innovative Properties Company | Strands, nettings, dies, and methods of making the same |
| JP5918586B2 (en) * | 2012-03-26 | 2016-05-18 | 長岡産業株式会社 | Winding core |
| EP2903922B1 (en) * | 2012-10-04 | 2018-08-08 | 3M Innovative Properties Company | Looped pile film roll core |
| JP2014151985A (en) * | 2013-02-05 | 2014-08-25 | Dainippon Printing Co Ltd | Winding core and winding body |
| JP6116950B2 (en) * | 2013-03-18 | 2017-04-19 | 株式会社加貫ローラ製作所 | Winding core |
| KR20160127764A (en) * | 2014-02-28 | 2016-11-04 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | Nettings, dies, and methods of making |
| WO2015130934A1 (en) * | 2014-02-28 | 2015-09-03 | 3M Innovative Properties Company | Filtration medium including polymeric netting of ribbons and strands |
| EP3110617A4 (en) * | 2014-02-28 | 2017-11-22 | 3M Innovative Properties Company | Polymeric netting of strands and first and second ribbons and methods of making the same |
| CN105984756A (en) * | 2015-02-10 | 2016-10-05 | 苏州天裕塑胶有限公司 | Winding core pipe |
-
2016
- 2016-12-28 CN CN201680077219.9A patent/CN109311621B/en not_active Expired - Fee Related
- 2016-12-28 WO PCT/US2016/068851 patent/WO2017117206A1/en active Application Filing
- 2016-12-28 TW TW105143736A patent/TWI708731B/en not_active IP Right Cessation
- 2016-12-28 EP EP16882550.3A patent/EP3397579B1/en active Active
- 2016-12-28 US US16/065,534 patent/US20210229948A1/en not_active Abandoned
- 2016-12-28 JP JP2018533892A patent/JP6924762B2/en active Active
- 2016-12-28 KR KR1020187021633A patent/KR20180099786A/en not_active Application Discontinuation
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| CN109311621B (en) | 2020-08-14 |
| JP2019500295A (en) | 2019-01-10 |
| EP3397579A4 (en) | 2019-08-28 |
| KR20180099786A (en) | 2018-09-05 |
| CN109311621A (en) | 2019-02-05 |
| TW201738166A (en) | 2017-11-01 |
| WO2017117206A1 (en) | 2017-07-06 |
| JP6924762B2 (en) | 2021-08-25 |
| US20210229948A1 (en) | 2021-07-29 |
| EP3397579A1 (en) | 2018-11-07 |
| TWI708731B (en) | 2020-11-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9944043B2 (en) | Laminates and methods of making the same | |
| KR20150117301A (en) | Protective film with release surface | |
| TW201600324A (en) | Nettings, dies, and methods of making the same | |
| JP2015505742A5 (en) | ||
| EP3397579B1 (en) | Winding core for webs and rolls on same | |
| KR20180011795A (en) | ROTOCHROMIC ARRAY AND METHODS OF MAKING AND USING THE SAME | |
| WO2018106560A1 (en) | Article comprising multilayer film | |
| CN111615445B (en) | Coextruded polymer articles and methods of making same | |
| CN105283520A (en) | Roll of an adhesive tape having an adhesive layer comprising a structural adhesive and its method of manufacture | |
| US20210078233A1 (en) | Coextruded polymeric article and method of making the same | |
| JP2018532609A (en) | Laminated film with stretched layer | |
| US20200406524A1 (en) | Coextruded polymeric article and method of making the same | |
| US11975469B2 (en) | Coextruded polymeric nettings and method of making the same | |
| US20220118669A1 (en) | Coextruded polymeric netting and method of making the same | |
| US20160368237A1 (en) | Composite polymeric layers and methods of making the same | |
| EP3810396B1 (en) | Coextruded polymeric article and method of making the same | |
| EP4429986A1 (en) | Wound roll core covering | |
| EP3581378B1 (en) | Polymeric layer |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20180711 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20190726 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65H 75/28 20060101ALI20190722BHEP Ipc: B65H 75/10 20060101AFI20190722BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20200402 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602016044759 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1316208 Country of ref document: AT Kind code of ref document: T Effective date: 20201015 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201223 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200923 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201223 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200923 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201224 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200923 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1316208 Country of ref document: AT Kind code of ref document: T Effective date: 20200923 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200923 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200923 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20200923 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200923 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210125 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200923 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200923 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200923 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200923 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200923 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200923 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200923 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200923 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210123 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602016044759 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200923 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20201228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200923 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200923 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200923 |
|
| 26N | No opposition filed |
Effective date: 20210624 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20201231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201228 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200923 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201228 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201231 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201231 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201228 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20211117 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210123 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200923 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200923 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200923 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200923 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200923 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602016044759 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230701 |