EP3276012A1 - Temperierstation mit mantelheizleiter - Google Patents
Temperierstation mit mantelheizleiter Download PDFInfo
- Publication number
- EP3276012A1 EP3276012A1 EP16181981.8A EP16181981A EP3276012A1 EP 3276012 A1 EP3276012 A1 EP 3276012A1 EP 16181981 A EP16181981 A EP 16181981A EP 3276012 A1 EP3276012 A1 EP 3276012A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- temperature control
- mantelheizleiter
- station according
- control station
- plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images












Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/34—Methods of heating
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B1/00—Details of electric heating devices
- H05B1/02—Automatic switching arrangements specially adapted to apparatus ; Control of heating devices
- H05B1/0227—Applications
- H05B1/023—Industrial applications
- H05B1/0236—Industrial applications for vehicles
- H05B1/0238—For seats
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/16—Heating or cooling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/62—Quenching devices
- C21D1/673—Quenching devices for die quenching
Definitions
- the present invention relates to a tempering station for a hot forming line according to the features in the preamble of claim 1.
- ovens in particular continuous ovens are used to heat the sheet steel blanks to above AC3 temperature.
- these furnaces have the disadvantage that a targeted partial heating is not possible.
- a corresponding expenditure of energy for operating the Continuous furnace necessary.
- the furnace interior is also warmed up with the furnace itself, whereby a corresponding power loss of the heat energy required for heating is recorded.
- tempering plates are used.
- the contact plates themselves are heated via a heat source arranged at the rear, for example an inductor.
- the heat of the contact plate is transferred to the sheet steel plate by means of heat conduction.
- the object of the present invention is, starting from the prior art, to provide a tempering station for a hot forming line with which it is possible to heat sheet steel blanks in a targeted manner to a greater or equal AC3 temperature, wherein the tempering station can be operated under effective energy yield.
- At least one jacket heating conductor for mold temperature control for thermoforming applications.
- the tempering station is intended for a hot forming line. This is followed by the temperature control station, a hot forming tool and optionally a press hardening tool. The latter can also be designed as a combined hot-forming and press-hardening tool.
- the tempering station is designed according to the invention as Griffiner michrmungsstation. It has at least one lower tool, optionally also an upper tool.
- the tempering is associated with at least one tempering, which preferably arranged on the lower tool is, wherein the sheet steel plate is placed on the temperature control plate and is heated by heat conduction from the temperature control plate. Alternatively or additionally, the temperature control plate is pressed onto the sheet steel plate.
- At least one jacket heating conductor is arranged in the temperature control plate, in particular in a groove of the temperature control plate, wherein the jacket heating conductor is heated by applying electrical energy to a temperature greater than 800 ° C.
- the Mantelchipleiter is heated to a temperature greater than 850 ° C, more preferably greater than 900 ° C, most preferably greater than 950 ° C. It would be possible to heat the Mantelchipleiter to a temperature up to 1100 ° C.
- the jacket heating conductor itself transfers its heat to the temperature control plate, so that a surface temperature at the temperature control plate is at least partially greater than the AC3 temperature achieved.
- the applied sheet steel plate is thus heated by heat conduction from the temperature control plate to the sheet steel plate to a temperature in particular greater than or equal to AC3. This corresponds to the recrystallization temperature.
- the invention thus also relates to a method for operating the tempering station.
- Manteldiess By electrical resistance heating of the Manteldiess itself can be adjusted specifically the energy required for heating.
- the Mantelchipleiter itself is particularly close to the surface, arranged on the sheet steel plate to be heated. This makes it possible that the heat generated by the electrical resistance heating is conducted over short distances by means of heat conduction in the sheet steel plate or in the Temperierplatte and from this in the sheet steel plate.
- the jacket heating conductor has in particular an electrically insulating and thermally conductive jacket. This enables continuous heating to be performed by applying electric power.
- the heating need not be interrupted, for example, when closing the temperature control or contact with the sheet steel plate to be heated simultaneously because no electrical short circuit is generated.
- the jacket is preferably formed from a nickel-based alloy. Below is a magnesium oxide insulator. In the core, a nickel conductor is preferably arranged. The MantelLiteleiter is preferably designed as a coaxial conductor.
- the tempering station preferably has an upper tool and a lower tool.
- the lower tool and / or the upper tool according to the invention has a tempering with integrated MantelLiteleiter.
- the upper tool or the lower tool can also have an insulating layer.
- the heat transfer due to heat conduction from the temperature control plate to the sheet steel plate to be heated is promoted by application of a press pressure.
- the temperature control plate is particularly preferably formed in several parts. In particular, this is divided into several segments. Each segment thus has an area with mutually different temperatures.
- each segment of the temperature control plate preferably has its own jacket heating conductor.
- a thermally insulating separating gap and / or a cooling channel is preferably arranged. This makes it possible to produce particularly sharply bordered transition areas between the individual areas heated with different temperatures in the sheet steel plate.
- a cooling channel may be arranged, which is formed between two segments. Thus, a bound partial tempering can be performed. The self-adjusting heat conduction within the sheet steel plate is largely suppressed during the tempering process.
- the jacket heating conductor is arranged in a multiply wound essentially in one plane in the temperature control plate.
- a bending radius preferably corresponds to 2 to 3 times the diameter of the MantelLiteleiters.
- Mantelchipleiter are arranged side by side in a plane.
- several turns are then arranged one above the other, thus in several levels.
- the groove can be produced, for example, by milling out the temperature control plate.
- the Mantelchipleiter is preferably arranged either with a press fit or with a clearance fit. In a press fit substantially no gap between the outer circumferential surface of the Mantelsammlungleiters and inner surface of the groove is formed. This results in a particularly effective heat transfer from the Mantelsammlungleiter to the temperature control.
- the jacket heating conductor is molded or pressed into the groove.
- the cross-sectional configuration of the Mantelellesleiters is changed or deformed. For example, in the initial state, a round cross-section of the Mantelanneleiters can be changed due to the press-fit into the groove in an oval or rectangular cross-section.
- a clearance fit is formed between Mantelbindleiter and groove, so that a gap is present.
- This gap can be poured, for example, with a solder material or with a thermally stable resin system.
- a temperature control can be divided into two horizontally or multi-layered in the layer system.
- the groove is not formed on a plant top but in a central separation area between the two horizontal parts and inserted the heating element. Subsequently, both horizontal parts are placed on each other.
- a system side coming into contact with the sheet steel plate thus has, in particular, a smooth or even surface.
- a horizontal layered structure of the temperature control is conceivable.
- individual sheet metal layers are cut open, for example, lasered and layered on top of each other. The cut-out areas then form the groove for inserting the MantelLiteleiters.
- two or three levels may be formed in the temperature control.
- a Mantelloomleiter is arranged in each level.
- optimal grid utilization can be symmetrical with a three-phase voltage and the resulting reactive current can be minimized. As a result, the effectiveness for operating the tempering is further increased and thus reduced operating costs.
- a thermally conductive filler is arranged in a clearance fit between the groove and the Mantelbindleiter.
- a nickel-based solder is used.
- the temperature control itself may have cooling channels and / or the temperature control can be assigned cooling channels.
- the temperature control is at least partially cooler. This offers the possibility of a targeted temperature control and the avoidance of hotspots due to a region to strong heat generation.
- the temperature control station can thus be operated fail-safe and permanently.
- an insulating layer is preferably arranged on the side of the tempering plate opposite the sheet steel plate.
- the gap between the temperature control plate and Mantelbindleiter greater than zero may be formed, optionally optionally in the gap, a heat-conductive filler is disposed so that the surface pressure occurring when closing the temperature control is not transferred to the Mantelbindleiter.
- the Manteldies can lie substantially circumferentially with the tempering plate over the entire surface. In particular, then when closing the Temperature control occurring surface pressure also transferred to the Manteldiesleiter. As a result, a higher mechanical load of the Mantelsammlungleiters conditional, but at the same time provides better heat conduction of the heat generated by the Mantelsammlungleiter to the temperature control and then to the sheet steel plate to be heated.
- FIG. 1 1 shows a longitudinal sectional view through a tempering station 1 according to the invention.
- a sheet steel plate 2 made of a hardenable steel alloy is arranged between a lower tool 3 and an upper tool 4.
- the tempering 1 according to FIG. 1 is shown in the open state.
- the sheet steel plate 2 is raised by lifting pins 5, so that they can be taken for example by a robot arm, not shown, or a linear transfer system.
- the lower tool 3 and the upper tool 4 each have a tool surface 6, which come into contact with a respective surface 7 of the sheet steel plate 2 in the closed state in plant contact.
- 4 tempering 8 are arranged in the lower tool 3 but also in the upper tool.
- the temperature control plates 8 each have individual segments 9, 10, 11. Between the segments 9, 10, 11, gaps 12 are formed. Thus, it is possible to heat each segment 9, 10, 11 at a different temperature from each other. It is also conceivable to switch on or off individual tempering plates by standardized tempering plate sizes with different component geometry.
- bevels 28 are formed at the edges. These prevent heat conduction between the individual temperature zones on the board to be heated.
- the chamfers 28 may instead of on the tool surface 6 also be arranged on the opposite side and thus closer to the level of the Mantelfilleiter on which the largest temperature prevails.
- jacket heating conductors 13 are arranged in grooves 14. Shown here are in the temperature control plate 8 of the upper tool 4 and the temperature control 8 of the lower tool 3 each three Mantelsammlungleiter 13 arranged one above the other and wound in more than each plane multiple times. However, only one Mantelsammlungleiter 13 may be arranged in a plane.
- the respective jacket heating conductor 13 is arranged in a groove 14.
- the groove 14 is introduced in this example from a respective rear side 15 of the temperature control 8, so that the tool surface 6 is formed homogeneous or smooth and flat.
- the tempering 8 has a closing plate 16. On the back 15 of the closing plate 16, an insulating layer 17 is arranged, again followed by a respective base plate 18 of the upper tool 4 and lower tool 3. Here is still in the base plate 18 of the lower tool 3, a cooling channel 19th
- FIG. 2 shows a plan view of the sheet steel plate to be heated 2.
- the tempering plate 8 in turn has three segments 9, 10, 11, so that different temperature ranges are set from each other.
- the temperature range of the segment 9 is adjusted to 950 ° C.
- the temperature of the regions 10 and 11 is adjusted to, for example, 600 ° C., in any case lower than the recrystallization temperature.
- the outer contour of the temperature control plate 8 is approximated to the outer contour of the sheet steel plate 2. As a result, the efficiency for heating is further increased, since substantially no areas of the temperature-control plate 8 not covered by the sheet steel plate 2 are heated.
- FIG. 3 shows the temperature control plate 8 with the steel plate 2.
- FIG. 4 shows a plan view of a bottom view of the temperature control plate 8 with the individual segments 9, 10, 11. It can be seen that in each segment, a multi-wound Mantelchipleiter 13 is arranged, so that each segment is heated homogeneously. For example, a groove milling for inserting the MantelMapleiters 13 done from the back of the tempering 8 ago or also from a tool surface 6 ago. A tempering plate as a casting or from a 3D printing with integrated grooves is also possible.
- FIGS. 5a to c now show exemplary cross-sectional views along the section line AA of FIG. 4 .
- FIGS. 5a to c show a relation to the vertical direction of three-layer structure of a tempering 8.
- two MantelLiteleiter 13 between the three layers 20, 21, 22 distributed arranged extending.
- FIG. 5b shows the assembly in explosive representation.
- the grooves 14 are inserted into the individual layers 20, 21, 22 and the Mantelsammlungleiter 13 arranged therebetween.
- the Mantelsammlungleiter 13 itself has a round in cross-section configuration.
- the cross-sectional profile of the groove 14 in composite layers is also round. This is clearly visible in FIG. 5c , There thus remains a gap 23 between Mantelsammlungleiter 13 and groove 14.
- This is preferably filled with a thermally conductive or thermally conductive filler 24.
- a screw 29 for screwing the individual layers 20, 21, 22 may be provided.
- FIGS. 6a to c show an analogous structure FIG. 5a to c.
- the groove 14 in cross section itself is not round but square or square. Consequently, more of the thermally conductive filler 24 is arranged between the jacket heating conductor 13 and the groove 14. The MantelLiteleiter 13 is also not deformed.
- FIGS. 7a to 7c show a three-layer structure according to FIG. 5a to c.
- the middle layer 21 is formed as a plate and the grooves 14 are respectively formed in the upper layer 20 and the lower layer 22 U-shaped.
- a corresponding filler 24 is used to fill the resulting gap 23 between MantelLiteleiter 13 and groove 14.
- FIGS. 8a and b also show a multilayer structure.
- three Mantelchipleiter 13 are arranged one above the other in the vertical direction V.
- 15 grooves 14 are milled on the backs. These are then closed with inserted Mantelsammlungleitern 13 with a closing plate 16.
- FIGS. 9a and b show another variant.
- An initially according to FIG. 9a in cross-section round Mantelsammlungleiter 13 is inserted into a U-shaped groove 14.
- this groove 14 is not adapted to the cross-sectional configuration of the Mantelsammlungleiters 13, so that when closing the groove 14 with inserted Mantelsammlungleiter 13, this is changed in its cross-sectional configuration of round, for example, a square transition.
- a closing plate 16 is disposed on the opposite side of the tool surface 6, shown in FIG FIG. 9c ,
- the groove can in particular be filled in a tempering 8 without closing plate 16 complementary with solder 30 to ensure a secure fixation during operation.
- FIG. 10 shows a further embodiment variant.
- a gap 23 remains between the groove 14 and the Mantelsammlungleiter 13.
- a oriented in the vertical direction V force F is thus transmitted to the contact regions 26 of the layers 20, 21 between the individual loops of the Mantelsammlungleiter 13.
- the mechanical load of the Mantelsammlungleiter 13, for example, due to thermal expansion and / or surface pressures incurred in closed temperature control 1 are thereby reduced.
- the energy needed to heat up is greater than that of FIG. 11 ,
- FIG. 11 shows a design variant in which no gap between an outer circumferential surface 27 of the MantelLiteleiters 13 and the individual layers 20, 21, or the grooves 14 remains.
- a oriented in the vertical direction V force F is thus also carried by the outer circumferential surface 27 of the MantelMapleiter 13.
- the heat conduction from the Mantelsammlungleiter 13 to the temperature control plate 8 is better in this variant, so that a lower energy density is needed.
- FIG. 12 A and b show a production variant for a tempering 8 with arranged therein MantelLiteleiter 13.
- a groove 14 is covered with individual loops of Mantelsammlungleiters 13 and then filled with a filler 24, for example, a solder or the like.
- a resulting uneven tool surface 6 for subsequent contact with a sheet steel plate, not shown, can be processed in a subsequent processing step, for example, be milled plan, which in FIG. 12b is shown.
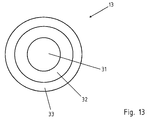
- the Mantellacleiter 13 is in cross section in FIG. 13 shown.
- This has a core 31, which is formed in particular of a nickel alloy.
- the core 31 encloses peripherally an insulator 32.
- the insulator 32 is preferably a magnesium oxide insulator.
- An outer jacket 33 is again preferably formed of a nickel-based alloy.
Abstract
Description
- Die vorliegende Erfindung betrifft eine Temperierstation für eine Warmformlinie gemäß den Merkmalen im Oberbegriff von Patentanspruch 1.
- Zur Herstellung von Kraftfahrzeugbauteilen ist die Warmumform- und Presshärtetechnologie bekannt. Hierzu werden Blechplatinen aus einer härtbaren Stahllegierung zumindest bereichsweise auf über AC3 Temperatur erwärmt, in diesem warmen Zustand umgeformt und anschließend derart schnell abgekühlt, dass eine Abschreckhärtung erfolgt.
- Üblicherweise werden Öfen, insbesondere Durchlauföfen verwendet, um die Stahlblechplatinen auf über AC3 Temperatur zu erwärmen. Diese Durchlauföfen haben jedoch den Nachteil, dass nicht eine gezielte partielle Erwärmung möglich ist. Darüber hinaus ist ein entsprechender Energieaufwand zum Betreiben des Durchlaufofens notwendig. Hierbei wird die Ofeninnenatmosphäre jedoch auch der Ofen an sich mit aufgewärmt, wodurch eine entsprechende Verlustleistung der zum Erwärmen benötigten Wärmeenergie zu verzeichnen ist.
- In den letzten Jahren hat sich daher im Bereich der Warmumformung und Presshärtung die Kontakterwärmung als zweckmäßig erwiesen. Hierzu werden Temperierplatten eingesetzt. Beispielsweise ist aus der
EP 2 182 081 A eine Temperierstation bekannt, bei welcher Kontaktplatten eingesetzt werden. Die Kontaktplatten selbst werden über eine an der Rückseite angeordnete Wärmequelle, beispielsweise einen Induktor erwärmt. Durch zumindest partielles Anliegen an der Stahlblechplatine wird die Wärme der Kontaktplatte an die Stahlblechplatine mittels Wärmeleitung übertragen. - Aufgabe der vorliegenden Erfindung ist es, ausgehend vom Stand der Technik eine Temperierstation für eine Warmformlinie bereitzustellen, mit der es möglich ist bevorzugt gezielt Stahlblechplatinen auf größer gleich AC3 Temperatur zu erwärmen, wobei die Temperierstation unter effektiver Energieausbeute betrieben werden kann.
- Die zuvor genannte Aufgabe wird erfindungsgemäß mit einer Temperierstation gemäß den Merkmalen im Patentanspruch 1 gelöst.
- Vorteilhafte Ausgestaltungsvarianten der vorliegenden Erfindung sind in den abhängigen Ansprüchen beschrieben.
- Erfindungsgemäß ist vorgesehen, mindestens einen Mantelheizleiter für die Werkzeugtemperierung für Warmformanwendungen zu verwenden.
- Die Temperierstation ist für eine Warmformlinie vorgesehen. Mithin folgen auf die Temperierstation, ein Warmumformwerkzeug und optional ein Presshärtewerkzeug. Letztere können auch als kombiniertes Warmumform- und Presshärtewerkzeug ausgebildet sein. Die Temperierstation ist erfindungsgemäß als Kontakterwärmungsstation ausgebildet. Sie weist zumindest ein Unterwerkzeug, optional auch ein Oberwerkzeug auf. Der Temperierstation ist mindestens eine Temperierplatte zugeordnet, welche bevorzugt auf dem Unterwerkzeug angeordnet ist, wobei die Stahlblechplatine auf die Temperierplatte aufgelegt wird und mittels Wärmeleitung von der Temperierplatte erwärmt wird. Alternativ oder ergänzend wird die Temperierplatte auf die Stahlblechplatine aufgedrückt. Erfindungsgemäß ist nunmehr vorgesehen, dass in der Temperierplatte, insbesondere in einer Nut der Temperierplatte mindestens ein Mantelheizleiter angeordnet ist, wobei der Mantelheizleiter durch Beaufschlagen mit elektrischer Energie erwärmt wird auf eine Temperatur größer 800°C. Insbesondere wird der Mantelheizleiter auf eine Temperatur größer 850°C, besonders bevorzugt größer 900°C, ganz besonders bevorzugt größer 950°C erwärmt. Es wäre möglich den Mantelheizleiter auf eine Temperatur bis 1100°C zu erwärmen. Der Mantelheizleiter selber gibt seine Wärme an die Temperierplatte ab, so dass eine Oberflächentemperatur an der Temperierplatte zumindest bereichsweise größer gleich der AC3 Temperatur erreicht wird. Die aufgelegte Stahlblechplatine wird somit mittels Wärmeleitung von der Temperierplatte an die Stahlblechplatine auf eine Temperatur insbesondere größer gleich AC3 erwärmt. Dies entspricht der Rekristalisierungstemperatur. Die Erfindung betrifft somit auch ein Verfahren zum Betreiben der Temperierstation.
- Durch die elektrische Widerstandserwärmung des Mantelheizleiters selber kann gezielt die zur Erwärmung benötigte Energie eingestellt werden. Der Mantelheizleiter selber ist insbesondere oberflächennah, an der zu erwärmenden Stahlblechplatine angeordnet. Hierdurch wird es ermöglicht, dass die durch die elektrische Widerstandserwärmung erzeugte Wärme auf kurzen Wegen mittels Wärmeleitung in die Stahlblechplatine bzw. in die Temperierplatte und von dieser in die Stahlblechplatine geleitet wird.
- Der Mantelheizleiter weist insbesondere einen elektrisch isolierenden und thermisch leitenden Mantel auf. Dies ermöglicht es, dass eine fortlaufende Erwärmung durch Beaufschlagung mit elektrischer Energie durchgeführt werden kann. Die Erwärmung muss nicht beispielsweise bei Schließen der Temperierstation bzw. Kontakt mit der zu erwärmenden Stahlblechplatine gleichzeitig unterbrochen werden, da kein elektrischer Kurzschluss erzeugt wird.
- Der Mantel ist bevorzugt aus einer Nickelbasislegierung ausgebildet. Darunter befindet sich ein Magnesium Oxid Isolator. Im Kern ist bevorzugt ein Nickel Leiter angeordnet. Der Mantelheizleiter ist dazu bevorzugt als Koaxialleiter ausgebildet.
- Die Temperierstation weist bevorzugt ein Oberwerkzeug und ein Unterwerkzeug auf. Das Unterwerkzeug und/oder das Oberwerkzeug weist erfindungsgemäß eine Temperierplatte mit integriertem Mantelheizleiter auf. Das Oberwerkzeug oder das Unterwerkzeug kann auch eine Isolierlage aufweisen. Somit ist es möglich Oberwerkzeug und Unterwerkzeug aufeinander zu zubewegen, so dass eine dazwischen angeordnete Stahlblechplatine gepresst wird. Der Wärmeübergang aufgrund von Wärmeleitung von Temperierplatte an die zu erwärmende Stahlblechplatine wird durch Beaufschlagung mit einem Pressendruck begünstigt.
- Weiterhin besonders bevorzugt ist es mit der erfindungsgemäßen Lösung möglich, eine gezielte lokale Temperierung, insbesondere Erwärmung der Stahlblechplatine vorzunehmen. Hierzu ist besonders bevorzugt die Temperierplatte selbst mehrteilig ausgebildet. Insbesondere ist diese in mehrere Segmente eingeteilt. Jedes Segment weist somit einen Bereich mit voneinander verschiedenen Temperaturen auf. Bevorzugt weist hierzu jedes Segment der Temperierplatte einen eigenen Mantelheizleiter auf.
- Zwischen den einzelnen Segmenten ist bevorzugt ein thermisch isolierender Trennspalt und/oder ein Kühlkanal angeordnet. Damit ist es möglich besonders scharf berandete Übergangsbereiche zwischen den einzelnen mit voneinander verschiedenen Temperaturen erwärmten Bereichen in der Stahlblechplatine zu erzeugen. Alternativ oder ergänzend kann ein Kühlkanal angeordnet sein, der zwischen zwei Segmenten ausgebildet ist. Somit kann eine berandete partielle Temperierung ausgeführt werden. Die sich einstellende Wärmeleitung innerhalb der Stahlblechplatine wird während des Temperiervorganges weitestgehend unterdrückt.
- Besonders bevorzugt ist der Mantelheizleiter mehrfach gewunden im Wesentlichen einer Ebene in der Temperierplatte angeordnet. Ein Biegeradius entspricht bevorzugt dem 2 bis 3-fachen des Durchmessers des Mantelheizleiters. Somit kann eine homogene Erwärmung der Temperierplatte stattfinden und dadurch bedingt eine homogene Erwärmung der zu erwärmenden Stahlblechplatine. Im Rahmen der Erfindung bedeutet im Wesentlichen einer Ebene, dass mit Ausnahme einer Zubeziehungsweise Ableitung, welche aus der Ebene auch heraustereten kann, die Windungen des Heizleiters in der selben Ebene verlaufen, mithin parallel zur Oberfläche der Stahlblechplatine.
- Alternativ ist es vorstellbar, dass mehrere Mantelheizleiter nebeneinander in einer Ebene angeordnet sind. Bevorzugt sind dann mehrere Windungen übereinander angeordnet, mithin in mehreren Ebenen.
- Die Nut kann beispielsweise durch ein Ausfräsen der Temperierplatte erzeugt werden. In einer Nut selber ist der Mantelheizleiter bevorzugt entweder mit einer Presspassung angeordnet oder mit einer Spielpassung. Bei einer Presspassung ist im Wesentlichen kein Spalt zwischen Außenmantelfläche des Mantelheizleiters sowie Innenfläche der Nut ausgebildet. Hierbei entsteht eine besonders effektive Wärmeleitung von dem Mantelheizleiter an die Temperierplatte. Der Mantelheizleiter wird hierzu in die Nut eingeformt bzw. eingepresst. Insbesondere wird die Querschnittskonfiguration des Mantelheizleiters dabei geändert bzw. deformiert. Ein beispielsweise im Ausgangszustand runder Querschnitt des Mantelheizleiters kann aufgrund des Einpressvorganges in die Nut in einen ovalen oder aber eckigen Querschnitt verändert werden.
- Alternativ ist es möglich, dass zwischen Mantelheizleiter und Nut eine Spielpassung ausgebildet ist, so dass ein Spalt vorhanden ist. Dieser Spalt kann beispielsweise ausgegossen werden mit einem Lotwerkstoff oder auch mit einem thermisch belastbaren Harzsystem.
- Auch kann eine Temperierplatte horizontal zweigeteilt oder mehrlagig im Schichtsystem ausgebildet sein. Bei einer horizontalen Zweiteilung wird die Nut nicht an einer Anlagenoberseite sondern in einem mittleren Trennbereich zwischen den beiden horizontalen Teilen ausgebildet und der Heizleiter eingelegt. Anschließend werden beide horizontalen Teile aufeinandergesetzt. Eine mit der Stahlblechplatine in Anlage kommende Anlagenseite weist somit insbesondere eine glatte bzw. ebene Oberfläche auf.
- Auch ein horizontaler schichtweiser Aufbau der Temperierplatte ist vorstellbar. Hierzu werden beispielsweise einzelne Blechlagen aufgeschnitten, beispielsweise ausgelasert und übereinander geschichtet. Die ausgeschnittenen Bereiche bilden dann die Nut zum Einlegen des Mantelheizleiters aus.
- In einer besonders bevorzugten Ausführungsvariante können zwei oder drei Ebenen in der Temperierplatte ausgebildet sein. In jeder Ebene ist dann ein Mantelheizleiter angeordnet. Insbesondere bei drei Mantelheizleitern, die entweder parallel in jeder Ebene ausgebildet sind und/oder einen identischen elektrischen Innenwiderstand aufweisen, kann bei einer Dreiphasenspannung eine optimale Netzauslastung symmetrisch erfolgen und der entstehende Blindstrom minimiert werden. Hierdurch wird die Effektivität zum Betreiben der Temperierstation weiter gesteigert und somit die Betriebskosten gesenkt.
- Besonders bevorzugt ist bei einer Spielpassung zwischen der Nut und dem Mantelheizleiter ein thermisch leitender Füllstoff angeordnet. Insbesondere wird ein Nickelbasislot verwendet.
- Weiterhin kann die Temperierplatte selbst Kühlkanäle aufweisen und/oder der Temperierplatte können Kühlkanäle zugeordnet sein. Bevorzugt ist die Temperierplatte zumindest bereichweise kühler. Dies bietet die Möglichkeit einer gezielten Temperatursteuerung sowie der Vermeidung von Hotspots aufgrund einer bereichsweise zu starken Wärmeentwicklung. Insbesondere kann somit die Temperierstation ausfallsicher und dauerhaft betrieben werden.
- Weiterhin bevorzugt ist auf der der Stahlblechplatine gegenüberliegenden Seite der Temperierplatte eine Isolierlage angeordnet.
- Weiterhin kann der Spalt zwischen Temperierplatte und Mantelheizleiter größer null ausgebildet sein, wobei optional dann in dem Spalt ein wärmeleitender Füllstoff angeordnet ist, so dass die beim Schließen der Temperierstation auftretende Flächenpressung nicht auf den Mantelheizleiter übertragen wird.
- Auch kann der Mantelheizleiter im Wesentlichen umfangsseitig vollflächig mit der Temperierplatte anliegen. Insbesondere wird dann eine beim Schließen der Temperierstation auftretende Flächenpressung auch auf den Mantelheizleiter übertragen. Dadurch wird eine höhere mechanische Belastung des Mantelheizleiters bedingt, jedoch gleichzeitig eine bessere Wärmeleitung der vom Mantelheizleiter erzeugten Wärme an die Temperierplatte und dann an die zu erwärmende Stahlblechplatine bereitgestellt.
- Weitere Vorteile, Merkmale, Eigenschaften und Aspekte der vorliegenden Erfindung sind Gegenstand der nachfolgenden Beschreibung. Bevorzugte Ausgestaltungsvarianten werden anhand der schematischen Figuren dargestellt. Diese dienen dem einfachen Verständnis der Erfindung.
- Es zeigen:
- Figur 1
- eine erfindungsgemäße Temperierstation in Längsschnittansicht,
- Figur 2
- einen Blechplatinenzuschnitt sowie die Temperierplatte in Draufsicht,
- Figur 3
- die Blechplatine und die Temperierplatte aus
Figur 2 übereinander angeordnet, - Figur 4
- die Temperierplatte mit mehrfach gewundenem Heizleiter,
- Figur 5a bis c
- Querschnittsansichten durch eine erfindungsgemäße Temperierplatte,
- Figur 6a bis c
- Querschnittsansichten in alternativer Ausgestaltungsvariante,
- Figur 7a bis c
- Querschnittsansichten in alternativer Ausgestaltungsvariante,
- Figur 8a und b
- Querschnittsansichten in alternativer Ausgestaltungsvariante,
- Figur 9a bis c
- das Einbringen und Deformieren eines Heizleiters in einer Nut,
- Figur 10
- den Querschnitt durch Temperierplatten zwischen Nut und Mantelheizleiter,
- Figur 11
- den Querschnitt aus
Figur 12 mit vollflächigem Anlagenkontakt der Lagen an dem Mantelheizleiter, - Figur 12a und b
- das Herstellen einer Temperierplatte mit eingegossenem Mantelheizleiter und
- Figur 13
- einen Querschnitt durch einen erfindungsgemäßen Mantelheizleiter als Koaxialleiter.
- In den Figuren werden für gleiche oder ähnliche Bauteile dieselben Bezugszeichen verwendet, auch wenn eine wiederholte Beschreibung aus Vereinfachungsgründen entfällt.
-
Figur 1 zeigt eine Längsschnittansicht durch eine erfindungsgemäße Temperierstation 1. Eine Stahlblechplatine 2 aus einer härtbaren Stahllegierung ist zwischen einem Unterwerkzeug 3 und einem Oberwerkzeug 4 angeordnet. Die Temperierstation 1 gemäßFigur 1 ist im geöffneten Zustand dargestellt. Die Stahlblechplatine 2 ist über Hubstifte 5 angehoben, so dass sie beispielsweise von einem nicht näher dargestellten Roboterarm oder einem Lineartransfersystem ergriffen werden kann. - Das Unterwerkzeug 3 und das Oberwerkzeug 4 weisen jeweils eine Werkzeugoberfläche 6 auf, die im geschlossenen Zustand im Anlagenkontakt mit einer jeweiligen Oberfläche 7 der Stahlblechplatine 2 kommen. Hierzu sind im Unterwerkzeug 3 aber auch im Oberwerkzeug 4 Temperierplatten 8 angeordnet.
- Die Temperierplatten 8 weisen jeweils einzelne Segmente 9, 10, 11 auf. Zwischen den Segmenten 9, 10, 11 sind Spalte 12 ausgebildet. Somit ist es möglich, jedes Segment 9, 10, 11 mit einer voneinander verschiedenen Temperatur zu erwärmen. Auch ist es vorstellbar, durch standardisierte Temperierplattengrößen bei unterschiedlicher Bauteilgeometrie einzelne Temperierplatten zuzuschalten oder abzuschalten.
- Weiterhin bevorzugt sind an den Rändern Fasen 28 ausgebildet. Diese verhindern eine Wärmeleitung zwischen den einzelnen Temperaturzonen an der zu erwärmenden Platine. Die Fasen 28 können statt an der Werkzeugoberfläche 6 auch auf der gegenüberliegenden Seite und damit näher zur Ebene der Mantelheizleiter angeordnet sein, an welcher die größte Temperatur vorherrscht.
- Damit die Temperierplatten 8 erwärmbar sind, sind Mantelheizleiter 13 in Nuten 14 angeordnet. Hier dargestellt sind in der Temperierplatte 8 des Oberwerkzeugs 4 und der Temperierplatte 8 des Unterwerkzeugs 3 jeweils drei Mantelheizleiter 13 übereinander angeordnet und in über jeweilige ebenen mehrfach gewunden. Es kann jedoch auch nur ein Mantelheizleiter 13 in einer Ebene angeordnet sein. Der jeweilige Mantelheizleiter 13 ist in einer Nut 14 angeordnet. Die Nut 14 ist in diesem Beispiel von einer jeweiligen Rückseite 15 der Temperierplatte 8 eingebracht, so dass die Werkzeugoberfläche 6 homogen bzw. glatt und eben ausgebildet ist. Die Temperierplatte 8 weist eine Schließplatte 16 auf. Auf der Rückseite 15 der Schließplatte 16 ist eine Isolierlage 17 angeordnet, wiederum gefolgt von einer jeweiligen Grundplatte 18 des Oberwerkzeuges 4 bzw. Unterwerkzeuges 3. Hier dargestellt ist noch in der Grundplatte 18 des Unterwerkzeuges 3 ein Kühlkanal 19.
-
Figur 2 zeigt eine Draufsicht auf die zu erwärmende Stahlblechplatine 2. Diese weist eine Außenkontur auf, die bereits an die spätere Bauteilkontur angenähert ist. Die Temperierplatte 8 weist wiederum drei Segmente 9, 10, 11 auf, so dass voneinander verschiedene Temperaturbereiche eingestellt werden. Bevorzugt wird der Temperaturbereich des Segmentes 9 auf 950°C eingeregelt. Die Temperatur der Bereiche 10 und 11 wird auf beispielsweise 600°C jedenfalls kleiner der Rekristalisationstemperatur eingeregelt. Die Außenkontur der Temperierplatte 8 ist an die Außenkontur der Stahlblechplatine 2 angenähert. Auch hierdurch wird die Effizienz zum Erwärmen weiter gesteigert, da im Wesentlichen keine nicht von der Stahlblechplatine 2 bedeckten Bereiche der Temperierplatte 8 erwärmt werden. -
Figur 3 zeigt die Temperierplatte 8 mit aufgelegter Stahlblechplatine 2. -
Figur 4 zeigt eine Draufsicht auf eine Unteransicht der Temperierplatte 8 mit den einzelnen Segmenten 9, 10, 11. Gut zu erkennen ist, dass in jedem Segment ein mehrfach gewundener Mantelheizleiter 13 angeordnet ist, so dass jedes Segment für sich homogen erwärmt wird. Beispielsweise kann eine Nutenfräsung zum Einlegen des Mantelheizleiters 13 von der Rückseite der Temperierplatte 8 her erfolgen oder auch von einer Werkzeugoberfläche 6 her. Auch eine Temperierplatte als Gußteil oder aus einem 3D-Druck mit integriert ausgebildeten Nuten ist möglich. - Die
Figuren 5a bis c zeigen nunmehr exemplarische Querschnittsansichten gemäß der Schnittlinie A-A vonFigur 4 . -
Figuren 5a bis c zeigen einen bezogen auf die Vertikalrichtung dreilagigen Aufbau einer Temperierplatte 8. Hierzu sind zwei Mantelheizleiter 13 zwischen den drei Lagen 20, 21, 22 verteilt verlaufend angeordnet.Figur 5b zeigt den Zusammenbau in Explosivdarstellung. Zunächst werden die Nuten 14 in die einzelnen Lagen 20, 21, 22 eingebracht und die Mantelheizleiter 13 dazwischen angeordnet. Der Mantelheizleiter 13 selber weist eine im Querschnitt runde Konfiguration auf. Der Querschnittsverlauf der Nut 14 bei zusammengesetzten Lagen ist ebenfalls rund. Gut ersichtlich ist dies inFigur 5c . Es verbleibt somit ein Spalt 23 zwischen Mantelheizleiter 13 und Nut 14. Dieser ist bevorzugt mit einem thermisch leitenden bzw. wärmeleitenden Füllstoff 24 gefüllt. Weiterhin bevorzugt kann eine Verschraubung 29 zum Verschrauben der einzelnen Lagen 20, 21, 22 vorgesehen sein. -
Figur 6a bis c zeigen einen analogen Aufbau zuFigur 5a bis c. Im Unterschied hierzu ist jedoch die Nut 14 im Querschnitt selbst nicht rund ausgebildet sondern viereckig bzw. quadratisch. Es wird folglich mehr an thermisch leitendem Füllstoff 24 zwischen Mantelheizleiter 13 und Nut 14 angeordnet. Der Mantelheizleiter 13 wird ebenfalls nicht deformiert. -
Figur 7a bis 7c zeigen einen dreischichtigen Aufbau gemäßFigur 5a bis c. Im Unterschied hierzu ist jedoch die mittlere Lage 21 als Platte ausgebildet und die Nuten 14 sind jeweils in der oberen Lage 20 und der unteren Lage 22 U-förmig ausgebildet. Auch hier wird ein entsprechender Füllstoff 24 verwendet, um den entstehenden Spalt 23 zwischen Mantelheizleiter 13 und Nut 14 aufzufüllen. -
Figur 8a und b zeigen ebenfalls einen mehrlagigen Aufbau. Hier werden drei Mantelheizleiter 13 in Vertikalrichtung V übereinander angeordnet. In einer ersten Lage 20, sind an den Rückseiten 15 Nuten 14 eingefräst. Diese werden dann mit eingesetzten Mantelheizleitern 13 mit einer Schließplatte 16 verschlossen. -
Figur 9a und b zeigen eine weitere Variante. Ein zunächst gemäßFigur 9a im Querschnitt runder Mantelheizleiter 13 wird in eine U-förmige Nut 14 eingesetzt. Diese Nut 14 ist jedoch nicht an die Querschnittskonfiguration des Mantelheizleiters 13 angepasst, so dass bei Verschließen der Nut 14 mit eingesetztem Mantelheizleiter 13, dieser in seiner Querschnittskonfiguration von rund geändert wird, beispielsweise auf einen eckigen Übergang. Bevorzugt ist eine Schließplatte 16 auf der der Werkzeugoberfläche 6 gegenüberliegenden Seite angeordnet, dargestellt inFigur 9c . Die Nut kann insbesondere bei einer Temperierplatte 8 ohne Schließplatte 16 ergänzend mit Lot 30 ausgefüllt sein, um eine sichere Fixierung im Betrieb zu gewährleisten. -
Figur 10 zeigt eine weitere Ausgestaltungsvariante. Hier verbleibt ein Spalt 23 zwischen der Nut 14 und dem Mantelheizleiter 13. Eine in Vertikalrichtung V orientierte Kraft F wird somit auf die Kontaktbereiche 26 der Lagen 20, 21 zwischen den einzelnen Schleifen der Mantelheizleiter 13 übertragen. Die mechanische Belastung der Mantelheizleiter 13, beispielsweise aufgrund von thermischen Ausdehnungen und/oder entstehenden Flächenpressungen bei geschlossener Temperierstation 1 werden dadurch herabgesetzt. Die benötigte Energie zum Erwärmen ist jedoch größer, gegenüber der Darstellung vonFigur 11 . -
Figur 11 zeigt eine Ausgestaltungsvariante, bei welcher kein Spalt zwischen einer Außenmantelfläche 27 des Mantelheizleiters 13 sowie den einzelnen Lagen 20, 21, bzw. den Nuten 14 verbleibt. Eine in Vertikalrichtung V orientierte Kraft F wird somit auch von der Außenmantelfläche 27 der Mantelheizleiter 13 mitgetragen. Die Wärmeleitung von dem Mantelheizleiter 13 an die Temperierplatte 8 ist in dieser Variante besser, so dass eine geringere Energiedichte benötigt wird. -
Figur 12 a und b zeigen eine Herstellungsvariante für eine Temperierplatte 8 mit darin angeordnetem Mantelheizleiter 13. Eine Nut 14 wird mit einzelnen Schleifen des Mantelheizleiters 13 belegt und anschließend mit einem Füllstoff 24, beispielsweise einem Lot oder ähnlichem aufgefüllt. Eine sich ergebende unebene Werkzeugoberfläche 6 zum späteren Kontakt mit einer nicht näher dargestellten Stahlblechplatine kann in einem nachfolgendem Bearbeitungsschritt bearbeitet werden, beispielsweise plan gefräst werden, was inFigur 12b dargestellt ist. - Der Mantelheizleiter 13 ist im Querschnitt in
Figur 13 dargestellt. Dieser weist einen Kern 31 auf, der insbesondere aus einer Nickellegierung ausgebildet ist. Den Kern 31 umschließt umfangsseitig ein Isolator 32. Der Isolator 32 ist bevorzugt ein Magnesium-Oxid-Isolator. Ein äußerer Mantel 33 ist wiederum bevorzugt aus einer Nickelbasislegierung ausgebildet. -
- 1 -
- Temperierstation
- 2 -
- Stahlblechplatine
- 3 -
- Unterwerkzeug
- 4 -
- Oberwerkzeug
- 5 -
- Hubstifte
- 6 -
- Werkzeugoberfläche
- 7 -
- Oberfläche zu 2
- 8 -
- Temperierplatte
- 9 -
- Segment
- 10 -
- Segment
- 11 -
- Segment
- 12 -
- Spalt/Trennspalt
- 13 -
- Mantelheizleiter
- 14 -
- Nut
- 15 -
- Rückseite
- 16 -
- Schließplatte
- 17 -
- Isolierlage
- 18 -
- Grundplatte
- 19 -
- Kühlkanal
- 20 -
- Lage zu 8
- 21 -
- Lage zu 8
- 22 -
- Lage zu 8
- 23 -
- Spalt
- 24 -
- Füllstoff
- 25 -
- Kontaktfläche
- 26 -
- Kontaktbereich
- 27 -
- Außenmantelfläche zu 13
- 28 -
- Fase
- 29 -
- Verschraubung
- 30 -
- Lot
- 31 -
- Kern
- 32 -
- Isolator
- 33 -
- Mantel
- F -
- Kraft
- V -
- Vertikalrichtung
Claims (15)
- Temperierstation (1) für eine Warmformlinie, zur Herstellung eines Kraftfahrzeugbauteils aus einer härtbaren Stahllegierung, mit mindestens einem Unterwerkzeug (3) zum Auflegen einer Stahlblechplatine (2) und mindestens einer Temperierplatte (8), wobei die Stahlblechplatine (2) mittels Wärmeleitung von der Temperierplatte (8) erwärmt wird, dadurch gekennzeichnet, dass in der Temperierplatte (8) mindestens ein Mantelheizleiter (13) angeordnet ist, der durch Beaufschlagen mit elektrischer Energie erwärmt wird, auf eine Temperatur größer 800°C.
- Temperierstation nach Anspruch 1, dadurch gekennzeichnet, dass der Mantelheizleiter (13) auf eine Temperatur größer 850°C, insbesondere größer 900°C, bevorzugt größer 950°C erwärmt wird und/oder dass der Mantelheizleiter (13) in einer Nut (14) der Temperierplatte (8) angeordnet ist.
- Temperierstation nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass der Mantelheizleiter (13) einen Kern (31) und einen elektrischen Isolator (32) aufweist, wobei der Isolator (32) den Kern (31) im Querschnitt umfangseitig umfasst.
- Temperierstation nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die Temperierplatte (8) mehrteilig durch Segmente (9, 10, 11) ausgebildet ist, so dass Bereiche mit voneinander verschiedenen Temperaturen einstellbar sind, wobei bevorzugt jedes Segment (9, 10, 11) mindestens einen eigenen Mantelheizleiter (13) aufweist.
- Temperierstation nach Anspruch 4, dadurch gekennzeichnet, dass zwischen zwei Segmenten (9, 10, 11) ein thermisch isolierender Trennspalt (12) und/oder ein Kühlkanal (19) angeordnet ist und/oder dass an einem Segment (9, 10, 11) eine Fase (28) zu dem benachbarten Segment (9, 10, 11) ausgebildet ist.
- Temperierstation nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass der Mantelheizleiter (13) bevorzugt mehrfach gewunden in einer Ebene in der Temperierplatte (8) angeordnet ist.
- Temperierstation nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass der Mantelheizleiter (13) mit einer Presspassung in der Nut (14) der Temperierplatte (8) angeordnet ist.
- Temperierstation nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass zwischen Nut (14) und Mantelheizleiter (13) ein thermisch leitender Füllstoff (24) angeordnet ist, bevorzugt ist der Mantelheizleiter (13) in der Nut (14) verlötet.
- Temperierstation nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass mindestens zwei, bevorzugt drei Mantelheizleiter (13) in mindestens zwei, bevorzugt drei Ebenen parallel in einer Temperierplatte (8) verlegt angeordnet sind und/oder dass drei Mantelheizleiter (13) mit identischem elektrischem Innenwiderstand in der Temperierplatte (8) angeordnet sind.
- Temperierstation nach einem der Ansprüche 1 bis 9, dadurch gekennzeichnet, dass ein Oberwerkzeug (4) vorhanden ist, mit dem die Stahlblechplatine (2) auf das Unterwerkzeug (3) angepresst wird, wobei bevorzugt das Oberwerkzeug (4) eine Isolierlage (17) aufweist oder eine Temperierplatte (8), welche einen Mantelheizleiter (13) aufweist.
- Temperierstation nach einem der Ansprüche 1 bis 10, dadurch gekennzeichnet, dass in der Temperierplatte (8) Kühlkanäle vorgesehen sind, wobei die Temperierplatte (8) bereichsweise kühlbar ist.
- Temperierstation nach einem der Ansprüche 1 bis 11, dadurch gekennzeichnet, dass ein Spalt (23) zwischen Temperieplatte (8) und Mantelheizleiter (13) größer null ist, so dass die beim Schließen der Temperierstation (1) auftretende Flächenpressung nicht auf den Mantelheizleiter (13) übertragen wird.
- Temperierstation nach einem der Ansprüche 1 bis 11, dadurch gekennzeichnet, dass der Mantelheizleiter (13) im Wesentlichen vollflächig in der Temperierplatte (8) anliegt.
- Temperierstation nach einem der Ansprüche 1 bis 13, dadurch gekennzeichnet, dass der Mantelheizleiter (13) nach dem Einbringen in die Temperierplatte (8) eine unrunde Querschnittskonfiguration aufweist, insbesondere eine ovale oder eckige Querschnittskonfiguration.
- Temperierstation nach einem der Ansprüche 1 bis 14, dadurch gekennzeichnet, dass die Temperierplatte (8) horizontal lagenweise ausgebildet ist, wobei der Mantelheizleiter (13) zwischen den oder in einer der mindestens zwei Lagen (20, 21 ,22) angeordnet ist.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP16181981.8A EP3276012A1 (de) | 2016-07-29 | 2016-07-29 | Temperierstation mit mantelheizleiter |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP16181981.8A EP3276012A1 (de) | 2016-07-29 | 2016-07-29 | Temperierstation mit mantelheizleiter |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP3276012A1 true EP3276012A1 (de) | 2018-01-31 |
Family
ID=56557582
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP16181981.8A Withdrawn EP3276012A1 (de) | 2016-07-29 | 2016-07-29 | Temperierstation mit mantelheizleiter |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP3276012A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20220112568A1 (en) * | 2020-10-14 | 2022-04-14 | Benteler Automobiltechnik Gmbh | Method for producing a steel blank and temperature-adjusting station |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2182081A1 (de) | 2008-10-29 | 2010-05-05 | Neue Materialien Bayreuth GmbH | Verfahren und Vorrichtung zur thermischen Behandlung eines beschichteten Stahlblechkörpers |
| EP2237639A1 (de) * | 2008-01-25 | 2010-10-06 | Aisin Takaoka Co., Ltd. | Vorrichtung und verfahren zur materialerwärmung |
| US20110303330A1 (en) * | 2010-06-11 | 2011-12-15 | Toyoda Iron Works Co., Ltd. | Steel sheet heating device, method for producing press-formed part, and press-formed part |
| DE102013101790A1 (de) * | 2013-02-22 | 2014-08-28 | Universität Bremen | Temperiervorrichtung, Anlage zur Temperierung und Verfahren zur Temperierung |
| EP2907881A2 (de) * | 2014-02-07 | 2015-08-19 | Benteler Automobiltechnik GmbH | Warmformlinie und Verfahren zur Herstellung von warmumgeformten Blechprodukten |
-
2016
- 2016-07-29 EP EP16181981.8A patent/EP3276012A1/de not_active Withdrawn
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2237639A1 (de) * | 2008-01-25 | 2010-10-06 | Aisin Takaoka Co., Ltd. | Vorrichtung und verfahren zur materialerwärmung |
| EP2182081A1 (de) | 2008-10-29 | 2010-05-05 | Neue Materialien Bayreuth GmbH | Verfahren und Vorrichtung zur thermischen Behandlung eines beschichteten Stahlblechkörpers |
| US20110303330A1 (en) * | 2010-06-11 | 2011-12-15 | Toyoda Iron Works Co., Ltd. | Steel sheet heating device, method for producing press-formed part, and press-formed part |
| DE102013101790A1 (de) * | 2013-02-22 | 2014-08-28 | Universität Bremen | Temperiervorrichtung, Anlage zur Temperierung und Verfahren zur Temperierung |
| EP2907881A2 (de) * | 2014-02-07 | 2015-08-19 | Benteler Automobiltechnik GmbH | Warmformlinie und Verfahren zur Herstellung von warmumgeformten Blechprodukten |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20220112568A1 (en) * | 2020-10-14 | 2022-04-14 | Benteler Automobiltechnik Gmbh | Method for producing a steel blank and temperature-adjusting station |
| DE102020127057A1 (de) | 2020-10-14 | 2022-04-14 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung einer Stahlplatine sowie Temperierstation |
| EP3985133A2 (de) | 2020-10-14 | 2022-04-20 | Benteler Automobiltechnik GmbH | Verfahren zur herstellung einer stahlplatine sowie temperierstation |
| EP3985133A3 (de) * | 2020-10-14 | 2022-06-15 | Benteler Automobiltechnik GmbH | Verfahren zur herstellung einer stahlplatine sowie temperierstation |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2907881B2 (de) | Warmformlinie und Verfahren zur Herstellung von warmumgeformten Blechprodukten | |
| EP2100976B1 (de) | Verfahren zum bereichsweisen Umformen einer aus einem Federstahlblech hergestellten Blechlage einer Flachdichtung. | |
| DE2003305C3 (de) | Verfahren und Einrichtung zum örtlichen Anlassen einer Membranfeder | |
| EP3037186A2 (de) | Federnd gelagertes segmentiertes warmumformwerkzeug und verfahren zur herstellung eines warmumform- und pressgehärteten stahlbauteils mit scharf berandetem übergangsbereich | |
| EP2883967B1 (de) | Verfahren und Vorrichtung zur Nachbehandlung eines gehärteten metallischen Formteils mittels elektrischer Widerstandserwärmung | |
| DE102009060388A1 (de) | Mehrstufiges direktes Formhärten | |
| DE102017109613B3 (de) | Warmformlinie mit Temperierstation sowie Verfahren zum Betreiben | |
| EP2570204B1 (de) | Verfahren und Anordnung zum Erwärmen einer Metallplatine | |
| EP3108019B1 (de) | Verfahren zum paarweisen konduktiven erwärmen von blechen und erwärmungseinrichtung dafür | |
| DE102013108972B4 (de) | Temperierstation mit Induktorerwärmung | |
| EP3276012A1 (de) | Temperierstation mit mantelheizleiter | |
| DE102009032435B4 (de) | Verfahren und Vorrichtung zur Herstellung eines querfließgepressten Verbundkörpers und querfließgepresster Verbundkörper | |
| DE102012109740A1 (de) | Elektrische Heizvorrichtung und Verfahren zur Herstellung einer solchen elektrischen Heizvorrichtung | |
| DE102006018382A1 (de) | Stoßdämpfender Fahrzeug-Träger | |
| DE102015215184B4 (de) | Werkzeug zur Wärmebehandlung von hinterschnittenen Bauteilen | |
| DE202013103764U1 (de) | Temperierstation mit Induktorerwärmung | |
| EP3259377B1 (de) | Verfahren zum konduktiven erwärmen eines blechs und erwärmungseinrichtung dafür | |
| EP3187599B1 (de) | Temperierstation. | |
| DE102018104326B3 (de) | Verfahren zur Herstellung eines Leichtmetallumformbauteils | |
| DE102017127657B3 (de) | Werkzeug für eine Vorrichtung zum wärmegestützten Umformen, insbesondere Warmumformen und/oder Presshärten sowie Vorrichtung und Verfahren zum wärmegestützten Umformen, insbesondere Warmumformen und/oder Presshärten mit wenigstens einem solchen Werkzeug | |
| DE102016113403B4 (de) | Temperierstation sowie Verfahren zum Betreiben der Temperierstation | |
| DE102012021032A1 (de) | Vorrichtung zur induktiven Erwärmung metallischer Werkstücke, Umformeinrichtung, und Verfahren zum Umformen | |
| DE102020100461A1 (de) | Verfahren und Einrichtung zum Bearbeiten eines Metallrohrs | |
| EP3985133A2 (de) | Verfahren zur herstellung einer stahlplatine sowie temperierstation | |
| DE102015006866A1 (de) | Kontaktplatte und Verfahren zur lokalen Erwärmung eines Blechs |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| 17P | Request for examination filed |
Effective date: 20180112 |
|
| 17Q | First examination report despatched |
Effective date: 20190103 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: H05B 1/02 20060101AFI20190308BHEP Ipc: C21D 1/34 20060101ALI20190308BHEP Ipc: C21D 1/673 20060101ALN20190308BHEP Ipc: B21D 37/16 20060101ALN20190308BHEP Ipc: C21D 9/46 20060101ALI20190308BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20190408 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: WERNEKE, SIMON Inventor name: SUMMERAUER, PETER Inventor name: RUESING, CHRISTIAN Inventor name: KONRAD, STEFAN Inventor name: SANDER, MAX Inventor name: HORN, STEFAN |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20190820 |