EP3268190B1 - Method for producing a wood chip material and curing agents used therein for aminoplasts - Google Patents
Method for producing a wood chip material and curing agents used therein for aminoplasts Download PDFInfo
- Publication number
- EP3268190B1 EP3268190B1 EP16712254.8A EP16712254A EP3268190B1 EP 3268190 B1 EP3268190 B1 EP 3268190B1 EP 16712254 A EP16712254 A EP 16712254A EP 3268190 B1 EP3268190 B1 EP 3268190B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- wood
- acid
- hardener
- hydrothermal
- lignocellulosic material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000002023 wood Substances 0.000 title claims description 165
- 239000000463 material Substances 0.000 title claims description 155
- 229920003180 amino resin Polymers 0.000 title claims description 66
- 238000004519 manufacturing process Methods 0.000 title claims description 33
- 239000003795 chemical substances by application Substances 0.000 title description 8
- 239000004848 polyfunctional curative Substances 0.000 claims description 113
- 229920005989 resin Polymers 0.000 claims description 84
- 239000011347 resin Substances 0.000 claims description 84
- 239000002253 acid Substances 0.000 claims description 71
- 238000000034 method Methods 0.000 claims description 70
- 239000002245 particle Substances 0.000 claims description 63
- 239000012978 lignocellulosic material Substances 0.000 claims description 48
- 239000000203 mixture Substances 0.000 claims description 44
- 238000004537 pulping Methods 0.000 claims description 21
- QTBSBXVTEAMEQO-UHFFFAOYSA-N Acetic acid Chemical compound CC(O)=O QTBSBXVTEAMEQO-UHFFFAOYSA-N 0.000 claims description 20
- 239000002994 raw material Substances 0.000 claims description 19
- 241000196324 Embryophyta Species 0.000 claims description 14
- 229920001807 Urea-formaldehyde Polymers 0.000 claims description 13
- BDAGIHXWWSANSR-UHFFFAOYSA-N methanoic acid Natural products OC=O BDAGIHXWWSANSR-UHFFFAOYSA-N 0.000 claims description 13
- PAWQVTBBRAZDMG-UHFFFAOYSA-N 2-(3-bromo-2-fluorophenyl)acetic acid Chemical compound OC(=O)CC1=CC=CC(Br)=C1F PAWQVTBBRAZDMG-UHFFFAOYSA-N 0.000 claims description 12
- 150000003863 ammonium salts Chemical group 0.000 claims description 12
- 239000007787 solid Substances 0.000 claims description 12
- 229920000877 Melamine resin Polymers 0.000 claims description 10
- NLXLAEXVIDQMFP-UHFFFAOYSA-N Ammonia chloride Chemical compound [NH4+].[Cl-] NLXLAEXVIDQMFP-UHFFFAOYSA-N 0.000 claims description 8
- 238000003825 pressing Methods 0.000 claims description 8
- 239000000470 constituent Substances 0.000 claims description 7
- 235000019253 formic acid Nutrition 0.000 claims description 7
- OSWFIVFLDKOXQC-UHFFFAOYSA-N 4-(3-methoxyphenyl)aniline Chemical compound COC1=CC=CC(C=2C=CC(N)=CC=2)=C1 OSWFIVFLDKOXQC-UHFFFAOYSA-N 0.000 claims description 6
- 235000011054 acetic acid Nutrition 0.000 claims description 6
- FERIUCNNQQJTOY-UHFFFAOYSA-N Butyric acid Chemical compound CCCC(O)=O FERIUCNNQQJTOY-UHFFFAOYSA-N 0.000 claims description 4
- 235000019270 ammonium chloride Nutrition 0.000 claims description 4
- 229910052799 carbon Inorganic materials 0.000 claims description 4
- NQPDZGIKBAWPEJ-UHFFFAOYSA-N valeric acid Chemical compound CCCCC(O)=O NQPDZGIKBAWPEJ-UHFFFAOYSA-N 0.000 claims description 4
- 235000012431 wafers Nutrition 0.000 claims description 4
- 239000002699 waste material Substances 0.000 claims description 4
- 239000007848 Bronsted acid Substances 0.000 claims description 3
- 239000004640 Melamine resin Substances 0.000 claims description 3
- BFNBIHQBYMNNAN-UHFFFAOYSA-N ammonium sulfate Chemical compound N.N.OS(O)(=O)=O BFNBIHQBYMNNAN-UHFFFAOYSA-N 0.000 claims description 3
- 229910052921 ammonium sulfate Inorganic materials 0.000 claims description 3
- 235000011130 ammonium sulphate Nutrition 0.000 claims description 3
- XBDQKXXYIPTUBI-UHFFFAOYSA-N dimethylselenoniopropionate Natural products CCC(O)=O XBDQKXXYIPTUBI-UHFFFAOYSA-N 0.000 claims description 3
- 239000010902 straw Substances 0.000 claims description 3
- 235000007319 Avena orientalis Nutrition 0.000 claims description 2
- 244000075850 Avena orientalis Species 0.000 claims description 2
- 240000005979 Hordeum vulgare Species 0.000 claims description 2
- 235000007340 Hordeum vulgare Nutrition 0.000 claims description 2
- 240000003433 Miscanthus floridulus Species 0.000 claims description 2
- 240000007594 Oryza sativa Species 0.000 claims description 2
- 235000007164 Oryza sativa Nutrition 0.000 claims description 2
- 241000209504 Poaceae Species 0.000 claims description 2
- 241000209056 Secale Species 0.000 claims description 2
- 235000007238 Secale cereale Nutrition 0.000 claims description 2
- 244000062793 Sorghum vulgare Species 0.000 claims description 2
- 235000021307 Triticum Nutrition 0.000 claims description 2
- 244000098338 Triticum aestivum Species 0.000 claims description 2
- 240000008042 Zea mays Species 0.000 claims description 2
- 235000002017 Zea mays subsp mays Nutrition 0.000 claims description 2
- 150000001735 carboxylic acids Chemical class 0.000 claims description 2
- 235000013339 cereals Nutrition 0.000 claims description 2
- 235000019713 millet Nutrition 0.000 claims description 2
- 235000019260 propionic acid Nutrition 0.000 claims description 2
- 235000009566 rice Nutrition 0.000 claims description 2
- 244000038559 crop plants Species 0.000 claims 2
- 235000016383 Zea mays subsp huehuetenangensis Nutrition 0.000 claims 1
- 239000001166 ammonium sulphate Substances 0.000 claims 1
- 239000010419 fine particle Substances 0.000 claims 1
- 235000009973 maize Nutrition 0.000 claims 1
- DUWWHGPELOTTOE-UHFFFAOYSA-N n-(5-chloro-2,4-dimethoxyphenyl)-3-oxobutanamide Chemical compound COC1=CC(OC)=C(NC(=O)CC(C)=O)C=C1Cl DUWWHGPELOTTOE-UHFFFAOYSA-N 0.000 claims 1
- WSFSSNUMVMOOMR-UHFFFAOYSA-N Formaldehyde Chemical compound O=C WSFSSNUMVMOOMR-UHFFFAOYSA-N 0.000 description 48
- 230000029087 digestion Effects 0.000 description 38
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 33
- 239000011230 binding agent Substances 0.000 description 26
- 230000008569 process Effects 0.000 description 25
- 239000011093 chipboard Substances 0.000 description 21
- 239000003292 glue Substances 0.000 description 16
- 150000007513 acids Chemical class 0.000 description 15
- 150000003839 salts Chemical class 0.000 description 14
- 239000000126 substance Substances 0.000 description 14
- 238000006243 chemical reaction Methods 0.000 description 13
- 230000008961 swelling Effects 0.000 description 13
- 238000010521 absorption reaction Methods 0.000 description 11
- 238000004026 adhesive bonding Methods 0.000 description 11
- 238000012360 testing method Methods 0.000 description 11
- 229920002522 Wood fibre Polymers 0.000 description 9
- 239000002025 wood fiber Substances 0.000 description 9
- XSQUKJJJFZCRTK-UHFFFAOYSA-N Urea Chemical compound NC(N)=O XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 description 8
- 230000007062 hydrolysis Effects 0.000 description 7
- 238000006460 hydrolysis reaction Methods 0.000 description 7
- 229920003002 synthetic resin Polymers 0.000 description 7
- 239000000057 synthetic resin Substances 0.000 description 7
- 229920002488 Hemicellulose Polymers 0.000 description 6
- 239000000835 fiber Substances 0.000 description 6
- 235000000346 sugar Nutrition 0.000 description 6
- 150000001728 carbonyl compounds Chemical class 0.000 description 5
- 238000009826 distribution Methods 0.000 description 5
- 229920005610 lignin Polymers 0.000 description 5
- JDSHMPZPIAZGSV-UHFFFAOYSA-N melamine Chemical compound NC1=NC(N)=NC(N)=N1 JDSHMPZPIAZGSV-UHFFFAOYSA-N 0.000 description 5
- 239000000047 product Substances 0.000 description 5
- 239000002028 Biomass Substances 0.000 description 4
- SRBFZHDQGSBBOR-IOVATXLUSA-N D-xylopyranose Chemical compound O[C@@H]1COC(O)[C@H](O)[C@H]1O SRBFZHDQGSBBOR-IOVATXLUSA-N 0.000 description 4
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 4
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 4
- 230000002378 acidificating effect Effects 0.000 description 4
- PYMYPHUHKUWMLA-UHFFFAOYSA-N arabinose Natural products OCC(O)C(O)C(O)C=O PYMYPHUHKUWMLA-UHFFFAOYSA-N 0.000 description 4
- SRBFZHDQGSBBOR-UHFFFAOYSA-N beta-D-Pyranose-Lyxose Natural products OC1COC(O)C(O)C1O SRBFZHDQGSBBOR-UHFFFAOYSA-N 0.000 description 4
- 239000004202 carbamide Substances 0.000 description 4
- 239000003054 catalyst Substances 0.000 description 4
- 229920002678 cellulose Polymers 0.000 description 4
- 239000001913 cellulose Substances 0.000 description 4
- 235000010980 cellulose Nutrition 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 238000002474 experimental method Methods 0.000 description 4
- 239000000178 monomer Substances 0.000 description 4
- 238000002360 preparation method Methods 0.000 description 4
- 238000012545 processing Methods 0.000 description 4
- WQZGKKKJIJFFOK-GASJEMHNSA-N Glucose Natural products OC[C@H]1OC(O)[C@H](O)[C@@H](O)[C@@H]1O WQZGKKKJIJFFOK-GASJEMHNSA-N 0.000 description 3
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 3
- 238000007171 acid catalysis Methods 0.000 description 3
- 239000000654 additive Substances 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- 125000004432 carbon atom Chemical group C* 0.000 description 3
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 3
- 238000010411 cooking Methods 0.000 description 3
- 238000004132 cross linking Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 239000011094 fiberboard Substances 0.000 description 3
- 239000008103 glucose Substances 0.000 description 3
- 229920001568 phenolic resin Polymers 0.000 description 3
- 239000010908 plant waste Substances 0.000 description 3
- 125000002924 primary amino group Chemical group [H]N([H])* 0.000 description 3
- 238000010025 steaming Methods 0.000 description 3
- 238000003860 storage Methods 0.000 description 3
- QGZKDVFQNNGYKY-UHFFFAOYSA-N Ammonia Chemical compound N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 description 2
- 239000004254 Ammonium phosphate Substances 0.000 description 2
- WQZGKKKJIJFFOK-QTVWNMPRSA-N D-mannopyranose Chemical compound OC[C@H]1OC(O)[C@@H](O)[C@@H](O)[C@@H]1O WQZGKKKJIJFFOK-QTVWNMPRSA-N 0.000 description 2
- 241000294754 Macroptilium atropurpureum Species 0.000 description 2
- XUMBMVFBXHLACL-UHFFFAOYSA-N Melanin Chemical compound O=C1C(=O)C(C2=CNC3=C(C(C(=O)C4=C32)=O)C)=C2C4=CNC2=C1C XUMBMVFBXHLACL-UHFFFAOYSA-N 0.000 description 2
- 229920000168 Microcrystalline cellulose Polymers 0.000 description 2
- 150000008043 acidic salts Chemical class 0.000 description 2
- WQZGKKKJIJFFOK-PHYPRBDBSA-N alpha-D-galactose Chemical compound OC[C@H]1O[C@H](O)[C@H](O)[C@@H](O)[C@H]1O WQZGKKKJIJFFOK-PHYPRBDBSA-N 0.000 description 2
- 229910000147 aluminium phosphate Inorganic materials 0.000 description 2
- VSCWAEJMTAWNJL-UHFFFAOYSA-K aluminium trichloride Chemical compound Cl[Al](Cl)Cl VSCWAEJMTAWNJL-UHFFFAOYSA-K 0.000 description 2
- 125000003277 amino group Chemical group 0.000 description 2
- 150000003868 ammonium compounds Chemical class 0.000 description 2
- 229910000148 ammonium phosphate Inorganic materials 0.000 description 2
- 235000019289 ammonium phosphates Nutrition 0.000 description 2
- PYMYPHUHKUWMLA-WDCZJNDASA-N arabinose Chemical compound OC[C@@H](O)[C@@H](O)[C@H](O)C=O PYMYPHUHKUWMLA-WDCZJNDASA-N 0.000 description 2
- 210000002421 cell wall Anatomy 0.000 description 2
- 125000001547 cellobiose group Chemical group 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- JMFRWRFFLBVWSI-NSCUHMNNSA-N coniferol Chemical compound COC1=CC(\C=C\CO)=CC=C1O JMFRWRFFLBVWSI-NSCUHMNNSA-N 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- MNNHAPBLZZVQHP-UHFFFAOYSA-N diammonium hydrogen phosphate Chemical compound [NH4+].[NH4+].OP([O-])([O-])=O MNNHAPBLZZVQHP-UHFFFAOYSA-N 0.000 description 2
- 238000010494 dissociation reaction Methods 0.000 description 2
- 230000005593 dissociations Effects 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 238000009408 flooring Methods 0.000 description 2
- 229930182830 galactose Natural products 0.000 description 2
- 150000004676 glycans Chemical class 0.000 description 2
- 238000000227 grinding Methods 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 238000007731 hot pressing Methods 0.000 description 2
- 239000013067 intermediate product Substances 0.000 description 2
- 239000010410 layer Substances 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 235000019813 microcrystalline cellulose Nutrition 0.000 description 2
- 239000008108 microcrystalline cellulose Substances 0.000 description 2
- 229940016286 microcrystalline cellulose Drugs 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 230000007935 neutral effect Effects 0.000 description 2
- 229920001282 polysaccharide Polymers 0.000 description 2
- 239000005017 polysaccharide Substances 0.000 description 2
- 238000004064 recycling Methods 0.000 description 2
- 239000011342 resin composition Substances 0.000 description 2
- 238000003892 spreading Methods 0.000 description 2
- 230000007480 spreading Effects 0.000 description 2
- 239000007858 starting material Substances 0.000 description 2
- LZFOPEXOUVTGJS-ONEGZZNKSA-N trans-sinapyl alcohol Chemical compound COC1=CC(\C=C\CO)=CC(OC)=C1O LZFOPEXOUVTGJS-ONEGZZNKSA-N 0.000 description 2
- 235000013311 vegetables Nutrition 0.000 description 2
- 238000009736 wetting Methods 0.000 description 2
- BNGXYYYYKUGPPF-UHFFFAOYSA-M (3-methylphenyl)methyl-triphenylphosphanium;chloride Chemical compound [Cl-].CC1=CC=CC(C[P+](C=2C=CC=CC=2)(C=2C=CC=CC=2)C=2C=CC=CC=2)=C1 BNGXYYYYKUGPPF-UHFFFAOYSA-M 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 102100025840 Coiled-coil domain-containing protein 86 Human genes 0.000 description 1
- 102000004190 Enzymes Human genes 0.000 description 1
- 108090000790 Enzymes Proteins 0.000 description 1
- 206010015946 Eye irritation Diseases 0.000 description 1
- 101000932708 Homo sapiens Coiled-coil domain-containing protein 86 Proteins 0.000 description 1
- 239000004831 Hot glue Substances 0.000 description 1
- 206010020751 Hypersensitivity Diseases 0.000 description 1
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 1
- DYUQAZSOFZSPHD-UHFFFAOYSA-N Phenylpropanol Chemical group CCC(O)C1=CC=CC=C1 DYUQAZSOFZSPHD-UHFFFAOYSA-N 0.000 description 1
- 229920001131 Pulp (paper) Polymers 0.000 description 1
- 238000006887 Ullmann reaction Methods 0.000 description 1
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical class CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 1
- 235000005824 Zea mays ssp. parviglumis Nutrition 0.000 description 1
- 125000000218 acetic acid group Chemical group C(C)(=O)* 0.000 description 1
- 239000003377 acid catalyst Substances 0.000 description 1
- 238000005903 acid hydrolysis reaction Methods 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000004913 activation Effects 0.000 description 1
- GZCGUPFRVQAUEE-SLPGGIOYSA-N aldehydo-D-glucose Chemical compound OC[C@@H](O)[C@@H](O)[C@H](O)[C@@H](O)C=O GZCGUPFRVQAUEE-SLPGGIOYSA-N 0.000 description 1
- 230000007815 allergy Effects 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 125000003368 amide group Chemical group 0.000 description 1
- -1 amino, imino Chemical group 0.000 description 1
- 229910021529 ammonia Inorganic materials 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 239000003429 antifungal agent Substances 0.000 description 1
- 229940121375 antifungal agent Drugs 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- WQZGKKKJIJFFOK-VFUOTHLCSA-N beta-D-glucose Chemical compound OC[C@H]1O[C@@H](O)[C@H](O)[C@@H](O)[C@@H]1O WQZGKKKJIJFFOK-VFUOTHLCSA-N 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 230000000711 cancerogenic effect Effects 0.000 description 1
- 231100000315 carcinogenic Toxicity 0.000 description 1
- 210000004027 cell Anatomy 0.000 description 1
- 230000001684 chronic effect Effects 0.000 description 1
- LZFOPEXOUVTGJS-UHFFFAOYSA-N cis-sinapyl alcohol Natural products COC1=CC(C=CCO)=CC(OC)=C1O LZFOPEXOUVTGJS-UHFFFAOYSA-N 0.000 description 1
- 238000005253 cladding Methods 0.000 description 1
- 238000003776 cleavage reaction Methods 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000009833 condensation Methods 0.000 description 1
- 230000005494 condensation Effects 0.000 description 1
- 238000006482 condensation reaction Methods 0.000 description 1
- 229940119526 coniferyl alcohol Drugs 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 239000007799 cork Substances 0.000 description 1
- 235000005822 corn Nutrition 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 239000003085 diluting agent Substances 0.000 description 1
- 238000010790 dilution Methods 0.000 description 1
- 239000012895 dilution Substances 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 239000004815 dispersion polymer Substances 0.000 description 1
- 235000013399 edible fruits Nutrition 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 239000002360 explosive Substances 0.000 description 1
- 231100000013 eye irritation Toxicity 0.000 description 1
- 230000004720 fertilization Effects 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- HMJMQKOTEHYCRN-UHFFFAOYSA-N formaldehyde;phenol;1,3,5-triazine-2,4,6-triamine;urea Chemical compound O=C.NC(N)=O.OC1=CC=CC=C1.NC1=NC(N)=NC(N)=N1 HMJMQKOTEHYCRN-UHFFFAOYSA-N 0.000 description 1
- 239000012634 fragment Substances 0.000 description 1
- 125000000524 functional group Chemical group 0.000 description 1
- 230000035784 germination Effects 0.000 description 1
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 1
- 230000036541 health Effects 0.000 description 1
- 150000002402 hexoses Chemical class 0.000 description 1
- 125000004435 hydrogen atom Chemical group [H]* 0.000 description 1
- LELOWRISYMNNSU-UHFFFAOYSA-N hydrogen cyanide Chemical compound N#C LELOWRISYMNNSU-UHFFFAOYSA-N 0.000 description 1
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 1
- QWPPOHNGKGFGJK-UHFFFAOYSA-N hypochlorous acid Chemical compound ClO QWPPOHNGKGFGJK-UHFFFAOYSA-N 0.000 description 1
- 238000005470 impregnation Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000011065 in-situ storage Methods 0.000 description 1
- 239000012948 isocyanate Substances 0.000 description 1
- 150000002513 isocyanates Chemical class 0.000 description 1
- 229920002521 macromolecule Polymers 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- WSFSSNUMVMOOMR-NJFSPNSNSA-N methanone Chemical compound O=[14CH2] WSFSSNUMVMOOMR-NJFSPNSNSA-N 0.000 description 1
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 1
- 150000007522 mineralic acids Chemical class 0.000 description 1
- 229910017604 nitric acid Inorganic materials 0.000 description 1
- 150000007524 organic acids Chemical class 0.000 description 1
- 235000005985 organic acids Nutrition 0.000 description 1
- 229930015763 p-coumaryl alcohol Natural products 0.000 description 1
- 150000002972 pentoses Chemical class 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 239000002243 precursor Substances 0.000 description 1
- IUVKMZGDUIUOCP-BTNSXGMBSA-N quinbolone Chemical compound O([C@H]1CC[C@H]2[C@H]3[C@@H]([C@]4(C=CC(=O)C=C4CC3)C)CC[C@@]21C)C1=CCCC1 IUVKMZGDUIUOCP-BTNSXGMBSA-N 0.000 description 1
- 230000000241 respiratory effect Effects 0.000 description 1
- 239000000523 sample Substances 0.000 description 1
- 230000007017 scission Effects 0.000 description 1
- 238000005029 sieve analysis Methods 0.000 description 1
- 238000007873 sieving Methods 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 238000005549 size reduction Methods 0.000 description 1
- 239000011122 softwood Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 150000008163 sugars Chemical class 0.000 description 1
- 239000013589 supplement Substances 0.000 description 1
- 230000002522 swelling effect Effects 0.000 description 1
- 230000000930 thermomechanical effect Effects 0.000 description 1
- PTNLHDGQWUGONS-UHFFFAOYSA-N trans-p-coumaric alcohol Natural products OCC=CC1=CC=C(O)C=C1 PTNLHDGQWUGONS-UHFFFAOYSA-N 0.000 description 1
- PTNLHDGQWUGONS-OWOJBTEDSA-N trans-p-coumaryl alcohol Chemical compound OC\C=C\C1=CC=C(O)C=C1 PTNLHDGQWUGONS-OWOJBTEDSA-N 0.000 description 1
- 238000009827 uniform distribution Methods 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27N—MANUFACTURE BY DRY PROCESSES OF ARTICLES, WITH OR WITHOUT ORGANIC BINDING AGENTS, MADE FROM PARTICLES OR FIBRES CONSISTING OF WOOD OR OTHER LIGNOCELLULOSIC OR LIKE ORGANIC MATERIAL
- B27N1/00—Pretreatment of moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27N—MANUFACTURE BY DRY PROCESSES OF ARTICLES, WITH OR WITHOUT ORGANIC BINDING AGENTS, MADE FROM PARTICLES OR FIBRES CONSISTING OF WOOD OR OTHER LIGNOCELLULOSIC OR LIKE ORGANIC MATERIAL
- B27N3/00—Manufacture of substantially flat articles, e.g. boards, from particles or fibres
- B27N3/002—Manufacture of substantially flat articles, e.g. boards, from particles or fibres characterised by the type of binder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27N—MANUFACTURE BY DRY PROCESSES OF ARTICLES, WITH OR WITHOUT ORGANIC BINDING AGENTS, MADE FROM PARTICLES OR FIBRES CONSISTING OF WOOD OR OTHER LIGNOCELLULOSIC OR LIKE ORGANIC MATERIAL
- B27N1/00—Pretreatment of moulding material
- B27N1/003—Pretreatment of moulding material for reducing formaldehyde gas emission
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27N—MANUFACTURE BY DRY PROCESSES OF ARTICLES, WITH OR WITHOUT ORGANIC BINDING AGENTS, MADE FROM PARTICLES OR FIBRES CONSISTING OF WOOD OR OTHER LIGNOCELLULOSIC OR LIKE ORGANIC MATERIAL
- B27N3/00—Manufacture of substantially flat articles, e.g. boards, from particles or fibres
- B27N3/02—Manufacture of substantially flat articles, e.g. boards, from particles or fibres from particles
Definitions
- the present invention relates to a process for the production of wood chipboard materials according to claim 1 and the use of a hydrothermally and mechanically digested lignocellulosic material as a hardener for an aminoplast resin according to claim 20.
- Chip-based materials so-called chipboard materials, consist of shredded wood material that can be pressed into single or multilayer boards.
- the classification of wood-based panels is usually according to EN 309. Important classification criteria are the production process (extruded or flat pressed), the surface finish (rough, ground, press-coated), the shape and size of the wood materials used (wood chips, wood flakes, wood wafers, wood strands), the panel structure (single-layered or multi-layered) and the intended use.
- Wood chipboard materials are used, for example, in the construction industry as an insulating, constructive or cladding element, in the furniture industry and as a floor covering.
- Chipboard materials are produced from finely divided wood material of various types of wood with the addition of natural and / or synthetic binders as well as other substances.
- cutting processes are used to recover wood particles. Examples of wood particles are wood flakes, wood strands, wood wafers, wood chips and wood chips.
- the wood particles are usually dried, glued with a composition (glue liquor) containing a binder and arranged in one or different layers (scattering). Finally, the scattered wood material is pressed under pressure and temperature to the respective desired wood chip material.
- Wood chipboard materials and wood fiber materials as well as their production processes differ fundamentally from each other.
- Wood fiber materials contain as the main component derived from wood fiber material. This fibrous material is obtained by steaming or cooking (e.g., in a precooker or digester) wood material and by chemical or mechanical disruption (e.g., in a refiner) to single fiber, fiber bundles, or fiber debris.
- wood chip materials as the main component contain chip material, i. Pieces of wood. The chip material is obtained by merely crushing wood material. A treatment by steaming, cooking or by chemical or mechanical disruption as in the defibering is just not.
- Binders for the production of wood chip materials may have one or more constituents. Usually consist or contain binders for the production of wood chipboard resins.
- Synthetic resins are known to those skilled in principle. Synthetic resins are for example in Rompps Chemie-Lexikon, 7th edition, Frankh'sche Verlags Stuttgart, 1973, page 1893 described. An important group of synthetic resins are condensate resins. These harden by condensation reactions, which often Water is split off. Condensate resins include, for example, phenol-formaldehyde resins and aminoplast resins.
- Aminoplast resins have proved to be particularly practical in connection with the production of wood chip materials.
- a wood chip material contains at least one aminoplast resin as a binder.
- Aminoplast resins are typically used in wood chipboard to bond the lignocellulosic parts or wood particles together. In this case, a single aminoplast resin or mixture of different aminoplast resins can be used.
- Aminoplast resins are known to the person skilled in the art and are described, for example, in US Pat. Ullmanns Enzyklopadie der ischen Chemie ", 4th Edition, Volume 7, p. 403ff , described.
- Aminoplast resins can be obtained by condensing an amino, imino or amide group-containing component with a carbonyl compound.
- Common starting materials for aminoplast resins are, for example, urea and / or melamine (as the amino-containing component) and formaldehyde (as the carbonyl compound). In the latter case, the amino-containing component is usually precondensed in a first step with the carbonyl compound to a certain degree.
- melamine resin or a urea resin may in particular form the main constituents of aminoplast resins.
- the aminoplast resin can then be crosslinked throughout. Resins formed from urea and formaldehyde are also referred to as urea-formaldehyde resins. Resins formed from melamine and formaldehyde are referred to as melamine-formaldehyde resin.
- aminoplast resins are mentioned here or elsewhere, they are meant to include aminoplast resin compositions. Aminoplast resins and / or aminoplast resin compositions may also contain water.
- the curing of synthetic resins, in particular of aminoplast resins, can be carried out, for example, by addition of acidic catalysts.
- acidic catalysts usually conventional hardeners come into consideration. Hardeners and their reaction to initiate the curing reaction are, for example, in " Wood Materials and Glues: Technology and Influencing Factors "by M. Dunky and P. Niemz, Springer-Verlag, 2013, pages 265-270 described.
- the typical curing agents for aminoplast resins have in common that they can contain, consist of, or release acid. This acid catalyzes or initiates the curing reaction.
- Examples of conventional hardeners are strong organic acids, inorganic acids such as sulfuric acid and phosphoric acid, salts which are acidic in water, such as aluminum chloride and aluminum nitrate (also referred to as acid salts), salts formed by reaction with components of the synthetic resin, preferably with formaldehyde to generate an acid (also referred to as acid-generating salts) such as ammonium phosphate, ammonium nitrate, ammonium sulfate and ammonium chloride, and mixtures of the aforementioned substances.
- inorganic acids such as sulfuric acid and phosphoric acid
- salts which are acidic in water such as aluminum chloride and aluminum nitrate (also referred to as acid salts)
- salts formed by reaction with components of the synthetic resin preferably with formaldehyde to generate an acid (also referred to as acid-generating salts) such as ammonium phosphate, ammonium nitrate, ammonium sulfate and ammonium chloride, and mixtures of
- Formaldehyde may be harmful to human or animal health and may cause allergies, skin, respiratory or eye irritation. In chronic exposure, it may even be carcinogenic. Therefore, it is desirable to produce wood chip materials with a reduced formaldehyde content. This is particularly important with regard to the use of wood chipboard materials for the production of furniture or flooring.
- JP S60 210406 A describes a process for producing a lignocellulosic floor covering using mixed, dry cellulose fine aggregates, powdered cork material and urea resin.
- DE 10 2004 010796 A1 relates to a process for reducing formaldehyde release and other organic volatile compounds from lignocellulosic material sheets, in which the material is fiberized into particles and / or fibers by thermo-mechanical pulping, glued, formed into mats, and pressed into a finished sheet, which is characterized by The digestion products of the lignocellulosic material are partially or completely removed by washing.
- the WO 02/068178 A2 describes a method for bonding laminated products with an aminoplast resin using a curing agent containing acid, an acid salt, and / or an acid-generating salt, as well as a polymer dispersion.
- the WO 2005/030895 A1 describes binder systems which, besides aminoplast resins and N-functionalized copolymers, also contain at least one acid, an acid salt and / or an acid-generating salt.
- the WO 2007/012615 A1 describes a curing agent composition for aminoplast resins which comprises an acid, an acidic salt and / or an acid-generating salt and an aminoplast resin dispersion having a residual activity of less than or equal to 100 J / g.
- a disadvantage of the hardener compositions listed in the prior art is that the curing of the resin is difficult to control when using strong acids as a hardener, since the curing can begin even on addition of the acid.
- ammonium salts can also be problematic for environmental, economic and safety aspects.
- ammonium compounds represent a potential emission source for ammonia before, during and after production, and on the other hand, the use of ammonium chloride with regard to recycling and thermal end use must also be critically assessed.
- ammonium nitrate poses a risk during storage because it is fire-promoting and explosive.
- further method steps may be carried out before, after and / or between the steps a) to c).
- Optional steps may be, for example, heating in a preheat container, crushing, storing, mixing, adding further substances, spreading or drying the material used or obtained in steps a) to c).
- the aminoplast resin used in the process according to the invention may also contain other hardeners
- the hardener obtained by hydrothermal and mechanical pulping of lignocellulose-containing material is referred to herein as the "first hardener”.
- the use of the first hardener can be integrated in a simple manner into conventional processes of the wood industry for the production of wood chip materials. No complicated intermediate steps or process interruptions are required.
- the first hardener used in the invention is available inexpensively and readily available. It is available by hydrothermal and mechanical digestion of lignocellulosic material.
- the first hardener is obtained from biomass containing lignocellulose. If biomass is mentioned here, then it means a wide variety of plants, plant parts, fruits and mixtures thereof, in particular plant waste from agriculture or the wood industry. The utilization of this biomass for the production of the first hardener is thus an ecologically very relevant advantage, since biomass is a renewable raw material.
- a particular embodiment of the invention makes it possible to produce plant waste, which is only or no longer suitable for final use, for the production of the first Hardener to use. Overall, an improved cascade use of vegetable raw materials can be achieved by the method according to the invention.
- the first hardener can be produced in a particularly simple and cost-effective manner.
- Process for the hydrothermal and mechanical digestion of lignocellulosic Material are known to those skilled in the art, for example from the manufacture of fibreboard.
- the first hardener can be particularly easily added to the binder composition (glue liquor) and is compatible with it. This is not possible, for example, in the case of the use of strong acids which is sometimes practiced in the prior art, as are used, for example, in the hardening precoating method.
- the inventive method allows a reduced use of the above-mentioned chemicals.
- the use according to the invention of the first claim 20 according to claim 20 the demand for free formaldehyde and / or the amount of conventional hardeners, such as. As acid-generating salts are significantly reduced.
- the first hardener is an environmentally friendly alternative and / or supplement to the conventional hardeners explained above.
- this surprising effect of the first hardener appears to be explained by one or more acids being released during the hydrothermal and mechanical digestion. This at least one acid seems to contribute to the curing of the resin.
- the at least one acid released during the hydrothermal and mechanical digestion also appears to be a volatile acid.
- this acid does not remain or only for a short time in the glue joint of the finished wood chip material. This short residence time of the acid hydrolysis of the glue joint can be largely avoided by this acid.
- acid may mean a single acid or mixtures of different acids.
- Important parameters for wood chip materials are swelling, transverse tensile strength and water absorption. Surprisingly, it has been found in practical experiments that these parameters in wood chip materials, which by the Processes according to the invention have been improved.
- the first hardener according to the invention which is obtainable by hydrothermal and mechanical pulping, reduces the amount of conventional hardener and sometimes even be dispensed with, without causing a deterioration of these parameters
- the transverse tensile strength of the wood chipboard materials produced can be improved
- the swelling and / or water absorption of the wood chipboard materials produced can be significantly reduced.
- Lignocellulose when referring to "lignocellulosic material”, it refers to vegetable matter containing lignocellulose.
- Lignocellulose according to the invention contains cellulose and / or hemicellulose and lignin.
- Cellulose is an unbranched polysaccharide consisting of several hundred to ten thousand cellobiose units. These cellobiose units, in turn, consist of two molecules of glucose linked by a 6-1,4-glucosidic bond.
- Hemicellulose is a collective name for various components of plant cell walls.
- the hemicelluloses are branched polysaccharides with a lower chain length - usually less than 500 sugar units - which are composed of different sugar monomers.
- Hemicellulose is composed essentially of various sugar monomers such as glucose, xylose, arabinose, galactose and mannose, which sugars may have acetyl and methyl substituted groups. They have a random, amorphous structure and are readily hydrolyzable.
- Xylose and arabinose consist for the most part of sugar monomers with five carbon atoms (pentoses).
- Mannose or galactose consist mainly of sugar monomers with six carbon atoms (hexoses).
- Ligans are amorphous, irregularly branched aromatic macromolecules, which occur in nature as part of cell walls and there cause the lignification (lignification) of the cell. They are composed of substituted phenylpropanol units, have a lipophilic character and are insoluble in room temperature in neutral solvents such as water. Precursors of lignin are, for example, p-coumaryl alcohol, coniferyl alcohol and sinapyl alcohol. The molecular weights of lignin are usually between 10,000 and 20,000 g / mol.
- Hydrolysis in the sense of the disclosure may in particular mean the cleavage of a (bio) chemical compound by reaction with water.
- Wood chip material refers to a variety of materials based on chip, which consist of wood or contain wood.
- Wood chipboard refers to a product group in the field of wood materials, which are made of wood particles and at least one binder by means of heat and pressure.
- the latter includes fiberboard such as the medium density (MDF) and high density (HDF) fiberboard
- Wood chip materials wood used for the manufacture of the fiberboard, wood fibers, fiber bundles or fiber fragments are digested in.
- MDF medium density
- HDF high density
- wood chip materials examples include particleboard, flat-plate, single-layer, multi-layer, lightweight flat, extruded, extruded (ET - Extruded Tubular), Extruded Solid (ES), Plastic-coated Melanin Faced Board (MFB), Chipboard Moldings or Oriented Strand Board (OSB).
- the division of the chipboard can be done according to DIN EN 312, whereby the chipboard can differ in strength and moisture resistance.
- OSB boards can be classified according to their use according to EN 300.
- Such wood chip materials can be further processed, for example, into laminates, floor coverings, countertops, table tops, pallets and / or wooden moldings. Wood chip materials, their manufacture and requirements for these are also in " Taschenbuch der Holztechnik ", A. Wagendies, F. Scholz, Carl Hanser Verlag, 2nd edition, 2012 on pages 143 to 146 described.
- the wood chip material is a wood chipboard.
- the wood chip material is a chipboard or OSB board.
- Practical experiments have shown that the method according to the invention and the described embodiments are particularly suitable for the production of pressed wood chip materials, in particular for the production of chipboard and OSB boards.
- the wood-chip material or its intermediate or intermediate product, consists essentially of lignocellulose-containing material and binders. "Substantially” here means to 90 wt .-%, 95 wt .-%, 99 wt .-% or 99.9 wt .-%, each based on the total weight of the wood chip material.
- the wood chip material or its intermediate or intermediate, contains other substances.
- wetting and / or separating agents can be added for an improved pressing process.
- antifungal agents or fire retardants may be added.
- the finished lignocellulosic wood chip materials can meet special requirements. Such requirements have already been mentioned above and are known to the person skilled in the art.
- such further substances in the inventive method before, during and / or after one of the steps a) to c) are added.
- Step a) of the method according to the invention provides for the provision of wood particles. If wood particles are mentioned here, this means any wood particles that can be used for the production of wood chip materials. Wood particles may be any size reduction products of lignocellulose-containing materials. Wood particles, as used herein, are not wood fibers.
- first lignocellulose-containing material Since the hardener used according to the invention also contains lignocellulose, the wood particles used in step a) are referred to herein as "first lignocellulose-containing material".
- the material used to produce the hardener is referred to as a "second lignocellulose-containing material”.
- the first lignocellulosic material differs from the second lignocellulosic material as explained below.
- a first lignocellulose-containing material which is in the form of wood particles is used in step a).
- the first lignocellulose-containing material can be produced by comminuting lignocellulose-containing materials.
- the first lignocellulose-containing material is provided in the form of wood particles, ie it may contain or consist of wood particles.
- Wood particles as used herein, may contain wood or be made of wood. Examples of wood particles are finely divided wood material, wood chips, wood strands, wood wafers, wood flakes and wood chips.
- the wood particles for wood chip materials are obtained by cutting processes.
- the wood particles can be dried or stored before further processing. It is also possible to admix further substances to the first and / or second lignocellulose-containing material.
- step c) is a hot pressing.
- the press factor during hot pressing is from 2 to 10 s / mm, preferably from 3 to 6 s / mm.
- Press factor is understood to mean in particular the residence time of the lignocellulose-containing wood chip material in seconds per millimeter thickness or thickness of the finished pressed lignocellulose-containing wood chip material in the press.
- Suitable temperatures for the compression in step c) of the process according to the invention or one of its embodiments are temperatures of 150 ° C to 250 ° C, preferably from 160 ° C to 240 ° C, particularly preferably from 180 ° C to 230 ° C. At temperatures in these ranges, the process can be carried out particularly economically.
- first lignocellulosic material Since the process according to the invention is a process for producing wood chips from the wood particles used in step a) (referred to herein as "first lignocellulosic material"), this process does not involve defibration, steaming, cooking or chemical and / or mechanical pulping (For example, in a refiner) of the first lignocellulosic material, as practiced for example in the production of wood fiber boards.
- the first lignocellulose-containing material is glued with a composition which comprises at least one aminoplast resin and at least one first hardener. If this is referred to as "gluing”, then it can be understood as wholly or partially wetting with a composition containing a binder ("binder-containing composition"). Such compositions are also referred to by the person skilled in the art as "glue liquor”.
- the binder is an aminoplast resin. Gluing can in particular also mean the uniform distribution of the binder-containing composition on the wood particles.
- the application of the binder-containing composition can be carried out, for example, by impregnation or spraying.
- the process according to the invention comprises in step b) the gluing of wood particles with a composition comprising at least one aminoplast resin and at least one first hardener.
- the hardener can be added to the aminoplast resin before and / or during gluing to produce the composition.
- a previously prepared mixture of aminoplast resin and first hardener is used as the composition for gluing the wood particles and applied to the wood particles.
- the wood particles are glued with a composition containing an aminoplast resin and a first hardener by applying a previously prepared mixture of aminoplast resin and first hardener to the wood particles.
- the method according to the invention likewise encompasses those embodiments in which the hardener is added to the aminoplast resin only during gluing and the composition is first formed in situ during gluing. This can be achieved, in particular, by separating the aminoplast resin and the first hardener during gluing of the wood particles from each other, if necessary with other additives or binders are applied to the wood particles.
- the aminoplast resin and the hardener mix to form a composition that "contains" an aminoplast resin and a first hardener.
- the aminoplast resin and in a second step the first hardener may be applied to the wood particles.
- first step first apply the first curing agent and then in a second step, the aminoplast resin on the wood particles.
- a simultaneous application of aminoplast resin and first curing agent by two separate application devices, such as nozzles, on the wood particles is possible.
- another embodiment of the method provides for the wood particles to be glued with a composition containing an aminoplast resin and a first hardener by separately applying the aminoplast resin and the first hardener to the wood particles.
- the amount of binder used in gluing is preferably 0.1 to 20 wt .-%, in particular 1 to 16 wt .-%, more preferably 4 to 14 wt .-%, based on the dry weight of wood (solid resin / atro). For many applications, it is particularly practical if the binder in an amount of 0.1 to 15 wt .-% based on the dry weight of wood (solid resin / atro) is used.
- the method according to the invention or one of its embodiments is suitable for a multiplicity of binder-wood particle combinations.
- at least one aminoplast resin is used as the binder.
- other synthetic resins in particular phenolic resins, vinyl acetates, isocyanates, epoxy resins and / or acrylic resins can also be used in the process according to the invention.
- the binder consists of an aminoplast resin and one or more hardeners.
- aminoplast resins are urea-formaldehyde resins (UF), melamine-reinforced urea-formaldehyde resins (MUF), melamine-urea-phenol-formaldehyde resins (MUPF), or mixtures thereof.
- UF urea-formaldehyde resin
- UMF melamine-reinforced urea-formaldehyde resins
- MUPF melamine-urea-phenol-formaldehyde resins
- particularly good results can be achieved with urea-formaldehyde resins (UF), melamine-reinforced urea-formaldehyde resins (MUF) or mixtures thereof.
- the aminoplast resin is obtainable by condensation of an amino group-containing component with a carbonyl compound.
- the carbonyl compound is preferably formaldehyde.
- the amino group-containing component is preferably melamine and / or urea. More preferably, the aminoplast resin is a melamine resin or a urea resin, especially a melamine-formaldehyde resin or a urea-formaldehyde resin.
- the composition (glue liquor) used in the process according to the invention also contains at least one first hardener.
- the binder contains 0.1 to 15 wt .-% of the first hardener, in particular 0.5 to 10 wt .-%, based on the solid resin content of the aminoplast resin.
- Hardener as used herein is a term known to those skilled in the art of making chipboard material.
- Hardeners are catalysts which catalyze a curing or crosslinking reaction, ie promote or initiate without being consumed itself.
- catalysts are substances that increase the rate of reaction by lowering the activation energy of a chemical reaction without being self-consumed.
- the curing of aminoplast resins is carried out by acid catalysis.
- the acid which acts as a hardener, initiates or drives the curing or crosslinking reaction without being consumed.
- Hardeners are therefore to be distinguished from the starting materials of the aminoplast resin crosslinking reaction, which react with each other during the aminoplast resin curing and are therefore consumed.
- hardeners are also to be distinguished from additives, for example diluents such as lignin, which are able to polymerize via functional groups into the aminoplast resin.
- additives for example diluents such as lignin, which are able to polymerize via functional groups into the aminoplast resin.
- Such additives which during the Aminoplastharz curing polymerize and thereby abreact and can be consumed are not covered by the term "hardener" as used herein.
- the first hardener used according to the invention is based on lignocellulose-containing material. It is obtained by hydrothermal and mechanical digestion of such a lignocellulose-containing material. According to one embodiment, the first hardener used according to the invention therefore contains or consists of hydrothermally and mechanically digested lignocellulose-containing material.
- the curing used according to the invention is obtained from a second lignocellulose-containing material which differs from the first lignocellulose-containing material described above used in step a).
- This difference consists in particular of the origin and / or the underlying raw materials.
- provision is made in particular for the second lignocellulose-containing material to originate from a different raw material than the first lignocellulose-containing material.
- the first and second lignocellulose-containing material may represent different raw materials or be made or obtained from different raw materials.
- the difference in the raw materials in the genus or the compilation of plant species from which the two lignocellulose-containing materials are obtained are obtained.
- plant species and plant genus are to be understood according to the usual botanical definition (taxon and genus).
- the first lignocellulose-containing material is provided in the form of wood particles, that is to say that at least one raw material from which the first lignocellulose-containing material originates is wood.
- the second lignocellulose-containing material can be obtained from a different type of wood than that used as raw material was used for the first lignocellulosic material.
- the raw materials for the first and second lignocellulose-containing material preferably differ in that the second lignocellulose-containing material originates from a raw material that is different from wood, in particular from tree wood.
- the second lignocellulosic material is selected from the group consisting of annuals, crops, grasses, foliage, cereals, their constituents and waste, or mixtures thereof.
- Crop is in particular straw, wheat, rye, barley, oats, millet, corn, miscanthus, rice, their constituents, their waste and / or mixtures thereof understood.
- the term "annual plants” refers to plants and / or their constituents containing lignocellulose, which require a period of vegetation from the germination of their seed to the fertilization of their flower and the maturity of the new seed, and to the maturity of the new one Seeds die off.
- one or more of these selected second lignocellulose-containing materials are hydrothermally and mechanically digested. This hydrothermally and mechanically digested material can then be used as the first hardener.
- This hydrothermally and mechanically digested material can then be used as the first hardener.
- the use of the above-described lignocellulose-containing materials for the preparation of the first hardener has proven to be economically advantageous.
- the plants mentioned are easy to cultivate and can be processed easily and in a few process steps. For example, the processing of plant waste not only ensures a low-cost raw material, but also an improved cascade use of plant raw materials.
- the use of wood, especially tree wood, as a raw material for the production of the first hardener the much longer cultivation times, the significantly increased workload and the cost of processing the wood would be disadvantageous.
- the second lignocellulosic material contains no wood, especially no tree wood, and also does not come from such raw materials.
- the raw materials enumerated above for the second lignocellulose-containing material do not fall under the generic term wood.
- the second lignocellulosic material can be used uncut for hydrothermal and mechanical digestion.
- the second lignocellulosic material may also be pre-shredded for hydrothermal and mechanical digestion. Preferably, this is dry pre-crushed.
- the comminuted second lignocellulosic material may have an average particle size - determined by the mesh size of the screen - of 20 ⁇ m to 20 mm, 0.05 ⁇ m to 1 mm or 0.4 ⁇ m to 0.4 mm.
- the "average particle sizes” stated here are average sieve diameters which are determined by the particles passing through a defined mesh size of a sieve.
- methods for the determination of particle sizes are known to the person skilled in the art, for example the sieve analysis according to DIN 66165.
- the average sieve diameter it is possible, for example, to choose a sieve system with mesh sizes decreasing from top to bottom.
- the individual proportions can be weighed and represented as a percentage in the form of a particle distribution. From this, the mean sieve diameter can be determined according to DIN 66165. For small particle sizes or particle fractions, microscopic methods can be used to determine the particle size.
- the comminuted second lignocellulosic material has a particle size distribution at least 70, 80, 90 or 95% by weight of the material having a screen diameter of 20 ⁇ m to 20 mm, 0.05 ⁇ m to 1 mm, or 0.1 ⁇ m to 0, 4 mm, determined by the mesh size of the screen.
- This particle size distribution can be present before or after mechanical pulping.
- this particle size distribution refers to the material that has already been mechanically comminuted and is subjected only to a hydrothermal and mechanical pulping.
- the particle size or average particle size can be determined such that the particles of the second lignocellulose-containing material, a sieve with a mesh size of 20 mm, preferably of 1 mm, more preferably of 0.4 mm and particularly preferably of 0.2 mm happen.
- particle fractions can be used which result from particles that pass through these mesh sizes.
- the mean particle size is determined in this embodiment by a "maximum size" of the particles through the mesh sizes defined above.
- These particle sizes can be present before or after the hydrothermal and mechanical disruption.
- these particle sizes relate to the material that has already been mechanically comminuted and is subjected only to a hydrothermal and mechanical pulping.
- the comminuted second lignocellulose-containing material has a particle size distribution in which at least 70, 80, 90 or 95% by weight of the material has a screen diameter of less than 20 mm, preferably less than 1 mm, less than 0.4 mm or less than 0, 2 mm, each determined by passing a sieve with a corresponding mesh size.
- the first hardener may have a dry weight of from 5 to 25% by weight, in particular from 10 to 20% by weight, based on the total weight of the material.
- the first hardener in step b) contains an acid which has been released by the hydrothermal and mechanical digestion of the second lignocellulose-containing material.
- the hydrothermally and mechanically digested second lignocellulosic material directly contains the acid that can act as a catalyst in the curing reaction (as described above) and does not need to be released.
- the second lignocellulosic material releases at least one acid during the hydrothermal and mechanical digestion in the presence of water and / or heat.
- “Hydrothermal” as used herein means that the digestion occurs under the action of water and elevated temperature.
- the water can come from the materials used or added.
- Preferably Water is added, especially in the form of water vapor.
- the digestion mentioned in step b) is a simultaneous hydrothermal and mechanical digestion.
- the release of the acid seems to be due to the good hydrolyzability of the hemicellulose.
- the ⁇ -1,4-glucosidic bonds of the glucose molecules are very stable.
- the hydrolysis of the cellulose requires drastic conditions, such as strongly acidic or strongly alkaline conditions or more specific enzymes.
- One reason why the microcrystalline cellulose does not release acid during the hydrothermal and mechanical digestion could thus be that this digestion is not sufficiently acidic or alkaline.
- the second lignocellulosic material described above is much better suited than, for example, tree wood.
- the second lignocellulose-containing material used according to the invention in particular the abovementioned plants, have a higher average hemicellulose proportion than, for example, tree wood, in particular softwood.
- the release of the acid contributes to the curing of the resin. This is especially the case when the resin can be cured by acid catalysis.
- the acid catalysis curable resins include, in particular, aminoplast resins.
- the acid released during the hydrothermal and mechanical digestion contributes to the curing of the aminoplast resin contained in the binder-containing composition.
- the acid released during the hydrothermal and mechanical digestion has a molecular weight of from 40 g / mol to 500 g / mol, in particular from 40 g / mol to 250 g / mol.
- the acid is a Brönsted acid having a pK a of 2 to 8, especially 3 to 6.
- the acid is a carboxylic acid having a chain length of 1 to 5 carbon atoms. Examples of carboxylic acids are formic acid, acetic acid, propionic acid, butanoic acid, pentanoic acid and derivatives thereof. Examples and properties of Bronsted acids are, for example, in " Basic Knowledge of Chemistry ", C.
- PK a is the negative decadic logarithm of the acid constant K a under standard conditions (see also " Organic Chemistry, "Jonathan Clayden, Nick Greeves, Stuart Warren, OUP Oxford, 2012, pages 163-181 ). The smaller the pK a value, the stronger the acidity. If an acid has several dissociation stages (eg H 2 SO 4 : pK a 1st stage: -3, 2nd stage: 1.92), the pK a value of the 1st dissociation stage is here with the pK a value The pK a values of some important Bronsted acids can be found in the following table.
- the carboxylic acid is a weak acid. If here or elsewhere weak acids are mentioned, then it is meant that the pK a is equal to or greater than 3. For a pK a of Brönsted acid of less than 3, the binder may be attacked by the acid and at least partially hydrolyzed ,
- the carboxylic acid is a volatile acid.
- volatile acids are formic acid or acetic acid.
- the volatility of the acid can further contribute to the better stability of the glue joint. One reason for this could be that a volatile acid remains in the glue joint for a shorter time than acids from conventional hardeners. This shorter retention time can reduce or even prevent unwanted hydrolysis of the glue joint.
- the first hardener is available by hydrothermal and mechanical pulping.
- Suitable temperatures for the hydrothermal and mechanical digestion of the second lignocellulose-containing material are temperatures of 120 to 180 ° C, preferably 130 to 170 ° C and particularly preferably 140 to 160 ° C.
- the duration of the hydrothermal and mechanical digestion is 2 seconds to 40 minutes, in particular 5 seconds to 30 minutes.
- cooker pressure reactor and refiner are known to those skilled in the wood industry.
- cooker is meant in particular a device which is suitable for hydrothermal digestion of the second lignocellulose-containing material.
- Pressure reactor is any reaction vessel which constitutes a sealed, delimited space in which pressure can be built up and which is suitable for carrying out the hydrothermal digestion of the second lignocellulosic material.
- reffiner the expert understands a device for comminution or defibration of wood, especially under pressure. Examples of refiner in use in practice are Southerland refiner with hollow axle and a movable grinding disc, Fritz refiner with 10 grinding discs, Calfin refiner or hydrorefiner.
- the hydrothermal digestion in step (i) can be carried out at a temperature of 120 to 180 ° C, in particular at 140 to 160 ° C. Suitable pressures for the hydrothermal digestion are between 3 to 8 bar, in particular at 4 to 6 bar. The duration of the digestion can be between 5 and 40 minutes. An opening time of 30 minutes has proved to be advantageous. Good results can be achieved if step (i) is carried out in the presence of water. The use of water vapor has proved to be particularly practical.
- step (ii) takes place in a refiner.
- Particularly suitable process temperatures are in a range of 140 to 180 ° C, in particular from 150 to 160 ° C and at a pressure of 1 to 8 bar, in particular at 4 to 6 bar.
- the duration of the mechanical digestion can be 2 seconds to 5 minutes, in particular 5 seconds to 3 minutes.
- step (ii) can be carried out in the presence of water, in particular water vapor.
- optionally further method steps may be carried out before, after or between steps (i) and (ii).
- Optional steps may be heating in a preheat container, crushing, storing, mixing, spreading, adding further substances, or drying the lignocellulosic material or a mixture containing the lignocellulosic material of step (i) and / or (ii).
- the binder-containing composition also contains a second hardener in addition to the first hardener used according to the invention.
- the second hardener may be a conventional hardener described above, in particular an ammonium salt.
- suitable ammonium salts are ammonium nitrate, ammonium phosphate, ammonium chloride and Ammonium sulfate.
- these ammonium salts form their corresponding acid which acts as an acid catalyst to cure the resin. Examples of these are nitric acid, phosphoric acid, hydrochloric acid, sulfuric acid.
- first hardener used according to the invention is particularly compatible with aminoplast resins and the conventional hardeners conventionally used there. Furthermore, binder compositions containing an aminoplast resin, a first hardener according to the invention and a second hardener have proven to be stable.
- the binder-containing composition contains 0.1 to 4 wt .-% ammonium salt, in particular 0.5 to 3.0 wt .-%, based on the solid resin content of the resin.
- the ammonium salt is ammonium nitrate and the resin is an aminoplast resin. It is particularly advantageous that the proportion of the conventional second hardener can be reduced by using the first hardener. In a particularly preferred embodiment of the invention, the second hardener can be saved up to half or more if the second hardener is used in combination with the first hardener used according to the invention.
- this also means that, for example, in comparison with the sole use of ammonium salts as curing agents for amino resins, significantly less ammonium salt has to be added to the process. As a result of the reduced ammonium salt content, the process also requires less formaldehyde. As a result, wood chip materials can be obtained with reduced formaldehyde content. The same applies to other, explained in the beginning conventional hardener.
- the disclosure further relates to lignocellulose-containing wood chip materials which have been produced or obtainable by the method according to the invention or its embodiments described above.
- a wood chip material can be used particularly well for the production of a laminate, flooring, a worktop, table top, a piece of furniture or a pallet.
- the invention also relates to the use of the first hardener according to the invention according to claim 20, which was obtained by hydrothermal and mechanical pulping of a second lignocellulose-containing material, in a method according to the invention for the production of wood chip materials described above.
- the first hardener releases an acid.
- the first hardener releases acetic acid and / or formic acid.
- the above-mentioned advantages of the method according to the invention also apply to the inventive use of the first hardener.
- the strength of conventional wood chip materials can be maintained or even improved even while reducing the amount of conventional hardeners.
- an improvement in swelling behavior and / or water absorption can be achieved.
- One reason for this could be that the acid released during the hydrothermal and mechanical digestion is free and volatilises more rapidly than conventional hardeners. This creates a neutral glue joint, which positively influences the characteristics of the wood chip material described above.
- Version 1 In the first variant, the digestion of the lignocellulose-containing material was carried out in a discontinuous single-disc refiner (Sprout Waldron). The refiner was filled with the material and steam (160 ° C) was introduced into the cyclone. The material remained at 160 ° C and 6 bar for about 2 minutes in the refiner, then the cyclone was opened and the material was transported out via the screw and a 2.5 mm valve within about 5 minutes.
- Variant 2 In the second variant, the lignocellulose-containing material was pre-shredded dry in an Ecopulser (Krause Maschinenbau GmbH) and screened (Retsch AS 200). The particle fraction smaller than 0.6 mm was then boiled in a pressure reactor (Büchiglasuster Cyclon 300) at 160 ° C and 5 to 6 bar under an approximately 1: 5 dilution with water for about 30 min.
- the first hardener used was the lignocellulose-containing material prepared according to Example 1 in dosages of 1, 3, 6 and 10% by weight of the solid, based on the solid resin fraction (hereinafter% solid / FH) Quantities of 1, 1.5, 2 and 3% fixed / FH.
- the treated lignocellulosic material was added to the size liquor containing an aminoplast resin. Following the plate pressing, the transverse tensile strength, swelling and water absorption were determined. For this purpose, specimens of geometry 50 ⁇ 50 ⁇ 14 mm were first cut to size. Each test specimen was measured by means of a digital thickness probe before the test, and the mass determined and used to calculate the density.
- the transverse tensile strength was determined according to EN 319. To this end, each test specimen was bonded by means of a hot melt adhesive with two aluminum yokes on the top and bottom and then pulled apart after cooling on the testing machine (Zwick Zmart.Pro) at a constant test speed of 1 mm / min. The force leading to the break in the middle of the specimen was recorded and the resulting transverse tensile strength over the specimen area was calculated [N / mm 2 ].
- the determination of the thickness swelling after 24 hours of water storage was carried out according to DIN EN 317.
- the test specimens were stored for this purpose at a water temperature of 20 ° C for 24 h under water. Subsequently, the increase in thickness was determined relative to the starting thickness and the percentage thickness swelling was calculated.
- the reference plates 1 and 2 were made without the addition of the first hardener.
- the test plates 1 to 3 were produced with the first hardener of variant 1 from example 1 and the test plates 4 and 5 were produced with the first hardener of variant 2 from example 1.
- test panels were each made at least twice and determines the transverse tensile strength, the swelling and the water absorption.
- the measurements below are averages of at least two plates.
- the transverse tensile strength was determined for reference plates 1 and 2 and experimental plates 1 to 3. The results are shown in Diagram 1.
- the measurement showed a reduced swelling for the experimental plates 4 and 5 despite reduced content of ammonium nitrate.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Wood Science & Technology (AREA)
- Forests & Forestry (AREA)
- Dry Formation Of Fiberboard And The Like (AREA)
- Chemical And Physical Treatments For Wood And The Like (AREA)
Description
Die vorliegende Erfindung betrifft ein Verfahren zur Herstellung von Holzspanwerkstoffen nach Anspruch 1 und die Verwendung eines hydrothermisch und mechanisch aufgeschlossenen lignocelluloshaltigen Materials als Härter für ein Aminoplastharz nach Anspruch 20.
Werkstoffe auf Spanbasis, sogenannte Holzspanwerkstoffe, bestehen aus zerkleinertem Holzmaterial, das sowohl zu Ein- als auch zu Mehrschichtplatten verpresst werden kann. Die Klassifizierung von Holzspanwerkstoffen erfolgt üblicherweise nach EN 309. Wichtige Klassifizierungsmerkmale sind das Herstellungsverfahren (stranggepresst oder flachgepresst), die Oberflächenbeschaffenheit (roh, geschliffen, pressbeschichtet), die Form und Größe der eingesetzten Holzmaterialien (Holzspäne, Holzflakes, Holzwafer, Holzstrands), der Plattenaufbau (einschichtig oder mehrschichtig) und der Verwendungszweck.The present invention relates to a process for the production of wood chipboard materials according to claim 1 and the use of a hydrothermally and mechanically digested lignocellulosic material as a hardener for an aminoplast resin according to claim 20.
Chip-based materials, so-called chipboard materials, consist of shredded wood material that can be pressed into single or multilayer boards. The classification of wood-based panels is usually according to EN 309. Important classification criteria are the production process (extruded or flat pressed), the surface finish (rough, ground, press-coated), the shape and size of the wood materials used (wood chips, wood flakes, wood wafers, wood strands), the panel structure (single-layered or multi-layered) and the intended use.
Da in Holzspanwerkstoffen der massive Holzverbund größtenteils aufgehoben ist, haben diese Platten in Richtung der Plattenebene, also in Richtung der Länge und Breite der Platte, nahezu die gleichen Quell- und Schwindeigenschaften. Holzspanwerkstoffe finden beispielsweise im Baugewerbe als isolierendes, konstruktives oder verkleidendes Element, in der Möbelindustrie sowie als Bodenbelag Verwendung.Since the massive wood composite is largely eliminated in wood chip materials, these plates in the direction of the plate plane, ie in the direction of the length and width of the plate, almost the same swelling and shrinkage properties. Wood chipboard materials are used, for example, in the construction industry as an insulating, constructive or cladding element, in the furniture industry and as a floor covering.
Bei der Herstellung von Holzspanwerkstoffen kann eine hohe stoffliche Verwertung des Holzes sichergestellt werden. So findet neben Waldholz auch Restholz aus der Industrie und Gebrauchtholz seinen Einsatz.In the production of wood chip materials a high recycling of the wood can be ensured. Thus, in addition to forest wood, residual wood from industry and used wood are used.
Spanwerkstoffe werden aus feinteiligem Holzmaterial verschiedenster Holzarten unter Hinzufügung natürlicher und/oder synthetischer Bindemittel sowie weiterer Stoffe hergestellt. Zur Aufbereitung des Holzmaterials werden schneidende Verfahren eingesetzt, um Holzpartikel zu gewinnen. Beispiele für Holzpartikel sind, Holzflakes, Holzstrands, Holzwafer, Holzspäne und Hackschnitzel. Anschließend werden die Holzpartikel üblicherweise getrocknet, mit einer Zusammensetzung (Leimflotte), die ein Bindemittel enthält, beleimt und in einer oder unterschiedlichen Schichten angeordnet (Streuung). Schließlich wird das gestreute Holzmaterial unter Druck und Temperatureinwirkung zu dem jeweils gewünschten Holzspanwerkstoff verpresst.Chipboard materials are produced from finely divided wood material of various types of wood with the addition of natural and / or synthetic binders as well as other substances. For processing the wood material, cutting processes are used to recover wood particles. Examples of wood particles are wood flakes, wood strands, wood wafers, wood chips and wood chips. Subsequently, the wood particles are usually dried, glued with a composition (glue liquor) containing a binder and arranged in one or different layers (scattering). Finally, the scattered wood material is pressed under pressure and temperature to the respective desired wood chip material.
Der Fachmann unterscheidet zwischen Holzspanwerkstoffen und Holzfaserwerkstoffen. Holzspanwerkstoffe und Holzfaserwerkstoffe sowie deren Herstellungsverfahren unterscheiden sich grundlegend voneinander. Holzfaserwerkstoffe enthalten als Hauptkomponente aus Holz gewonnenes Fasermaterial. Dieses Fasermaterial wird durch Dämpfen oder Kochen (z.B. in einem Vorkocher oder Kocher) von Holzmaterial und durch chemisches oder mechanisches Aufschließen (z.B. in einem Refiner) bis hin zur Einzelfaser, Faserbündel oder Faserbruchstücken erhalten. Im Gegensatz hierzu enthalten Holzspanwerkstoffe als Hauptkomponente Spanmaterial, d.h. Holzstückchen. Das Spanmaterial wird durch bloßes Zerkleinern von Holzmaterial erhalten. Eine Behandlung durch Dämpfen, Kochen oder durch chemisches oder mechanisches Aufschließen wie bei der Zerfaserung erfolgt gerade nicht.The expert distinguishes between wood-chip materials and wood-fiber materials. Wood chipboard materials and wood fiber materials as well as their production processes differ fundamentally from each other. Wood fiber materials contain as the main component derived from wood fiber material. This fibrous material is obtained by steaming or cooking (e.g., in a precooker or digester) wood material and by chemical or mechanical disruption (e.g., in a refiner) to single fiber, fiber bundles, or fiber debris. In contrast, wood chip materials as the main component contain chip material, i. Pieces of wood. The chip material is obtained by merely crushing wood material. A treatment by steaming, cooking or by chemical or mechanical disruption as in the defibering is just not.
Bindemittel für die Herstellung von Holzspanwerkstoffen können einen oder mehrere Bestandteile aufweisen. Üblicherweise bestehen oder enthalten Bindemittel zur Herstellung von Holzspanwerkstoffen Kunstharze.Binders for the production of wood chip materials may have one or more constituents. Usually consist or contain binders for the production of wood chipboard resins.
Kunstharze sind dem Fachmann grundsätzlich bekannt. Kunstharze sind beispielsweise in
Aminoplastharze haben sich als besonders praxisgerecht im Zusammenhang mit der Herstellung von Holzspanwerkstoffen erwiesen. Üblicherweise enthält ein Holzspanwerkstoff mindestens ein Aminoplastharz als Bindemittel. Aminoplastharze werden in Holzspanwerkstoffen normalerweise dazu verwendet, die lignocellulosehaltigen Teile oder Holzpartikel miteinander zu verbinden. Dabei kann ein einzelnes Aminoplastharz oder Mischung verschiedener Aminoplastharzen verwendet werden.Aminoplast resins have proved to be particularly practical in connection with the production of wood chip materials. Typically, a wood chip material contains at least one aminoplast resin as a binder. Aminoplast resins are typically used in wood chipboard to bond the lignocellulosic parts or wood particles together. In this case, a single aminoplast resin or mixture of different aminoplast resins can be used.
Aminoplastharze sind dem Fachmann bekannt und z.B. in "
Wenn hier oder an anderer Stelle von Aminoplastzharzen die Rede ist, dann sind damit auch Aminoplastharzzusammensetzungen gemeint. Aminoplastharze und/oder Aminoplastharzzusammensetzungen können auch Wasser enthalten.Whenever aminoplast resins are mentioned here or elsewhere, they are meant to include aminoplast resin compositions. Aminoplast resins and / or aminoplast resin compositions may also contain water.
Die Aushärtung von Kunstharzen, insbesondere von Aminoplastharzen, kann zum Beispiel durch Zusatz saurer Katalysatoren erfolgen. Dabei kommen üblicherweise konventionelle Härter in Betracht. Härter und ihre Reaktion zur Initiierung der Aushärtungsreaktion sind beispielsweise in "
Formaldehyd kann bei menschlicher oder tierischer Exposition gesundheitsschädlich sein und zu Allergien, Haut-, Atemwegs- oder Augenreizungen führen. Bei chronischer Exposition kann es sogar karzinogen sein. Daher ist es erstrebenswert Holzspanwerkstoffe mit einem reduzierten Formaldehydgehalt herzustellen. Dies ist insbesondere im Hinblick auf die Verwendung von Holzspanwerkstoffen zur Herstellung von Möbelstücken oder als Bodenbelag wichtig.Formaldehyde may be harmful to human or animal health and may cause allergies, skin, respiratory or eye irritation. In chronic exposure, it may even be carcinogenic. Therefore, it is desirable to produce wood chip materials with a reduced formaldehyde content. This is particularly important with regard to the use of wood chipboard materials for the production of furniture or flooring.
Zur Aushärtung speziell von Aminoplastharzen sind dem Fachmann verschiedene Härter bekannt:
Die
The
Die
Die
Nachteilig an den im Stand der Technik aufgeführten Härterzusammensetzungen ist, dass die Aushärtung des Kunstharzes bei Verwendung von starken Säuren als Härter schwer zu kontrollieren ist, da die Aushärtung schon bei Zugabe der Säure beginnen kann.A disadvantage of the hardener compositions listed in the prior art is that the curing of the resin is difficult to control when using strong acids as a hardener, since the curing can begin even on addition of the acid.
Um diese unerwünschte Voraushärtung zu vermeiden, ist im Stand der Technik das sogenannten Härtervorstrichverfahren vorgeschlagen worden, bei dem zuerst die Säure auf das Vor- oder Zwischenprodukt des Holzspanwerstoffs aufgetragen und danach erst die Beleimung mit einem Kunstharz vorgenommen wird. Nachteilig hieran ist jedoch der ökonomische Aufwand durch die zusätzlichen Verfahrensschritte.In order to avoid this undesirable precuring, the so-called hardening precoating method has been proposed in the prior art, in which first the acid is applied to the preliminary or intermediate product of the wood pulp and then the gluing with a synthetic resin is carried out. However, a disadvantage of this is the economic outlay due to the additional process steps.
Überdies tragen starke Säuren verstärkt zur unerwünschten Hydrolyse der Leimfuge bei. Oftmals müssen zusätzliche Puffersysteme zur Verringerung dieser Nachteile eingesetzt werden, was aber wiederrum zu einer ungenügenden Härtung des Harzes führen kann. Gleiches gilt für den Einsatz von sauren Salzen, bei denen die Aushärtung ebenfalls mit der Zugabe der sauren Salze beginnen kann. Ein weiterer Nachteil der Säure generierenden Salze besteht darin, dass diese Salze üblicherweise freies Formaldehyd benötigen, um die entsprechende starke Säure zu bilden, die dann zur Aushärtung des Harzes beiträgt. Insofern benötigen Bindemittelzusammensetzungen (Leimflotten), die Härtersysteme auf Basis von Säure generierenden Salzen enthalten, einen erhöhten Formaldehydanteil. Dieses Formaldehyd ist normalerweise nicht dauerhaft gebunden und kann nach Beendigung des Herstellungsverfahrens langsam wieder freigesetzt werden. Somit sind diese Härterzusammensetzungen für die Herstellung von Holzspanwerkstoffen mit einem reduzierten Formaldehydgehalt nicht optimal.Moreover, strong acids contribute more to the unwanted hydrolysis of the glue joint. Often, additional buffer systems must be used to reduce these disadvantages, but in turn can lead to insufficient curing of the resin. The same applies to the use of acid salts, in which the curing can also begin with the addition of the acidic salts. Another disadvantage of acid-generating salts is that these salts are usually free Formaldehyde need to form the corresponding strong acid, which then contributes to the curing of the resin. In this respect, binder compositions (glue fleets) containing hardener systems based on acid-generating salts require an increased formaldehyde content. Normally, this formaldehyde is not permanently bound and can be slowly released after completion of the manufacturing process. Thus, these hardener compositions are not optimal for the production of wood chip materials having a reduced formaldehyde content.
Ferner kann der Einsatz von Ammoniumsalzen auch aus ökologischen, ökonomischen und sicherheitstechnischen Aspekten problematisch sein. Zum einen stellen Ammoniumverbindungen vor, während und nach der Herstellung eine potentielle Emissionsquelle für Ammoniak dar, zum anderen ist auch der Einsatz von Ammoniumchlorid hinsichtlich des Recyclings und der thermischen Endverwertung kritisch zu beurteilen. Weiterhin stellt Ammoniumnitrat bei der Lagerung ein Risiko dar, da es brandfördernd und explosiv ist.Furthermore, the use of ammonium salts can also be problematic for environmental, economic and safety aspects. On the one hand, ammonium compounds represent a potential emission source for ammonia before, during and after production, and on the other hand, the use of ammonium chloride with regard to recycling and thermal end use must also be critically assessed. Furthermore, ammonium nitrate poses a risk during storage because it is fire-promoting and explosive.
Ein anderer bedenklicher Aspekt ist, dass beim Einsatz von Ammoniumverbindungen oder bei direkter Säurezugabe nach der Herstellung des Holzspanwerkstoffs weiterhin Säure gebildet werden kann oder freie starke Säure im Holzspanwerkstoff verbleibt. Diese Säure kann zur Hydrolyse der Leimfuge führen, was sich negativ auf die Festigkeit und Quellungseigenschaften des Holzspanwerkstoffs auswirken kann.Another concern is that when using ammonium compounds or when added directly after the production of the wood chip material acid can continue to be formed or free strong acid remains in the wood chip material. This acid can lead to the hydrolysis of the glue joint, which can have a negative effect on the strength and swelling properties of the wood chip material.
Ausgehend von dem vorstehend erläuterten Stand der Technik und dessen Nachteilen bestand eine Aufgabe der Erfindung darin, ein Verfahren bereitzustellen, das ein verbessertes, alternatives Härtersystem einsetzt. Insbesondere bestand eine Aufgabe der Erfindung darin, ein Verfahren bereitzustellen, welches erlaubt, Holzspanwerkstoffe mit einem reduzierten Formaldehydgehalt herzustellen.On the basis of the above-described prior art and its disadvantages, it was an object of the invention to provide a method which employs an improved alternative hardening system. In particular, it was an object of the invention to provide a process which makes it possible to produce wood chip materials having a reduced formaldehyde content.
Diese Aufgabe wird erfindungsgemäß durch ein Verfahren nach Anspruch 1, und der Verwendung gemäß Anspruch 20 gelöst.This object is achieved by a method according to claim 1, and the use according to claim 20.
Vorteilhafte Ausführungsformen der Erfindung sind in den abhängigen Ansprüchen beschrieben und werden nachfolgend wie der allgemeine Erfindungsgedanke im Einzelnen erläutertAdvantageous embodiments of the invention are described in the dependent claims and are explained below as the general inventive concept in detail
Das erfindungsgemäße Verfahren zur Herstellung eines Holzspanwerkstoffs umfasssend die Schritte:
- a) Bereitstellen eines ersten lignocellulosehaltigen Materials in Form von Holzpartikeln;
- b) Beleimen des ersten lignocellulosehaltigen Materials mit einer Zusammensetzung, die mindestens ein Aminoplastharz und mindestens einen ersten Härter umfasst, wobei der erste Härter durch hydrothermischen und mechanischen Aufschluss eines zweiten lignocellulosehaltigen Materials erhalten wurde, und wobei das zweite lignocellulosehaltige Material aus einem anderen Rohstoff als das erste lignocellulosehaltige Material stammt;
- c) Verpressen zu einem Holzspanwerkstoff.
- a) providing a first lignocellulosic material in the form of wood particles;
- b) gluing the first lignocellulosic material with a composition comprising at least one aminoplast resin and at least one first hardener, the first hardener being obtained by hydrothermal and mechanical digestion of a second lignocellulosic material, and wherein the second lignocellulosic material is of a different raw material than the one first lignocellulosic material originates;
- c) pressing to a wood chip material.
Optional können weitere Verfahrensschritte vor, nach und/oder zwischen den Schritten a) bis c) durchgeführt werden. Optionale Schritte können beispielsweise das Anwärmen in einem Vorwärmbehälter, Zerkleinern, Lagern, Mischen, der Zusatz weiterer Stoffe, Streuen oder Trocknen des in den Schritten a) bis c) verwendeten oder erhaltenen Materials sein.Optionally, further method steps may be carried out before, after and / or between the steps a) to c). Optional steps may be, for example, heating in a preheat container, crushing, storing, mixing, adding further substances, spreading or drying the material used or obtained in steps a) to c).
Überraschenderweise wurde festgestellt, dass durch den Einsatz eines Härters aus hydrothermisch und mechanisch aufgeschlossenem lignocellulosehaltigem Material, die oben aufgeführten, aus dem Stand der Technik bekannten Probleme weitestgehend vermieden oder reduziert werden können.Surprisingly, it was found that by using a hardener of hydrothermally and mechanically digested lignocellulosic Material, the problems listed above, known from the prior art problems can be largely avoided or reduced.
Da das im erfindungsgemäßen Verfahren eingesetzte Aminoplastharz auch weitere Härter enthalten kann, wird der durch hydrothermischen und mechanischen Aufschluss von lignocellulosehaltigem Material erhaltene Härter hier als "erster Härter" bezeichnet.Since the aminoplast resin used in the process according to the invention may also contain other hardeners, the hardener obtained by hydrothermal and mechanical pulping of lignocellulose-containing material is referred to herein as the "first hardener".
Vorteilhaft ist, dass sich der Einsatz des ersten Härters auf einfache Weise in übliche Verfahren der Holzindustrie zur Herstellung von Holzspanwerkstoffen integrieren lässt Es sind keine aufwändigen Zwischenschritte oder Verfahrensunterbrechungen erforderlich.It is advantageous that the use of the first hardener can be integrated in a simple manner into conventional processes of the wood industry for the production of wood chip materials. No complicated intermediate steps or process interruptions are required.
Vorteilhaft ist ferner, dass der erfindungsgemäß verwendete erste Härter kostengünstig erhältlich und leicht verfügbar ist. Er ist durch hydrothermischen und mechanischen Aufschluss von lignocellulosehaltigem Material erhältlich. In einer bevorzugten Ausführungsform der Erfindung wird der erste Härter aus Biomasse, die Lignocellulose enthält, gewonnen. Wenn hier von Biomasse die Rede ist, dann sind damit unterschiedlichste Pflanzen, Pflanzenteile, Früchte und Mischungen hiervon, insbesondere auch Pflanzenabfälle aus der Landwirtschaft oder der Holzindustrie gemeint. Die Verwertung dieser Biomasse zur Herstellung des ersten Härters ist somit ein ökologisch sehr relevanter Vorteil, da Biomasse einen nachwachsenden Rohstoff darstellt Eine besondere Ausführungsform der Erfindung ermöglicht es, Pflanzenabfälle, die nur noch oder schon gar nicht mehr zur Endverwertung geeignet sind, zur Herstellung des ersten Härters zu verwenden. Insgesamt kann durch das erfindungsgemäße Verfahren eine verbesserte Kaskadennutzung pflanzlicher Rohstoffe erreicht werden.It is also advantageous that the first hardener used in the invention is available inexpensively and readily available. It is available by hydrothermal and mechanical digestion of lignocellulosic material. In a preferred embodiment of the invention, the first hardener is obtained from biomass containing lignocellulose. If biomass is mentioned here, then it means a wide variety of plants, plant parts, fruits and mixtures thereof, in particular plant waste from agriculture or the wood industry. The utilization of this biomass for the production of the first hardener is thus an ecologically very relevant advantage, since biomass is a renewable raw material. A particular embodiment of the invention makes it possible to produce plant waste, which is only or no longer suitable for final use, for the production of the first Hardener to use. Overall, an improved cascade use of vegetable raw materials can be achieved by the method according to the invention.
Ein weiterer praxisrelevanter und ökonomischer Vorteil des ersten Härters ist, dass er besonders einfach und kostengünstig hergestellt werden kann. Verfahren zum hydrothermischen und mechanischen Aufschluss von lignocellulosehaltigem Material sind dem Fachmann beispielsweise aus der Faserplattenherstellung bekannt. Auch von praktischer Bedeutung ist, dass der erste Härter besonders einfach der Bindemittelzusammensetzung (Leimflotte) zugesetzt werden kann und mit dieser kompatibel ist. Dies ist beispielsweise bei dem im Stand der Technik mitunter praktizierten Einsatz starker Säuren, wie sie beispielsweise beim Härtervorstrichverfahren eingesetzt werden, nicht möglich.Another practical and economic advantage of the first hardener is that it can be produced in a particularly simple and cost-effective manner. Process for the hydrothermal and mechanical digestion of lignocellulosic Material are known to those skilled in the art, for example from the manufacture of fibreboard. Also of practical importance is that the first hardener can be particularly easily added to the binder composition (glue liquor) and is compatible with it. This is not possible, for example, in the case of the use of strong acids which is sometimes practiced in the prior art, as are used, for example, in the hardening precoating method.
Ferner erlaubt das erfindungsgemäße Verfahren einen reduzierten Einsatz der oben angesprochenen Chemikalien. Durch die erfindungsgemäße verwendung des ersten nach Anspruch 20 Härters nach Anspruch 20 Kann der Bedarf an freiem Formaldehyd und/oder die Menge konventioneller Härter, wie z. B. Säure generierende Salze, deutlich reduziert werden. Somit stellt der erste Härter eine umweltfreundliche Alternative und/oder Ergänzung zu den eingangs erläuterten konventionellen Härtern dar.Furthermore, the inventive method allows a reduced use of the above-mentioned chemicals. By the use according to the invention of the first claim 20 according to claim 20, the demand for free formaldehyde and / or the amount of conventional hardeners, such as. As acid-generating salts are significantly reduced. Thus, the first hardener is an environmentally friendly alternative and / or supplement to the conventional hardeners explained above.
Ohne auf eine bestimmte wissenschaftliche Theorie beschränkt sein zu wollen, erscheint sich diese überraschende Wirkung des ersten Härters dadurch erklären zu lassen, dass während des hydrothermischen und mechanischen Aufschlusses eine oder mehrere Säuren freigesetzt werden. Diese mindestens eine Säure scheint zur Aushärtung des Harzes beizutragen.Without wishing to be limited to any particular scientific theory, this surprising effect of the first hardener appears to be explained by one or more acids being released during the hydrothermal and mechanical digestion. This at least one acid seems to contribute to the curing of the resin.
Bei der während des hydrothermischen und mechanischen Aufschlusses freigesetzten, mindestens eine Säure scheint es sich zudem um eine leicht flüchtige Säure zu handeln. Dadurch verbleibt diese Säure nicht oder nur kurze Zeit in der Leimfuge des fertigen Holzspanwerkstoffs. Durch diese kurze Verbleibzeit der Säure kann eine Hydrolyse der Leimfuge durch diese Säure weitgehend vermieden werden. Wenn hier von Säure die Rede ist, kann eine einzelne Säure oder Mischungen verschiedener Säuren gemeint sein.The at least one acid released during the hydrothermal and mechanical digestion also appears to be a volatile acid. As a result, this acid does not remain or only for a short time in the glue joint of the finished wood chip material. This short residence time of the acid hydrolysis of the glue joint can be largely avoided by this acid. When acid is mentioned here, it may mean a single acid or mixtures of different acids.
Wichtige Kenngrößen für Holzspanwerkstoffe sind Quellung, Querzugfestigkeit und Wasseraufnahme. Überraschenderweise wurde in praktischen Versuchen herausgefunden, dass diese Kenngrößen in Holzspanwerkstoffen, die durch das erfindungsgemäße Verfahren hergestellt wurden, verbessert sind. Insbesondere kann bei Verwendung des erfindungsgemäßen ersten Härters, der durch hydrothermischen und mechanischen Aufschluss erhältlich ist, die Menge an konventionellem Härter reduziert und teilweise sogar darauf verzichtet werden, ohne dass es zu einer Verschlechterung dieser Kenngrößen kommt So kann beispielsweise die Querzugfestigkeit der hergestellten Holzspanwerkstoffe verbessert werden. Ferner kann die Quellung und/oder die Wasseraufnahme der hergestellten Holzspanwerkstoffe deutlich reduziert werden.Important parameters for wood chip materials are swelling, transverse tensile strength and water absorption. Surprisingly, it has been found in practical experiments that these parameters in wood chip materials, which by the Processes according to the invention have been improved. In particular, when using the first hardener according to the invention, which is obtainable by hydrothermal and mechanical pulping, reduces the amount of conventional hardener and sometimes even be dispensed with, without causing a deterioration of these parameters Thus, for example, the transverse tensile strength of the wood chipboard materials produced can be improved , Furthermore, the swelling and / or water absorption of the wood chipboard materials produced can be significantly reduced.
Wenn hier von "lignocellulosehaltigem Material" die Rede ist, ist damit pflanzliches Material gemeint, das Lignocellulose enthält. Lignocellulose im Sinne der Erfindung enthält Cellulose und/oder Hemicellulose sowie Lignin.When referring to "lignocellulosic material", it refers to vegetable matter containing lignocellulose. Lignocellulose according to the invention contains cellulose and / or hemicellulose and lignin.
"Cellulose" ist ein unverzweigtes Polysaccharid, das aus mehreren hundert bis zehntausend Cellobiose-Einheiten besteht. Diese Cellobiose-Einheiten bestehen wiederum aus zwei Molekülen Glucose, die über eine 6-1,4-glykosidische Bindung verknüpft sind."Cellulose" is an unbranched polysaccharide consisting of several hundred to ten thousand cellobiose units. These cellobiose units, in turn, consist of two molecules of glucose linked by a 6-1,4-glucosidic bond.
"Hemicellulose" ist eine Sammelbezeichnung für verschiedene Bestandteile pflanzlicher Zellwände. Bei den Hemicellulosen handelt sich um verzweigte Polysaccharide mit einer geringeren Kettenlänge - üblicherweise weniger als 500 Zuckereinheiten - welche aus verschiedenen Zucker-Monomeren aufgebaut sind. Hemicellulose ist im Wesentlichen aus verschiedenen Zucker-Monomeren, wie beispielsweise Glucose, Xylose, Arabinose, Galactose und Mannose, aufgebaut, wobei die Zucker Acetyl- sowie Methylsubstituierte Gruppen aufweisen können. Sie besitzen eine zufällige, amorphe Struktur und sind gut hydrolysierbar. Xylose bzw. Arabinose bestehen zum überwiegenden Teil aus Zucker-Monomeren mit fünf Kohlenstoffatomen (Pentosen). Mannose bzw. Galactose bestehen hauptsächlich aus Zucker-Monomeren mit sechs Kohlenstoffatomen (Hexosen)."Hemicellulose" is a collective name for various components of plant cell walls. The hemicelluloses are branched polysaccharides with a lower chain length - usually less than 500 sugar units - which are composed of different sugar monomers. Hemicellulose is composed essentially of various sugar monomers such as glucose, xylose, arabinose, galactose and mannose, which sugars may have acetyl and methyl substituted groups. They have a random, amorphous structure and are readily hydrolyzable. Xylose and arabinose consist for the most part of sugar monomers with five carbon atoms (pentoses). Mannose or galactose consist mainly of sugar monomers with six carbon atoms (hexoses).
"Lignine" sind amorphe, unregelmäßig verzweigte aromatische Makromoleküle, welche in der Natur als Bestandteil von Zellwänden vorkommen und dort die Verholzung (Lignifizierung) der Zelle bewirken. Sie sind aus substituierten Phenylpropanol-Einheiten aufgebaut, zeigen einen lipophilen Charakter und sind bei Zimmertemperatur in neutralen Lösemitteln, wie beispielsweise Wasser, unlöslich. Vorläufersubstanzen von Lignin sind beispielsweise p-Coumaryl-Alkohol, Coniferyl-Alkohol und Sinapyl-Alkohol. Die Molmassen von Lignin liegen üblicherweise zwischen 10000 und 20000 g/mol."Lignins" are amorphous, irregularly branched aromatic macromolecules, which occur in nature as part of cell walls and there cause the lignification (lignification) of the cell. They are composed of substituted phenylpropanol units, have a lipophilic character and are insoluble in room temperature in neutral solvents such as water. Precursors of lignin are, for example, p-coumaryl alcohol, coniferyl alcohol and sinapyl alcohol. The molecular weights of lignin are usually between 10,000 and 20,000 g / mol.
"Hydrolyse" im Sinne der Offenbarung kann insbesondere die Spaltung einer (bio)chemischen Verbindung durch Reaktion mit Wasser bedeuten. Insbesondere kann dabei formal ein Wasserstoffatom an das eine Spaltstück und der verbleibende Hydroxylrest an das andere Spaltstück abgegeben werden."Hydrolysis" in the sense of the disclosure may in particular mean the cleavage of a (bio) chemical compound by reaction with water. In particular, it is possible in this case to formally deliver a hydrogen atom to the one gap piece and the remaining hydroxyl group to the other gap piece.
Wenn hier von "Holzspanwerkstoff" die Rede ist, dann werden darunter erfindungsgemäß verschiedenste Werkstoffe auf Spanbasis verstanden, die aus Holz bestehen oder Holz enthalten. Holzspanwerkstoffe (Spanplatten im weiteren Sinne) bezeichnet eine Produktgruppe im Bereich der Holzwerkstoffe, die aus Holzpartikeln und mindestens einem Bindemittel mittels Wärme und Druck hergestellt werden. Eine andere Produktgruppe im Bereich der Holzwerkstoffe, die nicht von dem Begriff "Holzspanwerkstoff' wie hier verwendet umfasst ist, stellen die Holzfaserwerkstoffe dar. Zu letzteren gehören Faserplatten, wie beispielsweise die mitteldichten (MDF) und hochdichten (HDF) Faserplatten. Im Gegensatz zu den Holzspanwerkstoffen, wird zur Herstellung der Faserplatten das verwendete Holz bis hin zur Holzfaser, Faserbündeln oder Faserbruchstücken aufgeschlossen. Für den Fachmann sind Holzspanwerkstoffe und Holzfaserstoffe zwei grundsätzlich verschiedene Werkstoffkategorien, die zu unterscheiden sind.If this is referred to as "wood chip material", then according to the invention are understood to mean a variety of materials based on chip, which consist of wood or contain wood. Wood chipboard (chipboard in the broader sense) refers to a product group in the field of wood materials, which are made of wood particles and at least one binder by means of heat and pressure. Another product group in the field of engineered wood, not covered by the term "wood chipboard" as used herein, is the wood fiber materials. The latter includes fiberboard such as the medium density (MDF) and high density (HDF) fiberboard Wood chip materials, wood used for the manufacture of the fiberboard, wood fibers, fiber bundles or fiber fragments are digested in. For the expert wood chip materials and wood fiber materials are two fundamentally different material categories, which are to be distinguished.
Grundsätzlich kennt der Fachmann unterschiedliche Holzspanwerkstoffe. Beispiele hierfür sind Spanplatten, Flachpressplatten, Einschichtplatten, Mehrschichtplatten, leichte Flachpressplatten, Strangpressplatten, Strangpressröhrenplatten (ET - Extruded Tubular), Strangpressvollplatten (ES -Extruded Solid), kunststoffbeschichtete dekorative Flachpressplatten (MFB - Melanin Faced Board), Spanholzformteile oder Grobspanplatten (OSB - Oriented Strand Board). Die Einteilung der Spanplatten kann nach DIN EN 312 erfolgen, wobei sich die Spanplatten in Festigkeit und Feuchtebeständigkeit unterscheiden können. OSB-Platten können gemäß ihrer Verwendung nach EN 300 eingeteilt werden. Solche Holzspanwerkstoffe können beispielsweise zu Laminaten, Bodenbelägen, Arbeitsplatten, Tischplatten, Paletten und/oder Holzformteilen weiterverarbeitet werden. Holzspanwerkstoffe, ihre Herstellung und Anforderungen an diese sind auch in "
Gemäß einer Ausführungsform der Erfindung ist der Holzspanwerkstoff eine Holzspanwerkstoffplatte. Vorzugsweise ist der Holzspanwerkstoff eine Span- oder OSB-Platte. Praktische Versuche haben gezeigt, dass sich das erfindungsgemäße Verfahren sowie die beschriebenen Ausführungsformen besonders gut zur Herstellung von gepressten Holzspanwerkstoffen, insbesondere zur Herstellung von Span- und OSB-Platten eignen.According to one embodiment of the invention, the wood chip material is a wood chipboard. Preferably, the wood chip material is a chipboard or OSB board. Practical experiments have shown that the method according to the invention and the described embodiments are particularly suitable for the production of pressed wood chip materials, in particular for the production of chipboard and OSB boards.
Vorzugsweise besteht der Holzspanwerkstoff, beziehungsweise dessen Vor- oder Zwischenprodukt, im Wesentlichen aus lignocellulosehaltigem Material und Bindemitteln. "Im Wesentlichen" bedeutet hierbei zu 90 Gew.-%, 95 Gew.-%, 99 Gew.-% oder 99,9 Gew.-%, jeweils bezogen auf das Gesamtgewicht des Holzspanwerkstoffs.Preferably, the wood-chip material, or its intermediate or intermediate product, consists essentially of lignocellulose-containing material and binders. "Substantially" here means to 90 wt .-%, 95 wt .-%, 99 wt .-% or 99.9 wt .-%, each based on the total weight of the wood chip material.
Es ist jedoch auch möglich, dass der Holzspanwerkstoff, beziehungsweise dessen Vor- oder Zwischenprodukt, weitere Stoffe enthält. Beispielsweise können Netz- und/oder Trennmittel für einen verbesserten Pressvorgang zugesetzt werden. Weiterhin können Pilzschutzmittel oder Feuerschutzmittel zugesetzt werden. Dadurch können die fertigen lignocellulosehaltigen Holzspanwerkstoffe speziellen Anforderungen genügen. Derartige Anforderungen wurden oben bereits erwähnt und sind dem Fachmann bekannt. Insbesondere können derartige weitere Stoffe im erfindungsgemäßen Verfahren vor, während und/oder nach einem der Schritte a) bis c) hinzugefügt werden.However, it is also possible that the wood chip material, or its intermediate or intermediate, contains other substances. For example, wetting and / or separating agents can be added for an improved pressing process. Furthermore, antifungal agents or fire retardants may be added. As a result, the finished lignocellulosic wood chip materials can meet special requirements. Such requirements have already been mentioned above and are known to the person skilled in the art. In particular, such further substances in the inventive method before, during and / or after one of the steps a) to c) are added.
Schritt a) des erfindungsgemäßen Verfahrens sieht die Bereitstellung von Holzpartikeln vor. Wenn hier von Holzpartikeln die Rede ist, so sind damit jegliche Holzpartikel, die für die Herstellung von Holzspanwerkstoffen eingesetzt werden können, gemeint Holzpartikel können jegliche Zerkleinerungsprodukte von Lignocellulose enthaltenden Materialien sein. Unter Holzpartikel, wie hier verwendet, fallen keine Holzfasern.Step a) of the method according to the invention provides for the provision of wood particles. If wood particles are mentioned here, this means any wood particles that can be used for the production of wood chip materials. Wood particles may be any size reduction products of lignocellulose-containing materials. Wood particles, as used herein, are not wood fibers.
Da der erfindungsgemäß verwendete Härter ebenfalls Lignocellulose enthält, werden die in Schritt a) eingesetzten Holzpartikel hier als "erstes lignocellulosehaltiges Material" bezeichnet Das zur Herstellung des Härters eingesetzte Material wird zur Unterscheidung als "zweites lignocellulosehaltiges Material" bezeichnet. Das erste lignocellulosehaltige Material unterscheidet sich von dem zweiten lignocellulosehaltigen Material wie weiter unten erläutert.Since the hardener used according to the invention also contains lignocellulose, the wood particles used in step a) are referred to herein as "first lignocellulose-containing material". The material used to produce the hardener is referred to as a "second lignocellulose-containing material". The first lignocellulosic material differs from the second lignocellulosic material as explained below.
Zur Herstellung von Holzspanwerkstoffen gemäß dem erfindungsgemäßen Verfahren sowie seinen Ausführungsformen wird in Schritt a) ein erstes lignocellulosehaltiges Material verwendet, welches in Form von Holzpartikeln vorliegt. Je nach Art des Holzspanwerkstoffs kann das erste lignocellulosehaltige Material durch Zerkleinern von Lignocellulose enthaltenden Materialien erzeugt werden. Erfindungsgemäß wird das erste lignocellulosehaltige Material in Form von Holzpartikeln bereitgestellt, d. h. es kann Holzpartikel enthalten oder daraus bestehen. Holzpartikel, wie hier verwendet, können Holz enthalten oder aus Holz bestehen. Beispiele für Holzpartikel sind feinteiliges Holzmaterial, Holzspäne, Holzstrands, Holzwafer, Holzflakes und Hackschnitzel. Üblicherweise werden die Holzpartikel für Holzspanwerkstoffe durch schneidende Verfahren gewonnen. In einem optionalen Schritt können die Holzpartikel vor der Weiterverarbeitung getrocknet oder zwischengelagert werden. Auch können dem ersten und/oder zweiten lignocellulosehaltigen Material weitere Stoffe zugemischt werden.For the production of wood-chip materials according to the method according to the invention and its embodiments, a first lignocellulose-containing material which is in the form of wood particles is used in step a). Depending on the nature of the wood chip material, the first lignocellulose-containing material can be produced by comminuting lignocellulose-containing materials. According to the invention, the first lignocellulose-containing material is provided in the form of wood particles, ie it may contain or consist of wood particles. Wood particles, as used herein, may contain wood or be made of wood. Examples of wood particles are finely divided wood material, wood chips, wood strands, wood wafers, wood flakes and wood chips. Usually, the wood particles for wood chip materials are obtained by cutting processes. In an optional step, the wood particles can be dried or stored before further processing. It is also possible to admix further substances to the first and / or second lignocellulose-containing material.
Grundsätzlich sind dem Fachmann verschiedene Methoden bekannt, um Holzspanwerkstoffe durch Verpressen herzustellen. Gemäß einer Ausführungsform der Erfindung werden die in Schritt b) beleimten Holzpartikel in Schritt c) zu einem Holzspanwerkstoff verpresst. Vorzugsweise handelt es sich bei Schritt c) um eine Heißverpressung. Optimale Ergebnisse können erzielt werden, wenn der Pressfaktor beim Heißpressen von 2 bis 10 s/mm, bevorzugt von 3 bis 6 s/mm, beträgt. Unter Pressfaktor wird hier insbesondere die Verweilzeit des lignocellulosehaltigen Holzspanwerkstoffs in Sekunden je Millimeter Dicke oder Stärke des fertigen gepressten lignocellulosehaltigen Holzspanwerkstoffs in der Presse verstanden.In principle, various methods are known to those skilled in the art to produce wood chip materials by compression. According to one embodiment of the invention, the wood particles glued in step b) are pressed in step c) into a wood chip material. Preferably, step c) is a hot pressing. Optimum results can be achieved if the press factor during hot pressing is from 2 to 10 s / mm, preferably from 3 to 6 s / mm. Press factor is understood to mean in particular the residence time of the lignocellulose-containing wood chip material in seconds per millimeter thickness or thickness of the finished pressed lignocellulose-containing wood chip material in the press.
Geeignete Temperaturen für das Verpressen in Schritt c) des erfindungsgemäßen Verfahrens oder einer seiner Ausführungsformen sind Temperaturen von 150 °C bis 250 °C, bevorzugt von 160 °C bis 240 °C, insbesondere bevorzugt von 180 °C bis 230 °C. Bei Temperaturen in diesen Bereichen kann das Verfahren besonders wirtschaftlich durchgeführt werden.Suitable temperatures for the compression in step c) of the process according to the invention or one of its embodiments are temperatures of 150 ° C to 250 ° C, preferably from 160 ° C to 240 ° C, particularly preferably from 180 ° C to 230 ° C. At temperatures in these ranges, the process can be carried out particularly economically.
Aus ökonomischen und verfahrenstechnischen Gründen hat es sich als vorteilhaft erwiesen, wenn beim Verpressen ein spezifischer Pressdruck (aktiver Druck auf der Plattenoberfläche) von 50 bis 300 N/cm2, verwendet wird. Derartige Drücke stellen eine besonders gute Verklebung der lignocellulosehaltigen Partikel miteinander sicher. Zudem kann mit einem solchen Pressdruck eine hohe Festigkeit der lignocellulosehaltigen Holzspanwerkstoffe erreicht werden.For economic and procedural reasons, it has proved to be advantageous if a specific pressing pressure (active pressure on the plate surface) of 50 to 300 N / cm 2 , is used during pressing. Such pressures ensure a particularly good bonding of the lignocellulose-containing particles together. In addition, a high strength of the lignocellulosic wood chip materials can be achieved with such a pressure.
Da es sich bei dem erfindungsgemäßen Verfahren um ein Verfahren zur Herstellung von Holzspanwerkstoffen aus den in Schritt a) eingesetzten Holzpartikel (hier als "erstes lignocellulosehaltiges Material" bezeichnet) handelt, beinhaltet dieses Verfahren kein Zerfasern, Dämpfen, Kochen oder chemisches und/oder mechanisches Aufschließen (z.B. in einem Refiner) des ersten lignocellulosehaltigen Materials, wie es beispielsweise bei der Herstellung von Holzfaserplatten praktiziert wird.Since the process according to the invention is a process for producing wood chips from the wood particles used in step a) (referred to herein as "first lignocellulosic material"), this process does not involve defibration, steaming, cooking or chemical and / or mechanical pulping (For example, in a refiner) of the first lignocellulosic material, as practiced for example in the production of wood fiber boards.
In Schritt b) des erfindungsgemäßen Verfahrens wird das erste lignocellulosehaltige Material mit einer Zusammensetzung, die mindestens ein Aminoplastharz und mindestens einen ersten Härter umfasst, beleimt. Wenn hier von "Beleimen" die Rede ist, dann kann darunter das ganz oder teilweise Benetzen mit einer Zusammensetzung, die ein Bindemittel enthält ("Bindemittel-haltige Zusammensetzung"), verstanden werden. Derartige Zusammensetzungen werden vom Fachmann insbesondere auch als "Leimflotte" bezeichnet. Erfindungsgemäß handelt es sich bei dem Bindemittel um ein Aminoplastharz. Beleimen kann insbesondere auch das gleichmäßige Verteilen der Bindemittel-haltigen Zusammensetzung auf den Holzpartikeln bedeuten. Das Auftragen der Bindemittel-haltigen Zusammensetzung kann beispielsweise durch Tränken oder Aufsprühen erfolgen.In step b) of the process according to the invention, the first lignocellulose-containing material is glued with a composition which comprises at least one aminoplast resin and at least one first hardener. If this is referred to as "gluing", then it can be understood as wholly or partially wetting with a composition containing a binder ("binder-containing composition"). Such compositions are also referred to by the person skilled in the art as "glue liquor". According to the invention, the binder is an aminoplast resin. Gluing can in particular also mean the uniform distribution of the binder-containing composition on the wood particles. The application of the binder-containing composition can be carried out, for example, by impregnation or spraying.
Das erfindungsgemäße Verfahren umfasst in Schritt b) das Beleimen von Holzpartikeln mit einer Zusammensetzung, die mindestens ein Aminoplastharz und mindestens einen ersten Härter umfasst. Dies kann auf vielfältige Weise verwirklicht werden. Insbesondere kann zur Herstellung der Zusammensetzung dem Aminoplastharz der Härter vor und/oder beim Beleimen zugesetzt werden. Gemäß einer Ausführungsform des erfindungsgemäßen Verfahrens wird als Zusammensetzung zum Beleimen der Holzpartikel eine vorher hergestellte Mischung aus Aminoplastharz und erstem Härter verwendet und auf die Holzpartikel aufgebracht. Gemäß dieser Ausführungsform des Verfahrens werden die Holzpartikel also mit einer Zusammensetzung, die ein Aminoplastharz und einen ersten Härter enthält, beleimt, indem eine vorher hergestellte Mischung aus Aminoplastharz und erstem Härter auf die Holzpartikel aufgebracht wird.The process according to the invention comprises in step b) the gluing of wood particles with a composition comprising at least one aminoplast resin and at least one first hardener. This can be achieved in a variety of ways. In particular, the hardener can be added to the aminoplast resin before and / or during gluing to produce the composition. According to one embodiment of the method according to the invention, a previously prepared mixture of aminoplast resin and first hardener is used as the composition for gluing the wood particles and applied to the wood particles. Thus, according to this embodiment of the method, the wood particles are glued with a composition containing an aminoplast resin and a first hardener by applying a previously prepared mixture of aminoplast resin and first hardener to the wood particles.
Vom erfindungsgemäßen Verfahren sind jedoch ebenfalls solche Ausführungsformen umfasst, bei denen der Härter dem Aminoplastharz erst während des Beleimens zugesetzt wird und die Zusammensetzung also erst in situ beim Beleimen entsteht Dies kann insbesondere dadurch erfolgen, dass beim Beleimen der Holzpartikel das Aminoplastharz und der erste Härter getrennt voneinander, ggf. mit weiteren Additiven oder Bindemitteln, auf die Holzpartikel aufgebracht werden. Dabei vermischen sich das Aminoplastharz und der Härter, sodass eine Zusammensetzung gebildet wird, die ein Aminoplastharz und einen ersten Härter "enthält". Beispielweise kann in einem ersten Schritt das Aminoplastharz und in einem zweiten Schritt der erste Härter auf die Holzpartikel aufgebracht werden. Umgekehrt ist es auch möglich, in einem ersten Schritt zunächst den ersten Härter und dann in einem zweiten Schritt das Aminoplastharz auf die Holzpartikel aufzubringen. Auch ein gleichzeitiges Aufbringen von Aminoplastharz und erstem Härter durch zwei getrennte Aufbringvorrichtungen, wie zum Beispiel Düsen, auf die Holzpartikel ist möglich. Demgemäß sieht eine weitere Ausführungsform des Verfahrens vor, dass die Holzpartikel mit einer Zusammensetzung, die ein Aminoplastharz und einen ersten Härter enthält, beleimt werden, indem das Aminoplastharz und der erste Härter getrennt voneinander auf die Holzpartikel aufgebracht werden.The method according to the invention, however, likewise encompasses those embodiments in which the hardener is added to the aminoplast resin only during gluing and the composition is first formed in situ during gluing. This can be achieved, in particular, by separating the aminoplast resin and the first hardener during gluing of the wood particles from each other, if necessary with other additives or binders are applied to the wood particles. In the process, the aminoplast resin and the hardener mix to form a composition that "contains" an aminoplast resin and a first hardener. For example, in a first step, the aminoplast resin and in a second step, the first hardener may be applied to the wood particles. Conversely, it is also possible in a first step, first apply the first curing agent and then in a second step, the aminoplast resin on the wood particles. A simultaneous application of aminoplast resin and first curing agent by two separate application devices, such as nozzles, on the wood particles is possible. Accordingly, another embodiment of the method provides for the wood particles to be glued with a composition containing an aminoplast resin and a first hardener by separately applying the aminoplast resin and the first hardener to the wood particles.
Die Menge des beim Beleimen eingesetzten Bindemittels beträgt vorzugsweise 0,1 bis 20 Gew.-%, insbesondere 1 bis 16 Gew.-%, noch bevorzugter 4 bis 14 Gew.-%, bezogen auf das Holztrockengewicht (Festharz/atro). Für viele Anwendungen ist es besonders praxisgerecht, wenn das Bindemittel in einer Menge von 0,1 bis 15 Gew.-% bezogen auf das Holztrockengewicht (Festharz/atro) eingesetzt wird.The amount of binder used in gluing is preferably 0.1 to 20 wt .-%, in particular 1 to 16 wt .-%, more preferably 4 to 14 wt .-%, based on the dry weight of wood (solid resin / atro). For many applications, it is particularly practical if the binder in an amount of 0.1 to 15 wt .-% based on the dry weight of wood (solid resin / atro) is used.
Grundsätzlich ist das erfindungsgemäße Verfahren oder eine seiner Ausführungsformen für eine Vielzahl von Bindemittel-Holzpartikel-Kombinationen geeignet. Erfindungsgemäß wird mindestens ein Aminoplastharz als Bindemittel eingesetzt. Alternativ oder zusätzlich sind auch andere Kunstharze, insbesondere Phenoplaste, Vinylacetate, Isocyanate, Epoxidharze und/oder Acrylharze im erfindungsgemäßen Verfahren einsetzbar. In einer Ausführungsform der Erfindung besteht das Bindemittel aus einem Aminoplastharz und einem oder mehreren Härtern. Beispiele für Aminoplastharze sind Harnstoff-Formaldehyd-Harze (UF), Melamin verstärkte Harnstoff-Formaldehyd-Harze (MUF), Melamin-Harnstoff-Phenol-Formaldehyd-Harze (MUPF), oder Mischungen hiervon. In der Praxis lassen sich besonders gute Ergebnisse mit Harnstoff-Formaldehyd-Harzen (UF), Melamin verstärkten Harnstoff-Formaldehyd-Harzen (MUF) oder Mischungen davon erzielen.In principle, the method according to the invention or one of its embodiments is suitable for a multiplicity of binder-wood particle combinations. According to the invention, at least one aminoplast resin is used as the binder. Alternatively or additionally, other synthetic resins, in particular phenolic resins, vinyl acetates, isocyanates, epoxy resins and / or acrylic resins can also be used in the process according to the invention. In one embodiment of the invention, the binder consists of an aminoplast resin and one or more hardeners. Examples of aminoplast resins are urea-formaldehyde resins (UF), melamine-reinforced urea-formaldehyde resins (MUF), melamine-urea-phenol-formaldehyde resins (MUPF), or mixtures thereof. In practice, particularly good results can be achieved with urea-formaldehyde resins (UF), melamine-reinforced urea-formaldehyde resins (MUF) or mixtures thereof.
Vorzugsweise ist das Aminoplastharz durch Kondensation einer Aminogruppen-enthaltenden Komponente mit einer Carbonylverbindung erhältlich. Bei der Carbonylverbindung handelt es sich vorzugsweise um Formaldehyd. Bei der Aminogruppen-enthaltenden Komponente handelt es sich vorzugsweise um Melamin und/oder Harnstoff. Besonders bevorzugt ist das Aminoplastharz ein Melaminharz oder ein Harnstoffharz, insbesondere ein Melamin-Formaldehyd-Harz oder ein Harnstoff-Formaldehyd-Harz.
Die in dem erfindungsgemäßen Verfahren eingesetzte Zusammensetzung (Leimflotte) enthält ferner mindestens einen ersten Härter. Vorteilhafterweise enthält das Bindemittel 0,1 bis 15 Gew.-% des ersten Härters, insbesondere 0,5 bis 10 Gew.-%, bezogen auf den Festharzanteil des Aminoplastharzes.Preferably, the aminoplast resin is obtainable by condensation of an amino group-containing component with a carbonyl compound. The carbonyl compound is preferably formaldehyde. The amino group-containing component is preferably melamine and / or urea. More preferably, the aminoplast resin is a melamine resin or a urea resin, especially a melamine-formaldehyde resin or a urea-formaldehyde resin.
The composition (glue liquor) used in the process according to the invention also contains at least one first hardener. Advantageously, the binder contains 0.1 to 15 wt .-% of the first hardener, in particular 0.5 to 10 wt .-%, based on the solid resin content of the aminoplast resin.
Der Begriff "Härter", wie hier verwendet, ist ein dem in der Holzspanwerkstoff-Herstellung tätigen Fachmann bekannter Fachbegriff. Härter sind Katalysatoren, die eine Aushärtungs- bzw. Vernetzungsreaktion katalysieren, d.h. fördern bzw. initiieren, ohne selbst dabei verbraucht zu werden. Wie dem Fachmann bekannt ist, sind Katalysatoren Stoffe, die die Reaktionsgeschwindigkeit durch Senkung der Aktivierungsenergie einer chemischen Reaktion erhöhen, ohne dabei selbst verbraucht zu werden. Die Aushärtung von Aminoplastharzen erfolgt durch Säurekatalyse. Die Säure, welche als Härter fungiert, initiiert bzw. treibt hierbei die Aushärtungs- bzw. Vernetzungsreaktion voran, ohne dabei selbst verbraucht zu werden. Härter sind daher von den Edukten der Aminoplastharz-Vernetzungsreaktion zu unterscheiden, welche während der Aminoplastharz-Aushärtung miteinander reagieren und folglich verbraucht werden. Gleichfalls sind Härter auch von Zusatzstoffen, z.B. Verdünnungsmitteln wie Lignin, zu unterscheiden, welche über funktionale Gruppen in der Lage sind, in das Aminoplastharz einzupolymerisieren. Solche Zusatzstoffe, welche während der Aminoplastharz-Aushärtung einpolymerisieren und dadurch abreagieren und verbraucht werden können fallen nicht unter den Begriff "Härter", wie hier verwendet.The term "hardener" as used herein is a term known to those skilled in the art of making chipboard material. Hardeners are catalysts which catalyze a curing or crosslinking reaction, ie promote or initiate without being consumed itself. As is known to those skilled in the art, catalysts are substances that increase the rate of reaction by lowering the activation energy of a chemical reaction without being self-consumed. The curing of aminoplast resins is carried out by acid catalysis. The acid, which acts as a hardener, initiates or drives the curing or crosslinking reaction without being consumed. Hardeners are therefore to be distinguished from the starting materials of the aminoplast resin crosslinking reaction, which react with each other during the aminoplast resin curing and are therefore consumed. Likewise, hardeners are also to be distinguished from additives, for example diluents such as lignin, which are able to polymerize via functional groups into the aminoplast resin. Such additives, which during the Aminoplastharz curing polymerize and thereby abreact and can be consumed are not covered by the term "hardener" as used herein.
Der ertindungsgemäß verwendete erste Härter basiert auf lignocellulosehaltigem Material. Er wird durch hydrothermischen und mechanischen Aufschluss eines solchen lignocellulosehaltigen Materials erhalten. Gemäß einer Ausführungsform enthält der erfindungsgemäß verwendete erste Härter daher hydrothermisch und mechanisch aufgeschlossenes lignocellulosehaltiges Material oder besteht daraus.The first hardener used according to the invention is based on lignocellulose-containing material. It is obtained by hydrothermal and mechanical digestion of such a lignocellulose-containing material. According to one embodiment, the first hardener used according to the invention therefore contains or consists of hydrothermally and mechanically digested lignocellulose-containing material.
Der erfindungsgemäß verwendete Härten wird aus einem zweiten lignocellulosehaltigen Material erhalten, welches sich von dem oben beschriebenen, in Schritt a) verwendeten ersten lignocellulosehaltigen Material unterscheidet Dieser Unterschied besteht insbesondere in der Herkunft und/oder der zugrundeliegenden Rohstoffe. Erfindungsgemäß ist insbesondere vorgesehen, dass das zweite lignocellulosehaltige Material aus einem anderen Rohstoff als das erste lignocellulosehaltige Material stammt Das erste und zweite lignocellulosehaltige Material können dabei unterschiedliche Rohstoffe darstellen oder aus unterschiedlichen Rohstoffen hergestellt oder gewonnen worden sein. Gemäß einer Ausführungsform besteht der Unterschied bei den Rohstoffen in der Pflanzenart oder der Zusammenstellung an Pflanzenarten aus denen die beiden lignocellulosehaltigen Materialien gewonnen werden. Gemäß einer anderen Ausführungsform besteht der Unterschied bei den Rohstoffen in der Pflanzengattung oder der Zusammenstellung an Pflanzengattungen aus denen die beiden lignocellulosehaltigen Materialien gewonnen werden. Die Begriffe Pflanzenart und Pflanzengattung sind gemäß der üblichen botanischen Definition (Taxon und Genus) zu verstehen.The curing used according to the invention is obtained from a second lignocellulose-containing material which differs from the first lignocellulose-containing material described above used in step a). This difference consists in particular of the origin and / or the underlying raw materials. According to the invention, provision is made in particular for the second lignocellulose-containing material to originate from a different raw material than the first lignocellulose-containing material. The first and second lignocellulose-containing material may represent different raw materials or be made or obtained from different raw materials. According to one embodiment, the difference in the raw materials in the plant species or the composition of plant species from which the two lignocellulose-containing materials are obtained. According to another embodiment, the difference in the raw materials in the genus or the compilation of plant species from which the two lignocellulose-containing materials are obtained. The terms plant species and plant genus are to be understood according to the usual botanical definition (taxon and genus).
Das erste lignocellulosehaltige Material wird erfindungsgemäß in Form von Holzpartikeln bereitgestellt, das heißt, dass zumindest ein Rohstoff aus dem das erste lignocellulosehaltige Material stammt, Holz ist Das zweite lignocellulosehaltige Material kann aus einer anderen Holzart gewonnen sein, als die, welche als Rohstoff für das erste lignocellulosehaltige Material verwendet wurde. Vorzugsweise unterscheiden sich die Rohstoffe für das erste und zweite lignocellulosehaltige Material jedoch derart, dass das zweite lignocellulosehaltige Material aus einem Rohstoff stammt, der von Holz, insbesondere von Baumholz, verschieden ist.According to the invention, the first lignocellulose-containing material is provided in the form of wood particles, that is to say that at least one raw material from which the first lignocellulose-containing material originates is wood. The second lignocellulose-containing material can be obtained from a different type of wood than that used as raw material was used for the first lignocellulosic material. However, the raw materials for the first and second lignocellulose-containing material preferably differ in that the second lignocellulose-containing material originates from a raw material that is different from wood, in particular from tree wood.
In einer bevorzugten Ausführungsform der Erfindung ist das zweite lignocellulosehaltige Material ausgewählt aus der Gruppe bestehend aus einjährigen Pflanzen, Nutzpflanzen, Gräsern, Laub, Getreide, deren Bestandteilen und Abfällen oder Mischungen hiervon. Unter Nutzpflanze wird insbesondere Stroh, Weizen, Roggen, Gerste, Hafer, Hirse, Mais, Miscanthus, Reis, deren Bestandteile, deren Abfälle und/oder Mischungen davon verstanden. Wenn hiervon "einjährigen Pflanzen" die Rede ist, dann sind damit Pflanzen und/oder ihre Bestandteile gemeint, die Lignocellulose enthalten und von der Keimung ihres Samens bis zur Befruchtung ihrer Blüte und zur Reife des neuen Samens eine Vegetationsperiode benötigen und nach der Reife des neuen Samens absterben. In einer besonders bevorzugten Ausführungsform werden ein oder mehrere dieser ausgewählten zweiten lignocellulosehaltigen Materialen hydrothermisch und mechanisch aufgeschlossen. Dieses hydrothermisch und mechanisch aufgeschlossene Material kann dann als erster Härter eingesetzt werden.
Der Einsatz der oben beschriebenen lignocellulosehaltigen Materialien zur Herstellung des ersten Härters hat sich als wirtschaftlich vorteilhaft erwiesen. Die genannten Pflanzen sind leicht sowie schnell zu kultivieren und lassen sich einfach und in wenigen Verfahrensschritten verarbeiten. Beispielsweise wird durch die Verarbeitung von Pflanzenabfällen nicht nur ein kostengünstiger Rohstoff, sondern auch eine verbesserte Kaskadennutzung der pflanzlichen Rohstoffe sichergestellt. Im Gegensatz dazu wären beim Einsatz von Holz, insbesondere Baumholz, als Rohstoff zur Herstellung des ersten Härters die viel längeren Kultivierungszeiten, der deutlich erhöhte Arbeitsaufwand sowie die Kosten der Verarbeitung des Holzes nachteilig. Es hat sich erfindungsgemäß daher als vorteilhaft erwiesen, wenn sich das zur Herstellung des erfindungsgemäß verwendeten Härters eingesetzte, sogenannte "zweite" lignocellulosehaltige Material von dem in Schritt a) des erfindungsgemäßen Verfahrens zur Herstellung des Holzspanwerkstoffs eingesetzten, sogenannten "ersten" lignocellulosehaltigen Material unterscheidetIn a preferred embodiment of the invention, the second lignocellulosic material is selected from the group consisting of annuals, crops, grasses, foliage, cereals, their constituents and waste, or mixtures thereof. Crop is in particular straw, wheat, rye, barley, oats, millet, corn, miscanthus, rice, their constituents, their waste and / or mixtures thereof understood. The term "annual plants" refers to plants and / or their constituents containing lignocellulose, which require a period of vegetation from the germination of their seed to the fertilization of their flower and the maturity of the new seed, and to the maturity of the new one Seeds die off. In a particularly preferred embodiment, one or more of these selected second lignocellulose-containing materials are hydrothermally and mechanically digested. This hydrothermally and mechanically digested material can then be used as the first hardener.
The use of the above-described lignocellulose-containing materials for the preparation of the first hardener has proven to be economically advantageous. The plants mentioned are easy to cultivate and can be processed easily and in a few process steps. For example, the processing of plant waste not only ensures a low-cost raw material, but also an improved cascade use of plant raw materials. In contrast, the use of wood, especially tree wood, as a raw material for the production of the first hardener, the much longer cultivation times, the significantly increased workload and the cost of processing the wood would be disadvantageous. It has therefore proved to be advantageous according to the invention if the so-called "second" lignocellulose-containing material used for the preparation of the hardener used according to the invention differs from that in step a) of the invention A method for producing the wood chip material used, so-called "first" lignocellulosic material distinguishes
Aus diesen Gründen ist es gemäß einer besonderen Ausführungsform der Erfindung vorgesehen, dass das zweite lignocellulosehaltige Material kein Holz, insbesondere kein Baumholz, enthält und auch nicht aus derartigen Rohstoffen stammt. Erfindungsgemäß fallen die oben für das zweite lignocellulosehaltige Material aufgezählten Rohstoffe (siehe oben und Ansprüche 14 und 15) nicht unter den Oberbegriff Holz.For these reasons, it is provided according to a particular embodiment of the invention that the second lignocellulosic material contains no wood, especially no tree wood, and also does not come from such raw materials. According to the invention, the raw materials enumerated above for the second lignocellulose-containing material (see above and claims 14 and 15) do not fall under the generic term wood.
In einer Ausführungsform der Erfindung kann das zweite lignocellulosehaltige Material für den hydrothermischen und mechanischen Aufschluss unzerkleinert eingesetzt werden. In einer anderen Ausführungsform der Erfindung kann das zweite lignocellulosehaltige Material für den hydrothermischen und mechanischen Aufschluss auch vorzerkleinert werden. Vorzugsweise wird dieses trocken vorzerkleinert. Das zerkleinerte zweite lignocellulosehaltige Material kann eine mittlere Partikelgröße - bestimmt nach der Maschenweite des Siebes - von 20 µm bis 20 mm, 0,05 µm bis 1 mm oder 0,4 µm bis 0,4 mm aufweisen.In one embodiment of the invention, the second lignocellulosic material can be used uncut for hydrothermal and mechanical digestion. In another embodiment of the invention, the second lignocellulosic material may also be pre-shredded for hydrothermal and mechanical digestion. Preferably, this is dry pre-crushed. The comminuted second lignocellulosic material may have an average particle size - determined by the mesh size of the screen - of 20 μm to 20 mm, 0.05 μm to 1 mm or 0.4 μm to 0.4 mm.
Bei den hier angegebenen "mittleren Partikelgrößen" handelt es sich um mittlere Siebdurchmesser, welche darüber bestimmt werden, dass die Partikel eine definierte Maschenweite eines Siebes passieren. Dem Fachmann sind grundsätzlich Methoden zur Bestimmung von Partikelgrößen bekannt, beispielsweise die Siebanalyse gemäß DIN 66165. Zur Analyse des mittleren Siebdurchmessers kann z.B. ein Siebsystem mit von oben nach unten kleiner werdenden Maschenweiten gewählt werden. Beim Siebvorgang bleibt dann in jedem Sieb jener Anteil liegen, der durch das obere Sieb durchgegangen ist, jedoch durch das betrachtete Sieb nicht mehr durchgekommen ist Die einzelnen Anteile können gewogen und in Form einer Partikelverteilung prozentual dargestellt werden. Hieraus lässt sich auch der mittlere Siebdurchmesser nach DIN 66165 berechnen. Für kleine Partikelgrößen bzw. Partikelfraktionen können zur Bestimmung der Partikelgröße mikroskopische Verfahren herangezogen werden.The "average particle sizes" stated here are average sieve diameters which are determined by the particles passing through a defined mesh size of a sieve. In principle, methods for the determination of particle sizes are known to the person skilled in the art, for example the sieve analysis according to DIN 66165. For the analysis of the average sieve diameter, it is possible, for example, to choose a sieve system with mesh sizes decreasing from top to bottom. During the sieving process, the portion which has passed through the upper sieve but is no longer able to pass through the sieve considered then remains in each sieve. The individual proportions can be weighed and represented as a percentage in the form of a particle distribution. From this, the mean sieve diameter can be determined according to DIN 66165. For small particle sizes or particle fractions, microscopic methods can be used to determine the particle size.
Vorzugsweise hat das zerkleinerte zweite lignocellulosehaltige Material eine Partikelgrößenverteilung bei der mindestens 70, 80, 90 oder 95 Gew.-% des Materials einen Siebdurchmesser von 20 µm bis 20 mm, 0,05 µm bis 1 mm, oder 0,1 µm bis 0,4 mm, bestimmt durch die Maschenweite des Siebes, aufweist Diese Partikelgrößenverteilung kann vor oder nach dem mechanischen Aufschluss vorliegen. Vorzugsweise bezieht sich diese Partikelgrößenverteilung auf das Material, das bereits mechanisch zerkleinert wurde und nur noch einem hydrothermischen und mechanischen Aufschluss unterzogen wird.Preferably, the comminuted second lignocellulosic material has a particle size distribution at least 70, 80, 90 or 95% by weight of the material having a screen diameter of 20 μm to 20 mm, 0.05 μm to 1 mm, or 0.1 μm to 0, 4 mm, determined by the mesh size of the screen. This particle size distribution can be present before or after mechanical pulping. Preferably, this particle size distribution refers to the material that has already been mechanically comminuted and is subjected only to a hydrothermal and mechanical pulping.
In einer Ausführungsform kann die Partikelgröße bzw. mittlere Partikelgröße derart bestimmt werden, dass die Partikel des zweiten lignocellulosehaltigen Materials ein Sieb mit einer Maschenweite von 20 mm, vorzugsweise von 1 mm, besonders bevorzugt von 0,4 mm und insbesondere bevorzugt von 0,2 mm passieren. Für die Praxis bedeutet dies, dass gemäß einer Ausführungsform der Erfindung Partikelfraktionen eingesetzt werden können, die sich aus Partikeln ergeben, die diese Maschenweiten passieren. Die mittlere Partikelgröße wird in dieser Ausführungsform durch eine "Höchstgröße" der Partikel durch die oben definierten Maschenweiten bestimmt Diese Partikelgrößen können vor oder nach dem hydrothermischen und mechanischen Aufschluss vorliegen. Vorzugsweise beziehen sich diese Partikelgrößen auf das Material, das bereits mechanisch zerkleinert wurde und nur noch einem hydrothermischen und mechanischen Aufschluss unterzogen wird.In one embodiment, the particle size or average particle size can be determined such that the particles of the second lignocellulose-containing material, a sieve with a mesh size of 20 mm, preferably of 1 mm, more preferably of 0.4 mm and particularly preferably of 0.2 mm happen. In practice, this means that according to one embodiment of the invention, particle fractions can be used which result from particles that pass through these mesh sizes. The mean particle size is determined in this embodiment by a "maximum size" of the particles through the mesh sizes defined above. These particle sizes can be present before or after the hydrothermal and mechanical disruption. Preferably, these particle sizes relate to the material that has already been mechanically comminuted and is subjected only to a hydrothermal and mechanical pulping.
Gemäß einer weiteren Ausführungsform der Erfindung hat das zerkleinerte zweite lignocellulosehaltige Material eine Partikelgrößenverteilung bei der mindestens 70, 80, 90 oder 95 Gew.-% des Materials einen Siebdurchmesser kleiner 20 mm, vorzugsweise kleiner 1 mm, kleiner 0,4 mm oder kleiner 0,2 mm aufweist, jeweils bestimmt durch das Passieren eines Siebes mit entsprechender Maschenweite.According to a further embodiment of the invention, the comminuted second lignocellulose-containing material has a particle size distribution in which at least 70, 80, 90 or 95% by weight of the material has a screen diameter of less than 20 mm, preferably less than 1 mm, less than 0.4 mm or less than 0, 2 mm, each determined by passing a sieve with a corresponding mesh size.
Wenn hier von "Trockengewicht" die Rede ist, dann ist damit der Trockenmassegehalt gemeint. Der Trockenmassegehalt ist jener Bestandteil einer Substanz, der nach Abzug der Masse des enthaltenen Wassers übrig bleibt Dies bedeutet, dass sich der Trockenmassegehalt und der Wassergehalt einer Substanz zu 100 Prozent ergänzen. In einer Ausführungsform der Erfindung kann der erste Härter ein Trockengewicht von 5 bis 25 Gew.-%, insbesondere von 10 bis 20 Gew.-% bezogen auf das Gesamtgewicht des Materials aufweisen.When it comes to "dry weight", it means the dry matter content. The dry matter content is that component of a substance that remains after subtracting the mass of the contained water. This means that the dry matter content and the water content of a substance complement each other to 100 percent. In one embodiment of the invention, the first hardener may have a dry weight of from 5 to 25% by weight, in particular from 10 to 20% by weight, based on the total weight of the material.
Während des hydrothermischen und mechanischen Aufschlusses des zweiten lignocellulosehaltigen Materials kann Säure freigesetzt werden. Gemäß einer bevorzugten Ausführungsform enthält der erste Härter in Schritt b) eine Säure, die durch den hydrothermischen und mechanischen Aufschluss des zweiten lignocellulosehaltigen Materials freigesetzt wurde. Dies ist insbesondere deshalb von Vorteil, da das hydrothermisch und mechanisch aufgeschlossene zweite lignocellulosehaltigen Material direkt die Säure, die als Katalysator bei der Aushärtungsreaktion (wie weiter oben beschrieben) wirken kann, enthält und nicht erst freigesetzt werden muss. In einer Ausführungsform der Erfindung setzt das zweite lignocellulosehaltige Material während des hydrothermischen und mechanischen Aufschlusses in Gegenwart von Wasser und/oder Wärmeeinwirkung mindestens eine Säure frei. Überraschenderweise wurde festgestellt, dass während des hydrothermischen und mechanischen Aufschlusses bevorzugt schwache und/oder flüchtige Säuren freigesetzt werden. In einer bevorzugten Ausführungsform der Erfindung wird während des hydrothermischen und mechanischen Aufschlusses Ameisensäure und/oder Essigsäure freigesetzt Da Ameisensäure und/oder Essigsäure schwache Säuren sind, können somit die oben beschriebenen Nachteile der starken Säuren weitestgehend vermieden werden.During hydrothermal and mechanical digestion of the second lignocellulosic material, acid may be released. According to a preferred embodiment, the first hardener in step b) contains an acid which has been released by the hydrothermal and mechanical digestion of the second lignocellulose-containing material. This is particularly advantageous because the hydrothermally and mechanically digested second lignocellulosic material directly contains the acid that can act as a catalyst in the curing reaction (as described above) and does not need to be released. In one embodiment of the invention, the second lignocellulosic material releases at least one acid during the hydrothermal and mechanical digestion in the presence of water and / or heat. Surprisingly, it was found that preferably weak and / or volatile acids are released during the hydrothermal and mechanical digestion. In a preferred embodiment of the invention, formic acid and / or acetic acid is liberated during the hydrothermal and mechanical digestion. Since formic acid and / or acetic acid are weak acids, the disadvantages of the strong acids described above can thus be largely avoided.
"Hydrothermisch", wie hier verwendet, bedeutet, dass der Aufschluss unter Einwirkung von Wasser und erhöhter Temperatur erfolgt. Das Wasser kann dabei aus den verwendeten Materialien selbst stammen oder zugesetzt werden. Vorzugsweise wird Wasser zugesetzt, insbesondere in Form von Wasserdampf. Gemäß einer bevorzugten Ausführungsform der Erfindung handelt es sich bei dem in Schritt b) genannten Aufschluss um einen gleichzeitigen hydrothermischen und mechanischen Aufschluss."Hydrothermal" as used herein means that the digestion occurs under the action of water and elevated temperature. The water can come from the materials used or added. Preferably Water is added, especially in the form of water vapor. According to a preferred embodiment of the invention, the digestion mentioned in step b) is a simultaneous hydrothermal and mechanical digestion.
Ohne an eine wissenschaftliche Theorie gebunden sein zu wollen, scheint die Freisetzung der Säure auf die gute Hydrolysierbarkeit der Hemicellulose zurückzuführen zu sein. So führten Vergleichsversuche mit mikrokristalliner Cellulose, die den Bedingungen des hydrothermischen und mechanischen Aufschlusses unterworfen wurde, nicht zur Freisetzung der Säure. Grundsätzlich sind die β-1,4-glykosidischen Bindungen der Glucosemoleküle sehr stabil. Somit bedarf es zur Hydrolyse der Cellulose drastischer Bedingungen, wie beispielsweise stark sauren oder stark alkalischen Bedingungen oder spezieller Enzyme. Ein Grund dafür, dass die mikrokristalline Cellulose während des hydrothermischen und mechanischen Aufschlusses keine Säure freisetzt, könnte somit sein, dass dieser Aufschluss nicht ausreichend sauer oder alkalisch ist.Without wishing to be bound by any scientific theory, the release of the acid seems to be due to the good hydrolyzability of the hemicellulose. Thus, comparative experiments with microcrystalline cellulose, which were subjected to the conditions of hydrothermal and mechanical pulping, did not lead to the release of the acid. Basically, the β-1,4-glucosidic bonds of the glucose molecules are very stable. Thus, the hydrolysis of the cellulose requires drastic conditions, such as strongly acidic or strongly alkaline conditions or more specific enzymes. One reason why the microcrystalline cellulose does not release acid during the hydrothermal and mechanical digestion could thus be that this digestion is not sufficiently acidic or alkaline.
Damit scheint sich auch erklären zu lassen, warum zur Herstellung des ersten Härters das oben bereits beschriebene zweite lignocelluosehaltige Material viel besser geeignet ist als beispielsweise Baumholz. Ein Grund hierfür könnte sein, dass das erfindungsgemäß verwendete zweite lignocellulosehaltige Material, insbesondere die oben genannten Pflanzen einen höheren durchschnittlichen Hemicelluloseanteil aufweisen als beispielsweise Baumholz, insbesondere Nadelholz.This also seems to explain why, for the preparation of the first hardener, the second lignocellulosic material described above is much better suited than, for example, tree wood. One reason for this could be that the second lignocellulose-containing material used according to the invention, in particular the abovementioned plants, have a higher average hemicellulose proportion than, for example, tree wood, in particular softwood.
Gemäß einer Ausführungsform der Erfindung trägt die Freisetzung der Säure zur Härtung des Harzes bei. Dies ist insbesondere dann der Fall, wenn das Harz durch Säurekatalyse ausgehärtet werden kann. Zu den durch Säurekatalyse aushärtbaren Harzen gehören insbesondere Aminoplastharze. Gemäß einer Ausführungsform der Erfindung trägt die während des hydrothermischen und mechanischen Aufschlusses freigesetzte Säure zur Härtung des in der Bindemittel-haltigen Zusammensetzung enthaltenen Aminoplastharzes bei.According to one embodiment of the invention, the release of the acid contributes to the curing of the resin. This is especially the case when the resin can be cured by acid catalysis. The acid catalysis curable resins include, in particular, aminoplast resins. According to one embodiment of the invention, the acid released during the hydrothermal and mechanical digestion contributes to the curing of the aminoplast resin contained in the binder-containing composition.
In einer Ausführungsform der Erfindung weist die während des hydrothermischen und mechanischen Aufschlusses freigesetzte Säure ein Molekulargewicht von 40 g/mol bis 500 g/mol, insbesondere 40 g/mol bis 250 g/mol auf. Gemäß einer weiteren Ausführungsform ist die Säure eine Brönsted-Säure mit einem pKa von 2 bis 8, insbesondere von 3 bis 6. Bevorzugt ist die Säure eine Carbonsäure mit einer Kettenlänge von 1 bis 5 Kohlenstoffatomen. Beispiele für Carbonsäuren sind Ameisensäure, Essigsäure, Propansäure, Butansäure, Pentansäure und Derivate davon. Beispiele und Eigenschaften von Brönsted-Säuren sind beispielsweise im "
In einer Ausführungsform der Erfindung ist die Carbonsäure eine schwache Säure. Wenn hier oder anderer Stelle von schwachen Säuren die Rede ist, dann ist damit gemeint, dass der pKa gleich oder größer 3 ist Bei einem pKa der Brönsted-Säure von kleiner als 3 kann das Bindemittel durch die Säure angegriffen und zumindest teilweise hydrolysiert werden.In one embodiment of the invention, the carboxylic acid is a weak acid. If here or elsewhere weak acids are mentioned, then it is meant that the pK a is equal to or greater than 3. For a pK a of Brönsted acid of less than 3, the binder may be attacked by the acid and at least partially hydrolyzed ,
Praktische Versuche mit dem erfindungsgemäß einzusetzenden ersten Härter haben eine deutlich verminderte Hydrolyse der Leimfuge ergeben, wenn die Säure, die während des hydrothermischen und mechanischen Aufschlusses freigesetzt wird und zur Härtung des Aminoplastharzes beitragen kann, eine schwache Säure ist. Ein Grund hierfür könnte sein, dass durch die geringe Acidität der schwachen Säuren die Hydrolyse nicht so stark ausgeprägt ist, wie dies bei Säuren aus konventionellen Härtern und/oder starken Säuren der Fall ist Konventionelle Härter, wie beispielsweise Ammoniumsalze, sind auch noch nach Fertigstellung des Holzspanwerkstoffs in der Lage weitere Säuren freizusetzen, die in die Leimfuge diffundieren und diese hydrolysieren können.Practical experiments with the first hardener to be used according to the invention have resulted in markedly reduced hydrolysis of the glue joint if the acid which is released during the hydrothermal and mechanical pulping and can contribute to the curing of the aminoplast resin is a weak acid. One reason for this could be that due to the low acidity of the weak acids, the hydrolysis is not as pronounced as with acids from conventional hardeners and / or strong acids. Conventional hardeners, such as ammonium salts, are still active after completion of the Holzspanwerkstoffs able to release more acids that can diffuse into the glue joint and hydrolyze them.
In einer weiteren Ausführungsform der Erfindung ist die Carbonsäure eine flüchtige Säure. Beispiele für flüchtige Säuren sind Ameisensäure oder Essigsäure. Die Flüchtigkeit der Säure kann weiter zur besseren Stabilität der Leimfuge beitragen. Ein Grund hierfür könnte sein, dass eine flüchtige Säure eine kürzere Zeit in der Leimfuge verbleibt als Säuren aus konventionellen Härtern. Durch diese kürzere Verbleibzeit kann eine unerwünschte Hydrolyse der Leimfuge reduziert oder sogar verhindert werden.In another embodiment of the invention, the carboxylic acid is a volatile acid. Examples of volatile acids are formic acid or acetic acid. The volatility of the acid can further contribute to the better stability of the glue joint. One reason for this could be that a volatile acid remains in the glue joint for a shorter time than acids from conventional hardeners. This shorter retention time can reduce or even prevent unwanted hydrolysis of the glue joint.
Der erste Härter ist durch hydrothermischen und mechanischen Aufschluss erhältlich. Geeignete Temperaturen für den hydrothermischen und mechanischen Aufschluss des zweiten lignocellulosehaltigen Materials sind Temperaturen von 120 bis 180 °C, bevorzugt 130 bis 170 °C und insbesondere bevorzugt 140 bis 160 °C.The first hardener is available by hydrothermal and mechanical pulping. Suitable temperatures for the hydrothermal and mechanical digestion of the second lignocellulose-containing material are temperatures of 120 to 180 ° C, preferably 130 to 170 ° C and particularly preferably 140 to 160 ° C.
Aus verfahrenstechnischen Gründen ist es besonders praxisgerecht, wenn der hydrothermische und mechanische Aufschluss des zweiten lignocellulosehaltigen Materials bei einem Druck von 3 bis 10 bar, insbesondere bei 4 bis 8 bar, erfolgt.For procedural reasons, it is particularly practical for the hydrothermal and mechanical pulping of the second lignocellulose-containing material to take place at a pressure of from 3 to 10 bar, in particular at from 4 to 8 bar.
In einer Ausführung der Erfindung beträgt die Dauer des hydrothermischen und mechanischen Aufschlusses 2 Sekunden bis 40 Minuten, insbesondere 5 Sekunden bis 30 Minuten.In one embodiment of the invention, the duration of the hydrothermal and mechanical digestion is 2 seconds to 40 minutes, in particular 5 seconds to 30 minutes.
In einer weiteren Ausführungsform der Erfindung kann der hydrothermische und mechanische Aufschluss in einem Vorwärmbehälter, Kocher und/oder Refiner durchgeführt werden. Vorzugsweise wird der hydrothermische und mechanische Aufschluss in einem Kocher und/oder Druckreaktor durchgeführt. Alternativ oder zusätzlich wird der hydrothermische und mechanische Aufschluss vorzugsweise in einem Refiner durchgeführt. Weiterhin kann der hydrothermische und mechanische Aufschluss die folgenden Schritte umfassen:
- (i) hydrothermischer Aufschluss des zweiten lignocellulosehaltigen Materials in einem Köcher und/oder Druckreaktor;
- (ii) mechanischer Aufschluss durch Zerkleinern des zweiten lignocellulosehaltigen Materials aus Schritt (i) in einem Refiner.
- (i) hydrothermal digestion of the second lignocellulosic material in a quiver and / or pressure reactor;
- (ii) mechanical digestion by comminuting the second lignocellulosic material of step (i) in a refiner.
Die Begriffe Kocher, Druckreaktor und Refiner sind dem in der Holzindustrie tätigen Fachmann bekannt. Unter "Kocher" wird insbesondere eine Vorrichtung verstanden, die zum hydrothermischen Aufschluss des zweiten lignocellulosehaltigen Materials geeignet ist. "Druckreaktor" ist jeder Reaktionsbehälter, der einen abgedichteten, abgegrenzten Raum darstellt, in dem ein Druck aufgebaut werden kann und der für die Durchführung des hydrothermischen Aufschluss des zweiten lignocellulosehaltigen Materials geeignet ist. Unter "Refiner" versteht der Fachmann eine Vorrichtung zur Zerkleinerung bzw. Zerfaserung von Holz, insbesondere unter Druckeinwirkung. Beispiele für in der Praxis gebräuchliche Refiner sind Southerland-Refiner mit Hohlachse und einer beweglichen Mahlscheibe, Fritz-Refiner mit 10 Mahlscheiben, Calfin-Refiner oder Hydrorefiner.The terms cooker, pressure reactor and refiner are known to those skilled in the wood industry. By "cooker" is meant in particular a device which is suitable for hydrothermal digestion of the second lignocellulose-containing material. "Pressurized reactor" is any reaction vessel which constitutes a sealed, delimited space in which pressure can be built up and which is suitable for carrying out the hydrothermal digestion of the second lignocellulosic material. By "refiner" the expert understands a device for comminution or defibration of wood, especially under pressure. Examples of refiner in use in practice are Southerland refiner with hollow axle and a movable grinding disc, Fritz refiner with 10 grinding discs, Calfin refiner or hydrorefiner.
Der hydrothermische Aufschluss in Schritt (i) kann bei einer Temperatur von 120 bis 180 °C, insbesondere bei 140 bis 160 °C erfolgen. Geeignete Drücke für den hydrothermischen Aufschlusses liegen zwischen 3 bis 8 bar, insbesondere bei 4 bis 6 bar. Die Dauer des Aufschlusses kann zwischen 5 und 40 Minuten betragen. Als vorteilhaft hat sich eine Aufschlussdauer von 30 min erwiesen. Gute Ergebnisse lassen sich erzielen, wenn Schritt (i) in Anwesenheit von Wasser durchgeführt wird. Als besonders praxisgerecht hat sich der Einsatz von Wasserdampf erwiesen.The hydrothermal digestion in step (i) can be carried out at a temperature of 120 to 180 ° C, in particular at 140 to 160 ° C. Suitable pressures for the hydrothermal digestion are between 3 to 8 bar, in particular at 4 to 6 bar. The duration of the digestion can be between 5 and 40 minutes. An opening time of 30 minutes has proved to be advantageous. Good results can be achieved if step (i) is carried out in the presence of water. The use of water vapor has proved to be particularly practical.
Der mechanische Aufschluss im Schritt (ii) erfolgt in einem Refiner. Besonders geeignete Prozesstemperatur liegen in einem Bereich von 140 bis 180 °C, insbesondere von 150 bis 160 °C und bei einem Druck von 1 bis 8 bar, insbesondere bei 4 bis 6 bar. Die Dauer des mechanischen Aufschlusses kann 2 Sekunden bis 5 Minuten, insbesondere 5 Sekunden bis 3 Minuten betragen. In einer weiteren Ausführungsform der Erfindung kann Schritt (ii) unter Anwesenheit von Wasser, insbesondere Wasserdampf durchgeführt werden.The mechanical digestion in step (ii) takes place in a refiner. Particularly suitable process temperatures are in a range of 140 to 180 ° C, in particular from 150 to 160 ° C and at a pressure of 1 to 8 bar, in particular at 4 to 6 bar. The duration of the mechanical digestion can be 2 seconds to 5 minutes, in particular 5 seconds to 3 minutes. In a further embodiment of the invention, step (ii) can be carried out in the presence of water, in particular water vapor.
In einer weiteren Aufführungsform der Erfindung können optional weitere Verfahrensschritte vor, nach oder zwischen den Schritten (i) und (ii) durchgeführt werden. Optionale Schritte können das Anwärmen in einem Vorwärmbehälter, Zerkleinern, Lagern, Mischen, Streuen, Zusatz weiterer Stoffe oder Trocknen des lignocellulosehaltigen Materials oder einer Mischung enthaltend das lignocellulosehaltige Material aus Schritt (i) und/oder (ii) sein.In a further embodiment of the invention, optionally further method steps may be carried out before, after or between steps (i) and (ii). Optional steps may be heating in a preheat container, crushing, storing, mixing, spreading, adding further substances, or drying the lignocellulosic material or a mixture containing the lignocellulosic material of step (i) and / or (ii).
In der Praxis hat es sich als vorteilhaft erwiesen, wenn die Bindemittel-haltige Zusammensetzung neben dem erfindungsgemäßen verwendeten ersten Härter auch noch einen zweiten Härter enthält Der zweite Härter kann dabei ein oben beschriebener konventioneller Härter, insbesondere ein Ammoniumsalz sein. Beispiele für geeignete Ammoniumsalze sind Ammoniumnitrat, Ammoniumphosphat, Ammoniumchlorid und Ammoniumsulfat. Unter Reaktion mit Formaldehyd bilden diese Ammoniumsalze ihre korrespondierende Säure die als saurer Katalysator zur Aushärtung des Harzes beiträgt. Beispiele hierfür sind Salpetersäure, Phosphorsäure, Salzsäure, Schwefelsäure.In practice, it has proved to be advantageous if the binder-containing composition also contains a second hardener in addition to the first hardener used according to the invention. The second hardener may be a conventional hardener described above, in particular an ammonium salt. Examples of suitable ammonium salts are ammonium nitrate, ammonium phosphate, ammonium chloride and Ammonium sulfate. Upon reaction with formaldehyde, these ammonium salts form their corresponding acid which acts as an acid catalyst to cure the resin. Examples of these are nitric acid, phosphoric acid, hydrochloric acid, sulfuric acid.
Es hat sich gezeigt, dass der erfindungsgemäß verwendete erste Härter besonders kompatibel mit Aminoplastharzen und den dort üblicherweise eingesetzten konventionellen Härtern ist. Weiterhin haben sich Bindemittelzusammensetzungen enthaltend ein Aminoplastharz, einen erfindungsgemäßen ersten Härter und einen zweiten Härter als stabil erwiesen.It has been shown that the first hardener used according to the invention is particularly compatible with aminoplast resins and the conventional hardeners conventionally used there. Furthermore, binder compositions containing an aminoplast resin, a first hardener according to the invention and a second hardener have proven to be stable.
In einer weiteren Ausführungsform des erfindungsgemäßen Verfahrens enthält die Bindemittel-haltige Zusammensetzung 0,1 bis 4 Gew.-% Ammoniumsalz, insbesondere 0,5 bis 3,0 Gew.-%, bezogen auf Festharzanteil des Harzes. In einer bevorzugten Ausführungsform des Verfahrens ist das Ammoniumsalz Ammoniumnitrat und das Harz ein Aminoplastharz. Besonders vorteilhaft ist, dass sich durch den Einsatz des ersten Härters der Anteil des konventionellen zweiten Härters verringern lässt. In einer besonders bevorzugten Ausführungsform der Erfindung kann der zweite Härter bis zur Hälfte oder mehr eingespart werden, wenn der zweite Härter in Kombination mit dem erfindungsgemäß verwendeten ersten Härter eingesetzt wird.In a further embodiment of the method according to the invention, the binder-containing composition contains 0.1 to 4 wt .-% ammonium salt, in particular 0.5 to 3.0 wt .-%, based on the solid resin content of the resin. In a preferred embodiment of the process, the ammonium salt is ammonium nitrate and the resin is an aminoplast resin. It is particularly advantageous that the proportion of the conventional second hardener can be reduced by using the first hardener. In a particularly preferred embodiment of the invention, the second hardener can be saved up to half or more if the second hardener is used in combination with the first hardener used according to the invention.
Grundsätzlich bedeutet dies auch, dass beispielsweise im Vergleich zum alleinigen Einsatz von Ammoniumsalzen als Härter für Aminoplastharze deutlich weniger Ammoniumsalz dem Verfahren zugeführt werden muss. Durch den verringerten Ammoniumsalzgehalt muss dem Verfahren damit auch weniger Formaldehyd zugeführt werden. Dadurch können Holzspanwerkstoffe mit verringertem Formaldehydgehalt erhalten werden. Das gleiche gilt für andere, eingangs erläuterte konventionelle Härter.Basically, this also means that, for example, in comparison with the sole use of ammonium salts as curing agents for amino resins, significantly less ammonium salt has to be added to the process. As a result of the reduced ammonium salt content, the process also requires less formaldehyde. As a result, wood chip materials can be obtained with reduced formaldehyde content. The same applies to other, explained in the beginning conventional hardener.
Die Offenbarung betrifft ferner lignocellulosehaltige Holzspanwerkstoffe, die nach dem oben beschriebenen erfindungsgemäßen Verfahren oder dessen Ausführungsformen hergestellt worden oder erhältlich sind. Ein derartiger Holzspanwerkstoff kann besonders gut zur Herstellung eines Laminats, Bodenbelags, einer Arbeitsplatte, Tischplatte, eines Möbels oder einer Palette verwendet werden.The disclosure further relates to lignocellulose-containing wood chip materials which have been produced or obtainable by the method according to the invention or its embodiments described above. Such a wood chip material can be used particularly well for the production of a laminate, flooring, a worktop, table top, a piece of furniture or a pallet.
Zudem betrifft die Erfindung auch die Verwendung des erfindungsgemäßen ersten Härters nach Anspruch 20, der durch hydrothermischen und mechanischen Aufschluss eines zweiten lignocellulosehaltigen Materials erhalten wurde, in einem oben beschriebenen erfindungsgemäßen Verfahren zur Herstellung von Holzspanwerkstoffen. Dabei gilt für die Merkmale der Verwendung das oben zu den Merkmalen des erfindungsgemäßen Verfahrens oder seinen Ausführungsformen Ausgeführte entsprechend. Insbesondere setzt gemäß einer bevorzugten Ausführungsform der erfindungsgemäßen Verwendung der erste Härter eine Säure frei. In einer weiteren Ausführungsform der erfindungsgemäßen Verwendung setzt der erste Härter Essigsäure und/oder Ameisensäure frei.In addition, the invention also relates to the use of the first hardener according to the invention according to claim 20, which was obtained by hydrothermal and mechanical pulping of a second lignocellulose-containing material, in a method according to the invention for the production of wood chip materials described above. In this case applies to the features of the use of the above to the features of the method or its embodiments executed accordingly. In particular, according to a preferred embodiment of the use according to the invention, the first hardener releases an acid. In a further embodiment of the use according to the invention, the first hardener releases acetic acid and / or formic acid.
Die oben bereits genannten Vorteile des erfindungsgemäßen Verfahrens gelten auch für die erfindungsgemäße Verwendung des ersten Härters. Insbesondere kann durch die Verwendung des ersten Härters die Festigkeit von konventionellen Holzspanwerkstoffen selbst bei gleichzeitiger Reduzierung der Menge von konventionellen Härtern gehalten oder sogar verbessert werden. Auch kann durch die Verwendung des ersten Härters selbst bei gleichzeitiger Reduzierung der Menge von konventionellen Härtern eine Verbesserung des Quellverhaltens und/oder der Wasseraufnahme erreicht werden. Ein Grund hierfür könnte sein, dass die während des hydrothermischen und mechanischen Aufschlusses freigesetzte Säure frei vorhanden ist und sich rascher verflüchtigt als konventionelle Härter. Dadurch entsteht eine neutrale Leimfuge, welche die oben beschriebenen Kenngrößen des Holzspanwerkstoffs positiv beeinflusst.The above-mentioned advantages of the method according to the invention also apply to the inventive use of the first hardener. In particular, by using the first hardener, the strength of conventional wood chip materials can be maintained or even improved even while reducing the amount of conventional hardeners. Also, by using the first hardener itself, while reducing the amount of conventional hardeners, an improvement in swelling behavior and / or water absorption can be achieved. One reason for this could be that the acid released during the hydrothermal and mechanical digestion is free and volatilises more rapidly than conventional hardeners. This creates a neutral glue joint, which positively influences the characteristics of the wood chip material described above.
Nachfolgend wird die Erfindung beispielhaft anhand von Ausführungsbeispielen näher beschrieben.The invention will be described in more detail by way of example with reference to exemplary embodiments.
Zunächst wird die Herstellung des ersten Härters beschrieben. Als lignocellulosehaltiges Material wurde Stroh verwendet.First, the preparation of the first hardener will be described. Straw was used as the lignocellulosic material.
Variante 1:
In der ersten Variante wurde der Aufschluss des lignocellulosehaltigen Materials in einen diskontinuierlichen Einscheibenrefiner (Sprout Waldron) durchgeführt. Der Refiner wurde dazu mit dem Material befüllt und Dampf (160 °C) in den Zyklon eingelassen. Das Material verblieb bei 160 °C und 6 bar für etwa 2 Minuten im Refiner, danach wurde der Zyklon geöffnet und das Material über die Schnecke und ein 2,5 mm Ventil innerhalb von ca. 5 Minuten heraustransportiert.Version 1:
In the first variant, the digestion of the lignocellulose-containing material was carried out in a discontinuous single-disc refiner (Sprout Waldron). The refiner was filled with the material and steam (160 ° C) was introduced into the cyclone. The material remained at 160 ° C and 6 bar for about 2 minutes in the refiner, then the cyclone was opened and the material was transported out via the screw and a 2.5 mm valve within about 5 minutes.
Variante 2:
In der zweiten Variante wurde das lignocellulosehaltige Material trocken in einem Ecopulser (Krause Maschinenbau GmbH) vorzerkleinert und gesiebt (Retsch AS 200). Die Partikelfraktion kleiner als 0,6 mm wurde anschließend in einem Druckreaktor (Büchiglasuster Cyclon 300) bei 160 °C und 5 bis 6 bar unter einer etwa 1:5 Verdünnung mit Wasser für ca. 30 min aufgekocht.Variant 2:
In the second variant, the lignocellulose-containing material was pre-shredded dry in an Ecopulser (Krause Maschinenbau GmbH) and screened (Retsch AS 200). The particle fraction smaller than 0.6 mm was then boiled in a pressure reactor (Büchiglasuster Cyclon 300) at 160 ° C and 5 to 6 bar under an approximately 1: 5 dilution with water for about 30 min.
Die so erhältlichen Materialien wurden nachfolgend als erster Härter eingesetzt.The materials thus available were subsequently used as the first hardener.
Es wurden Plattenversuche unter folgenden Bedingungen durchgeführt:
- Plattendicke: 14 mm
- Zieldichte: 600 kg/m3
- Pressfaktor: 9,3 s/mm
- Pressentemperatur: 200°C
- Beleimgrad: 8,0 Gew.-% bezogen auf die Gesamtmasse der Spanplatte
- Erstes lignocellulosehaltiges Material: Holzspäne
- Erster Härter: Das in Beispiel 1 gewonnene Material (Variante 1 oder 2)
- Zweiter Härter: Ammoniumnitrat
- Presse: Laborpresse von Siempelkamp
- Plate thickness: 14 mm
- Target density: 600 kg / m 3
- Pressing factor: 9.3 s / mm
- Press temperature: 200 ° C
- Coating degree: 8.0% by weight, based on the total mass of the chipboard
- First lignocellulosic material: wood shavings
- First Hardener: The Material Obtained in Example 1 (Variant 1 or 2)
- Second hardener: ammonium nitrate
- Press: Laboratory press from Siempelkamp
Es wurden mehrere Pressungen mit unterschiedlichen Dosierungen des ersten Härters und/oder des zweiten Härters durchgeführt. Als erster Härter wurde das gemäß Beispiel 1 aufbereitete lignocellulosehaltige Material in den Dosierungen von 1, 3, 6 und 10 Gew.-% des Feststoffs bezogen auf den Festharzanteil (im Folgenden % fest/FH verwendet. Als zweiter Härter wurde Ammoniumnitrat verwendet und zwar in Mengen von 1, 1.5, 2 und 3 % fest/FH.Several pressings were carried out with different dosages of the first hardener and / or the second hardener. The first hardener used was the lignocellulose-containing material prepared according to Example 1 in dosages of 1, 3, 6 and 10% by weight of the solid, based on the solid resin fraction (hereinafter% solid / FH) Quantities of 1, 1.5, 2 and 3% fixed / FH.
Das aufbereitete lignocellulosehaltige Material wurde der Leimflotte, die ein Aminoplastharz enthielt, zugefügt. Im Anschluss an die Plattenpressung wurden die Querzugfestigkeit, Quellung und Wasseraufnahme ermittelt. Hierzu wurden zuerst Prüfkörper der Geometrie 50 x 50 x 14 mm zugeschnitten. Jeder Prüfkörper wurde vor der Prüfung mittels eines digitalen Dickentasters vermessen, sowie die Masse bestimmt und daraus die Dichte errechnet.The treated lignocellulosic material was added to the size liquor containing an aminoplast resin. Following the plate pressing, the transverse tensile strength, swelling and water absorption were determined. For this purpose, specimens of geometry 50 × 50 × 14 mm were first cut to size. Each test specimen was measured by means of a digital thickness probe before the test, and the mass determined and used to calculate the density.
Die Bestimmung der Querzugfestigkeit erfolgte nach EN 319. Hierzu wurde jeder Prüfkörper mittels eines Schmelzklebers mit zwei Aluminiumjochen an der Ober- und Unterseite verklebt und dann nach Abkühlen an der Prüfmaschine (Zwick Zmart.Pro) bei konstanter Prüfgeschwindigkeit von 1 mm/min auseinander gezogen.
Die zum Bruch in der Mitte des Prüfkörpers führende Kraft wurde aufgezeichnet und die daraus resultierende Querzugfestigkeit über die Probenfläche berechnet [N/mm2].The transverse tensile strength was determined according to EN 319. To this end, each test specimen was bonded by means of a hot melt adhesive with two aluminum yokes on the top and bottom and then pulled apart after cooling on the testing machine (Zwick Zmart.Pro) at a constant test speed of 1 mm / min.
The force leading to the break in the middle of the specimen was recorded and the resulting transverse tensile strength over the specimen area was calculated [N / mm 2 ].
Die Bestimmung der Dickenquellung nach 24-stündiger Wasserlagerung erfolgte nach DIN EN 317. Die Prüfkörper wurden hierfür bei einer Wassertemperatur von 20 °C für 24 h unter Wasser gelagert. Anschließend wurde die Dickenzunahme relativ zur Ausgangsdicke bestimmt und die prozentuelle Dickenquellung berechnet.The determination of the thickness swelling after 24 hours of water storage was carried out according to DIN EN 317. The test specimens were stored for this purpose at a water temperature of 20 ° C for 24 h under water. Subsequently, the increase in thickness was determined relative to the starting thickness and the percentage thickness swelling was calculated.
Die Wasseraufnahme wurde an den Proben der Dickenquellung bestimmt, also ebenfalls nach 24 h Wasserlagerung. Zur Berechnung wurde das Gewicht nach diesen 24 h gemessen und die Wasseraufnahme anschließend nach folgender Formel berechnet: ![]()
![]()
Die ermittelten Ergebnisse wurden mittels Excel, Minitab bzw. DesignExpert ausgewertet.The results were evaluated by means of Excel, Minitab or DesignExpert.
Im Folgenden werden die Versuchsergebnisse von Referenzplatten, die nur Ammoniumnitrat enthielten und Platten, die den ersten Härter (aufgeschlossenes Material aus Beispiel 1) und Ammoniumnitrat als zweiten Härter enthielten, dargestellt. Die Platten wurden mit folgenden Härterzusammensetzungen hergestellt:
Die Referenzplatten 1 und 2 wurden ohne Zusatz des ersten Härters hergestellt. Die Versuchsplatten 1 bis 3 wurden mit dem ersten Härter der Variante 1 aus Beispiel 1 und die Versuchsplatten 4 und 5 wurden mit dem ersten Härter der Variante 2 aus Beispiel 1 hergestellt.The reference plates 1 and 2 were made without the addition of the first hardener. The test plates 1 to 3 were produced with the first hardener of variant 1 from example 1 and the test plates 4 and 5 were produced with the first hardener of variant 2 from example 1.
Die Versuchsplatten wurden jeweils mindestens zweifach hergestellt und die Querzugfestigkeit, die Quellung und die Wasseraufnahme bestimmt. Bei den unten angegebenen Messwerten handelt es sich um Mittelwerte von mindestens zwei Platten.The test panels were each made at least twice and determines the transverse tensile strength, the swelling and the water absorption. The measurements below are averages of at least two plates.
Die Querzugfestigkeit wurde für die Referenzplatten 1 und 2 und die Versuchsplatten 1 bis 3 bestimmt. Die Ergebnisse sind in Diagramm 1 dargestellt.
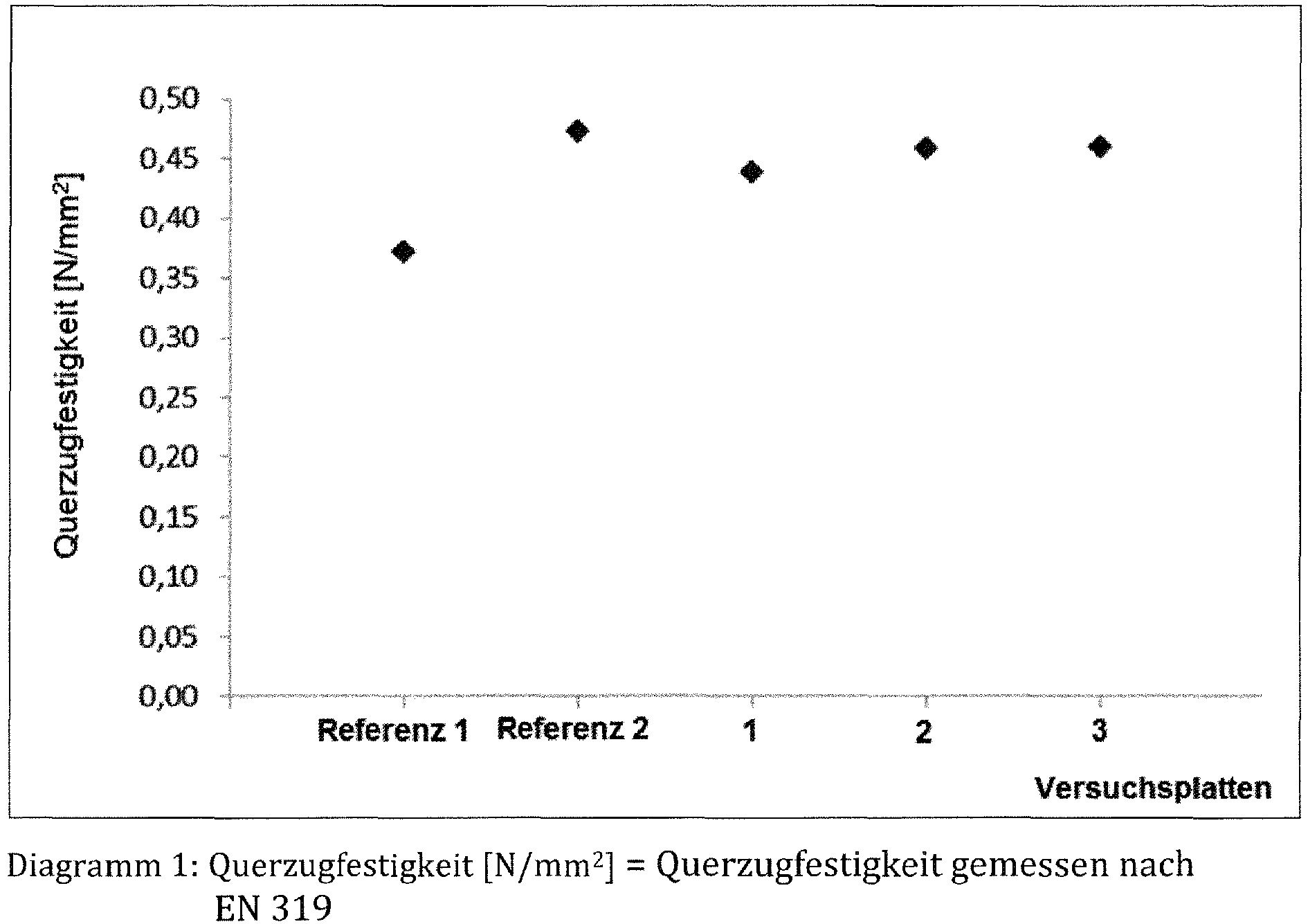
Aus Diagramm 1 ist ersichtlich, dass die Querzugfestigkeit der Versuchsplatten 1 bis 3 ungefähr der Querzugfestigkeit der Referenzplatte 2 entsprach. Durch die Zugabe des in Beispiel 1 aufgeschlossenen Materials als erster Härter konnte die Menge des Ammoniumnitrats um die Hälfte reduziert und trotzdem die gute Querzugfestigkeit beibehalten werden.From Diagram 1 it can be seen that the transverse tensile strength of the experimental plates 1 to 3 corresponded approximately to the transverse tensile strength of the reference plate 2. By adding the material digested in Example 1 as the first hardener, the amount of ammonium nitrate could be reduced by half and still maintain the good transverse tensile strength.
Die Quellung wurde bei Referenzplatte 2 und Versuchsplatten 4 und 5 bestimmt. Die Ergebnisse sind in Diagramm 2 dargestellt.

Die Messung ergab für die Versuchsplatten 4 und 5 eine verminderte Quellung trotz verringertem Gehalt an Ammoniumnitrat.The measurement showed a reduced swelling for the experimental plates 4 and 5 despite reduced content of ammonium nitrate.
Die Wasseraufnahme wurde für Referenzplatte 2 und Versuchsplatte 4 bestimmt. Die Ergebnisse sind in Diagramm 3 dargestellt.

Es zeigt sich, dass bei Verwendung des ersten Härters die Wasseraufnahme gesenkt werden konnte, und das trotz reduzierten Ammoniumnitratgehalt.It turns out that when using the first hardener, the water absorption could be lowered, despite the reduced ammonium nitrate content.
Claims (20)
- Method for producing a pressed wood material, comprising the steps:a) providing a first lignocellulosic material in the form of wood particles;b) contacting the first lignocellulosic material with a composition which comprises at least one aminoplast resin and at least one first hardener and one second hardener, wherein the first hardener was obtained by hydrothermal and mechanical pulping of a second lignocellulosic material, wherein the second lignocellulosic material comes from a different raw material than the first lignocellulosic material; and wherein the second hardener is an ammonium salt,c) pressing it to form a pressed wood material.
- Method according to Claim 1, characterised in that at least one acid is released from the second lignocellulosic material during the hydrothermal and/or mechanical pulping.
- Method according to Claim 2, characterised in that the acid contributes to hardening the aminoplast resin.
- Method according to Claim 2 or 3, characterised in that the acid has a molecular weight of 40 g/mol to 500 g/mol, in particular 40 g/mol to 250 g/mol.
- Method according to any one of Claims 2 to 4, characterised in that the acid is a Brønsted acid having a pKa of 2 to 8, in particular of 3 to 6.
- Method according to any one of Claims 2 to 5, characterised in that the acid is a carboxylic acid, in particular selected from the group consisting of formic acid, acetic acid, propanoic acid, butanoic acid, pentanoic acid and derivatives thereof.
- Method according to any one of the preceding claims, characterised in that the hydrothermal and/or mechanical pulping of the second lignocellulosic material takes place at a temperature of 120 °C to 180 °C, in particular at 140 °C to 160 °C.
- Method according to any one of the preceding claims, characterised in that the hydrothermal and/or mechanical pulping of the second lignocellulosic material takes place at a pressure of 3 bar to 10 bar, in particular at 4 bar to 8 bar.
- Method according to any one of the preceding claims, characterised in that the duration of the hydrothermal and/or mechanical pulping is 2 seconds to 40 minutes, in particular 5 seconds to 30 minutes.
- Method according to any one of the preceding claims, characterised in that the hydrothermal and/or mechanical pulping takes place in a preheating tank, boiler and/or refiner.
- Method according to any one of the preceding claims, characterised in that the composition contains 0.1 % wt. to 15 % wt. of the first hardener, in particular 0.5 % wt. to 10 % wt., in each case relating to the solid resin proportion of the aminoplast resin.
- Method for producing a pressed wood material according to any one of the preceding claims, wherein the hydrothermal and/or mechanical pulping specified in step b) comprises the following steps:(i) hydrothermal pulping of the second lignocellulosic material in a boiler and/or pressure reactor;(ii) mechanical pulping by breaking up of the second lignocellulosic material from step (i) in a refiner.
- Method according to any one of the preceding claims, characterised in that the wood particles in step a) are selected from the group consisting of fine-particle wood material, wood flakes, wood wafers, wood strands, wood shavings and wood chips.
- Method according to any one of the preceding claims, characterised in that the second lignocellulosic material is selected from the group consisting of one-year old plants, crop plants, grasses, leaves, cereals, their constituents, waste and mixtures thereof.
- Method according to Claim 14, characterised in that the crop plant is selected from the group consisting of straw, wheat, rye, barley, oats, millet, maize, miscanthus, rice, their constituents, waste and mixtures thereof.
- Method according to any one of the preceding claims, characterised in that the aminoplast resin is a melamine resin or a urea resin.
- Method according to any one of the preceding claims, characterised in that the ammonium salt is selected from the group consisting of ammonium nitrate, ammonium chloride and ammonium sulphate.
- Method according to any one of the preceding claims, characterised in that the composition comprises 0.1 % wt. to 4 % wt. of the second hardener, in particular 0.5 % wt. to 3.0 % wt., in each case relating to the solid resin proportion of the aminoplast resin.
- Method according to any one of the preceding claims, characterised in that the pressed wood material is a particle board or an oriented strand board.
- Use of a hydrothermally and mechanically pulped lignocellulosic material as a hardener for an aminoplast resin in a method for producing a pressed wood material according to any one of Claims 1 to 19.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL16712254T PL3268190T3 (en) | 2015-03-10 | 2016-03-10 | Method for producing a wood chip material and curing agents used therein for aminoplasts |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102015103511.1A DE102015103511B4 (en) | 2015-03-10 | 2015-03-10 | Process for producing a wood chipboard and aminoplast curing agents used therein |
| PCT/EP2016/055171 WO2016142483A1 (en) | 2015-03-10 | 2016-03-10 | Method for producing a wood chip material and curing agents used therein for aminoplasts |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3268190A1 EP3268190A1 (en) | 2018-01-17 |
| EP3268190B1 true EP3268190B1 (en) | 2019-01-23 |
Family
ID=55640689
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP16712254.8A Active EP3268190B1 (en) | 2015-03-10 | 2016-03-10 | Method for producing a wood chip material and curing agents used therein for aminoplasts |
Country Status (8)
| Country | Link |
|---|---|
| EP (1) | EP3268190B1 (en) |
| DE (1) | DE102015103511B4 (en) |
| ES (1) | ES2718057T3 (en) |
| HU (1) | HUE042217T2 (en) |
| LT (1) | LT3268190T (en) |
| PL (1) | PL3268190T3 (en) |
| TR (1) | TR201904393T4 (en) |
| WO (1) | WO2016142483A1 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3966038A4 (en) * | 2019-05-06 | 2022-06-15 | Alpay, Aytekin | Composition used in coating inorganic compounds used in the production of laminate flooring |
| DE102020128378A1 (en) | 2020-10-28 | 2022-04-28 | Ava Biochem Ag | PROCESS FOR MAKING A COMPOSITE |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4414361A (en) | 1981-08-17 | 1983-11-08 | Atlantic Richfield Company | Organic polyisocyanate-cyclic alkylene carbonate adhesive binder compositions |
| JPS60210406A (en) * | 1984-04-03 | 1985-10-22 | Sadao Nishibori | Molding method of ligneous floor material |
| NO324322B1 (en) | 2001-02-26 | 2007-09-24 | Dynea Oy | Use of hardener as well as method of gluing |
| DK1670870T3 (en) | 2003-09-26 | 2008-11-10 | Basf Se | Binder system containing aminoplastic resin, copolymers of N-functionalized ethylenically unsaturated monomers and, where appropriate, vinyl alcohol and acid |
| DE102004010796A1 (en) * | 2004-03-05 | 2005-09-22 | Roffael, Edmone, Prof. Dr.-Ing. | Process to manufacture medium density fiberboard by hot wash of heat-treated wood residues prior to fiber detachment |
| DE102005019627B3 (en) | 2005-04-26 | 2006-10-26 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Medium density fiberboards, of digested ligno cellulose refined into fibers, contains a bonding agent giving a low emission of volatile organic compounds |
| DE102005035693A1 (en) | 2005-07-27 | 2007-02-01 | Basf Ag | Hardness composition for aminoplast resin |
-
2015
- 2015-03-10 DE DE102015103511.1A patent/DE102015103511B4/en active Active
-
2016
- 2016-03-10 LT LTEP16712254.8T patent/LT3268190T/en unknown
- 2016-03-10 HU HUE16712254A patent/HUE042217T2/en unknown
- 2016-03-10 PL PL16712254T patent/PL3268190T3/en unknown
- 2016-03-10 TR TR2019/04393T patent/TR201904393T4/en unknown
- 2016-03-10 ES ES16712254T patent/ES2718057T3/en active Active
- 2016-03-10 EP EP16712254.8A patent/EP3268190B1/en active Active
- 2016-03-10 WO PCT/EP2016/055171 patent/WO2016142483A1/en active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| DE102015103511B4 (en) | 2018-09-20 |
| HUE042217T2 (en) | 2019-06-28 |
| PL3268190T3 (en) | 2019-06-28 |
| WO2016142483A1 (en) | 2016-09-15 |
| DE102015103511A1 (en) | 2016-09-15 |
| TR201904393T4 (en) | 2019-05-21 |
| ES2718057T3 (en) | 2019-06-27 |
| LT3268190T (en) | 2019-04-10 |
| EP3268190A1 (en) | 2018-01-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69703552T2 (en) | METHOD FOR PRODUCING COMPOSITES FROM LIGNOCELLULOSE MATERIAL | |
| EP3178622B1 (en) | Method of manufacturing of wood material board with reduced emission of volatile organic compounds (vocs) | |
| DE102006006655A1 (en) | Cellulose- or lignocellulose-containing composites based on a silane-based composite as binder | |
| DE102006020612A1 (en) | Process for the production of wood-based materials with reduced emission of volatile organic compounds, wood-based materials obtainable therewith and the use of certain additives for reducing the release of volatile organic compounds from wood-based materials and wood-pulp products of lignocelluloses | |
| EP2111959A2 (en) | Method for producing wooden materials and wooden materials | |
| EP1780243B2 (en) | Binder composition for wood materials | |
| WO2007071387A2 (en) | Plant fibre, fibre-based moulded body, and method for producing plant fibres provided with novolak | |
| EP3268190B1 (en) | Method for producing a wood chip material and curing agents used therein for aminoplasts | |
| WO2008077793A1 (en) | Fiberboard and process for production thereof | |
| EP2974841B1 (en) | Method for producing a fibreboard panel | |
| WO2019057853A1 (en) | Binder for cellulose-containing materials | |
| EP2644340B1 (en) | Method for manufacturing wooden materials made of hackled products containing lignocellulose and such wooden materials | |
| DE102010001719B4 (en) | Process for the production of composite materials | |
| EP3733366B1 (en) | Adhesive for manufacture of wood boards | |
| EP3733367B1 (en) | Wooden material and binder compositions | |
| WO2009080748A1 (en) | Glyoxal derivatives as binding agents and cross-linking agent | |
| DE102008050428A1 (en) | Medium-density fiberboard manufacturing method, involves performing disintegration of fiber plates in presence of accelerator provided for alkaline hardening phenol formaldehyde resin and as potassium carbonate and/or sodium carbonate | |
| DE10124638A1 (en) | Preparation of tannin-bonded lignocellulose boards from used wood chips and fiberboard, useful in the production of reconstituted wood chipboard and fiberboard | |
| EP3694641B1 (en) | Porous carrier system for reducing the emission of formaldehyde in a wood material | |
| DE4306439C1 (en) | Moulding, in particular in the form of a fibreboard, and process for the production thereof | |
| EP3383605B1 (en) | Fibreboard with increased resistance to fungal attack and method for producing the same | |
| EP3072652B1 (en) | Method for producing cellulosic materials | |
| WO2024194259A1 (en) | Wood fiber board and method for producing a wood fiber board | |
| EP4122662A1 (en) | Method for producing fibreboard with reduced voc emissions | |
| EP3733368A1 (en) | Adhesive for manufacture of wood boards |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20170907 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20180628 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| GRAL | Information related to payment of fee for publishing/printing deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR3 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| GRAR | Information related to intention to grant a patent recorded |
Free format text: ORIGINAL CODE: EPIDOSNIGR71 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R108 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTC | Intention to grant announced (deleted) | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| INTG | Intention to grant announced |
Effective date: 20181205 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1091096 Country of ref document: AT Kind code of ref document: T Effective date: 20190215 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: SCHMAUDER AND PARTNER AG PATENT- UND MARKENANW, CH |
|
| REG | Reference to a national code |
Ref country code: RO Ref legal event code: EPE |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20190123 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2718057 Country of ref document: ES Kind code of ref document: T3 Effective date: 20190627 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190123 |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E042217 Country of ref document: HU |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190523 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190423 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190123 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190423 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190523 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190123 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190123 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190123 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190123 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190123 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190123 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190123 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190310 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190123 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20191024 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190310 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190123 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190123 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190123 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190123 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230514 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LT Payment date: 20240131 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20240322 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: RO Payment date: 20240228 Year of fee payment: 9 Ref country code: HU Payment date: 20240202 Year of fee payment: 9 Ref country code: CZ Payment date: 20240205 Year of fee payment: 9 Ref country code: GB Payment date: 20240321 Year of fee payment: 9 Ref country code: SK Payment date: 20240205 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20240219 Year of fee payment: 9 Ref country code: SE Payment date: 20240320 Year of fee payment: 9 Ref country code: PL Payment date: 20240304 Year of fee payment: 9 Ref country code: IT Payment date: 20240325 Year of fee payment: 9 Ref country code: FR Payment date: 20240321 Year of fee payment: 9 Ref country code: BE Payment date: 20240321 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20240401 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20240423 Year of fee payment: 9 |