EP3088537A1 - Herstellverfahren hpi-gusseisen - Google Patents
Herstellverfahren hpi-gusseisen Download PDFInfo
- Publication number
- EP3088537A1 EP3088537A1 EP15165216.1A EP15165216A EP3088537A1 EP 3088537 A1 EP3088537 A1 EP 3088537A1 EP 15165216 A EP15165216 A EP 15165216A EP 3088537 A1 EP3088537 A1 EP 3088537A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- coolant
- cast
- core
- mold
- cast iron
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images





Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
- C21D1/19—Hardening; Quenching with or without subsequent tempering by interrupted quenching
- C21D1/20—Isothermal quenching, e.g. bainitic hardening
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/02—Sand moulds or like moulds for shaped castings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/10—Cores; Manufacture or installation of cores
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D15/00—Casting using a mould or core of which a part significant to the process is of high thermal conductivity, e.g. chill casting; Moulds or accessories specially adapted therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D27/00—Treating the metal in the mould while it is molten or ductile ; Pressure or vacuum casting
- B22D27/04—Influencing the temperature of the metal, e.g. by heating or cooling the mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D30/00—Cooling castings, not restricted to casting processes covered by a single main group
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D46/00—Controlling, supervising, not restricted to casting covered by a single main group, e.g. for safety reasons
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D5/00—Heat treatments of cast-iron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C33/00—Making ferrous alloys
- C22C33/08—Making cast-iron alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C37/00—Cast-iron alloys
- C22C37/04—Cast-iron alloys containing spheroidal graphite
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C37/00—Cast-iron alloys
- C22C37/10—Cast-iron alloys containing aluminium or silicon
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D11/00—Process control or regulation for heat treatments
- C21D11/005—Process control or regulation for heat treatments for cooling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
Definitions
- the present invention relates to a process for the preparation and subsequent heat treatment of a cast piece of nodular cast iron in a sand mold according to the preamble of claim 1 and a mold designed therefor according to the preamble of claim 4, as well as a cast workpiece produced therewith.
- Cast iron castings made of spheroidal graphite cast iron are widely used in industry and have become very important in global production. Among other things, this material is also used in the automotive industry for the production of various vehicle components (in particular for safety components in the chassis or the suspension).
- Spheroidal graphite cast iron also called ductile iron, has particularly good mechanical material properties in terms of tensile strength and elongation at break for such applications.
- the carbon is predominantly in the form of spherical graphite particles.
- the shape of the graphite spheres is the distinguishing feature distinguishing GJS from other gray cast iron materials - lamellar graphite cast iron (GJL) or vermicular graphite cast iron (GJV).
- GJL lamellar graphite cast iron
- GJV vermicular graphite cast iron
- the shape which the carbon or graphite takes on its precipitation from the solidifying cast iron structure substantially influences the mechanical properties of the alloy.
- the graphite inclusions are crucial for the mechanical and technological properties.
- the different graphite forms weaken the iron matrix in different ways.
- the spherical form of graphite in GJS represents the most compact form in which the matrix experiences the least weakening. As a result, GJS is superior to the other two forms of GJL or GJV in terms of mechanical properties.
- the ADI heat treatment process produces a nodular graphite cast iron which has improved mechanical properties through its heat treatment obtained from the starting material GJS.
- the so-called ADI material can be an alternative to forged steel. Thanks to its material properties, the material ADI offers many application possibilities.
- the FIG. 1 shows that the ADI material or the ausferritic spheroidal graphite cast iron has specific strengths that approximate steel or even the typical aluminum or magnesium based lightweight alloys. This opens up numerous application possibilities, especially in the automotive sector, especially as this industry is an important purchaser of castings and the automotive industry today attaches great importance to reducing vehicle weight.
- the casting is heated from room temperature to an austenitizing temperature in the range of 850 ° to 950 ° C.
- austenitizing temperature in the range of 850 ° to 950 ° C.
- the iron changes its lattice structure.
- the cubic-space-centered ⁇ -iron folds into the cubic-surface-centered ⁇ -iron and accumulates with carbon up to the saturation line.
- the component is held at Austenitmaschinestemperatur until a uniform carbon content has set in the entire component.
- the austenitized component is then quenched to the transformation temperature.
- These are usually oil or salt baths, which are heated to transformation temperature. During the rapid loss of temperature, the austenite works locally into ferrite.
- the austenitizing temperature quenches the component to the transformation temperature. This lies in the range between 230 ° and 450 ° C.
- the transformation temperature is a crucial parameter for the adjustment of the ADI matrix matrix and thus also for the properties of the ADI material. Quenching is often done by immersing the heat-treated casting workpiece in the tempered to the transition temperature oil or salt bath. At low holding temperatures in the range between 230 ° and 320 ° C of the bath, the austenite is strongly supercooled and thus promotes ferrite formation over the ferrite growth.
- the diffusion rate of the carbon from the ferrite distorted by the transformation krz lattice of ferrite is so low that it comes to carbide precipitations within the ferrite needles. Due to the diffusion barrier, only the adjacent austenite can be stabilized; the remaining, unstable austenite folds to martensite on cooling to room temperature. This mixed structure of ferrite, martensite and austenite produces the high-strength ADI grades. In contrast, tough ADI varieties are produced at higher aging temperatures. The austenite is completely stabilized and there is no martensite formation. The higher residual austenite content together with the ferrite allow good elongation at high strengths.
- the conversion time fulfills two functions in the generation of ADI. On the one hand, it ensures that the ausritritic structure created by deterrence does not fall over when the martensite start line is exceeded, and on the other hand, it allows the carbon to diffuse or the ferrite needles to grow.
- the formation of the ferrite takes place in the first 30 minutes.
- the relaxation of the ferrite grid also takes place in a short time.
- the expansion of the austenite lattice through the uptake of carbon requires more time and is only after about completed one hour.
- the ferritic structure of the ADI material produced by the heat treatment is characterized by a good combination of strength and toughness.
- the strength of ADI can be nearly twice that of GJS. These mechanical properties allow application in areas previously reserved for forging steels.
- the high strengths result from the micro-internal stresses in the microstructure, which are created by the coercively dissolved carbon in the austenite. Sliding dislocations cause further solidification of the material under load, which improves wear resistance during use.
- ADI also has high toughness and wear resistance, and the fracture toughness KIC, which describes the resistance to critical crack propagation, is comparable to the values of steels in ADI.
- nodular graphite makes ADI easier to machine than high strength steels of the same strength.
- the carbon provides a self-lubricating effect and thus reduces the load on the tools.
- the ADI method is described, inter alia, in the patents U.S. 4,880,477 and US Pat. No. 7,497,915 B2 described.
- a further disadvantage of the ADI process is its high energy consumption: the GJS casting must be heated again from room temperature to the austenitizing temperature for the application of the ADI process so that the heat treatment process can be carried out.
- the patent application US 2005/0189043 A1 suggests a heat treatment of a GJS material, in which the solidified but still very hot GJS blank removed in a temperature range of 980 to 950 ° C from the mold, a plastic deformation and then subjected to a heat treatment.
- the patent application US 2005/0189043 A1 Therefore, the casting heat remaining in the casting is used for its heat treatment.
- the casting once the casting has cooled to the desired intermediate stage tempering temperature (about 370 ° C), it is placed in an air circulation oven and allowed to sit for a reasonable amount of time so that the intermediate stage tempering, a bainitic reaction, can occur at the desired intermediate stage tempering temperature. Thereafter, the casting is removed from the oven and cooled in air to room temperature. This creates a cast structure with martensite and retained austenite.
- the method further provides for a two-stage tempering by tempering the intermediate tempered GJS cast part in the ausferritic transformation range, so that austenite is formed into an ausritritic ferrite structure.
- the invention is therefore an object of the invention to provide a more economical heat treatment process, which requires less energy over the prior art, low demands on the technical equipment and handling, environmentally unproblematic, while a GJS cast piece with improved microstructure and thus improved mechanical Component properties achieved.
- the cast workpiece or a partial cast workpiece region is cooled specifically with water or steam at a defined temperature above the eutectoid transformation.
- the eutectoid conversion region is passed through more rapidly or the cooling takes place past the pearlite nose without reaching the martensite start temperature.
- the cast workpiece or even only the partial, heat-treated casting work piece area is kept within a defined temperature range for a certain period of time. This is done by regulating the amount of refrigerant supplied (e.g., water or steam, respectively).
- the material produced by this process is called High Performance Iron (HPI).
- cast workpieces can be produced which are distinguished by improved component properties on the whole or only on local regions of the cast workpiece.
- the component can be loaded locally or higher overall, or at the same load, the geometry of the cast workpiece can be made slimmer.
- HPI high-performance iron
- the invention requires no additional, energy-consuming heating of the cast workpiece.
- the heat treatment is carried out exclusively by using the heat energy already contained in the directly cast component. Due to the heat treatment directly in the mold, the invention makes it possible to dispense with additional technical equipment (for example heat treatment furnaces).
- the handling is also substantially simplified: The inventive heat treatment process requires no hot emptying and manual repackaging of the cast workpiece, the heat treatment is indeed directly in the mold. Manual and thus comparatively expensive handling steps are eliminated.
- the heat treatment process according to the invention can also be automated and used e.g. integrate in automated manufacturing facilities.
- the invention can also be implemented relatively easily, without major technical investments.
- the temperature balance of the component in the mold is controlled so that a very rapid cooling takes place after solidification from the austenite without martensite formation can take place.
- the steam generated by the heat is used for cooling.
- the water vapor must be discharged accordingly.
- the temperature in a window is kept between 350 and 600 ° C. for a defined time in order to obtain the HPI microstructure according to the invention.
- the holding time depends on the component volume, ie the wall thickness to be treated. Subsequently, the component is cooled and unpacked from the mold.
- a method comparable to the heat treatment method according to the invention is the heat treatment for producing ADI cast materials (Ausferritic Ductile Iron), as described above.
- the production of the ADI material has the disadvantages mentioned above.
- the invention allows the very economical production of the new HPI material according to the invention, which very closely approximates the mechanical properties of the ADI nodular cast iron and avoids the disadvantages of the ADI treatment. See the tensile stress-strain diagram in FIG. 4 ,
- FIGS. 6 to 8 show only conceivable embodiments, wherein the invention and the inventive concept are not limited to these forms.
- the coolant supply 9 lead the coolant 10 directly to the surface of the cast workpiece 1.
- a gaseous coolant 10 is preferably used, for example water vapor.
- a molten cast iron having a carbon content of 2.8 to 3.8 percent by weight, a silicon fraction of 2.1 to 4.5 percent by weight and a magnesium content of 0.025 to 0.05 percent by weight is preferably used.
- a mold 7 is used with a molding box 8 in which a sand mold 2, wherein in the sand mold 2 at least one core 3 or a core package of organic or inorganic bonded sand is used.
- the sand mold can be made in one, two or more parts.
- the casting mold 7 has one or more coolant feeds 4 which supply the coolant 5 to the core or cores 3.
- the coolant supply 4 is designed such that the core 3 or the core package can be mixed with a coolant 5.
- the coolant supply 4 for this end at the core surface.
- the coolant supply 4 ends in the core, ie the coolant 5 is conveyed directly into the core.
- the coolant 10 leads directly to the surface of the cast workpiece (see FIG. 8 ), this is particularly suitable for vaporous coolant (eg water vapor 10).
- the coolant supply 4 may be in the form of one or more laid pipes.
- the tubes extend as shown FIGS. 6 to 8 up to or to the coolant 3 to be displaced core 3 or to the surface of the cast workpiece 1.
- the tubes extend in this case also by the sand mold 2.
- the coolant supply contains pipes made of metal.
- the casting molds according to the invention preferably have a vapor removal.
- the vapor removal can be provided in the sand mold and / or in the core or core package.
- the steam discharge for the coolant 5 to be evaporated can be ensured by means of a (porous) core support 11, via an inserted cord or by means of a bore 12.
- 3 temperature sensors are inserted in the sand mold 2 or in the core. These serve to detect the temperature in the core 3, on the core surface or on the casting surface or in the casting itself. This embodiment is particularly suitable for experiments and measurements or for adjusting a mold according to the invention.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
Abstract
Die Erfindung betrifft ein Verfahren zur Herstellung und Wärmebehandlung eines Gusswerkstückes (1) aus Gusseisen mit Kugelgraphit in einer Sandform (2). Die Sandform (2) enthält mindestens einen Kern (3), welcher eine Kühlmittelzuführung (4) aufweist, vorzugsweise in Form eines oder mehrerer im oder zum Kern (3) hin verlegter Rohre, mittels welcher der Kern (3) mit einem Kühlmittel (5), vorzugweise Wasser, versetzt werden kann. Das Verfahren zur Herstellung und Wärmebehandlung enthält mehrere erfindungsgemässe Schritte.
Description
- Die vorliegende Erfindung betrifft ein Verfahren zur Herstellung und anschliessender Wärmebehandlung eines Gusswerkstückes aus Gusseisen mit Kugelgraphit in einer Sandform gemäss dem Oberbegriff des Patentanspruches 1 und eine hierfür ausgelegte Gussform nach dem Oberbegriff des Patentanspruches 4, sowie ein damit hergestelltes Gusswerkstück.
- Aus Gusseisen mit Kugelgraphit (kurz: GJS) hergestellte Gusswerkstücke sind in der Industrie weit verbreitet und haben in der globalen Produktion einen hohen Stellenwert eingenommen. Unter anderem wird dieser Werkstoff auch in der Automobilindustrie für die Herstellung verschiedener Fahrzeugbauteile (insbesondere für Sicherheitsbauteile im Fahrwerk bzw. der Radaufhängung) eingesetzt. Gusseisen mit Kugelgraphit, auch Sphäroguss genannt, weist für solche Anwendungen besonders gute mechanische Materialeigenschaften auf in Bezug auf Zugfestigkeit und Bruchdehnung. Im Gusseisen mit Kugelgraphit liegt der Kohlenstoff überwiegend in Form von kugeligen Graphitpartikeln vor. Die Form der Graphitkugeln ist das charakteristische Merkmal, welches GJS von den weiteren Grauguss-Werkstoffen - Gusseisen mit Lamellengraphit (GJL) oder Gusseisen mit Vermikulargraphit (GJV) - unterscheidet. Die Form, welche der Kohlenstoff bzw. der Grafit bei seiner Ausscheidung aus dem erstarrenden Gusseisengefüge annimmt, beeinflusst die mechanischen Eigenschaften der Legierung wesentlich. Die Graphiteinschlüsse sind ausschlaggebend für die mechanisch-technologischen Eigenschaften. Die verschiedenen Graphitformen schwächen die Eisenmatrix in unterschiedlicher Weise. Die kugelige Form des Graphits in GJS stellt dabei die kompakteste Form dar, in der die Matrix die geringste Schwächung erfährt. Hieraus resultiert, dass GJS den beiden anderen Formen GJL oder GJV in Bezug auf die mechanischen Eigenschaften überlegen ist.
- Das Herstellverfahren für die Erzeugung von Gusseisen mit Kugelgraphit (GJS) ist allgemein bekannt. Die wichtigsten Punkte des Herstellverfahrens, welche die Qualität des hergestellten GJS bezüglich Werkstoffeigenschaften beeinflussen sind die Folgenden:
- Die Werkstoffzusammensetzung mit Legierungselementen wie z.B. Si, Mg, Cu, Ni, Cr oder Mo, welche einen wichtigen Einfluss auf die Gefügebildung und auf die resultierenden mechanischen Eigenschaften haben.
- Das Aufschmelzen des Rohmaterials (Roheisen, Stahlschrott) im Schmelzofen. (z.B. Induktionsofen, Kupol- oder Lichtbogenofen).
- Die Magnesiumbehandlung der Schmelze, z.B. mit dem bekannten Konverterverfahren.
- Das Impfen der Schmelze mit Si, Ca, Al, Bi, Zr, Fe oder seltene Erden, welche die Keimbildung bei der Erstarrung beeinflussen.
- Und schliesslich die Beeinflussung der Erstarrungs- und Abkühlgeschwindigkeit, wodurch das gewünschte Grundgefüge erzeugt und die Graphitausbildung gezielt gesteuert werden kann.
- Die mechanischen Gussteileigenschaften werden wesentlich beeinflusst durch die Form, welche der Kohlenstoff bzw. der Grafit bei seiner Ausscheidung aus dem erstarrenden Gusseisengefüge annimmt. Um die mechanischen Eigenschaften von hergestelltem Gusseisen mit Kugelgraphit (GJS) weiter zu verbessern, kann der GJS-Werkstoff aber auch mittels nachgeschaltetem Wärmebehandlungsverfahren weiter vergütet werden. Man unterscheidet im Stand der Technik:
- Spannungsarmglühen
- Weichglühen
- Carbidzerfallsglühen
- Härten und Vergüten
- Perlitglühen (Normalisieren)
- ADI-Wärmebehandlung (ADI: Austempered Ductile Iron)
- Das ADI-Wärmebehandlungsverfahren erzeugt ein ausferritisches Gusseisen mit Kugelgraphit, das durch seine Wärmebehandlung verbesserte mechanische Eigenschaften gegenüber dem Ausgangswerkstoff GJS erhält. Mit höheren Festigkeitswerten, bei guten Zähigkeitswerten, kann der sogenannte ADI-Werkstoff eine Alternative zu Schmiedestahl sein. Der Werkstoff ADI bietet dank seiner Materialeigenschaften viele Anwendungsmöglichkeiten. Die
Figur 1 zeigt, dass der ADI-Werkstoff bzw. das ausferritisches Gusseisen mit Kugelgraphit spezifische Festigkeiten besitzt, die Stahl oder auch den typischen Leichtbaulegierungen auf Aluminium- oder Magnesiumbasis nahekommen. Speziell im Automobilbereich ergeben sich dadurch zahlreiche Anwendungsmöglichkeiten, zumal dieser Industriezweig ein wichtiger Abnehmer von Gussteilen ist und die Automobilindustrie heute grossen Wert auf die Reduzierung des Fahrzeuggewichts legt. - Die Herstellung von ADI ist bekannt und erfolgt durch das thermische Verfahren einer Wärmebehandlung. Der Ablauf für die Herstellung von ADI erfolgt anhand der folgenden Schritte, welche in der
Figur 2 dargestellt werden: - 1. Austenitisierung des Bauteils (A-B),
- 2. Abschrecken im Kühlmedium (C-D) und isothermes Halten (D-E),
- 3. Abkühlen auf Raumtemperatur (E-F).
- Für die vollständige Austenitisierung wird das Gusswerkstück von Raumtemperatur auf eine Austenitisierungstemperatur im Bereich zwischen 850° und 950°C erwärmt. Bei der Austenitisierung ändert das Eisen seine Gitterstruktur. Das kubischraumzentrierte α-Eisen klappt in das kubischflächenzentrierte γ-Eisen um und reichert sich mit Kohlenstoff bis zur Sättigungslinie an. Das Bauteil wird auf Austenitisierungstemperatur gehalten bis sich ein gleichmäßiger Kohlenstoffgehalt im gesamten Bauteil eingestellt hat. In einem Kühlmittel wird das austenitisierte Bauteil anschliessend bis auf Umwandlungstemperatur abgeschreckt. Dazu dienen meist Öl- oder Salzbäder, die auf Umwandlungstemperatur temperiert sind. Während des raschen Temperaturverlusts klappt der Austenit lokal in Ferrit um. Da Ferrit nur eine geringe C-Löslichkeit besitzt, entstehen örtlich hohe Kohlenstoffkonzentrationen, die den Austenit stabilisieren. Die Austenitisierungszeit ist abhängig von der jeweils gewählten Austenitisierungstemperatur. Je höher diese Temperatur gewählt ist, desto schneller ist die Kohlenstoffsättigung erreicht. Weitere Einflussgrößen, welche die Dauer der Austenitisierung bestimmen, sind unter anderem die Graphitkugelgröße, der Graphitkugelabstand und die Gefügeart des Gusswerkstückes (Perlit oder Ferrit) vor dem ADI-Prozess.
- Wie aus der
Figur 2 ersichtlich, wird von der Austenitisierungstemperatur das Bauteil auf die Umwandlungstemperatur abgeschreckt. Diese liegt im Bereich zwischen 230° und 450°C. Die Umwandlungstemperatur ist ein entscheidender Parameter für die Einstellung der ADI-Gefügematrix und damit auch für die Eigenschaften des ADI-Werkstoffes. Das Abschrecken erfolgt oft durch ein Eintauchen des wärmebehandelten Gusswerkstückes in das auf die Umwandlungstemperatur temperierte Öl- oder Salzbad. Bei niedrigen Haltetemperaturen im Bereich zwischen 230° und 320°C des Bades wird der Austenit stark unterkühlt und damit eine Ferritbildung gegenüber dem Ferritwachstum begünstigt. Weiterhin ist die Diffusionsgeschwindigkeit des Kohlenstoffs aus dem durch die Umwandlung verzerrten krz-Gitters des Ferrits so niedrig, dass es zu Karbidausscheidungen innerhalb der Ferritnadeln kommt. Durch die Diffusionssperre kann nur der angrenzende Austenit stabilisiert werden, der restliche, instabile Austenit klappt bei Abkühlung auf Raumtemperatur zu Martensit um. Dieses Mischgefüge aus Ferrit, Martensit und Austenit erzeugt die hochfesten ADI-Sorten. Zähe ADI-Sorten entstehen dagegen bei höheren Auslagerungstemperaturen. Der Austenit wird dabei vollständig stabilisiert und es kommt zu keiner Martensitbildung. Der höhere Restaustenitanteil zusammen mit dem Ferrit ermöglichen die guten Dehnungen bei hohen Festigkeiten. - Die Umwandlungsdauer erfüllt bei der Erzeugung von ADI zwei Funktionen. Zum einen sorgt sie dafür, dass das durch Abschreckung erzeugte ausferritische Gefüge nicht durch Überschreiten der Martensitstartlinie umklappt und zum anderen ermöglicht sie dem Kohlenstoff zu diffundieren bzw. den Ferritnadeln zu wachsen. Die Bildung des Ferrits erfolgt in den ersten 30 Minuten erfolgt. Auch die Entspannung des Ferritgitters läuft in kurzer Zeit ab. Die Aufweitung des Austenitgitters durch die Aufnahme des Kohlenstoffs erfordert mehr Zeit und ist erst nach etwa einer Stunde abgeschlossen.
- Das durch die Wärmebehandlung erzeugte ausferritische Gefüge des ADI-Werkstoffes zeichnet sich durch eine gute Kombination von Festigkeit und Zähigkeit aus. Die Festigkeiten von ADI können im Vergleich zu GJS annähernd doppelt so hoch liegen. Diese mechanischen Eigenschaften ermöglichen eine Anwendung in Bereichen, die bisher den Schmiedestählen vorbehalten waren. Die hohen Festigkeiten resultieren aus den Mikro-Eigenspannungen im Gefüge, die durch den im Austenit zwangsgelösten Kohlen-stoff entstehen. Gleitende Versetzungen verursachen unter Belastung eine weitere Verfestigung des Werkstoffs, wodurch sich die Verschleißbeständigkeit während der Anwendung verbessert. Neben den hohen Festigkeiten weist ADI auch eine hohe Zähigkeit und Verschleissfestigkeit auf und die Bruchzähigkeit KIC, die den Widerstand gegenüber der kritischen Rissausbreitung beschreibt, ist bei ADI vergleichbar mit den Werten von Stählen. Durch den Kugelgraphit lässt sich ADI jedoch besser bearbeiten als hochfeste Stähle gleicher Festigkeit. Der Kohlenstoff sorgt für eine selbstschmierende Wirkung und senkt dadurch die Belastung auf die Werkzeuge. Das ADI-Verfahren wird u.a. in den Patentschriften
US 4 880 477 undUS 7 497 915 B2 beschrieben. - Das ADI-Verfahren hat leider auch seine Nachteile. Das Abschrecken des wärmebehandelten Gussteiles in einem Salzbad ist aus umwelttechnischer Sicht problematisch (Salzdämpfe, Entsorgung, hochkorrosives Umfeld für Anlagen und Maschinen). In der kanadischen Patentschrift
CA 2 218 788 wird vorgeschlagen, anstelle von Salzbädern Wasser mit einer wässrigen Polymer-Lösung zu verwenden. - Ein weiterer Nachteil des ADI-Verfahrens liegt in dessen hohen Energieverbrauch: Das GJS-Gussteil muss für die Anwendung des ADI-Verfahrens wieder von Raumtemperatur auf die Austenitisierungstemperatur erwärmt werden damit das Wärmebehandlungsverfahren vollzogen werden kann.
- Die Patentanmeldung
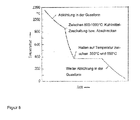
US 2005/0189043 A1 schlägt eine Wärmebehandlung eines GJS-Werkstoffes vor, bei welcher das erstarrte aber noch sehr heisse GJS-Rohteil in einem Temperaturbereich von 980 bis 950 °C aus der Gussform entfernt, einer plastischen Umformung und anschliessend einer Wärmebehandlung unterzogen wird. Die PatentanmeldungUS 2005/0189043 A1 macht sich daher die im Gussteil verbleibende Giesswärme für dessen Wärmebehandlung zunutze. - In einem Artikel aus dem Jahre 1984 (Janovak, J.F und Gundlach, R.B., "Entwicklung eines für Zwischenstufenvergüten geeigneten Gusseisens mit Kugelgraphit"; Giesserei-Praxis, S. 317 - 330, Heft 19, 1984; Fachverlag Schiele & Schön GmbH, Berlin) wird ein Verfahren zum Zwischenvergüten von GJS vorgeschlagen, bei welchem das Gussstück direkt aus der Form und ohne die Verwendung von Salz- oder Ölbäder eine ADI-Wärmebehandlung erfährt. Siehe hierzu das Zeit-Temperatur-Schaubild in
Figur 3 : Das gegossene Gussstück wird in der Gussform bis auf eine definierte Temperatur im Austenitbereich abgekühlt (das Gefüge ist daher austenitisch) und wird dann aus der Gussform ausgeleert bzw. ausgeschlagen und an der Luft abgekühlt (sog. Heissausleeren). Sobald das Gussteil auf die gewünschte Zwischenstufenvergütungstemperatur (ca. 370 °C) abgekühlt ist, wird es z.B. in einem Luftumwälzofen gelegt und eine angemessene Zeitdauer darin belassen, so dass die Zwischenstufenvergütung - eine bainitische Reaktion - auf der gewünschten Zwischenstufenvergütungstemperatur stattfinden kann. Danach wird das Gussstück aus dem Ofen entnommen und an der Luft bis Raumtemperatur abgekühlt. Dadurch entsteht ein Gussgefüge mit Martensit und Restaustenit. Das Verfahren sieht im Weiteren ein zweistufiges Vergüten durch Anlassen des zwischenvergüteten GJS-Gussteiles im ausferritischen Umwandlungsbereich vor, so dass aus dem Austenit ein ausferritisches Ferritgefüge entsteht. - Der Erfindung liegt daher die Aufgabe zugrunde ein wirtschaftlicheres Wärmebehandlungsverfahren zu schaffen, welches gegenüber dem Stand der Technik weniger Energie benötigt, geringere Anforderungen an die technische Einrichtung und Handhabung stellt, umwelttechnisch unproblematisch ist und dabei ein GJS-Gusswerkstück mit verbesserter Gefügeausbildung und damit auch verbesserter mechanischer Bauteileigenschaften erzielt.
- Diese Aufgabe wird durch das Verfahren und der Gussform zur Herstellung und Wärmebehandlung von Gusswerkstücken aus GJS-Gusseisen gemäss den Merkmalen von Anspruch 1 beziehungsweise Anspruch 4 gelöst.
- Dank des erfindungsgemässen Herstell- und Wärmebehandlungsverfahrens von Gusswerkstücken aus Gusseisen mit Kugelgraphit wird durch eine gezielte Abkühlung der Gussteile in der Giessform und direkt nach dem Abguss, den hergestellten Gusswerkstücken eine lokal verbesserte mechanischen Eigenschaften verschafft, welche normalerweise nur über eine nachträgliche Wärmebehandlung eingestellt werden könnte.
- Erfindungsgemäss wird das Gusswerkstück bzw. ein partieller Gusswerkstückbereich bei einer definierten Temperatur oberhalb der eutektoiden Umwandlung gezielt mit Wasser bzw. Wasserdampf gekühlt. Dadurch wird der eutektoide Umwandlungsbereich schneller durchlaufen bzw. die Abkühlung erfolgt an der Perlitnase vorbei, ohne dass die Martensitstarttemperatur erreicht wird. Im Anschluss wird in der Sandform das Gusswerkstück oder auch nur der partielle, wärmebehandelte Gusswerkstückbereich für eine bestimmte Zeitdauer in einem definierten Temperaturbereich gehalten. Dies erfolgt durch die Regulation der zugeführten Kühlmittelmenge (z.B. Wasser bzw. Wasserdampf). Als Resultat erfolgt die Formation des erfindungsgemässen Gefüges und damit die verbesserten Bauteileigenschaften. Der mit diesem hier beschriebenen Prozess hergestellt Werkstoff wird als High-Performance-Iron (HPI) bezeichnet.
- Mittels des erfindungsgemässen Verfahrens können Gusswerkstücke hergestellt werden, welche sich durch verbesserte Bauteileigenschaften am ganzen oder nur an lokalen Bereichen des Gusswerkstückes auszeichnen. Damit kann das Bauteil lokal oder insgesamt höher belastet werden, oder bei gleicher Belastung kann die Geometrie des Gusswerkstückes schlanker gestaltet werden. Mit der Anwendung dieses erfindungsgemässen Verfahrens und der Erzeugung des erfindungsgemässen HPI (High-Performance-Iron) wird die Möglichkeit zur Herstellung von Leichtbau-Eisenguss-Bauteilen bei hohen Anforderungen an die Bauteilfestigkeit bzw. Lebensdauer gewährt.
- Die Erfindung benötigt keine zusätzliche, energieverbrauchende Erwärmung des Gusswerkstückes. Die Wärmebehandlung erfolgt ausschliesslich durch Nutzung der im unmittelbar gegossenen Bauteil ohnehin enthaltenen Wärmeenergie. Durch die Wärmebehandlung direkt in der Gussform, kann man dank der Erfindung auf zusätzliche technische Gerätschaften (z.B. Wärmebehandlungsöfen) verzichten. Die Handhabung wird ebenfalls wesentlich vereinfacht: Das erfindungsgemässe Wärmebehandlungsverfahren benötigt kein Heissausleeren und manuelles Umpacken des Gusswerkstückes, die Wärmebehandlung erfolgt ja direkt in der Gussform. Manuelle und damit vergleichsweise teure Handhabungsschritte entfallen damit. Das erfindungsgemässe Wärmebehandlungsverfahren lässt sich zudem auch automatisieren und z.B. in automatisierten Fertigungsanlagen integrieren. Die Erfindung lässt sich zudem vergleichsweise leicht umsetzen, ohne grosse technische Investitionen.
- In der vorliegenden Erfindung wird der Temperaturhaushalt des Bauteils in der Giessform so gesteuert, dass eine sehr schnelle Abkühlung nach der Erstarrung aus dem Austenitbereich erfolgt, ohne dass die Martensitbildung stattfinden kann. Dazu ist es hilfreich, die Wasserzuleitung bis zu einem definierten Abstand vor dem Bauteil zu gewährleisten, am Bauteil selbst dient der durch die Hitze entstandene Wasserdampf zur Kühlung. Der Wasserdampf muss entsprechend abgeleitet werden. Hat das Bauteil bzw. der Bereich mit den Ziel-HPI-Eigenschaften eine bestimmte Temperatur erreicht, wird die Temperatur in einem Fenster zwischen 350 und 600°C für eine definierte Zeit gehalten, um das erfindungsgemässe HPI-Gefüge zu erhalten. Die Haltezeit ist abhängig von dem Bauteilvolumen, sprich der zu behandelnden Wandstärke. Anschliessend wird das Bauteil abgekühlt und aus der Form ausgepackt.
- Ein zum erfindungsgemässen Wärmebehandlungsverfahren vergleichbares Verfahren ist die Wärmebehandlung zur Herstellung von ADI-Gusswerkstoffen (Ausferritic Ductile Iron), wie weiter vorne beschrieben. Die Herstellung des ADI-Werkstoffes weist jedoch die weiter oben erwähnten Nachteile auf. Die Erfindung erlaubt jedoch die sehr wirtschaftliche Herstellung des neuen, erfindungsgemässen HPI-Werkstoffes, welcher den mechanischen Eigenschaften des ADI-Sphärogusses sehr nahekommt und dabei die Nachteile der ADI-Behandlung vermeidet. Vergleiche hierzu das Zugfestigkeits-Dehnungs-Diagramm in
Figur 4 . - Beim erfindungsgemässen Herstell- und Wärmebehandlungsverfahren eines HPI-Gusswerkstückes erfolgt die Herstellung beispielsweise nach den folgenden Schritten (vergleiche
Figuren 5 und6 ): - Bereitstellung einer Gussform 7 mit einer Sandform 2.
- Bereitstellung mindestens eines Kernes 3 aus organisch oder anorganisch gebundenem Sand mit integrierter Kühlmittelzuführung 4, z.B. durch Integration eines oder mehrerer im oder zum Kern oder Kernpaket 3 hin verlegter Rohre, welche der Kühlmittelführung dienen und zu gegebener Zeit während der Wärmebehandlung die Versetzung des Kernes oder Kernpaketes 3 mit dem Kühlmittel 5 (z.B. Wasser) gewährleisten können.
- Je nach Bedarf eventuelle Integration einer Wasserdampfabführung in der Gussform 7, z.B. in der Form einer dampfdurchlässigen Kernstütze 12 oder als zusätzlich anzufertigende Bohrung 12 (sog. Luftpfeife) oder auch als eingelegte Schnur.
- Nach erfolgter Bereitstellung der Gussform erfolgt das eigentliche Wärmebehandlungsverfahren anhand der folgenden Schritte (vergleiche weiterhin mit
Figuren 5 und6 ): - 1. Giessen der flüssigen Gusseisenschmelze 6 in die Sandform 2,
- 2. Abkühlung der Gusseisenschmelze 6 in der Sandform 2 auf eine Temperatur TA, vorzugsweise in einem Bereich von 800 - 1000 °C,
- 3. Beaufschlagung der Kühlmittelzuführung 4 mit Kühlmittel 5 und Abschreckung des erstarrenden Gusswerkstückes 1 auf eine Temperatur TB, vorzugsweise in einem Bereich von 350 - 600 °C, besonders bevorzugt über eine Abschreckgeschwindigkeit von ≥ 5 [K/s],
- 4. Halten der Temperatur TB über eine Zeitspanne tS, vorzugsweise über eine Zeitspanne tS von 15 bis 120 min., besonders bevorzugt durch Regulierung der über die Kühlmittelzuführung 4 zugeführten Kühlmittelmenge 5,
- 5. weitere Abkühlung des erstarrten Gusswerkstückes 1, vorzugsweise durch Verbleib in der Sandgussform 2, z.B. bis auf Raumtemperatur oder Auspacktemperatur.
- Im Folgenden werden die Erfindung und der Erfindungsgedanke anhand verschiedener Beispiele erläutert (siehe
Figuren 6 bis 8 ). Es soll an dieser Stelle ausdrücklich darauf hingewiesen werden, dass diese lediglich denkbare Ausführungsformen zeigen, wobei die Erfindung und der Erfindungsgedanke sich nicht auf diese Formen beschränken. - So kann gemäss
Figur 8 die Kühlmittelzuführung 9 das Kühlmittel 10 beispielsweise direkt an die Oberfläche des Gusswerkstückes 1 führen. Bei einer derartig direkten Kühlmittelbeaufschlagung wird vorzugsweise ein gasförmiges Kühlmittel 10 benutzt, z.B. Wasserdampf. - Für das erfindungsgemässe Herstell- und Wärmebehandlungsverfahren wird bevorzugt eine Gusseisenschmelze einen Kohlenstoffgehalt von 2.8 bis 3.8 Gewichtsprozent, einem Siliziumanteil von 2.1 bis 4.5 Gewichtsprozent und einen Magnesiumanteil von 0.025 bis 0.05 Gewichtsprozent verwendet.
- Wie u.a. in der
Figur 6 dargestellt ist, wird für das erfindungsgemässe Herstell- und Wärmebehandlungsverfahren im Weiteren vorzugsweise eine Gussform 7 mit einem Formkasten 8 benutzt in welchem eine Sandform 2 liegt, wobei in der Sandform 2 mindestens ein Kern 3 oder ein Kernpaket aus organisch oder anorganisch gebundenem Sand eingesetzt ist. Die Sandform kann hierbei ein-, zwei- oder mehrteilig ausgeführt sein. Erfindungsgemäss weist die Gussform 7 eine oder mehrere Kühlmittelzuführungen 4 auf, welche dem oder den Kernen 3 das Kühlmittel 5 zuführen. Vorzugsweise ist die Kühlmittelzuführung 4 derart gestaltet, dass der Kern 3 oder das Kernpaket mit einem Kühlmittel 5 versetzt werden kann. - Für die Versetzung des Kernes oder des Kernpaketes mit einem Kühlmittel können diese eine poröse Struktur aufweisen (Kühlmittel befindet sich in den Poren des Kernes bzw. Kernpaketes). Wie in der
Figur 6 dargestellt ist, kann die Kühlmittelzuführung 4 hierfür an der Kernoberfläche enden. In derFigur 7 hingegen, endet die Kühlmittelzuführung 4 im Kern, d.h. das Kühlmittel 5 wird direkt in den Kern hineinbefördert. Wie bereits erwähnt, besteht erfindungsgemäss auch die Möglichkeit, dass über die Kühlmittelzuführung 9 das Kühlmittel 10 direkt an die Oberfläche des Gusswerkstückes führt (sieheFigur 8 ), dies eignet sich besonders für dampfförmige Kühlmittel (z.B. Wasserdampf 10). - Die Kühlmittelzuführung 4 kann in der Form eines oder mehrerer verlegter Rohre ausgeführt sein. Vorzugsweise verlaufen die Rohre entsprechend den gezeigten
Figuren 6 bis 8 bis in oder an den mit Kühlmittel 5 zu versetzenden Kern 3 oder bis zur Oberfläche des Gusswerkstückes 1. Bevorzugt verlaufen die Rohre hierbei auch durch die Sandform 2. In einer weiteren bevorzugten Variante sind enthält die Kühlmittelzuführung Rohre aus Metall. - Da das Kühlmittel verdampft, weisen die erfindungsgemässen Gussformen vorzugsweise eine Dampfabführung auf. Die Dampfabführung kann in der Sandform und/oder im Kern bzw. Kernpaket vorgesehen sein. Die Dampfabführung für das zu verdampfende Kühlmittel 5 kann mittels einer (porösen) Kernstütze 11, über eine eingelegte Schnur oder mittels einer Bohrung 12 gewährleistet werden.
- In einer weiteren bevorzugten Ausführungsform sind in der Sandform 2 oder im Kern 3 Temperatursensoren eingelegt. Diese dienen zur Erfassung der Temperatur im Kern 3, an der Kernoberfläche oder an der Gussteiloberfläche bzw. im Gussteil selber. Diese Ausführungsform ist insbesondere für Versuche und Messungen geeignet oder zum Einstellen einer erfindungsgemässen Gussform.
- Die vorliegende Erfindung ist nicht auf die explizit genannten Möglichkeiten und Ausführungsformen beschränkt. Diese Varianten sind vielmehr als Anregung für den Fachmann gedacht, um die Erfindungsidee möglichst günstig umzusetzen.
-
- 1
- Gusswerkstück
- 2
- Sandform
- 3
- Kern
- 4
- Kühlmittelzuführung
- 5
- Kühlmittel
- 6
- Gusseisenschmelze
- 7
- Gussform
- 8
- Formkasten
- 9
- Kühlmittelzuführung direkt an die Oberfläche des Gusswerkstückes
- 10
- Wasserdampf als Kühlmittel
- 11
- Kernstütze
- 12
- Bohrung beziehungsweise sogenannte Luftpfeife
Claims (11)
- Verfahren zur Herstellung und Wärmebehandlung eines Gusswerkstückes (1) aus Gusseisen mit Kugelgraphit in einer Sandform (2), wobei die Sandform mindestens einen Kern (3) aus organisch oder anorganisch gebundenem Sand enthält, welcher eine Kühlmittelzuführung (4) aufweist, vorzugsweise in Form eines oder mehrerer im oder zum Kern (3) hin verlegter Rohre, mittels welcher der Kern (3) mit einem Kühlmittel (5), vorzugweise Wasser, versetzt werden kann, wobei das Verfahren zur Herstellung und Wärmebehandlung folgende Schritte enthält:- Giessen der flüssigen Gusseisenschmelze (6) in die Sandform (2),- Abkühlung der Gusseisenschmelze (6) in der Sandform (2) auf eine Temperatur TA, vorzugsweise in einem Bereich von 800 - 1000 °C,- Beaufschlagung der Kühlmittelzuführung (4) mit Kühlmittel (5) und Abschreckung des erstarrenden Gusswerkstückes (1) auf eine Temperatur TB, vorzugsweise in einem Bereich von 350 - 600 °C, besonders bevorzugt über eine Abschreckgeschwindigkeit von ≥ 5 [K/s],- Halten der Temperatur TB über eine Zeitspanne tS, vorzugsweise über eine Zeitspanne tS von 15 bis 120 min., besonders bevorzugt durch Regulierung der über die Kühlmittelzuführung (4) zugeführten Kühlmittelmenge (5),- wobei anschliessend das erstarrte Gusswerkstück (1) weiter abgekühlt wird, vorzugsweise durch Verbleib in der Sandgussform (2).
- Verfahren zur Herstellung und Wärmebehandlung eines Gusswerkstückes (1) aus Gusseisen mit Kugelgraphit gemäss Anspruch 1, dadurch gekennzeichnet, dass die Kühlmittelzuführung (9) das Kühlmittel (10) direkt an die Oberfläche des Gusswerkstückes (1) führt, wobei als Kühlmittel Wasserdampf (10) verwendet wird.
- Verfahren zur Herstellung und Wärmebehandlung eines Gusswerkstückes (1) aus Gusseisen mit Kugelgraphit gemäss Anspruch 1 oder 2, dadurch gekennzeichnet, dass die Gusseisenschmelze (6) einen Kohlenstoffgehalt von 2.8 bis 3.8 Gewichtsprozent, einem Siliziumanteil von 2.1 bis 4.5 Gewichtsprozent und einen Magnesiumanteil von 0.025 bis 0.05 Gewichtsprozent aufweist.
- Gussform (7) zur Herstellung und Wärmebehandlung eines Gusswerkstückes (1) aus Gusseisen mit Kugelgraphit, wobei die Gussform (7) einen Formkasten (8) besitzt, in welchem eine Sandform (2) liegt, wobei in der Sandform (2) mindestens ein Kern (3) aus organisch oder anorganisch gebundenem Sand eingesetzt ist, dadurch gekennzeichnet, dass die Gussform (7) eine oder mehrere Kühlmittelzuführungen (4) aufweist, welche dem oder den Kernen (3) Kühlmittel (5) zuführen, vorzugsweise ist die Kühlmittelzuführung (4) derart, dass der oder die Kerne (3) mit Kühlmittel (5) versetzt werden.
- Gussform (7) zur Herstellung und Wärmebehandlung eines Gusswerkstückes (1) aus Gusseisen mit Kugelgraphit gemäss Anspruch 4, dadurch gekennzeichnet, dass die Kühlmittelzuführung (9) das Kühlmittel (10) direkt an die Oberfläche des Gusswerkstückes (1) führt, wobei als Kühlmittel Wasserdampf (10) verwendet wird.
- Gussform (7) zur Herstellung und Wärmebehandlung eines Gusswerkstückes (1) aus Gusseisen mit Kugelgraphit gemäss Anspruch 4 oder 5, dadurch gekennzeichnet, dass die Kühlmittelzuführung (4) in Form eines oder mehrerer verlegter Rohre ausgeführt ist, vorzugsweise verlaufen die Rohre bis in oder an den mit Kühlmittel (5) zu versetzenden Kern (3) oder bis zur Oberfläche des Gusswerkstückes (1), besonders bevorzugt verlaufen die Rohre auch durch die Sandform (2).
- Gussform (7) zur Herstellung und Wärmebehandlung eines Gusswerkstückes (1) aus Gusseisen mit Kugelgraphit gemäss Anspruch 4, dadurch gekennzeichnet, dass die Kühlmittelzuführung (4) im Innern des Kernes (3) endet.
- Gussform (7) zur Herstellung und Wärmebehandlung eines Gusswerkstückes (1) aus Gusseisen mit Kugelgraphit gemäss einem der vorangehenden Ansprüche, dadurch gekennzeichnet, dass die Kühlmittelzuführung (4) Rohre aus Metall enthalten.
- Gussform (7) zur Herstellung und Wärmebehandlung eines Gusswerkstückes (1) aus Gusseisen mit Kugelgraphit gemäss einem der vorangehenden Ansprüche, dadurch gekennzeichnet, dass in der Sandform (2) und/oder im Kern (3) eine Dampfabführung für das verdampfende Kühlmittel (5) vorgesehen ist, vorzugsweise wird die Dampfabführung über eine Kernstütze (11), über eine eingelegte Schnur oder über eine Bohrung (12) gewährleistet.
- Gussform (7) zur Herstellung und Wärmebehandlung eines Gusswerkstückes (1) aus Gusseisen mit Kugelgraphit gemäss einem der vorangehenden Ansprüche, dadurch gekennzeichnet, dass in der Sandform (2) oder im Kern (3) Temperatursensoren eingelegt sind zur Erfassung der Temperatur im Kern (3), an der Kernoberfläche, an der Gussteiloberfläche oder im Gussteil selber.
- Gusswerkstück (1) hergestellt mit einem Verfahren oder mit einer Gussform (7) gemäss einem der vorangehenden Ansprüche.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP15165216.1A EP3088537A1 (de) | 2015-04-27 | 2015-04-27 | Herstellverfahren hpi-gusseisen |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP15165216.1A EP3088537A1 (de) | 2015-04-27 | 2015-04-27 | Herstellverfahren hpi-gusseisen |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP3088537A1 true EP3088537A1 (de) | 2016-11-02 |
Family
ID=53015599
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP15165216.1A Withdrawn EP3088537A1 (de) | 2015-04-27 | 2015-04-27 | Herstellverfahren hpi-gusseisen |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP3088537A1 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106079256A (zh) * | 2016-06-19 | 2016-11-09 | 浙江台州美多模具有限公司 | 空调一体式成型的装饰条模具 |
| CN111041338A (zh) * | 2019-11-05 | 2020-04-21 | 西安理工大学 | 一种自润滑-自硬化铁基轴承材料及其制备方法 |
| CN112170817A (zh) * | 2020-10-15 | 2021-01-05 | 长春理工大学 | 一种铸造模具冷却装置及冷却方法 |
| CN112318078A (zh) * | 2020-11-06 | 2021-02-05 | 温州海宝清洗机械有限公司 | 一种水冷盘管的制造方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4222429A (en) * | 1979-06-05 | 1980-09-16 | Foundry Management, Inc. | Foundry process including heat treating of produced castings in formation sand |
| US4880477A (en) | 1988-06-14 | 1989-11-14 | Textron, Inc. | Process of making an austempered ductile iron article |
| US5058655A (en) * | 1981-05-13 | 1991-10-22 | Thyssen Industrie Ag | Method and apparatus for manufacturing of a thick-walled hollow casting of cast iron |
| CA2218788A1 (en) | 1996-11-05 | 1998-05-05 | Standard Car Truck Company | A process for austempering ductile iron |
| US20050189043A1 (en) | 2004-02-12 | 2005-09-01 | Technologica | Method of fabricating spheroidal graphite cast iron parts of high precision, geometrically and dimensionally, and having improved mechanical characteristics |
| US7497915B2 (en) | 2002-09-04 | 2009-03-03 | Intermet Corporation | Machinable austempered cast iron article having improved machinability, fatigue performance, and resistance to environmental cracking |
| EP2612930A2 (de) * | 2012-01-03 | 2013-07-10 | General Electric Company | Verfahren zur Herstellung eines ADI-Artikels |
| EP2749658A1 (de) * | 2012-12-27 | 2014-07-02 | Veigalan Estudio 2010 S.L.U. | Verfahren zur Herstellung von ausferritischem Gusseisen mit Kugelgraphit |
| DE102013200983A1 (de) * | 2013-01-22 | 2014-07-24 | RWP Gesellschaft beratender Ingenieure für Berechnung und rechnergestützte Simulation mbH | Verfahren zum Behandeln eines Bauteils |
-
2015
- 2015-04-27 EP EP15165216.1A patent/EP3088537A1/de not_active Withdrawn
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4222429A (en) * | 1979-06-05 | 1980-09-16 | Foundry Management, Inc. | Foundry process including heat treating of produced castings in formation sand |
| US5058655A (en) * | 1981-05-13 | 1991-10-22 | Thyssen Industrie Ag | Method and apparatus for manufacturing of a thick-walled hollow casting of cast iron |
| US4880477A (en) | 1988-06-14 | 1989-11-14 | Textron, Inc. | Process of making an austempered ductile iron article |
| CA2218788A1 (en) | 1996-11-05 | 1998-05-05 | Standard Car Truck Company | A process for austempering ductile iron |
| US7497915B2 (en) | 2002-09-04 | 2009-03-03 | Intermet Corporation | Machinable austempered cast iron article having improved machinability, fatigue performance, and resistance to environmental cracking |
| US20050189043A1 (en) | 2004-02-12 | 2005-09-01 | Technologica | Method of fabricating spheroidal graphite cast iron parts of high precision, geometrically and dimensionally, and having improved mechanical characteristics |
| EP2612930A2 (de) * | 2012-01-03 | 2013-07-10 | General Electric Company | Verfahren zur Herstellung eines ADI-Artikels |
| EP2749658A1 (de) * | 2012-12-27 | 2014-07-02 | Veigalan Estudio 2010 S.L.U. | Verfahren zur Herstellung von ausferritischem Gusseisen mit Kugelgraphit |
| DE102013200983A1 (de) * | 2013-01-22 | 2014-07-24 | RWP Gesellschaft beratender Ingenieure für Berechnung und rechnergestützte Simulation mbH | Verfahren zum Behandeln eines Bauteils |
Non-Patent Citations (4)
| Title |
|---|
| ANIL MEENA ET AL: "Material Characterization of Austempered Ductile Iron (ADI) Produced by a Sustainable Continuous Casting-Heat Treatment Process", METALLURGICAL AND MATERIALS TRANSACTIONS A, SPRINGER-VERLAG, NEW YORK, vol. 43, no. 12, 22 June 2012 (2012-06-22), pages 4755 - 4766, XP035125933, ISSN: 1543-1940, DOI: 10.1007/S11661-012-1271-9 * |
| JANOVAK, J.F; GUNDLACH, R.B.: "Entwicklung eines für Zwischenstufenvergüten geeigneten Gusseisens mit Kugelgraphit", GIESSEREI-PRAXIS, 1984, pages 317 - 330 |
| JANOWAK J F ET AL: "APPROACHING AUSTEMPERED DUCTILE IRON PROPERTIES BY CONTROLLED COOLING IN THE FOUNDRY", INTERNATIONAL CONFERENCE ON AUSTEMPERED DUCTILE IRON, XX, XX, 2 April 1984 (1984-04-02), pages 63 - 69, XP001182603 * |
| TIEDJE N S: "Solidification, processing and properties of ductile cast iron", MATERIALS SCIENCE AND TECHNOLOGY, MANEY PUBLISHING, GB, vol. 26, no. 5, 1 May 2010 (2010-05-01), pages 505 - 514, XP009186616, ISSN: 0267-0836, DOI: 10.1179/026708310X12668415533649 * |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106079256A (zh) * | 2016-06-19 | 2016-11-09 | 浙江台州美多模具有限公司 | 空调一体式成型的装饰条模具 |
| CN106079256B (zh) * | 2016-06-19 | 2018-02-23 | 浙江台州美多模具有限公司 | 空调一体式成型的装饰条模具 |
| CN111041338A (zh) * | 2019-11-05 | 2020-04-21 | 西安理工大学 | 一种自润滑-自硬化铁基轴承材料及其制备方法 |
| CN112170817A (zh) * | 2020-10-15 | 2021-01-05 | 长春理工大学 | 一种铸造模具冷却装置及冷却方法 |
| CN112170817B (zh) * | 2020-10-15 | 2022-03-08 | 长春理工大学 | 一种铸造模具冷却装置及冷却方法 |
| CN112318078A (zh) * | 2020-11-06 | 2021-02-05 | 温州海宝清洗机械有限公司 | 一种水冷盘管的制造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102009004562B4 (de) | Walzenkörper für eine Walze zur Behandlung eines Materials und Verfahren zur Herstellung eines Walzenkörpers | |
| EP0091897B1 (de) | Kaltverfestigender austenitischer Manganhartstahl und Verfahren zur Herstellung desselben | |
| DE69529563T2 (de) | Hochfeste Stahllegierung mit verbesserter Niedrig-Temperatur-Zähigkeit | |
| EP2749659A1 (de) | Verfahren zur Herstellung eines Kraftfahrzeugbauteils sowie Kraftfahrzeugbauteil | |
| EP3088537A1 (de) | Herstellverfahren hpi-gusseisen | |
| WO2013064698A2 (de) | Verfahren zur herstellung hochfester bauteile aus stahlguss mit trip/twip eigenschaften und verwendung der hergestellten bauteile | |
| SE1851553A1 (en) | Method for producing an ausferritic steel austempered during continuous cooling followed by annealing | |
| CN103210106B (zh) | 高韧性冷拉非热处理盘条及其制造方法 | |
| DE102008032024B4 (de) | Dichtereduzierte UHC-Stähle | |
| DE10019042A1 (de) | Stickstofflegierter, sprühkompaktierter Stahl, Verfahren zu seiner Herstellung und Verbundwerkstoff hergestellt aus dem Stahl | |
| DE102012003791B3 (de) | Verfahren zur Herstellung hochfester Formteile aus Stahlguss mit TRIP-Effekt und mit austenitisch-martensitischem Gefüge | |
| DE102005060113A1 (de) | Radlager sowie Verfahren zur Herstellung desselben | |
| DE102008050152B4 (de) | Hochfeste, duktile Gusseisenlegierung mit Kugelgraphit sowie Verfahren zu deren Herstellung | |
| EP2386660B1 (de) | Gusskörper | |
| US20160032430A1 (en) | Development of nanostructure austempered ductile iron with dual phase microstructure | |
| DE69501733T2 (de) | Hochkohlenstoff-stahllegierung, deren bearbeitung und verwendung als verschleissteil | |
| DE102012216468B3 (de) | Verfahren zum Herstellen eines Metallbauteils für eine Metallvorrichtung | |
| US20060057419A1 (en) | High-strength steel product excelling in fatigue strength and process for producing the same | |
| EP3061838B1 (de) | Blankes bainitisches langprodukt und verfahren zu dessen herstellung | |
| DE69909940T2 (de) | Teile aus martensitischem rostfreiem Stahl und Verfahren zu ihrer Herstellung | |
| WO2017085061A1 (de) | Kolben für eine brennkraftmaschine | |
| DE2324750A1 (de) | Herstellung von gehaertetem stahl | |
| DE102009024190A1 (de) | Sequenzielles Auslagern von Aluminium-Silizium-Gusslegierungen | |
| AT516736B1 (de) | Radreifen für ein Schienenrad | |
| RU2249628C1 (ru) | Сортовой прокат, круглый, из низкоуглеродистой стали для холодной объемной штамповки сложнопрофильных крепежных деталей особо сложной формы |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20170503 |