EP2989220B1 - Device for press hardening components - Google Patents
Device for press hardening components Download PDFInfo
- Publication number
- EP2989220B1 EP2989220B1 EP14719251.2A EP14719251A EP2989220B1 EP 2989220 B1 EP2989220 B1 EP 2989220B1 EP 14719251 A EP14719251 A EP 14719251A EP 2989220 B1 EP2989220 B1 EP 2989220B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- components
- press
- furnace
- transport
- transportation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 claims description 22
- 238000003825 pressing Methods 0.000 claims description 12
- 238000005496 tempering Methods 0.000 claims description 8
- 238000000576 coating method Methods 0.000 description 19
- 239000011248 coating agent Substances 0.000 description 14
- 238000010438 heat treatment Methods 0.000 description 10
- 238000001816 cooling Methods 0.000 description 6
- 230000008878 coupling Effects 0.000 description 6
- 238000010168 coupling process Methods 0.000 description 6
- 238000005859 coupling reaction Methods 0.000 description 6
- 238000013461 design Methods 0.000 description 3
- 230000007246 mechanism Effects 0.000 description 3
- 238000007493 shaping process Methods 0.000 description 3
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 230000006735 deficit Effects 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 229910052725 zinc Inorganic materials 0.000 description 2
- 239000011701 zinc Substances 0.000 description 2
- 229910000676 Si alloy Inorganic materials 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- CSDREXVUYHZDNP-UHFFFAOYSA-N alumanylidynesilicon Chemical compound [Al].[Si] CSDREXVUYHZDNP-UHFFFAOYSA-N 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000001066 destructive effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 238000003856 thermoforming Methods 0.000 description 1
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/0006—Details, accessories not peculiar to any of the following furnaces
- C21D9/0018—Details, accessories not peculiar to any of the following furnaces for charging, discharging or manipulation of charge
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/0056—Furnaces through which the charge is moved in a horizontal straight path
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B9/00—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity
- F27B9/14—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity characterised by the path of the charge during treatment; characterised by the means by which the charge is moved during treatment
- F27B9/20—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity characterised by the path of the charge during treatment; characterised by the means by which the charge is moved during treatment the charge moving in a substantially straight path tunnel furnace
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B9/00—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity
- F27B9/14—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity characterised by the path of the charge during treatment; characterised by the means by which the charge is moved during treatment
- F27B9/20—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity characterised by the path of the charge during treatment; characterised by the means by which the charge is moved during treatment the charge moving in a substantially straight path tunnel furnace
- F27B9/24—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity characterised by the path of the charge during treatment; characterised by the means by which the charge is moved during treatment the charge moving in a substantially straight path tunnel furnace being carried by a conveyor
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B9/00—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity
- F27B9/14—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity characterised by the path of the charge during treatment; characterised by the means by which the charge is moved during treatment
- F27B9/20—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity characterised by the path of the charge during treatment; characterised by the means by which the charge is moved during treatment the charge moving in a substantially straight path tunnel furnace
- F27B9/24—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity characterised by the path of the charge during treatment; characterised by the means by which the charge is moved during treatment the charge moving in a substantially straight path tunnel furnace being carried by a conveyor
- F27B9/2461—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity characterised by the path of the charge during treatment; characterised by the means by which the charge is moved during treatment the charge moving in a substantially straight path tunnel furnace being carried by a conveyor the charge being suspended from the conveyor
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B9/00—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity
- F27B9/28—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity for treating continuous lengths of work
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D3/00—Charging; Discharging; Manipulation of charge
- F27D3/0024—Charging; Discharging; Manipulation of charge of metallic workpieces
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D3/00—Charging; Discharging; Manipulation of charge
- F27D3/12—Travelling or movable supports or containers for the charge
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
- B21D22/022—Stamping using rigid devices or tools by heating the blank or stamping associated with heat treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/208—Deep-drawing by heating the blank or deep-drawing associated with heat treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/62—Quenching devices
- C21D1/673—Quenching devices for die quenching
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
- C21D9/48—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals deep-drawing sheets
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D3/00—Charging; Discharging; Manipulation of charge
- F27D2003/0034—Means for moving, conveying, transporting the charge in the furnace or in the charging facilities
- F27D2003/0069—Means for moving, conveying, transporting the charge in the furnace or in the charging facilities the device being suspended, e.g. from a crane
Definitions
- Press hardening which is also known as "thermoforming" is a process for hot forming components, in particular sheet metal materials. In this case, a combination of heat treatment, shaping and optionally controlled cooling takes place.
- a common area of application for press hardening processes is, inter alia, in the field of automobile production, for example in connection with automotive lightweight construction concepts.
- it is often used for forming coated metallic components, so on the one hand, the components do not scale during the heat treatment and on the other hand increases the durability of the tools or corrosion protection is guaranteed in subsequent use.
- the components fed to the press-hardening are, for example, coated with an aluminum-silicon alloy.
- an aluminum-silicon alloy With the use of such coatings, common devices during the heat treatment in the oven often lead to a thermochemical impairment of individual components of the furnace. Particularly affected are components of a transport device, which serves to convey the components through the furnace and thus come into direct contact with the components. This leads to high costs for maintenance and servicing.
- the components to be formed have a contact-sensitive coating, such as a zinc coating
- contact with, for example, the transport device of the furnace may damage the coating.
- a contact of a zinc coating with another, for example, rough, surface, z. B. with rolls of a roller hearth furnace or with shelves of a chamber furnace can be damaged as a result of the friction occurring.
- the components are first heated in the oven to a temperature of, for example, about 950 ° C and then transported in a press. There occurs during the shaping in the press usually a controlled cooling.
- the furnace is usually designed as a roller hearth furnace or a chamber furnace, wherein the roller hearth furnace, the components are passed through a roller conveyor through the oven and placed in the chamber furnace with a manipulator in the oven.
- Other types of furnaces such as walking beam ovens and chain-carrier ovens, have not been successful so far.
- DE 10 2009 050 879 B3 discloses a method and apparatus for board heating.
- the blanks are heated in a pusher furnace in several process steps to effect certain material properties for subsequent process steps.
- an induction method is used to transfer heat energy to the boards.
- the process steps provide that the boards are heated in several stages and are supplied to the further process step, such as a press or mold hardening after heating.
- the device has a conveyor system, which consists of several chains of ceramic, on which the boards are positioned.
- a transport device has a tempering chamber in which a component is moved vertically with a displacement device. The component is picked up for removal from a furnace by the shuttle when it is in a pickup position. For passing on to the further processing device, the traversing device is in a dispensing position. From this dispensing position, the component is conveyed by means of a conveying device from the temperature-control chamber or the displacement device to the further-processing device.
- the components should be transferred as quickly as possible from the furnace to the press.
- a manipulator such as a robot, which removes the components directly from the oven or grips the components passed through the oven with a transport device, such as the roller conveyor, and transfers them to the press.
- the manipulator then also serves to bring the component before insertion into the press, for example by turning in the correct position.
- Both the transport between the oven and the press as well as making the manipulations are associated with a process-related difficult to reduce time and thus have the consequence that the component cools before the beginning of the molding process or additionally scaled in the case of uncoated components. Accordingly, the components in the oven must be brought to a higher temperature than would actually be necessary for the subsequent molding process in the press. This degrades the energy efficiency of the process. In addition, by reacting the components with the manipulator increases the risk that the coating will be damaged by mechanical contact.
- the invention is therefore based on the object to overcome these and other disadvantages of the prior art and to provide a device for the press-hardening of components, which allows rapid, non-destructive, energy and cost-efficient machining of the components.
- a thermochemical attack of the coating of the components on the means of a transport device should be excluded as far as possible and a contact damage of the coating should be avoided as far as possible.
- an implementation of the components from the oven in the press should be done as quickly as possible in order to prevent unnecessary cooling.
- a method for press hardening of components using an apparatus according to the invention is to be made available.
- a furnace downstream of the press and a transport device is inventively provided that means for transporting the components are slidably mounted in the transport device, wherein the means with the components along the transport device through the furnace and are movable in the press, wherein the transport device between the furnace and the press is continuous and wherein the transport of the components from the oven to the press is tamper-free feasible.
- the invention is therefore intended to bring the components by the same means not only in the oven, but also to pass through the oven and to proceed in the press. Additional manipulators for converting the components between the oven and the press are therefore not required. Accordingly, not only a manufacturing cost of the device is reduced, but also shortens possible cycle times, since the components can be transported faster from the oven to the press.
- the components can be contacted by the means in areas which either have no coating or lie outside a later range of use of the component. These areas can be removed, for example, in the press or after the pressing process. The area of use of the components is thus passed through the furnace and into the press without contact, so that even contact-sensitive coatings can be processed without difficulty.
- the transport device may have sections of different transport speed.
- a lower transport speed is desired in carrying out the means with the components through the furnace, as for example when transporting from the furnace to the press. This can be done, for example, by appropriate mechanisms.
- the transport device from a loading station in the direction of movement in front of the furnace at least until a pressing position in the press continuously.
- This is a relatively simple design to guide the components tamper-free not only in the oven, but also from the oven in the press.
- the press is designed as a press with a horizontal pressing direction. Turning or pivoting of the components, which are usually performed in a vertical orientation through the furnace is then not required. Accordingly, low cycle times can be realized.
- the transport device can be guided outside the furnace and / or the press. Thus, the temperature load of the transport device is kept low.
- the guided on the transport device means are then passed through a breakthrough of the furnace, so that the components are completely heated in the oven.
- the breakthrough runs in the transport direction or in the furnace longitudinal direction and is in particular formed in a floor or a ceiling of the furnace.
- the transport device is guided within the furnace and / or the press.
- the oven can then be gas-tight and operated under a protective gas atmosphere.
- the means for transporting the components each have at least one receiving element, to which one of the components can be attached in a suspended manner.
- the receiving element may be formed in the simplest case as a hook or eye and cooperate with a corresponding eyelet or a corresponding hook of the component. But it is also an active embodiment of the receiving element possible, which is designed for example as a gripper.
- a plurality of receiving elements may be provided on a means or provide each receiving element a plurality of coupling points available. This allows a stable transport of the components.
- a contact of the receiving element or elements of the means takes place in an area with the component, which lies outside of a utilization area.
- a hanging arrangement of the components on the means has the advantage that the components are guided in a stable position. In particular, a drop or buckling of the components is then hardly to be feared.
- the means for transporting the components each have at least one receiving element, to which one of the components can be fastened upright.
- the receiving element or the receiving elements may in turn be designed as hooks, eyes, grippers or the like, wherein one or more receiving elements are assigned to a means to provide one or more coupling points.
- a stationary transport may be cheaper than a hanging one. Especially with heavy components, a lighter absorption of weight forces can be done.
- the means for transporting the components cover means, with which the components are at least partially covered.
- Each agent can each have a cover.
- cover devices it is possible to temper individual areas of the components differently. By covering a region of the components by means of a covering device, this area in the furnace is usually subjected to less heat and thus less heated. This can be used to achieve areas of different ductility or with different degrees of hardness.
- a tempering device is arranged in the furnace and / or between the furnace and the press and / or in the press, with the individual regions of the components are actively tempered.
- the tempering device can, for example, have infrared radiators in order to additionally heat individual areas of the components. It is also possible to specifically cool individual areas of the components, so that they are pressed at a lower temperature. In any case, an active temperature control of individual areas or at least a single area of a component, which can be used to adjust the strength.
- the transport device is designed as a guide rail, in which the means for transporting the components are guided.
- This is a relatively simple embodiment to transport the funds out.
- a central drive for all means may be provided, but it is also conceivable to provide the means with their own drives.
- the components are therefore not introduced with different manipulators first in the oven and then in the press. Rather, there is a continuous transport of the components with a continuous transport device, which is at least from a loading station in the direction of movement in front of the furnace to a pressing position in the press continuously.
- the components can be contacted only in areas of the means that are outside of a later range of use. A coating applied there can thus neither damage the means, nor can be effected by the means an impairment of the coating.
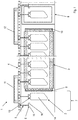
- FIG. 1 a device 1 for press hardening of components 2 is shown in longitudinal section.
- the device 1 has an oven 3, which is designed as a continuous furnace.
- Above the furnace 3 runs a transport device 4, which has means 5, on which the components 2 can be attached via receiving elements 6 hanging.
- the components 2 of a loading station 7, in which the means 5 are loaded with the components, through the oven 3 through to a pressing position in a press 8 can be transported without a further manipulation is required in between.
- the furnace 3 has for this purpose an entrance door 9 and on the exit side an exit door 10, which are each designed as sliding doors. About the front door 9 and the exit door 10, the oven 3 can be closed or opened to achieve a better heat distribution in the closed state and in particular to keep the heat losses low.
- the transport device 4 is formed as a kind of guide rail, in which the means 5 are guided.
- a first drive mechanism 11 is provided, which causes a slowed movement of the means 5 and thus simplifies the loading.
- the transport device 4 is assigned a second drive mechanism 12, which serves as an emergency discharge and bridges the distance to the press.
- the means 5 with the components 2 heated in the oven are thereby moved at a higher speed from the outlet of the furnace into the press 8. The time in which the components cool down 2 is thus kept low.
- the components 2 thus come with very little loss of temperature in the press 8 and can be converted directly there.
- the press 8 is formed in this embodiment as a horizontal press, so has a horizontal pressing direction, so that the hanging or vertically aligned components 2 can be pressed directly without having to be rotated or pivoted before. Rather, the components 2 can be easily brought to the means 5 hanging tamper-free in the press.
- connection regions 13 which lie outside a use region 14 of the components 2.
- connection regions 13 are formed in the shape of tabs on the use region 14.
- a coating which is present in the use region 14 does not come into contact with the receiving elements 6 of the means 5, so that more aggressive coatings which lead to corrosion on the means 5 or on the receiving elements 6 could be easily handled by the connection areas 13 can be carried out uncoated.
- the components 2 via two coupling points 15, 16 are held on the receiving elements 6 of the means 5.
- the coupling points 15, 16 are formed as protruding pins, which engage in eyelets, which are formed in the connection areas 13 of the components 2.
- the components 2 are thus held in a form-fitting manner by being pushed onto the pins of the coupling points 15, 16.
- a separate embodiment of the receiving elements 6 but is easily possible.
- the receiving elements 6 may also be designed as active grippers, so that lower demands are placed on the shape of the connecting regions 13 of the components 2.
- a separate embodiment of the connection regions can also be dispensed with.
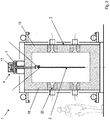
- FIG. 2 is a cross section through the furnace 3 and the transport device 4 is shown.
- the means 5 are movably guided via wheels 17 in the transport device 4 designed as a guide rail.
- the components 2 are attached via the receiving elements 6 hanging on the means 5 and thus to the transport device 4, so that the components 2 can be passed through the furnace 3 without contact with the use region 14 of the components 2.
- gas burners 20 are introduced, for example. By an appropriate number of gas burners 20 an optimal temperature distribution in the oven 3 can be achieved.
- the gas burners 20 serve, for example, for introducing heat energy into the furnace. In this case, 3 temperatures of up to 1200 ° C can be generated in the oven.
- the device 1 is shown with an additional, arranged between the oven 3 and press 8 tempering device 21.
- an active partial temperature control of the components ie an active heating or cooling of partial areas can take place.
- the tempering device 21 may, for example, infrared radiators to produce a local heating of the components 2 via radiant heat. Cooling can be carried out, for example, with the aid of air nozzles, which are formed in the temperature control device 21.
- an active tempering device 21 can also be provided to provide the means 5 with cover devices to partially cover the components 2 before transport through the furnace 3 and thus allow less heating in these areas. As a result, individual regions of the components 2 can be kept cooler.
- a ductility or a degree of hardness or a strength adjustment in individual areas of the finished components can be influenced.
- the invention is not limited to the exemplary embodiments shown, but can be modified in many ways.
- a design as a holding furnace is also conceivable in which the components are transported standing on the means.
- the components which are shown in the embodiment as simple sheets, may also have more complicated shapes and be formed, for example, as profiles or tubes or by a combination of several elements, which are welded together, for example.
- coated components in particular coated metal sheets
- the Transport device By dispensing with additional manipulators by the Transport device, the components transported continuously from a loading station through the oven to the press, cycle times, especially the time from the exit from the oven until the beginning of the pressing process, significantly reduced.
- the components are thus introduced by the same means in the oven, passed through the oven and transported in the press.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Crystallography & Structural Chemistry (AREA)
- Thermal Sciences (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Tunnel Furnaces (AREA)
- Heat Treatments In General, Especially Conveying And Cooling (AREA)
- Heat Treatment Of Articles (AREA)
Description
Beim Presshärten, das auch unter der Bezeichnung Formhärten bekannt ist, handelt es sich um ein Verfahren zur Warmumformung von Bauteilen, insbesondere von Blechwerkstoffen. Dabei erfolgt eine Kombination von Wärmebehandlung, Formgebung und gegebenenfalls kontrollierter Abkühlung.Press hardening, which is also known as "thermoforming", is a process for hot forming components, in particular sheet metal materials. In this case, a combination of heat treatment, shaping and optionally controlled cooling takes place.
Ein häufiger Einsatzbereich für Presshärtverfahren liegt unter anderem im Bereich der Automobilfertigung, beispielsweise im Zusammenhang mit automobilen Leichtbaukonzepten. Hier wird es häufig zum Umformen beschichteter metallischer Bauteile eingesetzt, damit zum einen die Bauteile während der Wärmebehandlung nicht verzundern und zum anderen die Haltbarkeit der Werkzeuge erhöht bzw. ein Korrosionsschutz im späteren Einsatz gewährleistet wird.A common area of application for press hardening processes is, inter alia, in the field of automobile production, for example in connection with automotive lightweight construction concepts. Here it is often used for forming coated metallic components, so on the one hand, the components do not scale during the heat treatment and on the other hand increases the durability of the tools or corrosion protection is guaranteed in subsequent use.
Die dem Presshärten zugeführten Bauteile werden zum Beispiel mit einer Aluminium-Silizium-Legierung beschichtet. Bei der Verwendung derartiger Beschichtungen kommt es bei gängigen Vorrichtungen während der Wärmbehandlung im Ofen häufig zu einer thermochemischen Beeinträchtigung einzelner Komponenten des Ofens. Besonders betroffen sind dabei Komponenten einer Transportvorrichtung, die zur Förderung der Bauteile durch den Ofen dient und damit in direkten Kontakt mit den Bauteilen gelangen Dies führt zu hohen Kosten für Wartung und Instandhaltung.The components fed to the press-hardening are, for example, coated with an aluminum-silicon alloy. With the use of such coatings, common devices during the heat treatment in the oven often lead to a thermochemical impairment of individual components of the furnace. Particularly affected are components of a transport device, which serves to convey the components through the furnace and thus come into direct contact with the components. This leads to high costs for maintenance and servicing.
Falls die umzuformenden Bauteile eine kontaktempfindliche Beschichtung wie beispielsweise eine Zinkbeschichtung aufweisen, kann es durch einen Kontakt beispielsweise mit der Transportvorrichtung des Ofens zu einer Beschädigung der Beschichtung kommen. Ein Kontakt einer Zinkbeschichtung mit einer anderen, beispielsweise rauen, Oberfläche, z. B. mit Rollen eines Rollenherdofens oder mit Ablagen eines Kammerofens kann infolge der dabei auftretenden Reibung beschädigt werden.If the components to be formed have a contact-sensitive coating, such as a zinc coating, contact with, for example, the transport device of the furnace may damage the coating. A contact of a zinc coating with another, for example, rough, surface, z. B. with rolls of a roller hearth furnace or with shelves of a chamber furnace can be damaged as a result of the friction occurring.
Bei den bekannten Verfahren zum Presshärten werden die Bauteile zunächst im Ofen auf eine Temperatur von beispielsweise ca. 950 °C erwärmt und anschließend in eine Presse transportiert. Dort erfolgt während der Formgebung in der Presse üblicherweise ein kontrolliertes Abkühlen. Der Ofen ist üblicherweise als Rollenherdofen oder als Kammerofen ausgebildet, wobei beim Rollenherdofen die Bauteile über eine Rollenbahn durch den Ofen geführt werden und beim Kammerofen mit einem Manipulator im Ofen platziert werden. Andere Ofentypen wie beispielsweise Hubbalkenöfen und Kettenträgeröfen haben sich bisher nicht durchgesetzt.In the known method for press hardening, the components are first heated in the oven to a temperature of, for example, about 950 ° C and then transported in a press. There occurs during the shaping in the press usually a controlled cooling. The furnace is usually designed as a roller hearth furnace or a chamber furnace, wherein the roller hearth furnace, the components are passed through a roller conveyor through the oven and placed in the chamber furnace with a manipulator in the oven. Other types of furnaces, such as walking beam ovens and chain-carrier ovens, have not been successful so far.
Gemäß
Damit die Bauteile mit möglichst geringem Temperaturverlust in die Presse gelangen, sollten die Bauteile möglichst schnell vom Ofen in die Presse überführt werden. Dies wird üblicherweise mit Hilfe eines Manipulators, wie einem Roboter, durchgeführt, der die Bauteile direkt aus dem Ofen entnimmt oder die durch den Ofen mit einer Transportvorrichtung, wie beispielsweise der genannten Rollenbahn, herausgeführten Bauteile ergreift und in die Presse überführt. Der Manipulator dient dann auch dazu, das Bauteil vor dem Einführen in die Presse beispielsweise durch Drehen in die korrekte Position zu bringen.So that the components reach the press with the least possible loss of temperature, the components should be transferred as quickly as possible from the furnace to the press. This is usually by means of a manipulator, such as a robot, which removes the components directly from the oven or grips the components passed through the oven with a transport device, such as the roller conveyor, and transfers them to the press. The manipulator then also serves to bring the component before insertion into the press, for example by turning in the correct position.
Sowohl der Transport zwischen Ofen und Presse als auch das Vornehmen der Manipulationen sind mit einem prozessbedingt schwer zu reduzierbaren Zeitaufwand verbunden und haben somit zur Folge, dass das Bauteil bereits vor dem Beginn des Formgebungsprozesses abkühlt bzw. im Falle unbeschichteter Bauteile zusätzlich verzundert. Dementsprechend müssen die Bauteile im Ofen auf eine höhere Temperatur gebracht werden, als es für den anschließenden Formprozess in der Presse eigentlich notwendig wäre. Dadurch wird die Energieeffizienz des Verfahrens verschlechtert. Darüber hinaus erhöht sich durch das Umsetzen der Bauteile mit dem Manipulator das Risiko, dass eine Beschädigung der Beschichtung durch einen mechanischen Kontakt erfolgt.Both the transport between the oven and the press as well as making the manipulations are associated with a process-related difficult to reduce time and thus have the consequence that the component cools before the beginning of the molding process or additionally scaled in the case of uncoated components. Accordingly, the components in the oven must be brought to a higher temperature than would actually be necessary for the subsequent molding process in the press. This degrades the energy efficiency of the process. In addition, by reacting the components with the manipulator increases the risk that the coating will be damaged by mechanical contact.
Bei den bekannten Verfahren ist daher ein hoher Automatisierungsgrad erforderlich. Aufgrund der notwendigen Manipulationen kann es dabei nicht nur zu einer Beschädigung der Beschichtung kommen, sondern es ist auch eine Reduzierung der Taktzeiten, wie es für einen effizienten Betrieb vorteilhaft ist, kaum möglich.In the known methods, therefore, a high degree of automation is required. Due to the necessary manipulations, not only can the coating be damaged, but it is also scarcely possible to reduce the cycle times, as is advantageous for efficient operation.
Der Erfindung liegt daher die Aufgabe zugrunde, diese und weitere Nachteile des Standes der Technik zu überwinden und eine Vorrichtung für das Presshärten von Bauteilen zur Verfügung zu stellen, die eine rasche, zerstörungsfreie, energie- und kosteneffiziente Bearbeitung der Bauteile ermöglicht. Insbesondere soll ein thermochemischer Angriff der Beschichtung der Bauteile auf Mittel einer Transportvorrichtung möglichst ausgeschlossen werden und eine Kontaktschädigung der Beschichtung möglichst vermieden werden. Dabei soll eine Umsetzung der Bauteile vom Ofen in die Presse möglichst schnell erfolgen, um ein unnötiges Abkühlen zu verhindern. Weiterhin soll ein Verfahren zum Presshärten von Bauteilen unter Verwendung einer erfindungsgemäßen Vorrichtung zur Verfügung gestellt werden.The invention is therefore based on the object to overcome these and other disadvantages of the prior art and to provide a device for the press-hardening of components, which allows rapid, non-destructive, energy and cost-efficient machining of the components. In particular, a thermochemical attack of the coating of the components on the means of a transport device should be excluded as far as possible and a contact damage of the coating should be avoided as far as possible. In this case, an implementation of the components from the oven in the press should be done as quickly as possible in order to prevent unnecessary cooling. Furthermore, a method for press hardening of components using an apparatus according to the invention is to be made available.
Hauptmerkmale der Erfindung sind im kennzeichnenden Teil von Anspruch 1 und von Anspruch 12 angegeben. Ausgestaltungen sind Gegenstand der Ansprüche 2 bis 11.Main features of the invention are set forth in the characterizing part of
Bei einer Vorrichtung für das Presshärten von Bauteilen mit wenigstens einem Ofen, einer dem Ofen nachgeschalteten Presse und einer Transportvorrichtung ist erfindungsgemäß vorgesehen, dass Mittel zum Transportieren der Bauteile in der Transportvorrichtung verschiebbar gelagert sind, wobei die Mittel mit den Bauteilen entlang der Transportvorrichtung durch den Ofen und in die Presse bewegbar sind, wobei die Transportvorrichtung zwischen dem Ofen und der Presse durchlaufend ist und wobei der Transport der Bauteile vom Ofen zur Presse manipulationsfrei durchführbar ist.In a device for press-hardening of components with at least one furnace, a furnace downstream of the press and a transport device is inventively provided that means for transporting the components are slidably mounted in the transport device, wherein the means with the components along the transport device through the furnace and are movable in the press, wherein the transport device between the furnace and the press is continuous and wherein the transport of the components from the oven to the press is tamper-free feasible.
Erfindungsgemäß ist also vorgesehen, die Bauteile mit den gleichen Mitteln nicht nur in den Ofen zu bringen, sondern auch durch den Ofen hindurch zu führen und in die Presse zu verfahren. Zusätzliche Manipulatoren zum Umsetzen der Bauteile zwischen Ofen und Presse sind also nicht erforderlich. Dementsprechend wird nicht nur ein Herstellungsaufwand der Vorrichtung verringert, sondern auch mögliche Taktzeiten verkürzt, da die Bauteile schneller vom Ofen zur Presse transportiert werden können. Die Bauteile können dabei durch die Mittel in Bereichen kontaktiert werden, die entweder keine Beschichtung aufweisen oder außerhalb eines späteren Nutzungsbereichs des Bauteils liegen. Diese Bereiche können beispielsweise in der Presse oder im Anschluss an den Pressvorgang entfernt werden. Der Nutzungsbereich der Bauteile wird so berührungslos durch den Ofen und in die Presse geführt, sodass auch kontaktempfindliche Beschichtungen problemlos verarbeitet werden können.According to the invention is therefore intended to bring the components by the same means not only in the oven, but also to pass through the oven and to proceed in the press. Additional manipulators for converting the components between the oven and the press are therefore not required. Accordingly, not only a manufacturing cost of the device is reduced, but also shortens possible cycle times, since the components can be transported faster from the oven to the press. The components can be contacted by the means in areas which either have no coating or lie outside a later range of use of the component. These areas can be removed, for example, in the press or after the pressing process. The area of use of the components is thus passed through the furnace and into the press without contact, so that even contact-sensitive coatings can be processed without difficulty.
Dabei kann die Transportvorrichtung Abschnitte unterschiedlicher Transportgeschwindigkeit aufweisen. Beispielsweise ist eine geringere Transportgeschwindigkeit beim Durchführen der Mittel mit den Bauteilen durch den Ofen gewünscht, als beispielsweise beim Transportieren vom Ofen in die Presse. Dies kann beispielsweise durch entsprechende Mechaniken bewerkstelligt werden.In this case, the transport device may have sections of different transport speed. For example, a lower transport speed is desired in carrying out the means with the components through the furnace, as for example when transporting from the furnace to the press. This can be done, for example, by appropriate mechanisms.
Zur Erhöhung der Produktivität können mehrere Öfen parallel eingesetzt werden, die eine gemeinsame Presse beschicken. Dabei wird ausgenutzt, dass der Erwärmungsprozess im Ofen üblicherweise deutlich mehr Zeit benötigt, als der nachgelagerte Pressvorgang.To increase the productivity of several ovens can be used in parallel, which feed a common press. It is exploited that the heating process in the oven usually requires significantly more time than the downstream pressing process.
Bevorzugterweise ist die Transportvorrichtung von einer Beladestation in Bewegungsrichtung vor dem Ofen zumindest bis in eine Pressposition in der Presse durchlaufend. Dies stellt eine relativ einfache Ausgestaltung dar, um die Bauteile manipulationsfrei nicht nur in den Ofen, sondern auch vom Ofen in die Presse zu führen.Preferably, the transport device from a loading station in the direction of movement in front of the furnace at least until a pressing position in the press continuously. This is a relatively simple design to guide the components tamper-free not only in the oven, but also from the oven in the press.
In einer bevorzugten Ausgestaltung ist die Presse als Presse mit horizontaler Pressrichtung ausgebildet. Ein Drehen oder Verschwenken der Bauteile, die üblicherweise in vertikaler Ausrichtung durch den Ofen geführt werden, ist dann nicht erforderlich. Dementsprechend sind geringe Taktzeiten realisierbar.In a preferred embodiment, the press is designed as a press with a horizontal pressing direction. Turning or pivoting of the components, which are usually performed in a vertical orientation through the furnace is then not required. Accordingly, low cycle times can be realized.
Die Transportvorrichtung kann außerhalb des Ofens und/oder der Presse geführt sein. Damit wird die Temperaturbelastung der Transportvorrichtung gering gehalten. Die an der Transportvorrichtung geführten Mittel werden dann durch einen Durchbruch des Ofens geführt, sodass die Bauteile vollständig im Ofen erwärmt werden. Der Durchbruch verläuft dabei in Transportrichtung bzw. in Ofenlängsrichtung und ist insbesondere in einem Boden oder einer Decke des Ofens ausgebildet.The transport device can be guided outside the furnace and / or the press. Thus, the temperature load of the transport device is kept low. The guided on the transport device means are then passed through a breakthrough of the furnace, so that the components are completely heated in the oven. The breakthrough runs in the transport direction or in the furnace longitudinal direction and is in particular formed in a floor or a ceiling of the furnace.
In einer alternativen Ausgestaltung ist vorgesehen, dass die Transportvorrichtung innerhalb des Ofens und/oder der Presse geführt ist. Der Ofen kann dann gasdicht ausgebildet und unter Schutzgasatmosphäre betrieben werden.In an alternative embodiment it is provided that the transport device is guided within the furnace and / or the press. The oven can then be gas-tight and operated under a protective gas atmosphere.
In einer bevorzugten Weiterbildung weisen die Mittel zum Transportieren der Bauteile jeweils wenigstens ein Aufnahmeelement auf, an dem eines der Bauteile hängend befestigbar ist. Das Aufnahmeelement kann dabei im einfachsten Fall als Haken oder Öse ausgebildet sein und mit einer entsprechenden Öse beziehungsweise einem entsprechenden Haken des Bauteils zusammenwirken. Es ist aber auch eine aktive Ausgestaltung des Aufnahmeelementes möglich, wobei diese beispielsweise als Greifer ausgebildet ist. Um mehrere Koppelstellen zwischen dem Mittel und dem Bauteil zu realisieren, können auch mehrere Aufnahmeelemente an einem Mittel vorgesehen sein oder jedes Aufnahmeelement mehrere Koppelstellen zur Verfügung stellen. Dadurch wird ein stabiler Transport der Bauteile ermöglicht. In jedem Fall erfolgt ein Kontakt des oder der Aufnahmeelemente der Mittel in einem Bereich mit dem Bauteil, der außerhalb eines Nutzungsbereichs liegt. Eine hängende Anordnung der Bauteile an den Mitteln hat dabei den Vorteil, dass die Bauteile in einer stabilen Lage geführt werden. Insbesondere ist ein Umfallen oder Einknicken der Bauteile dann kaum zu befürchten.In a preferred embodiment, the means for transporting the components each have at least one receiving element, to which one of the components can be attached in a suspended manner. The receiving element may be formed in the simplest case as a hook or eye and cooperate with a corresponding eyelet or a corresponding hook of the component. But it is also an active embodiment of the receiving element possible, which is designed for example as a gripper. In order to realize a plurality of coupling points between the means and the component, a plurality of receiving elements may be provided on a means or provide each receiving element a plurality of coupling points available. This allows a stable transport of the components. In any case, a contact of the receiving element or elements of the means takes place in an area with the component, which lies outside of a utilization area. A hanging arrangement of the components on the means has the advantage that the components are guided in a stable position. In particular, a drop or buckling of the components is then hardly to be feared.
Eine alternative Ausgestaltung sieht vor, dass die Mittel zum Transportieren der Bauteile jeweils wenigstens ein Aufnahmeelement aufweisen, an dem eines der Bauteile stehend befestigbar ist. Das Aufnahmeelement beziehungsweise die Aufnahmeelemente können dabei wiederum als Haken, Ösen, Greifer oder Ähnliches ausgebildet sein, wobei ein oder mehrere Aufnahmeelemente einem Mittel zugeordnet werden, um eine oder mehrere Koppelstellen bereitzustellen. Je nach Gestalt der Bauteile kann eine stehende Beförderung günstiger sein als eine hängende. Insbesondere bei schweren Bauteilen kann eine leichtere Aufnahme der Gewichtskräfte erfolgen.An alternative embodiment provides that the means for transporting the components each have at least one receiving element, to which one of the components can be fastened upright. The receiving element or the receiving elements may in turn be designed as hooks, eyes, grippers or the like, wherein one or more receiving elements are assigned to a means to provide one or more coupling points. Depending on the shape of the components, a stationary transport may be cheaper than a hanging one. Especially with heavy components, a lighter absorption of weight forces can be done.
Bevorzugterweise weisen die Mittel zum Transportieren der Bauteile Abdeckungsvorrichtungen auf, mit denen die Bauteile zumindest teilweise abdeckbar sind. Jedes Mittel kann dabei jeweils eine Abdeckung aufweisen. Mit diesen Abdeckungsvorrichtungen ist es möglich, einzelne Bereiche der Bauteile unterschiedlich zu temperieren. Durch das Abdecken eines Bereiches der Bauteile mittels einer Abdeckungsvorrichtung wird dieser Bereich im Ofen üblicherweise mit weniger Wärme beaufschlagt und damit weniger erwärmt. Dies kann dazu genutzt werden, Bereiche unterschiedlicher Duktilität beziehungsweise mit unterschiedlichen Härtegraden zu erzielen.Preferably, the means for transporting the components cover means, with which the components are at least partially covered. Each agent can each have a cover. With these cover devices, it is possible to temper individual areas of the components differently. By covering a region of the components by means of a covering device, this area in the furnace is usually subjected to less heat and thus less heated. This can be used to achieve areas of different ductility or with different degrees of hardness.
In einer bevorzugten Weiterbildung ist vorgesehen, dass eine Temperierungseinrichtung im Ofen und/oder zwischen dem Ofen und der Presse und/oder in der Presse angeordnet ist, mit der einzelne Bereiche der Bauteile aktiv temperierbar sind. Die Temperierungseinrichtung kann beispielsweise Infrarotstrahler aufweisen, um einzelne Bereiche der Bauteile zusätzlich zu erwärmen. Es ist auch möglich, einzelne Bereiche der Bauteile gezielt zu kühlen, sodass diese mit geringerer Temperatur gepresst werden. In jedem Fall erfolgt eine aktive Temperierung einzelner Bereiche beziehungsweise mindestens eines einzelnen Bereiches eines Bauteils, das zur Festigkeitseinstellung genutzt werden kann.In a preferred development it is provided that a tempering device is arranged in the furnace and / or between the furnace and the press and / or in the press, with the individual regions of the components are actively tempered. The tempering device can, for example, have infrared radiators in order to additionally heat individual areas of the components. It is also possible to specifically cool individual areas of the components, so that they are pressed at a lower temperature. In any case, an active temperature control of individual areas or at least a single area of a component, which can be used to adjust the strength.
Vorteilhafterweise ist die Transportvorrichtung als Führungsschiene ausgebildet, in der die Mittel zum Transportieren der Bauteile geführt sind. Dies stellt eine relativ einfache Ausgestaltung dar, um die Mittel geführt zu transportieren. Dabei kann ein zentraler Antrieb für alle Mittel vorgesehen sein, es ist aber auch denkbar, die Mittel mit eigenen Antrieben zu versehen.Advantageously, the transport device is designed as a guide rail, in which the means for transporting the components are guided. This is a relatively simple embodiment to transport the funds out. In this case, a central drive for all means may be provided, but it is also conceivable to provide the means with their own drives.
Die eingangs genannte Aufgabe wird bei einem Verfahren zum Pressen von Bauteilen unter Verwendung einer Vorrichtung entsprechend einer der Ansprüche 1 bis 11 erfindungsgemäß dadurch gelöst, dass folgende Schritte vorgesehen sind:
- a) Befestigen der Bauteile an Mitteln zum Transportieren der Bauteile, welche in einer Transportvorrichtung verschiebbar gelagert sind und Transport der Bauteile entlang der Transportvorrichtung zu einem Ofen,
- b) Einbringen der an den Mitteln zum Transportieren der Bauteile befestigten Bauteile in den Ofen,
- c) Transport der an den Mitteln zum Transportieren der Bauteile befestigten Bauteile durch den Ofen entlang der Transportvorrichtung, wobei die Bauteile erwärmt werden,
- d) Fortlaufender Transport der an den Mitteln zum Transportieren der Bauteile befestigten Bauteile entlang der Transportvorrichtung zu einer Presse und
- e) Formgebung der Bauteile in der Presse.
- a) securing the components to means for transporting the components which are displaceably mounted in a transport device and transporting the components along the transport device to a furnace,
- b) introducing the components attached to the means for transporting the components into the furnace,
- c) transporting the components attached to the means for transporting the components through the furnace along the transport device, wherein the components are heated,
- d) Continuous transport of the components attached to the means for transporting the components along the transport device to a press and
- e) Shaping the components in the press.
Die Bauteile werden also nicht mit unterschiedlichen Manipulatoren zunächst in den Ofen und anschließend in die Presse eingebracht. Vielmehr erfolgt ein kontinuierlicher Transport der Bauteile mit einer durchgehenden Transportvorrichtung, die zumindest von einer Beladestation in Bewegungsrichtung vor dem Ofen bis in eine Pressposition in der Presse durchlaufend ist. Die Bauteile können dabei ausschließlich in Bereichen von den Mitteln kontaktiert werden, die außerhalb eines späteren Nutzungsbereichs liegen. Eine dort angebrachte Beschichtung kann somit weder die Mittel beschädigen, noch kann durch die Mittel eine Beeinträchtigung der Beschichtung erfolgen.The components are therefore not introduced with different manipulators first in the oven and then in the press. Rather, there is a continuous transport of the components with a continuous transport device, which is at least from a loading station in the direction of movement in front of the furnace to a pressing position in the press continuously. The components can be contacted only in areas of the means that are outside of a later range of use. A coating applied there can thus neither damage the means, nor can be effected by the means an impairment of the coating.
Insgesamt wird so nicht nur eine geringere Taktzeit erhalten, sondern auch die Variabilität insbesondere hinsichtlich verwendbarer Beschichtungen erhöht.Overall, not only a shorter cycle time is obtained, but also increases the variability, especially in terms of usable coatings.
Die Erfindung wird im Folgenden anhand bevorzugter Ausführungsbeispiele in Verbindung mit den Zeichnungen näher beschrieben. Hierin zeigen in schematischer Ansicht:
Figur 1- einen Längsschnitt einer erfindungsgemäßen Vorrichtung,
Figur 2- einen Durchlaufofen im Querschnitt und
Figur 3- eine Weiterbildung der Vorrichtung nach
Figur 1 .
- FIG. 1
- a longitudinal section of a device according to the invention,
- FIG. 2
- a continuous furnace in cross section and
- FIG. 3
- a development of the device according to
FIG. 1 ,
In
Mit Hilfe der Transportvorrichtung 4 sind die Bauteile 2 von einer Beladestation 7, in der die Mittel 5 mit den Bauteilen beschickt werden, durch den Ofen 3 hindurch bis in eine Pressposition in einer Presse 8 transportierbar, ohne dass zwischendurch eine weitere Manipulation erforderlich ist. Der Ofen 3 weist dafür eingangseitig eine Eingangstür 9 und ausgangseitig eine Ausgangstür 10 auf, die jeweils als Schiebetüren ausgebildet sind. Über die Eingangstür 9 und die Ausgangstür 10 kann der Ofen 3 geschlossen beziehungsweise geöffnet werden, um im geschlossenen Zustand eine bessere Wärmeverteilung zu erzielen und insbesondere die Wärmeverluste gering zu halten.With the help of the
Die Transportvorrichtung 4 ist als eine Art Führungsschiene ausgebildet, in der die Mittel 5 geführt werden. Im Bereich der Beladestation 7 ist dabei eine erste Antriebsmechanik 11 vorgesehen, die eine verlangsamte Bewegung der Mittel 5 bewirkt und damit die Beschickung vereinfacht. Im Bereich eines Ausgangs des Ofens 3 ist der Transportvorrichtung 4 eine zweite Antriebsmechanik 12 zugeordnet, die als Eilaustrag dient und die Distanz bis zur Presse überbrückt. Die Mittel 5 mit den im Ofen erwärmten Bauteilen 2 werden dadurch mit höherer Geschwindigkeit vom Ausgang des Ofens in die Presse 8 verfahren. Die Zeit, in der die Bauteile 2 abkühlen, wird damit gering gehalten.The
Die Bauteile 2 kommen somit mit sehr geringem Temperaturverlust in die Presse 8 und können dort direkt umgeformt werden.The
Die Presse 8 ist bei diesem Ausführungsbeispiel als Horizontalpresse ausgebildet, weist also eine horizontale Pressrichtung auf, sodass die hängend beziehungsweise vertikal ausgerichteten Bauteile 2 direkt gepresst werden können, ohne zuvor gedreht beziehungsweise verschwenkt werden zu müssen. Vielmehr können die Bauteile 2 einfach an den Mitteln 5 hängend manipulationsfrei in die Presse gebracht werden.The
Die Aufnahmeelemente 6 der Mittel 5 kontaktieren die Bauteile 2 in Anschlussbereichen 13, die außerhalb eines Nutzungsbereichs 14 der Bauteile 2 liegen. Insbesondere sind die Anschlussbereiche 13, wie in den Ausführungsbeispielen gezeigt, laschenförmig an den Nutzungsbereich 14 angeformt. Eine im Nutzungsbereich 14 vorhandene Beschichtung gelangt dadurch nicht in Kontakt mit den Aufnahmeelementen 6 der Mittel 5, sodass auch aggressivere Beschichtungen, die zu einer Korrosion an den Mitteln 5 beziehungsweise an den Aufnahmeelementen 6 führen könnten, problemlos gehandhabt werden können, indem die Anschlussbereiche 13 unbeschichtet ausgeführt werden können.The receiving
Auch die Verwendung von kontaktempfindlichen Beschichtungen ist problemlos möglich, da im Nutzungsbereich 14 keine Berührung mit den Mitteln 5 erfolgt. Vielmehr werden die Nutzungsbereiche 14 berührungslos durch den Ofen 3 bis in die Presse 8 geführt.The use of contact-sensitive coatings is possible without any problems, since no contact with the
Ein Lösen der Bauteile 2 von den Mitteln 5 kann beispielsweise während des Pressvorgangs erfolgen, indem die Anschlussbereiche 13 in der Presse 8 abgetrennt werden. Es ist aber auch denkbar, die Bauteile 2 über die Mittel 5 wieder aus der Presse heraus zu verfahren und erst anschließend von den Mitteln 5 zu trennen.A release of the
Im gezeigten Ausführungsbeispiel sind die Bauteile 2 über zwei Koppelstellen 15, 16 an den Aufnahmeelementen 6 der Mittel 5 gehalten. Die Koppelstellen 15, 16 sind dabei als vorstehende Stifte ausgebildet, die in Ösen eingreifen, die in den Anschlussbereichen 13 der Bauteile 2 eingeformt sind. Die Bauteile 2 werden also formschlüssig gehalten, indem sie auf die Stifte der Koppelstellen 15, 16 aufgeschoben werden. Eine gesonderte Ausgestaltung der Aufnahmeelemente 6 ist aber problemlos möglich. Beispielsweise können die Aufnahmeelemente 6 auch als aktive Greifer ausgebildet sein, sodass an die Form der Anschlussbereiche 13 der Bauteile 2 geringere Anforderungen gestellt werden. Gegebenenfalls kann auf eine gesonderte Ausgestaltung der Anschlussbereiche auch verzichtet werden.In the illustrated embodiment, the
In
In Seitenwänden 18, 19 des Ofens 3 sind zum Beispiel Gasbrenner 20 eingebracht. Durch eine entsprechende Anzahl an Gasbrennern 20 ist eine optimale Temperaturverteilung im Ofen 3 erreichbar. Die Gasbrenner 20 dienen beispielsweise zum Einbringen von Wärmeenergie in den Ofen. Dabei können im Ofen 3 Temperaturen von bis zu 1200°C erzeugt werden.In
Es ist auch möglich, den Ofen 3 in unterschiedliche Temperaturzonen zu unterteilen, um unterschiedlichen Prozessanforderungen gerecht zu werden.It is also possible to divide the
In
Alternativ oder zusätzlich zu einer aktiven Temperierungseinrichtung 21 kann auch vorgesehen werden, die Mittel 5 mit Abdeckungsvorrichtungen zu versehen, um die Bauteile 2 vor dem Transport durch den Ofen 3 bereichsweise abzudecken und damit in diesen Bereichen eine geringere Erwärmung zuzulassen. Dadurch können einzelne Bereiche der Bauteile 2 kühler gehalten werden.Alternatively or in addition to an
Durch die partiellen Temperaturunterschiede kann eine Duktilität beziehungsweise ein Härtegrad oder eine Festigkeitseinstellung in einzelnen Bereichen der fertigen Bauteile beeinflusst werden.Due to the partial temperature differences, a ductility or a degree of hardness or a strength adjustment in individual areas of the finished components can be influenced.
Die Erfindung ist nicht auf die gezeigten Ausführungsbeispiele beschränkt, sondern in vielfältiger Weise abwandelbar. Anstelle einer Ausbildung des Ofens als Hängeofen, also mit einer oberhalb des Ofens angeordneten Transportvorrichtung, an der die Bauteile hängend geführt werden, ist auch eine Ausgestaltung als Halteofen denkbar, bei der die Bauteile stehend auf den Mitteln transportiert werden. Die Bauteile, die in dem Ausführungsbeispiel als einfache Bleche dargestellt sind, können auch kompliziertere Formen aufweisen und beispielsweise als Profile oder Rohre ausgebildet sein oder durch eine Kombination mehrerer Elemente, die zum Beispiel miteinander verschweißt sind, gebildet werden.The invention is not limited to the exemplary embodiments shown, but can be modified in many ways. Instead of forming the furnace as a hanging furnace, that is, with a transport device arranged above the furnace, at which the components are suspended, a design as a holding furnace is also conceivable in which the components are transported standing on the means. The components, which are shown in the embodiment as simple sheets, may also have more complicated shapes and be formed, for example, as profiles or tubes or by a combination of several elements, which are welded together, for example.
Durch die erfindungsgemäße Vorrichtung können beschichtete Bauteile, insbesondere beschichtete Bleche, wärmebehandelt und verformt werden, wobei gegebenenfalls gleichzeitig eine kontrollierte Abkühlung erfolgt, ohne dass die Transportvorrichtung durch die Beschichtung thermochemisch belastet wird oder eine Beschädigung der Beschichtung durch Kontakt mit der Transportvorrichtung zu befürchten ist. Durch Verzicht auf zusätzliche Manipulatoren, indem die Transportvorrichtung die Bauteile durchgehend von einer Beladestation durch den Ofen bis zur Presse transportiert, werden Taktzeiten, insbesondere die Zeit vom Austritt aus dem Ofen bis zum Beginn des Pressvorgangs, deutlich reduziert. Die Bauteile werden also dabei mit denselben Mitteln in den Ofen eingebracht, durch den Ofen geführt und in die Presse transportiert.By means of the device according to the invention, coated components, in particular coated metal sheets, can be heat-treated and deformed, optionally with simultaneous controlled cooling, without the transport device being thermochemically stressed by the coating or damage to the coating due to contact with the transport device being feared. By dispensing with additional manipulators by the Transport device, the components transported continuously from a loading station through the oven to the press, cycle times, especially the time from the exit from the oven until the beginning of the pressing process, significantly reduced. The components are thus introduced by the same means in the oven, passed through the oven and transported in the press.
Sämtliche aus den Ansprüchen, der Beschreibung und der Zeichnung hervorgehenden Merkmale und Vorteile, einschließlich konstruktiver Einzelheiten, räumlicher Anordnungen und Verfahrensschritten, können sowohl für sich als auch in den verschiedensten Kombinationen erfindungswesentlich sein.All of the claims, the description and the drawings resulting features and advantages, including design details, spatial arrangements and method steps may be essential to the invention both in itself and in various combinations.
Claims (12)
- Apparatus for the press-hardening of components (2), having at least one furnace (3), a press (8) arranged downstream of the at least one furnace (3), and a transport apparatus (4), wherein means (5) for transportation of the components (2) are moveably mounted in the transport apparatus (4), characterised in that the means (5) are moveable with the components (2) along the transport apparatus (4), through the furnace (3) and into the press (8), wherein the transport apparatus (4) is continuous between the furnace (3) and the press (8), and wherein transport of the components (2) from the furnace (3) to the press (8) can be carried out without manipulation.
- Apparatus according to claim 1, characterised in that the transport apparatus (4) is continuous from a loading station (7) located, in the movement direction, before the furnace (3) at least as far as a pressing position in the press (8).
- Apparatus according to claim 1 or 2, characterised in that the furnace (3) is formed as a continuous furnace.
- Apparatus according to any of the preceding claims, characterised in that the press (8) is formed as a press with a horizontal pressing direction.
- Apparatus according to any of the preceding claims, characterised in that the transport apparatus (4) is guided externally to the furnace (3) and/or the press (8).
- Apparatus according to any of the preceding claims, characterised in that the transport apparatus (4) is guided within the furnace (3) and/or the press (8).
- Apparatus according to any of the preceding claims, characterised in that the means (5) for transportation of the components (2) have receiving elements (6), on which the components (2) can be fastened in a suspended state.
- Apparatus according to any of claims 1 to 6, characterised in that the means (5) for transportation of the components (2) have receiving elements (6), on which the components (2) can be fastened in a standing state.
- Apparatus according to any of the preceding claims, characterised in that the means (5) for transportation of the components (2) are provided with cover devices, with which the components (2) can be at least partially covered.
- Apparatus according to any of the preceding claims, characterised in that a tempering apparatus (21) is arranged in the furnace (3) and/or between the furnace (3) and the press (8) and/or in the press (8), with which individual regions of the components (2) can be actively tempered.
- Apparatus according to any of the preceding claims, characterised in that the transport apparatus (4) is formed as a guide rail, in which the means (5) for transportation of the components (2) are guided.
- Method for the press-hardening of components using an apparatus according to any of claims 1 to 11, comprising the following steps:a) fastening the components (2) on means (5) for transportation of the components (2), which are mounted in a displaceable manner in a transport apparatus (4), and transport of the components (2) along the transport apparatus (4) to a furnace (3),b) introducing the components (2) fastened on the means (5) for transportation of the components into the furnace (3),c) transporting the components (2) fastened on the means (5) for transportation of the components through the furnace (3) along the transport apparatus (4), wherein the components (2) are heated,d) further transporting the components (2) fastened on the means (5) for transportation of the components along the transport apparatus (4) to a press (8),e) forming of the components (2) in the press (8).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102013104229.5A DE102013104229B3 (en) | 2013-04-25 | 2013-04-25 | Device for press hardening of components |
| PCT/EP2014/057359 WO2014173703A1 (en) | 2013-04-25 | 2014-04-11 | Device for press hardening components |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2989220A1 EP2989220A1 (en) | 2016-03-02 |
| EP2989220B1 true EP2989220B1 (en) | 2018-10-10 |
Family
ID=50549286
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14719251.2A Active EP2989220B1 (en) | 2013-04-25 | 2014-04-11 | Device for press hardening components |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10590500B2 (en) |
| EP (1) | EP2989220B1 (en) |
| DE (1) | DE102013104229B3 (en) |
| ES (1) | ES2704436T3 (en) |
| WO (1) | WO2014173703A1 (en) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH708881B1 (en) | 2013-11-20 | 2017-06-15 | Besi Switzerland Ag | Continuous furnace for substrates, which are equipped with components, and Die Bonder. |
| CA2934838C (en) * | 2014-01-30 | 2018-05-01 | Nippon Steel & Sumitomo Metal Corporation | Steel sheet heating method and steel sheet heating apparatus |
| DE102015215179A1 (en) * | 2015-08-07 | 2017-02-09 | Schwartz Gmbh | Method of heat treatment and heat treatment device |
| HUE042089T2 (en) * | 2015-10-15 | 2019-06-28 | Automation Press And Tooling A P & T Ab | Partial radiation heating method for producing press hardened parts and arrangement for such production |
| ITUB20155822A1 (en) * | 2015-11-23 | 2017-05-23 | Sat Surface Aluminium Tech S P A | SURFACE TREATMENT PLANT FOR PIECES |
| DE102015122796A1 (en) * | 2015-12-23 | 2017-06-29 | Benteler Automobiltechnik Gmbh | Hot forming line for the production of hot-formed and press-hardened sheet steel products and method for its operation |
| EP3408420B1 (en) * | 2016-01-25 | 2024-06-26 | Schwartz GmbH | Method of heat treating a metallic component |
| WO2017129599A1 (en) * | 2016-01-25 | 2017-08-03 | Schwartz Gmbh | Method and device for the heat treatment of a metal component |
| US20190119768A1 (en) * | 2016-05-04 | 2019-04-25 | Magna International Inc. | Hot forming tool with infrared light source |
| WO2018115914A1 (en) * | 2016-12-19 | 2018-06-28 | Arcelormittal | A manufacturing process of hot press formed aluminized steel parts |
| WO2019065542A1 (en) * | 2017-09-29 | 2019-04-04 | 日立金属株式会社 | Method for manufacturing hot forging material |
| WO2019065543A1 (en) | 2017-09-29 | 2019-04-04 | 日立金属株式会社 | Method for producing hot-forging material |
| DE102018108602A1 (en) * | 2018-04-11 | 2019-10-17 | Eisenmann Se | High-temperature furnace with a conveyor system |
| CN108555160B (en) * | 2018-04-13 | 2020-11-24 | 武汉理工大学 | Hot stamping hanging type heating furnace applied to hot stamping and suitable for steel-aluminum mixed line production |
| SE542025C2 (en) * | 2018-06-21 | 2020-02-11 | Gestamp Hardtech Ab | Process and apparatus for cooling hot components |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014053550A1 (en) * | 2012-10-04 | 2014-04-10 | Ebner Industrieofenbau Gmbh | Handling device |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102005057742B3 (en) * | 2005-12-02 | 2007-06-14 | Voestalpine Automotive Holding Gmbh | Method and device for heating steel components |
| DE102006054389B4 (en) * | 2006-11-17 | 2014-08-07 | Voestalpine Metal Forming Gmbh | Method for the specific generation of a defined hardness and / or a defined strength of press-hardened and / or hot-formed and / or directly and / or indirectly formed sheet metal components |
| DE102008055980A1 (en) * | 2008-04-17 | 2009-10-29 | Schwartz, Eva | Process and continuous furnace for heating workpieces |
| DE102009050879B3 (en) * | 2009-10-27 | 2011-09-01 | Itg Induktionsanlagen Gmbh | Method of heating printed circuit boards having coating comprises inductive preheating to temperature below/equal to melting point of coating, maintaining temperature to allow diffusion and heating to final temperature by inductive heating |
| DE102010010156A1 (en) * | 2010-03-04 | 2011-09-08 | Kirchhoff Automotive Deutschland Gmbh | Process for producing a molded part with at least two structural areas of different ductility |
| DE102011053698C5 (en) * | 2011-09-16 | 2017-11-16 | Benteler Automobiltechnik Gmbh | Process for the manufacture of structural and chassis components by thermoforming and heating station |
| DE102013105488A1 (en) * | 2013-05-28 | 2014-12-04 | Thyssenkrupp Steel Europe Ag | Transport device for hot, thin-walled steel parts |
-
2013
- 2013-04-25 DE DE102013104229.5A patent/DE102013104229B3/en not_active Expired - Fee Related
-
2014
- 2014-04-11 ES ES14719251T patent/ES2704436T3/en active Active
- 2014-04-11 US US14/785,876 patent/US10590500B2/en active Active
- 2014-04-11 EP EP14719251.2A patent/EP2989220B1/en active Active
- 2014-04-11 WO PCT/EP2014/057359 patent/WO2014173703A1/en active Application Filing
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014053550A1 (en) * | 2012-10-04 | 2014-04-10 | Ebner Industrieofenbau Gmbh | Handling device |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2014173703A1 (en) | 2014-10-30 |
| EP2989220A1 (en) | 2016-03-02 |
| US10590500B2 (en) | 2020-03-17 |
| ES2704436T3 (en) | 2019-03-18 |
| DE102013104229B3 (en) | 2014-10-16 |
| US20160076116A1 (en) | 2016-03-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2989220B1 (en) | Device for press hardening components | |
| EP2497840B2 (en) | Oven system for partially heating steel blanks | |
| EP2324938B1 (en) | Method and thermal recasting assembly for producing a hardened, thermally recast workpiece | |
| EP3004403B1 (en) | Transport device for hot, thin-walled steel parts | |
| EP3851546A1 (en) | Heat treatment device | |
| EP3184656B1 (en) | Hot forming line for producing thermoformed and press-hardened sheet steel products and method for operating the same | |
| DE102009060388A1 (en) | Method for sheet deformation, involves heating zone of work piece at high temperature, and inserting heated work piece into heat insulated or heated deformation device | |
| DE102009036512B3 (en) | Method and apparatus for producing parabolic core and parabolic springs for in particular vehicle chassis, vehicle bodies and the like. | |
| EP3408416B1 (en) | Heat treatment method and heat treatment device | |
| DE102016202766A1 (en) | Heat treatment process and heat treatment device | |
| WO2016124309A1 (en) | Method, furnace installation and system for the hot stamping of workpieces | |
| WO2017137259A1 (en) | Heat treatment method and heat treatment device | |
| DE102013002625B4 (en) | Gripper device for the transport of heated sheet metal blanks, as well as methods for producing hot-formed and / or press-hardened sheet-metal shaped parts | |
| WO2020011301A1 (en) | Method and device for hot-forming metallic pre-products | |
| DE102016109095B4 (en) | Apparatus and method for partial hardening of sheet steel components | |
| EP3554974B1 (en) | Device for transporting at least one heated component | |
| DE102010027439C5 (en) | Tower furnace for heating hardenable sheet metal blanks | |
| DE102009019573A1 (en) | Furnace i.e. continuous furnace, for heating steel component in industry, has workpiece carrier with transport direction, which runs in chamber region opposite to transport direction of another workpiece carrier in another chamber region | |
| DE102005033042B3 (en) | Preheating of e.g. sheet for hot-pressing in automobile industry, employs heat released by cooling- and deformation processes, to preheat workpieces before forming | |
| EP3862710B1 (en) | Furnace for partial heating of metal components | |
| EP4015657B1 (en) | Thermal treatment of components | |
| EP3318647B1 (en) | System for the manufacture of a hardened sheet-shaped workpiece | |
| DE102010053980B4 (en) | deck oven | |
| DE102021133071A1 (en) | Forming device and method for forming a thin glass |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20150825 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAX | Request for extension of the european patent (deleted) | ||
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20170327 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Ref document number: 502014009708 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: C21D0009480000 Ipc: C21D0009000000 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: F27B 9/20 20060101ALI20180316BHEP Ipc: B21D 22/20 20060101ALI20180316BHEP Ipc: F27D 3/00 20060101ALI20180316BHEP Ipc: F27B 9/24 20060101ALI20180316BHEP Ipc: C21D 1/18 20060101ALI20180316BHEP Ipc: C21D 1/673 20060101ALI20180316BHEP Ipc: F27D 3/12 20060101ALI20180316BHEP Ipc: C21D 9/00 20060101AFI20180316BHEP Ipc: B21D 22/02 20060101ALI20180316BHEP Ipc: F27B 9/28 20060101ALI20180316BHEP Ipc: C21D 9/48 20060101ALI20180316BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20180511 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 1051311 Country of ref document: AT Kind code of ref document: T Effective date: 20181015 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502014009708 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20181010 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2704436 Country of ref document: ES Kind code of ref document: T3 Effective date: 20190318 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190110 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190210 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190110 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190210 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190111 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502014009708 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 |
|
| 26N | No opposition filed |
Effective date: 20190711 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20190430 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20190411 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190411 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190411 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190430 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190430 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190411 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1051311 Country of ref document: AT Kind code of ref document: T Effective date: 20190411 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190411 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20140411 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20230627 Year of fee payment: 10 Ref country code: DE Payment date: 20230430 Year of fee payment: 10 Ref country code: CZ Payment date: 20230406 Year of fee payment: 10 |