EP2960609A1 - Manifold, in particular for use in a cooler of a cooling system - Google Patents
Manifold, in particular for use in a cooler of a cooling system Download PDFInfo
- Publication number
- EP2960609A1 EP2960609A1 EP14461546.5A EP14461546A EP2960609A1 EP 2960609 A1 EP2960609 A1 EP 2960609A1 EP 14461546 A EP14461546 A EP 14461546A EP 2960609 A1 EP2960609 A1 EP 2960609A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- slots
- housing
- manifold
- covering profile
- cooler
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F9/00—Casings; Header boxes; Auxiliary supports for elements; Auxiliary members within casings
- F28F9/02—Header boxes; End plates
- F28F9/0202—Header boxes having their inner space divided by partitions
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D1/00—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators
- F28D1/02—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid
- F28D1/04—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits
- F28D1/053—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits the conduits being straight
- F28D1/0535—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits the conduits being straight the conduits having a non-circular cross-section
- F28D1/05366—Assemblies of conduits connected to common headers, e.g. core type radiators
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D1/00—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators
- F28D1/02—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid
- F28D1/04—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits
- F28D1/053—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits the conduits being straight
- F28D1/0535—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits the conduits being straight the conduits having a non-circular cross-section
- F28D1/05366—Assemblies of conduits connected to common headers, e.g. core type radiators
- F28D1/05375—Assemblies of conduits connected to common headers, e.g. core type radiators with particular pattern of flow, e.g. change of flow direction
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F9/00—Casings; Header boxes; Auxiliary supports for elements; Auxiliary members within casings
- F28F9/02—Header boxes; End plates
- F28F9/0202—Header boxes having their inner space divided by partitions
- F28F9/0204—Header boxes having their inner space divided by partitions for elongated header box, e.g. with transversal and longitudinal partitions
- F28F9/0214—Header boxes having their inner space divided by partitions for elongated header box, e.g. with transversal and longitudinal partitions having only longitudinal partitions
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F9/00—Casings; Header boxes; Auxiliary supports for elements; Auxiliary members within casings
- F28F9/02—Header boxes; End plates
- F28F9/0219—Arrangements for sealing end plates into casing or header box; Header box sub-elements
- F28F9/0224—Header boxes formed by sealing end plates into covers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F2225/00—Reinforcing means
- F28F2225/08—Reinforcing means for header boxes
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F2255/00—Heat exchanger elements made of materials having special features or resulting from particular manufacturing processes
- F28F2255/16—Heat exchanger elements made of materials having special features or resulting from particular manufacturing processes extruded
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F2265/00—Safety or protection arrangements; Arrangements for preventing malfunction
- F28F2265/32—Safety or protection arrangements; Arrangements for preventing malfunction for limiting movements, e.g. stops, locking means
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F2275/00—Fastening; Joining
- F28F2275/04—Fastening; Joining by brazing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F2280/00—Mounting arrangements; Arrangements for facilitating assembling or disassembling of heat exchanger parts
- F28F2280/04—Means for preventing wrong assembling of parts
Definitions
- the present invention relates to a manifold, in particular for use in a cooler of a cooling system.
- the aim of the present invention is to provide a manifold that is simpler and less expensive to manufacture, by means of which the need for any additional processing of the pipes of the cooling assembly is avoided, and which at the same time ensures in any case permeability of the tubes of the cooling assembly, despite its deep insertion into the manifold.
- the manifold comprises a housing which is a unitary element having a closed profile and which is provided with at least one longitudinal channel defined therein and also a plurality of slots on one of surfaces of the housing.
- the slots are in fluid communication with at least one longitudinal channel.
- the manifold further includes a covering profile superimposed on the housing and provided with a plurality of slots at positions corresponding to the positions of the slots of the housing.
- the covering profile is firmly connected to and sealed against the housing while the slots of the covering profile are adapted for receiving cooler tubes.
- the manifold according to the invention is characterized in that at least one longitudinal channel of the housing has on its surface a stopping means against which the cooler tubes may abut while the slots of the housing are also adapted for receiving the cooler tubes.
- the manifold developed in this way is simple and easy to manufacture. Through the use of the stopping means it is not necessary to machine the ends of the cooler tubes and it is ensured that the inlets/outlets of the tubes themselves are always exposed, thus providing the maximum permeability of the gas cooler assembly. Furthermore, the ends of the tubes are not in contact with the optionally plated parts, i.e. the covering profile. Thanks to that the risk of clogging of the channels with the plating material in its liquid phase associated with the capillary effect (rising of the molten solder into the slots) is less critical.
- the fact that the tubes are received in the interior of the housing causes that the gas cooler assembly comprising manifolds according to the invention is already quite stiff before the permanent connection of components, while its individual elements are fixed relative to each other, what considerably facilitates the permanent connection of all components of the assembly to each other, for example by brazing.
- the manifold 1 comprises a cap or covering profile 2 and an inner housing 4.
- the covering profile 2 is manufactured from a plate, preferably of aluminium and/or its alloys, having a thickness of 0.8 mm to 2 mm, preferably 1 mm, by means of pressing process and bent in such manner that it substantially replicates the external shape of the inner housing 4.
- the covering profile 2 made of aluminium and/or its alloys may be plated on its one or both sides and has a plurality of slots 3 arranged in a single row, into which flat tubes 17 of a gas cooler 19 are introduced during the use of the manifold 1.
- the slots 3 are precisely made slots, so that the flat tubes 17, having internal passages, are tightly received in these slots 3.
- the inner housing 4 has a closed hollow profile, it is an unitary element, it is manufactured using an extrusion process, it has thick and solid walls, whereby it is resistant to high operational pressure, and it contains in its interior two separate longitudinal channels 5a and 5b for the flow of a cooling medium.
- the channels 5a and 5b are separated from each other by a reinforcing arch 7 in order to strengthen the structure of the inner housing 4 and the entire manifold 1.
- the inner housing 4 is also provided in its interior, i.e. on surfaces 6a, 6b of the channels 5a, 5b, with stopping elements 8, against which the inserted flat tubes 17 abut.
- the stopping elements 8 are in the form of projections 8a extending along the channels 5a, 5b and from their surfaces 6a, 6b towards the interior of the channels 5a, 5b.
- the inner housing 4 has a plurality of slots 10 at positions corresponding to the positions of the slots 3 in the covering profile 2, which the slots 10 need not be made with such accurate dimensions as the slots 3 of the covering profile 2, that is, their dimensions do not have to be exactly matched to the dimensions of the flat tubes 17, it is sufficient for the slots 10 to have a size larger than, or at least the same as, the size of flat tubes 17, and hence also the slots 3. This results in that the flat tubes 17 are received loosely in the slots 10 and tightly in the slots 3.
- the slots 10 can be made by a process using a milling saw, which process does not have to be precise, with the result that the inner housing 4 made in that way is simple and cheaper to manufacture. Furthermore, the slots 10 are in fluid communication with the channels 5a, 5b of the inner housing 4. Just like the covering profile 2, the inner housing 4 is also preferably made of aluminium and/or its alloys.
- the covering profile 2 is applied on and bent over the inner housing 4, in particular over its corners 9, so that, preferably, a larger portion of one of the outer surfaces of the inner housing 4, preferably an exposed surface 12 opposite to the surface on which the slots 10 are made remains uncovered by the covering profile 2.
- the covering profile 2 does not have to cover almost entire or entire surface of the inner housing 4. It is sufficient that the covering profile 2 covers at least that surface of the inner housing 4, in which the slots 10 are positioned, in such a case the covering profile 2 does not cover most of the housing 4 as it is the case in the currently described preferred embodiment, whereby the housing 4 is no longer positioned inside the bent covering profile 2, but rather these two elements are mutually adjacent.
- the covering profile 2 extends longitudinally beyond the profile of the inner housing 4, namely beyond ends 14 of the housing so as to form a seat 15 for a baffle/plug 16, preferably of aluminium and/or its alloys, for sealing the ends 14 of the inner housing 4 and the entire manifold 1.
- a baffle/plug 16 preferably of aluminium and/or its alloys
- the covering profile 2 and the inner housing 4 are joined together and sealed against each other, as well as with respect to the plug 16, by brazing in a brazing furnace. This causes sealing of all contact edges between these elements.
- the manifold 1 assembled in this way has a substantially rectangular cross-section.
- the flat tubes 17, between which ribs 18 extend are introduced into the slots 3, 10 in both components of the manifold 1.
- the tubes are firstly received tightly in the slots 3 and next loosely in the slots 10 and abut against the stopping elements 8 in the inner housing 4 with the result that their further movement into the inner housing 4 is prevented.
- This also results in that the outlets/inlets of flat tubes 17 will not be blocked/closed by the surfaces 6a, 6b of the channels 5a, 5b.
- Such configuration also allows precise and easy assembling of the entire gas cooler assembly, and it ensures that elements of the assembly assembled in such a way will not rotate or otherwise move relative to each other before/during brazing, while eliminating the need for using so-called "end-forming" process.
- the flat tubes 17 are secured to and sealed against the manifold 1 by brazing between the flat tube 17 and the covering profile 2, i.e. around the slots 3.
- Figures 5 and 6 show a second embodiment of the manifold 1 according to the invention.
- General design of the manifold 1 according to this embodiment is the same as in the first embodiment shown in figures 1-4 .
- the inner housing 4 is provided only with a single longitudinal channel 5 being in fluid communication with the slots 10, and thus only one surface 6 of the longitudinal channel 5, i.e. the interior of the inner housing 4 is not divided by the reinforcing arch 7 into two separate channels 5a, 5b.
- the assembled manifold 1 has a configuration similar to cylindrical and due to the fact that such a configuration is naturally resistant to high pressure and the diameter of the tube is not large (of the order of several/several tens of millimetres) the use of the reinforcing arch 7 is not necessary.
- the stopping element 8 is in the form of a notch 8b on the inner surface of the inner housing 4, i.e. the surface 6 of the longitudinal channel 5, at the slot 10.
- the inner housing 4 has on its outer surface, near the slots 10, two opposite longitudinal projections 11.
- These projections 11 are main brazing points serving to enhance sealing process of the manifold 1 and also the process of joining its components together.
- an assembly is obtained, in which at least these two projections 11 and, hence, the inner housing 4, contact with the covering profile 2 over the entire length of the tube, thereby providing a correct and effective brazing.
- the projections 11 improve the effect of bending the covering profile 2 over the inner housing 4.
- Fig. 7 shows the gas cooler assembly of the cooling system, in which manifolds 1 according to the invention are used.
- manifolds 1 On the right-hand side of the gas cooler 19 there are arranged two separate manifolds 1, wherein one of them is used for supplying the cooling medium into the cooler, while the other is for discharging that medium.
- These manifolds 1 are provided on their exposed surfaces 12, uncovered by the covering profile 2, with apertures/ports 13 for connection to an external circuit of the cooling medium. These openings are in fluid communication with the channels 5, 5a, 5b of the inner housing 4.
- the manifold 1 shown on the left-hand side of the gas cooler 19 is not provided with such openings 13, as a result of which it is merely an intermediate element in the gas cooler assembly 19, i.e.
- the cooling medium flows into one of the manifolds 1 on the right-hand side of the assembly, flows through a portion of the flat tubes, flows into the manifold 1 on the left-hand side of the assembly, then flows again into the flat tubes 17, and flows out the other of the manifolds 1 on the right-hand side of the assembly.
- one manifold 1 is used on each side of the assembly, each of which has an aperture/port 13, and one of the manifolds is an inlet manifold while the other is an outlet manifold.
- the stopping elements 8 in the form of the notches 8, 8b can be used, while in the inner housing 4 having a single channel 5, the stopping elements 8 in the form of the projections 8a can be used. It is also not necessary to use two stopping elements 8, in many practical applications only one is sufficient, furthermore the position of these elements in relation to the slots 10 can vary, i.e. adjacently to the slots 10 or at some distance from them. It is also possible to connect several manifolds 1 into one longer manifold, in such a case, the manifolds without plugs 16 are used and are firmly butt joined, and only the extreme ends of the manifolds are closed by plugs 16.
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
Abstract
Description
- The present invention relates to a manifold, in particular for use in a cooler of a cooling system.
- There are known, for example from
US2003/0155109 A1 , manifolds consisting of two components, namely an inner housing and a covering profile, which is applied and bent on the inner housing. Both those elements are provided with plurality of corresponding slots for introduction of tubes of the cooling assembly/supplying a cooling medium, which tubes are introduced only into the covering profile. The inner housing is provided with a channel defined therein for the flow of the cooling medium. Such a solution, however, results in that it is required to use so-called "end-forming" process, for example by thinning the end of the inserted tube so that only the thinned part of the tube is inserted into the slot of the covering profile, while its non-thinned portion abuts against that covering profile to maintain permeability of the tubes. Manufacturing of the tubes is thus more complicated and additionally during the end-forming process an uncontrolled process of clogging or deforming of the tube channels (especially the extreme ones) may occur what is disadvantageous to the thermal efficiency of the cooler. - The aim of the present invention is to provide a manifold that is simpler and less expensive to manufacture, by means of which the need for any additional processing of the pipes of the cooling assembly is avoided, and which at the same time ensures in any case permeability of the tubes of the cooling assembly, despite its deep insertion into the manifold.
- The above object is achieved by a manifold according to
claim 1 and the following dependent claims. The manifold comprises a housing which is a unitary element having a closed profile and which is provided with at least one longitudinal channel defined therein and also a plurality of slots on one of surfaces of the housing. The slots are in fluid communication with at least one longitudinal channel. The manifold further includes a covering profile superimposed on the housing and provided with a plurality of slots at positions corresponding to the positions of the slots of the housing. The covering profile is firmly connected to and sealed against the housing while the slots of the covering profile are adapted for receiving cooler tubes. The manifold according to the invention is characterized in that at least one longitudinal channel of the housing has on its surface a stopping means against which the cooler tubes may abut while the slots of the housing are also adapted for receiving the cooler tubes. - The manifold developed in this way is simple and easy to manufacture. Through the use of the stopping means it is not necessary to machine the ends of the cooler tubes and it is ensured that the inlets/outlets of the tubes themselves are always exposed, thus providing the maximum permeability of the gas cooler assembly. Furthermore, the ends of the tubes are not in contact with the optionally plated parts, i.e. the covering profile. Thanks to that the risk of clogging of the channels with the plating material in its liquid phase associated with the capillary effect (rising of the molten solder into the slots) is less critical. Furthermore, the fact that the tubes are received in the interior of the housing causes that the gas cooler assembly comprising manifolds according to the invention is already quite stiff before the permanent connection of components, while its individual elements are fixed relative to each other, what considerably facilitates the permanent connection of all components of the assembly to each other, for example by brazing.
- The present invention is illustrated in its embodiments in the accompanying drawings, in which:
-
Fig. 1 shows an exploded perspective view of the manifold according to a first embodiment of the invention. -
Fig. 2 shows a perspective view of the assembled manifold according to the first embodiment of the invention. -
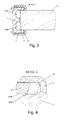
Fig. 3 shows a cross sectional view of the manifold according to the first embodiment of the invention with the flat tubes introduced. -
Fig. 4 shows detail A offig. 3 . -
Fig. 5 shows a cross sectional view of the manifold according to a second embodiment of the invention with the flat tubes introduced. -
Fig. 6 shows detail B ofFig. 5 . -
Fig. 7 shows the gas cooler assembly with the manifolds according to the invention. - The
manifold 1 according to the invention comprises a cap or coveringprofile 2 and aninner housing 4. The coveringprofile 2 is manufactured from a plate, preferably of aluminium and/or its alloys, having a thickness of 0.8 mm to 2 mm, preferably 1 mm, by means of pressing process and bent in such manner that it substantially replicates the external shape of theinner housing 4. By such a structure of the coveringprofile 2 it is easy to manufacture. The coveringprofile 2 made of aluminium and/or its alloys may be plated on its one or both sides and has a plurality ofslots 3 arranged in a single row, into whichflat tubes 17 of agas cooler 19 are introduced during the use of themanifold 1. Theslots 3 are precisely made slots, so that theflat tubes 17, having internal passages, are tightly received in theseslots 3. - The
inner housing 4 has a closed hollow profile, it is an unitary element, it is manufactured using an extrusion process, it has thick and solid walls, whereby it is resistant to high operational pressure, and it contains in its interior two separatelongitudinal channels channels arch 7 in order to strengthen the structure of theinner housing 4 and theentire manifold 1. Theinner housing 4 is also provided in its interior, i.e. onsurfaces channels stopping elements 8, against which the insertedflat tubes 17 abut. In this embodiment, thestopping elements 8 are in the form ofprojections 8a extending along thechannels surfaces channels inner housing 4 has a plurality ofslots 10 at positions corresponding to the positions of theslots 3 in thecovering profile 2, which theslots 10 need not be made with such accurate dimensions as theslots 3 of thecovering profile 2, that is, their dimensions do not have to be exactly matched to the dimensions of theflat tubes 17, it is sufficient for theslots 10 to have a size larger than, or at least the same as, the size offlat tubes 17, and hence also theslots 3. This results in that theflat tubes 17 are received loosely in theslots 10 and tightly in theslots 3. Theslots 10 can be made by a process using a milling saw, which process does not have to be precise, with the result that theinner housing 4 made in that way is simple and cheaper to manufacture. Furthermore, theslots 10 are in fluid communication with thechannels inner housing 4. Just like the coveringprofile 2, theinner housing 4 is also preferably made of aluminium and/or its alloys. - As illustrated in
fig. 2 , the coveringprofile 2 is applied on and bent over theinner housing 4, in particular over itscorners 9, so that, preferably, a larger portion of one of the outer surfaces of theinner housing 4, preferably an exposedsurface 12 opposite to the surface on which theslots 10 are made remains uncovered by the coveringprofile 2. Of course, the coveringprofile 2 does not have to cover almost entire or entire surface of theinner housing 4. It is sufficient that the coveringprofile 2 covers at least that surface of theinner housing 4, in which theslots 10 are positioned, in such a case the coveringprofile 2 does not cover most of thehousing 4 as it is the case in the currently described preferred embodiment, whereby thehousing 4 is no longer positioned inside the bent coveringprofile 2, but rather these two elements are mutually adjacent. The coveringprofile 2 extends longitudinally beyond the profile of theinner housing 4, namely beyondends 14 of the housing so as to form aseat 15 for a baffle/plug 16, preferably of aluminium and/or its alloys, for sealing theends 14 of theinner housing 4 and theentire manifold 1. However, in another embodiment there is no need to form such a seat, in which case the ends of both the coveringprofile 2 and theinner housing 4 are aligned with each other, as a result of which theplug 16 rests on both those elements. The coveringprofile 2 and theinner housing 4 are joined together and sealed against each other, as well as with respect to theplug 16, by brazing in a brazing furnace. This causes sealing of all contact edges between these elements. Themanifold 1 assembled in this way has a substantially rectangular cross-section. - In use of the
manifold 1 according to the invention in thegas cooler assembly 19, theflat tubes 17, between whichribs 18 extend, are introduced into theslots manifold 1. The tubes are firstly received tightly in theslots 3 and next loosely in theslots 10 and abut against thestopping elements 8 in theinner housing 4 with the result that their further movement into theinner housing 4 is prevented. This also results in that the outlets/inlets offlat tubes 17 will not be blocked/closed by thesurfaces channels flat tubes 17 are secured to and sealed against themanifold 1 by brazing between theflat tube 17 and the coveringprofile 2, i.e. around theslots 3. -
Figures 5 and 6 show a second embodiment of themanifold 1 according to the invention. General design of themanifold 1 according to this embodiment is the same as in the first embodiment shown infigures 1-4 . However, in this case, theinner housing 4 is provided only with a singlelongitudinal channel 5 being in fluid communication with theslots 10, and thus only onesurface 6 of thelongitudinal channel 5, i.e. the interior of theinner housing 4 is not divided by the reinforcingarch 7 into twoseparate channels manifold 1 has a configuration similar to cylindrical and due to the fact that such a configuration is naturally resistant to high pressure and the diameter of the tube is not large (of the order of several/several tens of millimetres) the use of the reinforcingarch 7 is not necessary. In this embodiment, thestopping element 8 is in the form of anotch 8b on the inner surface of theinner housing 4, i.e. thesurface 6 of thelongitudinal channel 5, at theslot 10. Moreover, theinner housing 4 has on its outer surface, near theslots 10, two oppositelongitudinal projections 11. Theseprojections 11 are main brazing points serving to enhance sealing process of themanifold 1 and also the process of joining its components together. By using theprojections 11 an assembly is obtained, in which at least these twoprojections 11 and, hence, theinner housing 4, contact with thecovering profile 2 over the entire length of the tube, thereby providing a correct and effective brazing. Furthermore, theprojections 11 improve the effect of bending thecovering profile 2 over theinner housing 4. -
Fig. 7 shows the gas cooler assembly of the cooling system, in which manifolds 1 according to the invention are used. On the right-hand side of thegas cooler 19 there are arranged twoseparate manifolds 1, wherein one of them is used for supplying the cooling medium into the cooler, while the other is for discharging that medium. Thesemanifolds 1 are provided on their exposedsurfaces 12, uncovered by thecovering profile 2, with apertures/ports 13 for connection to an external circuit of the cooling medium. These openings are in fluid communication with thechannels inner housing 4. Themanifold 1 shown on the left-hand side of thegas cooler 19 is not provided withsuch openings 13, as a result of which it is merely an intermediate element in the gascooler assembly 19, i.e. the cooling medium flows into one of themanifolds 1 on the right-hand side of the assembly, flows through a portion of the flat tubes, flows into themanifold 1 on the left-hand side of the assembly, then flows again into theflat tubes 17, and flows out the other of themanifolds 1 on the right-hand side of the assembly. In other embodiments of the gascooler assembly 19, onemanifold 1 is used on each side of the assembly, each of which has an aperture/port 13, and one of the manifolds is an inlet manifold while the other is an outlet manifold. Similarly, it is possible to apply onemanifold 1 on each side of the assembly, wherein one manifold does not have apertures/ports 13, and the other has two apertures/ports 13 for supplying and discharging the cooling medium. - Note that it is possible to replace the technical features between the above-described embodiments of the invention. For example, in the
inner housing 4 having twoseparate channels elements 8 in the form of thenotches inner housing 4 having asingle channel 5, the stoppingelements 8 in the form of theprojections 8a can be used. It is also not necessary to use two stoppingelements 8, in many practical applications only one is sufficient, furthermore the position of these elements in relation to theslots 10 can vary, i.e. adjacently to theslots 10 or at some distance from them. It is also possible to connectseveral manifolds 1 into one longer manifold, in such a case, the manifolds withoutplugs 16 are used and are firmly butt joined, and only the extreme ends of the manifolds are closed byplugs 16.
Claims (10)
- A manifold (1), in particular for use in a cooler (19) of a cooling system, comprising:a housing (4), which is a unitary element having a closed profile and has at least one longitudinal channel (5) defined therein and also a plurality of slots (10) on one of surfaces of said housing (4), said slots (10) being in fluid communication with said at least one longitudinal channel (5); anda covering profile (2) applied on said housing (4) and having a plurality of slots (3) at positions corresponding to the positions of said slots (10) of said housing (4), said covering profile (2) being fixedly connected to and sealed against said housing (4), said slots (3) of said covering profile (2) being adapted for receiving tubes (17) of said cooler (19) ;characterized in thatsaid at least one longitudinal channel (5) has on its surface (6) a stopping means (8) against which said tubes (17) of said cooler (19) may abut; andsaid slots (10) of said housing (4) are also adapted for receiving said tubes (17) of said cooler (19).
- A manifold according to Claim 1, characterized in that said stopping means (8) is in the form of opposing projections (8a) on said surface (6) of said at least one longitudinal channel (5), said projections (8a) being directed towards the interior of said at least one longitudinal channel (5) and arranged at said slots (10) of said housing (4).
- A manifold according to Claim 1, characterized in that said stopping means (8) is in the form of notches (8b) on said surface (6) of said at least one longitudinal channel (5), said notches (8b) being arranged at said slots (10) of said housing (4).
- A manifold according to any one of the preceding Claims, characterized in that the size of said slots (10) of said housing (4) is at least equal to or greater than the size of said slots (3) of said covering profile (2).
- A manifold according to any one of the preceding Claims, characterized in that said at least one longitudinal channel (5) includes two channels (5a, 5b) separated by a reinforcing arch (7), each said channel (5a, 5b) having its own stopping means (8) on its surface (6a, 6b).
- A manifold according to any one of the preceding Claims, characterized in that said covering profile (2) is so applied on said housing (4) that one surface (12) of said housing (4) is exposed, said surface (12) having at least one port (13) in fluid communication with said at least one longitudinal channel (5) for connection to an external circuit of a cooling medium.
- A manifold according to any one of the preceding Claims, characterized in that both said covering profile (2) and said housing (10) are made of aluminium and/or its alloys and are connected to each other by means of brazing.
- A manifold according to any one of the preceding Claims, characterized in that it is closed at both of its ends by a plug (16).
- A manifold according to claim 8, characterized in that said plug (16) is also made of aluminium and/or its alloys and is coupled to said covering profile (2) and said housing (10) also by means of brazing.
- A cooler (19) comprising a manifold (1) according to any one of Claims 1-9.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14461546.5A EP2960609B1 (en) | 2014-06-26 | 2014-06-26 | Manifold, in particular for use in a cooler of a cooling system |
| US14/750,273 US20150377560A1 (en) | 2014-06-26 | 2015-06-25 | Manifold, in particular for use in a cooler of a cooling system |
| CN201510602501.1A CN105318770A (en) | 2014-06-26 | 2015-06-26 | Manifold, in particular for use in a cooler of a cooling system |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14461546.5A EP2960609B1 (en) | 2014-06-26 | 2014-06-26 | Manifold, in particular for use in a cooler of a cooling system |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2960609A1 true EP2960609A1 (en) | 2015-12-30 |
| EP2960609B1 EP2960609B1 (en) | 2022-10-05 |
Family
ID=51176314
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14461546.5A Active EP2960609B1 (en) | 2014-06-26 | 2014-06-26 | Manifold, in particular for use in a cooler of a cooling system |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20150377560A1 (en) |
| EP (1) | EP2960609B1 (en) |
| CN (1) | CN105318770A (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3239636A1 (en) | 2016-04-28 | 2017-11-01 | Valeo Systemes Thermiques | A manifold for a heat exchanger, in particular for an automotive radiator |
| EP3246650A1 (en) | 2016-05-20 | 2017-11-22 | Valeo Systemes Thermiques | A manifold for a heat exchanger, in particular for an automotive radiator |
| EP3246646A1 (en) * | 2016-05-20 | 2017-11-22 | Valeo Systemes Thermiques | Cooler, in particular gas cooler to a cooling system |
| EP3252421A1 (en) * | 2016-05-31 | 2017-12-06 | Valeo Systemes Thermiques | Heat exchanger assembly |
| EP3879218A1 (en) * | 2020-03-13 | 2021-09-15 | Valeo Autosystemy SP. Z.O.O. | A heat exchanger |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3341672A1 (en) * | 2015-08-24 | 2018-07-04 | MAHLE International GmbH | Heat exchanger |
| US10267576B2 (en) * | 2016-01-28 | 2019-04-23 | L & M Radiator, Inc. | Heat exchanger with tanks, tubes and retainer |
| CN107120871B (en) * | 2017-07-04 | 2023-04-07 | 浙江银轮机械股份有限公司 | Liquid cooling heat exchanger for air conditioner |
| DE102019105980B4 (en) * | 2019-03-08 | 2020-11-19 | Dr. Ing. H.C. F. Porsche Aktiengesellschaft | Reversing collector for a cooling system of a traction battery of an electrically operated vehicle and cooling system for a traction battery |
| EP3715762B1 (en) * | 2019-03-28 | 2025-09-10 | Valeo Autosystemy Sp. z o.o. | A heat exchanger |
| EP3855102B1 (en) * | 2020-01-23 | 2023-08-16 | Valeo Autosystemy SP. Z.O.O. | A cooling assembly |
| FR3157922A1 (en) * | 2023-12-27 | 2025-07-04 | Valeo Systemes Thermiques | Heat exchanger, in particular for a motor vehicle, tube for such an exchanger and method of manufacturing such a tube |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5289873A (en) * | 1992-06-22 | 1994-03-01 | General Motors Corporation | Heat exchanger sideplate interlocked with header |
| EP0586037A1 (en) * | 1992-09-03 | 1994-03-09 | Modine Manufacturing Company | Heat exchanger |
| US5509199A (en) * | 1995-01-17 | 1996-04-23 | General Motors Corporation | Method of making a dual radiator and condenser assembly |
| US6564863B1 (en) * | 1999-04-28 | 2003-05-20 | Valeo Thermique Moteur | Concentrated or dilutable solutions or dispersions, preparation method and uses |
| US20030155109A1 (en) | 2002-02-19 | 2003-08-21 | Masaaki Kawakubo | Heat exchanger |
| WO2004048875A1 (en) * | 2002-11-27 | 2004-06-10 | Behr Gmbh & Co. Kg | Heat exchanger |
| FR2887975A1 (en) * | 2005-06-29 | 2007-01-05 | Valeo Systemes Thermiques | Heat exchanger for use in automobile industry, has tubular wall with part surrounded by rings that are extended between flat tubes, where each end of ring is in contact with sides of each flat tube |
Family Cites Families (47)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3133665C2 (en) * | 1981-08-26 | 1984-06-07 | Süddeutsche Kühlerfabrik Julius Fr. Behr GmbH & Co KG, 7000 Stuttgart | Connection of pipes of a heat exchanger block with a connection box, in particular for an evaporator |
| US4600051A (en) * | 1984-07-13 | 1986-07-15 | Modine Manufacturing | Tank-header plate connection |
| US5107926A (en) * | 1990-04-03 | 1992-04-28 | Thermal Components, Inc. | Manifold assembly for a parallel flow heat exchanger |
| US5152339A (en) * | 1990-04-03 | 1992-10-06 | Thermal Components, Inc. | Manifold assembly for a parallel flow heat exchanger |
| US5186244A (en) * | 1992-04-08 | 1993-02-16 | General Motors Corporation | Tube design for integral radiator/condenser |
| FR2690235A1 (en) * | 1992-04-16 | 1993-10-22 | Valeo Thermique Moteur Sa | Tubular box wall of fluid and method for the manufacture of a heat exchanger by driving of circulation tubes. |
| US5246066A (en) * | 1992-06-01 | 1993-09-21 | General Motors Corporation | One piece extruded tank |
| US5366007A (en) * | 1993-08-05 | 1994-11-22 | Wynn's Climate Systems, Inc. | Two-piece header |
| DE4442040A1 (en) * | 1994-11-25 | 1996-05-30 | Behr Gmbh & Co | Heat exchanger with a manifold |
| US5607012A (en) * | 1995-06-12 | 1997-03-04 | General Motors Corporation | Heat exchanger |
| US7234511B1 (en) * | 1995-06-13 | 2007-06-26 | Philip George Lesage | Modular heat exchanger having a brazed core and method for forming |
| JP3760571B2 (en) * | 1997-06-24 | 2006-03-29 | 株式会社デンソー | Heat exchanger |
| US6216776B1 (en) * | 1998-02-16 | 2001-04-17 | Denso Corporation | Heat exchanger |
| US6032728A (en) * | 1998-11-12 | 2000-03-07 | Livernois Research & Development Co. | Variable pitch heat exchanger |
| JP4026277B2 (en) * | 1999-05-25 | 2007-12-26 | 株式会社デンソー | Heat exchanger |
| JP2003130584A (en) * | 2001-10-23 | 2003-05-08 | Japan Climate Systems Corp | Heat exchanger |
| US6830100B2 (en) * | 2001-11-02 | 2004-12-14 | Thermalex, Inc. | Extruded manifold |
| US6446713B1 (en) * | 2002-02-21 | 2002-09-10 | Norsk Hydro, A.S. | Heat exchanger manifold |
| PT1413845E (en) * | 2002-10-25 | 2005-10-31 | Denso Thermal Systems Spa | CONDENSER FOR VEHICLES |
| US6799631B2 (en) * | 2003-01-09 | 2004-10-05 | Delphi Technologies, Inc. | Heat exchanger with integrated flow control valve |
| JP4213496B2 (en) * | 2003-03-26 | 2009-01-21 | カルソニックカンセイ株式会社 | Heat exchanger |
| WO2005073662A1 (en) * | 2004-01-28 | 2005-08-11 | Behr Gmbh & Co. Kg | Heat exchanger, in particular a flat pipe evaporator for a motor vehicle air conditioning system |
| WO2005121683A1 (en) * | 2004-06-14 | 2005-12-22 | Showa Denko K.K. | Heat exchanger |
| US20070012424A1 (en) * | 2005-07-12 | 2007-01-18 | Denso Corporation | Heat exchanger |
| US20070267185A1 (en) * | 2006-05-18 | 2007-11-22 | Hong Yeol Lee | Header for high pressure heat exchanger |
| US7484555B2 (en) * | 2006-07-25 | 2009-02-03 | Delphi Technologies, Inc. | Heat exchanger assembly |
| US20090250201A1 (en) * | 2008-04-02 | 2009-10-08 | Grippe Frank M | Heat exchanger having a contoured insert and method of assembling the same |
| US20080185134A1 (en) * | 2007-02-07 | 2008-08-07 | Hoehne Mark R | Two-piece header/manifold construction for a heat exchanger having flattened tubes |
| US8353330B2 (en) * | 2007-11-02 | 2013-01-15 | Halla Climate Control Corp. | Heat exchanger |
| US20090294111A1 (en) * | 2008-05-28 | 2009-12-03 | Steve Larouche | Heat exchanger |
| DE102008035358A1 (en) * | 2008-07-29 | 2010-02-04 | Modine Manufacturing Co., Racine | Heat exchanger with manifold and manifold and manufacturing process for it |
| US20100044010A1 (en) * | 2008-08-21 | 2010-02-25 | Corser Don C | Manifold with multiple passages and cross-counterflow heat exchanger incorporating the same |
| US20100199955A1 (en) * | 2009-02-06 | 2010-08-12 | Paccar Inc | Charge air cooler |
| JP5737837B2 (en) * | 2009-10-16 | 2015-06-17 | 三菱重工業株式会社 | HEAT EXCHANGER AND VEHICLE AIR CONDITIONER INCLUDING THE SAME |
| US20110174472A1 (en) * | 2010-01-15 | 2011-07-21 | Kurochkin Alexander N | Heat exchanger with extruded multi-chamber manifold with machined bypass |
| ES2711572T3 (en) * | 2010-03-31 | 2019-05-06 | Modine Mfg Co | Heat exchanger |
| FR2962206B1 (en) * | 2010-06-30 | 2014-12-19 | Valeo Systemes Thermiques | COLLECTOR FOR HEAT EXCHANGER AND HEAT EXCHANGER EQUIPPED WITH SUCH A MANIFOLD |
| US20130075069A1 (en) * | 2011-09-26 | 2013-03-28 | Trane International Inc. | Brazed microchannel heat exchanger with thermal expansion compensation |
| JP6002421B2 (en) * | 2012-04-03 | 2016-10-05 | 株式会社ケーヒン・サーマル・テクノロジー | Heat exchanger |
| KR101826365B1 (en) * | 2012-05-04 | 2018-03-22 | 엘지전자 주식회사 | A heat exchanger |
| EP2948725B1 (en) * | 2013-01-24 | 2016-08-17 | Alcoil USA LLC | Heat exchanger |
| KR101462176B1 (en) * | 2013-07-16 | 2014-11-21 | 삼성전자주식회사 | Heat exchanger |
| US20150041414A1 (en) * | 2013-08-09 | 2015-02-12 | Ledwell & Son Enterprises, Inc. | Hydraulic fluid cooler and filter |
| JP2016017666A (en) * | 2014-07-07 | 2016-02-01 | 株式会社ケーヒン・サーマル・テクノロジー | Heat exchanger and its process of manufacture |
| US10317142B2 (en) * | 2014-08-25 | 2019-06-11 | Hanon Systems | Heat exchanger having a mechanically assembled header |
| DE102016001686A1 (en) * | 2015-02-16 | 2016-08-18 | Hanon Systems | COLLECTOR CONTAINER FOR A HEAT EXCHANGER AND THIS SHEETING HEAT EXCHANGER |
| JP6564620B2 (en) * | 2015-06-02 | 2019-08-21 | 株式会社ケーヒン・サーマル・テクノロジー | Heat exchanger and manufacturing method thereof |
-
2014
- 2014-06-26 EP EP14461546.5A patent/EP2960609B1/en active Active
-
2015
- 2015-06-25 US US14/750,273 patent/US20150377560A1/en not_active Abandoned
- 2015-06-26 CN CN201510602501.1A patent/CN105318770A/en active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5289873A (en) * | 1992-06-22 | 1994-03-01 | General Motors Corporation | Heat exchanger sideplate interlocked with header |
| EP0586037A1 (en) * | 1992-09-03 | 1994-03-09 | Modine Manufacturing Company | Heat exchanger |
| US5509199A (en) * | 1995-01-17 | 1996-04-23 | General Motors Corporation | Method of making a dual radiator and condenser assembly |
| US6564863B1 (en) * | 1999-04-28 | 2003-05-20 | Valeo Thermique Moteur | Concentrated or dilutable solutions or dispersions, preparation method and uses |
| US20030155109A1 (en) | 2002-02-19 | 2003-08-21 | Masaaki Kawakubo | Heat exchanger |
| WO2004048875A1 (en) * | 2002-11-27 | 2004-06-10 | Behr Gmbh & Co. Kg | Heat exchanger |
| FR2887975A1 (en) * | 2005-06-29 | 2007-01-05 | Valeo Systemes Thermiques | Heat exchanger for use in automobile industry, has tubular wall with part surrounded by rings that are extended between flat tubes, where each end of ring is in contact with sides of each flat tube |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3239636A1 (en) | 2016-04-28 | 2017-11-01 | Valeo Systemes Thermiques | A manifold for a heat exchanger, in particular for an automotive radiator |
| EP3246650A1 (en) | 2016-05-20 | 2017-11-22 | Valeo Systemes Thermiques | A manifold for a heat exchanger, in particular for an automotive radiator |
| EP3246646A1 (en) * | 2016-05-20 | 2017-11-22 | Valeo Systemes Thermiques | Cooler, in particular gas cooler to a cooling system |
| EP3252421A1 (en) * | 2016-05-31 | 2017-12-06 | Valeo Systemes Thermiques | Heat exchanger assembly |
| EP3879218A1 (en) * | 2020-03-13 | 2021-09-15 | Valeo Autosystemy SP. Z.O.O. | A heat exchanger |
| WO2021180487A1 (en) * | 2020-03-13 | 2021-09-16 | Valeo Autosystemy Sp. Z O.O. | A heat exchanger |
| US12259189B2 (en) | 2020-03-13 | 2025-03-25 | Valeo Autosystemy Sp. Z O.O | Heat exchanger |
Also Published As
| Publication number | Publication date |
|---|---|
| CN105318770A (en) | 2016-02-10 |
| US20150377560A1 (en) | 2015-12-31 |
| EP2960609B1 (en) | 2022-10-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2960609B1 (en) | Manifold, in particular for use in a cooler of a cooling system | |
| KR102105946B1 (en) | Plate heat exchanger and method for constructing multiple passes in the plate heat exchanger | |
| EP3370028B1 (en) | Structure of heat exchanger core without header plate | |
| EP2420791A2 (en) | Plate heat exchanger | |
| EP3045850B1 (en) | Tank structure for header-plate-less heat exchanger | |
| US20130264031A1 (en) | Heat exchanger with headering system and method for manufacturing same | |
| JP2008235725A (en) | Water-cooled heat sink | |
| US20150129180A1 (en) | Heat exchanger system, method for producing same, and fluid distribution element | |
| EP3045853A1 (en) | Tank structure for header-plate-less heat exchanger | |
| KR20160112921A (en) | Device for a heat exchanger for collecting and distributing a heat transfer fluid | |
| US12247792B2 (en) | Heat exchanger | |
| US10126074B2 (en) | Heat exchanger having a baffle | |
| JP2008224057A (en) | Heat exchanger, header tank of heat exchanger, and its manufacturing method | |
| US20070289727A1 (en) | Heat Exchanger | |
| EP3136038B1 (en) | Heat exchanger | |
| KR20170024097A (en) | Header for exchanger bundle of a heat exchanger | |
| EP3252421B1 (en) | Heat exchanger assembly | |
| CN105605962A (en) | Refrigerant distribution assembly and heat exchanger | |
| CN104136872B (en) | There is the plate type heat exchanger for improving intensity in port areas | |
| EP3434348B1 (en) | Fluid degassing devices having selected profiles | |
| EP3467422B1 (en) | Heat exchanger assembly | |
| EP3246646B1 (en) | Cooler, in particular gas cooler to a cooling system | |
| CN112033185A (en) | Header and heat exchanger | |
| KR101462884B1 (en) | Header tank combination structure of Heat Exchanger | |
| CN104422199A (en) | Micro-channel heat exchanger |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| 17P | Request for examination filed |
Effective date: 20161005 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20190206 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: SZOSTEK, DAWID Inventor name: ROMANSKI, GRZEGORZ Inventor name: BEDEK, ADAM |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20220519 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1522968 Country of ref document: AT Kind code of ref document: T Effective date: 20221015 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602014085121 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20221005 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1522968 Country of ref document: AT Kind code of ref document: T Effective date: 20221005 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221005 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221005 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230206 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230105 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221005 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221005 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221005 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221005 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221005 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221005 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221005 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230205 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221005 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230106 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602014085121 Country of ref document: DE |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230528 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221005 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221005 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221005 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221005 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221005 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221005 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221005 |
|
| 26N | No opposition filed |
Effective date: 20230706 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221005 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221005 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221005 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20230630 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20230626 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230626 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230626 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230626 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230626 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230626 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221005 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221005 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221005 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250617 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20250630 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20140626 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20140626 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221005 |